PREPARATION OF VANILLIN FROM MICROBIAL TRANSFORMATION MEDIA BY EXTRACTION BY MEANS SUPERCRITICAL FLUIDS OR GASES
Technical Field
The present invention relates to methods and materials that may be used in the production of vanillin and to vanillin as produced using such methods and materials .
There is a demand for natural vanillin of high flavour quality. This requires the use of raw materials of natural origin, and that all process steps should be compatible with the requirements for natural flavours as recognised by the industry and regulatory authorities .
Background Art Vanilla is a flavouring material derived from the pods of the vanilla orchid. It has long been known to make vanilla extract by extracting vanilla pods with alcohol (ethanol) . More recently, vanilla pods have been extracted with supercritical carbon dioxide, generally in conjunction with a co-solvent such as ethanol.
Flavourant components dissolve in the carbon dioxide (and co-solvent) , which is then separated from the solid (waste) material.
Because of the expense of vanilla pods, there have long been attempts to produce substitutes. The main
constituent of vanilla flavour is vanillin (3-methoxy-4- hydroxybenzaldehyde) . This has been produced from industrial waste materials such as sulphite waste liquors of the wood pulp industry. However it is not possible to make "natural grade" vanillin in this way, and such material is unacceptable to many.
It must be appreciated that the natural vanilla aroma and flavour originating in vanilla pods are due to a complex mixture of compounds, mostly phenolic, of which vanillin is merely the main one in terms of percentage composition. It generally constitutes something less than 3% by weight of vanilla pods. Someone seeking to produce "vanilla extract" from vanilla pods is not seeking to extract vanillin selectively, but to extract a mixture (which may be concentrated to produce a brownish oil) . In contrast someone seeking pure vanillin would not consider vanilla pods as a starting material - they are far too expensive, with a low vanillin content - and the technology developed for preparing vanilla extracts would not be considered relevant.
It is known to convert ferulic acid into vanillin using various microorganisms. We have previously disclosed (WO 00/50622) that use of a special strain of Pseudomonas putida can lead to a culture medium containing 2.25 gl_1 of vanillin, a molar yield of 75%
based on ferulic acid consumed. Vanillin was recovered by separating the culture broth from the cells and extracting it with an organic solvent (butyl acetate) .
Haarman & Reimer GmbH have disclosed (US-A-6133003) two strains of Amycolatopsis. Using one of them they achieved a culture medium containing up to 11.5gl-1 of vanillin and lgl-1 of unreacted ferulic acid. These concentrations were determined by HPLC. There is no disclosure of any work-up technique or the isolation of the product.
Givaudan-Roure (International) S.A. have disclosed (EP-A-0885968) the use of Streptomyces setonll to produce "vanillin and several by-products". The concentration of vanillin is said to be 8-16 gl-1, though in the actual examples it ranges from 3.10 to 13.9 gl-1, in the latter case accompanied by 0.4gl_1 of guaiacol. The co- production of guaiacol is represented as being advantageous. The products are extracted by solvent extraction using methyl tert-butyl ether. In many fields, the use of organic solvents is now seen as undesirable. This is certainly the case in the production of food-grade materials, especially if they are to be of "organic" quality.
Disclosure of the Invention
We have now developed a process for the production of vanillin which does not require the use of organic solvents. In a first aspect the invention provides: a method of purifying a crude solid vanillin- containing first material comprising:
(a) purifying said first material by a process comprising contacting it with a purification fluid selected from (a) a liquefied gas whose pressure exceeds its critical pressure and whose temperature is below its critical temperature; (b) a supercritical fluid; (c) a gas; to provide a solid vanillin-containing second material which is purer than said first material in terms of its vanillin content. The first solid material is preferably produced by
(i) a step of carrying out a biotransformation process to generate a biotransformation medium which contains vanillin produced by said biotransformation process; and (ii) a step of precipitating a crude first solid vanillin-containing solid material from a solution which is or is derived from said biotransformation medium. Desirably at all times the vanillin-containing materials are maintained at temperatures not exceeding 25° and preferably not exceeding 10°.
