WO2007089882A2 - High-performance friction stir welding tools - Google Patents
High-performance friction stir welding tools Download PDFInfo
- Publication number
- WO2007089882A2 WO2007089882A2 PCT/US2007/002719 US2007002719W WO2007089882A2 WO 2007089882 A2 WO2007089882 A2 WO 2007089882A2 US 2007002719 W US2007002719 W US 2007002719W WO 2007089882 A2 WO2007089882 A2 WO 2007089882A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- total weight
- above item
- hard particles
- head
- tic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1017—Multiple heating or additional steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/005—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides comprising a particular metallic binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Definitions
- Hardmetals include various composite materials and are specially designed to be hard and refractory, and exhibit strong resistance to wear. Examples of widely-used hardmetals include sintered or cemented carbides or carbonitrides, or a combination of such materials. Some hardmetals, called cermets, have compositions that may include processed ceramic particles (e.g., TiC) bonded with binder metal particles. Certain compositions of hardmetals have been documented in the technical literature. For example, a comprehensive compilation of hardmetal compositions is published in. Brookes' World Dictionary and Handbook of Hardmetals, sixth edition, International Carbide Data, United Kingdom (1996) .
- Hardmetals may be used in a variety of applications. Exemplary applications include cutting tools for cutting metals, stones, and other hard materials, wire-drawing dies, knives, mining tools for cutting coals and various ores and rocks, and drilling tools for oil and other drilling applications. In addition, such hardmetals also may be used to construct housing and exterior surfaces or layers for various devices to meet specific needs of the operations of the devices or the environmental conditions under which the devices operate.
- Many hardmetals may be formed by first dispersing hard, refractory particles of carbides or carbonitrides in a binder matrix and then pressing and sintering the mixture. The sintering process allows the binder matrix to bind the particles and to condense the mixture to form the resulting hardmetals. The hard particles primarily contribute to the hard and refractory properties of the resulting hardmetals .
- a FSW head can include a pin and a shoulder to which the pin is engaged.
- the head is engaged to a shank which is in turn fixed to a rotor.
- the rotor rotates the shank which spins the head during welding.
- the spinning head is pressed to the interface of two metal pieces to be welded together and is moved along the interface.
- the pin and the shoulder are in direct contact with the two pieces to weld them together.
- the pin and the shoulder are made of a hardmetal material described in this application.
- a friction stir welding tool head described in this application includes a shoulder and a pin engaged to the shoulder. At least one part of each of the shoulder and the pin includes a material described in this application.
- This material can include, at least, (1) a first material which includes at least one of or a combination of at least one carbide, at least one nitride, at least one boride, and at least one suicide, and (2) a second material that binds the first material and includes rhenium, a mixture of rhenium and cobalt, a nickel-based superalloy, a mixture of a nickel-based superalloy and rhenium, or a mixture of a nickel- based superalloy, rhenium and cobalt.
- the second material may also include Mo, W, Ta, or Cr.
- the first material may include at least at least one carbide selected from at least one of TaC, HfC, NbC, ZrC, TiC, WC, VC, AI4C3, ThC2, Mo 2 C, SiC and B 4 C, or at least one nitride selected from at least one of HfN, TaN, BN, ZrN, and TiN, or at least one boride selected from at least one of HfB 2 , ZrB 2 , TaB 2 , TiB 2 , NbB 2 , and WB.
- the hardmetal materials described below include materials comprising hard particles having a first material, and a binder matrix having a second, different material.
- the hard particles are spatially dispersed in the binder matrix in a substantially uniform manner.
- the first material for the hard particles may include, for example, materials based on tungsten carbide, materials based on titanium carbide, materials based on a mixture of tungsten carbide and titanium carbide, other carbides, nitrides, borides, suicides, and combinations of these materials.
- the second material for the binder matrix may include, among others, rhenium, a mixture of rhenium and cobalt, a nickel-based superalloy, a mixture of a nickel-based superalloy and rhenium, a mixture of a nickel- based superalloy, rhenium and cobalt, and these materials mixed with other materials.
- Tungsten may also be used as a binder matrix material in hardmetal materials.
- the nickel- based superalloy may be in the ⁇ - ⁇ ' metallurgic phase.
- the volume of the second material may be from about 3% to about 40% of a total volume of the material.
- the binder matrix may comprise rhenium in an amount at or greater than 25% of a total weight of the binder matrix of the final material.
- the second material may include a Ni-based superalloy.
- the Ni-based superalloy may include Ni and other elements such as Re for certain applications .
- Fabrication of the hardmetal materials of this application may be carried out by, according to one implementation, sintering the material mixture under a vacuum condition and performing a solid-phase sintering under a pressure applied through a gas medium.
- Such hardmetals may also be coated on surfaces using thermal spray methods to form either hardmetal coatings and hardmetal structures .
- Advantages arising from various implementations of the described hardmetal materials may include one or more of the following: superior hardness in general, enhanced hardness at high temperatures, and improved resistance to corrosion and oxidation.
- Various specific implementations described in this application are summarized as follows. The first group of 265 specific implementations is as follows.
- a material comprising: hard particles having a first material; and a binder matrix having a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium in an amount greater than 25% of a total weight of the material, wherein said hard particles are spatially dispersed in said binder matrix in a substantially- uniform manner.
- a material comprising: hard particles comprising a first material which comprises a nitride; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially- dispersed in said binder matrix in a substantially uniform manner .
- nitride includes TiN, ZrN, VN, NbN, TaN or HfN.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and nickel (Ni) , wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and molybdenum (Mo) , wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and iron (Fe) , wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and chromium (Cr) , wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and a Ni-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner. 22. The material as in the above item no. 21, wherein said binder material further includes cobalt. 23.
- a material comprising: hard particles having a first material having a mixture selected from at least one from a group consisting of (1) a mixture of WC, TiC, and TaC, (2) a mixture of WC, TiC, and NbC, (3) a mixture of WC, TiC, and at least one of TaC and NbC, and (4) a mixture of WC, TiC, and at least one of HfC and NbC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material , said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner .
- a material comprising: hard particles having a first material comprising a material selected from at least one from a group consisting of (1) WC, TiC, and TaC, (2) WC, TiC, and NbC, (3) WC, TiC, and at least one of TaC and MbC, and (4) WC, TiC, and at least one of HfC and NbC; and a binder matrix comprising a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and a Ni-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner. 25.
- a material comprising: hard particles having a first material having a mixture of Mo 2 C and TiC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner .
- a material comprising: hard particles comprising a" first material which comprises TiN, Mo 2 C and TiC; and a binder matrix comprising a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially- dispersed in said binder matrix in a substantially uniform manner .
- a material comprising: , hard particles comprising a first material comprising Mo 2 C and TiC; and a binder matrix comprising a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium and a Ni-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a method comprising: forming a grade power by mixing a powder of hard particles with a binder matrix material comprising rhenium; processing the grade powder to use the binder matrix material to bind the hard particles to produce a solid hardmetal material, wherein the processing includes (1) sintering the grade powder in a solid phase under a vacuum condition, and (2) sintering the grade power in a solid phase under a pressure in an inert gas medium.
- a material comprising : hard particles having a first material; and a binder matrix having a second, different material comprising a nickel-based superalloy, wherein said hard 5 particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material which comprises a nitride; and a binder matrix comprising a second, different material comprising a nickel-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- said nitride includes at least one of ZrN, VN, NbN, TaN TiN and HfN.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy and a second, different nickel-based superalloy, , wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- said binder matrix further comprises rhenium.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy ;> rhenium and cobalt, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy and cobalt, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy and nickel, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy and iron, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy molybdenum, wherein said hard particles are spatially dispersed in said binder • matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy and chromium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles having a first material comprising TiG and TiN; and a binder matrix having a second, different material comprising at least one of Ni, Mo, and Mo2C, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material which comprises TiC and TiN; and a binder matrix comprising a second, different material which comprises Re and at least one of Ni, Mo, and Mo 2 C, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles comprising a first material comprising TiC and TiN; and a binder matrix comprising a second, different material 5 which comprises a Ni-based superalloy, and at least one of Ni, . Mo, and M0 2 C, wherein said hard particles are spatially- dispersed in said binder matrix in a substantially uniform manner .
- a method comprising:
- a device comprising a wear part that removes material from an object, said wear part having a material which comprises: hard particles having a first material; and a binder matrix having a second, different material • comprising rhenium and a Ni-based super alloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a device comprising a wear part having a material which comprises: hard particles having a first material; and a binder matrix of a second, different material comprising a nickel-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a material comprising: hard particles having a first material selected from at least one from a group consisting of (1) a solid solution of WC, TiC, and TaC, (2) a solid solution of WC, TiC, and NbC, (3) a solid solution of WC, TiC, and at least one of TaC and NbC, and (4) a solid solution of WC, TiC, and at least one of HfC and NbC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- Ni-based superalloy comprises mainly Ni and other elements including Co, Cr, Al, Ti, Mo, Nb, W 7 Zr, B, C, and V.
- a material comprising: hard particles comprising a first material selected from at least one from a group consisting of (1) WC, TiC, and TaC, (2) WC, TiC, and NbC, (3) WC, TiC, and at least one of TaC and NbC, and (4) WC, TiC, and at least one of HfC and NbC; and a binder matrix comprising a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner, wherein the binder matrix includes Re and a Ni-based superalloy which includes Re .
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner, wherein said Ni-based superalloy includes Re.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner, wherein said Ni-based superalloy is in a ⁇ - ⁇ ' phase.
- a material comprising: hard particles comprising a first material; and a binder matrix comprising a second, different material which comprises a nickel-based superalloy which comprises nickel and other elements, said other elements comprising Co, Cr, Al, Ti, Mo, Nb, W, Zr, and Re, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- silicide is one of TaSi 2 , WsI 2 , 3STbSi 2 , and MoSi 2 -
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN,
- silicide is one of TaSi 2 , Wsi 2 , NbSi 2 , and M0S12- 109.
- first material comprises a carbide.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN 7 HfN, VN, NbN, and TaN.
- silicide is one of TaSi2, Wsi 2 , NbSi 2 , and MoSi 2 .
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride includes at least one of TiN, ZrN, HfN, VN, NbN, and TaN .
- first material further comprises a carbide.
- said binder matrix further comprises cobalt (Co) . 163.
- Re is from about 1.5% to about 24.4% of the total weight of the material
- said Ni-based superalloy is from about 0.86% to about 4.88% of the total weight of the material
- the first material comprises TiC which is from about 3% to about 14.7% of the total weight of the material, TaC which is from about 3% to about 6.2% of the total weight of the material, and WC which is above about 64% and below about 88% of the total weight of the material.
