WO2007006426A2 - Process of producing a foil of an al-fe-si type aluminium alloy and foil thereof - Google Patents
Process of producing a foil of an al-fe-si type aluminium alloy and foil thereof Download PDFInfo
- Publication number
- WO2007006426A2 WO2007006426A2 PCT/EP2006/006332 EP2006006332W WO2007006426A2 WO 2007006426 A2 WO2007006426 A2 WO 2007006426A2 EP 2006006332 W EP2006006332 W EP 2006006332W WO 2007006426 A2 WO2007006426 A2 WO 2007006426A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- process according
- product
- weight
- alloy
- anneal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
Definitions
- the present invention relates to a method of making an aluminium alloy product having a gauge below 200 ⁇ m. It also relates to an aluminium alloy product having a gauge below the same value and to containers for food packaging applications made from this aluminium alloy product.
- Alloys of aluminium have been used for many years as a foil for household cooking purposes, food packaging and other applications.
- a series of alloy compositions have been developed for such uses and they include alloys based on the compositions AA8006, AA8011, AA8111, AA8014, AA8015, AA8021 and AA8079, (where these compositions are those designated by the internationally recognised standards of the Aluminum Association of America).
- Alloys of the 3XXX series may also be used for foil applications, alloy AA3005 for example.
- Alloys of the AA8079 or AA8021 type have a high Fe content and a low Si content.
- Alloys of the AA8011 type have a more balanced Fe and Si content and such compositional variations affect the kind of intermetallic phases formed during solidification, which in turn they affect the final annealing response.
- foil manufacturers typically incorporate an interannealing step to soften the cold rolled product before final cold rolling.
- a product which is just cold rolled, would have high strength (due to the work hardening) but limited ductility.
- a final annealing operation is carried out, either through a batch anneal or a continuous annealing line.
- the essential variables are temperature and time and, largely depending on these factors, processes of recovery, recrystallization and grain growth may proceed within the cold worked product.
- the parameters are set to ensure that a small grain-sized structure is maintained, large grains having a detrimental impact on mechanical properties.
- the microstructure of a cold rolled sheet or foil consists of fine grains of a micron scale and a high density of intermetallic phases formed during solidification.
- the intermetallics are broken down during rolling and have a typical particle size between 0.1 and 1.5 ⁇ m. This provides the main pre-requisite for an optimum annealing response.
- the other important metallurgical feature is the high cold rolling degree, resulting in a fine grain structure.
- these grain structures are highly anisotropic.
- the number of dislocations is reduced and a sub-grain structure can form. With increasing time or temperature the sub-grain size gradually increases. Initially in such a case there is no appreciable change to the microstructure, with the product retaining much of its anisotropy. Whilst there is a significant drop in strength from the as-cold rolled state and an increase in ductility, the ductility may not reach the levels achieved in a partially recrystallized material.
- recrystallization begins, being the gradual formation of a new, discernible, grain structure. Retarding forces, in the form of grain boundary precipitates / intermetallics pin the grain boundaries during recrystallization to restrict grain growth.
- the annealing treatment may, if there is sufficient supersaturated solute within the alloy matrix, also lead to the formation of fine intermetallic dispersoids. These too help to prevent grain growth.
- the ultimate strength of the alloy on its own is not the most important property. It is generally the case that as the strength of an alloy product increases the elongation will decline. In reality, alloy product design is always about optimising a balance of properties. A good balance in the case of deep drawn containers would be an optimum combination of strength and formability (reflected by tensile elongation). This balance can be assessed by multiplying the ultimate tensile strength (UTS) by the elongation at failure (E). In addition it is desirable for the alloy to have a good balance of properties in both the transverse and longitudinal directions because forming rarely, if ever, takes place in one dimension.
- the container walls have a certain degree of stiffness.
- the stiffness of a material is closely related to its yield stress (YS). Therefore, good yield strength is also desirable.
- YS yield stress
- the alloy product demonstrates strain hardening during deformation because this helps to prevent necking during forming.
- An alloy product with a YS close to its UTS would possess different deformation characteristics with limited, if any, strain hardening.
- WO 03/069003 describes an alloy of the high Fe / low Si type produced via a continuous casting route.
- the alloy disclosed comprises, in weight %, Fe 1.5-1.9, Si ⁇ 0.4, Mn 0.04-0.15, other elements and balance aluminium.
- the processing route used to make this product is to continuously cast the alloy, cold roll with an optional interanneal with a final anneal after cold rolling at between 200 and 430 0 C for a period of at least 30 hours.
- the preferred batch annealing process is a two- stage process involving a first step between 200 and 300 0 C and a second step between 300 and 430 0 C.
- JP-A-03153835 discloses a fin material for use in heat exchangers where the alloy composition is, in weight %, Fe 1.1-1.5, Si 0.35-0.8, Mn 0.1-0.4, balance aluminium.