Preferably the purification involves the dissolution of the vanillin in the purification fluid, and its separation from undissolved impurities.
Alternatively or additionally, the method involves treating solid vanillin-containing material with a gas (preferably C02) in a fluidised bed, which carries away impurities and leaves behind purified solid vanillin material .
The crude first material may be obtained by precipitation from a solution, preferably in a crystalline or macrocrystalline state. The solution may be a biotransformation medium, or may be derived from such a medium, e.g. by one or more steps such as removal of biocatalyst (which may be whole cells, cell parts, or immobilised enzyme), pasteurisation and concentration. The biotransformation medium is generally from a biotransformation process which produces vanillin, usually by the biotransformation of ferulic acid into vanillin. The ferulic acid is preferably derived from a natural plant source, particularly a food plant source, e.g. rice, maize, sugar beet, wheat or turmeric ( Curcuma longo) , generally waste material such as bran.
Preferably the biotransformation medium is a culture medium, preferably containing Actinomycetales
microorganisms such as Streptomyces setonii or Amycola topsis organisms, most preferably of the strain deposited under accession number IMI390106 or mutants thereof which are (a) resistant to spectinomycin and (b) capable of producing vanillin substantially free from guaiacol. Preferably the organism is able to produce a medium containing at least 5g/l and preferably at least lOg/1 of vanillin, preferably substantially free from odoriferous by-products. Thus it is desirably possible to obtain a crude solid vanillin-containing material which contains not more than lOOppm of guaiacol.
In another aspect the invention provides solid vanillin material having the following characteristics: (i) absence of solvent residues; (ii) absence of off-odours; (iii) colour: white;
(iv) isotope ratio consistent with production from a precursor derived from a natural plant source. Preferably none of guaiacol, vinyl guaiacol, eugenol and isoeugenol is present at more than lOOppm.
In another aspect the invention provides organisms of the strain deposited under accession number IMI390106 or mutants thereof which are (a) resistant to spectinomycin and (b) capable of producing vanillin substantially free from guaiacol.
Modes for Carrying Out the Invention a) Novel microorganism
Zyl 926 is a new organism which the present inventors have produced. It has been deposited with CABI Bioscience, Egham TW20 9TY, GB and given the accession number IMI 390106. It has been identified as a strain of Amycola topsis . It has the following characteristics : - (i) Resistance to spectinomycin (determined by plating strains onto ISPII agar (see below) containing lg/. spectinomycin, incubating, and observing the growth or non/growth of colonies) ; (ii) Morphology:
Media: ISPII medium, 5 day evaluation Form: Irregular
Elevation: Raised Margin: Curled/undulate Colony Colour: Yellow/beige Spore Colour: White Surface: Dull, presporulation
The criteria for selection of the strain were that it be:- Genetically stable. > Safe (Class 1) .
> Easy to grow to high biomass concentrations using a cheap carbon source. Produce concentrations of vanillin significantly higher than existing strains. Convert nearly all the ferulic acid supplied.
> Carry out the conversion in an acceptable time period. Produce no significant off-flavour by-products, or by-products that colour the product.
b) Microbiological Process
An organism having a known antibiotic resistance
(preferably Zyl 926) is incubated in the presence of the antibiotic to prepare a stock of the organism, essentially free of other organisms. Subsequent processes use this stock material, without added antibiotic.
