WO2006045952A1 - Element de structure file monolithique et bi-fonctionnel - Google Patents
Element de structure file monolithique et bi-fonctionnel Download PDFInfo
- Publication number
- WO2006045952A1 WO2006045952A1 PCT/FR2005/002669 FR2005002669W WO2006045952A1 WO 2006045952 A1 WO2006045952 A1 WO 2006045952A1 FR 2005002669 W FR2005002669 W FR 2005002669W WO 2006045952 A1 WO2006045952 A1 WO 2006045952A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy
- structure element
- alloys
- spun
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, rods or tubes
- B21C23/10—Making finned tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/01—Extruding metal; Impact extrusion starting from material of particular form or shape, e.g. mechanically pre-treated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/22—Making metal-coated products; Making products from two or more metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/001—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating by extrusion or drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/12—Construction or attachment of skin panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/12764—Next to Al-base component
Definitions
- the invention relates to a new manufacturing method for bi-functional aluminum alloy spun structural elements, as well as structural elements produced by this method.
- the invention is particularly useful for the manufacture of weldable stiffeners for aircraft construction.
- “property compromise” is meant, for example, a compromise between properties grouped under the term “static mechanical resistance” (in particular the breaking strength R m and the yield strength R p o , 2 ) on the one hand, and properties gathered under the term “damage tolerance” (including toughness and resistance to crack propagation) on the other hand.
- static mechanical resistance in particular the breaking strength R m and the yield strength R p o , 2
- damage tolerance including toughness and resistance to crack propagation
- the problem that the present invention seeks to solve is therefore to allow the production of monolithic and bi-functional structural elements involving two different aluminum alloys, and more specifically to make possible the assembly by welding between a structural element of fusion-weldable heat-treated aluminum alloy (such as fuselage skin made of AA6056 alloy sheet metal) and a structural heat-treated aluminum alloy member known to be non-fusion weldable (such as a spun stiffener alloy AA7349).
- a structural element of fusion-weldable heat-treated aluminum alloy such as fuselage skin made of AA6056 alloy sheet metal
- a structural heat-treated aluminum alloy member known to be non-fusion weldable such as a spun stiffener alloy AA7349.
- the invention relates to a spun " structure " element (F), in particular a stiffener for aeronautical construction, comprising a foot capable of being fixed on a surface, for example by welding or any other method, and a body, characterized in that said foot is made of aluminum-based alloy (B) and said body is made of heat-treated aluminum alloy (A), it being understood that the alloy (A) is different from the alloy (B).
- F spun " structure " element
- F in particular a stiffener for aeronautical construction, comprising a foot capable of being fixed on a surface, for example by welding or any other method, and a body, characterized in that said foot is made of aluminum-based alloy (B) and said body is made of heat-treated aluminum alloy (A), it being understood that the alloy (A) is different from the alloy (B).
- the subject of the invention is also a method for manufacturing a spun structure element, comprising the following steps:
- step (c) cutting the product from step (b) to obtain a spun structure element (F) having an alloy foot (B) and an alloy body (A); this cut can be followed by machining.
- a third object of the present invention is a method of manufacturing a welded structure element, in particular for aircraft construction, in which (a) fusing a spun structure element (F) according to the invention to a component of structure (E) of heat-treated aluminum alloy, (b) optional thermal treatment is performed on said welded structure element (G).
- Figure 1 shows the section of an axially symmetrical hollow composite billet used to spin a hollow tube. It comprises an alloy (A) and an alloy (B).
- Figure 2 shows the section of a hollow spun tube used to obtain, by longitudinal cut (indicated by the arrows), the spun structure element (F) according to the invention.
- FIG. 3 schematically shows a composite spinning billet which makes it possible to produce the spun structure element (F) according to the invention, but which does not correspond to a preferred embodiment. It comprises an alloy (A) and an alloy (B).
- Figure 4 shows the width of the diffusion zone between the alloys (A) and (B) for two pairs of alloys, AA7349 / AA5086 (reference P5) and AA7349 / AA6056 (reference P6), and three chemical elements monitored: magnesium, copper and zinc.
- the width of the diffusion zone D in the spun product is defined as the width between the points for which a composition change of 0.1% by weight of the nominal composition of the element in the analyzed product is observed.
