WO2005000773A1 - Selective hydrocarbon hydrogenation catalyst and process - Google Patents
Selective hydrocarbon hydrogenation catalyst and process Download PDFInfo
- Publication number
- WO2005000773A1 WO2005000773A1 PCT/US2004/016580 US2004016580W WO2005000773A1 WO 2005000773 A1 WO2005000773 A1 WO 2005000773A1 US 2004016580 W US2004016580 W US 2004016580W WO 2005000773 A1 WO2005000773 A1 WO 2005000773A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- process according
- weight
- potassium
- group
- catalyst composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/38—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals
- B01J23/54—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/66—Silver or gold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/06—Halogens; Compounds thereof
- B01J27/128—Halogens; Compounds thereof with iron group metals or platinum group metals
- B01J27/13—Platinum group metals
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C7/00—Purification; Separation; Use of additives
- C07C7/148—Purification; Separation; Use of additives by treatment giving rise to a chemical modification of at least one compound
- C07C7/163—Purification; Separation; Use of additives by treatment giving rise to a chemical modification of at least one compound by hydrogenation
- C07C7/167—Purification; Separation; Use of additives by treatment giving rise to a chemical modification of at least one compound by hydrogenation for removal of compounds containing a triple carbon-to-carbon bond
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G45/00—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds
- C10G45/32—Selective hydrogenation of the diolefin or acetylene compounds
- C10G45/34—Selective hydrogenation of the diolefin or acetylene compounds characterised by the catalyst used
- C10G45/40—Selective hydrogenation of the diolefin or acetylene compounds characterised by the catalyst used containing platinum group metals or compounds thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/38—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals
- B01J23/54—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/56—Platinum group metals
- B01J23/58—Platinum group metals with alkali- or alkaline earth metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/06—Halogens; Compounds thereof
- B01J27/08—Halides
- B01J27/12—Fluorides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/22—Halogenating
- B01J37/26—Fluorinating
Definitions
- This invention relates to acetylene removal catalysts and their improved process for hydrogenation of hydrocarbons.
- this invention relates to processes for hydrogenation of hydrocarbons generally and particularly selectively hydrogenating alkynes and/or diolefms to their corresponding monoolefms employing palladium/silver/alumina catalysts, impregnated with potassium compound.
- This invention also relates to improved processes for hydrogenation of hydrocarbons employing potassium fluoride impregnated palladium/silver/alumina catalysts in the presence of sulfur-containing impurities in a depropanizer feed. In the presence of sulfur-containing impurities, the catalyst of the present invention is more active and achieves higher ethylene selectivity.
- alkynes which generally are present in small amounts in alkene-containing streams (e.g., acetylene contained in ethylene streams from thermal ethane crackers), is commercially carried out in the presence of supported palladium catalysts.
- alumina-supported palladium/silver catalyst is used in accordance with the disclosure in U.S. Pat. No. 4,404,124 and its division, U.S. Pat. No. 4,484,015.
- the operating temperature for this hydrogenation process is selected such that essentially all acetylene is hydrogenated to ethylene (and thus removed from the feed stream) while only an insignificant amount of ethylene is hydrogenated to ethane to minimize ethylene losses and to avoid a "runaway" reaction which is difficult to control, as has been pointed out in the above-identified patents.
- sulfur-containing impurities such as H 2 S, carbonyl sulfide (COS), mercaptans (RSH), organic sulfides (R-S-R), organic disulfides (R-S-S-R), organic polysulfides (R-S n -R, where n>2), and the like, which can be present in an alkyne-containing feed or product stream, can poison and deactivate a palladium-containing catalyst. Since many plants have various sulfur impurities continuously present or at least present as intermittent spikes, it would be advantageous to be able to run both in the presence of and absence of such various sulfur impurities.
- Sulfur impurities are usually found in depropanizer and raw gas hydrogenation processes (but can occur in any hydrogenation process) as a result of plant and operational limitations.
