WO2006002713A1 - Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan - Google Patents
Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan Download PDFInfo
- Publication number
- WO2006002713A1 WO2006002713A1 PCT/EP2005/005364 EP2005005364W WO2006002713A1 WO 2006002713 A1 WO2006002713 A1 WO 2006002713A1 EP 2005005364 W EP2005005364 W EP 2005005364W WO 2006002713 A1 WO2006002713 A1 WO 2006002713A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- reaction zone
- propane
- reaction
- gas mixture
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C51/00—Preparation of carboxylic acids or their salts, halides or anhydrides
- C07C51/16—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation
- C07C51/21—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen
- C07C51/25—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen of unsaturated compounds containing no six-membered aromatic ring
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C45/00—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds
- C07C45/27—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation
- C07C45/32—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen
- C07C45/33—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen of CHx-moieties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J8/00—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes
- B01J8/02—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds
- B01J8/04—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds
- B01J8/0446—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical
- B01J8/0449—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical in two or more cylindrical beds
- B01J8/0453—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical in two or more cylindrical beds the beds being superimposed one above the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J8/00—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes
- B01J8/02—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds
- B01J8/04—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds
- B01J8/0446—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical
- B01J8/0449—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical in two or more cylindrical beds
- B01J8/0457—Chemical or physical processes in general, conducted in the presence of fluids and solid particles; Apparatus for such processes with stationary particles, e.g. in fixed beds the fluid passing successively through two or more beds the flow within the beds being predominantly vertical in two or more cylindrical beds the beds being placed in separate reactors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17503—Ink cartridges
- B41J2/17513—Inner structure
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C45/00—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds
- C07C45/27—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation
- C07C45/32—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen
- C07C45/33—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen of CHx-moieties
- C07C45/34—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen of CHx-moieties in unsaturated compounds
- C07C45/35—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation with molecular oxygen of CHx-moieties in unsaturated compounds in propene or isobutene
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C51/00—Preparation of carboxylic acids or their salts, halides or anhydrides
- C07C51/16—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C51/00—Preparation of carboxylic acids or their salts, halides or anhydrides
- C07C51/16—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation
- C07C51/21—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen
- C07C51/215—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen of saturated hydrocarbyl groups
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C51/00—Preparation of carboxylic acids or their salts, halides or anhydrides
- C07C51/16—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation
- C07C51/21—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen
- C07C51/25—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen of unsaturated compounds containing no six-membered aromatic ring
- C07C51/252—Preparation of carboxylic acids or their salts, halides or anhydrides by oxidation with molecular oxygen of unsaturated compounds containing no six-membered aromatic ring of propene, butenes, acrolein or methacrolein
Definitions
- the present invention relates to a process for the preparation of acrolein, or acrylic acid or its mixture of propane, in which man
- a first reaction zone A feeds at least two gaseous, propane-containing feed streams, of which at least one contains fresh propane, and subjects in the reaction zone A their propane so fed a heterogeneously catalyzed dehydrogenation, wherein a propane and propylene containing Arts ⁇ gas mixture A is obtained
- a second reaction zone B for charging at least one oxidation reactor and in the at least one oxidation reactor the propylene of a (selective) heterogeneously catalyzed gas phase partial oxidation with molecular oxygen to form an acrolein, or acrylic acid, contained in the product gas mixture A ' whose mixture as the target product and excess molecular oxygen-containing product gas mixture B subjects,
- Acrylic acid is an important basic chemical which is used, inter alia, as a monomer for the preparation of polymers which are used, for example, in disperse distribution in an aqueous medium as binder.
- Acrolein is a significant intermediate, for example for the production of glutaraldehyde, methionine, folic acid and acrylic acid.
- the methods for the separation of product contained in the product mixture B target product are characterized in that one converts the target product, for example, by absorptive and / or condensing measures from the gaseous to the condensed phase.
- Suitable absorbents are, for example, water, aqueous solution and / or organic solvents.
- the residual gas is generally inert diluent gases such as N 2 , CO 2 , noble gases (He, Ne, Ar, etc.), CO and, to a lesser extent, also the remaining excess molecular oxygen Acrylic acid, acrolein and / or H 2 O (the water vapor content of the residual gas can be up to 25 vol .-%, often up to 20 vol .-% or up to 10 vol .-%, but often under 10 vol .-% or under 5 Vo l .-%).
- This aforementioned residual gas forms (based on the amount of propane contained therein), the main amount (usually at least 80%, or at least 90%, or at least 95% or more) of the formed in the separation zone B residual gas and is therefore in this document, inter alia referred to as main residual gas.
- main residual gas in this document then called total residual gas
- main residual gas in this document then called total residual gas
- the latter can be oxygen-free, or else oxygen-containing (secondary residual gas) (for example if it is obtained by stripping by means of air or at the top of a rectification column which has been flushed by means of air as a polymerization inhibitor).
- secondary residual gas oxygen-containing (secondary residual gas) (for example if it is obtained by stripping by means of air or at the top of a rectification column which has been flushed by means of air as a polymerization inhibitor).
- Both main residual gas, total residual gas and secondary residual gas form in the context of this invention in the reaction zone A traceable unreacted propane, molecular oxygen and optionally unreacted propylene containing residual gas.
- Unreacted propane obtained in the separation zone B and any unconverted propylene-containing residual gas can be mixed with main residual gas and / or minor residual gas (ie, eg as constituent of total residual gas) and / or independently (in this case are not recycled to the reaction zone A in the context of the invention recycled residual gas) in the reaction zone A.
- this recycling can take place without any restriction, ie, for example, as part of the reaction gas starting mixture of the reaction zone A.
- the total amount of unreacted propane obtained in the separation zone B and optionally unreacted propylene-containing gas streams are recycled to the reaction zone A.
- Subsets can (as will be explained in more detail later in the application) but optionally also for other purposes, such as for energy production and / or Synthesegasherstel ⁇ ment and / or as a diluent gas in the reaction zone B continue to be used.
- DE-A 10211275 attempts to remedy the above-mentioned problem by proceeding as described above, but simultaneously dividing the product gas mixture A formed in the reaction zone A into two subsets of identical composition and dividing one of the two subsets into a hydrogen source Reaction zone A returns.
- the object of the present invention was therefore to provide a process which is improved over the aforementioned processes for the preparation of acrolein or acrylic acid or a mixture thereof of propane. Accordingly, a process for producing acrolein, or acrylic acid or its mixture of propane, wherein
- a first reaction zone A feeds at least two gaseous, propane-containing feed streams of which contains at least one fresh propane, and in the reaction zone A their supplied propane of a heterogeneously catalyzed dehydrogenation, wherein a propane and propylene containing Arts ⁇ gas mixture A (usually the product gas mixture A will also contain molecular hydrogen),
- a second reaction zone B for charging at least one oxidation reactor and in the at least one oxidation reactor, the propylene of a (selective) heterogeneously catalyzed gas phase partial oxidation with molecular oxygen in the product gas mixture A 'to form an acrolein, or acrylic acid, or whose mixture as target product and excess molecular oxygen-containing product gas mixture B subjects,
- the total amount of residual gas (main and / or secondary or total) in the separation zone B (total) is not recycled to the reaction zone A
- this other subset can be used, as already mentioned, for the purpose of energy - or syngas production or as a diluent gas in the reaction zone B continue to be used.
- at least one-half or two-thirds ie, 50% by volume or 66.6% by volume
- at least three quarters and very particularly preferably the total amount of the abovementioned separation zone B (in each case individually of the main and / or Mau ⁇ or total) residual gas according to the invention in the reaction zone A return.
- this invention is preferably complete (optionally less one guided into the reaction zone B as diluent subset of identical Zu ⁇ composition ) is recycled to the reaction zone A.
- this invention can also be divided into two sub-quantities of identical composition, and, as described above, only a partial amount can be recycled to the reaction zone A and the other sub-quantity used further on. If more than one such residual gas stream precipitates in the separation zone B, then these residual gas streams (as already mentioned) can be jointly (for example combined) or recycled only singly or individually into the reaction zone A.
- the percentage of recycle information in the case of the residual gas in this document refers in particular to its total amount (ie to the sum of all residual gas flows).
- Normally (in particular main) residual gas (as already mentioned) is ⁇ 70% by volume, frequently ⁇ 80% by volume and in many cases ⁇ 90% by mol, usually ⁇ 95% by mol, or too ⁇ 98 mol% of constituents whose boiling point at atmospheric pressure (1 bar) is ⁇ -3O 0 C
- the recirculation of molecular oxygen-containing (main and / or secondary or total) residual gas in the separation zone B into the reaction zone A along the reaction path of the catalytic dehydrogenation can of course not only take place at one, but also distributed over several successively arranged feed points follow.
- fresh propane is understood to mean propane which has not yet passed through reaction zone A.
- it will be crude propane (which preferably fulfills the specifications according to DE-A 10246119 and DE-A 10245585) which also contains components which are also different from propane in small amounts.
- the flow path of the propane supplied to the reaction zone A via the feed streams which are separated from the separation zone B by the separating zone B is passed through the reaction zone A as a function of the dehydrogenating conversion (the conversion in the reaction zone A) heterogeneously catalyzed dehydrogenation) of this propane understood.
- the reaction gas starting mixture or reaction gas mixture fed to the reaction zone A is intended in this document to be the sum of all gases supplied with the fresh propane at the same height of the reaction path in the reaction zone A thereof.
- the recirculation of the (main and / or secondary or total) residual gas along the reaction path in the reaction zone A into the reaction zone A preferably takes place such that at least 10 or at least 15 mol% is already present at the feed point already at least 20 or at least 25 mol% and very particularly preferably at least 30 or at least 35 mol% and most preferably at least 35 or at least 40 mol% of the reaction zone A via the other feed streams (before) ( total) propane in the reaction zone A (dehydrogenating) reacted (conversion to) are.
- the product gas mixture A formed in the reaction zone A is divided into two subsets of identical composition and one of the two subsets is returned to the reaction zone A (especially if this recycling is part of the reaction zone A supplied reaction gas starting mixture is carried out), then apply an ⁇ point of all the aforementioned turnover numbers to preferably as follows definable th turnover to Kr:
- the content of the (main and / or secondary or total) residual gas of molecular oxygen which is recycled to the reaction zone A and accumulates in the separation zone B is normally 0.5% by volume to 10% by volume in the process according to the invention. , often 1 to 8 vol .-% and often 2 to 5 vol .-% amount. It usually results, in particular, from the fact that in the reaction zone B, an excess of molecular oxygen (based on the stoichiometry of the desired target reaction) is generally advantageous for the service life of the oxidation catalysts and for the kinetics of the selective heterogeneously catalyzed gas phase partial oxidation of propylene to acro - lein, or to acrylic acid, or their mixture.
- thermodynamic Conditions in reaction zone B are essentially unaffected by the molar ratio of reactants, since the selective heterogeneously catalyzed gas phase partial oxidation of propylene to acrolein, or to acrylic acid, or to its mixture, is subject to kinetic control.
- the ratio of the amount of propane which is fed to the reaction zone A via the recirculated (main and / or secondary or total) residual gas originating from the separation zone B to the amount of propane contained in the reaction zone A via other propane ⁇ tende supply currents is supplied in total, in the inventive process rule is usually 0.1 to 10, or 0.5 to 5, preferably 0.5 to 1, 5 or 3 to 5.
- this crude propane (as generally in this document) has the specifications recommended in DE-A 10245585 and DE-A 10246119. The same applies to the specification of the feed gas mixture of reaction zone B in the process according to the invention.
- exhaust gas streams containing propane (and optionally propylene) may also be used as feed streams into the reaction zone A (see also WO 02/00587, but the gas stream from section c) of this WO can also be used only the reaction zone B are supplied).
- the heterogeneously catalyzed dehydrogenation according to the invention is to be understood to mean a ("conventional") dehydrogenation whose heat of reaction is endothermic, in contrast to the hydrogenation of oxides (as a subsequent step, an exothermic hydrogen bonding may be included in the process according to the invention) and in which at least in term This usually requires different reaction conditions and different catalysts than for oxydehydrogenation.
- the process of the invention normally proceeds under H 2 evolution and this in particular until the return of the residual gas from the separation zone B in the reaction zone A, which is why the reaction gas mixture at the associated feed, based on the molar amount of propane contained in it usually one Higher molecular molar hydrogen content, as the reaction zone A supplied reaction gas starting mixture.
- the latter also preferably applies in the process according to the invention to the reaction gas mixture which forms at the feed point by combining from the residual gas fed back into the latter and the reaction gas mixture present at the feed point before this recycling.
- the molar ratio of propylene contained in the reaction gas mixture to molecular hydrogen contained in the reaction gas mixture is 10, preferably 5, better still 3 and even better ⁇ ser does not exceed the value 2.
- the aforementioned ratio moves at values of 0.5 or 1 to 2.
- the reaction zone A can be designed isothermally by targeted heat exchange with heat carriers carried outside the reaction zone A (ie, liquid or gaseous).
- the gross thermal tone based on the one-time passage of the reaction gas supplied to reaction zone A, may be gangsgemischs by the reaction zone A, by taking in the above writings recommended and described in the following to be described measures so ⁇ probably endothermic (negative), or autothermic (essentially zero) or exothermic (positive) are designed.
- the catalysts recommended in the abovementioned publications can be used in the process according to the invention.
- the heterogeneously catalyzed partial dehydrogenation of propane to propylene requires comparatively high reaction temperatures.
- the achievable conversion is usually limited by the thermodynamic equilibrium.
- Typi ⁇ specific reaction temperatures range from 300 to 800 0 C or 400 to 700 0 C. per molecule of propane dehydrogenated to propylene is generated a molecule of hydrogen.
- the conversion can be increased by lowering the partial pressure of the products.
- This can be achieved in a simple manner, for example by dehydrogenation under reduced pressure and / or by admixing essentially inert diluent gases, for example water vapor, which is normally an inert gas for the dehydrogenation reaction.
- essentially inert diluent gases for example water vapor, which is normally an inert gas for the dehydrogenation reaction.
- a dilution with water vapor as a further advantage, as a rule, a reduced coking of the catalyst used, since the water vapor reacts with coke formed according to the principle of coal gasification.
- water vapor can be used as diluent gas in the subsequent reaction zone B.
- steam can also be separated in a simple manner partially or completely from the product gas mixture of the dehydrogenation (the product gas mixture A) (for example by condensation), which opens up the possibility of further use of the modified product gas mixture (of the product gas mixture A ') in the reaction zone B to increase the proportion of the diluent N 2 .
- Further diluents suitable for heterogeneously catalyzed propane dehydrogenation are, for example, CO, methane, ethane, CO 2 , nitrogen and noble gases such as He, Ne and Ar. All diluents mentioned can be used either alone or in the form of very different mixtures. It is advantageous that the said diluents are also suitable diluents in reaction zone B as a rule.
- inert diluents that is to say less than 5 mol%, preferably less than 3 mol% and even better less than 1 mol%, chemically changing
- inert diluents that is to say less than 5 mol%, preferably less than 3 mol% and even better less than 1 mol%, chemically changing
- all dehydrogenation catalysts known in the art are suitable for the heterogeneously catalyzed propane dehydrogenation. They can be roughly divided into two groups. Namely, in those which are oxidic in nature (for example chromium oxide and / or aluminum oxide) and in those which consist of at least one metal (for example platinum) deposited on a usually oxidic support, as a rule comparatively noble. consist.
- dehyd ⁇ rierkatalysatoren can be used, which in WO 01/96270, EP-A 731077, DE-A 10211275, DE-A 10131297, WO 99/46039, US-A 4,788,371 , EP-AO 705 136, WO 99/29420, US-A 4220 091, US-A 5 430 220, US-A 5 877 369, EP-AO 117 146, DE-A 199 37 196, DE-A 199 37 105 and DE-A 199 37 107 are recommended.
- both the catalyst according to Example 1, Example 2, Example 3, and Example 4 of DE-A 199 37 107 shall be used, which in WO 01/96270, EP-A 731077, DE-A 10211275, DE-A 10131297, WO 99/46039, US-A 4,788,371 , EP-AO 705 136, WO 99/29420, US-A 4220 091, US-A 5 430 220, US-A 5
- dehydrogenation catalysts comprising 10 to 99.9 wt .-% zirconia, 0 to 60 wt .-% alumina, silica and / or titanium dioxide and 0.1 to 10 wt .-% of at least one element of the first or second Main group, a Ele ⁇ ment of the third subgroup, an element of the eighth subgroup of Perio ⁇ densystems of the elements, lanthanum and / or tin included, with the proviso that the sum of the weight percentages 100 wt .-% results.
- the dehydrogenation catalysts may be catalyst strands (diameter typically 1 to 10 mm, preferably 1.5 to 5 mm, length typically 1 to 20 mm, preferably 3 to 10 mm), tablets (preferably the same dimensions as in US Pat the strands) and / or catalyst rings (outer diameter and length each typically 2 to 30 mm or to 10 mm, wall thickness expediently 1 to 10 mm, or to 5 mm, o to 3 mm) act.
- the dehydrogenation catalysts are such that they can be used both for the dehydrogenation of propane and for the catalysts Combustion of molecular hydrogen is catalyzed in this way in comparison with the dehydrogenation of the propane in the case of a competitive situation on the catalysts, which is much faster.
- dehydrogenation processes according to the invention also includes Catalytica® Studies Division, Oxidative Dehydrogenation and Alternative Dehydrogenation Processes, Study Number 4192 OD 1 1993, 430 Ferguson Drive, Mountain View, California, 94043-5272 USA.
- Characteristic of the partial heterogeneously catalyzed dehydrogenation of propane is, as already stated, that it proceeds endothermically. This means that the heat required for the adjustment of the required reaction temperature and the heat required for the reaction (energy) must either be supplied to the starting reaction gas mixture in advance and / or in the course of the heterogeneously catalyzed dehydrogenation. Optionally, the reaction gas mixture must withdraw the required heat of reaction itself.
- Another possibility for removing deposited carbon compounds is to pass the dehydrogenation catalyst from time to time at elevated temperature with an oxygen-containing gas (expediently in the absence of hydrocarbons) and thus quasi burn off the deposited carbon.
- an oxygen-containing gas expediently in the absence of hydrocarbons
- a substantial suppression of the formation of carbon deposits is also possible by adding molecular hydrogen to the heterogeneously catalyzed sample to be dehydrogenated before it is passed through the dehydrogenation catalyst at elevated temperature.
- a suitable reactor form for the heterogeneously catalyzed propane dehydrogenation in the reaction zone A is the fixed bed tube or tube bundle reactor. That is, the dehydrogenation catalyst is in one or in a bundle of Itemss ⁇ tubes as a fixed bed.
- a second tube in the contact tube, according to the invention, can advantageously extend in a centered manner, which has exit points at different heights (or only at one height) (cf., WO 01/85333 and WO 01/85330), via which the residual gas can be supplied from the separation zone B.
- the contact tubes embedded in the contact tube can have interruption sections (spaces) into which the residual gas from the separation zone B can be metered.
- the reaction tubes are heated by burning a gas, for example a hydrocarbon such as methane, in the space surrounding the reaction tubes. It is advantageous to apply this direct form of contact tube heating only to the first approximately 20 to 30% of the packed bed bed and to heat the remaining bed length to the required reaction temperature by the radiant heat released in the course of the combustion.
- a typical Dehydrierrohrbündelreaktor comprises 300 to 1000 reaction tubes.
- the temperature in the reaction tubes is in the range of 300 to 700 0 C, preferably in the range of 400 to 700 0 C.
- the starting mixture Christsgasaus- is supplied to the tubular reactor preheated to the reaction temperature. It is possible that the product gas mixture A leaves the reaction tube with a temperature 50 to 100 0 C lower. This starting temperature can also be higher or at the same level.
- the use of oxidic dehydrogenation catalysts based on chromium oxide and / or aluminum oxide is expedient in the context of the abovementioned procedure. Often one will not use concomitant diluent gas, but rather start from substantially pure crude propane as starting reaction gas. The dehydrogenation catalyst is usually used undiluted.
- reaction zone A On a large scale, several (for example three) such tube bundle reactors can be operated in parallel in reaction zone A. According to the invention, one or two of these reactors may optionally be in dehydrogenation operation, while in a second (third) reactor the catalyst feed is regenerated without the operation in reaction zone B suffering.
- Such a procedure is also applicable to the so-called “steam active reforming (STAR) process" developed by Phillips Petroleum Co. (see, for example, US Pat. Nos. 4,902,849, 4,996,387 and US Pat. A 5 389 342).
- STAR steam active reforming
- platinum containing promoter promoters is advantageously applied to zinc (magnesium) spinel as carrier (compare, for example, US Pat. No. 5,073,662).
- the propane to be dehydrogenated is diluted with steam in the STAR process.
- the Reaktorausgangs ⁇ pressure is frequently from 3 to 8 bar and the reaction temperature is appropriately selected to be 480 to 62O 0 C.
- Typical catalyst (bed) loading with propane is 200 to 4000 h '1 (GHSV).
- the load can also be related to only one component of the reaction gas (outlet) mixture. Then it is the amount of this ingredient in Nl / l » h that is passed through one liter of the catalyst bed per hour. Instead of Nl / lh is often shortened "h " 1 "written.
- the heterogeneously catalyzed propane dehydrogenation can also be designed in the moving bed in the process according to the invention.
- the Katalysatorwan ⁇ derbett be accommodated in a radial flow reactor.
- the catalyst moves slowly from top to bottom, while the reaction gas mixture flows radially. This procedure is used for example in the so-called UOP Oleflex dehydrogenation.
- the reactors are operated quasi adiabatically in this process, it is expedient to operate several reactors in a cascade connected in series (typically up to four). Within the cascade, the residual gas from the separation zone B can be supplied.
- reaction gas starting mixture acts as a heat carrier, the heat content of which depends on the decrease in the reaction temperature) and nevertheless produces attractive total sales.
- the dehydrogenation catalyst used for this process may, for example, be a spherical dehydrogenation catalyst which consists essentially of platinum on a spherical alumina support.
- hydrogen is added to the propane to be dehydrogenated in order to avoid premature catalyst aging.
- the working pressure is typically between 2 and 5 atm.
- the hydrogen to propane ratio (the molar) is Suitably 0.1 to 1.
- the reaction temperatures are preferably 550 to 650 0 C and the residence time of the catalyst in a reactor is selected to be about 2 to 10 hours.
- the catalyst geometry can likewise be spherical, but also cylindrical (hollow or full) or otherwise geometrically shaped.
- two fluidized beds can be operated side by side, one of which can be temporarily in the state of regeneration without negative effects on the overall process.
- Chromium oxide on alumina is used as the active material.
