DICHTAMORDNUNG AUS VERSCHIEDENARTIGEN POLYMERWERKSTOFFTYPEN
Beschreibung
Die Erfindung betrifft eine Dichtanordnung, bestehend wenigstens aus:
- zwei aneinander stoßenden Bauteilen aus Beton, Stahl, Stahlbeton, Gusseisen oder anderen Materialien (z.B. Kunstharze) sowie aus einem Dichtprofil aus polymerem Werkstoff, das den Spalt zwischen den beiden Bauteilen abdichtend überbrückt;
- wobei die Bauteile Segmente sind, die zu einem rohrförmigen Tunnel zusammengesetzt sind, und zwar unter Bildung eines Spaltsystems in Form von Quer- und Längsfugen, wobei jedes Segment an seiner Stoßseite vorzugsweise mit wenigstens einer alle Segmentstoßseiten erfassenden umlaufenden Aussparung versehen ist, wobei sich wiederum in jeder Aussparung ein strangförmig verlaufendes Dichtprofil befindet, und zwar unter Bildung eines Dichtrahmens mit Rahmenecken, wobei das Dichtprofil mit strangförmig verlaufenden offenen und/oder geschlossenen Rillennuten, die an der Profilbasisseite angeordnet sind, sowie mit ebenfalls strangförmig verlaufenden Kanälen, die zwischen den Rillennuten und der Profilstirnseite angeordnet sind, versehen ist.
Da die Segmente zumeist vier Stoßseiten besitzen, besteht der Dichtrahmen aus vier zusammengesetzten Dichtprofilen, wobei die Rahmenecken vorzugsweise nach dem Injection-Molding-Verfahren hergestellt werden (EP 0 578 797 B1 , EP 1 141 594 B1 ).
Eine gattungsgemäße Dichtanordnung ist beispielsweise aus der US 4 946 309, EP 0 441 250 B1 und EP 0 995 013 B1 bekannt. Infolge des Zusammenpressens der aneinander stoßenden Bauteile bzw. Segmente unter Verringerung des Abstandes des Spaltes bzw. der Quer- und Längsfugen entfaltet dann das Dichtprofil aus elastomerem Werkstoff unter der Wechselwirkung von Kraft und Reaktionskraft seine Dichtleistung. Derartige Kompressionsdichtungen haben sich bei zahlreichen Tunnelprojekten bewährt.
Bislang werden derartige Dichtprofile durch Monoextrusion hergestellt, und zwar auf der Basis einer einheitlichen Werkstoff konzeption.
Im Rahmen einer Weiterentwicklung besteht die Aufgabe der Erfindung darin, eine Dichtanordnung bereitzustellen, wobei die Materialauswahl des Dichtprofiles entsprechend den Anforderungen im Inneren und Äußeren des Tunnelbauwerkes angepasst werden kann.
Gelöst wird diese Aufgabe gemäß Kennzeichen des Patentanspruches 1 dadurch, dass das Dichtprofil aus zwei oder mehreren co-extrudierten Dichtteilen, die einen Haftverbund bilden, besteht, wobei für die Dichtteile wenigstens zwei verschiedenartige Polymerwerkstofftypen zum Einsatz gelangen, die sich gemeinsam durch elastische, jedoch ansonsten durch unterschiedliche mechanische und/oder chemische und/oder biologische Eigenschaften auszeichnen.
Zweckmäßige Ausgestaltungen der Erfindung sind in den Patentansprüchen 2 bis 26 genannt.
Die Erfindung wird nun anhand von Ausführungsbeispielen unter Bezugnahme auf schematische Zeichnungen erläutert. Es zeigen:
Fig. 1 einen Tunnel, bestehend aus Segmenten sowie Längs- und Querfugen;
Fig. 2 eine Dichtanordnung mit dem abzudichtenden Spalt zweier angrenzender
Tunnel-Segmente gemäß Schnittlinie (Fig. 1);
Fig. 3, 4, 5 Dichtprofile mit zwei co-extrudierten Dichtteilen;
Fig. 6, 7 Dichtprofile mit drei co-extrudierten Dichtteilen;
Fig. 8, 9 Dichtprofile mit mehr als drei co-extrudierten Dichtteilen.