- said M0 2 C is from about 13.8% to about 15.2% of the total weight of the material, and said TiC is from about 59.4% to about 65.7% of the total weight of the material.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN,
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- said carbide comprises at least one of TiC, ZrC, HfC, VC, NbC, TaC, Cr 2 C 3 , Mo 2 C, and WC.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- said first material comprises at least one of TiB 2 , ZrB 2 , HfB 2 , TaB 2 , VB 2 , MoB 2 , WB, and W 2 B.
- said Re is from about 8.96% to about 9.37% of the total weight of the material, and said Ni-based superalloy is from about 3.50% to about 3.66% of the total weight of the material, and wherein said first material comprises WC from about
- Ni-based superalloy comprises mainly Ni and other elements which comprise Cr, Co, Fe, Al, Ti, Mo, W, Nb, Ta, Hf, Zr, B, C, Re .
- the material as in the above item no. 92, wherein said first material further comprises a nitride. 234.
- the material as in the above item no. 233, wherein said nitride comprises at least one of TiN, ZrN, HfN, VIST, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- TaB 2 , VB 2 , MoB 2 , WB, and W 2 B are examples of W 2 B.
- 245. The material as in the above item no. 92, wherein said first material comprises TiC and Mo 2 C which are about 69.44% and 16.09% of the total weight of the material, respectively, and wherein said Ni-based superalloy is about 14.47% of the total weight of the material.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- nitride comprises at least one of TiN, ZrN, HfN, VN, NbN, and TaN.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to coat a layer of a hardmetal layer over the metal surface, 15 wherein the hard metal layer comprises: hard particles having a first material, and a binder matrix having a second, different material, a volume of said second material being from about 3% to about 40% of a total volume of the material, said binder matrix 20 comprising rhenium in an amount greater than 25% of a total weight of the material, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a method comprising:
- the hard metal layer comprises:
- hard particles having; a first material having a mixture selected from at least one from a group consisting of (1) a mixture of WC, TiC, and TaC, (2) a mixture of WC, TiC, and NbC, (3) a mixture of WC, TiC, and at least one of TaC and NbC, and (4) a mixture of WC, TiC, and at least one of HfC and NbC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner .
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to coat a layer of a hardmetal layer over the metal surface, wherein the hard metal layer comprises: hard particles having a first material having a mixture of Mo2C and TiC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner .
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to coat a layer of a hardmetal layer over the metal surface, wherein the hard metal layer comprises: hard particles having a first material; and a binder matrix having a second, different material comprising a nickel-based superalloy, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to coat a layer of a hardmetal layer over the metal surface, wherein the hard metal layer comprises: hard particles having a first material comprising TiC and TiN; and a binder matrix having a second, different material comprising at least one of Ni, Mo, and Mo2C, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to coat a layer of a hardmetal layer over the metal surface, wherein the hard metal layer comprises: hard particles having a first material selected from at least one from a group consisting of (1) a solid solution of WC, TiC, and TaC, (2) a solid solution of WC, TiC, and NbC, (3) a solid solution of WC, TiC, and at least one of TaC and NbC, and (4) a solid solution of WC, TiC, and at least one of HfC and NbC; and a binder matrix having a second, different material, a volume of said binder matrix being from about 3% to about 40% of a total volume of the material, said binder matrix comprising rhenium, wherein said hard particles are spatially dispersed in said binder matrix in a substantially uniform manner.
- a second group of 288 specific implementations described in this application is as follows.
- a material comprising: hard particles comprising at least one carbide selected from at least one of WC, TiC, and HfC; and a binder matrix that binds the hard particles and comprises rhenium, wherein the hard particles are less than 75% of a total weight of the material and rhenium is greater than 25% of the total weight of the material .
- a material comprising: hard particles comprising at least one carbide selected from carbides that are formed from elements in IVb, Vb, and VIb columns of the periodic table of elements, exclusive of WC, TiC, and HfC; and a binder matrix that binds the hard particles and comprises rhenium, wherein the hard particles are less than 75% of a total weight of the material and rhenium is between 4% to 72% of the total weight of the material .
- the at least one carbide is ZrC which is greater than about 32% of the total weight of the material, and the rhenium is less than about 68% of the total weight of the material.
- the at least one carbide is VC which is greater than about 28% of the total weight of the material, and the rhenium is less than about 72% of the total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides of IVB and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium, wherein the rhenium is between about 4% to about 72% of the total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides of IVB and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises a Ni-based superalloy which is between about 1.7% to about 50% of a total weight of the material.
- a material comprising: hard particles comprising at least one carbide from carbides of IVb, Vb, and VIb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium and a Ni-based superalloy, wherein the hard particles are between about 26.1 % to about 98.4% of a total weight of the material.
- the Ni-based superalloy is equal to or less than about 26.5% of the total weight of the material.
- the Ni-based superalloy is equal ' to or less than about 43.6% of the total weight of the material.
- the rhenium is equal to or less than about 60.2% of the total weight of the material
- the Ni-based superalloy is equal to or less than about 36.3% of the total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides of IVb and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium and a Ni-based superalloy,
- the hard particles are between about 28% to about 98.3% of a total weight of the material.
- a material comprising: hard particles comprising at least one carbide from carbides of IVb, Vb, and VIb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium and cobalt, wherein the hard particles are between about 26.1 % to about 98.2% of a total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides of IVb and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium and cobalt, wherein the hard particles are between about 28% to about 98% of a total weight of the material.
- the at least one nitride is TiN between about 28% to about 95% of the total weight of the material, the rhenium is up to about 71.6% of the total weight of the material, and the cobalt is up to about 51.7% of the total weight of the material.
- 55. The material as in above item no.
- the at least one nitride is ZrN between about 34.5% to about 96.3% of the total weight of the material, the rhenium is up to about 65.3% of the total weight of the material, and the cobalt is up to about 44.4% of the total weight of the material.
- the at least one nitride is HfN between about 49.8% to about 98% of the total weight of the material, the rhenium is up to about 50% of the total weight of the material, and the cobalt is up to about 30% of the total weight of the material.
- the at least one nitride is VN between about 30% to about 95.5% of the total weight of the material, the rhenium is up to about 69.6% of the total weight of the material, and the cobalt is up to about 49.3% of the total weight of the material.
- the at least one nitride is NbN between about 34.4% to about 96.3% of the total weight of the material, the rhenium is up to about 65.3% of the total weight of the material, and the cobalt is up to about 44.5% of the total weight of the material.
- a material comprising : hard particles comprising at least one carbide from carbides of IVb, Vb, and VIb columns in the periodic table; and a binder matrix that binds the hard particles and comprises a Ni-based superalloy and cobalt, wherein the hard particles are between about 45 % to about 98% of a total weight of the material.
- the at least one carbide is HfC between about 68% to about 98% of the total weight of the material, the Ni-based superalloy is up to about 29% of the total weight of the material, and the cobalt is up to about 32% of the total weight of the material.
- the at least one carbide is VC between about 48% to about 96% of the total weight of the material, the Ni-based superalloy is up to about 49% of the total weight of the material, and the cobalt is up to about 52% of the total weight of the material.
- 65 The material as in above item no.
- the at least one carbide is NbC between about 57% to about 97% of the total weight of the material, the Ni-based superalloy is up to about 40% of the total weight of the material, and the cobalt is up to about 43% of the total weight of the material.
- the at least one carbide is TaC between about 71% to about 98% of the total weight of the material, the Ni-based superalloy is up to about 27% of the total weight of the material, and the cobalt is up to about 29% of the total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides of IVb and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises a Ni-based superalloy and cobalt, wherein the hard particles are between about 47% to about 98% of a total weight of the material.
- a material comprising: hard particles comprising at least one carbide from carbides of IVb 7 Vb, and VIb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium, a Ni-based superalloy and cobalt, wherein the hard particles are between about 26 % to about 98.3% of a total weight of the material.
- the at least one carbide is TiC between about 26% to about 95% of the total weight of the material
- the rhenium is up to about 73.6% of the total weight of the material
- the Ni-based superalloy is up to about 51.3% of the total weight of the material
- the cobalt is up to about 54.3% of the total weight of the material.
- the at least one carbide is HfC between about 48% to about 98% of the total weight of the material
- the rhenium is up to about 52.1% of the total weight of the material
- the Ni-based superalloy is up to about 29.3% of the total weight of the material
- the cobalt is up to about 31.8% of the total weight of the material .
- the at least one carbide is Cr 2 C 3 between about 32% to about 96% of the total weight of the material
- the rhenium is up to about 67.3% of the total weight of the material
- the Ni-based superalloy is up to about 43.8% of the total weight of the material
- the cobalt is up to about 46.8% of the total weight of the material .
- a material comprising: hard particles comprising at least one nitride from nitrides of IVb and Vb columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium, a Ni-based superalloy, and cobalt, wherein the hard particles are between about 28% to about 98.3% of a total weight of the material.
- the at least one nitride is TiN between about 28% to about 96% of the total weight of the material
- the rhenium is up to about 71.6% of the total weight of the material
- the Ni-based superalloy is up to about 48.8% of the total weight of the material
- the cobalt is up to about 51.9% of the total weight of the material .
- the cobalt is up to about 45% of the total weight of the material .
- a material comprising: hard particles comprising WC and TiC which are between about 40% to about 96% and between about 0.3% to about 21% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and
- rhenium which is between about 4 % to about 54% of the total weight of the material .
- a material comprising: hard particles comprising WC between about 44% to about 96% and TaC up to about 21% of a total weight of the material, 25 respectively; and a binder matrix that binds the hard particles and comprises rhenium which is between about 4% to about 48% of the total weight of the material .
- a material comprising:
- hard particles comprising WC, TiC and TaC which are between about 36% to about 95%, up to about 22%, and up to about 25% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium which is between about 4% to about 48% of a total weight of the material .
- a material comprising: hard particles comprising WC and TiC which are between about 60% to about 98%, and up to about 25% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a Nickel-based superalloy which is between about 1.5 % to about 31% of the total weight of the material.
- a material comprising: hard particles comprising WC and TaC which are between about 63% to about 98%, and up to about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a Nickel-based superalloy which is between about 1.5 % to about 26% of the total weight of the material.
- a material comprising: hard particles comprising WC, Tic and TaC which are between about 51% to about 98%, up to about 23%, and up to about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a Nickel-based superalloy which is between about 1-5 % to about 26% of the total weight of the material.