- the working pressure is typically from 1 to 2 bar and the dehydrogenation temperature is generally from 550 to 600 0 C.
- the heat required for the hydrogenation De ⁇ is thereby introduced into the reaction system, that the dehydrogenation catalyst is preheated to the reaction temperature.
- the above dehydrogenation is also known in the literature as the Snamprogetti-Yarsintez method.
- the heterogeneously catalyzed propane dehydrogenation in the process according to the invention can also be carried out according to a process developed by ABB Lummus Crest (see Proceeding, De Witt, Petrochem., Review, Houston, Texas, 1992, P1).
- the residual gas addition according to the invention can be carried out as a simple feed stream at the reaction path site according to the claims.
- the heterogeneously catalyzed dehydrogenation process of propane described hitherto has in common that they are propelled at propane conversions of ⁇ 30 mol% (generally ⁇ 60 mol%) (based on a single pass through the reaction zone and total propane fed in).
- propane conversions ⁇ 30 mol% (generally ⁇ 60 mol%) (based on a single pass through the reaction zone and total propane fed in).
- it is advantageous according to the invention that it is sufficient to achieve a propane conversion of ⁇ 5 mol% to ⁇ 30 mol% or ⁇ 25 mol%.
- the heterogeneously catalyzed propane dehydrogenation according to the invention can also be operated in the reaction zone A at propane conversions of 10 to 20 mol% (the conversions relate to a single pass through the reaction zone A). This is due, inter alia, to the fact that the remaining amount of unreacted propane in the subsequent reaction zone B essentially as inert
- Diluent acts and according to the invention as part of the in the separation zone B. incurred residual gas largely lossless in the reaction zone A was ⁇ can.
- propane conversions in the reaction zone A 1 since this reduces the formation of propionic acid by-products in the reaction zone B.
- Such advantageous propane conversions are, for example, 30 or 40 to 50 or 60 mol% (referred to a single pass through the reaction zone A and the total amount of propane fed).
- molecular hydrogen can also be added as a further constituent.
- the molar ratio of molecular hydrogen to propane is generally ⁇ 5.
- the molar ratio of water vapor to propane may be e.g. ⁇ 0 to 30, suitably 0.1 to 2 and conveniently 0.5 to 1.
- the propane dehydrogenation as already said, according to the invention (quasi) adiabat and thereby be carried out endothermically.
- the starting mixture Invention- is usually initially heated to a temperature of 500 to 700 0 C (bezie ⁇ hung, from 550 to 65O 0 C) is heated (for example by direct firing of the surrounding wall).
- the reaction gas mixture is then allowed to cool, depending on the conversion and dilution to about 30 0 C to 200 0 C lysatorbett.
- heating will take place to a certain extent.
- reaction zone A The presence of water vapor as a heat carrier is also advantageous from the point of view of adiabatic driving.
- Lower reaction temperatures allow longer service life of the catalyst bed used.
- Higher reaction temperatures promote increased conversions.
- the heterogeneously catalyzed propane dehydrogenation in reaction zone A can be carried out both in a fixed bed reactor and in a moving bed or fluidized bed reactor.
- a single shaft furnace reactor as a fixed bed reactor which is flowed through axially and / or radially by the reaction gas mixture can also be used as reaction zone A in adiabatic operation.
- this is a single closed reaction volume, for example a container whose inside diameter is 0.1 to 10 m, possibly also 0.5 to 5 m, and in which the fixed catalyst bed is supported on a support device (for Example, a grid) is applied.
- the catalyst-charged reaction volume which is substantially thermally insulated in adiabatic operation, is thereby flowed through axially with the hot, propane-containing reaction gas.
- the catalyst geometry can be both spherical and annular or strand-shaped. About introduced into the catalyst bed supply lines, the originating from the separation zone B residual gas can be injected. Since in this case the reaction volume can be realized by a very cost-effective apparatus, all catalyst geometries which have a particularly low pressure loss are to be preferred.
- the reactor can consist, for example, of two cylindrical gratings located concentrically in a shell, and the catalyst bed can be arranged in its annular gap.
- the metal shell would possibly be thermally insulated again.
- catalyst feedstocks for a heterogeneously catalyzed propane dehydrogenation are the catalysts disclosed in DE-A 199 37 107, in particular all catalysts disclosed by way of example.
- the aforementioned catalysts are characterized regenerated in a simple manner that material at an inlet temperature of 300 to 600 0 C., frequently from 400 to 550 0 C, first in first regeneration stages with nitrogen and / or water vapor (preferably) diluted Air passes over the catalyst bed.
- the catalyst (bed) loading with regeneration gas eg air
- air can be used as regeneration gas under otherwise identical regeneration conditions.
- technical application It is expedient to purify the catalyst with inert gas (for example N 2 ) before it is regenerated.
- the heterogeneously catalyzed propane dehydrogenation with comparatively low propane conversion (.ltoreq.30 mol%) can in all cases be operated at the same catalyst (bed) loadings (both the reaction gas as a whole as well as the propane contained in same) as the Variants with high propane conversion (> 30 mol%).
- This charge of reaction gas may be, for example, 100 to 40,000 or 10000 h " frequently 300 to 7000 h " 1 , that is often about 500 to 4000 h "1 .
- reaction zone A can be realized as a tray reactor in the process according to the invention, which makes possible the metered addition of the residual gas from the separation zone B between two trays in a particularly simple manner.
- the catalyst bed number may be 1 to 20, preferably 2 to 8, but also 3 to 6. With increasing Horden number can be increasingly easier to achieve increased propane conversions.
- the catalyst beds are preferably arranged radially or axially one behind the other. In terms of application technology, the catalyst fixed bed type is used in such a tray reactor.
- the fixed catalyst beds are arranged in a shaft furnace reactor axially or in the annular gaps of centrally interlocking cylindrical gratings.
- the reaction gas mixture is expediently subjected to intermediate heating in the tray reactor on its way from one catalyst bed to the next catalyst bed, for example by passing it over heat exchanger surfaces (eg ribs) heated with hot gases or by passing it through hot-gas-heated tubes.
- heat exchanger surfaces eg ribs
- the tray reactor is otherwise operated adiabatically, it is ⁇ 30 mol% for propane conversions, especially when using the catalyst described in DE-A 199 37 107. satore ⁇ , in particular of the exemplary embodiments, sufficient, the Reak ⁇ tion gas mixture preheated to a temperature of 450 to 550 0 C in the Dehydrierre- actor to lead and keep within the Horde reactor in this temperature range. That is, the entire propane dehydrogenation is to be realized at extremely low temperatures, which proves to be particularly favorable for the service life of the fixed catalyst beds between two regenerations. For higher PropanumsHence ⁇ ze the reaction gas mixture is conducted into the dehydrogenation reactor preheated to higher temperatures (these can be up to 700 0 C) and maintained within the tray reactor in this elevated temperature range.
- such catalyst beds may be accommodated in an alternating manner with the beds containing the dehydrogenation catalyst in the tray reactor.)
- the reaction released thereby ⁇ heat thus enables a quasi autotherme (the gross heat tone is essentially zero) way close ezu isothermal operation of the heterogeneously catalyzed propane dehydrogenation.
- a propane dehydrogenation is thus possible at a decreasing or substantially constant temperature, which enables particularly long service lives between two regenerations.
- an oxygen feed as described above should be carried out such that the oxygen content of the reaction gas mixture, based on the amount of molecular hydrogen contained therein, is 0.5 to 50 or 30, preferably 10 to 25,% by volume.
- Suitable oxygen sources are both pure molecular oxygen, or with inert gas, for example CO 1 CO 2, N 2 and / or noble gases, oxygen diluted, but also in particular air, and nitrogen oxides into consideration.
- the resulting combustion gases additionally dilute and thus promote the heterogeneously catalyzed propane dehydrogenation.
- the reaction gas mixture in the tray reactor usually at the earliest after fürlau ⁇ fen the first catalyst bed would be added.
- the isothermal nature of the heterogeneously catalyzed propane dehydrogenation can be further improved by installing internally sealed (for example, tubular) containers in the chambers between the catalyst beds, but preferably not necessarily evacuated before they are filled. Such internals can also be placed in the respective catalyst bed. These internals contain suitable solids or liquids which evaporate or melt above a certain temperature while consuming heat and, where this temperature is reached, condense again and thereby release heat.
- reaction zone A of the process according to the invention can also be realized as described in DE-A 10211275 (as "loop variant"), which forms an integral part of this patent application.
- one embodiment of the process according to the invention is a process in which at least three gaseous propane-containing feed streams are fed to reaction zone A, at least one of which contains fresh propane and at least one molecular acid recycled from separation zone B to reaction zone A.
- reaction zone A contains fresh propane and at least one molecular acid recycled from separation zone B to reaction zone A.
- unreacted propane and (in the reaction zone B) optionally unreacted propylene containing (main and / or secondary or total) residual gas and in the reaction zone A her so supplied propane a heterogeneously katalysier ⁇ th (partial )
- dehydrogenation in principle, all mentioned in this document and executed heterogeneously catalyzed dehydrogenation into consideration
- a propane and propylene-containing product gas mixture A is obtained, with the proviso that
- the product gas mixture A is divided into two subsets of identical composition and one of the two subsets (as Dehydrier Vietnamese gas) as one of at least three propane-containing feed streams in the reaction zone A gur ⁇ leads (preferably as part of the feed gas mixture (reaction gas starting mixture) of the reaction zone A) and further treated by the other subset of product gas mixture A (preferably the entire other subset) in the first separation zone A according to the invention, and
- the amount of product gas mixture A recirculated as recycle gas into reaction zone A is advantageously not more than 90% by volume, or 80% by volume, of product gas mixture A.
- the partial amount of the product gas mixture A recycled to the reaction zone A as circulating gas can thus be used, for example. 20 to 80% by volume, or 30 to 70% by volume, or 40 to 60% by volume or else 50% by volume of the product gas mixture A.
- Particularly advantageous is the proportion of 50 to 70 vol .-%.
- One possibility for heating the starting reaction gas mixture fed to the reaction zone A to the reaction temperature required for the heterogeneously catalyzed propane dehydrogenation in the reaction zone A is also to add molecular hydrogen to it and to specifically supply it by means of molecular oxygen, for example to suitable ones acting combustion catalysts (for example, those mentioned in this document) to burn (for example, by simply passing and / or passing), and by means of the thus released combustion heat to effect heating to the desired reaction temperature.
- the resulting combustion products, such as CO 2 , H 2 O, and the N 2 accompanying the molecular oxygen required for combustion advantageously form inert diluent gases.
- the residual gas recycled from the separation zone B into the reaction zone A may also be the only gas containing molecular oxygen containing the reaction zone A (independent of the specific embodiment of the reaction zone A). However, this is not the rule of the procedure according to the invention.
- reaction zone A will be designed and operated in such a way that it consists of a first and a second section (hereinafter referred to as "two-section variant")
- the reaction zone A 35 mol%, or at least 40 mol%, and more preferably at least 45 mol%, or at least 50 mol% (but usually less than 70 mol%, or less than 60 mol%, or ⁇ 50 mol%) of the first section of the reaction zone A (total) propane fed in this first section (the reaction A) have been reacted dehydrating (heterogeneously catalyzed) and preferably, based on the molar amount contained therein on propane, contains a larger molar amount of molecular hydrogen, as the reaction gas starting mixture fed to the first section of the reaction zone A;
- Suitable catalysts for the second section of the reaction zone A are all those catalysts which are also recommended in this document for the heterogeneously catalyzed dehydrogenation and, in particular, are also suitable for the first section of the reaction zone A, since they, like As already mentioned, it is generally also possible to catalyze the combustion of molecular hydrogen (this applies in particular to the catalysts of DE-A 19937107 (in particular those exemplified there), in a competitive situation between heterogeneously catalyzed propane dehydrogenation and heterogeneously catalyzed hydrogen combustion, the latter generally proceeds much faster and dominates the former).
- suitable catalysts for the second section of the reaction zone A are those catalysts which are specifically tailored for the selective combustion of molecular hydrogen. Such catalysts are e.g. those of US-A-4788371, US-A-4886928, US-A-5430203, US-A-5530171, US-A-5527979 and US-A-5563314.
- the first section of the reaction zone A can be designed both isothermally and adiabatically. In the latter case, preference is given to an endothermic to autothermal gross thermal tinting over the first reaction section of the reaction zone A based on the one-time passage of the reaction gas starting mixture (supplied) to the first section of the reaction zone A.
- the reaction conditions in the second section of the reaction zone A (Rehabilitstem ⁇ temperature (eg 400 or 500 to 800 or 700 0 C), reaction pressure (eg 1 to 10, or to 5, or to 3 bar) and loading of the catalyst bed with Reaction gas mixture (eg 500 (or less) to 80,000 (or more) Nl / l » h) can in principle be selected similarly as in the first section of the reaction zone A.
- the second section of the reaction zone A can be made isothermal or adiabatic. In the latter case, an exothermic gross heat tint on the second reaction section of the reaction zone A which is related to the one-time passage of the (added) reaction gas outlet mixture (the reaction gas mixture A * ) through the second section of the reaction zone A is prefers.
- both the first and the second section of the reaction zone A are adiabatically designed, with the combination "endothermic to autothermal gross heat coloration" in the first reaction section and “exothermic gross heat treatment” in the second reaction section being particularly preferred.
- an embodiment of the first section of the reaction zone A in a tray structure, which is preferably operated according to the invention in an adiabatic configuration endothermically to autothermally, is particularly advantageous.
- the number of catalyst beds can be from 1 to 20, advantageously from 2 to 8, in particular from 3 to 6 (for high dehydrogenation conversions in the first section of reaction zone A) a large number of catalyst beds is advantageous).
- the catalyst beds are preferably flowed radially or axially through the reaction gas.
- the fixed catalyst beds are arranged in a reactor axially or in the annular gaps of centrically nested cylindrical gratings behind one another.
- the reactor may be e.g. to act around a shaft furnace.
- the implementation of the first section of the reaction zone A in a single shaft furnace is possible as well as the realization of the entire reaction zone A in a tray reactor.
- the reaction gas would pass through the first section of the reaction zone A in hurdles on its way from one catalyst bed to the next catalyst bed expediently subjected to an intermediate heating, for example by passing over with hot gases heated heat exchanger surfaces, eg heat exchanger fins, or by passing through heated with hot fuel gases internals, eg pipes.
- an intermediate heating for example by passing over with hot gases heated heat exchanger surfaces, eg heat exchanger fins, or by passing through heated with hot fuel gases internals, eg pipes.
- reaction gas is either already before flowing through the first Ka ⁇ talysatorbetts and / or between the subsequent catalyst beds to a limited extent a molecular oxygen-containing gas (preferably air or Gemi ⁇ cal from oxygen and inert gases such as CO 2 , N 2 and noble gases, or purer O 2 ).
- a molecular oxygen-containing gas preferably air or Gemi ⁇ cal from oxygen and inert gases such as CO 2 , N 2 and noble gases, or purer O 2 ).
- the reaction gas is burned to a limited extent in advance and / or molecular hydrogen formed in the course of the dehydrogenation.
- the reaction heat released in this way thus permits a substantially autothermal operation of the first section of the reaction zone A in the case of adiabatic design.
- the added molecular oxygen should be 0.5 to 50 or 30 vol. % (preferably 10 to 25 vol.%).
- an intermediate feed of oxygen-containing gas optionally takes place before each tray of the tray reactor.
- the feed of oxygen-containing gas takes place before each horde except for the first horde.
- a Aus ⁇ embodiment of the method of the invention is behind each Sauerstoffeinspei- sungsstelle a bed of specific, for the purposes of H 2 oxidations suitable oxidation catalyst present, followed by a bed of dehydrogenation catalyst.
- external molecular hydrogen in pure form or diluted with inert gas
- the catalyst beds may also contain mixtures of dehydrogenation and H 2 oxidation catalysts.
- the dehydrogenation in the tray structure is usually 400 to 800 0 C
- the pressure is generally 0.2 to 10 bar, preferably 0.5 to 4 bar and be ⁇ Sonders preferably 1 to 3 bar.
- the total gas load (GHSV) is usually 500 to 10000 h " ⁇ in Hochlastfahrweise also up to 80000 h ' regularly at 30,000 to 40,000 h ' 1 . In the presence of water vapor is beneficial for the catalyst life.
- Partial horrinskyerniedr While of the reactants by pressure reduction, combustion of hydrogen formed in the dehydrogenation and / or inert dilution, high temperatures and large Hordeniere promote the conversion of dehydrogenation within the first section of the reaction zone A.
- the same reaction type as for the first section of reaction zone A is preferably used. However, it usually contains only one catalyst bed. Preferably, simple shaft furnaces are used in both sections.
- the molar ratio of molecular oxygen to molecular hydrogen may be (in the reaction gas mixture A *) in the second section of the reaction zone A 1: 2 to 1: 10, preferably 1: 2 to 1: 4. That is, in the second section of the reaction zone A, substantially all of the molecular oxygen contained in the reaction mixture A * can be burned to water with molecular hydrogen, so that the product gas mixture A formed thereby is substantially free of molecular oxygen.
- the product gas mixture A thus formed may be less than 5% by volume, or less than 3% by volume, or less than 1% by volume, often even less than 0.5% or less than 0.2% by volume molecular Contain oxygen.
- Preferred is a 29win ⁇ dender content of molecular oxygen.
- the first portion of the reaction zone A and the second portion of the reaction zone A can be housed both in separate reactors and in a single reactor (e.g., in a tray reactor, e.g., in a shaft furnace design).
- reaction zone A can be designed and operated as a combination of the above-described "loop variant” and the "two-section variant” as follows.
- the product gas mixture A formed in the "second-section variant" in the second section of the reaction zone A as described above will additionally be divided into two subsets of identical composition and one of the two partial amounts (as dehydrogenation gas) as a feed stream containing additional propane the first portion of the reaction zone A recirculate (preferably as part of the reaction gas starting mixture of the first portion of the reaction zone A) and further treat the other subset of product gas mixture A (preferably the entire other subset) in the first separation zone A.
- the recirculation of product gas mixture A into the first section of the reaction zone A is advantageous according to the invention in that the product gas mixture A formed in the second section of the reaction zone A normally (at least in the case of adiabatic exothermic operation of the catalyst) due to the combustion of molecular oxygen with molecular hydrogen second section of the reaction zone A) has an elevated temperature and on the other hand, also as a result of the oxygen combustion, a low oxygen content and a noteworthy water vapor content.
- the hydrogen contents are usually low as well.
- the reaction gas mixture A * before its introduction into the second section of the reaction zone A er ⁇ improend external molecular hydrogen (which is molecular hydrogen, which is neither part of recirculated to the reaction zone A cycle gas , is itself formed in the reaction zone A (or in one of the other reaction / separation zones of the process according to the invention), and then in the second section of the reaction zone A, for example, the desired temperature of the reaction gas mixture A (and elimination of molecular oxygen in selbigem) to reach.
- recirculated product gas mixture A in a special way to er ⁇ the first section of the reaction zone A fed reaction gas starting mixture to reaction temperature er ⁇ without simultaneously the reaction gas starting mixture to be subjected to kinetic loading by already contained molecular hydrogen thermodynamically or by molecular oxygen contained.
- the water vapor contained in the recirculated product gas mixture A additionally promotes the heterogeneously catalyzed dehydrogenation in the first section of the reaction zone A and as a rule makes a separate supply of external water vapor superfluous.
- the procedure according to the invention impresses u.a. in that it allows a mode of operation according to the invention with satisfactory service life without the supply of external water vapor (that is water vapor which is not formed in any of the reaction / separation zones of the process according to the invention) being present in any of the reaction or separation zones ) requirement.
- the part of the product gas mixture A formed in the second section of the reaction zone A is at the same time excellently suited, by indirect heat exchange in a gas cooler, first of all the fresh propane fed to the reaction zone A as well to heat the residual gas (or only one of the two gases) returned to the reaction zone A from the separation zone B (essentially to the desired reaction temperature) and to simultaneously cool itself down in an advantageous manner for the requirements in the first separation zone A.
- the partial amount of product gas mixture A recycled to the first section of reaction zone A as recycle gas will not be more than 90% by volume or 80% by volume. That is to say, the partial amount of product gas mixture A recycled to the first section of reaction zone A as circulating gas can, for example, be from 20 to 80% by volume, or from 30 to 70% by volume, or from 40 to 60% by volume in the abovementioned procedure. , or 50 vol .-% of the product gas mixture formed A amount. Particularly advantageous is a (dehydrogenated) cycle gas portion of 50 to 70 vol .-%.
- the pressure of the propulsion jet will necessarily be selected (the pressure adjustment will normally take place by means of a radial compressor or (in rarer cases) by means of a blower (normally an axial compressor with low pressure ratio from final pressure to outlet pressure)) of the product gas mixture A forming in the second section of the reaction zone A above the pressure of the product gas mixture A * forming in the first section of the reaction zone A.
- a blower normally an axial compressor with low pressure ratio from final pressure to outlet pressure
- Onszone A which will be carried out expediently as a T-piece with flow divider to forward a subset of the product gas mixture A in the first separation zone A, then is normally sufficient to circulating in the first portion of the reaction zone A (the pressure gradient following) circular flow ( a kind of natural circulation) of the other part of the product mixture A.