- FIG. 5 shows in an example the width D of the diffusion zone.
- Figure 6 defines the height h (see double-arrow) penetration of the alloy (B) of the foot in the alloy body (A) of the spun structure element (F).
- Figure 7 shows schematically the device used to measure the tear force of the body of the profile.
- Figures 8, 9 and 10 show different modes of use of the profile according to the invention.
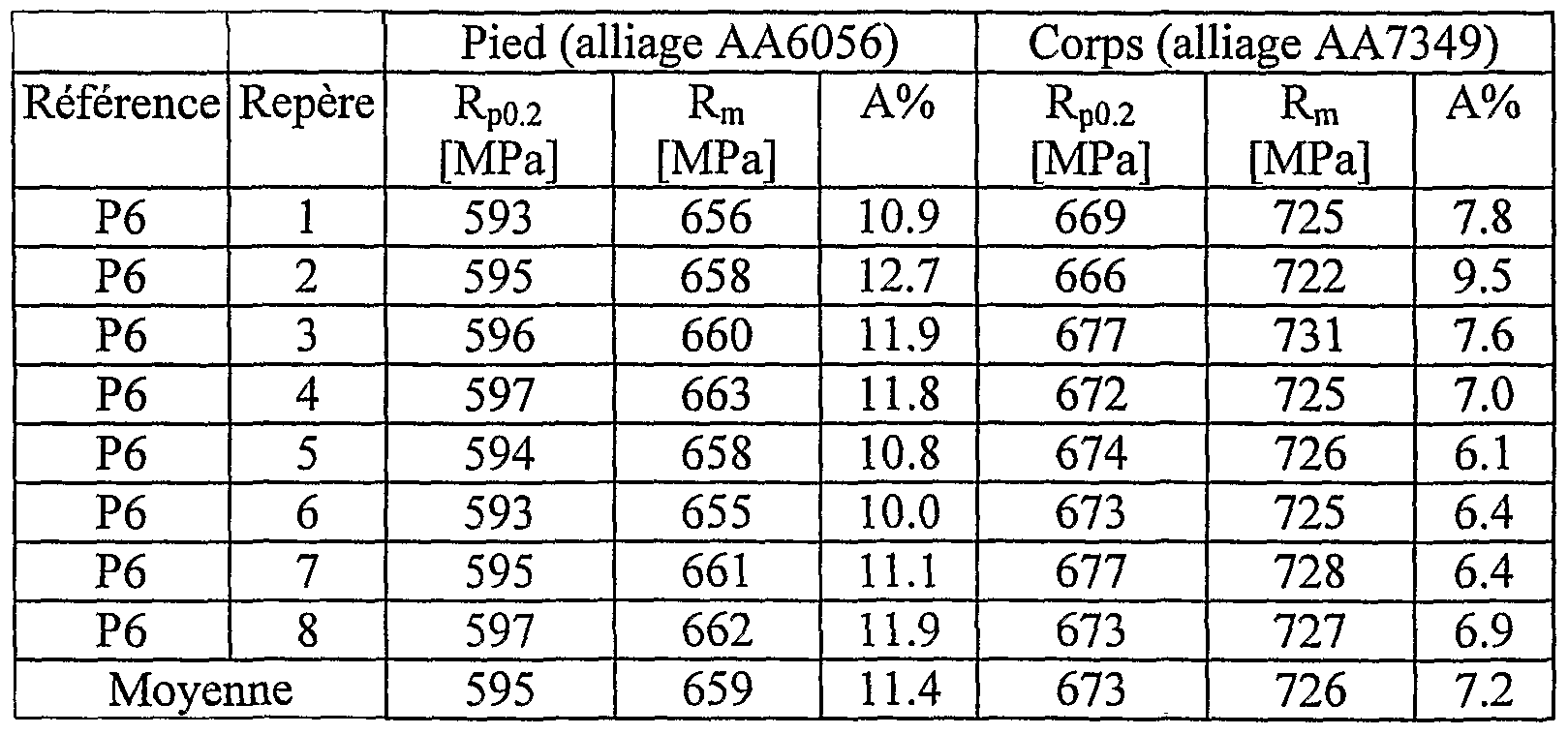
- the static mechanical characteristics that is the breaking strength R m , the yield point R p o , 2 , and the elongation at break A, are determined by a tensile test according to the EN 10002-1 standard, the location and direction of specimen collection being defined in EN 755-1. Unless otherwise stated, the definitions of the European standard EN 12258-1 apply.