- the alloy was semi-continuously cast into water-cooled moulds of an internal size 30x150mm, that is, on a laboratory scale.
- the casting was hot rolled, intermediately rolled, cold rolled with a maximum cold rolling reduction of 30% down to a thickness of 70 ⁇ m.
- the description of intermediate rolling followed by a smaller percentage of cold reduction suggests an intermediate anneal was used.
- JP-A-60200943 discloses a similar alloy having a composition of, in weight %,
- This alloy was also developed for use as a fin material within brazed heat exchangers.
- the alloy was cast as an ingot, i.e. in a DC semi-continuous manner, homogenised at 580 0 C for 10 hours and scalped. The ingots were then hot rolled at 525°C to a gauge of 4mm and intermediate annealed at 380 0 C for 1 hour.
- One specific alloy has a YS of 13.7kg/mm 2 , (134MPa) 1 a UTS of 16kg/mm 2 , (157MPa), but the elongation is reduced to 9%, giving a product of UTS x elongation of 1413.
- the alloy is continuously cast using a belt caster, cold rolled with an interanneal at a temperature between 280-350 0 C, and final annealed.
- the final gauge is 0.3mm, (300 ⁇ m), and the final anneal was a partial anneal by way of a batch process involving heating the cold rolled product to between 250 and 300 0 C.
- the alloy of this disclosure developed a UTS of around 125-160MPa and elongation values of between about 28 to 14.5%. Multiples of UTS and elongation can be calculated and they range from 2295 up to 3476. No data are shown concerning transverse properties or with respect to YS.
- AA8011 has a composition as follows, in weight %: Fe 0.6-1.0, Si 0.50-0.90, Cu ⁇ 0.10, Mn ⁇ 0.20, Mg ⁇ 0.05, Cr ⁇ 0.05, Zn ⁇ 0.10, Ti ⁇ 0.08, other elements ⁇ 0.05 and total others ⁇ 0.15, balance Al.
- An alloy with Fe at the lower end of this range is known, nominally Fe 0.65 and Si 0.65.
- This alloy is known with and without Mn and is known to be continuous cast and is used for non-demanding products like household foil.
- Another alloy is known with a nominal Fe content of 1.1 and Si also at 1.1. In these alloys, where the ratio of Fe to Si is 1 :1, the addition of Mn leads to an unstable annealing response at temperatures of 320 0 C and above. As a result Mn is avoided in such alloys.
- a first aspect of the invention is a process of manufacturing an aluminium alloy product comprising the following steps:
- the alloy composition is chosen to create the appropriate balance of intermetallics after solidification, control their size distribution (and hence effect on the annealing reaction), all of which determines the final microstructure and hence the property balance.
- a microstructure is developed which has a good balance between the forces driving grain boundary mobility and the retarding forces necessary to stabilise the grain size. This balance is stable over a wider range of annealing conditions leading to greater flexibility in manufacturing operations. This is because the supersaturated solute of Fe and Mn (which leads to dispersoid formation during annealing) and the intermetallic particles from the cast structure both act as retarding forces against grain coarsening.
- composition of the alloy is described, in particular with respect to other elements and the balance aluminium, in the same way as recognized by the Aluminum Association Register of International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys.
- Fe is added to provide mechanical strength although, because the structure is dependent on the kind of intermetallics and dispersoids formed, its content should preferably be considered together with the Mn and Si content. If the Fe content is too low the resulting mechanical strength will be too low. If the Fe content is too high it will promote coarse intermetallic phases to appear and these phases can be detrimental to the surface quality of drawn containers. Preferred embodiments are that the amount of Fe present is between 1.1 and 1.7 weight %, and more preferably between 1.2 and 1.6 weight %.
- the presence of Si helps reduce the solid solution of Fe and Mn, enabling continuous recrystallization to start within a low temperature annealing range.
- the addition of Si in combination with Fe helps promote the formation of cubic ⁇ - AI(FeMn)Si phase and it has been found that a predominance of this phase instead of the Si-free AI(FeMn) or of the monoclinic ⁇ -form of AIFeSi helps avoid smut formation and blackening during deep drawing.
- the predominant intermetallic phase present be cubic ⁇ - AI(FeMn)Si. If the Si content is too low the precipitates will be of the binary AIFe type. If the Si content reaches close to parity with the Fe content, as with the balanced AA8011 type alloys mentioned above, the ⁇ -phase is less likely to form and, instead, the ⁇ -form of AIFeSi will be formed.
- An alternative hypothesis is that the shape of the cubic ⁇ -phase during and after cold working has an effect. Because it is more rounded than the angular monoclinic ⁇ - form, fewer aluminium fines are generated during rolling and other forming operations. Fewer fines result in reduced surface damage.