- reaction zone A of the process according to the invention is therefore designed as follows and is shown schematically in FIG. 1 of this document, to which all numerical addresses refer, in graphs:
- reaction zone A (17) is designed and operated as a combination of the "loop variant” and "two-section variant” described above, wherein the following additional requirements are additionally fulfilled:
- the first portion (0) of the reaction zone A at least one feed stream containing gaseous propane containing fresh propane (5), and in this first portion of the reaction zone A, the supplied propane to a heterogeneously catalyzed (partial) dehydrogenation, wherein a Propane, propylene and molecular hydrogen-containing product gas mixture A * er ⁇ keep, on receipt at least 5 mol%, or at least 10 mol%, preferably at least 15 mol%, or at least 20 mol%, particularly vorteil ⁇ haft least 25 mol%, or at least 30 mol%, most preferably at least 35 mol%, or at least 40 mol%, and more preferably at least 45 mol%, or at least 50 mol% (in the Usually less than
- the first portion of the reaction zone A is operated essentially adiabatically (i.e., heat carriers located outside the first portion of the reaction zone A are substantially neither heat fed nor removed from the first portion of the reaction zone A);
- the gross thermal tinting over the first section of the reaction zone A is endothermic (negative) to autothermal (essentially zero);
- the first portion of the reaction zone A is carried out in a horde structure;
- the tray structure (6) contains 2 to 20, more preferably 2 to 10 and most preferably 2 to 6 catalyst beds, which are preferably arranged axially (eg in a shaft furnace) or radially (eg in the annular gaps of centrally interlocking cylindrical gratings) and flowed through by the reaction gas in a corresponding manner axially or radially;
- the horde structure can e.g. be realized in a single reactor or in a series of reactors;
- the catalyst beds are preferably charged with catalysts (for example those of DE-A 19937107, in particular those exemplified) that, when flowing through the catalyst bed with a reaction gas whose composition permits a competing reaction between heterogeneously catalyzed hydrogen combustion and heterogeneously catalyzed propane dehydrogenation, in the flow direction, first the heterogeneously catalyzed hydrogen combustion proceeds faster;
- catalysts for example those of DE-A 19937107, in particular those exemplified
- the reaction gas starting mixture fed to the first section of the reaction zone A is supplied with neither external molecular oxygen nor external molecular hydrogen, nor external molecular water vapor (under one at any point in the reaction zone A (or another reaction / separation zone of the process according to the invention) ) externally supplied gas should generally be understood in this document to mean gas which is formed neither in the reaction zone A (nor in one of the other reaction / separation zones of the process according to the invention), nor comes out of the reaction zone A in recycle mode directly and / or or indirectly recycled to the reaction zone A));
- the reaction gas (outlet) mixture (of the first section of the reaction zone A), after it has Kurs ⁇ in the flow direction für ⁇ the first catalyst bed, prior to each flowing through the first catalyst bed in Strömungs ⁇ direction downstream catalyst bed of the first portion of the reaction zone A in limited Scope a molecular oxygen-containing gas is added, wherein the reaction gas mixture in each case so supplied oxygen amount is in each case limited so that the resulting oxygen content of the reaction gas mixture, bezo ⁇ gen on the hydrogen contained in it, 0.5 to 50 or 30 vol %, preferably 10 to 25% by volume;
- air (7) is preferably used as such an oxygen-containing gas; however, it is also possible to use pure oxygen or a mixture of oxygen and inert gases such as CO 2 , N 2 and / or noble gases or nitrogen oxide; after the addition of the oxygen-containing gas, the reaction gas preferably still passes through a static mixer (8) before it enters the relevant catalyst bed;
- the temperatures within the first section of the reaction zone A are vor ⁇ preferably maintained at 400 to 700 0 C;
- the working pressure within the first section of the reaction zone A is preferably 0.5 to 10 bar;
- the reaction gas starting mixture (9) fed to the first section of the reaction zone A (its temperature is preferably 400 to 700 ° C. (for example 560 ° C.), its pressure is preferably 0.5 to 10 bar) preferably has the following contents:
- the loading of the catalyst beds with reaction gas is frequently 250 to 5000 h -1 (in the case of high-load operation also up to 40 000 IT 1 ) preferably 10000 to 25000 Nl / l » h, particularly preferably 15000 to 20 000 Nl / l » h;
- the product gas mixture A * formed in the first section of the reaction zone A preferably has the following contents:
- the residual gas fed to the product gas mixture A * generally contains from 0.5% by volume to 10% by volume, frequently from 1 to 8% by volume and preferably from 2 to 5% by volume, of molecular oxygen;
- the contents of the (main and / or secondary or total) residual gas supplied to the product gas mixture A * are preferably as follows:
- the residual gas is added to the product gas mixture A * in amounts such that the oxygen content of the resulting reaction gas mixture A *, based on the hydrogen contained in it, is 15 to 50% by volume, advantageously 25 to 50% by volume. and most preferably is from 30 or 40 to 50% by volume;
- reaction gas mixture A * (12) preferably has the following contents:
- the temperature of the reaction gas mixture A * is advantageously 300 to 600 0 C (eg 400 to 500 0 C), the pressure of the reaction gas mixture A * is advantageously 0.5 or 0.6 to 12 bar;
- the product gas mixture A * (11) is supplied with the (main and / or Mau ⁇ or total) residual gas from the separation zone B according to the principle of a gas operated with this Rest ⁇ as jet jet jet pump, the conveying direction of a throughDeutschdüse (1) via a mixing section (2) and a diffuser (3) relaxed propellant jet in the second section of the reaction zone A (13) and the suction (suction) of the suction nozzle (4) in the direction of the first portion of the reaction onszone A. and the connection "suction port mixing section diffuser" forms the sole connection between the first and the second section of the reaction zone A;
- the propulsion jet has a temperature of 400 or 500 to 600 0 C and a pressure of 3 to 6 bar (preferably 4 to 5 bar);
- the guided from the separation zone B in the reaction zone A residual gas (15) by indirect heat exchange (14) with guided into the separation zone A hot
- the guided from the separation zone B in the reaction zone A residual gas is compressed by means of a radial or axial compressor to the aforementioned pressure;
- reaction gas mixture A * contains no further gas streams added in addition to the gas streams mentioned in this document;
- the second section of the reaction zone A is operated essentially adiabatically (ie, heat transfer medium located outside the second section of the reaction zone A is essentially neither (selectively) supplied to the second section of the reaction zone A nor removed); based on a single pass of the reaction gas mixture A * through the second section of the reaction zone A, the gross thermal tinting over the second section of the reaction zone A is exothermic (to ensure this positive heat of reaction, it may be useful in the first section of the reaction zone, especially in the case of comparatively low dehydrogenation conversions to increase the hydrogen content of the reaction gas mixture A * by supplying external hydrogen, this addition of molecular hydrogen will advantageously be carried out advantageously into the product gas mixture A *, but it can also be carried out, for example, into the recirculated residual gas (19) or in the resulting reaction gas mixture A *);
- the second section of the reaction zone A is preferably supplied with no further external gases
- the temperatures within the second section of the reaction zone A are preferably maintained at 400 to 75O 0 C (or 500 to 700 0 C);
- the working pressure within the second section of the reaction zone A is preferably 0.5 to 12 bar;
- catalysts suitable ge which are recommended in this document for the heterogeneously catalyzed dehydrogenation in the first section of the reaction zone A as appropriate, since they as mentioned at the beginning of this document, usually also catalyze the combustion of molecular hydrogen (this applies in particular to the catalysts of DE-A 19937107 (in particular to those exemplified there), which is why these catalysts are very particularly preferably used in both sections of reaction zone A, in a competitive situation between heterogeneously catalyzed propane dehydrogenation and heterogeneously catalyzed Hydrogen combustion usually proceeds much faster on the mentioned catalysts and dominates the former);
- suitable catalysts for the second section of the reaction zone A are also those catalysts which are specifically tailored for the selective combustion of molecular hydrogen; such catalysts are e.g. those of US-A-4788371, US-A-4886928, US-A-5430203, US-A-5530171, US-A-552
- the reactor for the second section of the reaction zone A contains no plurality of catalyst beds, but only one catalyst bed;
- this catalyst bed is accommodated in a simple shaft furnace and is flowed through axially or radially;
- the load of the above catalyst bed with reaction gas mixture A * is generally from 500 to 80000 Nl / lh, preferably 10,000 to 50,000 Nl / l * h, more preferably 20,000 to 40,000 Nl / I »h (with only minor dehydrogenation in the second portion of the reaction zone A and predominantly exclusive combustion of molecular oxygen with molecular hydrogen, the aforementioned load can also be up to 200,000 Nl / lh);
- the first and second sections of reaction zone A are housed in one and the same reactor;
- the second section of the reaction zone A is a catalyst-loaded horde in a tray reactor whose remaining hordes are assigned to the first section of the reaction zone A;
- the product gas mixture A formed in the second section of the reaction zone A preferably has the following contents:
- the temperature of the product gas mixture A is advantageously 400 to 700 0 C;
- the pressure of the reaction gas mixture is advantageously from 0.4 to 10 bar and is preferably at the same time above the pressure of the product gas mixture A *;
- the formed in the second section of the reaction zone A envisiongasge ⁇ mixture A in two subsets of identical composition and one of the two subsets (10) as another propane-containing feed stream (as Dehydrier Vietnamesegas) in the first section of the reaction zone A is recycled (preferably as Component of the starting reaction gas mixture of the first Ab ⁇ section of the reaction zone A and preferably in natural circulation following the pressure at the outlet of the first section of the reaction zone A pressure gradient, the mixing with fresh propane is preferably carried out by means of static mixer upstream of the first located in the flow direction katalysatoratorbett first portion of the reaction zone A) and the other General ⁇ amount (18) of product gas mixture A (preferably the entire other General ⁇ amount) in the first separation zone A further treated according to the invention;
- the other subset (18) of product gas mixture A via ei ⁇ NEN indirect heat exchanger (14) in the separation zone A, in the same the fresh propane and / or the residual gas from the separation zone B (to the desired temperature) to heat ,
- the product gas mixture A formed in reaction zone A in the context of the heterogeneously catalyzed propane dehydrogenation according to the invention generally comprises propane, propene, molecular hydrogen, N 2 , H 2 O, methane, ethane, ethylene, butene-1 in the process according to the invention.
- other butenes eg isobutene
- Hydrocarbons n-butane, isobutane, butadiene etc.
- CO and CO 2 usually also oxygenates such as alcohols, aldehydes and carboxylic acids (usually with ⁇ 9 C-atoms).
- constituents originating from the residual gas may be present in small amounts, for example secondary components which are formed in the reaction zone B, but also absorption medium used in the separation zones A and / or B. It will be at a pressure of 0.3 to 10 bar and usually tungsu ⁇ fig have a temperature from 400 to 650 or to 500 0 C, in favorable cases, from 450 to 500 0 C.
- the latter can be effected, for example, by reacting the product gas mixture A, if appropriate after having cooled it in an indirect heat exchanger (as already mentioned, the heat taken off in the reaction zone A is expediently heated to produce a process according to the invention used feed gas used) via a, usually to a tube (but it is also possible a plate or a winding module) designed, directs membrane, which is permeable only to the molecular hydrogen.
- the molecular hydrogen thus separated can be partly recycled into the heterogeneously catalyzed dehydrogenation of propane (ie, into the reaction zone A) and / or sent for any other use. For example, it can be burned in fuel cells.
- a partial or complete hydrogen separation can also be carried out by partial condensation, adsorption and / or rectification (preferably under pressure).
- the partial or complete separation of molecular hydrogen from product gas mixture A can also be carried out in the process according to the invention by selective (eg heterogeneously catalyzed) combustion of the same with molecular oxygen to be carried out outside reaction zone A.
- the water of reaction which forms can be either partially or completely separated or left in the gas mixture, since it is able to act as an inert diluent gas in reaction zone B.
- Suitable catalysts for this purpose are disclosed, for example, in US Pat. Nos. 4,788,371, 4,886,928, 5,430,209, 5,530,171, 5,579,979 and 5,533,314.
- At least 10 mol%, or at least 25 mol%, often at least 35 mol%, or at least 50 mol%, often at least 75 mol%, and often the total amount of the product gas mixture A led out of the reaction zone A is expedient Pre-and / or co-separate off molecular hydrogen contained before the remaining product gas mixture A 'is used for charging the reaction zone B on.
- reaction zone A namely the combination of "loop variant” and "two-section variant”, with adiabatic endothermic design of the first section and adiabatic exothermic design of the second Section (in each case the reaction zone A), that there the product gas mixture A is already substantially free of molecular hydrogen, the molecular hydrogen formed in the reaction zone A is still almost quantitatively advantageously used in the reaction zone A and the water vapor formed as part of the in the first section of the reaction zone A recycled partial amount of the product gas mixture A is also supplied to an advantageous use.
- water which may be contained therein may also be partially or completely separated (for example, condensed out) from product gas mixture A before it is further processed in reaction zone B.
- a separation of other, different from propane and propylene, components of the product gas mixture A can be made.
- a simple possibility for this purpose consists, for example, in the preferably cooled (preferably to temperatures of 10 to 100 or 7O 0 C), product gas mixture A, for example at a pressure of 0.1 to 50 bar, preferably 5 to 15 bar and a Temperature of eg 0 to 100 ° C, preferably 20 to 40 0 C 1 with a (preferably sharksieden ⁇ the organic solvent (preferably a hydrophobic), in which propane and propylene (compared to the other constituents of the product gas mixture A expediently preferred) are absorbed to bring into contact (eg by simply passing).
- the propane and propylene are recovered in a mixture in ge purified form and to Feed of the reaction zone B is used (preferably the procedure described in Comparative Example 1)
- a reactant gas eg air or another mixture of molecular kularem oxygen and inert gas
- the gege ⁇ optionally molecular hydrogen-containing exhaust gas of the absorption can be subjected to a membrane separation again and then, if necessary, the separated hydrogen in the heterogeneously catalyzed propane dehydrogenation in the reaction zone A. concomitantly.
- a pressure swing adsorption or a pressure rectification is therefore often preferred for the purposes according to the invention.
- the absorption agent is preferably an organic solvent, which is preferably hydrophobic and / or high-boiling.
- This solvent has a boiling point (at an atmospheric pressure of 1 atm) of at least 120 0 C, preferably of at least 180 0 C, preferably from 200 to 350 0 C, in particular of 250 to 300 0 C, more preferably from 260 to 290 ° C.
- the flash point is (bar at a standard pressure of 1) above 110 0 C.
- relatively nonpolar organic Lö ⁇ suitable solvents as absorbents such as aliphatic hydrocarbons, preferably containing no outwardly acting polar group, but also aromatic hydrocarbons substances.
- the absorbent has the highest possible boiling point with the highest possible solubility for propane and propylene.
- suitable absorbents are aliphatic hydrocarbons, for example C 8 -C 2 o-alkanes or alkenes, or aromatic hydrocarbons, for example, medium-oil fractions from paraffin distillation or ethers with bulky (sterically demanding) groups on the O atom, or mixtures thereof, wherein a polar solvent such as the 1,2-dimethyl phthalate disclosed in DE-A 43 08 087 may be added thereto.
- esters of benzoic acid and phthalic acid with straight-chain alkanols containing 1 to 8 carbon atoms such as n-butyl benzoate, benzoic acid, ethyl benzoate, diethyl phthalate, diethyl phthalate, and so-called heat transfer oils, such as diphenyl, diphenyl ether and mixtures of diphenyl and diphenyl ether or their chlorinated derivatives and triaryl alkenes, for example 4-methyl-4'-benzyl-diphenylmethane and its isomers 2-methyl-2'-benzyl-diphenyl-methane, 2-methyl-4'-benzyldiphenylmethane and 4-methyl-2'-benzyl-diphenylmethane and mixtures of such isomers.
- a suitable absorbent is a solvent mixture of diphenyl and diphenyl ether, preferably in the azeotropic composition, in particular from about 25 wt .-% diphenyl (biphenyl) and about 75 wt .-% diphenyl ether, for example the commercially available Diphyl ® (eg of Bayer Aktiengesellschaft). Frequently, this solvent mixture contains a solvent such as dimethyl phthalate in an amount of 0.1 to 25 wt .-%, based on the total solvent mixture added.
- Octane, nonane, decane, undecane, dodecane, tridecan, tetradecan, pentadecane, hexadecane, heptadecane and octadecane are also particularly suitable absorbents, tetradecanes in particular having proven particularly suitable. It is favorable if the absorbent used on the one hand fulfills the above-mentioned boiling point, but on the other hand has a molecular weight which is not too high.
- the molecular weight of the absorption medium is ⁇ 300 g / mol.
- paraffin oils having 8 to 16 carbon atoms described in DE-A 33 13 573 are also particularly suitable absorbents, tetradecanes in particular having proven particularly suitable. It is favorable if the absorbent used on the one hand fulfills the above-mentioned boiling point, but on the other hand has a molecular weight which is not too high.
- the molecular weight of the absorption medium is ⁇ 300
- Suitable commercial products are products marketed by Schurmann, such as Haipasole i, such as Halpasol 250/340 i and Halpasol 250/275 i, as well as printing ink oils under the names PKWF and Printosol. Preference is given to aromatics-free commercial products, for example those of the type PKWFaf.
- the performance of absorption is not particularly limited. All methods and conditions customary to the person skilled in the art can be used.
- the gas mixture at a pressure of 1 to 50 bar, preferably 2 to 20 bar, more preferably 5 to 15 bar, and a temperature of 0 to 100 0 C, in particular from 20 to 50 or 40 ° C, with brought into contact with the absorbent.
- the absorption can be carried out both in columns and in quench apparatuses. In this case, it is possible to work in cocurrent or in countercurrent (is preferred).
- Suitable absorption columns are, for example tray columns (having bubble and / or sieve trays), columns with structured packings (for example Blechpa ⁇ ckungen having a specific surface area of 100 to 1000, or up to 750 m 2 / m 3, for example Mellapak ® 250 Y ) and packed columns (filled with Raschig packing, for example).
- structured packings for example Blechpa ⁇ ckungen having a specific surface area of 100 to 1000, or up to 750 m 2 / m 3, for example Mellapak ® 250 Y
- packed columns filled with Raschig packing, for example.
- trickle and spray towers graphite block absorbers, surface absorbers such as thick-layer and thin-layer absorbers, rags scrubbers, cross-flow scrubbers and rotary scrubbers. Zu ⁇ it may be beneficial to let the absorption take place in a bubble column with and without internals.
- Separation of the propane and propylene from the absorbent can be accomplished by stripping, flash evaporation and / or distillation.
- the separation of the propane and propylene from the absorbent is preferably carried out by stripping and / or desorption.
- the desorption can be carried out in a customary manner via a pressure and / or temperature change, preferably at a pressure of 0.1 to 10 bar, in particular 1 to 5 bar, more preferably 1 to 3 bar, and a temperature of 0 to 200 0th C, in particular 20 to 100 0 C 1 more vorzugt 30 to 7O 0 C, particularly preferably 30 to 50 0 C.
- a for the stripping geeigne ⁇ tes gas is for example steam, but preference in particular oxygen are substance- / nitrogen Mixtures, for example air.
- oxygen are substance- / nitrogen Mixtures, for example air.
- air or oxygen / nitrogen mixtures in which the oxygen content is more than 10% by volume it may be useful to add a gas before and / or during the stripping process, which reduces the explosion range.
- gases with a specific heat capacity> 29 J / mol » K at 20 ° C. for example methane, ethane, propane, propene, benzene, methanol, ethanol, and also ammonia, carbon dioxide and water.
- C4 hydrocarbons are preferred according to the invention as such additives to be avoided.
- Particularly suitable for the stripping are bubble columns with and without internals.
- the separation of the propane and propylene from the absorbent can also be effected by distillation or rectification, the columns familiar to the person skilled in the art with packings, random packings or corresponding internals being able to be used.
- Preferred conditions in the distillation or rectification are a pressure of 0.01 to 5 bar, in particular 0.1 to 4 bar, more preferably 1 to 3 bar, and a temperature (in the bottom) of 50 to 300 0 C, in particular 150 up to 25O 0 C.
- a gas mixture obtained by stripping from the absorption medium can, before being used for feeding the reaction zone B, be fed to a further process stage, for example in order to obtain a reaction mixture.
- Such separation of the absorbent can take place according to all the process steps known to the person skilled in the art.
- a preferred embodiment of such a separation in the context of the method according to the invention is e.g. the quenching of the output stream from the stripping device with water. In this case, the absorbent is washed out of this loaded output stream with water and the output stream is simultaneously charged with water. This washing or quenching may e.g. at the head of a desorption column over a liquid capture bottom by Ge gensprühen of water or in a separate apparatus.
- the quench surface can be installed in the quench space enlarging internals, as they are known in the art of rectifications, absorptions and desorptionsen ago.
- Water is a preferred detergent insofar as it normally does not interfere in the following at least one partial zone.
- Both the substantially C3-free stripped absorbent and the adsorbent recovered in the phase separation can be reused for the purpose of absorption.
- the propane and propene-containing gas mixture obtained in a separation which can be carried out by way of example can now be used in a manner known per se for charging a heterogeneously catalyzed gas phase partial oxidation of propylene to acrolein and / or acrylic acid, as described, for example, in US Pat. in WO 01/96270 and in the specifications DE-A 10245585, DE-A 10246119, DE-A 10313210, DE-A 10313214, DE-A 10313213, DE-A 10313212, DE-A 10308824, DE-A 10313208 and US Pat DE-A 10211275 is described.
- pure molecular oxygen, air, oxygen-enriched air or any other mixture of oxygen and inert gas can be added as the oxidizing agent.
- the composition of the charge gas mixture (compare DE-A 10245585 and DE-A 10246119) for the reaction zone B is adjusted so that it satisfies the following molar ratios:
- the heterogeneously catalyzed gas-phase partial oxidation of propylene to acrylic acid proceeds in two successive steps along the reaction coordinate, the first leading to the acrolein and the second from the acrolein to the acrylic acid.
- This reaction sequence in two temporally successive steps opens in a conventional manner the possibility of the reaction zone B of the invention
- two stages, ie perform in two consecutively arranged oxidation zones, wherein in each of the two oxidation zones to verwen ⁇ dende oxidic catalyst can be optimally adapted (also the reaction can be stopped at the stage of acrolein).
- the first oxidation zone propylene ⁇ acrolein
- catalysts for the second oxidation zone acrolein ⁇ acrylic acid
- are normally based on catalysts of the element combination Mo-V containing multimetal oxides are preferred.
- catalysts for the two oxidation zones are also disclosed in DE-A 4 431 957, DE-A 102004025445 and DE-A 4431949. This applies in particular to those of the general formula I in the two abovementioned publications. Particularly advantageous catalysts for the two oxidation zones are disclosed in DE-A 10325488, DE-A 10325487, DE-A 10353954, DE-A 10344149, DE-A 10351269, DE-A 10350812, DE-A 10350822.
- the heterogeneously catalyzed gas phase partial oxidation of propylene to acrolein come, as already said, in principle all Mo, Bi and Fe-containing multimetal oxide materials into consideration.
- multimetal oxide active compounds of the general formula I of DE-A 19955176 the multimetal oxide active compounds of the general formula I of DE-A 19948523, the multimetal oxide active compounds of the general formulas I 1 II and III of DE-A 10101695, the multimetal oxide active compounds of the general formulas I, Il and III of DE-A 19948248 and the multimetal oxide active compounds of the general formulas I 1 II and III of DE-A 19955168 and the multimetal oxide active masses mentioned in EP-A 700714.
- multi-metal oxide catalysts containing Mo, Bi and Fe which are described in DE-A 10046957, DE-A 10063162, DE-C 3338380, DE-A 19902562, EP-A 15565, DE-C 2380765, US Pat. EP-A 807465, EP-A 279374, DE-A 3300044, EP-A 575897, US-A 4438217, DE-A 19855913, WO 98/24746, DE-A 19746210 (those of the general formula II), JP-A 91/294239, EP-A 293224 and EP-A 700714.
- these hollow cylinders have a geometry of 5.5 mm ⁇ 3 mm ⁇ 3.5 mm, or 5 mm ⁇ 2 mm ⁇ 2 mm, or 5 mm ⁇ 3 mm ⁇ 2 mm, or 6 mm ⁇ 3 mm ⁇ 3 mm, or 7 mm x 3 mm x 4 mm (each outer diameter x height x inner diameter).