- the term "sheet metal" is used here for rolled products of any thickness.
- machining includes any material removal process such as turning, milling, drilling, reaming, tapping, EDM, grinding, polishing.
- spunbond includes tubular products and in particular spun and drawn tubes.
- a "structural element” or “structural element” of a mechanical construction is called a mechanical part, the failure of which is likely to endanger the safety of the said construction, its users, its users or others.
- these structural elements include the elements that make up the fuselage (such as fuselage skin (fuselage skin in English), stiffeners or stringers, bulkheads, fuselage (circumferential frames)), wings (such as wing skin
- the term "monolithic structural element” refers here to a structural element that has been obtained, most often by machining, from a single piece of rolled, molded, forged or molded semi-finished product, without assembly, such as than riveting, welding, gluing, with another piece.
- bi-functional structural element here refers primarily to the functions conferred by the metallurgical characteristics of the product and not by its geometrical form.
- a spun structure element (F) comprising two coextruded alloys, wherein the foot, that is to say the part intended to be fixed on the surface of another structural element (E), to form a structural element (G), is of alloy (B), and for example in the same alloy as that on which it must be fixed, while the body, which constitutes the remainder of said spun structure element (F) may be of alloy with high mechanical characteristics (A).
- the alloy (B) may be a heat treated alloy.
- the alloy (A) may advantageously be a heat-treated alloy, so that the structural element (G) formed by assembly between the structural elements (F) and (E) can be used in aircraft construction.
- Such a spun structure element (F) according to the invention is therefore bifunctional, in the sense that its body meets metallurgical requirements significantly different from those of its foot.
- the alloy (B) is a weldable alloy, including fusion weldable, so that the assembly between the spun structure element (F) according to the invention and the element of structure (E) can be done by welding.
- the alloy (B) can be an alloy of the 6xxx, 5xxx or 4xxx series.
- the alloy (A) does not need to be weldable, but that is not excluded.
- the present invention is applicable to any combination of spinnable aluminum-based alloys.
- the alloy (A) is an alloy of the 7xxx series, and preferably selected from the group consisting of 7049, 7149, 7249, 7349, 7449, 7050, 7055, 7075, 7036, 7068 alloys.
- 7136 and the alloy (B) is selected from the group consisting of 4xxx, 5xxx, 6xxx, and preferably 6056, 6056A, 6156, 6013, 6060, 6110, 5005, 5083, 5086 fusion-weldable alloys. It is also possible to use other Al-Zn-Cu-Mg alloys for the alloy (A), and especially those with a high zinc content (> 8.7%).
- the alloy (A) can be selected from the group consisting of alloys 7049, 7149, 7249, 7349, 7449, 7050, 7055, 7075, 7068, 7036, and the alloy (B) can be an alloy of the 2xxx series, and may be selected from the group consisting of alloys 2024, 2024A, 2056, 2124, 2224, 2324, 2424, 2524.
- the assembly of the structural elements (F ) and (E) is not necessarily done by welding, but can be done by traditional methods of riveting. This type of bifunctional structural elements can also find direct applications, ie which do not involve an assembly with other structural elements.
- the spun structure element (F) according to the invention may be manufactured by a method comprising the following steps:
- step (c) the product resulting from step (b) is cut, and possibly manufactured, so as to obtain structural elements (F) comprising an alloy foot (B) and an alloy body (A).
- an axially symmetrical composite hollow billet is first produced, which concentrically comprises two circular section tubes, the inner alloy tube (B) of outside diameter D being threaded into the alloy outer tube ( A) of inner diameter D.
- This insertion can be made by hot expansion of the outer tube. It is however preferred to operate by cold contraction of the inner tube; the Applicant has found that the use of this latter method of insertion leads to the spun structural element (F) at a force larger tear.
- the Applicant has found that it is very important that in the composite hollow billet, the difference in axial symmetry is as small as possible, since it has a direct effect on the symmetry of the section of the spun hollow tube, and especially on the constancy of the thickness of the inner wall as well as the penetration height (defined in Figure 6) of the alloy (B) in the body of the structural element (F).