- Si is present within the range 0.3 to 0.8 weight %, preferably within the range 0.4 to 0.7 weight %, and more preferably from 0.5 to 0.7 weight %.
- the Fe:Si ratio is preferably between 1.5 and 5, more preferably between 1.5 and 3.
- Mn also promotes the formation of the cubic ⁇ -AIFeSi phase.
- Mn provides a small strengthening effect. If the Mn content is too high segregation problems will be encountered within the continuously cast product and the cast product would have to be homogenized. For this reason, if present, Mn is present in an amount up to 0.25%. Since it is desirable to be able to use recycled scrap and to gain the benefit of promoting the appropriate phase formation, it is preferred that Mn is present in an amount above 0.05 weight %. It is further preferred that Mn be present in an amount between 0.05 and 0.20 weight %.
- the continuous casting can be carried out in a variety of ways including belt casting, a preferred method is to employ twin roll casting. A preferred thickness of the cast product is between 2 and 10mm, more preferably between 3 and 8mm.
- the final gauge after cold rolling be below 180 ⁇ m, more preferably below 165 ⁇ m. It is preferred that the gauge be above 35 ⁇ m, more preferably above 60 ⁇ m, more particularly where the intended application is in food packaging containers.
- the final annealing may be performed by a batch process or by a continuous annealing process.
- the final annealing process establishes the final balance of mechanical properties for the aluminium strip product. As explained above it is important during this stage to be able to control the recovery / recrystallization reaction taking place within the cold worked metal. In reality, with this alloy and the inventive process it is possible to use a wide range of annealing conditions and achieve good mechanical properties. In the event a batch process is used, the temperature of the anneal is between
- the product according to the invention is so stable during annealing that the duration can be very long, with times of up to 60 hours and more being possible, this duration being inclusive of both the slow heat up to temperature and the hold at temperature.
- the duration of the batch anneal be between 10 and 45 hours.
- the temperature of the annealing treatment is between 400 and 520 0 C, preferably between 450 and 520 0 C.
- the duration the strip spends within the furnace is much shorter, usually of the order of seconds, for instance between 4 and 10 seconds, and is usually adjusted to bring about the necessary microstructural transformation during the annealing step.
- Continuous annealing on an industrial line can be simulated by immersing samples into furnaces set at lower temperatures but for longer durations.
- a second aspect of the invention is an aluminium alloy product having a gauge below 200 ⁇ m and comprising the following alloy composition in weight %: Fe 1.0 - 1.8 Si 0.3 - 0.8 Mn up to 0.25 other elements less than or equal to 0.05 each and less than or equal to 0.15 in total balance aluminium wherein the aluminium alloy product possesses the following properties: in the transverse direction: a yield stress >100MPa a UTS >130MPa an elongation > 19%, and a product of UTS x elongation >2500 and in the longitudinal direction: a yield stress >100MPa UTS >140MPa an elongation >18%, and a product of UTS x elongation >2500.
- the alloy product of the second aspect of the invention is obtainable by the process of the first aspect of the invention.
- the composition may be more preferably controlled in the same way as described above.
- the transverse yield stress is >110MPa, more preferably >120MPa and it is preferred that the longitudinal yield strength is >110MPa, more preferably >120MPa.
- transverse UTS be greater than 135MPa 1 more preferably >140MPa. It is preferred that the longitudinal UTS be greater than 150MPa.
- the transverse elongation for the inventive alloy product is preferred to be above 20% and more preferred to be 22%.
- the longitudinal elongation is preferred to be above 19% and more preferred to be above 20%.
- the transverse direction this is preferably >3000 and, in the longitudinal direction, it is preferred if this product is >3000.
- the process and product according to invention has a very useful balance of properties and adaptability such that its use can be contemplated within a wide range of typical foil applications including but not limited to, deep drawn containers, smooth-walled or wrinkle-walled containers and household cooking foil.
- Alloys 1 and 2 are alloys within the scope of the invention.
- Alloy 4 is an AA8011 type alloy with Fe towards the lower end of the composition range, i.e. similar to products commercially available, but with an addition of Mn.
- Alloy 5 is an alloy according to the prior art WO 03/069003. For each composition the other elements were ⁇ 0.05 each and 0.15 in total with the balance Al.