- a material comprising: hard particles comprising WC and TiC which are between about 40% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and a Nickel-based superalloy which are up to about 52% and 29% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TaC which are between about 44% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and a Nickel-based superalloy which are up to about 47% and about 25% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC, TiC and TaC which are between about 40% to about 98%, up to about 23%, and up about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and a Nickel-based superalloy which are up to about 53% and about 30% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TiC which are between about 40% to about 98%, and up to about 23% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and cobalt which are up to about 53% and about 31% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TaC which are between about 44% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and cobalt which are up to about 47% and about 28% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC, Tic and TaC which are between about 40% to about 98%, up to about 23%, and up to about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and cobalt which are up to about 53% and about 33% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TiC which are between about 58% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt and a nickel-based superalloy which are up to about 33% and about 29% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TaC which are between about 61% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt and a nickel-based superalloy which are up to about 28% and about 25% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC, TiC and TaC which are between about 57% to about 98%, up to about 23%, and up to about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt and a nickel-based superalloy which are up to about 33% and about 30% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TiC which are between about 40% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt up to about 32% of the total weight of the material, rhenium and a nickel-based superalloy which are up to about 54% and about 29% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC and TaC which are between about 45% to about 98%, and up to about 24% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt up to about 28% of the total weight of the material, rhenium and a nickel-based superalloy which are up to about 47% and about 26% of the total weight of the material, respectively.
- a material comprising: hard particles comprising WC, TiC and TaC which are between about 35% to about 93%, up to about 25%, and up to about 26% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises cobalt up to about 44% of the total weight of the material, rhenium and a nickel-based superalloy which are up to about 65% and about 41% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC between about 19% to about 88% of a total weight of the material and M02C up to about 38% of the total weight of the material ; and a binder matrix that binds the hard particles and comprises rhenium between about 9.5 % to about 65% of the total weight of the material .
- a material comprising: hard particles comprising TiN between about 21% to about 89% of a total weight of the material and M0 2 C up to about 36% of the total weight of the material; and a binder matrix that binds the hard particles and comprises rhenium between about 9% to about 63% of the total weight of the material .
- a material comprising: hard particles comprising TiC up to about 84% of a total weight of the material, TiN up to about 85% of the total weight of the material, and Mo 2 C up to about 36% of the total weight of the material; and a binder matrix that binds the hard particles and comprises rhenium between about 9% to about 64% of the total weight of the material .
- a material comprising: hard particles comprising TiC up to about 83% of a total weight of the material, TiN up to about 85% of the total weight of the material, Mo 2 C up to about 25% of the total weight of the material, WC up to about 39% of the total weight of the material, TaC up to about 30% of the total weight of the material, VC up to about 11% of the total weight of the material, and Cr 2 C3 up to about 16% of the total weight of the material; and a binder matrix that binds the hard particles and comprises rhenium between about 6% to about 65% of the total weight of the material.
- a material comprising: hard particles comprising TiC and M0 2 C which are between about 30% to about 90% and up to about 40% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel based superalloy which is between about 4% to about 41% of the total weight of the material .
- a material comprising: hard particles comprising TiN and Mo 2 C which are up to about 91% and up to about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel based superalloy which is between about 4% to about 38% of the total weight of the material.
- a material comprising: hard particles comprising TiC, TiN and Mo 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel based superalloy which is between about 4% to about 40% of the total weight of the material.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 90%, about 90%, about 25%, about 42%, and about 36% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C3 up to about 14% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel based superalloy which is between about 2% to about 40% of the total weight of the material.
- a material comprising: hard particles comprising TiC, TiN and Mo 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and a nickel based superalloy which are up to about 64% and about 40% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and a nickel based superalloy which are up to about 64% and about 40% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M0 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and nickel which are up to about 64% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and C ⁇ Cu up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and nickel which are up to about 64% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M02C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium and cobalt which are up to about 64% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, M0 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 32% of a total weight of the material, respectively, the hard particles further comprising VC and C ⁇ C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that, binds the hard particles and comprises rhenium and cobalt which are up to about 64% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and Mo 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy and cobalt which are up to about 40% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, M0 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, between about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy and cobalt which are up to about 40% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M02C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy and nickel which are up to about 40% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy and nickel which are up to about 40% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M02C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel-based superalloy and cobalt which are up to about 64%, about 40% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, M02C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel-based superalloy and cobalt which are up to about 63%, about 39% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M0 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that fc)inds the hard particles and comprises rhenium, a nickel-based superalloy and nickel which are up to about 63%, about 40% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr2C3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel-based superalloy and nickel which are up to about 63%, about 39% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and M0 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, nickel and cobalt which are up to about 63%, about 42% and about 42% of the total weight of the material, respectively. 135.
- a material comprising: hard particles comprising TiC, TiN, M02C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel and cobalt which are up to about 63%, about 42% and about 42% of the total weight of the material, respectively...
- a material comprising: hard particles comprising TiC, TiN and Mo 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy, nickel and cobalt which are up to about 40%, about 42% and about 43% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises a nickel-based superalloy, nickel and cobalt which are up to about 40%, about 42% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN and Mo 2 C which are up to about 90%, about 91% and about 38% of a total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel-based superalloy, nickel and cobalt which are up to about 63%, about 39%, about 42% and about 42% of the total weight of the material, respectively.
- a material comprising: hard particles comprising TiC, TiN, Mo 2 C, WC, and TaC which are up to about 89%, about 90%, about 26%, about 42%, and about 33% of a total weight of the material, respectively, the hard particles further comprising VC and Cr 2 C 3 up to about 16% and 18% of the total weight of the material, respectively; and a binder matrix that binds the hard particles and comprises rhenium, a nickel-based superalloy, nickel and cobalt which are up to about 63%, about 39%, about 42% and about 42% of the total weight of the material, respectively.
- a material comprising : hard particles comprising at least one fooride from borides of IVB, VB and VIB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium, wherein the rhenium is between about 4% to about 76% of the total weight of the material.
- the rhenium is between about 9.5% to about 69.5% of the total weight of the material.
- the rhenium is between about 7.5% to about 64% of the total weight of the material .
- the rhenium is between about 4% to about 47% of the total weight of the material .
- the rhenium is between about 4% to about 47% of the total weight of the material .
- a material comprising: hard particles comprising at least one suicide from 25 suicides of IVB, VB and VIB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium, wherein the rhenium is between about 6% to about 77% of the total weight of the material.
- a material comprising: hard particles; and a binder matrix that binds the hard particles and comprises tungsten.
- the hard particles comprise at least one carbide from carbides of IVB, VB and VIB columns in the periodic table and the tungsten is between about 4% to about 72% of the total weight of the material .
- the at least one carbide is TiC which is between about 28% and about 89% of the total weight of the material, and the tungsten is between about 11% and about 72% of the total weight of the material .
- binder matrix material further comprises rhenium in addition to tungsten.
- the hard particles comprise at least one carbide from carbides of IVB, VB and VIB columns in the periodic table, and wherein the rhenium is less than about 73% and tungsten is less than about 72% of the total weight of the material.
- the hard particles comprise at least one nitride from nitrides of IVB and VB columns in the periodic table, and wherein the rhenium is less than about 71% and tungsten is less than about 70% of the total weight of the material.
- the at least one nitride is TiN which is between about 28% and about 90% of the total weight of the material.
- the hard particles comprise at least one boride from borides of IVB, VB and VIB columns in the periodic table, and wherein the rhenium is less than about 75% and tungsten is less than about 73% of the total weight of the material.
- the material as in above item no. 212, wherein the at least one boride is MoB 2 which is between about 36% and about 93% of the total weight of the material. 220.
- the material as in above item no. 212, wherein the at least one boride is WB which is between about 53% and about 96% of the total weight of the material. 221.
- the material as in above item no. 212, wherein the at least one boride is W2B which is between about 54% and about 97% of the total weight of the material.
- the hard particles comprise at least one suicide from suicides of IVB, VB and VIB columns in the periodic table, and wherein the rhenium is less than about 76% and tungsten is less than about 74% of the total weight of the material.
- a material comprising: hard particles comprising at least one nitride from nitrides- of IVB and VB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium which is less than 71% of a total weight of the material and cobalt which is less than 52% of the total weight of the material .
- a material comprising: hard particles comprising at least one boride from borides of IVB, VB and VIB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium which is less than 75% of a total weight of the material and cobalt which is less than 56% of the total weight of the material.
- a material comprising: hard particles comprising at least one silicide from suicides of IVB and VB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium which is less than 76% of a total weight of the material and cobalt which is less than 57% of the total weight of the material.
- a material comprising: hard particles comprising at least one carbide from carbides of IVB, VB and VIB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium which is less than 74% of a total weight of the material and molybdenum which is less than 57% of the total weight of the material .
- a material comprising: hard particles comprising at least one carbide from carbides of IVB, VB and VIB columns in the periodic table; and a binder matrix that binds the hard particles and comprises rhenium which is less than 74% of a total weight of the material and chromium which is less than 48% of the total weight of the material. 276.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to deposit a hardmetal over the metal surface, wherein the hard metal comprises: hard particles comprising at least a material made of a carbide, nitride, boride, or suicide; and a binder matrix to bind the hard particles and comprising at least rhenium.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to deposit a hardmetal over the metal surface, wherein the hard metal comprises: hard particles comprising at least a material made of a carbide, nitride, boride, or suicide; and a binder matrix to bind the hard particles and comprising at least a Ni-based superalloy. 287.
- a method comprising: preparing a metal surface for a thermal spray process; and performing the thermal spray process to deposit a hardmetal over the metal surface, wherein the hard metal comprises : hard particles comprising at least a material made of a carbide, nitride, boride, or suicide; and a binder matrix to bind the hard particles and comprising at least tungsten.
- FIG. 1 shows one exemplary fabrication flow in making a hardmetal according to one implementation.
- FIG. 2 shows an exemplary two-step sintering process for processing hardx ⁇ etals in a solid state.
- FIGS. 3, 4, 5, S, 7, and 8 show various measured properties of selected exemplary hardmetals.
- FIGS. 9 and 10 illustrate examples of the thermal spray methods .
- FIG. 11 shows one example of a friction stir welding tool system with a friction stir welding head that uses a material described in this application.
- Friction stir welding is a solid-state welding process to join metal components without melting and to avoid various adverse effects associated with traditional welding techniques that melt the metal pieces.
- the friction stir welding can be used to produce large welds in a variety of geometric configurations, where a rotating cylindrical tool head is plunged into a rigidly clamped workpiece, and then traversed along the joint between two metal piences to be welded.
- the tool is specially designed to provide a combination of frictional heat and thermo-mechanical working to the workpiece material as the tool traverses along the joint. A strong, solid-state bond is formed in the wake of the tool.
- FIG. 11 illustrates one example of a PSW system.
- a FSW head 102 is engaged to a shank 108 which is in turn fixed to a rotor can include a pin and a shoulder to which the pin is engaged.
- a chuck may be used to hold the shank so that the rotor rotates the shank 108 which spins the head 102 during welding.
- the spinning head is pressed to the interface of two metal pieces 1 and 2 to be welded together and is moved along the joint interface.
- the head 102 includes a shoulder 104 that is engaged to the shank 108 and a pin 106 that is engaged to the shoulder 104.