A sterile medium is inoculated with the organism, which is cultured. Ferulic acid is added to the cultured organism, and undergoes bioconversion to vanillin. The broth, containing the vanillin in solution, is removed and clarified.
c) Downstream Purification
An aqueous solution of vanillin (generally the clarified broth from (b) ) is treated (typically by concentration and cooling) to cause solid vanillin to separate. This is collected and purified, preferably by selective extraction into a purification fluid, preferably C02, preferably in a liquid state though a supercritical fluid such as C02 may be used. The liquid is preferably at a pressure greater than the critical pressure (e.g. at least twice the critical pressure) and at a temperature below the critical temperature (e.g. at least 10° below) . Using C02, we favour pressures around 200 bar (about 3 times Pc which is 74 bar) and temperatures between the freezing point and Tc (31°) , preferably at least 10° below Tc. Other possible fluids include nitrous oxide, ethylene and Freons, such as Freon 13.
Extraction with carbon dioxide is favoured because of its good selectivity, ability to deal with variations in feedstock, operation at low temperature and good solvating power. Extraction efficiencies of 95% have been achieved to yield a product with a vanillin content of 98-100%. This product may be milled to aid rapid dissolution in formulation applications. The resulting material may be further purified by fluidised bed "drying" to remove volatile impurities. Indeed this
could be used for the primary purification of the separated solid vanillin.
This form of purification, involving the direct production of solid crude vanillin, requires a starting solution which contains predominantly vanillin, with only small amounts of impurities and unreacted ferulic acid. In particular, odoriferous contaminants (such as guaiacol) are very undesirable. Desirably the concentration of vanillin in a broth from a microbiological process should be at least 5gl_1 and preferably at least lOgl-1. The broth obtained from process (b) using Zyl 926 is particularly suitable.
(d) Natural/Organic Vanillin The vanillin which can be produced can meet the following criteria:
(i) Vanillin content of ≥98% w/w. (ii) No odorous impurity (off-aroma) such as guaiacol, vinylguaiacol, eugenol, isoeugenol present at more than ca lOOppm in the solid vanillin product.
(iii) Colour. An I value of ≥94 determined using a Minolta chromameter calibrated with propylene glycol and using samples of 6% vanillin in propylene glycol. (iv) Isotope ratios consistent with the ferulic acid precursor having been entirely derived from a
natural plant source (e.g. maize, sugar beet or rice) as defined by authorities such as the French Ministere de L'Economie des Finances et de 1 Industrie (59, Bd Vincent Auriol, 75703, Paris, Cedex 13, France) . Some embodiments of the invention will now be described in greater detail by way of example.
1. Preparation of stock inocul-um
ISPVII agar, containing lOg/L malt extract, 4gl~1 yeast extract, 4gl-1 glucose and 20gl_1 agar, was adjusted to pH 7.4, and Igl-1 spectinomycin was added as the agar cooled (and before it gelled) . Petri dishes containing the sterile ISP II agar were inoculated aseptically with Zyl 926 culture. These petri dishes were incubated for a minimum of 72 hours at 30°C to generate colonies across the plates.
Single colonies were lifted from the agar and used to inoculate 50ml portions of sterile SFG medium containing Igl-1 spectinomycin in 250ml Erlenmeyer flasks. The antibiotic was added by sterile filtration. (SFG medium: per litre of water: Soya flour (Nutrisoy) 5g; di- potassium hydrogen orthophosphate lg; magnesium sulphate heptahydrate 1.64g; glycerol 20g) . Flasks were incubated at 30°C and 200rpm for 3 to 5 days in a shaking incubator.
After visual assessment of satisfactory luxuriant growth an equal volume of sterile cryopreservative was added: 20% glycerol / 10% lactose solution in water.
The resulting suspension of cells was then dispensed into sterile vials in appropriate aliquots for inoculation of subsequent stages. Culture stock was preserved by storage at -80°C.
2. Fermentation 0.7ml of culture (thawed) prepared as above was used to inoculate 1 litre of sterile SFG medium in a 1.251 fermenter, configured with two 6 bladed Rushton impellers and static air sparger.