- Other possible catalyst geometries in this context are strands (eg 7.7 mm in length and 7 mm in diameter, or 6.4 mm in length and 5.7 mm in diameter).
- a large number of the multimetal oxide active materials which are suitable for the step from propylene to acrolein can be classified under the general formula IV
- X 2 thallium, an alkali metal and / or an alkaline earth metal
- X 3 zinc, phosphorus, arsenic, boron, antimony, tin, cerium, lead and / or tungsten,
- X 4 silicon, aluminum, titanium and / or zirconium
- n a number which is determined by the valence and frequency of the elements different from oxygen in IV,
- active compounds can be prepared by the general formula IV in a simple manner that intimate, preferably finely divided, corresponding to the stoichiometry to-sammensupportedes dry mixture and calcining of suitable sources of their elemental constituents at temperatures from 350 to 650 0 C.
- the calcination can take place both under inert gas and under an oxidative atmosphere such as, for example, air (mixture of inert gas and oxygen) and also under reducing atmosphere (eg mixture of inert gas, NH 3 , CO and / or H 2 ) ,
- the calcination time can be several minutes to several hours and usually decreases with temperature.
- Suitable sources for the elemental constituents of the multimetal oxide active compositions IV are those compounds which are already oxides and / or those compounds which can be converted into oxides by heating, at least in the presence of oxygen.
- suitable starting compounds are in particular halides, nitrates, formates, oxalates, citrates, acetates, carbonates, amine complexes, ammonium salts and / or hydroxides (compounds such as NH 4 OH, (NH 4 J 2 CO 3 , NH 4 NO 3 , NH 4 CHO 2 , CH 3 COOH, NH 4 CH 3 CO 2 and / or ammonium oxalate, which can disintegrate and / or decompose into gaseous compounds at the latest during later calcining, can additionally be incorporated into the intimate dry mixture become).
- the intimate mixing of the starting compounds for the preparation of multimetallic oxide active compounds IV can be carried out in dry or in wet form. If it is carried out in dry form, the starting compounds are expediently used as finely divided powders and subjected to calcination after mixing and optionally compacting. Preferably, however, the intimate mixing takes place in wet form. Usually, the starting compounds are mixed together in the form of an aqueous solution and / or suspension. Particularly intimate dry mixtures are obtained in the described mixing process when starting exclusively from sources of the elementary constituents present in dissolved form.
- the solvent used is preferably water.
- the resulting aqueous mass is dried, wherein the drying process preferably by Sprüh ⁇ drying of the aqueous mixture with outlet temperatures of 100 to 15O 0 C follows.
- the multimetal oxide active compounds of the general formula IV can be used for the step "propylene ⁇ acrolein" molded in powder form as well as in certain catalyst geometries, wherein the shaping can be carried out before or after the final calcination.
- solid catalysts can be prepared from the powder form of the active composition or its uncalcined and / or partially calcined precursor composition by compacting to the desired catalyst geometry (eg by tableting, extruding or extrusion molding), where appropriate aids such as graphite or stearic acid as lubricant and / or form ⁇ tools and reinforcing agents such as microfibers of glass, asbestos, silicon carbide or potassium titanate can be added.
- Suitable Vollkatalysatorgeometrien are eg solid cylinder or hollow cylinder with an outer diameter and a length of 2 to 10 mm. In the case of the hollow cylinder, a wall thickness of 1 to 3 mm is expedient.
- the full catalyst may also have spherical geometry, wherein the ball diameter may be 2 to 10 mm.
- a particularly favorable hollow cylinder geometry is 5 mm ⁇ 3 mm ⁇ 2 mm (outer diameter ⁇ length ⁇ inner diameter), in particular in the case of full catalysts.
- the shaping of the pulverulent active composition or its pulverulent, not yet and / or partially calcined, precursor composition can also be effected by application to preformed inert catalyst supports.
- the coating of the carrier bodies for producing the coated catalysts is generally carried out in a suitable rotatable container, as described e.g. from DE-A 2909671, EP-A 293859 or from EP-A 714700 is known.
- the powder mass to be applied is expediently moistened for coating the carrier body and, after application, e.g. by means of hot air, dried again.
- the layer thickness of the powder mass applied to the carrier body is expediently chosen to be in the range 10 to 1000 ⁇ m, preferably in the range 50 to 500 ⁇ m and particularly preferably in the range 150 to 250 ⁇ m.
- carrier materials it is possible to use customary porous or non-porous aluminum oxides, silicon dioxide, thorium dioxide, zirconium dioxide, silicon carbide or silicates, such as magnesium silicate or aluminum silicate. They generally behave essentially inert with respect to the target reaction subject to the process according to the invention.
- the carrier bodies may be regularly or irregularly shaped, with preference being given to regularly shaped carrier bodies having a markedly formed surface roughness, for example spheres or hollow cylinders. Suitable is the use of substantially non-porous, surface roughness, spherical supports made of steatite whose diameter is 1 to 10 mm or up to 8 mm, preferably 4 to 5 mm.
- Ge is also suitable but the use of cylinders as a carrier body whose length is 2 to 10 mm and whose outer diameter is 4 to 10 mm.
- the wall thickness is usually from 1 to 4 mm.
- annular carrier body have a length of 2 to 6 mm, an outer diameter of 4 to 8 mm and a wall thickness of 1 to 2 mm.
- Particularly suitable according to the invention are also rings of geometry 7 mm ⁇ 3 mm ⁇ 4 mm (outer diameter ⁇ length ⁇ inner diameter) as the carrier body.
- the fineness of the catalytically active oxide masses to be applied to the surface of the carrier body is, of course, adapted to the desired shell thickness (compare EP-A 714 700).
- Multimetalloxidinmas- sen are also compounds of general formula V,
- Y 1 only bismuth or bismuth and at least one of the elements tellurium, antimony,
- Y 2 molybdenum or molybdenum and tungsten
- Y 3 an alkali metal, thallium and / or samarium
- Y 4 an alkaline earth metal, nickel, cobalt, copper, manganese, zinc, tin, cadmium and / or mercury,
- Y 5 iron or iron and at least one of the elements chromium and cerium
- Y 6 phosphorus, arsenic, boron and / or antimony
- Y 7 a rare earth metal, titanium, zirconium, niobium, tantalum, rhenium, ruthenium,
- a ' 0.01 to 8
- b' 0.1 to 30,
- c ' 0 to 4
- the chemical composition Y 1 a ' Y 2 b O X' the largest diameter (longest passing through the center of gravity of the area direct connection of two located on the surface (interface) of the area points) 1 nm to 100 microns, often 10 nm to 500 nm or 1 ⁇ m to 50 or 25 ⁇ m.
- Particularly advantageous multimetal oxide compositions V are those in which Y 1 is only bismuth.
- Z 2 molybdenum or molybdenum and tungsten
- Z 4 thallium, an alkali metal and / or an alkaline earth metal
- Z 5 phosphorus, arsenic, boron, antimony, tin, cerium and / or lead,
- Z 6 silicon, aluminum, titanium and / or zirconium
- Z 7 copper, silver and / or gold
- inert support materials come i.a. Also suitable as inert materials for dilution and / or delimitation of the corresponding Katalysator ⁇ fixed beds, or as their protective and / or the gas mixture auftropicende pouring.
- the heterogeneously catalyzed gas-phase partial oxidation of acrolein to acrylic acid as already stated, in principle all Mo and V containing multimetal masses come into consideration as active compositions, e.g. those of DE-A 10046928.
- X 1 W, Nb, Ta, Cr and / or Ce
- X 4 one or more alkali metals
- X 5 one or more alkaline earth metals
- X 6 Si, Al, Ti and / or Zr
- n a number determined by the valence and abundance of elements other than oxygen in VII
- X 1 W, Nb, and / or Cr
- X 2 Cu 1 Ni, Co, and / or Fe
- X 5 Ca, Sr and / or Ba
- X 6 Si, Al, and / or Ti
- n a number that is determined by the valence and frequency of the elements different from oxygen in VII.
- multimetal oxides VII according to the invention are those of the general formula VIII
- Y 5 Ca and / or Sr
- Y 6 Si and / or Al
- a ' 2 to 4
- b' I to 1.5
- c ' I to 3
- f O to 0.5
- g' O to 8
- n ' a number which is represented by the valency and frequency of oxygen-different elements in VIII is determined.
- multimetal oxide active compositions (VII) which are suitable according to the invention are known per se, e.g. The method disclosed in DE-A 4335973 or in EP-A 714700 is available.
- multimetal oxide active substances suitable for the step "acrolein ⁇ acrylic acid", in particular those of the general formula VII, can be prepared in a simple manner by using as appropriate intimate, preferably finely divided, stoichiometry from suitable sources of their elemental constituents correspondingly produced, dry mixture and this calcined at temperatures of 350 to 600 ° C.
- the calcination can be carried out both under inert gas and under an oxidative atmosphere such as air (mixture of inert gas and oxygen) as well as under reducing atmosphere (eg mixtures of inert gas and reducing gases such as H 2 , NH 3 , CO, methane and / or acrolein or the abovementioned reducing gases acting alone).
- Suitable sources of the elemental constituents of the multimetal oxide active compounds VII are those compounds which are already oxides and / or those compounds which can be converted into oxides by heating, at least in the presence of oxygen.
- the intimate mixing of the starting compounds for the preparation of multimetal oxide compositions VII can be carried out in dry or in wet form. If it takes place in dry form, the starting compounds are expediently used as finely divided powders and subjected to the calcination after mixing and optionally compacting. Preferably, however, the intimate mixing takes place in wet form.
- the starting compounds are mixed together in the form of an aqueous solution and / or suspension.
- Particularly intimate dry mixtures are obtained in the described mixing process when starting exclusively from sources of the elementary constituents present in dissolved form.
- the solvent used is preferably water.
- the resulting aqueous mass is dried, wherein the drying process preferably by Sprüh ⁇ drying of the aqueous mixture with outlet temperatures of 100 to 15O 0 C er ⁇ follows.
- the resulting multimetal oxide compositions in particular those of the general formula VII, can be used for the acrolein oxidation, shaped both in powder form and in particular catalyst geometries, wherein the shaping can take place before or after the final calcination.
- solid catalysts can be prepared from the powder form of the active composition or its uncalcined precursor composition by compacting to the desired catalyst geometry (for example by tableting, extruding or extruding), with optional aids such as graphite or stearic acid being used as lubricants and / or molding aids and reinforcements.
- desired catalyst geometry for example by tableting, extruding or extruding
- optional aids such as graphite or stearic acid being used as lubricants and / or molding aids and reinforcements.
- microfibers from glass, asbestos, silicon carbide or potassium titanate can zuge ⁇ sets.
- Suitable Vollkatalysatorgeometrien are eg solid cylinder or hollow cylinder with an outer diameter and a length of 2 to 10 mm. In the case of the hollow cylinder, a wall thickness of 1 to 3 mm is appropriate.
- the full catalyst can also have spherical geometry, wherein the ball diameter can be 2 to 10 mm (eg 8.2 mm or
- the shaping of the powdered active composition or its powdery, not yet calcined precursor composition can also be effected by application to preformed inert catalyst supports.
- the coating of the carrier bodies for the preparation of the coated catalysts is usually carried out in a suitable rotatable container, as e.g. from DE-A 2909671, EP-A 293859 or from EP-A 714700 is known.
- the layer thickness of the powder mass applied to the carrier body is expediently chosen to be in the range 10 to 1000 ⁇ m, preferably in the range 50 to 500 ⁇ m and particularly preferably in the range 150 to 250 ⁇ m.
- carrier materials it is possible to use customary porous or non-porous aluminum oxides, silicon dioxide, thorium dioxide, zirconium dioxide, silicon carbide or silicates, such as magnesium silicate or aluminum silicate.
- the carrier bodies can be regularly or irregularly shaped, with regularly shaped carrier bodies having a distinct surface roughness, for example spheres or hollow cylinders with a chip deposit, being preferred.
- Suitable is the use of substantially nonporous, surface rough, spherical steatite supports whose diameter is 1 to 10 mm or 8 mm, preferably 4 to 5 mm. That is, suitable ball geometries may have diameters of 8.2 mm or 5.1 mm.
- cylinders as support bodies whose length is 2 to 10 mm and whose outer diameter is 4 to 10 mm.
- the wall thickness is usually 1 to 4 mm.
- annular carrier body Preferably to be used annular carrier body have a length of 2 to 6 mm, an outside diameter from 4 to 8 mm and a wall thickness of 1 to 2 mm.
- Particularly suitable rings are also the geometry 7 mm x 3 mm x 4 mm (outer diameter x length x devis ⁇ diameter) as a carrier body.
- the fineness of the catalytically active oxide materials to be applied to the surface of the support body is, of course, adapted to the desired shell thickness (cf EP-A 714700).
- Multimetalloxidak- tivmassen are also compounds of general formula IX,
- Z 1 W, Nb, Ta, Cr and / or Ce
- Z 2 Cu, Ni, Co, Fe, Mn and / or Zn
- Z 3 Sb and / or Bi
- Z 6 Si, Al, Ti and / or Zr
- Z 7 Mo, W, V, Nb and / or Ta, preferably Mo and / or W.
- starting material 1 in finely divided form vor description (starting material 1) and then the vorge ⁇ formed solid starting material 1 in an aqueous solution, an aqueous suspension or in a finely divided dry mixture of sources of the elements Mo, V 1 Z 1 , Z 2 , Z 3 , Z 4 , Z 5 , Z 6 , the aforementioned elements in the stoichiometry D
- the multimetal IX in which the incorporation of the vorgebil ⁇ Deten solid starting material 1 into an aqueous starting material 2 is conducted at a temperature Tempe ⁇ ⁇ 70 0 C are preferred.
- a detailed description of the preparation of multimetal oxide compositions of V 1 catalysts includes, for example, EP-A 668104, DE-A 19736105, DE-A 10046928, DE-A 19740493 and DE-A 19528646.
- Multimetal oxide catalysts which are outstandingly suitable for the step "acrolein -> acrylic acid" are also those of DE-A 19815281, in particular with multimetal oxide active compounds of the general formula I of this document.
- full catalyst rings are used and for the step from acrolein to acrylic acid, shell catalyst rings are used.
- the carrying out of the first step of the partial oxidation, from propylene to acolein, can be carried out with the described catalysts, e.g. in a one-zone multi-contact fixed bed reactor, as described in DE-A 4431957.
- oxygen is used as the oxidizing agent. If N 2 is chosen as the inert diluent gas, the use of air as oxygen source proves to be particularly advantageous.
- the volume (NI) ratio is 1: (1.0 to 3.0) :( 5 to 25), preferably 1: (1, 7 to 2 , 3) :( 10 to 15) worked.
- the reaction pressure is usually in the range of 1 to 3 bar and the total space load is preferably 1500 to 4000 or 6000 Nl / I « h or more.
- the propylene load is typically 90 to 200 Nl / lh or 300 Nl / lh or more.
- the single-zone multiple contact tube fixed bed reactor is fed with the feed gas mixture from above.
- a heat exchange agent is advantageously a molten salt, preferably consisting of 60 wt .-% potassium nitrate (KNO 3 ) and 40 wt% sodium nitrite (NaNO 2 ), or from 53 wt .-% potassium nitrate (KNO 3 ), 40 wt .-% Sodium nitrite (NaNO 2 ) and 7 wt .-% sodium nitrate (NaNO 3 ) used.
- KNO 3 potassium nitrate
- NaNO 2 sodium nitrite
- NaNO 3 sodium nitrate
- molten salt and reaction gas mixture Viewed over the reactor molten salt and reaction gas mixture can be performed both in DC and in countercurrent.
- the molten salt itself is preferably guided meander-shaped around the catalyst tubes.
- contact tubes are flown from top to bottom, it is expedient to feed the contact tubes from the bottom to the top with catalyst as follows (for the flow from bottom to top, the feed sequence is appropriately reversed):
- a pouring device made of inert material (section A), which is preferably chosen such that it causes the lowest possible pressure loss.
- section C is undiluted.
- the aforementioned feed variant is particularly useful if, as catalysts, catalysts according to Example 1 of DE-A 10046957 or according to Example 3 of DE-A 10046957 and as inert material rings of steatite with the geometry 7 mm ⁇ 7 mm ⁇ 4 mm (outside diameter x Height x inner diameter) can be used.
- catalysts according to Example 1 of DE-A 10046957 or according to Example 3 of DE-A 10046957 and as inert material rings of steatite with the geometry 7 mm ⁇ 7 mm ⁇ 4 mm (outside diameter x Height x inner diameter) can be used.
- the statements made in DE-A 4431957 apply.
- the carrying out of the first step of the partial oxidation, from propylene to acolein can also be carried out with the catalysts described, for example, in a two-zone, multichannel fixed-bed reactor, as described in DE-A 19910506.
- the propene conversion achieved with a single pass is normally> 90 mol% or> 95 mol%.
- the implementation of the second step of the partial oxidation, from acrolein to acrylic acid can be carried out with the described catalysts, for example in a one-zone multiple contact tube fixed bed reactor, as described in DE-A 4431949.
- the product mixture of propylene partial oxidation to acrolein as such if appropriate after intermediate cooling thereof), ie, without secondary component removal, is passed into the acrolein oxidation to give acrylic acid.
- the oxygen required for the second step of the partial oxidation is preferably added as air and as a rule is added directly to the product gas mixture of the propylene partial oxidation (but it may also already be present in the reaction gas starting mixture for the propylene partial oxidation).
- the feed gas mixture of such acrolein partial oxidation is then composed as follows: acrolein: oxygen: water vapor: inert gas volume ratio (Nl) of 1: (1 to 3) :( 0 to 20) :( 3 to 30), preferably from 1 : (1 to 3) :( 0.5 to 10) :( 7 to 18).
- the reaction pressure is usually 1 to 3 bar and the Monraumbe ⁇ load is preferably 1000 to 3800, or 4800 Nl / Ih or more.
- the acrolein load is typically 80 to 190, or 290 Nl / l » h or more.
- the single-zone multiple contact tube fixed bed reactor with the feed gas mixture is likewise flowed in from above.
- the heat exchange medium is also used in the second stage in an expedient manner, a molten salt, preferably from 60% by weight potassium nitrate (KNO 3) and 40 wt .-% of sodium nitrite (NaNO 2) or from 53 wt .-% Ka ⁇ liumnitrat (KNO 3 ), 40 wt .-% sodium nitrite (NaNO 2 ) and 7 wt .-% sodium nitrate (NO NO 3 ) consisting used.
- KNO 3 potassium nitrate
- KNO 3 Ka ⁇ liumnitrat
- 40 wt .-% sodium nitrite (NaNO 2 ) and 7 wt .-% sodium nitrate (NO NO 3 ) consisting used.
- Viewed over the reactor molten salt and reaction gas mixture can be performed both in DC and in countercurrent.
- section C is undiluted.
- section B can also consist of two successive catalyst dilutions (for the purpose of minimizing hotspot concentrations). temperature and hot spot temperature sensitivity). From bottom to top first with up to 20 wt .-% inert material and then with> 20 wt .-% to 50 or 40 wt .-% inert material. The section C is then preferably undiluted.
- the aforementioned feed variant is particularly useful if, as catalysts, those according to Preparation Example 5 of DE-A 10046928 or such DE-A 19815281 and as inert material rings of steatite with the geometry 7 mm x 7 mm x 4 mm or 7 mm x 7 mm x 3 mm (outer diameter x height x inner diameter).
- the statements made in DE-A 44 319 49 apply. It is usually chosen so that the acroleinimplement obtained in single pass is normally> 90 mol%, or> 95 mol% or ⁇ 99 mol%.
- the performance of the second step of the partial oxidation, from acrolein to acrylic acid, can also be carried out with the described catalysts, however, e.g. in a two-zone multi-contact fixed-bed reactor, as described in DE-19910508. For acrolein sales the above applies. Also in the case of carrying out this second step in a two-zone Dahlberg fixed bed reactor is useful for generating the feed gas mixture directly the product gas mixture directed to the first step partial oxidation (possibly after the intermediate cooling of the same) use (as described above).
- the oxygen required for the second step of the partial oxidation is preferably added as air and in the second case is added directly to the product gas mixture of the first step of the partial oxidation.
- the einbad ⁇ temperature of LearnCountrohrreaktoren for the first step of the partial oxidation of propylene to acrylic acid is generally 300 to 400 0 C.
- the salt bath temperature of Kremmrohrreaktoren for the second step of the partial oxidation of propylene to acrylic acid, the partial oxidation of acrolein to acrylic acid is usually 200 to 350 0 C.
- both steps of the partial oxidation of propylene to acrylic acid but also as described in DE-A 10121592 can be carried out in a reactor on a feed.
- part of the feed gas mixture for the first step can be from the partial oxidation coming cycle gas (residual gas).
- a gas containing molecular oxygen which remains after the target product separation (acrolein and / or acrylic acid removal) from the product gas mixture of the partial oxidation and partly as an inert diluent gas in the feed for the first and / or or optionally second step of the partial oxidation of propylene to acrolein and / or acrylic acid can be recycled.
- propane, molecular oxygen and optionally unreacted propylene-containing cycle gas are recycled exclusively in the manner according to the invention into the reaction zone A of the process according to the invention.
- a partial oxidation according to the invention can be carried out by first passing a reaction gas mixture over the catalyst charge which contains no oxygen.
- the oxygen required for the partial oxidation is made available as lattice oxygen.
- an oxygen-containing gas for example air, oxygen-enriched air or air depleted in oxygen
- the catalyst bed is regenerated so as to subsequently be available again for a reaction mixture free of oxygen, etc.
- the two oxidation zones are preferably realized in the form of two tube bundle systems connected in series. These can be located in a reactor, with the transition from one tube bundle to the other tube bundle being formed by a bed of inert material that is not accommodated in the contact tube (expediently passable). While the catalyst tubes are usually lapped by a heat transfer medium, this does not reach an inert bed attached as described above.
- the two Kunststoffrohrbün ⁇ del housed in spatially separate reactors.
- an intercooler is located between the two tube bundle reactors in order to reduce any subsequent acrolein afterburning in the product gas mixture leaving the first oxidation zone.
- plate heat exchange reactors with salt and / or boiling cooling as e.g. DE-A 19 929 487 and DE-A 19 952 964 describe be used.
- the reaction temperature in the first oxidation zone is generally from 300 to 450 0 C, preferably at 320 to 39O 0 C.
- the reaction temperature in the second Oxidati ⁇ onszone is usually at 200 to 37o 0 C, frequently from 220 to 330 0 C.