- the pin 106 and the shoulder 104 are in direct contact with the two pieces to weld them together.
- the pin 106 and the shoulder 104 are made of a hardmetal material described in this application.
- the surfaces of the pin and shoulder may be made of a material described in this application while the inner parts of the pin and shoulder may be made of a different material.
- Various materials described here exhibit high hardness and toughness under a high temoperature experienced by the pin and shoulder during the friction stir welding and thus can be used for constructing the head.
- Examples of the FSW head designs are also described in U.S. Patent No. 6, 648,206 entitled "Frication stir welding using a superabrasive tool" and U.S. Patent Publication No.
- the whole FSW tool or pin and shoulder of the FSW tool may be made from a material such as a cermet described in this application.
- a cermet may a metal bound ceramic particles from at least one ccerameic material.
- the ceramics include Carbides, Nitrides, Borides, and Suicides.
- Carbide may include at least one of TiC, ZrC, HfC, VC, NbC, TaC, Cr 3 C 2 , MoC, M0 2 C, WC, W 2 C .
- the nitride may include at least one of TiN, ZrN, HfN, VN, NbN.
- the boride may include at least one of TiB 2 , ZrB 2 , HfB 2 , VB 2 , NbB 2 , TaB 2 , Cr 3 C 2 , CrB 2 , Mo 2 C, MoB, MoB 2 , W 2 C, WB.
- the suicide may include at least one of Ti 5 Si 3 , Zr 6 Si 5 , Zr 3 Si 2 , Zr 4 Si 3 , ZrSi, HfSi 2 , NbSi 2 , TaSi 2 , Mo 3 Si 2 , MoSi 2 , W 3 Si 2 , WSi 2 .
- At least one or more metal binder matesrials may be used to bind the pargicles, e.g.
- Re a Ni based superalloy, Re-Ni based superalloy, Re-Co, Re-Ni, Re-Fe, Re-Cr, Re-Mo, Ni based superalloy-Fe, Ni based superalloy-Ni, Ni based superalloy-Co, Ni based superalloy-Cr, Ni based superalloy-Mo, Ni based superalloy-Ni based superalloy, Re-Ni based superalloy-Ni, Re-Ni based superalloy-Co, Re-Ni based superalloy-Fe, Re-Ni based superalloy-Cr, and Re-Ni based superalloy-Mo .
- More examples of the materials for the shoulder and the pin are described below.
- compositions of hardmetals are important in that they directly affect the technical performance of the hardmetals in their intended applications, and processing conditions and equipment used, during fabrication of such hardmetals.
- the hardmetal compositions also can directly affect the cost of the raw materials for the hardmetals, and the costs associated with the fabrication processes. For these and other reasons, extensive efforts have been made in the hardmetal industry to develop technically superior and economically feasible compositions for hardmetals. This application describes, among other features, material compositions for hardmetals with selected binder matrix materials that, together, provide performance advantages.
- Material compositions for hardmetals of interest include various hard particles and various binder matrix materials.
- the hard particles may be formed from carbides of the metals in columns IVB (e.g., TiC, ZrC, HfC), VB (e.g., VC, NbC, TaC) , and VIB (e.g., Cr 3 C 2 , Mo 2 C, WC) in the Periodic Table of Elements.
- nitrides formed by metals elements in columns IVB e.g., TiN, ZrN, HfN
- VB e.g., VN, NbN, and TaN
- one material composition for hard particles that is widely used for many hardmetals is a tungsten carbide, e.g., the mono tungsten carbide (WC) .
- Various nitrides may be mixed with carbides to form the hard particles. Two or more of the above and other carbides and nitrides may be combined to form WC-based hardmetals or WC- free hardmetals. Examples of mixtures of different carbides include but are not limited to a mixture of WC and TiC, and a mixture of WC, TiC, and TaC.
- nitrides, carbonitrides, borides, and suicides may also be used as hard particles for hardmetals. Examples of various suitable hard particles are described in this application.
- the binder matrix in addition to providing a matrix for bonding the hard particles together, can significantly affect the hard and refractory properties of the resulting hardmetals.
- the binder matrix may include one or more transition metals in the eighth column of the Periodic Table of Elements, such as cobalt (Co) , nickel (Ni) , and iron (Fe) , and the metals in the 6B column such as molybdenum (Mo) and chromium (Cr) . Two or more of such and other binder metals may be mixed together to form desired binder matrices for bonding suitable hard particles.
- Some binder matrices for example, use combinations of Co, Ni, and Mo with different relative weights .
- the hardmetal compositions described here were developed in part based on a recognition that the material composition of the binder matrix may be specially configured and tailored to provide high-performance hardmetals to meet specific needs of various applications.
- the material composition of the binder matrix has significant effects on other material properties of the resulting hardmetals, such as the elasticity, the rigidity, and the strength parameters (including the transverse rupture strength, the tensile strength, and the impact strength) .
- the inventor recognized that it was desirable to provide the proper material composition for the binder matrix to better match the material composition of the hard particles and other components of the hardmetals in order to enhance the material properties and the performance of the resulting hardmetals.
- these hardmetal compositions use binder matrices that include rhenium, a nickel-based superalloy or a combination of at least one nickel-based superalloy and other binder materials.
- suitable binder materials may include, among others, rhenium (Re) or cobalt.
- a Ni-based superalloy exhibits a high material strength at a relatively high temperature.
- the resulting hardmetal formed with such a binder material can benefit from the high material strength at high temperatures of rhenium and Ni-superalloy and exhibit enhanced performance at high temperatures .
- a Ni-based superalloy also exhibits superior resistance to corrosion and oxidation, and thus, when used as a binder material, can improve the corresponding resistance of the hardmetals .
- compositions of the hardmetals described in this application may include the binder matrix material from about 3% to about 40% by volume of the total materials in the hardmetals so that the corresponding volume percentage of the hard particles is about from 97% to about 60%, respectively.
- the binder matrix material in certain implementations may be from about 4% to about 35% by volume out of the volume of the total hardmetal materials . More preferably, some compositions of the hardmetals may have from about 5% to about 30% of the binder matrix material by volume out of the volume of the total hardmetal materials .
- the weight percentage of the binder matrix material in the total weight of the resulting hardmetals may be derived from the specific compositions of the hardmetals .
- the binder matrices may be formed primarily by a nickel-based superalloy, and by various combinations of the nickel-based superalloy with other elements such as Re, Co, Ni, Fe, Mo, and Cr.
- a Ni-based superalloy of interest may comprise, in addition to Ni, elements Co, Cr, Al, Ti, Mo, W, and other elements such as Ta, Nb, B, Zr and C.
- Ni-based superalloys may include the following constituent metals in weight percentage of the total weight of the superalloy: Ni from about 30% to about 70%, Cr from about 10% to about 30%, Co from about 0% to about 25%, a total of Al and Ti from about 4% to about 12%, Mo from about 0% to about 10%, W from about 0% to about 10%, Ta from about 0% to about 10%, Nb from about 0% to about 5%, and Hf from about 0% to about 5%.
- Ni-based superalloys may also include either or both of Re and Hf, e.g., Re from 0% to about 10%, and Hf from 0% to about 5%.
- Ni-based superalloy with Re may be used in applications under high temperatures.
- a Ni- based super alloy may further include other elements, such as B, Zr, and C, in small amounts.
- Compounds TaC and NbC have similar properties to a certain extent and may be used to partially or completely substitute or replace each other in hardmetal compositions in some implementations. Either one or both of HfC and NbC also may be used to substitute or replace a part or all of TaC in hardmetal designs.
- Compounds WC, TiC, TaC may be produced individually and then mixed to form a mixture or may be produced in a form of a solid solution.
- the mixture may be selected from at least one from a group consisting of (1) a mixture of WC, TiC, and TaC, (2) a mixture of WC, TiC, and NbC, (3) a mixture of WC, TiC, and at least one of TaC and NbC, and (4) a mixture of WC, TiC, and at least one of HfC and NbC.
- a solid solution of multiple carbides may exhibit better properties and performances than a mixture of several carbides.
- hard particles may be selected from at least one from a group consisting of (1) a solid solution of WC, TiC, and TaC, (2) a solid solution of WC, TiC, and NbC, (3) a solid solution of WC, TiC, and at least one of TaC and NbC, and (4) a solid solution of WC, TiC, and at least one of HfC and NbC.
- the nickel-based superalloy as a binder material may be in a ⁇ - ⁇ ' phase where the ⁇ ' phase with a FCC structure mixes with the ⁇ phase.
- the strength increases with temperature within a certain extent.
- Another desirable property of such a Ni-based superalloy is its high resistance to oxidation and corrosion.
- the nickel-based superalloy may be used to either partially or entirely replace Co in various Co-based binder compositions.
- the inclusion of both of rhenium and a nickel- based superalloy in a binder matrix of a hardmetal can significantly improve the performance of the resulting hardmetal by benefiting from the superior performance at high temperatures from presence of Re while utilizing the relatively low-sintering temperature of the Ni-based superalloy to maintain a reasonably low sintering temperature for ease of fabrication.
- the relatively low content of Re in such binder compositions allows for reduced cost of the binder materials so that- such materials be economically feasible.
- Such a nickel-based superalloy may have a percentage weight from several percent to 100% with respect to the total weight of all material components in the binder matrix based on the specific composition of the binder matrix.
- a typical nickel-based superalloy may primarily comprise nickel and other metal components in a ⁇ - ⁇ ' phase strengthened state so that it exhibits an enhanced strength which increases as temperature rises .
- Various nickel-based superalloys may have a melting point lower than the common binder material cobalt, such as alloys under the trade names Rene-95, Udimet-700, Udimet-720 from Special Metals which comprise primarily Ni in combination with Co, Cr, Al, Ti, Mo, Nb, W, B", and Zr.
- the nickel-based superalloy can be used in the binder to provide a high material strength and to improve the material hardness of the resulting hardmetals, at high temperatures near or above 500° C. Tests of some fabricated samples have demonstrated that the material hardness and strength for hardmetals with a Ni- based superalloy in the binder can improve significantly, e.g., by at least 10%, at low operating temperatures in comparison with similar material compositions without Ni-based superalloy in the binder.
- the following table show measured hardness parameters of samples P65 and P46A with Ni-based superalloy in the binder in comparison with samples P49 and P47A with pure Co as the binder, where the compositions of the samples are listed in Table 4.
- hardmetal samples with Ni-based superalloy in the binder can exhibit a material hardness that is significantly higher than that of similar hardmetal samples without having a Ni-based superalloy in the binder.
- Ni-based superalloy as a binder material can also improve the resistance to corrosion of the resulting hardmetals or cermets in comparison with hardmetals or cermets using the conventional cobalt as the binder .
- a nickel-based superalloy may be used alone or in combination with other elements to form a desired binder matrix.