- the feed stream being hydrogenated can contain either low levels and/or transient spikes of a sulfur impurity.
- a catalyst composition for use in a front-end depropanizer ARU ethylene plant for the hydrogenation of highly unsaturated hydrocarbons such as diolefins (alkadienes) or alkynes to less unsaturated hydrocarbons such as monoolefins (alkenes), both in the presence of and in the absence of a sulfur impurity would be a significant contribution to the art and to the economy.
- Other aspects and features of the invention will become apparent from review of the detailed description and the claims.
- the catalyst which is employed in the selective hydrogenation process of this invention is a supported palladium catalyst composition which comprises a silver component and lower levels of a potassium component and optionally a fluorine ' component.
- This catalyst composition can be fresh or it can be a previously used and thereafter oxidatively regenerated.
- This catalyst can contain any suitable inorganic solid support material.
- the inorganic support material is selected from the group consisting of alumina, titania, zirconia, and mixtures thereof.
- the presently more preferred support material is alumina, most preferably alpha-alumina.
- This catalyst generally contains palladium, a silver component, a fluorine component, and a potassium component.
- weight % palladium is selected from one of the following ranges 0.01-1, 0.01-0.6, 0.01-0.2, 0.01-0.1, etc.
- weight % of silver is selected from one of the following ranges 0.005-10, 0.01-10, 0.005-2, 0.01-2, etc.
- weight % fluorine is selected from one of the following ranges 0.01-1.5, 0.05-0.4, etc.
- weight % of potassium is selected from one of the following ranges, less than 0.3, less than 0.2, less than 0.1, etc. weight % potassium.
- Particles of this catalyst generally have a size of 1-10 mm (preferably 2-6 mm) and can have any suitable shape.
- Suitable shapes can be selected from spherical, cylindrical, extrudates, multilobe extrudates, etc.
- the surface area of this catalyst is 1-100 m 2 /g.
- the above-described catalyst which is employed in the hydrogenation process of this invention can be prepared by any suitable, effective method.
- the potassium fluoride can be incorporated between the palladium and the silver impregnation steps, after the palladium and silver impregnation steps, or together with either the palladium or silver.
- the presently preferred catalyst preparation comprises the impregnation of a Pd/Ag/Al 2 O 3 catalyst material with an aqueous solution of potassium fluoride, followed by drying and calcining.
- the drying and calcining step occurs in an atmosphere of any inert gas containing from 0.1 to 100 volume % oxygen, at a temperature selected from one of the following ranges 300-800°C, 350-600°C, etc, generally for 0.1-20 hours. It is possible, to apply a "wet reducing" step (i.e., treatment with dissolved reducing agents such as hydrazine, alkali metal borohydrides, aldehydes such as formaldehyde, carboxylic acids such as forming acid or ascorbic acid, reducing sugars such as dextrose, and the like).
- a "wet reducing" step i.e., treatment with dissolved reducing agents such as hydrazine, alkali metal borohydrides, aldehydes such as formaldehyde, carboxylic acids such as forming acid or ascorbic acid, reducing sugars such as dextrose, and the like).
- the thus-prepared catalyst composition which has been dried (and preferably also calcined, as described above) can then be employed in the process of this invention for hydrogenating at least one alkyne, preferably acetylene, to at least one corresponding alkene in both the presence and absence of at least one sulfur compound.
- the catalyst is first contacted, prior to the alkyne hydrogenation, with hydrogen gas optionally diluted with 0 - 95 volume % of any gas substantially free of unsaturated hydrocarbons, generally at a temperature in the range of 20°C to 100°C, for a time period of 1 to 20 hours.
- the selective hydrogenation process of this invention is carried out by contacting highly unsaturated hydrocarbons, hydrogen gas, optionally in the presence of one or more sulfur-containing impurities with the inventive catalyst composition.
- highly unsaturated hydrocarbon refers to a hydrocarbon having one (or more) triple bond(s) or two or more double bonds between carbon atoms in the molecule.
