WO2005098068A1 - 大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 - Google Patents
大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 Download PDFInfo
- Publication number
- WO2005098068A1 WO2005098068A1 PCT/JP2005/007109 JP2005007109W WO2005098068A1 WO 2005098068 A1 WO2005098068 A1 WO 2005098068A1 JP 2005007109 W JP2005007109 W JP 2005007109W WO 2005098068 A1 WO2005098068 A1 WO 2005098068A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- welding
- toughness
- haz
- heat input
- temperature toughness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
Definitions
- the present invention relates to a thick high-strength steel sheet excellent in low-temperature toughness of a heat affected zone (hereinafter referred to as HAZ) used for ships, offshore structures, middle-rise buildings, bridges, and the like.
- HAZ heat affected zone
- Japanese Patent Publication No. 55-026164 discloses an invention in which a fine Ti nitride is secured in steel to reduce HAZ austenite grains and improve toughness.
- Japanese Patent Application Laid-Open No. H03-2646414 proposes an invention for improving the toughness of HAZ by utilizing a composite precipitate of Ti nitride and MnS as a transformation nucleus of ferrite.
- a composite precipitate of Ti nitride and BN is used as a precipitation nucleus of grain boundary ferrite to improve HAZ toughness.
- An invention has been proposed.
- the Ti nitride almost completely forms a solid solution in the vicinity of the boundary with the weld metal of the HAZ whose maximum temperature exceeds 140 ° C (hereinafter also referred to as the weld pound).
- the weld pound whose maximum temperature exceeds 140 ° C
- the effect of improving toughness is reduced. For this reason, it is difficult for steel materials using Ti nitride as described above to achieve strict requirements for HAZ toughness in recent years and required properties of HAZ toughness in ultra-high heat input welding.
- steels containing Ti oxide are used in various fields such as thick plates and section steels.
- Ti oxidation The steel containing the material is very effective in improving the toughness of large heat input welds, and its application to high tensile strength steel is promising.
- This principle is based on the assumption that Ti oxides, which are stable even at the melting point of steel, are used as precipitation sites, and Ti nitrides, MnS, etc. precipitate during the temperature drop after welding, and they are then added to the site. As a result, fine ferrite is generated, and as a result, the generation of coarse fly harmful to toughness is suppressed, and deterioration of toughness can be prevented.
- such a Ti oxide has a problem that the number of the Ti oxides dispersed in the steel cannot be sufficiently increased.
- the cause is the coarsening and aggregation of Ti oxides. If the number of Ti oxides is to be increased, coarse Ti oxides of 5 / m or more, so-called inclusions, will occur. It is thought that it would increase. Inclusions of 5 ⁇ m or more should be avoided because they are harmful because they can be a starting point for structural rupture or cause a decrease in toughness. Therefore, in order to achieve further improvement in HAZ toughness, it was necessary to utilize an oxide which is less likely to be coarsened and aggregated and which is more finely dispersed than a Ti oxide.
- H06-293939 / Japanese Patent Application Laid-Open No. Hei 10-1028395 states that A1 addition immediately after Ti addition, Alternatively, there is disclosed an invention utilizing a Ti_A1 composite oxide or a composite oxide of Ti, Al, and Ca produced by adding A1 and Ca composites. According to such an invention, large heat input welding HAZ toughness can be greatly improved. Disclosure of the invention
- the base material strength is increased at a plate thickness of 50 mm or more.
- the base material strength is increased at a plate thickness of 50 mm or more.
- MA Martensite—Austenite constituent
- the base metal strength exceeds 570 MPa in tensile strength, the required HAZ toughness cannot be obtained.
- the present invention is directed to a welding method using a steel plate having a thickness of 50 to 80 mm and a base metal tensile strength of 49 to 570 MPa, and a welding heat input of 20 to 100 kJ / mm. It is an object of the present invention to provide a thick high-strength steel sheet having excellent low-temperature toughness in the heat affected zone by large heat input welding, which can achieve excellent welding HAZ toughness even when welding is performed.
- the present inventors have found that the above problems can be advantageously solved by defining the Ni addition amount and Ni / Mn, and completed the present invention only after further study.
- the gist is as follows.
- N i and Mn are represented by the formula [1] Thick high-strength steel sheet excellent in low-temperature toughness of the heat affected zone by large heat input welding, characterized by satisfying the above conditions, with the balance being iron and inevitable impurities.