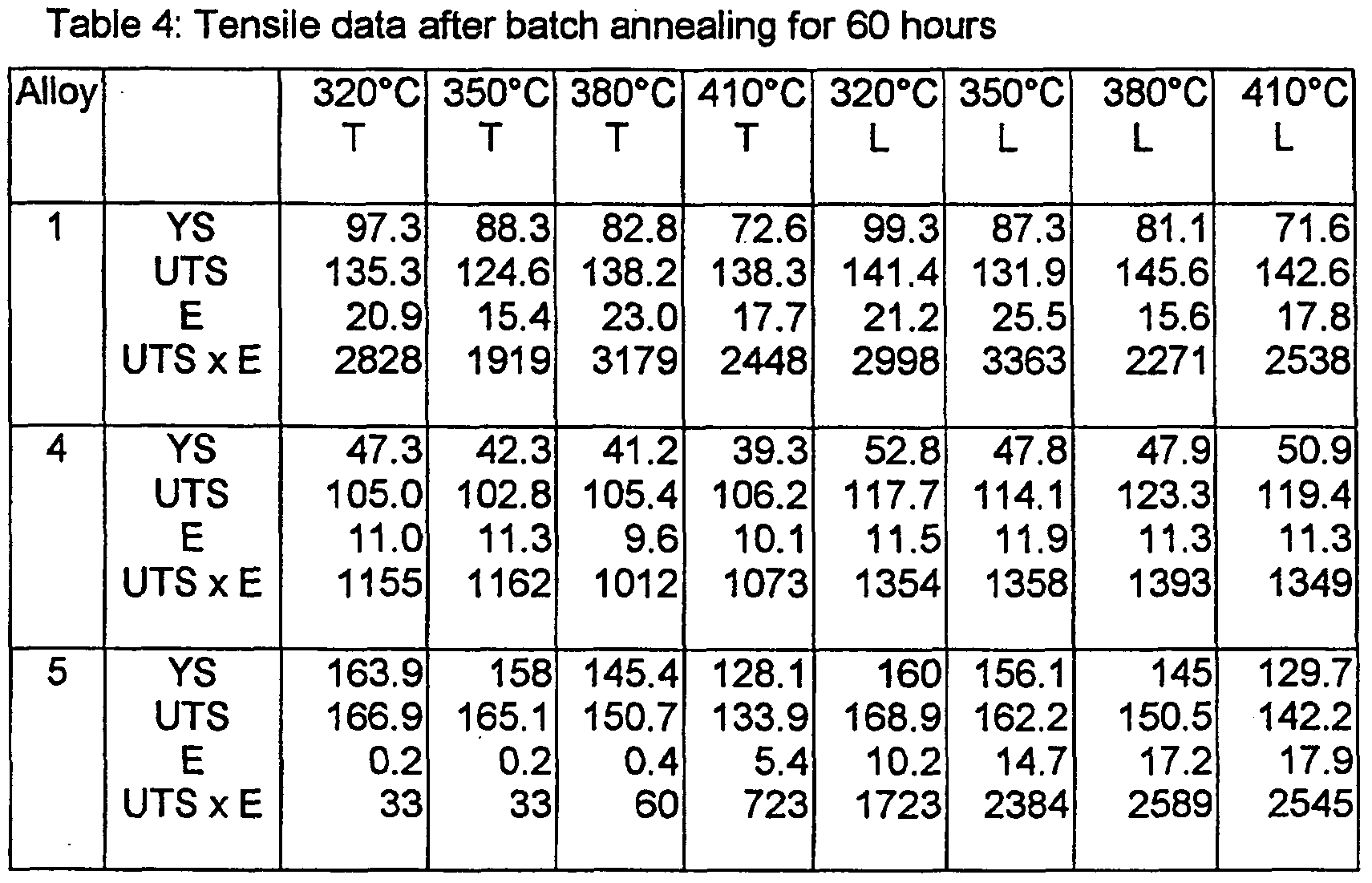
- All alloys were continuously cast in a twin roll caster to the gauges shown in Table 1. They were then cold rolled on a lab-scale cold mill to a final gauge of 150 ⁇ m without an interannealing step. Each cold rolled product of alloys 1 , 4 and 5 was then subjected to batch annealing treatments at 320, 350, 380 and 41O 0 C for periods of 20, 40 and 60 hours. Alloy 2 was batch annealed at these temperatures for a duration of 45 hours. Alloy 5 in particular, was found to have very inconsistent mechanical properties due to a completely different tensile deformation behaviour. As mentioned above, in order to assess the balance of strength and ductility the product of UTS and elongation was calculated. The mechanical properties are shown in Tables 2, 3 and 4 and in Figures 1 to 6.
- the inventive alloy 1 always has the better combination of UTS and elongation in the transverse direction compared with alloys 4 or 5.
- alloy 5 is able to match the combination of UTS and elongation only when it is s annealed at high temperatures. As described above, at such temperatures there is an increased danger of uncontrolled recrystallization and coarse grain growth and this is not satisfactory from an industrial processing perspective.
- Alloy 2, also according to the invention provides the best combination of properties; a combination that alloy 5 did not match.
- Alloy 1 was continuously cast in a twin roll caster to the same gauge as in
- the processing route with an interanneal at 320 0 C and the final anneal 30O 0 C 5 reflects the recommended production route from WO 02/064848.