- the cutting in step (c) can be performed according to known techniques. This is a longitudinal cut to obtain long segments of the spun structure element, which can be cut to the desired length.
- the fins of the spun hollow tube become the body of the structural element (F), while the hollow tube itself becomes its foot. It may be advantageous to complete the foot by machining.
- a monolithic and bifunctional structural element (F) is thus obtained, the body of which has, for example, particularly high static mechanical strength characteristics, whereas the foot has, for example, a particularly high resistance to fatigue, or the characteristic technique to be weldable by fusion.
- the spun structure element (F) according to the invention may also be manufactured by any other method which provides a sufficiently strong metallurgical bond between the foot and the body, as characterized by the pulling force of the body.
- the method described above based on needle spinning of an axially symmetrical composite hollow billet, gives better results than the use of a billet assembled sequentially from two billets of equal outside diameter (FIG. 3). When using such a billet according to Figure 3, it is not done by needle spinning. It is also possible to use, instead of a cast billet, a concentric tube consisting of two spun and possibly machined tubes.
- the advantage of using an axially symmetrical composite hollow billet is that this method ensures a good homogeneity of the spun product, and in particular a fairly constant distribution of the two alloys on the foot and the body of the spun structural element (F). depending on the length of the spun hollow tube.
- the inventors have observed that between the beginning and the end of the hollow tube spun from a composite hollow billet with axial symmetry, the height h (defined in Figure 6) decreases from about 6 mm to about 3 mm. This slight inhomogeneity does not seem to have an appreciable negative effect on the properties of use of the structural element (F).
- the inventors have found that the use of a reverse spinning process of an axially symmetric composite hollow billet as described above minimizes this inhomogeneity.
- the method according to the invention makes it possible to manufacture structural elements (G) by welding the spun structure element (F) with another structural element (E), in which the application of a tearing force to the body of the structural element (F) does not normally lead to a break between the foot and the body. This means that we do not observe a mechanical fragility of the interface between the alloys (A) and (B).
- the use of a spun structure element (F) according to the invention makes it possible to produce structural elements (G) of large size in a very simple manner.
- the spun structure element (F) may be a stiffener that is welded to a sheet.
- the invention also includes a method of manufacturing a welded structure element (G), in particular for aircraft construction, in which
- a welded structure element (G) may be a fuselage element of an aircraft.
- Figure 8 shows a fuselage panel (10), showing the product (E), of which one of the surfaces (11) has been machined.
- a spun structure element (F) according to the invention (reference numeral 12), with a weldable alloy foot (13) and a body (14), was welded to the product (E), with the formation of a welded zone (15).
- any eventual heat treatment is done on the welded part.
- heat treatments of income can add up. Therefore, it is necessary that the state of heat treatment of the structural elements (F) and (E) is well chosen to arrive through a heat treatment after welding to a final state of the structural element (G) which is satisfactory, for example by the pre ⁇ income on one or other of the elements.
- a 7xxx alloy stiffener requires a revenue of a shorter total duration than a half-product 6xxx alloy.
- the 6xxx alloy sheets must have been pre-tempered before welding, since the duration of the heat treatment they can undergo after welding is limited by the shorter duration of the treatment of income that the 7xxx alloy stiffeners must undergo after welding.
- the body of the extruded structure element (F), which is made of alloy (A) and which is fixed, for example by welding or riveting, to a product or structural element ( E), can be fixed, for example by riveting or bolting, on other products.
- Figure 10 which shows a product (20), representing the product (E), of which one of the surfaces (11) has been machined.
- a spun structure element (F) according to the invention reference numeral 12
- a spun structure element (F) according to the invention reference numeral 12
- the body (14) of the spun structure member is rivet (16) attached to another structural member (17).
- a complex structural element can be used in aeronautical construction as a fuselage frame assembly: in this case the body (14) of the bi-functional spun section (F) according to the invention (12) is made of alloy the 2xxx series, and the foot (13) in 4xxx, 5xxx or 7xxx alloy, the product (20) is the fuselage skin, (12) is a "stiffener" (in English shear web), and (17) the frame .
- FIG. 9 shows an embodiment of a structural element (G) from a bifunctional spun structure element (F) according to the invention by riveting.
- the bi-functional structural element (12) has a high-strength 7xxx series alloy body (14) and a 2xxx series high-tolerance alloy foot (13).