- mass. /. And B 0.0005 to 0.0005%, characterized in that the low-temperature toughness of the weld heat-affected zone by the large heat input welding according to the above (1) or (2), Excellent high-strength steel sheet.
- FIG. 1 is a diagram showing a welding heat cycle equivalent to 45 kJ / mm.
- FIG. 2 is a diagram showing the relationship between Ni / Mn, Ceq, and reproduced HAZ toughness.
- Figure 3 shows the effect of improving the reproducible HAZ toughness by dispersing fine oxides or using B.
- the inventors of the present invention need to improve the HAZ toughness when the thickness of the steel, which is required for thick high-strength steel, is as high as 0.36 or more and 0.42 or less.
- the optimal component system to improve toughness was studied diligently. It has been known that Ni is effective as an element that enhances the toughness of the matrix. However, as in this case, C eq is 0.36 or more and 0.42 or less, and it is difficult to know whether it is effective for improving the toughness of HAZ, and if so, what component conditions are effective. Not been. Therefore, first, the effect of the amount of Ni added was examined. In the study, it was assumed that the amount of Nb that is effective for securing the base metal strength was 0.003% or more.
- the HAZ toughness was evaluated by the ductility-brittle transition temperature (vT) in the Charpy impact test when a heat cycle equivalent to the electron gas welding (heat input 45 kJ / mm) shown in Fig. 1 was applied. rs)
- the HAZ toughness can be improved by adding 0.8% or more of Ni, which satisfies the formula [1].
- the improvement of toughness was studied.
- the following three methods were studied to improve the HAZ toughness.
- the cooling time after welding is long, so ferrite generated from austenite grain boundaries becomes coarse, and this coarse grain boundary ferrite may cause a decrease in HAZ toughness. Therefore, it is a method to suppress the grain boundary ferrite from becoming coarse.
- Patent Document 7 a method for dispersing fine oxides is effective.
- the amount of dissolved oxygen in molten steel is adjusted by an equilibrium reaction with Si in a deoxidizing step, and then deoxidizing in the order of Ti, Al, and Ca. Then you are.
- oxides having a particle size of 0.01 to 1.0 ⁇ m are dispersed at 5 ⁇ 10 3 to 1 ⁇ 10 5 particles / mm 2 .
- the present inventors have found that when C eq is as high as 0.36 or more and 0.42 or less, in a system containing 0.003% of Nb and adding 0.8% or more of Ni. Then, a method for dispersing fine oxides and further improving the HAZ toughness was studied diligently. First, a method of dispersing fine oxides. In such a system, the amount of dissolved oxygen in the molten steel is adjusted to 0.010 to 0.050% in the deoxidation step, and thereafter, First, deoxidation is performed at T i, then deoxidation is performed at A 1, and then at least one of Ca, Mg, and REM is added, so that the equivalent circle diameter is 0.0.
- Fig. 3 shows the results of a comparison with the HAZ toughness with only proper addition of Ni. Note that the oxide produced is finer as the amount of N i is large, the number becomes large, the 1 weight 1. In the case of more than 5% 1 0 0 0 or mm 2 or more. This is what we found this time.
- the Si content in the molten steel when the Si content is large, it is difficult to form oxides, so the Si content is ⁇ 0.30% or less, further 0.20% or less. It is clear from this study that I got it.
- the dissolved oxygen content before Ti deoxidation exceeds 0.050% or the order of the deoxidizing elements is different, the oxides become coarse and fine oxides cannot be obtained sufficiently. The effect of suppressing coarsening of austenite grains is hardly obtained.
- the number of oxides with an equivalent circle diameter of 0.005 to 0.5 ⁇ was determined by preparing an extraction replica from a steel sheet as a base metal, and using an electron microscope to increase the number of oxides by 100,000.
- FIG. 3 shows the result of comparing the improvement of HAZ toughness by adding B with the HAZ toughness of only adding Ni properly. It can be seen that the HAZ toughness is further improved by the addition of B. Fig. 3 shows the addition of B The HAZ toughness in the case where the HAZ toughness is shown is shown, but the HAZ toughness is further improved by the fine oxide dispersion and the addition of B. This is probably because the number of oxides serving as BN precipitation sites increased, and the ferrite that nucleated the BN increased, resulting in a finer HAZ structure.