Fig. 1 zeigt einen Tunnel 1, bestehend aus Segmenten 2, und zwar unter Bildung von Quer- und Längsfugen 3 bzw. 4 sowie einer T-Stoßanordnung 5.
Fig. 2 zeigt eine Dichtanordnung 6 mit zwei aneinander stoßenden Tunnel-Segmenten 2 aus Beton, die jeweils mit einer Aussparung 7 (Tiefe d, Basisbreite w) versehen sind. In diese beiden Aussparungen werden nun Dichtprofile aus polymerem Werkstoff mit elastischen Eigenschaften eingesetzt, wobei auf die Beispiele gemäß Fig. 3 bis 9, die noch näher erläutert werden, verwiesen wird. Die eigentliche Abdichtung des Spaltes (hier in Form der Längsfuge 4) erfolgt durch das Zusammenpressen der gegenüberliegenden Dichtprofile (Kompressionsdichtung), wobei der Spaltabstand von S0 auf S verringert wird. Beim Bau von Tunneln muss dabei in Erwägung gezogen werden, dass die Segmente 2 unter einem Versatz Z zueinander angeordnet sind. Dabei wird von den Dichtprofilen erwartet, dass sie auch unter diesem tunnelspezifischen Kriterium ihre Dichtleistung entfalten. Diesbezüglich sind schon zahlreiche Hochleistungsdichtungen entwickelt worden, wobei beispielsweise auf den eingangs zitierten Stand der Technik verwiesen wird. Eine besonders häufig eingesetzte Tunneldichtung ist in der Patentschrift EP 0 441 250 B1 beschrieben.
Fig. 3 zeigt nun ein Dichtprofil 8 aus polymerem Werkstoff, umfassend eine Profilbasisseite 9, die der Aussparungsbreite w (Fig. 2) entspricht, und eine Profilstirnseite 10, die über die Aussparungstiefe d (Fig. 2) herausragt. Das Dichtprofil ist mit strangförmig verlaufend offenen Rillenuten 11 sowie mit ebenfalls strangförmig verlaufenden Kanälen 12 versehen, die zweireihig angeordnet sind (EP 0 441 250 B1 ).