- highly unsaturated hydrocarbons include, but are not limited to, aromatic compounds such as benzene and naphthalene; alkynes such as acetylene, propyne (also referred to as methylacetylene), and butynes; diolefms such as propadiene, butadienes, pentadienes (including isoprene), hexadienes, octadienes, and decadienes; and the like and mixtures thereof.
- aromatic compounds such as benzene and naphthalene
- alkynes such as acetylene, propyne (also referred to as methylacetylene), and butynes
- diolefms such as propadiene, butadienes, pentadienes (including isoprene), hexadienes, octadienes, and decadienes; and the like and mixtures thereof.
- less unsaturated hydrocarbon refers to a hydrocarbon in which the one (or more) carbon-to-carbon triple bond(s) in a highly unsaturated hydrocarbon is (are) hydrogenated to a carbon-to-carbon double bond(s), or a hydrocarbon in which the number of carbon-to-carbon double bonds is one less, or at least one less, than that in a highly unsaturated hydrocarbon, or a hydrocarbon having at least one carbon-to -carbon double bond.
- Examples of less unsaturated hydrocarbons include, but are not limited to, monoolef ⁇ ns such as ethylene, propylene, butenes, pentenes, hexenes, octenes, decenes, and the like and mixtures thereof.
- a hydrocarbon feed containing at least one highly unsaturated hydrocarbon and hydrogen, optionally in the presence of sulfur-containing impurities, are fed to an Acetylene Hydrogenation Unit, where the catalyst composition of the present invention resides.
- the highly unsaturated hydrocarbon includes diolefms, alkynes, and mixtures of two or more thereof.
- Alkynes include acetylene, propyne, 1-butyne, 2-butyne, 1-pentyne, 2-pentyne, 3 -methyl- 1-butyne, 1-hexyne, 1-heptyne, 1-octyne, 1-nonyne, 1-decyne, and mixtures thereof.
- acetylene is particularly preferred. These alkynes are primarily hydrogenated to the corresponding alkenes, i.e., acetylene is primarily hydrogenated to ethylene, propyne is primarily hydrogenated to propylene, and the butynes are primarily hydrogenated to the corresponding butenes (1-butene, 2-butene).
- Diolefins include propadiene, 1,2-butadiene, 1,3-butadiene, isoprene, 1 ,2-pentadiene, 1,3-pentadiene, 1,4-pentadiene, 1,2-hexadiene, 1,3-hexadiene, 1,4-hexadiene, 1,5-hexadiene, 2-methyl-l,2-pentadiene, 2,3-dimethyl-l,3-butadiene, heptadienes, methylhexadienes, octadienes, methylheptadienes, dimethylhexadienes, ethylhexadienes, trimethylpentadienes, methyloctadienes, dimethylheptadienes, ethyloctadienes, trimethylhexadienes, nonadienes, decadienes, undecadienes, dodecadienes, cyclopentadienes, cyclohexadienes,
- the diolefin is propadiene, 1 ,3butadiene, 1,3-pentadiene, 1 ,4-pentadiene, isoprene, 1,3-cyclopentadiene, dicyclopentadiene, and mixtures thereof. Particularly preferred is propadiene.
- the temperature necessary for the selective hydrogenation of alkyne(s) to alkene(s) depends largely upon the activity and selectivity of the catalysts, the amounts of sulfur impurities in the feed, and can be any suitable temperature to achieve the desired extent of alkyne removal. Generally, a reaction temperature in the range of about 30°C to about 200°C is employed. Any suitable reaction pressure can be employed.
- the total pressure is in the range of 100 to 1,000 pounds per square inch gauge (psig).
- the gas hourly space velocity (GHSN) of the hydrocarbon feed gas can also vary over a wide range. Typically, the gas hourly space velocity will be in the range of about 1,000 to 20,000.