- the HAZ toughness when Cu, Cr, Mo, and V were added in addition to the above conditions was also examined. As a result, respectively, in the range of 0.1 to 0.4%, 0.1 to 0.5%, 0.01 to 0.2%, 0.005 to 0.050% It was found that the addition of HAZ did not significantly reduce the HAZ toughness.
- the method for manufacturing the steel sheet of the present invention is not particularly limited, and may be manufactured according to a known method. For example, after the molten steel adjusted to the above preferable composition is formed into a slab by a continuous forming method, it is heated to 100 to 125 ° C. and then hot-rolled.
- C has a lower limit of 0.03% as an effective component for improving the strength of steel, and an excessive addition generates a large amount of carbides and MA and significantly lowers the HAZ toughness. It was set to 14%.
- S i is a component necessary for securing the strength of the base material and deoxidizing, etc., but the upper limit is set to 0.30% in order to prevent the toughness from being reduced by the hardening of HAZ. Further, when oxides are used, the upper limit is preferably set to 0.20% or less in order to prevent a decrease in the oxygen concentration in the molten steel.
- Mn is required to be added in an amount of 0.8% or more as an effective component for securing the strength and toughness of the base metal, but the upper limit is 2.0 as long as the toughness, cracking, etc. of the weld zone is acceptable. %. Further, regarding the upper limit of Mn, it is necessary to satisfy the equation [1] showing the relationship between Ceq, Mn amount, and Ni amount. This is because of the high C eq that was newly discovered in this study. In this case, the increase in Mn causes the formation of a large amount of MA in the HAZ structure, and the effect of Ni to improve the HAZ toughness is lost.
- N i / M n ⁇ 10 XC eq -3 [1] P is preferably as small as possible, but it costs a lot to reduce it industrially. 0 2 or less.
- the content of S is preferably as small as possible, but it requires a great deal of cost to reduce it industrially. Therefore, the content range of S is set to 0.05 or less.
- Ni is an important element in the present invention, and it is necessary to add at least 0.8%. Further, regarding the lower limit of N i, it is necessary to satisfy the equation [1] showing the relationship between C e q, M n amount, and N i amount. The upper limit was set at 4.0% from the viewpoint of manufacturing costs.
- N b is an element that is effective for improving the strength of the base material by improving the hardenability. Add 3% or more. However, when Nb is added in a large amount, MA is easily generated in HAZ regardless of the Ni / Mn ratio, and when more than 0.040% is added, the major axis in HAZ is 5 ⁇ or more. The upper limit of Nb was set to 0.040% because a large number of coarse MAs may be generated and the HAZ toughness may be significantly reduced. In order to obtain higher toughness, coarse MA with a major axis of 5 ⁇ m or more is hardly generated when the NiZMn ratio satisfies the above equation [1].
- Nb content it is preferable to suppress the Nb content to less than 10%. In order to obtain higher toughness more stably, in the case of the Ni / Mn ratio satisfying the above equation [1], almost no MA with a major axis of 3 ⁇ m or more is generated. It is preferable to suppress the Nb content to 0% or less.
- a 1 is an important deoxidizing element, and the lower limit was set to 0.001%. In addition, when A1 is present in a large amount, the surface quality of the piece is deteriorated. Therefore, the upper limit is set to 0.040%.
- T i is added in an amount of not less than 0.05% in order to generate Ti nitrides and Ti-containing oxides, which are required to suppress coarsening of the reheated austenite grains.
- an excessive addition increases the amount of solid solution Ti and lowers the HAZ toughness. Therefore, the upper limit is 0.030%.
- N is added as necessary to form Ti nitride and B nitride in austenite grain boundaries and in grains during cooling after welding.
- B In order to combine with B to form a B nitride, the addition of 0.010% or more is necessary.However, excessive addition increases the amount of solute N and lowers the HAZ toughness. The upper limit was 0.1%.
- Ca is added in an amount of 0.0003% or more as necessary to generate a Ca-based oxide serving as pinning particles necessary for suppressing coarsening of the reheated austenite grains.
- the upper limit was made 0.050%.
- Mg is added in an amount of 0.0003% or more as necessary to generate Mg-based oxides that become pinning particles necessary for suppressing coarsening of the reheated austenite grains.
- the upper limit was made 0.050%.