- the mechanical properties of alloy 1 after these treatments are given in Table 5 and Figures 8 to 13. They show there is a significant difference between the mechanical properties attainable with the current invention and the product manufactured according to WO 02/064848. 0 Table 5:
- the YS of the interannealed version was very much inferior to the inventive method.
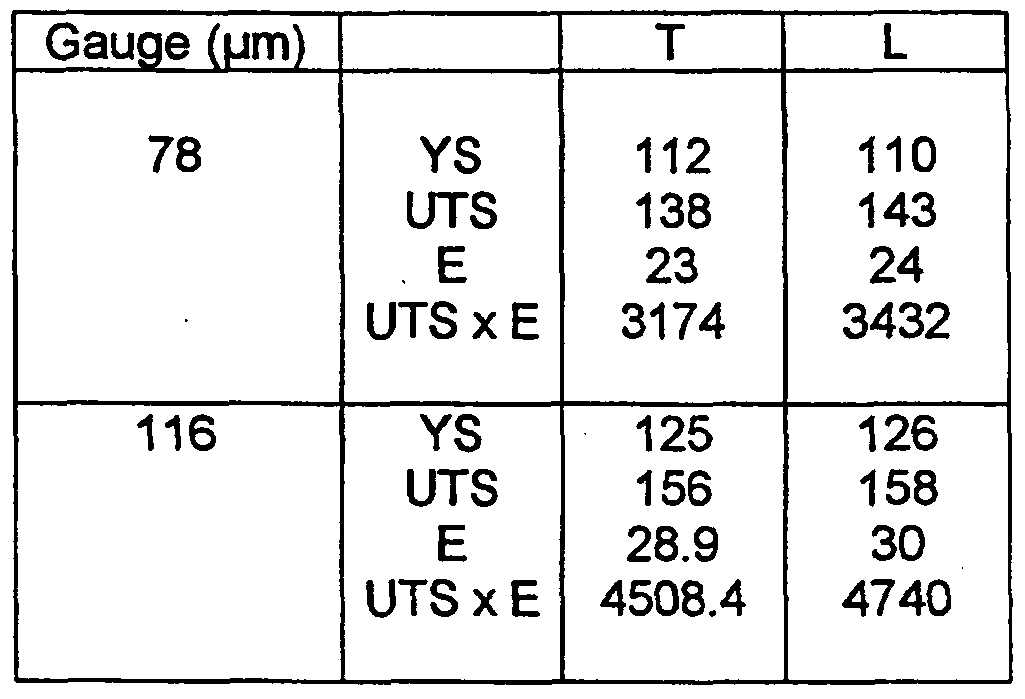
- alloy 2 was continuously cast by twin roll casting to the same gauge as in Example 1 and cold rolled on an industrial cold mill to gauges of 78, and 116 ⁇ m without interanneals using conventional cold rolling pass schedules.
- the cold rolled product of gauge 78 ⁇ m was batch annealed at 35O 0 C for 25 hours and the 116 ⁇ m gauge product was annealed at 320°C for 30 hours.
- the mechanical test results are shown in Table 7.
- Lab-scale cold rolling involves different thermal and strain conditions.
- the strip In an industrial mill the strip is deformed / reduced in gauge to a greater extent through each pass. As a result its temperature rises, towards 100 0 C and above. After a pass the warm strip is coiled and the thermal mass means a coil retains heat for some time. As the temperature rises recovery can start such that recovery is taking place both during further rolling and when the metal is in a coil. Recovery taking place like this is known as dynamic recovery and, since recovery enhances ductility, explains the enhanced properties seen after industrial scale processing, especially with respect to elongation.
- Alloys 1, 4 and 5 were cast and rolled to a final gauge in the same way as described in Example 1. They were then immersed into a hot furnace for 10 minutes at each of the following temperatures, 320, 350, 380 and 41O 0 C to simulate an industrial-scale continuous annealing line.
- the mechanical properties in the transverse direction only are shown in Table 8 and in Figure 7. Only the transverse properties are shown because it is the transverse properties that usually represent the worst case scenario for ductility. Good ductility in the transverse direction usually corresponds to good ductility in the longitudinal direction.
- the inventive alloy 1 always had the better balance of mechanical properties.
- the elongation values measured here for the process of the invention are relatively low, it should be remembered that these tests were conducted on foil rolled using a lab-scale mill. Therefore they did not experience the kind of dynamic recovery process necessary to provide optimum properties. But these results do show the relative combination of properties for different alloys. Indeed, these data serve to illustrate that alloy 5 cannot be continuously annealed, rendering it a less adaptable alloy product for industrial processing in different manufacturing plants.