- Regeneration of the catalyst composition can be accomplished by heating the catalyst composition in an atmosphere of any inert gas containing from 0.1 to 100 volume % oxygen at a temperature which preferably does not exceed 700°C so as to burn off any sulfur compounds, organic matter and/or char that may have accumulated on the catalyst composition.
- the oxidatively regenerated composition is reduced with hydrogen diluted with 0 to 95 volume % of any gas substantially free of unsaturated hydrocarbons before its redeployment in the selective alkyne ' hydrogenation of this invention.
- the following examples are presented to further illustrate this invention and are not to be construed as limiting its scope.
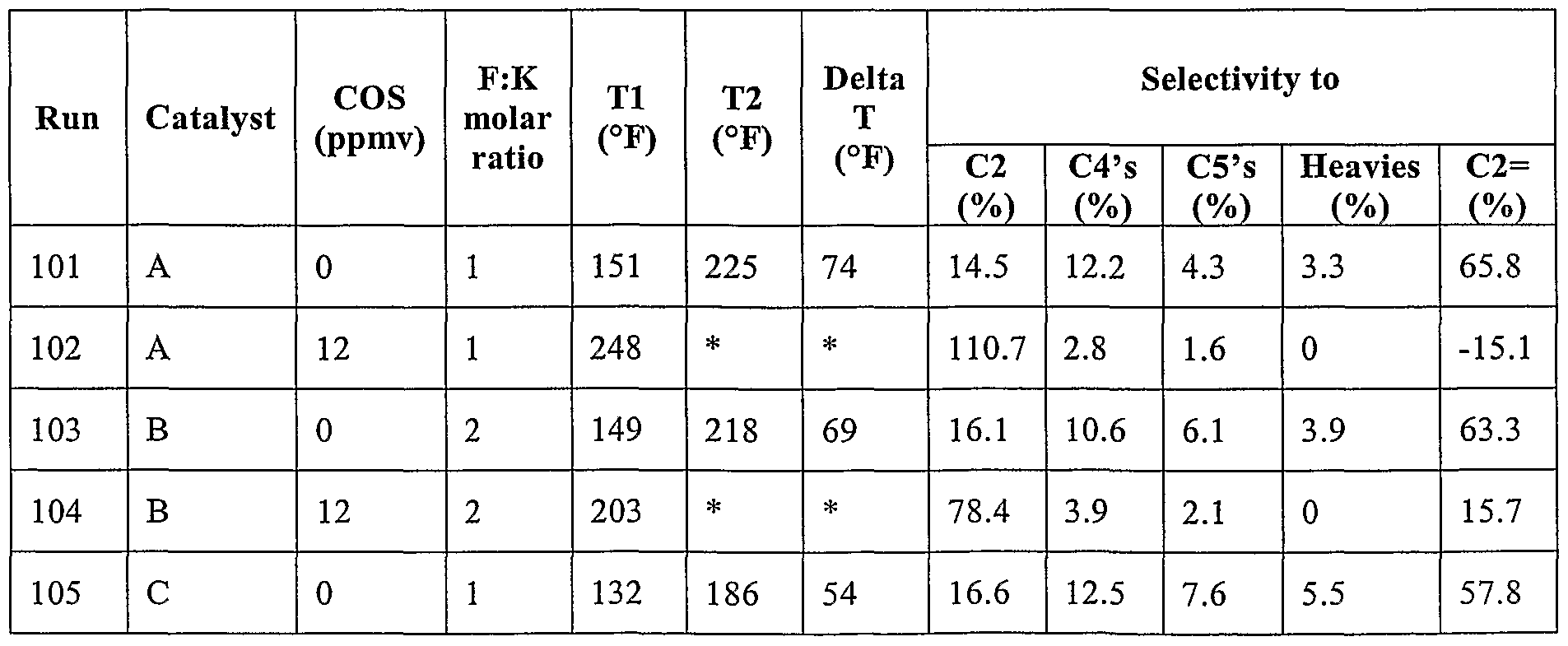
- EXAMPLE I This example illustrates the preparation of various palladium-containing catalyst compositions to be used in a hydrogenation process. Catalyst A (Control) was prepared in accordance with US Patent 5,489,565 and contained 0.014 weight% Pd, 0.044 weight% Ag, 0.3 weight% K, and 0.15 weight% F on aluminum oxide support.