- the reaction pressure in both oxidation zones is advantageously 0.5 to 5, advantageously 1 to 3, bar.
- the load (Nl / lh) of the oxidation catalysts with reaction gas in both oxidation zones is frequently 1500 to 2500 h-1 or up to 4000 h-1.
- the loading with popylene can be 100 to 200 or 300 and more Nl / lh.
- the two oxidation zones in the method according to the invention can be designed as e.g. DE-A 19 837 517, DE-A 19 910 506, DE-A 19 910 508 and DE-A 19 837 519 are described.
- the external temperature control in the two oxidation zones if appropriate in multi-zone reactor systems, is customarily adapted to the specific reaction gas mixture composition and catalyst feed in a manner known per se.
- the molecular oxygen required for the reaction zone B required according to the invention as an oxidizing agent can be added to the feed gas mixture of the propylene oxidation stage in be added in advance to its total amount.
- oxygen after the propylene oxidation stage is preferred in acrylic acid production.
- a molar ratio of propylene: molecular oxygen of 1: 1 to 3, frequently 1: 1, 5 to 2 is set.
- Similar numerical values are suitable for the acrolein molar ratio: molecular oxygen in the second oxidation zone (1: 0.5 to 1.5 would be preferred) for the partial oxidation of acrolein to acrylic acid.
- an excess of molecular oxygen generally has an advantageous effect on the kinetics of the gas phase oxidation.
- the thermodynamic conditions in reaction zone B are essentially unaffected by the molar reactance ratio, since the heterogeneously catalyzed gas phase partial oxidation of propylene to acrylic acid undergoes kinetic control. In principle, therefore, e.g. in the first oxidation zone and the propylene over the molecular oxygen are presented in molar excess. In this case, the excess propylene actually assumes the role of a diluent gas.
- the heterogeneously catalyzed gas phase partial oxidation of propylene to acrylic acid but also in a single oxidation zone can be realized.
- both reaction steps follow in an oxidation reactor which is charged with a catalyst capable of catalyzing the reaction of both reaction steps.
- the catalyst charge within the oxidation zone along the reaction coordinate can change continuously or abruptly.
- a procedure which does not require such a separation will be chosen.
- the source of the molecular oxygen required in the at least one partial oxidation which is added to the product gas mixture A 'before it is used to charge the reaction zone B, is both pure molecular oxygen and inert gas such as CO 2 , CO, noble gases , N 2 and / or saturated hydrocarbons diluted molecular oxygen or nitric oxide into consideration.
- air will be used as the oxygen source at least to cover a partial requirement of molecular oxygen.
- reaction zones A, B will normally be accompanied by a reduction in the catalyst quality (in particular activity and selectivity) of the catalysts used in both reaction zones.
- this can be counteracted by regenerating the respective catalyst bed from time to time (for this purpose, for example, residual gas can also be passed over the respective catalyst bed of the oxidation catalysts at elevated temperature), as described, for example, in the documents DE -A 10351269, DE-A 10350812 and DE-A 10350822 beschrie ⁇ ben.
- the reaction temperature can be increased over the operating period to compensate for a reduced catalyst activity.
- a pressure control device in the simplest case a throttle device, eg a throttle valve or a swirl regulator
- a pressure regulating device can also be located behind only one of the mentioned zones, ie in principle it is completely sufficient to introduce the pressure regulating device somewhere in the further flow path of the reaction gas, from where the pressure increase due to backflow into the reaction zone
- Typical aforementioned pressure increases (which can be carried out continuously according to the deactivation but also discontinuously) can be up to 3000 mbar and more over the course of the operating time.
- the product gas mixture B leaving the reaction zone B according to the invention is generally composed essentially of the target product acrolein or acrylic acid or its mixture with acrolein, unreacted molecular oxygen, propane, unreacted propylene , molecular nitrogen, water vapor by-produced and / or as diluent gas, by-products and / or diluent carbon oxides, as well as small amounts of other lower aldehydes, lower alkanecarboxylic acids (eg acetic acid, formic acid and propionic acid) and maleic anhydride, benzaldehyde, aromatic Carboxylic acids and aromatic carboxylic acid anhydrides (eg phthalic anhydride and Benzoic acid), optionally further hydrocarbons, such as C4 hydrocarbons (eg butene-1 and possibly other butenes), and other inert diluent gases.
- lower aldehydes lower alkanecarboxylic acids (eg acetic acid, formic acid
- the target product can be separated from the product gas mixture B in a conventional manner in a separation zone B (for example by partial or complete and ge ⁇ optionally fractional condensation of acrylic acid or by absorption of acrylic acid in water or in a high-boiling hydrophobic organic Lö ⁇ or solvent Absorption of acrolein in water or in aqueous solutions of lower carboxylic acids and subsequent work-up of the condensates and / or absorbates; according to the invention, the product gas mixture B is preferably fractionally condensed, cf., for example, EP-A 1388533, EP-A 1388532, DE-A 10235847, EP A 792867, WO 98/01415, EP-A 1015411, EP-A 1015410, WO 99/50219, WO 00/53560, WO 02/09839, DE-A 10235847, WO 03/041833, DE-A 10223058, DE A 10243625, DE-A 10336386, EP-A
- An acrylic acid separation can also be carried out as described in EP-A 982287, EP-A 982289, DE-A 10336386, DE-A 10115277, DE-A 19606877, DE-A 19740252, DE-A 19627847, US Pat DE-A 10053086 and EP-A 982288 are made.
- EP-A 982287, EP-A 982289, DE-A 10336386, DE-A 10115277, DE-A 19606877, DE-A 19740252, DE-A 19627847, US Pat DE-A 10053086 and EP-A 982288 are made.
- Preferably, as in Fig. 7 of WO / 0196271 or in the embodiments of the present application is separated.
- a common feature of the abovementioned separation processes is (as already mentioned above) that at the top of the respective separation internals Trenn ⁇ column, in the lower part of the product mixture B, usually after prior direct and / or indirect cooling thereof, supplied, usually a residual gas stream (Main residual gas) remains, which contains essentially those constituents of the product gas mixture B, the boiling point at atmospheric pressure (1 bar) ⁇ -3O 0 C (ie, the hardly condensable or volatile constituents).
- the less volatile constituents of the product gas mixture B, including the respective target product normally accumulate in the condensed phase.
- the residual gas components are primarily propane, optionally in the reaction zone B unreacted propylene, molecular oxygen and often in the reaction zones A, B used inert diluent gases, preferably in particular nitrogen and carbon dioxide. Depending on the separation process used, water vapor can only be present in the residual gas only in traces or in amounts of up to 20% by volume or more.
- at least one (preferably (main) residual gas composition comprising) propane, molecular oxygen and optionally (in the reaction zone B) unreacted propylene containing subset (preferably the total amount, but optionally also only half, or two thirds , or three-quarters of this total) is recycled as a propane-containing feed stream in the reaction zone A.
- (Main) residual gas subsets can also, as already described, recycled into the reaction zone B and / or burned for the purpose of energy production.
- reaction zone A As far as they are free of molecular oxygen, they can generally be recycled to the reaction zone A as a constituent of the reaction gas starting mixture of the reaction zone A after compression. Also, their recycling to the reaction zone A can take place elsewhere if they are substantially free of molecular oxygen.
- the separation zone B 1 which may comprise an interconnection of several separation columns and optionally other separators different from columns, takes place in the reaction zone A 1 at continuous execution of the method according to the invention as a continuous reaction of propane to acrylic acid and / or acrolein.
- the advantageousness of the procedure according to the invention is given both at low ( ⁇ 30 mol%) and at high ( ⁇ 30 mol%) dehydrogenation conversions (relative to a single pass of the reaction gas mixture through the reaction zone A).
- This is essentially due to the fact that with high dehydrogenation rates in the Re-
- high propylene proportions in the product gas mixture A and, as a result, also increased propylene streams in the feed gas mixture of the reaction zone B are associated with this.
- the latter normally leads to increased residual oxygen flows in the (main) residual gas, which in turn are suitable for burning the increased amounts of hydrogen associated with the increased dehydrogenation conversions in the reaction zone A.
- the method according to the invention includes a so self-optimizing control mechanism.
- the hydrogen stream in the reaction gas mixture of reaction zone A at the feed point for the residual gas to be returned to reaction zone A is in an at least stoichiometric ratio to the oxygen stream in the recycled residual gas.
- the process according to the invention can be used in a corresponding manner if partial ammoxidation of propene to acrylonitrile is carried out in reaction zone B. It is also applicable correspondingly if in the reaction zone A the propane is replaced by isobutane and the resulting isobutene is partially oxidized in the reaction zone B to methacrolein and / or methacrylic acid in a corresponding manner.
- the dehydrogenation stage consisted of three identical tubular reactors connected in series, which were charged in identical manner with dehydrogenation catalyst.
- the single tube reactor was a steel tube (stainless steel of DIN material number 1.4841) of length 1300 mm, the wall thickness 3.6 mm and the inner diameter 53.1 mm.
- the tubular reactors were flowed through from the reaction gas mixture from top to bottom.
- each tube reactor was a carrier rack made of the same stainless steel.
- the bottom of the rack was filled with the following load:
- each of the tube reactors in the sense of an adiabatic distance on a length of 600 mm in two pairs of thermally insulating half-shells (thickness of a half-shell 25 mm) made of MPS-Super G Microtherm in DE, the order 90 ° staggered one above the other were introduced Scheme ⁇ introduced.
- thermowell a 1370 mm long thermowell was inserted centrally into each reaction tube (outer diameter: 6 mm, inner diameter: 4 mm), into which a multiple thermocouple (from the lower reactor end upwards every 4 cm, a total of 10 measuring points, thickness 3.2 mm) was introduced.
- the reaction gas mixture was preheated to the inlet temperature of the subsequent tubular reactor and at the same time ideally mixed.
- the heater tubes stainless steel of DIN material number 1.4841, wall thickness 3.6 mm, inner diameter 53.1 mm
- the connection between heater and tubular reactors was accomplished by means of thermally insulated stainless steel tubes with standard thermal insulation materials (stainless steel of DIN material number 1.4841, outer diameter 21.3 mm, inner diameter 16.1 mm, length approx. 700 mm).
- the first dehydrogenation reactor was a reaction gas starting mixture of 395 g / h of crude propane (first propane-containing feed stream), 500 g / h of water and 3649 g / h (total) residual gas as a cycle gas (second propane-containing feed stream) having a temperature of 400 0 C. and fed to a pressure of 2.8 bar.
- the composition of the crude propane and all other gas compositions was determined by gas chromatography [HP 6890 with Chem-Station, detectors: FID, WLD 1 separating columns: Al 2 O 3 / KCL (Chrompack), Carboxen 1010 (Supelco)] ,
- this gas was previously condensed out of the gas chromatographic analysis by cooling and, if appropriate, depressurization in a water separator.
- the uncondensed gas was analyzed and this dry calculated gas (ie, the amount of water vapor contained in the actual gas mixture to be analyzed remained unconsidered) relates to all data.
- the reaction gas starting mixture was produced in an evaporator, which was upstream of the first heater.
- the evaporator itself was also designed as a Erhit ⁇ zer. It was 395 g / h gaseous crude propane (65 ° C, 5 bar), 3649 g / h (total) residual gas (cycle gas) (50 0 C, 2.8 bar) and 500 g / h of water (20 0 C , 3 bar).
- the heating of the evaporator was controlled to a gas mixture exit temperature of 200 0 C.
- the evaporator was connected to the first heater in a similar manner as the reactors were connected to the heater.
- the heating of the first heater was controlled so that the gas mixture passed from the evaporator to the first heater left the first heater at a temperature of 400 ° C. (the wall temperature required for this was about 440 ° C.). Then it became the reaction gas starting mixture is passed into the first tubular reactor and further heated in the preheating section thereof to a reaction zone inlet temperature of 423.3 ° C.
- the temperature of the reaction gas mixture passed through while passing through the ers ⁇ th tubular reactor a maximum (hot-spot temperature referred to) of 549.1 0 C (the details given herein quantitative information relating to the operating condition after 200 hours of operation, in the further course of the operation of the various Tempe ⁇ were followed so that the conversion and the space-time yield related to one-off operation remained essentially constant, and the same was already done during the first 200 operating hours), which gradually increased during the course of the continuous operation of the pilot plant Catalyst deactivation in the flow direction migrated (the migration rate was about 0.03 mm / h).
- the reaction gas mixture leaving the first dehydrogenation reactor had the following contents:
- reaction gas mixture by means of the electrical Beauchungs solicitkei ⁇ of the heater (wall temperature ca.480 ° C) and the preheating of the nachfol ⁇ constricting th (third) reaction tube (wall temperature of about 480 0 C) 0 to 464 C (inlet. 3 Reaction zone).
- the pressure of the reaction gas mixture at this point was 2.5 bar.
- the total dehydrogenation reaction of the propane was 19.83 mol%.
- the product gas mixture from the dehydrogenation can also be first cooled by warming the product gas mixture in an indirect heat exchanger (eg in a Rohrbün ⁇ delffleter in cocurrent or in countercurrent) to the dehydrogenating reaction gas starting mixture (to 400 0 C).
- the envisiongas ⁇ mixture of dehydrogenation cools from about 500 0 C to approximately 200 to 300 ° C from.
- Further cooling of the product gas mixture of the dehydrogenation stage can take place in that it is used in an indirect heat exchanger to heat up the starting gas mixture for the partial oxidation of the propene produced in the dehydrogenation stage, which will be described below, and / or that it is used for this purpose in the further to be described absorber exhaust gas cooling in the, preferably two-stage, expand the same aus ⁇ equalize by means of expansion turbines, or to compensate by preheating.
- the product gas mixture is at a temperature of about 180 0 C. Subsequently, by means of air and / or surface water cooler to a tempera ture in the range of 30 0 C to 60 ° C are cooled.
- the compression was carried out in two stages in order to avoid excessive compression temperatures (this purpose was already served by the previously carried out cooling, and the steam separation additionally relieves the compressor power to be expended).
- the first stage was compressed to a pressure of 4 to 4.5 bar.
- the outlet temperature of the gas mixture was about 115 ° C. when leaving the compressor.
- the second compressor stage was compressed from a pressure of about 4 bar to a final pressure of 10 to 13 bar.
- the exit temperature when leaving the compressor was about 126 ° C.
- the absorption column consisted of stainless steel 1.4571.
- the column inside diameter was 80 mm, the wall thickness was 4 mm and the column length was 1.70 m.
- the exhaust gas stream conducted from the absorption column for combustion still contained 1700 ppm by volume of propane and 400 ppm by volume of propene.
- this waste gas stream is conducted into the combustion via an expander (for example an expansion turbine) in order to recover the majority of the compression power used in the two-stage compression and to recycle it into the two-stage compression.
- the expansion is also carried out in two stages in order to avoid undesired condensation.
- the mechanical energy obtained during the relaxation can be used both directly as a co-drive or main drive for one of the compressors and / or for the generation of electricity.
- the expanded absorber off-gas Before the expanded absorber off-gas is conducted for combustion, it may be technically expedient to separate off the hydrogen contained therein. This can e.g. be carried out by passing the exhaust gas through a, usually designed to a tube, membrane, which is Vietnamese ⁇ only for the molecular hydrogentechnik ⁇ casual.
- the thus separated molecular hydrogen may e.g. be recycled into the heterogeneously catalyzed dehydrogenation or other utilization (for example, in fuel cells) are supplied.
- the hydrogen separation can also be carried out by partial condensation, adsorption and / or rectification (preferably under pressure, for example as pressure swing adsorption). From an industrial point of view, it is generally expedient to guide the absorber offgas through the sour water to be described below in order to narrow it.
- the absorbate contained the following contents (wt .-% based on the weight of Absorbat):
- the absorbate was passed to the head of the subsequent desorption column, it was heated in an indirect heat exchanger to 36 to 37 0 C.
- the liquid effluent from the desorption column was used, which had a temperature of 37 0 C.
- the absorbate (this can be carried out, for example, in an inverse pump or mit ⁇ means of a valve) to a pressure of 2.5 to 3 bar relaxed (in the case of the inverse pump thereby released mechanical energy is expedient for recompression of in the desorption column freed absorbent used mit ⁇ ) and led the two-phase mixture produced at the head in the Desorpti ⁇ onskolonne.
- the absorbent which was removed from the desorption column and essentially freed from desorbed components was cooled by indirect heat exchange with absorbate, compressed to the pressure required in the absorption column, by repeated indirect heat exchange (industrially expedient with surface water) to 30 Cooled 0 C and then returned to the top of the absorption column.
- the desorption column contained structured sheet metal packings from Montz (Montz BSH-750, specific surface area 750 m 2 / m 3 ).
- Montz Montz BSH-750, specific surface area 750 m 2 / m 3
- the gas stream passed from the desorption column was washed with water. That is, it was passed through a packing element from Montz (Montz BSH-750, specific surface area 750 m 2 / m 3 ), in countercurrent to the water (70 l / h) at a temperature of 18 ° C. was given.
- a catch bottom (chimney tray) attached, from which the aqueous phase could be led out.
- phase separator In a phase separator, it was separated into an aqueous phase and an organic phase. The very small amount of organic phase was combined with the recirculated to the top of the absorption column absorbent stream. The aqueous phase was recooled and replenished with fresh water (to compensate for evaporation losses) placed back on the packing element. Washing was carried out on the desorption column.
- the scrubbed gas stream was removed via mechanical drip separators (separated liquid phase is recycled to the scrubbing) with the following contents (if the dehydrogenation conversion in the reaction zone A is higher, the subsequent propene content may also be 8 to 12 vol.
- the washed gas stream may also contain 15% by volume of propane, 10% by volume of propene and 14.5% by volume of O 2 ):
- Heat exchange medium used molten salt consisting of
- Reactor Consists of a double-walled stainless steel cylinder (cylindrical guide tube surrounded by a cylindrical outer container). The wall thicknesses were anywhere from 2 to 5 mm.
- the inner diameter of the outer cylinder was 168 mm.
- the inner diameter of the guide tube was about 60 mm.
- the double-walled cylinder was closed off by a cover or bottom.
- the contact tube was guided by the cylindrical guide tube in zylind ⁇ rischer container housed so that it was led out at the upper or lower end of the same (sealed) through the lid or bottom in each case by 250 mm.
- the heat exchange medium was enclosed in the cylindrical container.
- the heat exchange medium was circulated by bubbling nitrogen into the cylindrical container.
- the heat exchange medium was conveyed in the cylindrical guide tube from bottom to top, and then in
- Reactor charge Viewed over the reactor, molten salt and reaction gas mixture were passed in countercurrent. The reaction gas mixture entered the top of the reactor. It was in each case conducted at a temperature of 25O 0 C in the reaction tube.
- the difference between T and T of was about 2 0 C.
- Contact tube feed Section A: 50 cm in length (from top to bottom) Prefill made of steatite rings (Steatite C 220 from Ceram.Tec) with the geometry 7 mm x 7 mm x 4 mm (outside diameter x length x inside diameter).
- Section B 100 cm in length
- Section C 170 cm in length
- Section D 50 cm in length
- Second fixed bed reactor for the step of partial oxidation of acrolein to acrylic acid
- a fixed bed reactor identical to that used for the first step was used. Salt melt and reaction gas mixture were conducted over the reactor viewed in DC. The salt melt entered at the bottom, the reaction gas mixture eben ⁇ if.
- the contact tube charge (from bottom to top) was:
- Section A 20 cm in length
- Section B 100 cm in length
- Section C 200 cm in length
- Section D 50 cm in length
- the second reactor was loaded with about 3850 g / h of feed gas mixture.
- T with " tel is as defined for the first fixed bed reactor and was 274 ° C.
- the propene conversion in the first reactor was 97.7 mol% and the acrolein conversion in the second reactor was 99.4 mol%.
- the catalysts used in the two reaction stages can also be replaced by the catalysts used in the examples of DE-A 10351269.
- the catalyst of the first reaction stage can also be replaced by the catalysts of the examples and comparative examples of DE-A 10344149.
- the catalyst of the second reaction stage can also be replaced by the catalysts of the examples of DE-A 10360057 and DE-A 10360058.
- the hot product gas mixture (the product gas mixture B) by injection of a quench liquid (containing 57.4 wt .-% diphenyl ether, 20.7 wt .-% diphenyl and 20 wt .-% o-dimethyl phthalate) the temperature of 140 to 150 0 C, which was also used as an absorbent, cooled to about 180 0 C.
- a quench liquid containing 57.4 wt .-% diphenyl ether, 20.7 wt .-% diphenyl and 20 wt .-% o-dimethyl phthalate
- the quench liquid was collected, withdrawn and sprayed back into the upper part of the quench vessel via a heat exchanger in which it was recooled.
- the product gas mixture was fed to the direct cooler immersed in the collected quench liquid.
- the cooled product gas mixture then flowed into the subsequent absorption column.
- the cooled product gas mixture was passed into the absorption column above the bottom.
- the absorption column was 5200 mm long, had an internal diameter of 50 mm and contained Kuehni (CH) Rombopak 9M packages.
- the absorption column was made of glass and, for reasons of tempering, had a segmented glass double jacket.
- the absorption column was operated at a top pressure of 1.35 bar.
- the glass double jacket was divided into five subdivides the separate segments over which the desired temperature profile has been embossed.
- 3rd segment 950 mm in length, approx. 6O 0 C; 4th segment, 950 mm long, 50-55 ° C;
- a collecting tray from which water-rich condensate (sour water) was drawn off. It was cooled to 20 0 C via a heat exchanger via the topmost pack in the absorption column recycled and discharged the excess amount (the reaction water) with controlled level. The discharged amount of acid water was fed to a phase separator. The organic phase was fed back into the absorption column via the second packing, and the aqueous phase was disposed of. Immediately below the collecting tray wur- the 3.5 l / h absorption liquid with a temperature of 40 0 C abandoned.
- water-rich condensate sour water
- the (main) residual gas was heated to 40 0 C (to exclude unwanted condensation), by means of a compressor KNF Neuberger type PM 17739-1200 (industrially driven by an electric motor turbo compressor, for example of the type 12MH4B, the Fa Mannesmann DEMAG, DE) was compressed to 2.75 bar and recycled as recycle gas fraction (as the first portion of the (total) residual gas) into the reaction zone A to charge the first dehydrogenation reactor.
- KNF Neuberger type PM 17739-1200 industrially driven by an electric motor turbo compressor, for example of the type 12MH4B, the Fa Mannesmann DEMAG, DE
- the bottoms discharge (it may first be subjected to stripping as described in DE-A 10336386 with a partial amount of residual gas (preferably previously essentially free of acrylic acid), the stripping gas loaded can then be described as described in DE-A 10336386 recirculated to the absorption column) was passed to the top of a stripping column (50 mm inner diameter, 2000 mm length, made of glass, double jacket for the purpose of tempering (15O 0 C), 20 sieve trays (hole diameter 6.5 mm, triangular division).