- REM is added in an amount of 0.001% or more as necessary to generate a REM-based oxide which becomes a pinning particle necessary for suppressing coarsening of the reheated austenite grains.
- the REMs described here are Ce and La, and the added amount is the total amount of both.
- B is necessary as a solid solution B to segregate at austenite grain boundaries during cooling after welding to suppress generation of grain boundary ferrite, and to form BN at austenite grain boundaries and intragranular. Therefore, add 0.0005% or more.
- excessive addition increases the amount of solute B and greatly increases the HAZ hardness, resulting in a decrease in HAZ toughness. Therefore, the upper limit was set to 0.050%.
- Cu is added in an amount of 0.1% or more as necessary to improve the strength and corrosion resistance of the steel material. Since the effect saturates at 1.0%, the upper limit is set to 1.0.However, if it exceeds 0.4%, MA is likely to be generated and the HAZ toughness is reduced. Is good.
- Mo is an element effective for improving the strength and corrosion resistance of the base material, and is added at 0.01% or more as necessary. Since the effect saturates at 0.5%, the upper limit is set to 0.5%. However, since excessive addition causes reduction in HAZ toughness due to the formation of MA, the upper limit is preferably 0.2% or less.
- V is an element effective for improving the strength of the base material, and is added at 0.05% as necessary. Since the effect saturates at 0.10%, the upper limit is set to 0.10% .However, excessive addition causes reduction in the HAZ toughness due to the formation of MA, so it is preferably 0.050%. The following is good.
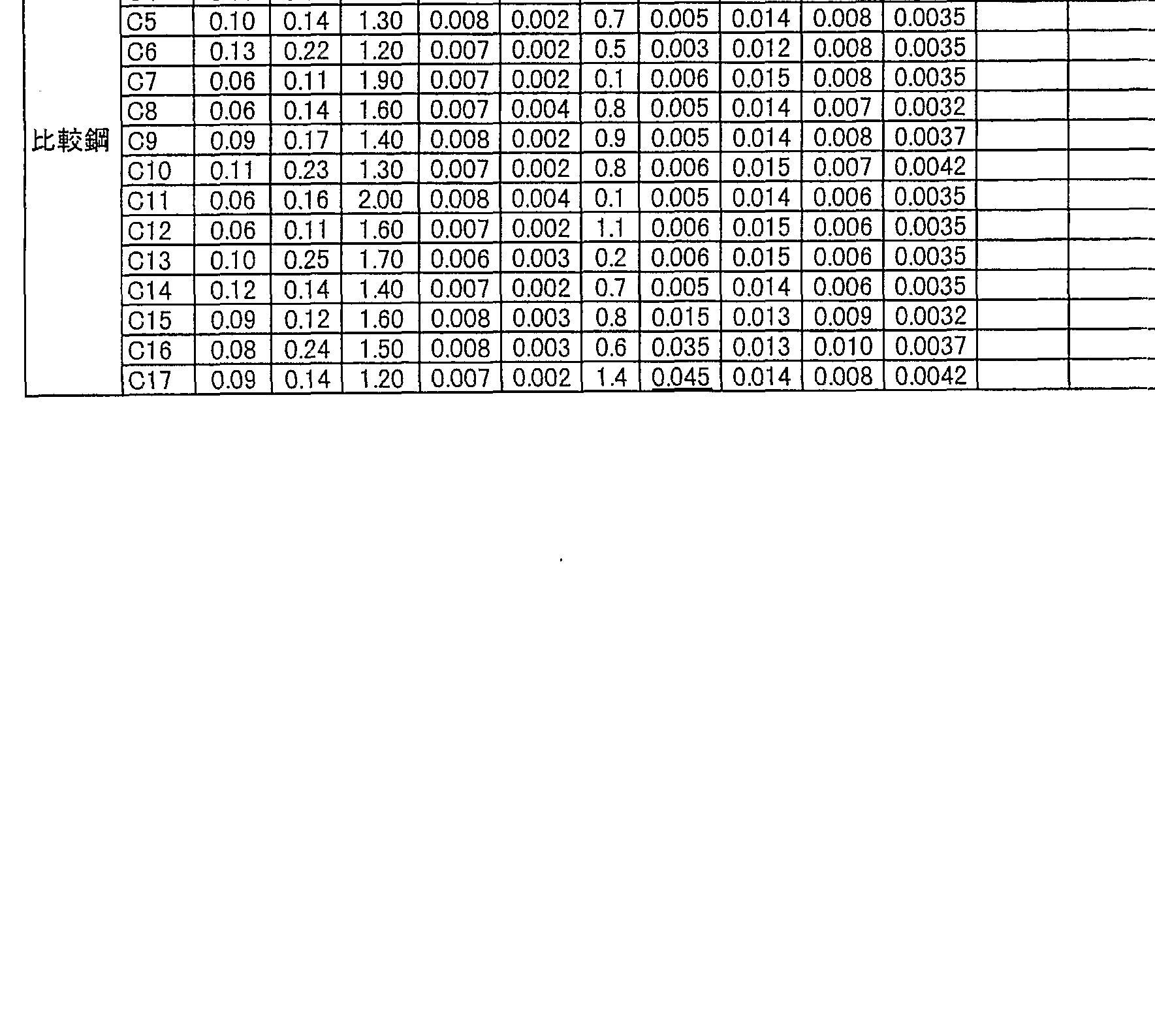
- a steel strip was prepared by continuously forming molten steel having the chemical components shown in Table 1.