The fermenter was cultured at 37°C and lOOrpm with an airflow of 1.71 min"1 (1.7vvm) at pH 7.2 for 48 hours prior to using this primary seed stage to inoculate 401 of sterile SFG medium Hgl"1 glycerol) .
This stage was cultured at 41°C and 55rpm (two Rushton turbines in a 501 fermenter) for 43 hours at an airflow of 401 min"1.
Two litre portions of this culture were used to inoculate 381 of a sterile SFG medium in a 501 fermenter. This stage was cultured at 41°C and 201 min"1 airflow with control of dissolved oxygen at 70% of saturation by cascade control of agitator speed.
After 13 hours of incubation the pH in each fermenter was adjusted over the course of 60 minutes to 8.5 by addition of 2M sodium hydroxide. Substrate (ferulic acid) was added as a single charge, dissolved in 101 of 0.5M sodium hydroxide at 41°C, with adjustment of this solution to pH 8.5 with 10M base. The correct concentration was verified by HPLC analysis, as was the subsequent course of reaction. Culture conditions were maintained as above.
Reaction of substrate to product was complete after between 40 and 51 hours.
The amounts of ferulic acid were varied, and the strength of the SFG final stage medium was adjusted according to substrate concentration:
3. Downstream purification
Extraction: At the conclusion of the biotransformation, the pH of the broth was adjusted to 6.7 +/- 0.1. It was then heat treated at 55°C for 5 minutes and then cooled to 30°C. Heat treated broth, 501 was then clarified either by centrifugation at -11,000 xg or more preferably by filtration using a filter aid, e.g.
Celite 512. The filter press used for clarification, a British Filters PA20M, is pre-coated with lOg of Celite per plate and l gl"1 of bodyfeed or admix added to the broth. The resulting filtrate was then ultrafiltered through any suitable membrane, preferably one made of polysulphone and having a molecular weight cut-off of 10,000 Daltons.
To maximise recovery the ultrafiltrate retentate, 41, was diafiltered three times with an equal volume of water.
The combined ultrafiltrate and diafiltrate, 661, were then adjusted to pH 6.6 +/- 0.1 and concentrated to approximately 50gl-1 vanillin under reduced pressure using a pot still. The concentrate temperature was maintained between 20 and 35°C at a vacuum of 1.3 to 26 KPa. On subsequent cooling of the final concentrate to 5-10°C in a suitable jacketed vessel, a crude vanillin product precipitated. After cooling at 5-10°C for not less than 3 hours the crude product was recovered by any suitable means, but preferably filtration using a basket centrifuge (Broadbent 9 inch type 41) and dried in trays at 30-40°C and 80KPa.
Alternatively, the clarified broth may be concentrated to approximately 40gl_1 at a higher temperature suitably 30-35°C, and the resulting
concentrate, after adjustment of pH to 5.9, extracted with an equal volume of n-butyl acetate. After separation of the phases the rich' solvent extract is concentrated to 320gl-1 vanillin using a pot still and cooled, whereupon a precipitate of crude vanillin is formed which is recovered by vacuum filtration on a Nutsche filter. The filter cake can then be washed with 2 volumes of hexane to remove the n-butyl acetate and then dried in trays under vacuum, 80 KPa and 40°C. The resulting dry material may be purified by either of the methods outlined under Purification below.
Purification
Dried product (554g, 53% vanillin) from initial downstream processing was charged into an extraction vessel of a carbon dioxide extraction rig. Pressure was raised to 20MPa and temperature set at 5°C. Liquid carbon dioxide rich in vanillin was piped to the evaporator, maintaining the above temperature and pressure conditions. In the evaporator the pressure was reduced to approximately 3MPa whereupon white crystals of vanillin precipitated. Temperature was maintained in the evaporator by circulation of a heat transfer medium in the evaporator jacket at 70°C. Vanillin (278.9g 95% yield) was recovered from the evaporator.