- Rhenium as a binder material may be used to provide strong bonding of hard particles and in particular can produce a high melting point for the resulting hardmetal material.
- the melting point of rhenium is about 3180° C, much higher than the melting point of 1495° C of the commonly-used cobalt as a binder material.
- This feature of rhenium partially- contributes to the enhanced performance of hardmetals with binders using Re, e.g., the enhanced hardness and strength of the resulting hardmetals at high temperatures.
- Re also has other desired properties as a binder material .
- the hardness, the transverse rapture strength, the fracture toughness, and the melting point of the hardmetals with Re in their binder matrices can be increased significantly in comparison with similar hardmetals without Re in the binder matrices.
- a hardness Hv over 2600 Kg/mm 2 has been achieved in exemplary WC-based hardmetals with Re in the binder matrices .
- the melting point of some exemplary WC-based hardmetals i.e., the sintering temperature
- the sintering temperature for WC-based hardmetals with Co in the binders in Table 2.1 in the cited Brookes is below 1500° C.
- a hardmetal with a high sintering temperature allows the material to operate at a high temperature below the sintering temperature.
- tools based on such Re-containing hardmetal materials may operate at high speeds to reduce the processing time and the overall throughput of the processing.
- hardmetal compositions and the composition methods described here may provide or allow for a more practical fabrication process for fabricating hardmetals with either Re or mixtures of Re with other binder materials in the binder matrices.
- this two-step process makes it possible to fabricate hardmetals where Re is at or more than 25% of the total weight of the binder matrix of the resulting hardmetal .
- Such hardmetals with Re at or more than 25% may be used to achieve a high hardness and a high material strength at high temperatures .
- Another limitation of using pure Re as a binder material for hardmetals is that Re oxidizes severely in air at or above about 350 s C.
- This poor oxidation resistance may dramatically reduce the use of pure Re as binder for any application above about 300 2 C.
- Ni-based superalloy has exceptionally strength and oxidation resistance under 1000 2 C
- a mixture of a Ni-based superalloy and Re where Re is the dominant material in the binder may be used to improve the strength and oxidation resistance of the resulting hardmetal using such a mixture as the binder.
- the addition of Re into a binder primarily comprised of a Ni-based superalloy can increase the melting range of the resulting hardmetal, and improve the high temperature strength and creep resistance of the Ni-based superalloy binder.
- the percentage weight of the rhenium in the binder matrix should be between a several percent to essentially 100% of the total weight of the binder matrix in a hardmetal .
- the percentage weight of rhenium in the binder matrix should be at or above 5%.
- the percentage weight of rhenium in the binder matrix may be at or above 10% of the binder matrix.
- the percentage weight of rhenium in the binder matrix may be at or above 25% of the total weight of the binder matrix of the resulting hardmetal.
- Hardmetals with such a high concentration of Re may be fabricated at relatively low temperatures with a two-step process described in this application.
- a hardmetal composition includes dispersed hard particles having a first material, and a binder matrix having a second, different material that includes rhenium, where the hard particles are spatially dispersed in the binder matrix in a substantially uniform manner .
- the binder matrix may be a mixture of Re and other binder materials to reduce the total content of Re to in part reduce the overall cost of the raw materials and in part to explore the presence of other binder materials to enhance the performance of the binder matrix.
- binder matrices having mixtures of Re and other binder materials include, mixtures of Re and at least one Ni-based superalloy, mixtures of Re, Co and at least one Ni-based superalloy, mixtures of Re and Co, and others .
- TABLE 1 lists some examples of hardmetal compositions of interest.
- WC-based compositions are referred to as "hardmetals” and the TiC-based compositions are referred to as "cermets.”
- TiC particles bound by a mixture of Ni and Mo or a mixture of Ni and Mo 2 C are cermets .
- Cermets as described here further include hard particles formed by mixtures of TiC and TiN, of TiC, TiN, WC, TaC, and NbC with the binder matrices formed by the mixture of Ni and Mo or the mixture of Ni and Mo 2 C .
- the binder may be a mixture of a Ni-based superalloy and cobalt
- the hard particles may a mixture of WC, TiC, TaC, and NbC.
- the binder may be from about 2% to about 40% of the total weight of the hardmetal. This range may be set to from about 3% to about 35% in some applications and may be further limited to a smaller range from about 4% to about 30% in other applications.
- Fabrication of hardmetals with Re or a nickel-based superalloy in binder matrices may be carried out as follows. First, a powder with desired hard particles such as one or more carbides or carbonitrides is prepared. This powder may include a mixture of different carbides or a mixture of carbides and nitrides. The powder is mixed with a suitable binder matrix material that includes Re or a nickel-based superalloy. In addition, a pressing lubricant, e.g., a wax, may be added to the mixture .
- a pressing lubricant e.g., a wax
- the mixture of the hard particles, the binder matrix material, and the lubricant is mixed through a milling or attriting process by milling or attriting over a desired period, e.g., hours, to fully mix the materials so that each hard particle is coated with the binder matrix material to facilitate the binding of the hard particles in the subsequent processes.
- the hard particles should also be coated with the lubricant material to lubricate the materials to facilitate the mixing process and to reduce or eliminate oxidation of the hard particles.
- pressing, pre-sintering, shaping, and final sintering are subsequently performed to the milled mixture to form the resulting hardmetal .
- the sintering process is a process for converting a powder material into a continuous mass by heating to a temperature that is below the melting temperature of the hard particles and may be performed after preliminary compacting by pressure. During this process, the binder material is densified to form a continuous binder matrix to bind hard particles therein. One or more additional coatings may be further formed on a surface of the resulting hardmetal to enhance the performance of the hardmetal.
- FIG. 1 is a flowchart for this implementation of the fabrication process.
- the manufacture process for cemented carbides includes wet milling in solvent, vacuum drying, pressing, and liquid-phase sintering in vacuum.
- the temperature of the liquid-phase sintering is between melting point of the binder material (e.g., Co at 1495°C) and the eutectic temperature of the mixture of hardmetal (e.g., WC-Co at 1320 0 C) .
- the sintering temperature of cemented carbide is in a range of 1360 to 1480 0 C.
- manufacture process is same as conventional cemented carbide process.
- the principle of liquid phase sintering in vacuum is applied in here.
- the sintering temperature is slightly higher than the eutectic temperature of binder alloy and carbide.
- the sintering condition of P17 25% of Re in binder alloy, by weight
- FIG. 2 shows a two-step fabrication process based on a solid-state phase sintering for fabricating various hardmetals described in this application.
- hardmetals that can be fabricated with this two-step sintering method include hardmetals with a high concentration of Re in the binder matrix that would otherwise require the liquid-phase sintering at high temperatures.
- This two-step process may be implemented at relatively low temperatures, e.g., under 2200° C, to utilize commercially feasible ovens and to produce the hardmetals at reasonably low costs.
- the liquid phase sintering is eliminated in this two-step process because the liquid phase sintering may not be practical due to the generally high eutectic temperatures of the binder alloy and carbide. As discussed above, sintering at such high temperatures requires ovens operating at high temperatures which may not be commercially feasible.
- the first step of this two-step process is a vacuum sintering where the mixture materials for the binder matrix and the hard particles are sintered in vacuum.
- the mixture is initially processed by, e.g., wet milling, drying, and pressing, as performed in conventional processes for fabricating cemented carbides.
- This first step of sintering is performed at a temperature below the eutectic temperature of the binder alloy and the hard particle materials to remove or eliminate the interconnected porosity.
- the second step is a solid phase sintering at a temperature below the eutectic temperature and under a pressured condition to remove and eliminate the remaining porosities and voids left in the sintered mixture after the first step.
- a hot isostatic pressing (HIP) process may be used as this second step sintering. Both heat and pressure are applied to the material during the sintering to reduce the processing temperature which would otherwise be higher in absence of the pressure.
- a gas medium such as an inert gas may be used to apply and transmit the pressure to the sintered mixture.
- the pressure may be at or over 1000 bar.
- Application of pressure in the HIP process lowers the required processing temperature and allows for use of conventional ovens or furnaces.
- the temperatures of solid phase sintering and HIPping for achieving fully condensed materials are generally significantly lower than the temperatures for liquid phase sintering.
- the sample P62 which uses pure Re as the binder may be fully densified by vacuum sintering at 2200 0 C for one to two hours and then HIPping at about 2000 0 C under a pressure of 30,000 PSI in the inert gas such as Ar for about one hour.
- the use of ultra fine hard particles with a particulate dimension less than 0.5 micron can reduce the sintering temperature for fully densifying the hardmetals (fine particles are several microns in size) .
- the use of such ultra fine WC allows for sintering temperatures to be low, e.g., around 2000° C. This two-step process is less expensive than the ROC method and may be used to commercial production.
- TABLE 2 provides a list of code names (lot numbers) for some of the constituent materials used to form the exemplary hardmetals, where Hl represents rhenium, and Ll, L2, and L3 represent three exemplary commercial nickel-based superalloys.
- TABLE 3 further lists compositions of the above three exemplary nickel-based superalloys, Udimet720 (U720) , Rene'95 (R-95) , and Udimet700 (U700) , respectively.
- the material composition for Lot P17 primarily includes 88 grams of T32 (WC) , 3 grams of 132 (TiC) , 3 grams of A31 (TaC), 1.5 grains of Hl (Re) and 4.5 grams of L2 (R-95) as binder, and 2 grams of a wax as lubricant.
- Lot P58 represents a hardmetal with a nickel-based superalloy L2 as the only binder material without Re.
- FIGS. 3 through 8 show measurements of selected hardmetal samples of this application.
- FIGS. 3 and 4 show measured toughness and hardness parameters of some exemplary hardmetals for the steel cutting grades.
- FIGS. 5 and 6 show measured toughness and hardness parameters of some exemplary hardmetals for the non-ferrous cutting grades. Measurements were performed before and after the solid-phase sintering HIP process and the data suggests that the HIP process significantly improves both the toughness and the hardness of the materials.
- FIG. 7 shows measurements of the hardness as a function of temperature for some samples.
- FIGS. 7 and 8 also show measurements of commercial C2 and C6 carbides under the same testing conditions, where FIG. 7 shows the measured hardness and FIG. 8 shows measured change in hardness from the value at the room temperature (RT) .
- RT room temperature
- the exemplary categories of hardmetal compositions are described below to illustrate the above general designs of the various hardmetal compositions to include either of Re and Nickel-based superalloy, or both.
- the exemplary categories of hardmetal compositions are defined based on the compositions of the binder matrices for the resulting hardmetals or cermets .
- the first category uses a binder matrix having pure Re
- the second category uses a binder matrix having a Re-Co alloy
- the third category uses a binder matrix having a Ni- based superalloy
- the fourth category uses a binder matrix having an alloy having a Ni-based superalloy in combination with of Re with or without Co.