- the foot (13) is fixed by rivets (16) on two adjacent structural elements (E) (item 18).
- Such a structural element (G) can be used for the construction of the aircraft fuselage.
- spun structural elements are manufactured with an AA7349 alloy body and an alloy foot AA6056 (reference P6) or alloy AA5086 (reference P5).
- a hollow spinning billet is prepared having an outer concentric portion of AA7349 alloy and a concentric inner portion of an alloy
- AA6056 or AA5086 in the following manner: a first billet AA7349 alloy is cast and a cylinder with an outside diameter of
- a cylinder with an outer diameter D and a circular section of channel (diameter d) is prepared so that the longitudinal axis of the cylinder and the longitudinal axis of the channel coincide. Said channel traverses the entire length of said cylinder.
- the quality of the metallurgical bond between the two alloys (A) and (B) is characterized by measuring the tearing force of the body of the structural element when the foot is fixed in a rigid holding device.
- This device is shown schematically in FIG. 7.
- a section of the structural element (F) to be tested is cut out and fixed between jaws 1, 2.
- the shape of the jaws is adapted to the curvature of the product. to ensure perfect contact between the jaws and the sample.
- the body 3 of the product is taken between the jaws (not shown in Figure 7) of a traction machine.
- a pulling force 4 is applied and increased until the product to be tested breaks. We record the force. It is possible to approximate a tensile stress by dividing the force by Section A.
- the results of this pullout test are given in Tables 4, 5 and 6.
- FIG. 4 shows the length of the diffusion zone determined for a representative electron probe (electron probe micro-analysis) hollow tube for two alloy combinations (A) and (B) and three elements monitored, the magnesium, copper and zinc.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Extrusion Of Metal (AREA)
- Floor Finish (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
Description




Claims
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200580036832.8A CN101048240B (zh) | 2004-10-27 | 2005-10-26 | 整体式双功能挤压结构元件 |
| BRPI0517400-7A BRPI0517400B1 (pt) | 2004-10-27 | 2005-10-26 | Processo de fabricação de um elemento de estrutura extrudado, elemento de estrutura extrudado e elemento de estrutura soldado |
| JP2007538467A JP2008517829A (ja) | 2004-10-27 | 2005-10-26 | 二機能性モノリシック押出し成形構造用材料 |
| EP05814985A EP1817124B1 (fr) | 2004-10-27 | 2005-10-26 | Element de structure file monolithique et bi-fonctionnel |
| ES05814985T ES2400573T3 (es) | 2004-10-27 | 2005-10-26 | Elemento de estructura extruido monolítico y bifuncional |
| CA2581378A CA2581378C (fr) | 2004-10-27 | 2005-10-26 | Element de structure file monolithique et bi-fonctionnel |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0411442A FR2876924B1 (fr) | 2004-10-27 | 2004-10-27 | Element de structure file monolithique et bi-fonctionnel |
| FR0411442 | 2004-10-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2006045952A1 true WO2006045952A1 (fr) | 2006-05-04 |
Family
ID=34950198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2005/002669 Ceased WO2006045952A1 (fr) | 2004-10-27 | 2005-10-26 | Element de structure file monolithique et bi-fonctionnel |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7862903B2 (fr) |
| EP (1) | EP1817124B1 (fr) |
| JP (1) | JP2008517829A (fr) |
| CN (1) | CN101048240B (fr) |
| BR (1) | BRPI0517400B1 (fr) |
| CA (1) | CA2581378C (fr) |
| ES (1) | ES2400573T3 (fr) |
| FR (1) | FR2876924B1 (fr) |
| UA (1) | UA90284C2 (fr) |