Das Dichtprofil besteht aus zwei co-extrudierten Dichtteilen A1 und B1 , die in Bezug auf die Profillängsebene Y, die senkrecht zur Profilbasisseite 9 bzw. Profilstirnseite 10 verläuft, ein Profilaußensegment und ein Profilinnensegment bilden, die gleich groß sind.
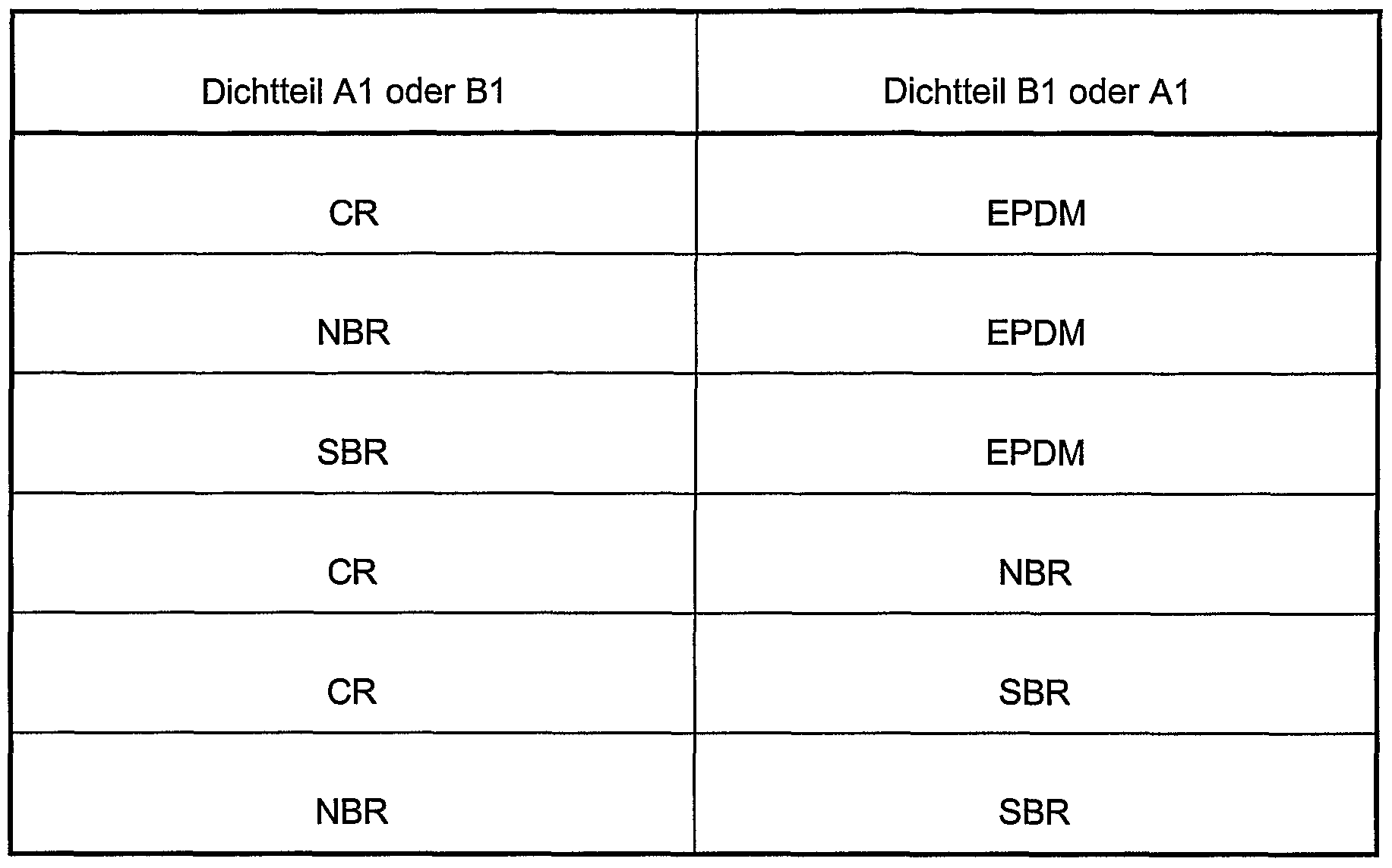
Für die beiden Dichtteile A1 und B1 können Elastomere auf der Basis von Chloropren (CR), Nitrilkautschuk (NBR), Styrol-Butadien-Kautschuk (SBR), eines Ethylen- Propylen-Dien-Mischpolymerisates (EPDM) oder deren Verschnitte (z.B. NBR/SBR) zur Anwendung kommen. Vorteilhaft Elastomerkombinationen sind in der Tabelle 1 festgehalten.
Tabelle 1
Hier handelt es sich dabei um eine vulkanisierte Kautschukmischung, wobei die oben genannten Kautschuk- bzw. Verschnittkomponenten jeweils zumeist in einem Anteil von 30 bis 70 Gew.-% vorkommen. Die Kautschukmischung weist einen Vernetzer oder Vernetzersystem auf. Das Vernetzersystem umfasst dabei einen Vernetzer und/oder Vulkanisationsaktivator sowie einen Beschleuniger auf. Weitere übliche Mischungsingredienzien, und zwar einzeln oder insbesondere kombinativ, sind Füllstoffe, Verarbeitungshilfsmittel, Weichmacher, Alterungsschutzmittel und Stabilisatoren. Diesbezüglich wird auf den allgemeinen Stand der Kautschukmischungstechnologie verwiesen.