- Alloy 1 was twin roll cast to a gauge of 6.05mm and then cold rolled on an industrial cold mill, without interanneal, to final gauges of 79 ⁇ m and 120 ⁇ m using conventional pass schedules. Coils of both gauges were then continuously annealed by passing them through a furnace set at a temperature of 499°C. For the 120 ⁇ m gauge material this meant a strip speed of 125m/min and a duration within the furnace of around 8 seconds. For the 79 ⁇ m gauge foil the strip speed was 160m/min giving a duration within the furnace of around 6 seconds.
- Table 9 The mechanical properties are shown in Table 9.
- the product at 120 ⁇ m gauge was then successfully formed into deep drawn, smooth-walled containers with no sign of any surface blackening. Likewise, the 79 ⁇ m gauge product was formed into wrinkle-wall containers with no sign of surface blackening.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
- Laminated Bodies (AREA)
- Chemical Vapour Deposition (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Conductive Materials (AREA)
- Silicon Compounds (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description








Claims
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/995,023 US8206519B2 (en) | 2005-06-29 | 2006-06-29 | Aluminium foil alloy |
| DE602006004594T DE602006004594D1 (en) | 2005-06-29 | 2006-06-29 | ALUMINUM ALLOY FILM AND METHOD FOR THE PRODUCTION THEREOF |
| EP06762282.9A EP1902149B2 (en) | 2005-06-29 | 2006-06-29 | Process of producing a foil of an al-fe-si type aluminium alloy and foil thereof |
| ES06762282T ES2318764T5 (en) | 2005-06-29 | 2006-06-29 | Production procedure of an Al-Fe-Si type aluminum alloy sheet and sheet of the same |
| DK06762282.9T DK1902149T5 (en) | 2005-06-29 | 2006-06-29 | PROCEDURE FOR THE PREPARATION OF AN ALUMINUM ALLOY FILM OF THE AL-FE-SI TYPE AND ITS FILM |
| BRPI0613385-1A BRPI0613385B1 (en) | 2005-06-29 | 2006-06-29 | PRODUCTION PROCESS OF AN ALUMINUM ALLOY PRODUCT, ALUMINUM ALLOY PRODUCT OBTAINED BY THE PROCESS |
| SI200630213T SI1902149T2 (en) | 2005-06-29 | 2006-06-29 | Aluminium alloy foil and its production process |
| CA2610682A CA2610682C (en) | 2005-06-29 | 2006-06-29 | Process of producing a foil of an al-fe-si type aluminium alloy and foil thereof |
| US13/480,259 US20120230862A1 (en) | 2005-06-29 | 2012-05-24 | Aluminium foil alloy |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05014016 | 2005-06-29 | ||
| EP05014016.9 | 2005-07-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/480,259 Division US20120230862A1 (en) | 2005-06-29 | 2012-05-24 | Aluminium foil alloy |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| WO2007006426A2 true WO2007006426A2 (en) | 2007-01-18 |
| WO2007006426A3 WO2007006426A3 (en) | 2007-07-12 |
| WO2007006426B1 WO2007006426B1 (en) | 2007-08-23 |
Family
ID=34937709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2006/006332 Ceased WO2007006426A2 (en) | 2005-06-29 | 2006-06-29 | Process of producing a foil of an al-fe-si type aluminium alloy and foil thereof |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US8206519B2 (en) |
| EP (1) | EP1902149B2 (en) |
| CN (1) | CN101248199A (en) |
| AT (1) | ATE419405T1 (en) |
| BR (1) | BRPI0613385B1 (en) |
| CA (1) | CA2610682C (en) |
| DE (1) | DE602006004594D1 (en) |
| DK (1) | DK1902149T5 (en) |
| ES (1) | ES2318764T5 (en) |
| SI (1) | SI1902149T2 (en) |
| WO (1) | WO2007006426A2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI425116B (en) * | 2009-01-16 | 2014-02-01 | Nippon Steel & Sumitomo Metal Corp | Corrosion resistance of the molten Zn-Al-Mg-Si-Cr alloy plating steel |
| RU2507299C2 (en) * | 2009-06-23 | 2014-02-20 | Линде Аг | Annealing of cold-rolled metallic strip |
| JP2016216752A (en) * | 2015-05-14 | 2016-12-22 | 三菱アルミニウム株式会社 | Aluminum foil and manufacturing method therefor |
| WO2022139717A1 (en) * | 2020-12-23 | 2022-06-30 | Assan Alümi̇nyum Sanayi̇ Ve Ti̇caret Anoni̇m Şi̇rketi̇ | An aluminum alloy material suitable for use in the food industry and production method thereof |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101812617A (en) * | 2010-04-22 | 2010-08-25 | 江阴博威合金材料有限公司 | Air-conditioning foil applicable to stamping of various punches and manufacturing method thereof |