| WO (1) | WO2006045952A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007070731A1 (fr) * | 2005-11-09 | 2007-06-21 | Alcoa Inc. | Element structurel extrude monolithique a plusieurs alliages et son procede de fabrication |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE602005014564D1 (de) * | 2004-09-14 | 2009-07-02 | Alcan Rhenalu | Geschweisstes strukturelement mit mindestens zwei aluminiumlegierungsteilen, die verschiedene metallurgische zustände haben, und verfahren zur herstellung solch eines elements |
| TW200824810A (en) * | 2006-12-13 | 2008-06-16 | Hwan Chee Metal Co Ltd | Process for fabricating extruded parts made of aluminum composite materials and extruded parts made by same |
| DE102007038713B4 (de) * | 2007-08-14 | 2009-07-23 | Thyssenkrupp Steel Ag | Verfahren zur Herstellung von partiell verstärkten Hohlprofilen |
| DE102009032435B4 (de) * | 2009-07-09 | 2012-08-16 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Vorrichtung zur Herstellung eines querfließgepressten Verbundkörpers und querfließgepresster Verbundkörper |
| WO2018037390A2 (fr) | 2016-08-26 | 2018-03-01 | Shape Corp. | Procédé de formage à chaud et appareil de pliage transversal d'une poutre d'aluminium profilée pour former à chaud un composant structural de véhicule |
| US11072844B2 (en) | 2016-10-24 | 2021-07-27 | Shape Corp. | Multi-stage aluminum alloy forming and thermal processing method for the production of vehicle components |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2798604A (en) * | 1956-04-20 | 1957-07-09 | Aluminum Co Of America | Extrusion |
| US3482003A (en) * | 1967-12-06 | 1969-12-02 | Atomic Energy Commission | Method of extrusion of ribbed composite members |
| US4214925A (en) * | 1977-10-25 | 1980-07-29 | Kobe Steel, Limited | Method for fabricating brazed aluminum fin heat exchangers |
| EP0508434A1 (fr) * | 1991-04-09 | 1992-10-14 | Österreichisches Forschungszentrum Seibersdorf Ges.M.B.H. | Procédé de fabrication de profilés extrudés |
| US6082073A (en) * | 1997-09-10 | 2000-07-04 | Daimler-Benz Aktiengesellschaft | Profile for a truck floor |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ZA82703B (en) * | 1981-02-18 | 1982-12-29 | Babcock & Wilcox Co | Method of preparing multimetal extrusion billets |
| DE19639667C1 (de) * | 1996-09-27 | 1998-03-12 | Daimler Benz Aerospace Airbus | Verfahren zum Schweißen von Profilen auf großformatigen Aluminium-Strukturbauteilen mittels Laserstrahlen |
| US6712315B2 (en) * | 2000-11-30 | 2004-03-30 | Airbus Deutschland Gmbh | Metal structural component for an aircraft, with resistance to crack propagation |
| JP2003277898A (ja) * | 2002-03-27 | 2003-10-02 | Society Of Japanese Aerospace Co Inc | 航空機用ストリンガー |
| US7360676B2 (en) * | 2002-09-21 | 2008-04-22 | Universal Alloy Corporation | Welded aluminum alloy structure |
| EP1965935A1 (fr) * | 2005-11-09 | 2008-09-10 | Alcoa Inc. | Element structurel extrude monolithique a plusieurs alliages et son procede de fabrication |
-
2004
- 2004-10-27 FR FR0411442A patent/FR2876924B1/fr not_active Expired - Fee Related
-
2005
- 2005-10-26 CN CN200580036832.8A patent/CN101048240B/zh not_active Expired - Fee Related
- 2005-10-26 JP JP2007538467A patent/JP2008517829A/ja active Pending
- 2005-10-26 UA UAA200705857A patent/UA90284C2/ru unknown
- 2005-10-26 WO PCT/FR2005/002669 patent/WO2006045952A1/fr not_active Ceased
- 2005-10-26 CA CA2581378A patent/CA2581378C/fr not_active Expired - Fee Related
- 2005-10-26 EP EP05814985A patent/EP1817124B1/fr not_active Expired - Lifetime
- 2005-10-26 BR BRPI0517400-7A patent/BRPI0517400B1/pt not_active IP Right Cessation
- 2005-10-26 ES ES05814985T patent/ES2400573T3/es not_active Expired - Lifetime
- 2005-10-27 US US11/259,094 patent/US7862903B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2798604A (en) * | 1956-04-20 | 1957-07-09 | Aluminum Co Of America | Extrusion |
| US3482003A (en) * | 1967-12-06 | 1969-12-02 | Atomic Energy Commission | Method of extrusion of ribbed composite members |
| US4214925A (en) * | 1977-10-25 | 1980-07-29 | Kobe Steel, Limited | Method for fabricating brazed aluminum fin heat exchangers |