Neben guten elastischen Eigenschaften all dieser Werkstofftypen (CR, NBR, SBR, EPDM) zeichnen sich diese auch durch individuelle Kriterien aus, nämlich Schwerentflammbarkeit (CR), Abriebfestigkeit (SBR), Witterungsbeständigkeit (EPDM) sowie Quellbeständigkeit gegen Öle, Fette und Treibstoffe (NBR).
Auch folgende Werkstoffkombinationen gemäß Tabelle 2 sind anwendbar.
Tabelle 2
Zweckmäßige Basis der Elastomere sind auch hier CR1 NBR, SBR, EPDM oder deren Verschnitte.
Was die TPE-Gruppen betrifft, so gelangen vorzugsweise thermoplastische Elastomere auf Styrolbasis (TPE-S), unvemetzte oder teilvernetzte thermoplastische Elastomere auf OIefinbasis (TPE-O) oder vollvernetzte thermoplastische Elastomere auf OIefinbasis (TPE-V) zur Anwendung. Soweit eine Vernetzung vorliegt, was zumeist der Fall ist, ist der wesentliche Bestandteil der Mischungsingredienzien der Vernetzer bzw. das Vernetzersystem. Die übrigen Mischungsingredienzien können alle Rohstoffkomponenten umfassen, die das Eigenschaftsbild des TPE-Werkstoffes positiv beeinflussen. Dies sind zum Beispiel Füllstoffe, Alterungsschutzmittel, Stabilisatoren, Fließhilfsmittel und Prozesshilfsmittel. Diesbezüglich wird auf den allgemeinen Stand der TPE-Technologie verwiesen.
Von besonderer Bedeutung ist ein TPE-Werkstoff, der aus einem Verschnitt aus einem thermoplastischen Kunststoff (Thermoplast) und einem mindestens teilvernetzten Kautschuk, insbesondere auf Basis EPDM, besteht. Der bevorzugt eingesetzte Kunststoff ist ein Polypropylen auf der Basis eines Homopolymeren, Copolymeren oder Blockcopolymeren. Der Kautschuk weist einen Vernetzungsgrad von insbesondere > 90 % auf, wobei zum Verstrecken des Kautschuks ein Weichmacher eingesetzt wird. Ansonsten gelten auch hier die oben genannten TPE- Mischungsingredienzien. Hinsichtlich Details (z.B. Mengenanteile innerhalb der TPE-Mischung) dieses bevorzugten TPE-Werkstoffes wird auf die Druckschrift DE 103 36 424 A1 verwiesen.
Im Rahmen einer neueren Entwicklung wird den TPE-Werkstoffen zusätzlich ein Oberflächenmodifikator beigemischt, der gleichmäßig an die Oberfläche migriert, und zwar unter Bildung einer durchgehenden, wachsartigen, festen Schicht (DE 103 36 424 A1). Diese Schicht ist glatt und ermöglicht aufgrund des niedrigen Reibungskoeffizienten eine einfache Montage von Dichtungen.
Darüber hinaus ist es bekannt, den Polymerwerkstoffen, insbesondere den Elastomerwerkstoffen, einen aktiven Inhibitor beizumischen, der die Vermehrung von Mikroorganismen verhindert. Dieser mikrobenbeständige Werkstoff mit biologischen Eigenschaften ist bei Dichtprofilen mit Wasserkontakt von Bedeutung. Diesbezüglich wird insbesondere auf die Druckschrift DE 102 58 551 A1 verwiesen, die sich mit einer mikrobenbeständigen Klärbeckenmembran befasst. Die Mikrobenbeständigkeit polymerer Werkstoffe nimmt an Bedeutung zu.
Weiterhin sind auch unterschiedliche Härten der einzelnen Dichtteile A1 und B1 möglich, um die gewünschten Stoffeigenschaften zu erzielen. Die Härten können dabei zwischen 50 und 90° Shore variieren. Es ist jedoch ebenso möglich, dass die beiden co-extrudierten Dichtteile die gleiche Härte besitzen, was bei dem Ausführungsbeispiel gemäß Fig. 3 zumeist der Fall ist.