- hard and refractory particles used in hardmetals of interest may include, but are not limited to, carbides, nitrides, carbonitrides , borides, and suicides.
- Carbides include WC, TiC, TaC, HfC, NbC, Mo 2 C, Cr2C 3 , VC, ZrC, B 4 C, and SiC.
- Nitrides include TiN, ZrN, HfN, VN, NbN, TaN, and BN.
- Examples of Carbonitrides include Ti(CN), Ta(CN), Nb(CN), Hf(CN),
- the Re may be approximately from 5% to 40% by volume of all material compositions used in a hardmetal or cermet.
- the sample with a lot No. P62 in TABLE 4 has 10% of pure Re, 70%of WC, 15% of TiC, and 5% of TaC by volume. This composition approximately corresponds to
- This sample has about 20% of Re, 60% of WC, 15% of TiC, and 5% of TaC by volume in composition. In the weight percentage, this sample has about 27.92% of Re, 62.35% of WC, 4.91% of TiC, and 4.82% of TaC.
- the Specimen P66-4 was first processed with a vacuum sintering process at about 2200° C for one hour
- the density of the resulting hardmetal is about 14.40g/cc compared to the calculated density of 15.04g/cc.
- the average hardness Hv is about 2402 ⁇ 44 Kg/mm 2 for 7 different measurements taken at the room
- the sample P66 and other compositions described here with a high concentration of Re with a weight percentage greater than 25%, as the sole binder material or one of two or more different binder materials in the binder, may be used for various applications at high operating temperatures and may be manufactured by using the two-step process based on solid-phase sintering.
- the microstructures and properties of Re bound multiples types of hard refractory particles, such as carbides, nitrides, carbon nitrides, suicides, and borides, may provide advantages over Re-bound WC material. For example, Re bound WC-TiC-TaC may have better crater resistance in steel cutting than Re bound WC material . Another example is materials formed by refractory particles of Mo 2 C and TiC bound in a Re binder.
- the Re-Co alloy may be about from 5 to 40 Vol% of all material compositions used in the composition.
- the Re-to-Co ratio in the binder may vary from 0.01 to 0.99 approximately.
- Inclusion of Re can improve the mechanical properties of the resulting hardmetals, such as hardness, strength and toughness special at high temperature compared to Co bounded hardmetal . The higher Re content is the better high temperature properties are for most materials using such a binder matrix.
- the sample P31 in TABLE 4 is one example within this category with 2.5% of Re, 7.5% of Co, and 90% of WC by volume, and 3.44% of Re, 4.40% of Co and 92.12% of WC by weight.
- the Specimen P31-1 was vacuum sintered at 1725C for about one hour, slight under sintering with some porosities and voids.
- the density of the resulting hardmetal is about 15.16 g/cc (calculated density at 15.27 g/cc) .
- the average hardness Hv is about 1889 ⁇ 18 Kg/mm 2 at the room temperature under 10 Kg and the surface facture toughness K sc is about 7.7 xlO 6 Pa-m 1/2 .
- the Specimen P31-1 was treated with a hot isostatic press (HIP) process at about 1600C / 15Ksi for about one hour after sintering.
- HIP hot isostatic press
- the HIP reduces or substantially eliminates the porosities and voids in the compound to increase the material density.
- the measured density is about 15.25g/cc (calculated density at 15.27 g/cc) .
- the measured hardness Hv is about 1887 ⁇ 12 Kg/mm 2 at the room temperature under 10 Kg.
- the surface fracture toughness K sc is about 7.6 xlO 6 Pa-m 1/2 .
- Another example in this category is P32 in TABLE 4 with 5.0% of Re, 5.0% of Co, and 90% of WC in volume (6.75% of Re, 2.88% of Co and 90.38% of WC in weight).
- the Specimen P32-4 was vacuum sintered at 1800C for about one hour.
- the measured density is about 15.58 g/cc in comparison with the calculated density at 15.57 g/cc.
- the measured hardness Hv is about 2065 Kg/mm 2 at the room temperature under 10 Kg.
- the surface fracture toughness K sc is about 5.9 xlO 6 Pa-m ⁇ /2 .
- the Specimen P32-4 was also HIP at 1600C / 15Ksi for about one hour after Sintering.
- the measured density is about 15.57g/cc
- the third example is P33 in TABLE 4 which has 7.5% of Re, 2.5% of Co, and 90% of WC by volume and 9.93% of Re, 1.41% of Co and 88.66% of WC by weight.
- the Specimen P33-7 was vacuum sintered at 1950C for about one hour and was under sintering with porosities and voids.
- the measured density is about 15.38 g/cc (calculated density at 15.87 g/cc) .
- the measured hardness Hv is about 2081 Kg/mm 2 at the room temperature under a force of 10 Kg.
- the surface fracture toughness Ksc is about 5.6 xlO 6 Pa»m 1/2 .
- the Specimen P33-7 was HIP at 1600C / 15Ksi for about one hour after Sintering.
- the average hardness Hv is measured at about 2039 ⁇ 18 Kg/mm 2 at the room temperature under 10 Kg.
- the surface fracture toughness Ksc is about 6.5 xlO 6 Pa-m 1/2 .
- the third category is based on binder matrices with Ni- based superalloys from 5 to 40% in volume of all materials in the resulting hardmetal .
- Ni-based superalloys are a family of high temperature alloys with ⁇ ' strengthening. Three different strength alloys, Rene' 95, Udimet 720, and Udimet 700 are used as examples to demonstrate the effects of the binder strength on mechanical properties of the final hardmetals .
- the Ni-based superalloys have a high strength specially at elevated temperatures. Also, these alloys have good environmental resistance such as resistance to corrosion and oxidation at elevated temperature.
- Ni-based superalloys can be used to increase the hardness of Ni-based superalloy bound hardmetals when compared to Cobalt bound hardmetals.
- the tensile strengths of the Ni-based superalloys are much stronger than the common binder material cobalt as shown by TABLE 6. This further shows that Ni-based superalloys are good binder materials for hardmetals.
- P58 in TABLE 4 which has 7.5% of Rene '95, 0.6% of VC, and 91.9% of WC in weight and compares to cobalt bound P54 in TABLE 4 (8% of Co, 0.6% of VC, and 91.4% of WC) .
- the hardness of P58 is significant higher than P54 as shown in TABLE 7.
- the fourth category is Ni-based superalloy plus Re as binder, e.g., approximately from 5% to 40 % by volume of all materials in the resulting hardmetal or cermet. Because addition of Re increases the melting point of binder alloy of Ni-based superalloy plus Re, the processing temperature of hardmetal with Ni-based superalloy plus Re binder increases as the Re content increases. Several hardmetals with different Re concentrations are listed in TABLE 8. TABLE 9 further shows the measured properties of the hardmetals in TABLE 8.
- Ni- based superalloy plus Re and Co as binder which is also about 5% to 40% by volume.
- Exemplary compositions of hardmetals bound by Ni-based superalloy plus Re and Co are list in TABLE 10.
- Ni-based superalloys not only exhibit excellent strengths at elevated temperatures but also possess outstanding resistances to oxidation and corrosion at high temperatures.
- Ni-based superalloys have complex microstructures and strengthening mechanisms. In general, the strengthening of Ni-based superalloys is primarily due to precipitation strengthening of ⁇ - ⁇ ' and solid-solution strengthening. The measurements the selected samples demonstrate that Ni-based superalloys can be used as a high- performance binder materials for hardmetals .
- TABLE 11 lists compositions of selected samples by their weight percentages of the total weight of the hardmetals.
- the WC particles in the samples are 0.2 ⁇ m in size.
- TABLE 12 lists the conditions for the two-step process performed and measured densities, hardness parameters, and toughness parameters of the samples.
- the sample P54 uses the conventional binder consisting of Co.
- the Ni-superalloy R-95 is used in the sample P58 to replace Co as the binder in the sample P54.
- the Hv increases from 2090 of P54 to 2246 of P58.
- the mixture of Re and Co is used to replace Co as binder and the corresponding Hv increases from 2090 of P54 to 2133 of P56.
- the samples P72, P73, P74 have the same Re content but different amounts of Co and R95.
- the mixtures of Re, Co, and R95 are used in samples P73 and P74 to replace the binder having a mixture of Re and Co as the binder in the sample 72.
- the hardness Hv increases from 2041 (P72) to 2217 (P73) and 2223 (P74).
- TABLE 15 further shows measured hardness parameters under various temperatures for the selected samples, where the Knoop hardness H k were measured under a load of 1 Kg for 15 seconds on a Nikon QM hot hardness tester and R is a ratio of H k at an elevated testing temperature over H k at 25°C.
- the hot hardness specimens of C2 and C6 carbides were prepared from inserts SNU434 which were purchased from MSC Co. (Melville, NY) .
- each measured value at a given temperature is an averaged value of 3 different measurements
- Inclusion of Re in the binder matrices of the hardmetals increases the melting point of binder alloys that • include Co-Re, Ni superalloy-Re, Ni superalloy-Re-Co.
- the melting point of the sample P63 is much higher than the temperature of 2200 0 C used for the solid-phase sintering process.
- Hot hardness values of such hardmetals with Re in the binders ⁇ e.g., P17 to P63
- the above measurements reveal that an increase in the concentration of Re in the binder increases the hardness at high temperatures.
- the sample P62A with pure Re as the binder has the highest hardness .
- the sample P63 with a binder composition of 94% of Re and 6 % of the Ni-based superalloy R95 has the second highest hardness.
- the samples P40A(71.9%Re-29.1%R95) , P49 (69.9%Re-30.1%R95) , P51 (88.5%Re-11.5%R95) , and P50 (71.9%Re-28.1%R95) are the next group in their hardness.
- the sample P48 with 62.5% of Re and 37.5% of R95 in its binder has the lowest hardness at high temperatures among the tested materials in part because its Re content is the lowest.
- a hardmetal or cermet may include TiC and TiN bonded in a binder matrix having Ni and Mo or M0 2 C .
- the binder Ni of cermet can be fully or partially replaced by Re, by Re plus Co, by Ni-based superalloy, by Re plus Ni-based superalloy, and by Re plus Co and Ni-based superalloy.
- Samples P38 and P39 are examples of Ni-bound cermets.
- the sample P34 is an example of Rene95-bound Cermet.
- TABLES 17-29 list additional compositions with 3 exemplary composition ranges 1, 2, and 3 which, may be used for different applications.
- composition Range Composition Range 2 Composition Range Estimated
- Re Re 3 to 40 8 to 64 4 to 35 10 to 59 5 to 30 12 to 54 3000 to 3200 '
- Re Re 3 to 40 9 to 68 4 to 35 12 to 63 5 to 30 14 to 57 1700 to 1900
- Re Re 3 to 40 9 to 70 4 to 35 13 to 65 5 to 30 16 to 62 2100 to 2300
- compositions that use Re and Ni-based superalloy (Re+NBSA) in a binder for binding a carbide from carbides of IVb, Vb, & VIb or a nitride from nitrides of IVb & Vb.