The purified material may be further purified in a fluidised-bed dryer. This example used one produced by Sherwood Scientific, Cambridge, GB. Treatment at 55°C for 2 hours with a flow rate of C02 of 14.8-15.3L/sec caused the organoleptic quality to be greatly improved by a method that is simple to use, acceptable as regards natural' and ^organic' specifications for flavours, and entails only minor (1-2%) losses consistent with normal handling operation losses. The colour of the product was determined using a Minolta chromameter as explained above. It has an λI/ value of 99.5; and also an λa' value (red-green hue) of 0.01, and a Λb' value (yellow-blue hue) of 2.84.
Fluidisation with air is also possible, but less preferred than C02.
Fluidised bed treatment may also be used instead of the liquid C02 extraction method for the initial purification.
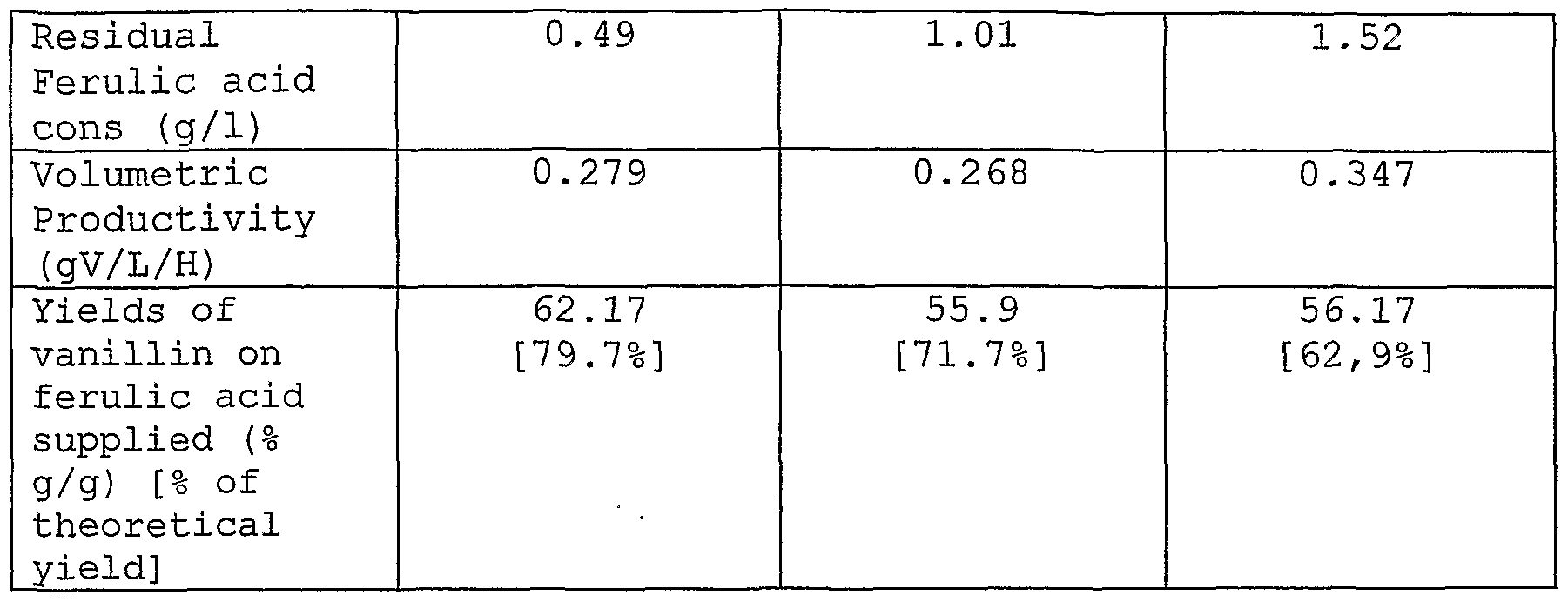
Results of some runs are presented in Table 1 below:
Table 1: Production of vanillin using Zyl 926