| CN102634700B (en) * | 2012-05-15 | 2014-09-17 | 山东大学 | Casting aluminum-silicon alloy inoculant, and preparation method and application thereof |
| US20140087617A1 (en) * | 2012-09-27 | 2014-03-27 | Rogers Corporation | Aluminum poly(aryl ether ketone) laminate, methods of manufacture thereof, and articles comprising the same |
| MX2016016891A (en) * | 2014-07-09 | 2017-06-20 | Hydro Aluminium Rolled Prod | Use of an aluminium alloy or of an aluminium sheet product made from an alloy of this type for an aluminium-plastic composite part. |
| EP3235916B1 (en) | 2016-04-19 | 2018-08-15 | Rheinfelden Alloys GmbH & Co. KG | Cast alloy |
| JP6461248B2 (en) | 2017-07-06 | 2019-01-30 | 三菱アルミニウム株式会社 | Aluminum alloy foil and method for producing aluminum alloy foil |
| JP6461249B2 (en) * | 2017-07-06 | 2019-01-30 | 三菱アルミニウム株式会社 | Aluminum alloy foil and method for producing aluminum alloy foil |
| CN109402460B (en) * | 2018-12-25 | 2023-06-23 | 江苏中基新能源科技集团有限公司 | Double-zero aluminum foil for alloying SP medicine bag with high peel strength and high heat sealing strength |
| CN121759730A (en) * | 2026-02-28 | 2026-03-31 | 广西国潮铝业有限公司 | Current collector battery aluminum foil and preparation method thereof |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60200943A (en) | 1984-03-23 | 1985-10-11 | Sumitomo Light Metal Ind Ltd | Aluminum alloy having superior strength and workability |
| US4671985A (en) * | 1984-11-05 | 1987-06-09 | Swiss Aluminium Ltd. | Thin, deformable composite laminate |
| JPH07820B2 (en) † | 1986-04-21 | 1995-01-11 | 昭和アルミニウム株式会社 | Aluminum alloy foil for packaging with little springback after molding |
| JP2968290B2 (en) | 1989-11-10 | 1999-10-25 | 三菱アルミニウム株式会社 | A ▲ High-strength Al ▲ alloy fin material for heat exchange |
| US5503689A (en) * | 1994-04-08 | 1996-04-02 | Reynolds Metals Company | General purpose aluminum alloy sheet composition, method of making and products therefrom |
| JP4058536B2 (en) † | 1997-10-31 | 2008-03-12 | 日本軽金属株式会社 | Method for producing aluminum alloy foil |
| US6531006B2 (en) * | 2001-02-13 | 2003-03-11 | Alcan International Limited | Production of high strength aluminum alloy foils |
| FR2836154B1 (en) * | 2002-02-15 | 2004-10-22 | Pechiney Rhenalu | THIN STRIPS IN ALUMINUM-IRON ALLOY |
-
2006
- 2006-06-29 SI SI200630213T patent/SI1902149T2/en unknown
- 2006-06-29 DE DE602006004594T patent/DE602006004594D1/en active Active
- 2006-06-29 ES ES06762282T patent/ES2318764T5/en active Active
- 2006-06-29 DK DK06762282.9T patent/DK1902149T5/en active
- 2006-06-29 EP EP06762282.9A patent/EP1902149B2/en active Active
- 2006-06-29 BR BRPI0613385-1A patent/BRPI0613385B1/en active IP Right Grant
- 2006-06-29 US US11/995,023 patent/US8206519B2/en not_active Expired - Fee Related
- 2006-06-29 CN CNA2006800249639A patent/CN101248199A/en active Pending
- 2006-06-29 WO PCT/EP2006/006332 patent/WO2007006426A2/en not_active Ceased
- 2006-06-29 AT AT06762282T patent/ATE419405T1/en not_active IP Right Cessation
- 2006-06-29 CA CA2610682A patent/CA2610682C/en active Active
-
2012
- 2012-05-24 US US13/480,259 patent/US20120230862A1/en not_active Abandoned
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI425116B (en) * | 2009-01-16 | 2014-02-01 | Nippon Steel & Sumitomo Metal Corp | Corrosion resistance of the molten Zn-Al-Mg-Si-Cr alloy plating steel |
| US8911879B2 (en) | 2009-01-16 | 2014-12-16 | Nippon Steel & Sumitomo Metal Corporation | Hot-dip Zn—Al—Mg—Si—Cr alloy-coated steel material with excellent corrosion resistance |
| RU2507299C2 (en) * | 2009-06-23 | 2014-02-20 | Линде Аг | Annealing of cold-rolled metallic strip |
| JP2016216752A (en) * | 2015-05-14 | 2016-12-22 | 三菱アルミニウム株式会社 | Aluminum foil and manufacturing method therefor |
| WO2022139717A1 (en) * | 2020-12-23 | 2022-06-30 | Assan Alümi̇nyum Sanayi̇ Ve Ti̇caret Anoni̇m Şi̇rketi̇ | An aluminum alloy material suitable for use in the food industry and production method thereof |
| US12325900B2 (en) | 2020-12-23 | 2025-06-10 | Assan Alüminyum Sanayi Ve Ticaret Anonim Sirketi | Aluminum alloy material suitable for use in the food industry and production method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101248199A (en) | 2008-08-20 |