- a stripping column 50 mm inner diameter, 2000 mm length, made of glass, double jacket for the purpose of tempering (15O 0 C), 20 sieve trays (hole diameter 6.5 mm, triangular division).
- the gas escaping from the sour-water quench was recycled as further propane and unreacted propylene-containing residual gas after compression as a further cycle gas portion (second portion of the (total) residual gas) to feed the first dehydrogenation reactor in the reaction zone A.
- the (total) residual gas was compressed to a pressure of 4 bar and operated with the thus compressed (total) residual gas as a propulsion jet jet pump, the conveying direction of the propellant jet through a mixing section and a diffuser to 3 bar relaxed propulsion jet in the
- the first stoker upstream Ver ⁇ steamer and the suction nozzle in the direction of a flow half of the product mixture A had and the connection "suction port - mixing section -Diffusor" the allei ⁇ nige connection between the founded alone of the product mixture A and the first heater upstream evaporator ,
- the dehydrogenation stage consisted of three identical tubular reactors connected in series, which were charged in identical manner with dehydrogenation catalyst.
- the single tube reactor was a steel tube (stainless steel of DIN material number 1.4841) with a length of 1300 mm, a wall thickness of 3.6 mm and the inside diameter 53.1 mm.
- the tubular reactors were flowed through from the reaction gas mixture from top to bottom.
- each tubular reactor was a tray made of the same stainless steel.
- the bottom of the rack was filled with the following load:
- Length (gauss distributed in the range of 3 mm to 12 mm with maximum at about 6 mm): 6 mm, diameter: 2 mm) in the elemental stoichiometry (mass ratios including support) Pto, 3 Sno, 6 La 3t oCso, 5 Ko , 2 (ZrO 2 ) 88 , 3 (SiO 2 ) 7 , 1 (catalyst precursor preparation and activation to the active catalyst as in Example 4 of DE-A 10 219 879).
- the heater tubes stainless steel of DIN material number 1.4841, wall thickness 3.6 mm, inner diameter 53.1 mm
- the connection between heater and tubular reactors was accomplished by means of thermally insulated stainless steel tubes with standard thermal insulation materials (stainless steel of DIN material number 1.4841, outer diameter 21.3 mm, inner diameter 16.1 mm, length approx. 700 mm).
- the first dehydrogenation reactor was a reaction gas starting mixture of 300 g / h crude propane (first propane-containing feed stream), 375 g / h of water and 3768 g / h (total) residual gas as a cycle gas (second propane-containing feed stream) having a temperature of 400 0 C. and a pressure of 2.6 bar absolute supplied (inlichni ⁇ rule operation, the input pressure would be appropriate about 0.5 bar higher selected to account for the increased pressure loss (due to higher flow rates) in the reaction zone A).
- the composition of the crude propane and all other gas compositions was determined by gas chromatography [HP 6890 with Chem-Station, detectors: FID, WLD, separating columns: Al 2 O 3 / KCL (Chrompack), Carboxen 1010 (Supelco)] ,
- gas chromatography HP 6890 with Chem-Station, detectors: FID, WLD, separating columns: Al 2 O 3 / KCL (Chrompack), Carboxen 1010 (Supelco)]
- this was condensed in advance in the gas chromatographic analysis by cooling and, if appropriate, depressurization in a water separator.
- the uncondensed remaining gas became and analyzed for this dry calculated gas (ie, the amount of water vapor contained in the gas mixture actually analys ⁇ remained unconsidered) relate all information.
- the reaction gas starting mixture was produced in an evaporator, which was upstream of the first heater.
- the evaporator itself was also designed as a Erhit ⁇ zer. It was 300 g / h gaseous crude propane (65 ° C, 5 bar), 3768 g / h (total) residual gas (circulating gas) (50 0 C 1 2.8 bar) and 375 g / h of water (2O 0 C. , 3 bar).
- the heating of the evaporator was controlled to a gas mixture exit temperature of 200 0 C.
- the evaporator was connected to the first heater in a similar manner as the reactors were connected to the heater.
- the heating of the first heater was controlled so that the light guided from the evaporator into the first heater gas mixture leaving the first heater with a temperature of 400 0 C (the required to wall temperature was about 44O 0 C). Then, the reaction gas starting mixture was conducted in the first tubular reactor and in the same Vor ⁇ heating line further heated to a reaction zone inlet temperature of 46o C 0.
- the temperature of the reaction gas mixture passed through while passing through the ers ⁇ th tubular reactor a maximum (hot-spot temperature referred to) of 549.1 0 C (the details given herein quantitative information relating to the operating condition after 200 hours of operation, in the further course of the operation of the various Tempe ⁇ were followed so that the conversion and the space-time yield related to one-off operation remained essentially constant, and the same was already done during the first 200 operating hours), which gradually increased during the course of the continuous operation of the pilot plant Catalyst deactivation in the flow direction migrated (the migration rate was about: 0.03 mm / h).
- the reaction gas mixture leaving the first dehydrogenation reactor had the following contents:
- reaction gas mixture by means of the electrical Beauchungs solicitkei ⁇ the heater th (wall temperature of about 54O 0 C) and the preheating zone (about 56o 0 C wall temperature) to 465 ° C (entry 2 the reaction zone) heated the nachfol ⁇ constricting (second) reaction tube ,
- the pressure of the reaction gas mixture at this point was 2.56 bar.
- the temperature of Reakti ⁇ underwent onsgasgemischs a maximum of about 560 0 C, which in the course of the continuous loading of the drive test plant as a result of gradual catalyst deactivation in the direction of flow migrated (the migration rate was approximately 0.1 mm /H).
- the reaction gas mixture leaving the second dehydrogenation reactor had the following contents:
- reaction gas mixture by means of the electrical Beauchungs solicitkei ⁇ the heater th (wall temperature of about 54O 0 C) and the preheating of the nachfol ⁇ constricting (third) reaction tube (wall temperature of about 540 0 C) was heated to 521 0 C (inlet 3. Reaction Zone) , The pressure of the reaction gas mixture at this point was 2.52 bar.
- the product gas mixture from the dehydrogenation can also be first cooled by warming up the reaction gas starting mixture to be fed to the dehydrogenating step with the product gas mixture in an indirect heat exchanger (eg in a coiled-tube heat exchanger in cocurrent or countercurrent heat) a temperature in the range of 350 to 450 0 C).
- the product gas mixture of the dehydrogenation stage cools to a corresponding extent from the high outlet temperature of the dehydrogenation stage (for example from 450 to 55O 0 C) to about 200 to 300 ° C.
- Further cooling of the product gas mixture of the dehydrogenation stage can take place in that it is used in an indirect heat exchanger to heat up the starting gas mixture for the partial oxidation of the propene produced in the dehydrogenation stage, which will be described below, and / or that it is used for this purpose in the further to be described absorber exhaust gas cooling in the, preferably two-stage, expand the same aus ⁇ equalize by means of expansion turbines, or to compensate by preheating.
- the product gas mixture is at a temperature of about 18O 0 C. Subsequently, by means of air and / or surface water cooler to a tempera ture in the range of 30 0 C to 60 0 C are cooled.
- Integrated into the cooler or downstream of this drop collect the condensed out water on cooling and lead it to standstill disposal.
- the compression was carried out in two stages in order to avoid excessive compression temperatures (this purpose was already served by the previously carried out cooling, and the steam separation additionally relieves the compressor power to be expended).
- the first stage was compressed to a pressure of 4 to 4.5 bar.
- the outlet temperature of the gas mixture when leaving the compressor was about 115.degree.
- the second compressor stage was compressed starting from a pressure of about 4 bar to a final pressure of 10 bar (here, if necessary, can be compressed to a pressure of up to 13 bar and more).
- the exit temperature when leaving the compressor was about 126 ° C.
- the absorption column consisted of stainless steel 1.4571.
- the column inside diameter was 80 mm, the wall thickness was 4 mm and the column length was 1.70 m.
- the exhaust gas stream conducted from the absorption column for combustion still contained 950 ppm by volume of propane and 250 ppm by volume of propene.
- this waste gas stream is conducted into the combustion via an expander (for example an expansion turbine) in order to recover the majority of the compression power used in the two-stage compression and to recycle it into the two-stage compression.
- the expansion is also carried out in two stages in order to avoid undesired condensation.
- the mechanical energy obtained during the relaxation can be used both directly as a co-drive or main drive for one of the compressors and / or for the generation of electricity.
- the expanded absorber off-gas Before the expanded absorber off-gas is conducted for combustion, it may be technically expedient to separate off the hydrogen contained therein. This can be done, for example, by passing the exhaust gas over a membrane, which is usually designed into a tube, which is permeable only to the molecular hydrogen.
- the molecular hydrogen separated in this way can be recycled, for example, into the heterogeneously catalyzed dehydrogenation or fed to another utilization (eg in fuel cells).
- the hydrogen separation can also be carried out by partial condensation, adsorption and / or rectification (preferably under pressure). From a technical point of view, it is generally expedient to guide the absorber offgas through the sour water to be described below in order to narrow it.
- the absorbate contained the following contents (wt .-% based on the weight of Absorbat):
- the absorbate (this can be carried out, for example, in an inverse pump or mit ⁇ means of a valve) to a pressure of 2.7 bar relaxed (in the case of the inverse pump thereby released mechanical energy is expedient for recompression of in the desorption freed absorbent mit ⁇ used) and the two-phase mixture thus produced at the head in the Desorpti ⁇ onskolonne.
- the desorption column contained structured sheet metal packings from Montz (Montz BSH-750, specific surface area 750 m 2 / m 3 ). To retain absorbent was the from the desorption column (optionally via a mechanical Tropfenab ⁇ separator) guided gas stream washed with water. That is, it was replaced by a Pa ⁇ ckungselement Fa. Montz (Monte BSH-750, specific surface area 750 m 2 / m 3) out (l / h 70) auf ⁇ the water with a temperature of 18 0 C in a countercurrent was given. Below the package was a catch bottom (chimney tray) attached, from which the aqueous phase could be led out.
- Montz Montz BSH-750, specific surface area 750 m 2 / m 3
- phase separator In a phase separator, it was separated into an aqueous phase and an organic phase. The very small amount of organic phase was combined with the recirculated to the top of the absorption column absorbent stream. The aqueous phase was recooled and replenished with fresh water (to compensate for evaporation losses) placed back on the packing element. Washing was carried out on the desorption column.
- the scrubbed gas stream was removed from the scrubbing section by means of mechanical dropletizers (separated liquid phase is recycled to the scrubber) with the following contents (if the dehydrogenation rate in reaction zone A is higher, the subsequent propene content can also be from 8 to 12 vol.
- the washed gas stream may also contain 15% by volume of propane, 10% by volume of propene and 14.5% by volume of O 2 ):
- Heat exchange medium used molten salt consisting of
- Reactor Consists of a double-walled stainless steel cylinder (cylindrical guide tube surrounded by a cylindrical outer container). The wall thicknesses were anywhere from 2 to 5 mm.
- the inner diameter of the outer cylinder was 168 mm.
- the inner diameter of the guide tube was about 60 mm.
- the double-walled cylinder was closed by a cover or bottom.
- the contact tube guided by the guide tube, was accommodated in the cylindrical container in such a way that at the upper or lower end of the same (sealed) it led out by the cover or base by 250 mm in each case.
- the heat exchange medium was enclosed in the cylindrical container.
- the heat exchange medium was circulated by bubbling nitrogen into the cylindrical container.
- the outer container to flow back down (a circulation of the same quality can also be achieved by pumping (eg propeller pumps) the).
- pumping eg propeller pumps
- the temperature of the heat exchange medium could be controlled to the desired level. Otherwise, there was air cooling.
- Reactor charge Viewed over the reactor, molten salt and reaction gas mixture were passed in countercurrent. The reaction gas mixture entered the top of the reactor. It was in each case conducted at a temperature of 25O 0 C in the reaction tube.
- the difference between T and T of ei ⁇ was about 2 0 C.
- Contact tube feed Section A: 50 cm in length (from top to bottom) Prefill made of steatite rings (Steatite C 220 from Ceram.Tec) with the geometry 7 mm x 7 mm x 4 mm (outside diameter x length x inside diameter).
- Section B 100 cm in length
- Section C 170 cm in length
- Section D 50 cm in length
- Second fixed bed reactor for the step of partial oxidation of acrolein to acrylic acid
- a fixed bed reactor identical to that used for the first step was used. Salt melt and reaction gas mixture were conducted over the reactor viewed in DC. The salt melt entered at the bottom, the reaction gas mixture eben ⁇ if.
- the contact tube charge (from bottom to top) was:
- Section A 20 cm in length
- Section B 100 cm in length
- Section C 200 cm in length
- Section D 50 cm in length
- the second reactor was charged with approximately 3607 g / h of feed gas mixture.
- T with " tel is as defined for the first fixed bed reactor and was 284 ° C.
- the propene conversion in the first reactor was 98.0 mol% and the acrolein conversion in the second reactor was about 99.8 mol%.
- product gas mixture B The contents of the second fixed bed reactor at a temperature of 281 0 C and ei ⁇ nem pressure of 1.8 bar leaving product gas mixture (product gas mixture B) were:
- the catalysts used in the two reaction stages can also be replaced by the catalysts used in the examples of DE-A 10351269.
- the catalyst of the first reaction stage can also be replaced by the catalysts of the examples and comparative examples of DE-A 10344149.
- the catalyst of the second reaction stage can also be replaced by the catalysts of the examples of DE-A 10360057 and DE-A 10360058.
- the partial oxidation can be carried out as a high-load process, as described in DE-A 10313210, DE-A 10313213, DE-A 10313212, DE-A 10313211, DE-A 10313208, DE-A 10313209 and US Pat DE-A 10313214 and the prior art appreciated in these documents.
- the hot product gas mixture stream (the product gas mixture B) was cocurrently charged (after combination with the stripping gas stream described below) by injecting a quench liquid (containing 57.4% by weight of diphenyl ether, 20.7% by weight).
- a quench liquid containing 57.4% by weight of diphenyl ether, 20.7% by weight.
- DMP o-dimethyl phthalate
- high boilers eg acrylic acid oligomers
- the unevaporated quench liquid was collected, taken off and sprayed back into the upper part of the quench vessel via a heat exchanger in which it was returned to flow temperature.
- the product gas mixture stream B (combined with the loaded stripping gas) and the quench liquid atomized to jets were fed in parallel to the direct cooler.
- the cooled product gas mixture stream B then flowed into the subsequent absorption column.
- high-boiling by-products accumulated, which had to be discharged.
- the cooled product gas mixture B was fed into the absorption column above the sump and below the first packing;
- the absorption column (without sump) was 5420 mm long, had an inner diameter of 50 mm and contained Kuehni (CH) Rhombopak 9M packages for a total of 3.3 m in length.
- the absorption column was made of glass and, for reasons of tempering, had a segmented glass double jacket.
- a pressure decoupling valve was installed (a ein ⁇ adjustable throttle), with the help of a pressure loss across the absorption column (as he would occur on an industrial scale) of 100 to 300 mbar could be simulated.
- the absorption column was operated at a top pressure of 1.30 bar and a bottom pressure of 1.40 bar.
- the bottom temperature was about 113 0 C.
- the Glasdoppelman ⁇ tel was divided into five consecutive separately operated segments over which the absorption column was impressed, the following temperature profile. This segmentation was also followed by the internal structure of the absorption column.
- the segments had the following temperatures from bottom to top (their thermostatting was carried out in each case by means of circulated water, or in the 1st segment with heat transfer oil of the corresponding temperature) and were designed as follows:
- 1st segment 1020 mm in length (beginning at the feed point of the envision ⁇ gas mixture B starting), 113 ° C, 0.4 m rhombopak between the immediately above the bottom of the absorption column feed point of the product gas mixture B and the feed point of from Bottom of the column continuously removed and recultured in the column (at about 113 0 C, in an amount of about 200 l / h) Sumpfflüs ⁇ sity and 0.6 m rhombopak above thismidststelle. The distance between the two rhombopaks was about 2 cm.
- Segment 1250 mm length, 20 0 C, 0.6 m rhombopak between the catch bottom placed immediately above the absorbent feed in the 4th segment for the drainage of the sour water (described below) and the point of application of recirculated sour water at the top of the off ⁇ Sorptionskolonne.
- the resulting mixture was continuously discharged into a glass phase separating vessel (7.5 liter volume, 150 mm diameter), which was also kept at ambient temperature, by free overflow.
- the overflowed liquid mixture separated into two liquid phases, with short-chain acid Maukomponen ⁇ th (eg acetic acid) preferably in the specific lighter aqueous phase and acrylic acid preferably in the specific heavier organic phase.
- the organic phase is combined by means of a diaphragm metering pump with the positively conveying gros ⁇ sera partial stream of the low-loaded absorbent and this Automat ⁇ current (about 3.0 l / h, 4O 0 C) as directly below the collecting tray as already described Sauerwasser ⁇ Absorptionsstoffmaschinendstrom fed to the absorption column.
- the (main) residual gas was heated to 40 0 C (to exclude unwanted condensation), by means of a membrane compressor (groß ⁇ technically driven by an electric motor turbo compressor, for example, the type 12MH4B, the company Mannesmann DEMAG, DE) on 2.70 bar compressed and about
- a membrane compressor groß ⁇ technically driven by an electric motor turbo compressor, for example, the type 12MH4B, the company Mannesmann DEMAG, DE
- the vacuum distillation unit consisted of a mirrored and vacuum insulated glass column (pure column) with 50 mm inner diameter and 4000 mm length.
- the absolute pressure in the sump was about 230 mbar, the head pressure was 100 mbar.
- 52 Nl / h of air were supplied above the bottom level.
- the adsorbent largely free of acrylic acid, was withdrawn in a level-controlled manner and passed as the lowest loaded total absorbent stream to the already described stainless steel pressure washing column, wherein the pressure increase of the bottom circulation pump of the clean column was used for discharge from the vacuum.
- the least loaded absorbent contained:
- the crude acrylic acid obtained as a target product can, as in document EP-A 616998 (observing the teachings of EP-A 912486) or as described in DE-A 19606877 (the mother liquor recycling can in the absorption and / or in the pure column into it) or, as described in document EP-A 648732, further purified by crystallization or rectification to give pure acrylic acid which can then be radically polymerized in a manner known per se for the preparation of water-absorbing superabsorbent polymers.
- Both the recovered crude acrylic acid and the Pure polyacrylic acid are outstandingly suitable for the preparation of esters of acrylic acid, for example for the preparation of alkyl acrylates.
- the reaction zone B consists of two parallel operated tandem reactor systems (reactor lines), each of which, like the tandem reactor system, is constructed from the embodiment of DE-A 103 51 269 and charged with catalyst. Each of the two reaction lines is charged with 61022 Nm 3 / h of the aforementioned reaction gas starting mixture.
- the intermediate air supply between the two partial oxidation stages per road is 11200 Nm 3 / h. In both partial oxidation stages, reaction gas and molten salt are considered to flow countercurrently over the reactor.
- the loading of the first reaction stage with propylene is about 110 NI / lh.
- the inlet temperature of the salt bath in the first reaction stage is 346 0 C
- the outlet temperature of the salt bath Aus ⁇ from the first reaction stage is 349 0 C.
- the temperature of the salt bath Ein ⁇ occurs in the second reaction stage is 272 ° C.
- the temperature of the salt bath Austritts ⁇ from the second reaction stage is 275 0 C.
- the Reakti ⁇ onsgasausgangsgemisch the first stage reactor was 300 0 C is supplied.
- the gas inlet temperature in the second reaction stage is 230 0 C.
- the inlet pressure into the first reaction stage is 1.9 bar.
- the inlet pressure in the second reaction stage be ⁇ 1, 4 bar.
- the propylene conversion in the first reaction stage is 97 mol% (based on a single pass).
- the acrolein conversion in the second reaction stage is 99.3 mol% (based on a single pass).
- the two product gas mixtures leave the two second partial oxidation stages at a temperature of 275 ° C. They are combined to a total flow of 145000 Nm 3 / h, the following, based on its total, contents, has:
- Methacrylic acid 0.01% by weight, methacrolein 0.015% by weight,
- Phthalic anhydride 0.001% by weight
- the product gas mixture B is fed into a direct cooler of conventional design with a diameter of 2.6 m and a height of 14.5 m, which is made of austenitic steel (material 1.4571).
- a direct cooler of conventional design with a diameter of 2.6 m and a height of 14.5 m, which is made of austenitic steel (material 1.4571).
- the cooling medium is conducted in direct current to the product gas mixture B to be cooled and fed into the direct condenser via a baffle plate.
- the cooled product gas mixture B is fed together with the non-evaporated Ab ⁇ sorbent in the bottom of the subsequent absorption unit.
- the absorption unit is designed as a tray column with 45 valve trays (with the valve covers of the individual valves not mounted) and 3 chimney trays and is operated with a top pressure of 1, 2 bar.
- An embodiment with sieve trays or rain sieve trays as separation-effective internals in the tray column is also conceivable.
- the lowest bottom of the absorption column is aus ⁇ out as a double-walled fireplace. Below this bottom, the gas mixture leaving the product gas direct cooling is separated from the absorbent not evaporated in the cooling device.
- the direct cooling leaving mixture of non-vaporized absorbent and product gas mixture is fed with a tangential pulse in the absorption column.
- a cyclone ring prevents a direct drop of debris in the chimneys of the lowest soil.
- the bottom temperature of the absorption unit is 162.7 0 C. From the bottom of the absorption unit 1067 m 3 / h with the following Caribbeanset ⁇ bottoms liquid withdrawn Zung:
- Diphyl (mixture of diphenyl and diphenyl ether in a weight ratio of 2.8: 1) 54.27% by weight, dimethyl phthalate 36.97% by weight, diacrylic acid 0.95% by weight, acrylic acid 4.75% by weight .
- Phthalic anhydride 0.1% by weight, Benzoic acid 1, 87% by weight,
- the bottom liquid (liquid outlet of the absorption unit) is predominantly recycled as coolant with the aid of a centrifugal pump into the direct cooling of the product gas mixture B.
- a partial amount of 0.3%, based on the total amount, is taken off and fed to a distillation unit.
- the feed of the fresh or lightly loaded absorbent into the absorption column takes place on the 34th tray from below, immediately below the third tray.
- This feed of lightly loaded absorbent consists of a polymerization inhibitor-containing substream of 86.6% by weight, based on the total feed amount, which originates from the scrubbing unit to be described below which is used for circulating gas scrubbing, and from a substream of 13.4% by weight. -% related to the total feed from the extraction of acid water.