- Catalyst B (Control) was prepared in accordance with US Patent 5,587,348 and contained 0.013 weight% Pd, 0.044 weight% Ag, 0.3 weight% K, and 0.3 weight% F on aluminum oxide support.
- Catalyst C (Invention) was prepared in accordance with US Patent 5,489,565 and contained 0.02 weight% Pd, 0.04 weight% Ag, 0.1 weight% K, and 0.05 weight% F on aluminum oxide support.
- EXAMPLE II This example illustrates the performance of the catalysts described hereinabove in Example I in a hydrogenation process in the absence and the presence of sulfur.
- a hydrocarbon-containing fluid typical of a feed from the top of a depropanizer fractionation tower in an ethylene plant, containing approximately (all by weight unless otherwise noted) hydrogen, 2.1%; methane, 22%; ethylene, 54%; propylene, 21%; acetylene, 4300 ppm; propadiene, 4300 ppm; propyne, 4300 ppm; and carbon monoxide, 300 ppm (by volume) was continuously introduced into the reactor at a flow rate of 900 mL per minute at 200 psig. The reactor temperature was increased until the hydrogenation ran away, i.e., the uncontrollable hydrogenation of ethylene was allowed to occur.
- delta T is the difference between T2 and Tl .
- This value can be viewed as a measure of selectivity or even a window of operability.
- COS carbonyl sulfide
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Water Supply & Treatment (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Low-Molecular Organic Synthesis Reactions Using Catalysts (AREA)
Abstract
Description

Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04753411A EP1651585A1 (en) | 2003-06-23 | 2004-05-27 | Selective hydrocarbon hydrogenation catalyst and process |
| AU2004251156A AU2004251156A1 (en) | 2003-06-23 | 2004-05-27 | Selective hydrocarbon hydrogenation catalyst and process |
| JP2006517147A JP2007518676A (en) | 2003-06-23 | 2004-05-27 | Selective hydrocarbon hydrogenation catalyst and method |
| CA002529940A CA2529940A1 (en) | 2003-06-23 | 2004-05-27 | Selective hydrocarbon hydrogenation catalyst and process |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/600,609 US20040260131A1 (en) | 2003-06-23 | 2003-06-23 | Selective hydrocarbon hydrogenation catalyst and process |
| US10/600,609 | 2003-06-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2005000773A1 true WO2005000773A1 (en) | 2005-01-06 |
Family
ID=33517797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2004/016580 Ceased WO2005000773A1 (en) | 2003-06-23 | 2004-05-27 | Selective hydrocarbon hydrogenation catalyst and process |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040260131A1 (en) |
| EP (1) | EP1651585A1 (en) |
| JP (1) | JP2007518676A (en) |
| CN (1) | CN1809521A (en) |
| AU (1) | AU2004251156A1 (en) |
| CA (1) | CA2529940A1 (en) |
| WO (1) | WO2005000773A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006078926A1 (en) * | 2005-01-20 | 2006-07-27 | Sud-Chemie Inc. | Hydrogenation catalyst |
| US9012348B2 (en) | 2009-03-04 | 2015-04-21 | Chevron Phillips Chemical Company Lp | Selective hydrogenation catalyst and methods of making and using same |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7919431B2 (en) * | 2003-09-03 | 2011-04-05 | Synfuels International, Inc. | Catalyst formulation for hydrogenation |
| JP4845172B2 (en) * | 2005-03-30 | 2011-12-28 | 月島機械株式会社 | Method and apparatus for adiabatic cooling crystallization of organic compounds |
| CN101423452B (en) * | 2007-10-31 | 2012-07-18 | 中国石油化工股份有限公司 | Selective hydrogenation method for fore-fraction high unsaturated hydrocarbons mixed phase |