| US20110165015A1 (en) | 2011-07-07 |
| ES2318764T3 (en) | 2009-05-01 |
| EP1902149A2 (en) | 2008-03-26 |
| WO2007006426A3 (en) | 2007-07-12 |
| CA2610682C (en) | 2014-05-27 |
| DK1902149T4 (en) | 2019-07-01 |
| ATE419405T1 (en) | 2009-01-15 |
| EP1902149B1 (en) | 2008-12-31 |
| BRPI0613385B1 (en) | 2014-08-12 |
| ES2318764T5 (en) | 2019-12-13 |
| DE602006004594D1 (en) | 2009-02-12 |
| US8206519B2 (en) | 2012-06-26 |
| EP1902149B2 (en) | 2019-05-22 |
| SI1902149T1 (en) | 2009-04-30 |
| US20120230862A1 (en) | 2012-09-13 |
| DK1902149T5 (en) | 2019-08-26 |
| WO2007006426B1 (en) | 2007-08-23 |
| SI1902149T2 (en) | 2019-09-30 |
| DK1902149T3 (en) | 2009-03-30 |
| CA2610682A1 (en) | 2007-01-18 |
| BRPI0613385A2 (en) | 2011-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20120230862A1 (en) | Aluminium foil alloy | |
| JP3194742B2 (en) | Improved lithium aluminum alloy system | |
| CN103025901B (en) | Damage-tolerant aluminum materials with layered microstructures | |
| CN100519797C (en) | Al-Mg alloy sheet with excellent formability at high temperatures and high speeds and method of production of same | |
| WO2009096622A1 (en) | Magnesium alloy panel having high strength and manufacturing method thereof | |
| JP7639270B2 (en) | Aluminum alloy forgings and manufacturing method thereof | |
| CN105593392B (en) | Bendability and the excellent high-strength aluminium alloy plate of shape freezing and its manufacture method | |
| AU2006210790B2 (en) | Aluminum-zinc-magnesium-scandium alloys and methods of fabricating same | |
| JPS63235454A (en) | Method for manufacturing aluminum-based alloy flat-rolled products | |
| JP2002348625A (en) | Aluminum alloy sheet excellent in warm formability and method for producing the same | |
| CN113474479B (en) | Process for producing sheet or strip from aluminum alloys and sheet, strip or shaped parts produced therefrom | |
| JP7639269B2 (en) | Aluminum alloy forgings and manufacturing method thereof | |
| WO2021119804A1 (en) | High strength aluminum alloys | |
| JPH0959736A (en) | Aluminum alloy sheet excellent in high-speed superplastic forming and its forming method | |
| JPH0447019B2 (en) | ||
| JPH10259441A (en) | Aluminum alloy plate excellent in high-speed superplastic formability and having few cavities after forming, and method for producing the same | |
| JP4164206B2 (en) | High-strength, high-formability aluminum alloy sheet with excellent recrystallization grain refinement during high-temperature annealing | |
| JP4152095B2 (en) | Method for producing semi-molten billet of aluminum alloy for transportation equipment | |
| JP2008062255A (en) | SUPERPLASTIC MOLDING METHOD FOR Al-Mg-Si BASED ALUMINUM ALLOY SHEET HAVING REDUCED GENERATION OF CAVITY, AND Al-Mg-Si BASED ALUMINUM ALLOY MOLDED SHEET | |
| JP7318275B2 (en) | Al-Mg-Si-based aluminum alloy cold-rolled sheet and its manufacturing method, and Al-Mg-Si-based aluminum alloy cold-rolled sheet for forming and its manufacturing method | |
| JP2026501369A (en) | Method for producing 6xxx alloy sheet with excellent surface quality | |
| JPH0570910A (en) | Production of soft aluminum alloy material for welded structure | |
| JPH0733554B2 (en) | Aluminum alloy rolled sheet for forming, which has excellent resistance to stress corrosion cracking, and method for producing the same | |
| JPH11193435A (en) | Aluminum alloy foil having excellent strength and moldability and its production | |
| JPH0959751A (en) | Method for manufacturing Al-Mg alloy plate for forming |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2006762282 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2610682 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWW | Wipo information: withdrawn in national office |
Country of ref document: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200680024963.9 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2006762282 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11995023 Country of ref document: US |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: PI0613385 Country of ref document: BR Kind code of ref document: A2 Effective date: 20080108 |