- Table 1 For D23 to D34 and D46 to D49, before introducing Ti, adjust the dissolved oxygen of the molten steel to 0.010 to 0% to 0.050% by Si, and then First, deoxidation with T i, and then with A 1, then C a, M g, RE Any of M was added for deacidification.
- steel plates with a thickness of 50 to 80 mm were manufactured by the following two rolling methods. One is that after rolling at a surface temperature of 750 to 900 ° C, water cooling is performed until the temperature of the sheet surface after reheating reaches a temperature range of 200 to 400 ° C.
- the other method is hot rolling, water cooling to room temperature, and tempering in the range of 500 to 600 ° C (Table 2).
- Table 2 shows the manufacturing conditions, thickness, and mechanical properties of the steel sheet.
- D23 to D34 and D46 to D49 the number of fine oxides with an equivalent circle diameter of 0.05 to 0.5 m, measured at any point on the steel sheet, is also shown. did.
- an extracted replica was prepared from an arbitrary part of the steel sheet, and it was extracted with an electron microscope at a magnification of 100,000, and a field of view of 100 or more (100,000 ⁇ m in observation area) 2 or more), and particles having a particle size of less than 0.1 ⁇ were observed at an appropriately increased magnification.
- the steel plates were butt-butted and subjected to one-pass welding using electrogas welding (EGW) or electroslag welding (ESW) with a welding heat input of 20 to 100 kJ Zmm. Then, in the HAZ located at the center of the plate thickness (tZ2), notches were inserted at two locations, HAZ and FL, 1 mm away from FL, and a Charby impact test was performed at 140 ° C. . Table 2 shows the welding conditions and HAZ toughness. This In this Charpy impact test, a JIS No. 2 full-size test piece with a 2 mm V notch was used. Table 2 also shows the prior austenite particle size between FL and HA Z l mm.
- the former austenite grain size between FL and HAZ 1 mm described here is 2 mm in the thickness direction centered on the center of the thickness and the former austenite included in the plane containing FL to HAZ 1 mm.
- This is the average particle size of the stenite particles measured by the cross-sectional method.
- the measurement was performed using the massive ferrite connected in a net shape as the grain boundary of the former austenite grains.
- D 1 -D49 is the steel of the present invention. Since the chemical composition of the steel is properly controlled, high heat input HAZ toughness at 140 ° C is satisfactory while satisfying the required base metal performance. D23 to D34 and D46 to D49 in which fine oxides are dispersed have a prior austenite particle size of less than 200 ⁇ between FL and HA It is fine grained, and the high heat input at 140 ° C HA has higher toughness. In addition, D20, to which B was added to reduce the size of the HAZ structure, had better HAZ toughness than D19, which did not contain B and had the same amount of added elements other than B, and Large heat input at-40 ° C HAZ toughness also shows high values.
- the Cl-17 of the comparative steel has a large heat input HAZ toughness because it does not contain enough Ni to satisfy Equation [1] or because the chemical composition of the steel is properly controlled. Is insufficient.