In Bezug auf das Dichtprofil 8 nach Fig. 3 wird im Hintergrund der oben näher vorgestellten Werkstofftechnologie folgende zwei Beispiele genannt, wobei jeweils das Dichtteil A1 dem Tunnelaußenbereich und das Dichtteil B1 dem Tunnelinnenbereich zugewandt ist.
- Führt der Tunnel unterirdisch durch ein Industriegebiet, so ist es zweckmäßig, wenn Dichtteil A1 auf der Basis des ölbeständigen Werkstoffes NBR hergestellt ist, während für das andere Dichtteil B1 ein Werkstoff auf der Basis CR, SBR oder EPDM zur Anwendung kommt.
- Der Tunnel bildet eine Flussunterquerung, so dass das Dichtteil A1 im Gegensatz zu dem Dichtteil B1 mikrobenständig ist, und zwar auf der Basis eines gleichen Grundwerkstoffes (z.B. EPDM) oder zweier verschiedenartiger Werkstoffe (Tabelle 1).
Fig. 4 zeigt ein Dichtprofil 13 mit zwei Dichtteilen A2 und B2, die in Bezug auf die Profillängsebene X, die parallel zur Profilbasisseite 9 bzw. Profilstirnseite 10 verläuft, ein basisseitiges und stirnseitiges Profilsegment bilden. Das basisseitige Profilsegment erfasst dabei ausschließlich die offenen Rillennuten 11.
Bei einem Dichtprofil mit einem derartigen Aufbau bietet sich an, das stirnseitige Dichtteil B2 mit einem TPE-Werkstoff auszurüsten, dem ein Oberflächenmodifikator beigemischt ist, um die Montage zu erleichtern. Das basisseitige Dichtteil A2 besteht dagegen aus einem elastomerem Werkstoff auf der Basis CR, NBR, SBR oder EPDM.
Fig. 5 zeigt ein Dichtprofil 14 mit den Dichtteilen A3 und B3, und zwar unter Ausbildung eines Profilkernsegmentes und Profilhüllensegmentes. Das Profilhüllensegment (Dichtteil B3), das vollständig das Profilkernsegment (Dichtteil A3) ummantelt, ist dabei im Vergleich zum Profilkernsegment von geringerer Stärke, wobei vorzugsweise die Mindeststärke 2 mm beträgt.
Bei einem Dichtprofil gemäß Fig. 5 bietet sich an, beispielsweise ausschließlich das hüllenförmige Dichtteil B3 öl- oder mikrobenbeständig auszurüsten. Außerdem kann das Dichtteil B3 aus einem härteren Material hergestellt werden, so dass dadurch die Dichtung statisch stabiler wird. Damit kann den auf die Dichtung wirkenden Kräften durch die Kompression besser entgegengewirkt werden.
Nach Fig. 6 besteht das Dichtprofil 15 aus drei co-extrudierten Dichtteilen C1 , D1 und E1 , die in Bezug auf die Profillängsebene Y, die senkrecht zur Profilbasisseite bzw. Profilstimseite verläuft, zwei Profilrandsegmente und ein Profilinnensegment bilden, wobei die beiden Profilrandsegmente gleich groß sind. Dabei ist es ausreichend, wenn ausschließlich zwei verschiedenartige Polymerwerkstofftypen zur Anwendung kommen, nämlich ein einheitlicher Werkstoff für die beiden Dichtteile C1 und E1.
Auch bei einem Dichtprofil gemäß Fig. 6 bietet sich an, beispielsweise ausschließlich die beiden Randdichtteile C1 und E1 öl- oder mikrobenständig auszurüsten. Auch wird es hier möglich, die beiden Randdichtteile aus einem härteren Material herzustellen, und zwar zwecks Stabilisierung der Dichtung.