| EP0508434A1 (fr) * | 1991-04-09 | 1992-10-14 | Österreichisches Forschungszentrum Seibersdorf Ges.M.B.H. | Procédé de fabrication de profilés extrudés |
| US6082073A (en) * | 1997-09-10 | 2000-07-04 | Daimler-Benz Aktiengesellschaft | Profile for a truck floor |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007070731A1 (fr) * | 2005-11-09 | 2007-06-21 | Alcoa Inc. | Element structurel extrude monolithique a plusieurs alliages et son procede de fabrication |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0517400A (pt) | 2008-10-14 |
| JP2008517829A (ja) | 2008-05-29 |
| ES2400573T3 (es) | 2013-04-10 |
| US7862903B2 (en) | 2011-01-04 |
| EP1817124A1 (fr) | 2007-08-15 |
| US20060118213A1 (en) | 2006-06-08 |
| CA2581378A1 (fr) | 2006-05-04 |
| BRPI0517400A8 (pt) | 2016-11-08 |
| EP1817124B1 (fr) | 2012-12-05 |
| CA2581378C (fr) | 2013-02-19 |
| UA90284C2 (ru) | 2010-04-26 |
| CN101048240B (zh) | 2010-12-08 |
| FR2876924B1 (fr) | 2006-12-08 |
| FR2876924A1 (fr) | 2006-04-28 |
| BRPI0517400B1 (pt) | 2019-03-26 |
| CN101048240A (zh) | 2007-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1799391B8 (fr) | Element de structure soude comprenant au moins deux parties en alliages d'aluminium presentant un etat metallurgique different, procede de fabrication d'un tel element | |
| CA2760015C (fr) | Procede d'assemblage par soudage de pieces en alliage d'aluminium avec deformation a froid suivi d'un revenu post soudage de l'ensemble de la zone soudee | |
| EP1170118B1 (fr) | Tôles en alliage d'aluminium plaquées pour éléments de structure d'aéronefs | |
| EP1891247B1 (fr) | Tole en aluminium-cuivre-lithium a haute tenacite pour fuselage d'avion | |
| CA2528614C (fr) | Produits en alliages al-zn-mg-cu a compromis caracteristiques mecaniques statiques/tolerance aux dommages ameliore | |
| EP1817124B1 (fr) | Element de structure file monolithique et bi-fonctionnel | |
| EP2819800B1 (fr) | Procédé d'assemblage de deux pièces métalliques par brasage | |
| CN101484266B (zh) | 摩擦压接部件、由该摩擦压接部件构成的吊杆和接合方法 | |
| EP2643600B1 (fr) | Procédé de fabrication d'une bielle mécanique tubulaire, et bielle obtenue par un tel procédé | |
| JP5081153B2 (ja) | 摩擦圧接方法 | |
| CA2560672C (fr) | Element de structure pour construction aeronautique presentant une variation des proprietes d'emploi | |
| EP2370702B1 (fr) | Procede de fabrication d'une bielle en metal, renforcee par des fibres longues | |
| EP2125259B1 (fr) | Produit corroyé incluant un capteur optique et son procédé de fabrication | |
| EP2358546B2 (fr) | Jante de roue pour cycle et procédé de fabrication | |
| FR2889542A1 (fr) | Tole en aluminium-cuivre-lithium a haute tenacite pour fuselage d'avion | |
| EP3765284A1 (fr) | Piece hybride stratifiee aluminium-composite | |
| FR2978689A1 (fr) | Bielle mecanique tubulaire |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BW BY BZ CA CH CN CO CR CU CZ DK DM DZ EC EE EG ES FI GB GD GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV LY MD MG MK MN MW MX MZ NA NG NO NZ OM PG PH PL PT RO RU SC SD SG SK SL SM SY TJ TM TN TR TT TZ UG US UZ VC VN YU ZA ZM |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GM KE LS MW MZ NA SD SZ TZ UG ZM ZW AM AZ BY KG MD RU TJ TM AT BE BG CH CY DE DK EE ES FI FR GB GR HU IE IS IT LU LV MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW MR NE SN TD TG |
|
| DPEN | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed from 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2005814985 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2581378 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007538467 Country of ref document: JP Ref document number: 200580036832.8 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 2005814985 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: PI0517400 Country of ref document: BR |