- Table 2 continued 2 Mother: O (t / 2 part) U oxide number 2) Classification a ) "Manufacturing method Plate thickness (mm) Tensile strength (MPa) Yield stress (Mpa) VcL -40 (J) (pcs / mm 2 )
- Sheet thickness center position, Y S and T S are the average values of two test pieces, and the Charpy absorbed energy at 140 ° C (VE _ 40) is the average value of three test pieces.
- E GW Electro-port gas welding
- ESW Electro-slag welding
- welding heat input is the average value of the entire welding length, and common welding materials are used for each welding method.
- the ferrite connected in a net shape is measured as the grain boundary of the former austenite grains.
- the present invention provides a thick steel plate that satisfies the strict toughness requirements for crushing of ships, marine structures, and middle- and high-rise buildings, and has an extremely large effect in this kind of industrial field. Contribution to society is very large in terms of gender.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Metal Rolling (AREA)
Abstract
Description





Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05730695A EP1736562A4 (en) | 2004-04-07 | 2005-04-06 | THICKNESS HIGH-STRENGTH STEEL PLATE WITH EXCELLENT COOLING TOLERANCE IN A WELDED WELDING HEAT THROUGH WELDING WITH HIGH HEAT ENTRY |
| CN2005800121109A CN1946862B (zh) | 2004-04-07 | 2005-04-06 | 大线能量焊接的焊接热影响区的低温韧性优异的厚高强度钢板 |
| US10/594,660 US20070181223A1 (en) | 2004-04-07 | 2005-04-06 | High-strength thick steel plate excellent in low temperature toughness at heat affected zone resulting from large heat input welding |
| NO20065095A NO20065095L (no) | 2004-04-07 | 2006-11-03 | Hoyfast tykk stalplate utmerket ved lav-temperatur seighet i varmepavirket sone resulterende fra sveising med hoy varmetilforsel |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113278 | 2004-04-07 | ||
| JP2004-113278 | 2004-04-07 | ||
| JP2005102041A JP4660250B2 (ja) | 2004-04-07 | 2005-03-31 | 大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 |
| JP2005-102041 | 2005-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2005098068A1 true WO2005098068A1 (ja) | 2005-10-20 |
Family
ID=35125101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2005/007109 Ceased WO2005098068A1 (ja) | 2004-04-07 | 2005-04-06 | 大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20070181223A1 (ja) |
| EP (1) | EP1736562A4 (ja) |
| JP (1) | JP4660250B2 (ja) |
| KR (1) | KR100839262B1 (ja) |
| NO (1) | NO20065095L (ja) |
| SG (1) | SG151274A1 (ja) |
| TW (1) | TWI295693B (ja) |
| WO (1) | WO2005098068A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4901262B2 (ja) * | 2006-03-29 | 2012-03-21 | 新日本製鐵株式会社 | 大入熱溶接熱影響部の靭性に優れた厚鋼板 |
| JP4891836B2 (ja) * | 2007-05-09 | 2012-03-07 | 株式会社神戸製鋼所 | 大入熱溶接における溶接熱影響部の靭性に優れた鋼板 |
| JP5096088B2 (ja) * | 2007-09-13 | 2012-12-12 | 株式会社神戸製鋼所 | 靭性および疲労亀裂発生抑制特性に優れた溶接継手 |
| WO2009072753A1 (en) * | 2007-12-04 | 2009-06-11 | Posco | High-strength steel sheet with excellent low temperature toughness and manufacturing method thereof |