Fig. 7 zeigt ebenfalls ein Dichtprofil 16 mit drei co-extrudierten Dichtteilen C2, D2 und E2, die in Bezug auf die Profillängsebene X1 die parallel zur Profilbasisseite bzw. Profilstirnseite verläuft, ein basisseitiges und stirnseitiges Profilsegment bilden, wobei zwischen diesen beiden Profilsegmenten eine durchgehend und gerade verlaufende Profilstrebe angeordnet ist. Die Profilstrebe hat vorzugsweise eine Mindeststärke von 2 mm.
Die Dichtteile C2 und E2 bestehen aus dem gleichen Werkstoff, und zwar im Gegensatz zu der Profilstrebe (Dichtteil D2). Bei einem derartigen Dichtprofilaufbau bietet sich beispielsweise an, die Profilstrebe härter (60 bis 90° Shore) zu machen als die beiden anderen Dichtteile C2 und E2 (50 bis 80° Shore).
Die Dichtprofile 17 und 18 gemäß Fig. 8 und 9 weisen mehr als drei co-extrudierte Dichtteile auf, gebildet aus einem Profilstrebensystem F1 (Fig. 8) bzw. F2 (Fig. 9) und einem mehrteiligen Profilbasissystem G1 (Fig. 8) bzw. G2 (Fig. 9), dessen einzelnen Profilsegmente durch die Strebenbildung voneinander getrennt sind. Von besonderer Bedeutung ist hier, das Profilstrebensystem, wobei die einzelnen Streben wiederum vorzugsweise eine Mindeststärke von 2 mm aufweisen, härter auszustatten als das Profilbasissystem. Eine derartige Werkstoffdifferenzierung führt zu einem Dichtprofil mit besonders hoher Dichtleistung, insbesondere in Verbindung mit einem fachwerkartigen Strebensystem F1 gemäß Fig. 8.
Das Dichtteil 18 gemäß Fig. 9 ist zusätzlich mit zwei Verankerungsfüßen 19 ausgestattet (DE 39 34 198 C2). Die Rillennuten 20 sind hier im Gegensatz zu den Dichtprofilen gemäß Fig. 3 bis 8 geschlossen. Der Profilbereich 21 kann ferner mit einer Aufnahmenut für eine Quelldichtung (Notdichtung) ausgestattet sein. Diesbezüglich wird beispielsweise auf die beiden Patentschriften EP 0 807 204 B1 und EP 0 811 113 B1 verwiesen.
Der Haftverbund zwischen den co-extrudierten Dichtteilen, wie sie beispielsweise in den Fig. 3 bis 9 dargestellt sind, wird im Rahmen der Co-Extrusion unter Temperatur und Druck gebildet.
Bezugszeichenliste
1 Tunnel
2 Segment
3 Querfuge (Ringfuge)
4 Längsfuge
5 T-Stoßanordnung
6 Dichtanordnung
7 Aussparung
8 Dichtprofil
9 Profilbasisseite
10 Profilstirnseite
11 Rillennuten
12 Kanäle
13 Dichtprofil
14 Dichtprofil
15 Dichtprofil
16 Dichtprofil
17 Dichtprofil
18 Dichtprofil
19 Verankerungsfuß
20 geschlossene Rillennuten
21 Profilbereich mit Aufnahmenut für Quelldichtung A1 , A2, A2 co-extrudierte Dichtteile
B1 , B2, B3 co-extrudierte Dichtteile
C1 , C2 co-extrudierte Dichtteile
D1 , D2 co-extrudierte Dichtteile
E1 , E2 co-extrudierte Dichtteile
F1 , F2 co-extrudierte Dichtteile
G1 , G2 co-extrudierte Dichtteile
X, Y Profillängsebenen
Z Segmentversatz
S0 Spaltabstand (vor dem Zusammenpressen)
S Spaltabstand (nach dem Zusammenpressen) d Tiefe der Aussparung w Basisbreite der Aussparung