- the range of the binder is from l%Re + 99% superalloy to 99% Re + 1% superalloy.
- the range of Binder is from l%Re + 99% Co to 99% Re + l%Co .
- compositions that use Ni-based superalloy (NBSA) and Co in a binder for binding a carbide from carbides of IVb, Vb, & VIb or a nitride from nitrides of IVb & Vb.
- the range of Binder is from 1%NBSA + 99% Co to 99%NBSA + l%Co.
- VN CO 0.03 to 0.04 to 0.04 to 0.055 to 0.05 to 29.7 0.066 to 39.6 44 34.7 40 34
- compositions that use Re, Ni-based superalloy (NBSA), and Co in a binder for binding a carbide from carbides of IVb, Vb, & VIb or a nitride from nitrides of IVb & Vb.
- the range of Binder is from 0.5%Re + 0.5% Co+ 99% superalloy to 99% Re + 0.5% Co + 0.5% Superalloy to 0.5%Re + 99% Co+ 0.5% Superalloy
- compositions that use Re, Ni-based superalloy (NBSA), and Co in a binder for binding WC+TiC or WC+TaC or WC+TiC+TaC.
- the range of Binder is from 0.5%Re + 99.5% superalloy to 99.5% Re + 0.5% Superalloy to 0.5%Re + 0.5% Superalloy+ 99% Co.
- TABLES 30-41 list exemplary cermet compositions with 3 exemplary composition ranges 1, 2, and 3 which may be used, for different applications .
- NBSA Ni -based superalloy
- NBSA Re and Ni-based superalloy
- NBSA Ni-based superalloy
- Co in a binder for binding TiC+ Mo 2 C, or TiN+ Mo 2 C, or TiC+TiN+ Mo 2 C, or TiC+TiN+Mo 2 C+WC+TaC+VC+Cr 2 C 3
- NBSA+Ni NBSA 0.03 to 0.04 to 0.04 to 0.05 to 0.05 to 0.06 to 29.7 40 26.73 37 24.75 34
- NBSA+Ni NBSA 0.03 to 0.02 to 0.04 to 0.035 to 0.05 to 0.05 to 29.7 40 26.73 36 24.75 34
- compositions that use Re, Co, and Ni-based superalloy (NBSA) in a binder for binding TiC and Mo 2 C, or TiN and Mo 2 C, or TiC, TiN, and Mo 2 C, or TiC, TiN, Mo 2 C, WC, TaC, VC, and Cr 2 C 3
- NBSA Ni-based superalloy
- compositions that use Re, Ni, and Ni -based superalloy (NBSA) in a binder for binding TiC+ Mo 2 C, or TiN+ Mo 2 C, or TiC+TiN+ Mo 2 C, or TiC+TiN+Mo 2 C+WC+TaC+VC+Cr 2 C 3
- NBSA Ni -based superalloy
- compositions that use Co, Ni, and Ni -based superalloy (NBSA) in a binder for binding TiC+ Mo 2 C, or TiN+ Mo 2 C, or TiC+TiN+ Mo 2 C, or TiC+TiN+Mo 2 C+WC+TaC+VC+Cr 2 C 3
- NBSA Ni -based superalloy
- compositions that use Re, Ni, Co, and Ni-based superalloy (NBSA) in a binder for binding TiC+ Mo 2 C, or TiN+ Mo 2 C, or TiC+TiN+ Mo 2 C, or TiC+TiN+Mo 2 C+WC+TaC+VC+Cr 2 C 3
- NBSA Ni-based superalloy
- TABLES 42-51 list additional examples of various compositions with 3 exemplary composition ranges 1, 2, and 3 which may be used for different applications. Similar to some compositions described above, some compositions in TABLES 42-51 may be particularly useful for applications at high temperatures as indicated in the last row under "estimated melting points.”
- binder matrix materials with rhenium, a nickel-based superalloy or a combination of both can enhance material performance at high temperatures .
- Tungsten is typically used as a constituent element in various hard particles such, as carbides, nitrides, carbonitrides, borides, and suicides.
- tungsten can significantly raise the melting point of the final hardmetal materials to the range of about 2500 to about 3500 0 C.
- hardmetals using W-based binder matrix materials can be used in applications at high temperatures that may not be possible with other materials.
- certain compositions that use a binder matrix based on tungsten (W) shown in TABLES 43-48 show expected high melting points around 3500 0 C.
- each nitride may be substituted by a combination of a nitride and carbide as the hard particle material.
- a material under this design includes hard particles comprising at least one nitride from nitrides of IVB and VB columns in the periodic table and one carbide from carbides of IVB, VB and VIB columns in the periodic table, and a binder matrix that binds the hard particles and comprises rhenium and cobalt.
- TiVBLE 42 Re bound a Boride from Borides of IVb, Vb, S- VIb or a Silicide from Suicides of IVb, Vb & VIb
- W bound a carbide from carbides of IVb, Vb, & VIb or a nitride from nitrides of IVb & Vb.
- Re and W (Re+W) bound a carbide from carbides of IVb, Vb, Sc VIb or a nitride from nitrides of IVb & Vb.
- the range of Binder is from l%Re + 99% W to 99% Re + 1%W.
- Re and W (Re+W) bound a boride from borides of IVb, Vb, & VIb or a suicide from suicides of IVb & Vb.
- the range of Binder is from l%Re + 99% W to 99% Re + 1%W
- Re and Co (Re+Co) bound a carbide from carbides of IVb, Vb, & VIb or a nitride from nitrides of IVb & Vb.
- the range of Binder is from l%Re + 99% Co to 99% Re + l%Co.
- Re and Co (Re+Co) bound a boride from borides of IVb, Vb, & VIb or a silicide from suicides of IVb & Vb .
- the range of Binder is from l%Re + 99% Co to 99% Re + l%Co .
- NbSi 2 60 to 97 31 to 96 65 to 96 36 to 94 70 to 95 41 to 93
- Re and Mo (Re+Mo) bound a carbide from carbides of IVb, Vb, & VIb.
- the range of Binder is from l%Re + 99% Mo to 99% Re + l%Mo.
- Re and Ni (Re+Ni) bound a carbide from carbides of IVb, Vb, & VIb.
- the range of Binder is from l%Re + 99% Ni to 99% Re + l%Ni.
- Re and Cr (Re+Cr) bound a carbide from carbides of IVb, Vb, & VIb.
- the range of Binder is from l%Re + 99% Cr to 99% Re + l%Cr.
- compositions for hardmetals or cermets may be used for a variety of applications.
- a material as described above may be used to form a wear part in a tool that cuts, grinds, or drills a target object by using the wear
- Such a tool may include a support part made of a different material, such as a steel. The wear part is then engaged to the support part as an insert.
- the tool may be designed to include multiple inserts engaged to the support part.
- some mining drills may include multiple button bits made of a hardmetal material. Examples of such a tool includes a drill, a cutter such as a knife, a saw, a grinder, and a drill.
- hardmetals descried here may be used to form the entire head of a tool as the wear part for cutting, drilling or other machining operations.
- the hardmetal particles may also be used to form abrasive grits for polishing or grinding various materials.
- such hardmetals may also be used to construct housing and exterior surfaces or layers for various devices to meet specific needs of the operations of the devices or the environmental conditions under which the devices operate.
- the hardmetals described here may be used to manufacture cutting tools for machining metals, alloys, composite materials, plastic materials, wooden materials, and others.
- the cutting tools may include indexable inserts for turning, milling, boring and drilling, drills, end mills, reamers, taps, hobs and milling cutters. Since the temperature of the cutting edge of such tools may be higher than 500 0 C during machining, the hardmetal compositions for high-temperature operating conditions described above may have special advantages when used in such cutting tools, e.g., extended tool life and improved productivity by such tools by increasing the cutting speed.
- the hardmetals described here may be used to manufacture tools for wire drawing, extrusion, forging and cold heading. Also as mold and Punch for powder process. In addition, such hardmetals may be used as wear-resistant material for rock drilling and mining.
- the hardmetal materials described in this application may be fabricated in bulk forms or as coatings on metal surfaces. Coatings with such new hardmetal materials may be advantageously used to form a hard layer on a metal surface to achieve desired hardness that would otherwise be difficult to achieve with the underlying metal material. Bulk hardmetal materials based on the compositions in this application may be expensive and hence the use of coatings on less expensive metals with lower hardness may be used to reduce the costs of various components or parts with high hardness . [0089] A number of powder processes for producing commercial hardmetals may be used to manufacture the hardmetals of this application.
- FIG. 9 shows a flowchart for several fabrication methods for materials or structures from the above hardmetal compositions.
- alloy powders for the binders and the hard particle powders may be mixed with a milling liquid in a wet mixing process with or without a lubricant (e.g., wax) .
- the fabrication flows on the left hand side of FIG. 9 are for fabricating hardmetals with lubricated wet mixing.
- the mixture is first dried by vacuum drying or spray drying process to produce lubricated grade powder.
- the lubricated grade power is shaped into a bulky material via pill pressing, extruding, or cold isostatic press (CIP) and shaping.
- CIP cold isostatic press
- the CIP is a process to consolidate powder by isostatic pressure.
- the bulky material is then heated to remove the lubricant and is sintered in a presintering process.
- the material may be processed via several different processes. For example, the material may be processed via a liquid phase sintering in vacuum or hydrogen and then further processed by a HIP process to form the final hardmetal parts. Alternatively, the material after the presintering may go through a solid phase sintering to eliminate open porosity and then a HIP process to form the final hardmetal parts .
- the unlubricated grade power after the drying process may be processed in two different ways to form the final hardmetal parts.
- the first way as illustrated simply uses hot pressing to complete the fabrication.
- the second way uses a thermal spray forming process to form the grade powder on a metal substrate in vacuum.
- the metal substrate is removed to leave the structure by the thermal spray forming as a freestanding material as the final hardmetal part.
- the free-standing material may be further processed by a HIP process to reduce the porosities if needed.
- a thermal spray process may be used under a vacuum condition to produce large parts coated with hardmetal materials.
- surfaces of steel parts and tools may be coated to improve their hardness and thus performance.
- FIG. 10 shows an exemplary flow chart of a thermal spray process.
- thermal spray processes are known for coating metal surfaces.
- ASM Handbook Vol. 7 (P408, 1998) describes the thermal spray as a family of particulate/droplet consolidation processes capable of forming metals, ceramics, intermetallics, composites, and polymers into coatings or freestanding structures.
- powder, wire, or rods can be injected into combustion or arc- heated jets, where they are heated, melted or softened, accelerated, and directed toward the surface, or substrate, being coated.