| KR100951296B1 (ko) * | 2007-12-04 | 2010-04-02 | 주식회사 포스코 | 저온인성이 우수한 고강도 라인파이프용 강판 및 그제조방법 |
| KR101018159B1 (ko) * | 2008-05-15 | 2011-02-28 | 주식회사 포스코 | 저온인성이 우수한 고강도 강판 및 그 제조방법 |
| KR20110125277A (ko) * | 2007-12-07 | 2011-11-18 | 신닛뽄세이테쯔 카부시키카이샤 | 용접열 영향부의 ctod 특성이 우수한 강 및 그 제조 방법 |
| TWI468529B (zh) * | 2009-04-27 | 2015-01-11 | China Steel Corp | High strength steels and compositions thereof for high welding heat welding |
| KR101160790B1 (ko) | 2009-05-19 | 2012-06-27 | 신닛뽄세이테쯔 카부시키카이샤 | 용접용 강재 및 그 제조 방법 |
| TWI365915B (en) * | 2009-05-21 | 2012-06-11 | Nippon Steel Corp | Steel for welded structure and producing method thereof |
| WO2012070360A1 (ja) * | 2010-11-22 | 2012-05-31 | 新日本製鐵株式会社 | 電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法 |
| KR20150127304A (ko) * | 2010-11-22 | 2015-11-16 | 신닛테츠스미킨 카부시키카이샤 | 전자 빔 용접 조인트 및 전자 빔 용접용 강재와 그의 제조 방법 |
| KR20120075274A (ko) * | 2010-12-28 | 2012-07-06 | 주식회사 포스코 | 극저온 인성이 우수한 고강도 강판 및 그 제조방법 |
| JP5612532B2 (ja) * | 2011-04-26 | 2014-10-22 | 株式会社神戸製鋼所 | 低温靭性および溶接継手破壊靭性に優れた鋼板およびその製造方法 |
| JP5811044B2 (ja) * | 2012-06-13 | 2015-11-11 | 新日鐵住金株式会社 | 溶接性、溶接熱影響部靭性に優れた厚手高強度鋼板およびその製造方法 |
| CN104364405B (zh) * | 2013-06-13 | 2016-12-07 | 新日铁住金株式会社 | 焊接用超高张力钢板 |
| JP5713135B1 (ja) | 2013-11-19 | 2015-05-07 | 新日鐵住金株式会社 | 鋼板 |
| CN103898418B (zh) * | 2014-03-07 | 2016-05-04 | 舞阳钢铁有限责任公司 | 大厚度Ni系低温容器用钢板及其生产方法 |
| CN103938065B (zh) * | 2014-04-22 | 2015-10-28 | 钢铁研究总院 | 一种大线能量焊接用钢中复合添加镁钛的方法 |
| CN105039865B (zh) * | 2015-08-26 | 2017-07-14 | 江苏省沙钢钢铁研究院有限公司 | 一种高强度高韧性钢板及其制造方法 |
| JP7260780B2 (ja) * | 2019-06-17 | 2023-04-19 | 日本製鉄株式会社 | 大入熱溶接用高強度鋼板 |
| JP7260779B2 (ja) * | 2019-06-17 | 2023-04-19 | 日本製鉄株式会社 | 大入熱溶接用高強度鋼板 |
| CN113186466B (zh) * | 2021-04-27 | 2022-05-17 | 江苏省沙钢钢铁研究院有限公司 | 低温钢筋及其生产方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH093597A (ja) * | 1995-06-21 | 1997-01-07 | Nippon Steel Corp | 溶接熱影響部靱性の優れた低温用鋼材およびその製造方法 |
| JP2003313628A (ja) * | 2002-04-22 | 2003-11-06 | Nippon Steel Corp | 溶接熱影響部靭性に優れた鋼材 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2760713B2 (ja) * | 1992-09-24 | 1998-06-04 | 新日本製鐵株式会社 | 耐火性及び靱性の優れた制御圧延形鋼の製造方法 |
| JP3749616B2 (ja) * | 1998-03-26 | 2006-03-01 | 新日本製鐵株式会社 | 超大入熱溶接熱影響部の靱性に優れた溶接用高張力鋼 |
| JPH11293383A (ja) * | 1998-04-09 | 1999-10-26 | Nippon Steel Corp | 水素性欠陥の少ない厚鋼板およびその製造方法 |
| EP1221493B1 (en) * | 2000-05-09 | 2005-01-12 | Nippon Steel Corporation | THICK STEEL PLATE BEING EXCELLENT IN CTOD CHARACTERISTIC IN WELDING HEAT AFFECTED ZONE AND HAVING YIELD STRENGTH OF 460 Mpa OR MORE |
-
2005
- 2005-03-31 JP JP2005102041A patent/JP4660250B2/ja not_active Expired - Fee Related
- 2005-04-06 WO PCT/JP2005/007109 patent/WO2005098068A1/ja not_active Ceased
- 2005-04-06 EP EP05730695A patent/EP1736562A4/en not_active Withdrawn
- 2005-04-06 SG SG200901807-8A patent/SG151274A1/en unknown
- 2005-04-06 KR KR1020067020353A patent/KR100839262B1/ko not_active Expired - Fee Related
- 2005-04-06 US US10/594,660 patent/US20070181223A1/en not_active Abandoned
- 2005-04-07 TW TW094110988A patent/TWI295693B/zh not_active IP Right Cessation
-
2006