- the temperature of the feed stream is 51, 9 0 C.
- the absorption unit 1728 m 3 / h of the absorbent laden with acrylic acid (the absorbate) are removed from the lowermost tray of the absorption unit, which is formed as a catch bottom (chimney tray) (as a further liquid outlet of the absorption column).
- the extraction temperature is 119.6 0 C.
- the abveragingene a centrifugal pump absorbate contains the following components (the proportions are based on the total quantity related Ge):
- Formaldehyde 0.001% by weight, allyl acrylate 0.005% by weight,
- Methacrylic acid 0.07% by weight.
- the heat dissipated in the first heat exchanger designed as a shell-and-tube heat exchanger is used for partial evaporation of the acid water produced in the condensation unit to be described later.
- the outlet temperature of this heat exchanger leaving absorbate is 113.3 0 C.
- the further cooling of the absorbate to the inlet temperature of the return is carried out in air coolers.
- the floors between the first chimney floor up to this inlet floor are designed as 4-valve valve floors (steel W12 without cover). The distance between two floors is 0.7 m.
- the trays above this inlet floor up to the 13th floor are counted from below as 2-flow valve trays (steel W12 without cover) and are mounted at a distance of 0.5 m.
- the withdrawn stream of the second catch bottom is also fed with the acrylic acid-containing low-boiler stream taken off via the top of the rectification unit to be described below. Furthermore, this point is also suitable for the feed-in of streams containing acrylic acid, such as raw acrylic acid or acrylic acid-containing material streams, which are not suitable for the specification from other process stages, such as from the pure acrylic acid production by distillation or crystallization.
- the trays above the 19th tray, counted from the bottom to the feed point of the fresh or slightly loaded absorbent into the absorption column, are designed as 2-flow valve trays (steel W12 without lid) with a spacing of 0.5 m between each tray ,
- Above the 34th floor counted from below is a third designed as a double-walled fireplace ground catch bottom.
- the Kondensa ⁇ tion unit is designed as direct cooling and contains ten 2-valve valve trays (steel W12 without cover), which have a distance of 0.5 m from each other.
- condensed aqueous low-boiling fraction is withdrawn at the third collecting bottom. 2 wt .-% based on the total withdrawn at the third collecting base amount of sour water condensate are discharged at a temperature of 45 0 C and fed to a sour water extraction.
- the discharged sour water has essentially the following contents:
- Phthalic anhydride 0.01% by weight, phenothiazine 0.007% by weight
- Methacrylic acid 0.05% by weight, methacrolein 0.005% by weight,
- the residual gas stream (circulating gas) remaining in the acid water condensation is passed out of the column via a demister and overheated by 6 K in a shell-and-tube heat exchanger. This avoids possible condensation in the exhaust gas lines.
- This residual gas stream is compressed by an electrically driven turbo-compressor to a pressure of 3.3 bar.
- the absorbent discharged effectively from the lowermost catch bottom of the absorption unit is fed to a desorption unit in order to keep it in this desorbing unit. liberate low-energy components.
- the absorbate is first heated in a steam beauch ⁇ th tube heat exchanger to 130 0 C and then fed to a desorption column at the same head. In this case, sprayed through nozzles 5 wt .-% Ab ⁇ sorbate, based on the total amount of the desorption column supplied Absorbats used to moisten the column walls, the manhole and the Kolonnen ⁇ hood.
- rain screen floors are used in the desorption column 38 on which breakwaters are mounted.
- the hole diameter of the trays is 30 mm from bottom 1 counted from below to the bottom 9, 25 mm at the bottom 10 and 20 mm from bottom 11 to the top of the column.
- the ground clearance between the individual floors is 0.5 m.
- the top pressure of the desorption column is 1.83 bar.
- the desorption column is a partial stream of the residual gas stream from the head of the absorption unit, after it has been washed in the wash column to be described, fed directly into the bottom.
- the stripping gas is in this case before Ein ⁇ occurs in the desorption column, with a partial flow of the lonne at the bottom of Desorptionsko ⁇ extracted and heated in the evaporator bottoms liquid mixed and preheated in a tubular heat exchanger at 120 0 C.
- the partial flow of the bottom liquid which is mixed with the stripping gas is 9% by weight, based on the total amount of withdrawn bottoms liquid.
- this mixing with heated bottom liquid can also be dispensed with.
- the acrylic acid-laden absorbent obtained in the column bottom of the desorption column contains:
- Acrylic acid 17.1% by weight, acetic acid 0.04% by weight,
- Phthalic anhydride 0.1% by weight, benzoic acid 1, 5% by weight,
- Methacrylic acid 0.06% by weight, Benzaldehyde 0.62 wt .-% and
- the forced circulation evaporators are removed from the bottom of the column sump liquid having a temperature of 131, 5 0 C and heated to 150 0 C.
- the stripping gas charged at the top of the desorption column and charged with low-boiling components is returned to the direct cooler used for cooling the product gas mixture B.
- the recirculated laden stripping gas also contains the fluiditribidity of the topmost bottom of the desorption column and contains essentially the following constituents:
- the partial stream taken from the desorption unit after the forced circulation evaporators which consists mainly of acrylic acid, diphyl and dimethyl phthalate, is passed into a rectification unit comprising a reinforcing part and a driven part.
- the rectification unit consists of 43 rain screen floors on which breakwaters are mounted, the floors having different hole diameters: 50 mm from the 1st floor from the bottom to the 10th floor, 25 mm from the 11th floor to the 13th floor and 14 mm from the 14th Floor to the top floor.
- the distance between each floor is 0.4 m.
- the distance between 8th and 9th floor counted from the bottom is 1 m.
- the column is operated at a top pressure of 106 mbar.
- the feed of the loaded absorbent which is partly freed of low boilers in the desorption unit, is counted from below via a ring pipe with a plurality of nozzles on the 8th tray.
- the heat supply in the bottom of the column via two parallel operated outside lying circulating evaporator with forced circulation.
- the bottom temperature of the rectification unit is typically 188 ° C.
- the high-boiling fraction condensing into the bottom of the rectification column contains essentially the following constituents:
- the bottoms liquid taken from the rectification unit and containing the high-boiling absorption agent is discharged to 83% by weight, based on the feed to the rectification unit, and partly via a heat exchanger in attributed to the bottom region of the rectification column.
- the discharged high-boiling fraction is added via a solids separator (cyclone) and, if appropriate, by fresh absorption medium (diphyl and dimethyl phthalate), and fed to the washing unit.
- a small partial flow of 1.2% by weight, based on the total amount of discharged bottom liquid, is fed to the bottom region of the absorption.
- the withdrawn crude acrylic acid is cooled to 25 ° C. by means of two heat exchangers connected in series. From the withdrawn crude acrylic acid, 15.5% by weight, based on the feed, are discharged into the rectification column and a smaller part stream is used as solvent for the polymerization inhibitor.
- the cooling of the light-ends stream separated off at the top of the rectification column takes place in two stages through two direct coolers. Both stages are designed as a DC quench, wherein the condensate of the first stage has a temperature of 52 0 C and the condensate of the second stage has a temperature of 24.5 0 C.
- the vapor line of the second condensation stage leads to the vacuum unit.
- two liquid ring pumps are operated in parallel, wherein according to DE-A-10143565 as Sperr ⁇ liquid, the condensate from the second condensation stage is used.
- the liquid phase primarily the ring liquid, is separated from the noncondensable portions which form the off-gas of the rectification unit. This has essentially the following composition: Nitrogen 48% by weight,
- the exhaust gas of the rectification unit is burned together with other production residues. At high propane contents of this vacuum exhaust gas, however, it is also conceivable to recycle this stream into the absorption.
- the low boiler stream separated off at the top of the rectification column contains essentially the following components:
- Acrolein 0.001% by weight 0.001% by weight.
- a partial stream of the liquid withdrawn as low-boiling fraction of 47.6 wt .-% based on the feed to the rectification column is used as reflux, which is fed through a plurality of nozzles.
- a small part is also used to spray the column hood and the vapor line with inhibitor-containing condensate by means of nozzles.
- 1.3% by weight of the low-boiling fraction, based on the feed to the rectification column, is discharged and returned to the absorption unit as described there.
- the polymerization inhibitor used is phenothiazine.
- the inhibitor is prepared as a solution with an inhibitor concentration of 1.1% by weight in the crude acrylic acid removed via side draw as described and continuously added to the condensed low boiler reflux and the condensates of the two direct cooling stages of the rectification unit.
- the solid stabilizer is metered in the form of dandruff or pellets via screw conveyors in the stabilizer preparation tank.
- the wash column is operated at a top pressure of 3 bar.
- As separating internals Regensiebböden are used with a hole diameter of 30 mm det. 30 of these floors are mounted with a ground clearance of 0.4 m.
- the washing liquid used is the bottoms liquid from the rectification unit. The washing liquid is charged at the top of the wash column at a temperature of 50 0 C. Below the lowermost tray in the coming from the absorption unit cycle gas is fed after it has been cooled to the inlet temperature of 50 0 C.
- the supplied circulating gas amount is 37% by weight of the amount of scrubbing liquid supplied.
- the liquid obtained in the bottom of the column contains essentially the following components:
- the bottoms liquid obtained in the washing unit is discharged and divided into two parts in a weight ratio of 7.2: 1.
- the larger part of the stream is introduced into the absorption column as described, while the small part of the stream of acid water extraction is supplied.
- the washed cycle gas essentially contains the following constituents:
- the washed circulating gas is passed as a stripping gas into the described desorption unit.
- the sour water condensate from the absorption unit is extracted from the washing unit in an extraction unit with the part of the liquid drain supplied to it.
- the extraction unit consists of a stirred tank with a two-stage impeller agitator and a horizontal settling tank. Inlet and outlet in settling tank are separated by internals transverse to the flow direction.
- the faithfuls ⁇ temperature of the sour water condensate into the extraction unit is 45 0 C.
- the mass ratio of amount bottoms outflow of the washing unit and sour water from the sour water condensation is 0.8: 1.
- the aqueous extract obtained in the extraction unit absorbs from the bottom effluent of the washing unit polar constituents such as diacrylic acid (Michael adduct) and maleic anhydride, the latter being hydrolyzed in the process. It essentially contains the following components:
- Phthalic anhydride 0.01-0.1% by weight.
- the discharged aqueous phase is burned together with the other angles ⁇ residues. Prior to its combustion, the sour water is partially evaporated. The heat required for this purpose is taken over the tube bundle heat exchanger of the absorption unit, which cools condensate there as described on the first collecting base.
- the organic phase (the raffinate) obtained in the extraction unit contains essentially the following components:
- Acrylic acid 1 1 wt .-%
- the discharged organic phase is fed into the absorption unit as described there.
- the described subset of the bottom outlet of the absorption unit is fed to a desiltration unit and in this by heating in a high boiler fraction and a low boiler fraction separated.
- the distillation unit is carried out in one stage and is operated at a pressure of 90 mbar.
- a technical embodiment in a distillation column with the skilled person known separating active internals is also conceivable.
- the heat is supplied via an external forced circulation evaporator.
- the overheating of the circulating liquid is there 5 K.
- a temperature of 188 0 C is established.
- a partial amount is taken out and, after dilution with a suitable diluent (for example, dimethylformamide or methanol) is burnt together with other production residues.
- a suitable diluent for example, dimethylformamide or methanol
- the high boiler fraction contains essentially the following components:
- Phthalic anhydride 0.3% by weight, benzoic acid 1% by weight,
- the low boiler fraction converted to the vapor phase in the distillation unit is cooled and condensed by a combination of direct and indirect cooling.
- already condensed low boiler fraction is sprayed in the vapor of the distillation unit and cooled together with the uncondensed vapor by means of a Rohrbün ⁇ del laminate (2004) and sprayed the cooled liquid above the bathtau ⁇ shear in the vapor.
- the leaves the cooler stream has a temperature-temperature of 52 0 C and is separated in a vessel in gas and liquid phase.
- the liquid low-boiling fraction obtained in the distillation unit contains essentially the following components:
- the liquid low-boiling fraction is sprayed as described above half of the tube bundle heat exchanger as described. 98.2% by weight of the liquid withdrawn as low-boiling fraction, based on the feed quantity fed to the distillation unit, is discharged and returned to the absorption unit below the first chimney tray.
- the exhaust gas leaving the distillation unit in gaseous form contains essentially the following components:
- Phthalic anhydride 0.01% by weight
- the crude acrylic acid obtained can be further processed in a manner known per se in further process stages to give a pure acrylic acid.
- Suitable for this purpose is a one-stage or, in the case of a crude acrylic acid with significant proportions of strictlysie ⁇ denden secondary components, a two-stage distillation process with prior aldehyde treatment by at least one primary amino group-containing compound (such as hydrazine or Aminoguanidinhydrogencarbonat) according to the teachings of EP-A 270 999th , EP-A 648 732, as well as a crystallisative method according to the teachings of EP-A 616 998, EP-A 792 867, EP-A 1 189 861 and WO 98/01404.
- primary amino group-containing compound such as hydrazine or Aminoguanidinhydrogencarbonat
- the pure acrylic acid is obtained in a crystallizing process stage, such as a layer crystallization, then, in addition to the pure acrylic acid, an acrylic acid-containing mother liquor / acid stream is obtained which, as described above, can be recycled to the absorption unit to obtain the crude acrylic acid ,
- the content of CO 2 of the reaction gas mixture leaving the third dehydrogenation reactor dropped from 3.25% by volume to 1.6% by volume.
- this procedure according to the invention could be operated over a period of 7500 operating hours essentially without appreciable impairments.
- Described here is the stationary operating state.
- a shaft furnace reactor designed as a horde reactor and adiabatically has, as the first section of a reaction zone A, two catalyst beds arranged one behind the other in the flow direction, each being charged as a fixed bed with a dehydrogenation catalyst according to Comparative Example 1. Before each fixed bed is a static gas mixer. The first catalyst bed in the direction of flow is fed with a starting reaction gas mixture which is composed as follows:
- the temperature of the crude propane is such that the temperature of the reaction onsgasausgangsgemischs is 560 0 C.
- the reaction gas starting mixture amount is 141630 Nm 3 / h, with the following contents:
- the pressure of the starting reaction gas mixture before the entrance into the first catalyst bed is 2.75 bar.
- the bed height of the first catalyst bed through which the reaction gas starting mixture flows is such that the reaction gas mixture leaves this fixed bed of catalyst at the following contents:
- the leaving amount is 146533 Nm 3 / h.
- the leaving temperature is 500 0 C and the leaving pressure is 2.65 bar.
- the in the first catalyst bed adjusting propane conversion is 11, 8 mol% of the supplied propane.
- first half of the molecular hydrogen contained in the reaction gas mixture is burned to water with the molecular oxygen added in the form of air.
- the action Re ⁇ heated gas mixture to 550 0 C.
- catalytic dehydrogenation is carried out heterogeneously catalyzed propane.
- the bed height of the second fixed catalyst bed is dimensioned such that the Reakti ⁇ onsgasgemisch second fixed catalyst bed with a temperature of 513 0 C and a pressure of 2.55 bar with the following contents in an amount of 154,746 Nm 3 / h leaves:
- the supply of the total residual gas is carried out according to the principle of a run with this Automat ⁇ residual gas jet as a propulsion jet, wherein the conveying direction of the relaxed by a motive nozzle via a mixing section and a diffuser propellant jet into the second section of the reaction zone A and the suction of the suction in the direction of the mixture from molecular hydrogen and product gas mixture A * points.
- the resulting reaction gas mixture A * flows in an amount of 267538 Nm7h and with a temperature of 536 ° C and a pressure of 2.85 bar in a second shaft furnace reactor, which forms the second section of the reaction zone A, is also designed adiabatic and a fixed catalyst bed contains, which is also charged with the dehydrogenation catalyst according to Comparative Example 1. It has the following contents:
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Low-Molecular Organic Synthesis Reactions Using Catalysts (AREA)
Abstract
Description






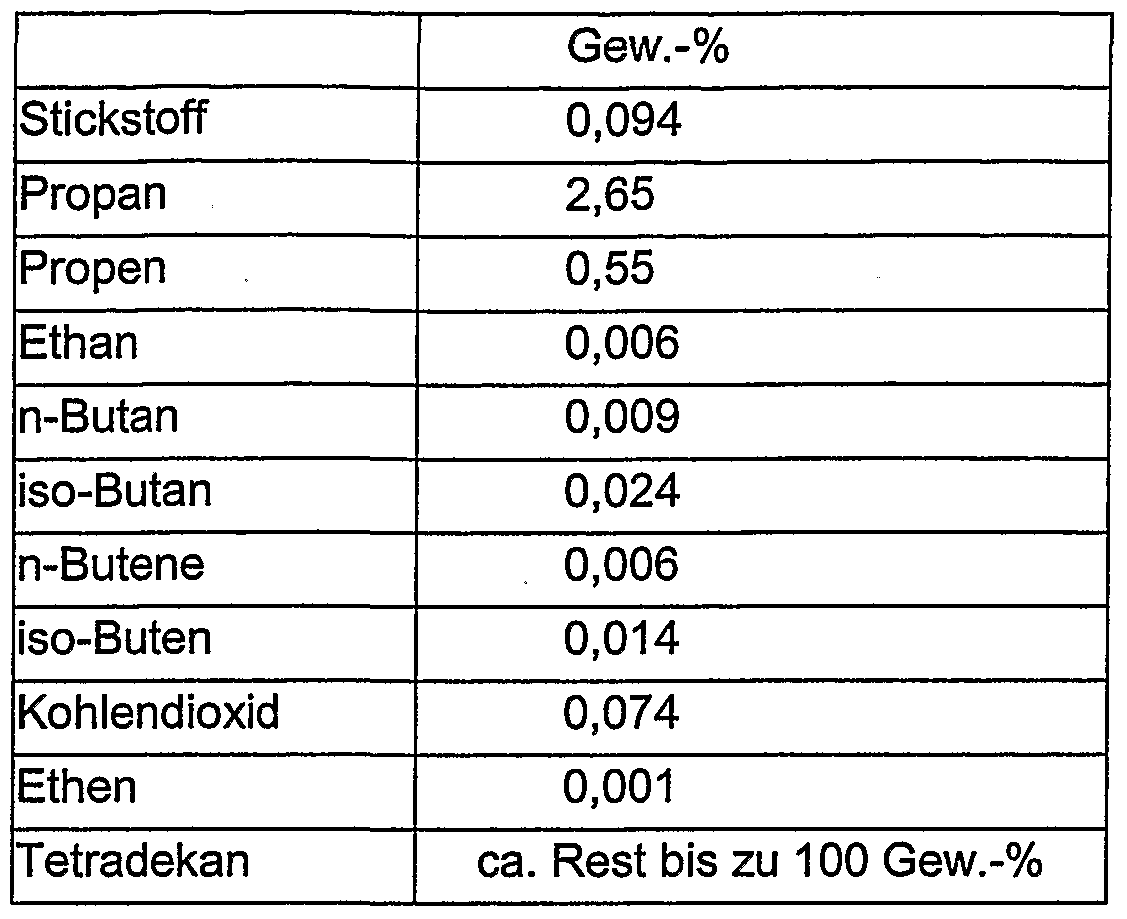






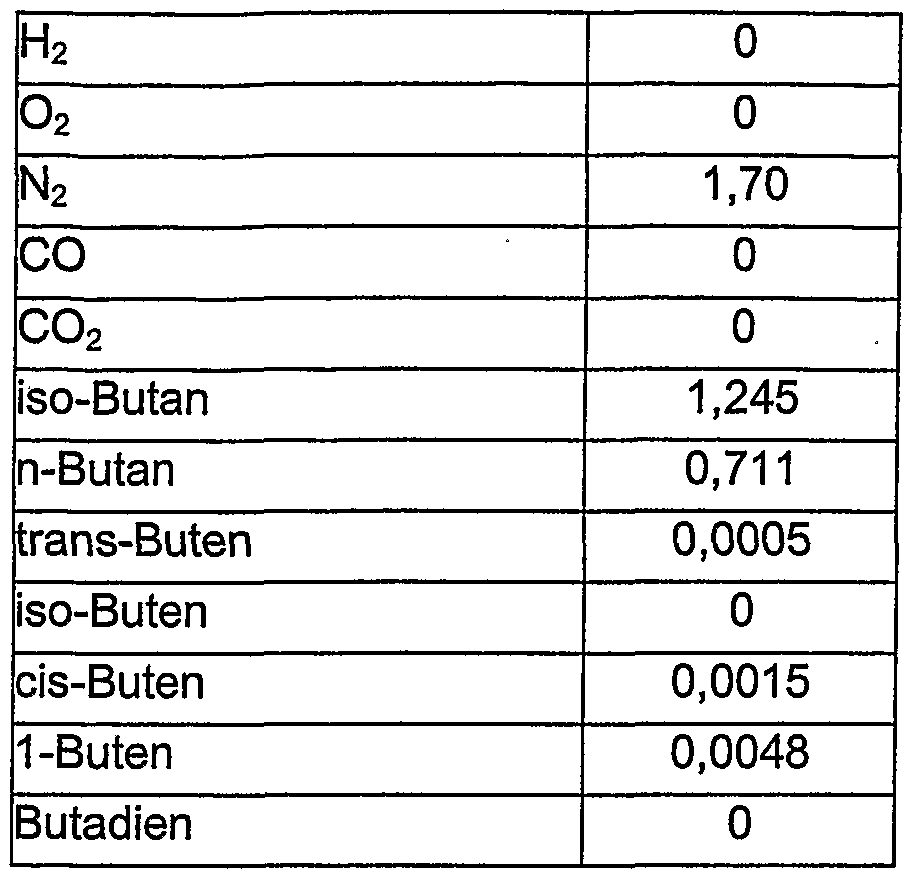




















Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020077002530A KR101188502B1 (ko) | 2004-07-01 | 2005-05-17 | 프로판으로부터 아크롤레인, 아크릴산, 또는 이들의혼합물의 제조 방법 |
| EP05804913.1A EP1765754B1 (de) | 2004-07-01 | 2005-05-17 | Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan |
| CN2005800226628A CN1980879B (zh) | 2004-07-01 | 2005-05-17 | 由丙烷生产丙烯醛、丙烯酸或其混合物的方法 |
| JP2007518469A JP5156375B2 (ja) | 2004-07-01 | 2005-05-17 | プロパンからのアクロレインもしくはアクリル酸またはそれらの混合物の製造 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US58446904P | 2004-07-01 | 2004-07-01 | |