| US8664459B2 (en) * | 2008-03-31 | 2014-03-04 | Air Products And Chemicals, Inc. | Process for hydrogenating olefins |
| EP2140935A1 (en) * | 2008-07-04 | 2010-01-06 | Uop Llc | Selective hydrogenation process using layered catalyst composition and preparation of said catalyst |
| US8197674B2 (en) * | 2008-09-09 | 2012-06-12 | Lummus Technology Inc. | Thioetherification processes for the removal of mercaptans from gas streams |
| EP2223987A1 (en) * | 2009-02-17 | 2010-09-01 | ISP Marl GmbH | Purification of an aromatic fraction containing acetylenes by selective hydrogenation of the acetylenes |
| CN102408916B (en) * | 2010-09-21 | 2014-05-28 | 中国石油化工股份有限公司 | Method for removing alkine and dialkene from pyrolysis gas through selective hydrogenation |
| CN102408293B (en) * | 2010-09-21 | 2014-07-09 | 中国石油化工股份有限公司 | Method for selective hydrogenation for diene and alkyne |
| DE102016218230A1 (en) * | 2016-09-22 | 2018-03-22 | Siemens Aktiengesellschaft | Selective electrochemical hydrogenation of alkynes to alkenes |
| US10245583B1 (en) * | 2017-09-12 | 2019-04-02 | Chevron Phillips Chemical Company, Lp | Use of charge-containing molecules linked with covalent bonds to enhance acetylene hydrogenation catalysts |
| US10232360B1 (en) * | 2017-09-12 | 2019-03-19 | Chevron Phillips Chemical Company, Lp | Use of organic dopants to enhance acetylene hydrogenation catalysts |
| WO2019115450A1 (en) * | 2017-12-11 | 2019-06-20 | Total Research & Technology Feluy | Purification of a gas stream for polyolefin synthesis |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5587348A (en) * | 1995-04-19 | 1996-12-24 | Phillips Petroleum Company | Alkyne hydrogenation catalyst and process |
| US6127588A (en) * | 1998-10-21 | 2000-10-03 | Phillips Petroleum Company | Hydrocarbon hydrogenation catalyst and process |
| WO2001041923A1 (en) * | 1999-12-13 | 2001-06-14 | Phillips Petroleum Company | Hydrocarbon hydrogenation catalyst and process |
| US20020068843A1 (en) * | 2000-09-29 | 2002-06-06 | Wei Dai | Selective hydrogenation catalyst for selectively hydrogenating of unsaturated olefin, process for preparing the same and its use |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2802889A (en) * | 1954-06-01 | 1957-08-13 | Dow Chemical Co | Selective hydrogenation of acetylene in ethylene and catalyst therefor |
| US3325556A (en) * | 1964-05-18 | 1967-06-13 | Universal Oil Prod Co | Selective hydrogenation of acetylene in a mixture of acetylene and other unsaturated hydrocarbons |
| US4404124A (en) * | 1981-05-06 | 1983-09-13 | Phillips Petroleum Company | Selective hydrogenation catalyst |
| US4484015A (en) * | 1981-05-06 | 1984-11-20 | Phillips Petroleum Company | Selective hydrogenation |
| US5488024A (en) * | 1994-07-01 | 1996-01-30 | Phillips Petroleum Company | Selective acetylene hydrogenation |
| US5475173A (en) * | 1994-07-19 | 1995-12-12 | Phillips Petroleum Company | Hydrogenation process and catalyst therefor |
| US5583274A (en) * | 1995-01-20 | 1996-12-10 | Phillips Petroleum Company | Alkyne hydrogenation process |
| AU692723B2 (en) * | 1996-02-01 | 1998-06-11 | Phillips Petroleum Company | Catalyst composition and process for selecting hydrogenation of diolefins |
-
2003
- 2003-06-23 US US10/600,609 patent/US20040260131A1/en not_active Abandoned
-
2004
- 2004-05-27 CA CA002529940A patent/CA2529940A1/en not_active Abandoned
- 2004-05-27 AU AU2004251156A patent/AU2004251156A1/en not_active Abandoned
- 2004-05-27 CN CNA2004800174116A patent/CN1809521A/en active Pending
- 2004-05-27 WO PCT/US2004/016580 patent/WO2005000773A1/en not_active Ceased