- 2006-11-03 NO NO20065095A patent/NO20065095L/no not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH093597A (ja) * | 1995-06-21 | 1997-01-07 | Nippon Steel Corp | 溶接熱影響部靱性の優れた低温用鋼材およびその製造方法 |
| JP2003313628A (ja) * | 2002-04-22 | 2003-11-06 | Nippon Steel Corp | 溶接熱影響部靭性に優れた鋼材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1736562A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1736562A1 (en) | 2006-12-27 |
| TW200538561A (en) | 2005-12-01 |
| US20070181223A1 (en) | 2007-08-09 |
| JP4660250B2 (ja) | 2011-03-30 |
| EP1736562A4 (en) | 2007-10-10 |
| NO20065095L (no) | 2007-01-03 |
| KR100839262B1 (ko) | 2008-06-17 |
| TWI295693B (en) | 2008-04-11 |
| KR20060130700A (ko) | 2006-12-19 |
| JP2005320624A (ja) | 2005-11-17 |
| SG151274A1 (en) | 2009-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5397363B2 (ja) | 大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 | |
| WO2005098068A1 (ja) | 大入熱溶接による溶接熱影響部の低温靭性に優れた厚手高強度鋼板 | |
| JP5076658B2 (ja) | 大入熱溶接用鋼材 | |
| JP4897126B2 (ja) | 厚鋼板の製造方法 | |
| JP6308151B2 (ja) | 超大入熱溶接部靭性に優れた建築構造物用低降伏比高強度厚鋼板およびその製造方法 | |
| WO2010134220A1 (ja) | 大入熱溶接用鋼材 | |
| JP2012207237A (ja) | 多層盛溶接部の靭性に優れた降伏強さ500MPa級厚鋼板およびその製造方法 | |
| JP6149776B2 (ja) | 高靭性高延性高強度熱延鋼板及びその製造方法 | |
| US20190352749A1 (en) | Steel material for high heat input welding | |
| JP5321766B1 (ja) | 溶接用鋼材 | |
| JP2011074447A (ja) | 大入熱溶接熱影響部の靭性に優れた高強度鋼 | |
| JP5796636B2 (ja) | 大入熱溶接用鋼材 | |
| CN100494463C (zh) | 焊接热影响部的韧性优异的高强度钢材 | |
| JP4515430B2 (ja) | 溶接熱影響部の靭性および母材靭性に優れた鋼材およびその製法 | |
| JP5818343B2 (ja) | 溶接熱影響部の靭性に優れた厚鋼板 | |
| JP4276576B2 (ja) | 大入熱溶接熱影響部靭性に優れた厚手高強度鋼板 | |
| JP4950529B2 (ja) | 溶接熱影響部の靭性および母材靭性に優れた鋼材およびその製法 | |
| JP4259145B2 (ja) | 低温靭性に優れた耐磨耗鋼板およびその製造方法 | |
| JP5103037B2 (ja) | 母材および溶接熱影響部の靭性に優れた厚鋼板 | |
| JP6308148B2 (ja) | 超大入熱溶接熱影響部靭性に優れた建築構造物用低降伏比高強度厚鋼板およびその製造方法 | |
| JP2004323917A (ja) | 高強度高靭性鋼板 | |
| JP5862592B2 (ja) | 溶接熱影響部靭性に優れた高張力鋼板 | |
| JP4261968B2 (ja) | 溶接熱影響部靭性の優れた鋼材およびその製造方法 | |
| JP3502842B2 (ja) | 低YR特性ならびに超大入熱溶接継手靭性に優れた600MPa級鋼 | |
| JP6579135B2 (ja) | 建築用低降伏比鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BW BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE EG ES FI GB GD GE GH GM HR HU ID IL IN IS KE KG KM KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NA NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SM SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): BW GH GM KE LS MW MZ NA SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LT LU MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 10594660 Country of ref document: US Ref document number: 2005730695 Country of ref document: EP Ref document number: 2007181223 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020067020353 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200580012110.9 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWW | Wipo information: withdrawn in national office |
Country of ref document: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020067020353 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2005730695 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 10594660 Country of ref document: US |