| US60/584,469 | 2004-07-01 | ||
| DE200410032129 DE102004032129A1 (de) | 2004-07-01 | 2004-07-01 | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan |
| DE102004032129.9 | 2004-07-01 | ||
| US66280405P | 2005-03-18 | 2005-03-18 | |
| US60/662,804 | 2005-03-18 | ||
| DE102005013039.9 | 2005-03-18 | ||
| DE200510013039 DE102005013039A1 (de) | 2005-03-18 | 2005-03-18 | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2006002713A1 true WO2006002713A1 (de) | 2006-01-12 |
Family
ID=34970492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2005/005364 Ceased WO2006002713A1 (de) | 2004-07-01 | 2005-05-17 | Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7388109B2 (de) |
| EP (1) | EP1765754B1 (de) |
| JP (1) | JP5156375B2 (de) |
| KR (1) | KR101188502B1 (de) |
| CN (1) | CN1980879B (de) |
| MY (1) | MY140316A (de) |
| RU (1) | RU2391330C9 (de) |
| TW (2) | TWI344953B (de) |
| WO (1) | WO2006002713A1 (de) |
| ZA (1) | ZA200700833B (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008012249A3 (de) * | 2006-07-28 | 2008-04-17 | Basf Ag | Verfahren zum langzeitbetrieb einer kontinuierlich betriebenen heterogen katalysierten partiellen dehydrierung eines zu dehydrierenden kohlenwasserstoffs |
| DE102007004960A1 (de) | 2007-01-26 | 2008-07-31 | Basf Se | Verfahren zur Herstellung von Acrylsäure |
| DE102007055086A1 (de) | 2007-11-16 | 2009-05-20 | Basf Se | Verfahren zur Herstellung von Acrylsäure |
| DE102010048405A1 (de) | 2010-10-15 | 2011-05-19 | Basf Se | Verfahren zum Langzeitbetrieb einer heterogen katalysierten partiellen Gasphasenoxidation von Proben zu Acrolein |
| DE102010042216A1 (de) | 2010-10-08 | 2011-06-09 | Basf Se | Verfahren zur Hemmung der unerwünschten radikalischen Polymerisation von in einer flüssigen Phase P befindlicher Acrylsäure |
| WO2020020697A1 (de) | 2018-07-26 | 2020-01-30 | Basf Se | Verfahren zur hemmung der unerwünschten radikalischen polymerisation von in einer flüssigen phase p befindlicher acrylsäure |
| WO2021191042A1 (de) | 2020-03-26 | 2021-09-30 | Basf Se | Verfahren zur hemmung der unerwünschten radikalischen polymerisation von in einer flüssigen phase p befindlicher acrylsäure |
| WO2023006503A1 (de) | 2021-07-28 | 2023-02-02 | Basf Se | Verfahren zur herstellung von acrylsäure |
| WO2025172146A1 (de) | 2024-02-15 | 2025-08-21 | Basf Se | Verfahren zur herstellung von acrylsäure |
| WO2025219136A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing acrylic acid production waste streams |
| WO2025219137A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing acrylic acid production waste streams by gasification and fermentation |
| WO2025219135A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing high calorific acrylic acid production waste streams |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2395059B (en) | 2002-11-05 | 2005-03-16 | Imp College Innovations Ltd | Structured silicon anode |
| JP5192827B2 (ja) * | 2005-03-01 | 2013-05-08 | ビーエーエスエフ ソシエタス・ヨーロピア | 主成分並びに目的生成物としてのアクリル酸及び副成分としてのメタクリル酸を含有する液相からのメタクリル酸の分離方法 |
| DE102005038412A1 (de) * | 2005-08-12 | 2007-02-15 | Basf Ag | Verfahren zur Deckung des Bedarfs an Polymerisaten I, die zu wenigstens 90% ihres Gewichtes Acrylsäure, deren Salze und/oder Alkylester der Acrylsäure radikalisch einpolymerisiert enthalten |
| US7388106B2 (en) * | 2005-10-14 | 2008-06-17 | Basf Aktiengesellschaft | Process for preparing acrolein or acrylic acid or a mixture thereof from propane |
| KR101278795B1 (ko) * | 2005-11-03 | 2013-06-25 | 바스프 에스이 | 프로판으로부터 아크롤레인 또는 아크릴산 또는 그의혼합물을 수득하기 위한 안정한 연속 제조 방법 |
| KR101370749B1 (ko) * | 2005-11-24 | 2014-03-06 | 바스프 에스이 | 프로판으로부터 아크롤레인 또는 아크릴산, 또는 그의혼합물의 제조 방법 |
| DE102005061626A1 (de) * | 2005-12-21 | 2007-06-28 | Basf Ag | Verfahren der kontinuierlichen heterogen katalysierten partiellen Dehydrierung wenigstens eines zu dehydrierenden Kohlenwasserstoffs |
| GB0601319D0 (en) | 2006-01-23 | 2006-03-01 | Imp Innovations Ltd | A method of fabricating pillars composed of silicon-based material |
| GB0601318D0 (en) * | 2006-01-23 | 2006-03-01 | Imp Innovations Ltd | Method of etching a silicon-based material |
| US7842846B2 (en) * | 2006-03-30 | 2010-11-30 | Basf Aktiengesellschaft | Process for heterogeneously catalyzed partial dehydrogenation of at least one hydrocarbon to be dehydrogenated |
| DE102006024901A1 (de) * | 2006-05-24 | 2007-11-29 | Basf Ag | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan |
| DE102006029790A1 (de) * | 2006-06-27 | 2008-01-03 | Basf Ag | Verfahren der kontinuierlichen heterogen katalysierten partiellen Dehydrierung wenigstens eines zu dehydrierenden Kohlenwasserstoffs |
| CN101164694A (zh) * | 2006-10-20 | 2008-04-23 | 德古萨股份公司 | 用于催化气相氧化的混合氧化物催化剂 |
| EP2117997B1 (de) * | 2007-02-06 | 2012-10-03 | Basf Se | Verfahren zur bereitstellung eines sauerstoff enthaltenden gasstromes für die endotherme umsetzung eines ausgangsstromes, enthaltend einen oder mehrere kohlenwasserstoffe |
| DE102007006647A1 (de) * | 2007-02-06 | 2008-08-07 | Basf Se | Verfahren zur Regenerierung eines im Rahmen einer heterogen katalysierten partiellen Dehydrierung eines Kohlenwasserstoffs deaktivierten Katalysatorbetts |
| GB0709165D0 (en) * | 2007-05-11 | 2007-06-20 | Nexeon Ltd | A silicon anode for a rechargeable battery |
| GB0713898D0 (en) | 2007-07-17 | 2007-08-29 | Nexeon Ltd | A method of fabricating structured particles composed of silcon or a silicon-based material and their use in lithium rechargeable batteries |
| GB0713896D0 (en) | 2007-07-17 | 2007-08-29 | Nexeon Ltd | Method |
| GB0713895D0 (en) | 2007-07-17 | 2007-08-29 | Nexeon Ltd | Production |
| TW200936245A (en) * | 2007-10-30 | 2009-09-01 | Basf Se | Horizontal reactor for reacting a fluid feed stream with a fluid oxidant stream in the presence of a solid catalyst |
| WO2009154188A1 (ja) * | 2008-06-16 | 2009-12-23 | アイセル株式会社 | 混合要素、混合装置、攪拌翼、混合機、混合システム及び反応装置 |
| US9656223B2 (en) * | 2008-06-16 | 2017-05-23 | Isel Co., Ltd. | Mixing unit and device, fluid mixing method and fluid |
| EP2143704A1 (de) | 2008-07-10 | 2010-01-13 | Rohm and Haas Company | Integriertes Verfahren zur Herstellung einer Carbonsäure aus einem Alkan |
| DE102008044946B4 (de) * | 2008-08-29 | 2022-06-15 | Evonik Superabsorber Gmbh | Einsatz von Schaumkörpern in Oxidations-Reaktoren zur Herstellung ungesättigter Carbonsäuren |
| GB2464158B (en) | 2008-10-10 | 2011-04-20 | Nexeon Ltd | A method of fabricating structured particles composed of silicon or a silicon-based material and their use in lithium rechargeable batteries |
| GB2464157B (en) | 2008-10-10 | 2010-09-01 | Nexeon Ltd | A method of fabricating structured particles composed of silicon or a silicon-based material |
| CN101768730B (zh) * | 2009-01-05 | 2013-06-05 | 鸿富锦精密工业(深圳)有限公司 | 一种薄膜制备装置 |
| DE102009008229A1 (de) * | 2009-02-10 | 2010-08-12 | Linde Ag | Verfahren zum Abtrennen von Stickstoff |
| JP5711153B2 (ja) | 2009-02-18 | 2015-04-30 | ダウ グローバル テクノロジーズ エルエルシー | 重合抑制剤組成物及び蒸留可能なモノマーの重合抑制方法 |
| GB2470056B (en) | 2009-05-07 | 2013-09-11 | Nexeon Ltd | A method of making silicon anode material for rechargeable cells |
| FR2952053B1 (fr) * | 2009-11-02 | 2011-12-16 | Air Liquide | Procede et dispositif de production de derives d'alcenes |
| CN102639224A (zh) * | 2009-11-10 | 2012-08-15 | 巴斯夫欧洲公司 | 用于生产马来酸酐的管壳式反应器 |
| JP5447895B2 (ja) * | 2009-12-01 | 2014-03-19 | ビーエーエスエフ ソシエタス・ヨーロピア | 自熱式の気相脱水素を実施するための反応器 |
| GB201009519D0 (en) * | 2010-06-07 | 2010-07-21 | Nexeon Ltd | An additive for lithium ion rechargeable battery cells |
| US8939435B2 (en) | 2011-06-03 | 2015-01-27 | Microlin, Llc | Device for delivery of volatile liquids to gaseous environment utilizing a gas generating cell |
| US9012707B2 (en) * | 2011-08-02 | 2015-04-21 | Basf Se | Continuous process for carrying out autothermal gas-phase dehydrogenations |
| US8852538B2 (en) * | 2011-08-02 | 2014-10-07 | Basf Se | Reactor for carrying out an autothermal gas-phase dehydrogenation |
| US20160001255A1 (en) * | 2014-07-03 | 2016-01-07 | Chevron U.S.A. Inc. | Novel reactor for ionic liquid catalyzed alkylation based on motionless mixer |
| US9926242B2 (en) | 2015-11-04 | 2018-03-27 | Exxonmobil Chemical Patents Inc. | Integrated gas turbine and conversion system process |
| KR101990058B1 (ko) | 2015-12-22 | 2019-06-17 | 주식회사 엘지화학 | (메트)아크릴산의 연속 회수 방법 |
| CN107213853A (zh) * | 2016-03-22 | 2017-09-29 | 河南永大化工有限公司 | 一种实验室多段绝热固定床反应器 |
| CN106675681B (zh) * | 2017-01-06 | 2019-07-12 | 海南北鸥生物能源开发有限公司 | 一种车载式沼气压缩分离液化罐装机 |
| TWI646279B (zh) * | 2017-06-01 | 2019-01-01 | 華邦電子股份有限公司 | 管路系統 |
| DE102017211435A1 (de) * | 2017-07-05 | 2019-01-10 | Evonik Röhm Gmbh | Verfahren zum kontinuierlichen Lösen eines Feststoffes in einem Reaktionsmedium |
| US12157720B2 (en) | 2019-03-29 | 2024-12-03 | Nippon Kayaku Kabushiki Kaisha | Method for producing unsaturated aldehyde |
| CN115007075B (zh) * | 2021-04-30 | 2024-06-21 | 青岛京润石化工程有限公司 | 一种双反应段的催化剂连续循环反应实验装置 |
| CN119836411A (zh) * | 2022-09-28 | 2025-04-15 | 罗门哈斯公司 | 由丙烯生产丙烯醛和/或丙烯酸且减少高沸点副产物的量 |
| US11939878B1 (en) | 2022-12-15 | 2024-03-26 | Ge Infrastructure Technology Llc | Turbomachine component having self-breaking supports |
| US11920794B1 (en) | 2022-12-15 | 2024-03-05 | Ge Infrastructure Technology Llc | Combustor having thermally compliant bundled tube fuel nozzle |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096270A2 (de) * | 2000-06-14 | 2001-12-20 | Basf Aktiengesellschaft | Verfahren zur herstellung von acrolein oder acrylsäure oder deren gemisch aus propan |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2135120T3 (es) * | 1995-03-10 | 1999-10-16 | Basf Ag | Procedimiento de oxidacion en fase gaseosa de propileno a acroleina, acido acrilico, o su mezcla, realizada continuamente, catalizada por via heterogenea. |
| ES2139266T3 (es) * | 1995-03-10 | 2000-02-01 | Basf Ag | Procedimiento para la obtencion de acroleina, acido acrilico, o su mezcla a partir de propano. |
| DE19837518A1 (de) * | 1998-08-19 | 2000-02-24 | Basf Ag | Verfahren zur Herstellung von Acrolein und/oder Acrylsäure aus Propan |
| DE19837519A1 (de) * | 1998-08-19 | 2000-02-24 | Basf Ag | Verfahren zur Herstellung von Acrolein und/oder Acrylsäure aus Propan |
| CN1209332C (zh) * | 2000-06-14 | 2005-07-06 | 巴斯福股份公司 | 丙烯醛和/或丙烯酸的制备方法 |
| DE10211275A1 (de) | 2002-03-13 | 2003-09-25 | Basf Ag | Verfahren der kontinuierlichen heterogen katalysierten partiellen Dehydrierung |
| DE10245585A1 (de) | 2002-09-27 | 2004-04-08 | Basf Ag | Verfahren zur Herstellung von wenigstens einem partiellen Oxidations- und/oder Ammoxidationsprodukt des Propylens |
| DE10246119A1 (de) | 2002-10-01 | 2004-04-15 | Basf Ag | Verfahren zur Herstellung von wenigstens einem partiellen Oxidations- und/oder Ammoxidationsprodukt des Propylens |
| US7326802B2 (en) * | 2002-09-27 | 2008-02-05 | Basf Aktiengesellschaft | Preparation of at least one partial oxidation and/or ammoxidation product of propylene |
| DE10313209A1 (de) * | 2003-03-25 | 2004-03-04 | Basf Ag | Verfahren der heterogen katalysierten partiellen Gasphasenoxidation von Propen zu Acrylsäure |
-
2005
- 2005-05-17 WO PCT/EP2005/005364 patent/WO2006002713A1/de not_active Ceased
- 2005-05-17 CN CN2005800226628A patent/CN1980879B/zh not_active Expired - Fee Related
- 2005-05-17 EP EP05804913.1A patent/EP1765754B1/de not_active Expired - Lifetime
- 2005-05-17 TW TW094116007A patent/TWI344953B/zh not_active IP Right Cessation
- 2005-05-17 TW TW094115927A patent/TWI351985B/zh not_active IP Right Cessation
- 2005-05-17 RU RU2007103607/04A patent/RU2391330C9/ru not_active IP Right Cessation
- 2005-05-17 JP JP2007518469A patent/JP5156375B2/ja not_active Expired - Fee Related
- 2005-05-17 KR KR1020077002530A patent/KR101188502B1/ko not_active Expired - Fee Related
- 2005-05-18 US US11/131,248 patent/US7388109B2/en not_active Expired - Fee Related
- 2005-05-19 MY MYPI20052282A patent/MY140316A/en unknown
-
2007
- 2007-01-30 ZA ZA200700833A patent/ZA200700833B/xx unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096270A2 (de) * | 2000-06-14 | 2001-12-20 | Basf Aktiengesellschaft | Verfahren zur herstellung von acrolein oder acrylsäure oder deren gemisch aus propan |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8642826B2 (en) | 2006-07-28 | 2014-02-04 | Basf Aktiengesellschaft | Process for long-term operation of a continuous heterogeneously catalyzed partial dehydrogenation of a hydrocarbon to be dehydrogenated |
| KR101422582B1 (ko) | 2006-07-28 | 2014-07-24 | 바스프 에스이 | 탈수소화시키고자 하는 탄화수소의 연속 불균일 촉매화 부분 탈수소화의 장기간 작동 방법 |
| WO2008012249A3 (de) * | 2006-07-28 | 2008-04-17 | Basf Ag | Verfahren zum langzeitbetrieb einer kontinuierlich betriebenen heterogen katalysierten partiellen dehydrierung eines zu dehydrierenden kohlenwasserstoffs |
| DE102007004960A1 (de) | 2007-01-26 | 2008-07-31 | Basf Se | Verfahren zur Herstellung von Acrylsäure |
| DE102007055086A1 (de) | 2007-11-16 | 2009-05-20 | Basf Se | Verfahren zur Herstellung von Acrylsäure |
| DE102010042216A1 (de) | 2010-10-08 | 2011-06-09 | Basf Se | Verfahren zur Hemmung der unerwünschten radikalischen Polymerisation von in einer flüssigen Phase P befindlicher Acrylsäure |
| WO2012045738A1 (de) | 2010-10-08 | 2012-04-12 | Basf Se | Verfahren zur hemmung der unerwünschten radikalischen polymerisation von in einer flüssigen phase p befindlicher acrylsäure |
| US9212122B2 (en) | 2010-10-08 | 2015-12-15 | Basf Se | Process for inhibiting unwanted free-radical polymerization of acrylic acid present in a liquid phase P |
| US8618336B2 (en) | 2010-10-15 | 2013-12-31 | Basf Se | Process for long-term operation of a heterogeneously catalyzed partial gas phase oxidation of propene to acrolein |
| DE102010048405A1 (de) | 2010-10-15 | 2011-05-19 | Basf Se | Verfahren zum Langzeitbetrieb einer heterogen katalysierten partiellen Gasphasenoxidation von Proben zu Acrolein |
| WO2012049246A2 (de) | 2010-10-15 | 2012-04-19 | Basf Se | Verfahren zum langzeitbetrieb einer heterogen katalysierten partiellen gasphasenoxidation von propen zu acrolein |
| US11447439B2 (en) | 2018-07-26 | 2022-09-20 | Basf Se | Method for inhibiting unwanted radical polymerisation of acrylic acid present in a liquid phase P |
| WO2020020697A1 (de) | 2018-07-26 | 2020-01-30 | Basf Se | Verfahren zur hemmung der unerwünschten radikalischen polymerisation von in einer flüssigen phase p befindlicher acrylsäure |
| WO2021191042A1 (de) | 2020-03-26 | 2021-09-30 | Basf Se | Verfahren zur hemmung der unerwünschten radikalischen polymerisation von in einer flüssigen phase p befindlicher acrylsäure |
| WO2023006503A1 (de) | 2021-07-28 | 2023-02-02 | Basf Se | Verfahren zur herstellung von acrylsäure |
| WO2025172146A1 (de) | 2024-02-15 | 2025-08-21 | Basf Se | Verfahren zur herstellung von acrylsäure |
| WO2025219136A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing acrylic acid production waste streams |
| WO2025219137A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing acrylic acid production waste streams by gasification and fermentation |
| WO2025219135A1 (en) | 2024-04-17 | 2025-10-23 | Basf Se | Process for utilizing high calorific acrylic acid production waste streams |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007103607A (ru) | 2008-08-10 |
| CN1980879B (zh) | 2011-03-02 |
| MY140316A (en) | 2009-12-31 |
| US20060004226A1 (en) | 2006-01-05 |
| TWI344953B (en) | 2011-07-11 |
| JP5156375B2 (ja) | 2013-03-06 |
| US7388109B2 (en) | 2008-06-17 |
| JP2008504311A (ja) | 2008-02-14 |
| TWI351985B (en) | 2011-11-11 |
| EP1765754B1 (de) | 2015-12-09 |
| KR20070039577A (ko) | 2007-04-12 |
| ZA200700833B (en) | 2008-10-29 |
| RU2391330C9 (ru) | 2011-05-10 |
| CN1980879A (zh) | 2007-06-13 |
| KR101188502B1 (ko) | 2012-10-08 |
| RU2391330C2 (ru) | 2010-06-10 |
| EP1765754A1 (de) | 2007-03-28 |
| TW200616941A (en) | 2006-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1765754B1 (de) | Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan | |
| EP2029512B1 (de) | Verfahren zur herstellung von acrolein, oder acrylsäure, oder deren gemisch aus propan | |
| EP1642879B1 (de) | Verfahren zur Herstellung von Acrolein oder Acrylsäure oder deren Gemisch aus Propan | |
| EP1940763B1 (de) | Verfahren zur herstellung von acrolein, oder acrylsäure oder deren gemisch aus propan | |
| EP1546074B1 (de) | Verfahren zur herstellung von wenigstens einem partiellen oxidations- und/oder ammoxidationsprodukt des propylens | |
| DE102004032129A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan | |
| EP1765759B1 (de) | Verfahren zur herstellung von acrylsäure durch heterogen katalysierte partielle gasphasen oxidation von propylen | |
| EP1945600B1 (de) | Verfahren zum stabilen betreiben eines kontinuierlich ausgeübten herstellprozesses zur erzeugung von acrolein, oder acrylsäure oder deren gemisch aus propan | |
| DE102005022798A1 (de) | Verfahren zur Herstellung wenigstens eines Zielproduktes durch partielle Oxidation und/oder Ammoxidation von Propylen | |
| DE102005013039A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan | |
| DE102005010111A1 (de) | Verfahren zur Herstellung von Acrylsäure durch heterogen katalysierte partielle Gasphasenoxidation von Propylen | |
| DE102005009885A1 (de) | Verfahren zur Herstellung von Acrolein oder Acrylsäure oder deren Gemisch durch heterogen katalysierte partielle Gasphasenoxidation von Propylen | |
| DE102005009891A1 (de) | Verfahren zur Herstellung von Acrylsäure durch heterogen katalysierte partielle Gasphasenoxidation von Propylen | |
| DE102005052917A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan | |
| EP1881952B1 (de) | Verfahren zur herstellung wenigstens eines zielproduktes durch partielle oxidation und/oder ammoxidation von propylen | |
| DE102005049699A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan | |
| EP1951650A1 (de) | Verfahren zur herstellung von acrolein, oder acrylsäure, oder deren gemisch aus propan | |
| KR101259649B1 (ko) | 프로필렌의 불균질 촉매화 부분 기상 산화를 사용한아크롤레인, 아크릴산 또는 그의 혼합물의 제조 방법 | |
| DE102005056377A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure, oder deren Gemisch aus Propan | |
| DE102005057197A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure, oder deren Gemisch aus Propan | |
| DE102005051401A1 (de) | Verfahren zur Herstellung von Acrolein, oder Acrylsäure oder deren Gemisch aus Propan |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BW BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE EG ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KM KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NA NG NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SM SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): BW GH GM KE LS MW MZ NA SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LT LU MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2005804913 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007518469 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200580022662.8 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020077002530 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007103607 Country of ref document: RU Ref document number: 449/CHENP/2007 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2005804913 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020077002530 Country of ref document: KR |