- 2004-05-27 EP EP04753411A patent/EP1651585A1/en not_active Withdrawn
- 2004-05-27 JP JP2006517147A patent/JP2007518676A/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5587348A (en) * | 1995-04-19 | 1996-12-24 | Phillips Petroleum Company | Alkyne hydrogenation catalyst and process |
| US6127588A (en) * | 1998-10-21 | 2000-10-03 | Phillips Petroleum Company | Hydrocarbon hydrogenation catalyst and process |
| WO2001041923A1 (en) * | 1999-12-13 | 2001-06-14 | Phillips Petroleum Company | Hydrocarbon hydrogenation catalyst and process |
| US20020068843A1 (en) * | 2000-09-29 | 2002-06-06 | Wei Dai | Selective hydrogenation catalyst for selectively hydrogenating of unsaturated olefin, process for preparing the same and its use |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006078926A1 (en) * | 2005-01-20 | 2006-07-27 | Sud-Chemie Inc. | Hydrogenation catalyst |
| US9012348B2 (en) | 2009-03-04 | 2015-04-21 | Chevron Phillips Chemical Company Lp | Selective hydrogenation catalyst and methods of making and using same |
| US9221727B2 (en) | 2009-03-04 | 2015-12-29 | Chevron Phillips Chemical Company Lp | Selective hydrogenation catalyst and methods of making and using same |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1651585A1 (en) | 2006-05-03 |
| CA2529940A1 (en) | 2005-01-06 |
| AU2004251156A1 (en) | 2005-01-06 |
| US20040260131A1 (en) | 2004-12-23 |
| JP2007518676A (en) | 2007-07-12 |
| CN1809521A (en) | 2006-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4553727B2 (en) | Palladium / silver catalyst for hydrogenation and production method thereof | |
| US5866735A (en) | Hydrocarbon hydrogenation process | |
| US6127588A (en) | Hydrocarbon hydrogenation catalyst and process | |
| EP0722776B1 (en) | Catalyst and alkyne hydrogenation process | |
| KR100387206B1 (en) | Catalyst composition useful for hydrogenation of alkynes | |
| US6096933A (en) | Hydrocarbon hydrogenation and catalyst therefor | |
| US6734130B2 (en) | Hydrocarbon hydrogenation catalyst composition, a process of treating such catalyst composition, and a process of using such catalyst composition | |
| US20040260131A1 (en) | Selective hydrocarbon hydrogenation catalyst and process | |
| WO1998037966A1 (en) | Hydrogenation catalysts for unsaturated hydrocarbons | |
| CA2392259A1 (en) | Hydrocarbon hydrogenation catalyst and process | |
| US20110054227A1 (en) | Process to Protect Hydrogenation and Isomerization Catalysts Using a Guard Bed | |
| WO2000064846A1 (en) | Hydrocarbon hydrogenation catalyst and process | |
| MXPA96005852A (en) | Catalytic composition and process to select the hydrogenation of diolefi |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BW BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE EG ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NA NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): BW GH GM KE LS MW MZ NA SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| DPEN | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2004251156 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2529940 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 20048174116 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2006517147 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 2004251156 Country of ref document: AU Date of ref document: 20040527 Kind code of ref document: A |
|
| WWP | Wipo information: published in national office |
Ref document number: 2004251156 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2004753411 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 2004753411 Country of ref document: EP |