- the particles or droplets rapidly solidify, cool, contract, and incrementally build up to form a deposit on a target surface.
- a thermal spray process may use chemical (combustion) or electrical (plasma or arc) energy to heat feed materials injected into hot—gas jets to create a stream of molten droplets that are accelerated and directed toward the substrates being coated.
- Various thermal spray processes are shown in Figure 3 and 4 in ASM Handbook Vol. 7, pages 409-410.
- Various details of thermal spray processes are described in "Spray Forming” by Lawley et al . and “Thermal Spray Forming of Materials” by Knight et al . , which are published in ASM Handbook, Volume 7, Powder Metal Technologies and Application (1998), from pages 396 to 407, and pages 408 to 419, respectively.
- selected hardmetal compositions described here can be used to maintain high material strength and hardness at high temperatures at or above 1500 0 C.
- certain high-power engines operate at such high temperatures such as various jet and rocket engines used in various flying devices and vehicles. More specifically, jet and rocket nozzles, including non- erosive nozzle throats and low-erosive nozzle throats, in these and other engines may be partially or entirely made of the selected hardmetal materials described in this application.
- hardmetals based on one or more of (1) one or more carbides, (2) one or more nitrides, (3) one or more borides and (4) a combination of two or more of (1) , (2) and (3) with a binder material which is either pure Re or a composite binder material with Re as one component.
- the melting points of various carbides, nitrides, and borides in this application are above 2400 0 C.
- suitable carbides for the present high-temperature hardmetal materials include TaC, HfC, NbC, ZrC, TiC, WC, VC, Al 4 C 3 , ThC 2 , Mo 2 C, SiC and B 4 C.
- nitrides for the present high- temperature hardmetal materials include HfN, TaN, BN, ZrN, and TiN.
- suitable borides for the present high- temperature hardmetal materials include HfB2/ ZrB 2 , TaB 2 , TiB 2 / NbB 2 / and WB.
- Two examples of the composite binder material with He as one component are (1) W and Re and (2) Ta and Re.
- Rhenium can be used in a binder material to achieve cetain properties. For example, addition of Re into W in a binder material can improve the mechanical properities, such as the ductility, of the W-Re alloy binder material over W without Re.
- addition of Re into Mo in a binder material can improvethe mechanical properities (e.g., ductility) of the Mo-Re alloy binder material over Mo without Re.
- addition of Re into Cr in a binder material can improve the mechanical properities (e.g., ductility) of the Cr-Re alloy binder material over Cr without Re.
- Molybdenum can also be added- in a binder material to improve the properties of the binder material. Adding Mo into a Ni-bound TiC material forms a Ni-Mo-bound TiC material and can improve the ductility and toughness of the Ni-Mo-bound TiC material over the Ni-bound TiC material. In hardmetals using Ni-based superalloy binder materials, Mo can be added to the Ni-based superalloy binder material. For example, Mo can be added to the Ni-based superalloy-bound TiC to improve the ductility and toughness of Ni-based superalloy-Mo-bound TiC over Ni-based superalloy-bound TiC.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Ceramic Products (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Description















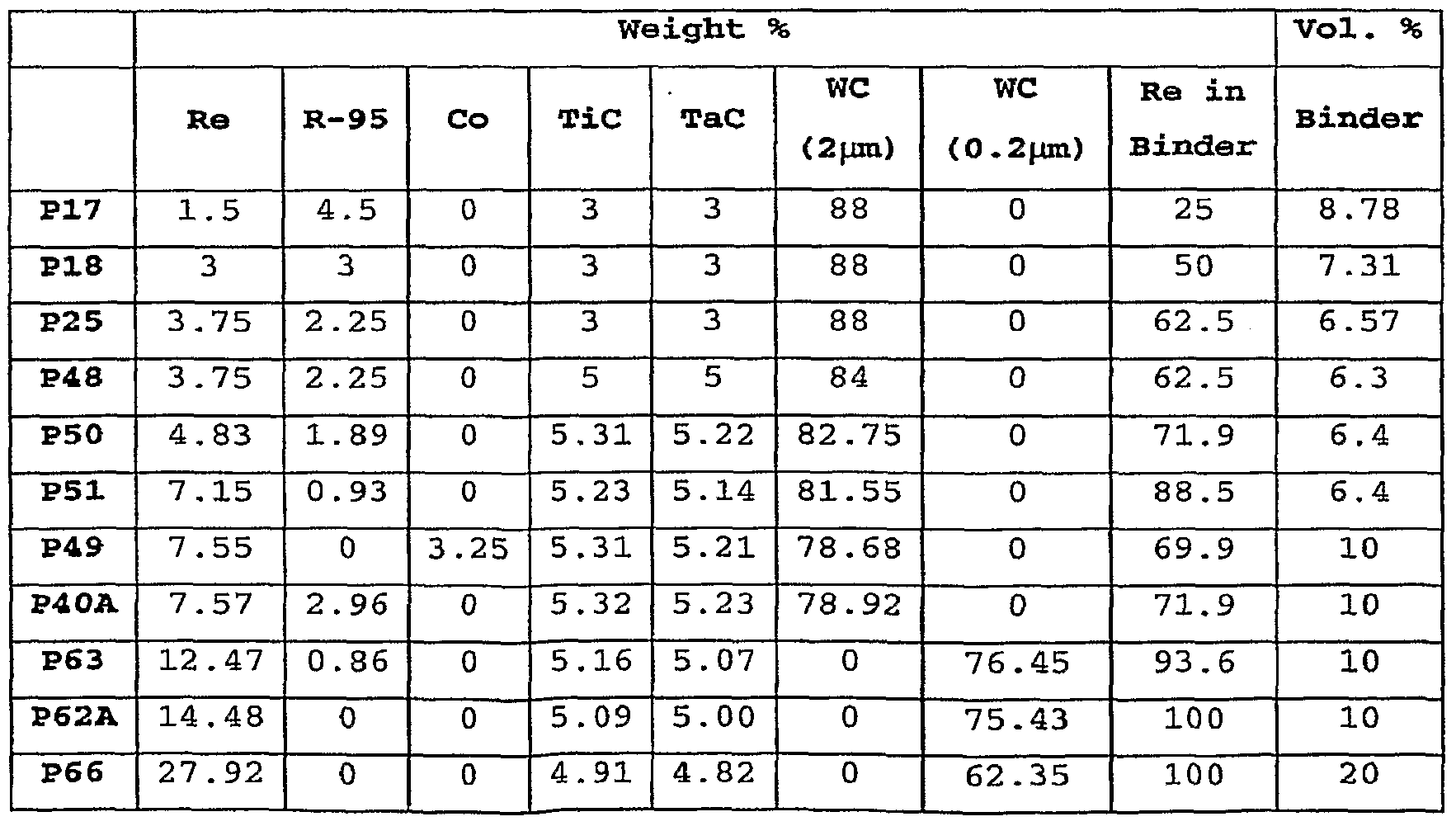
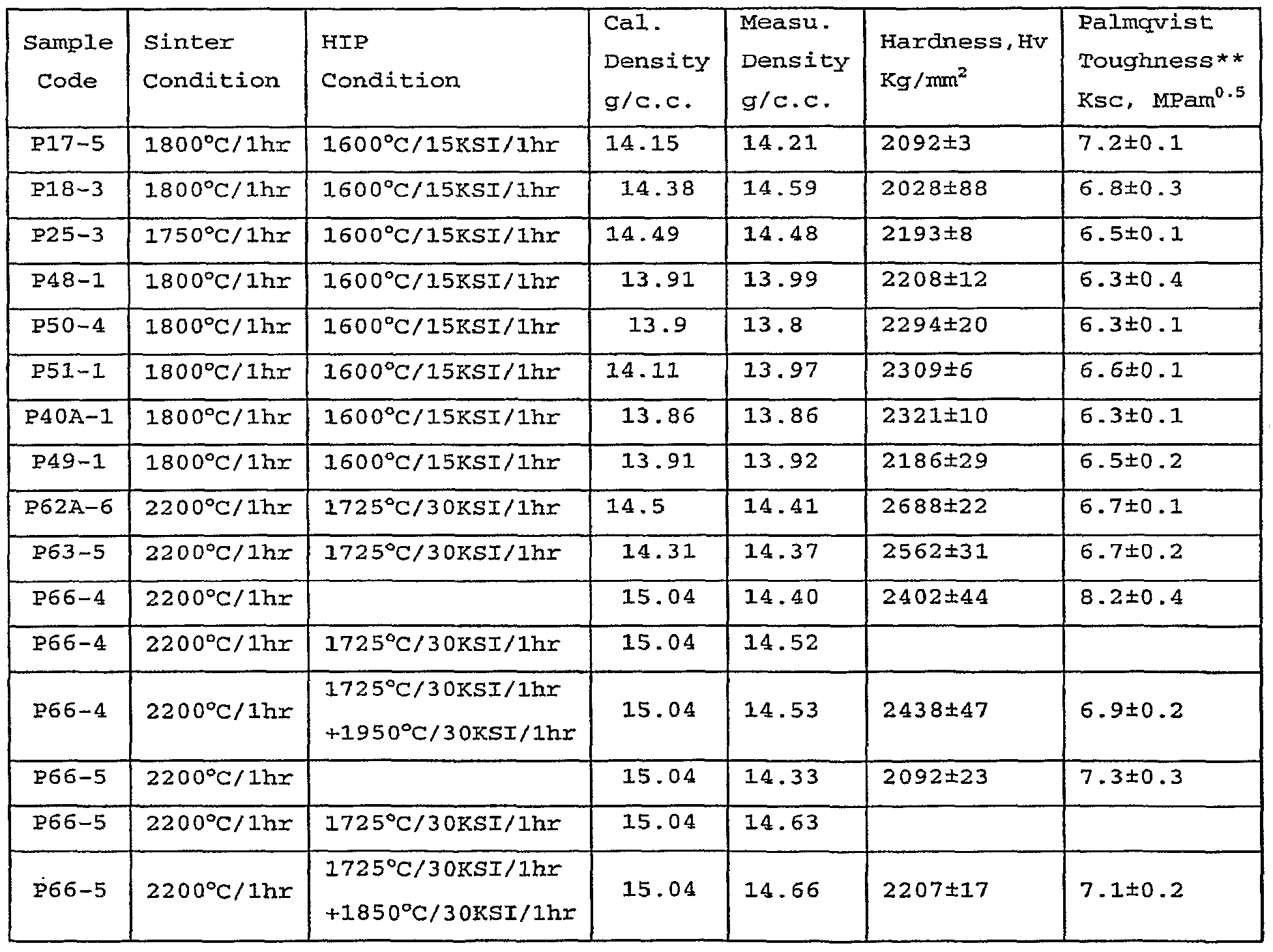

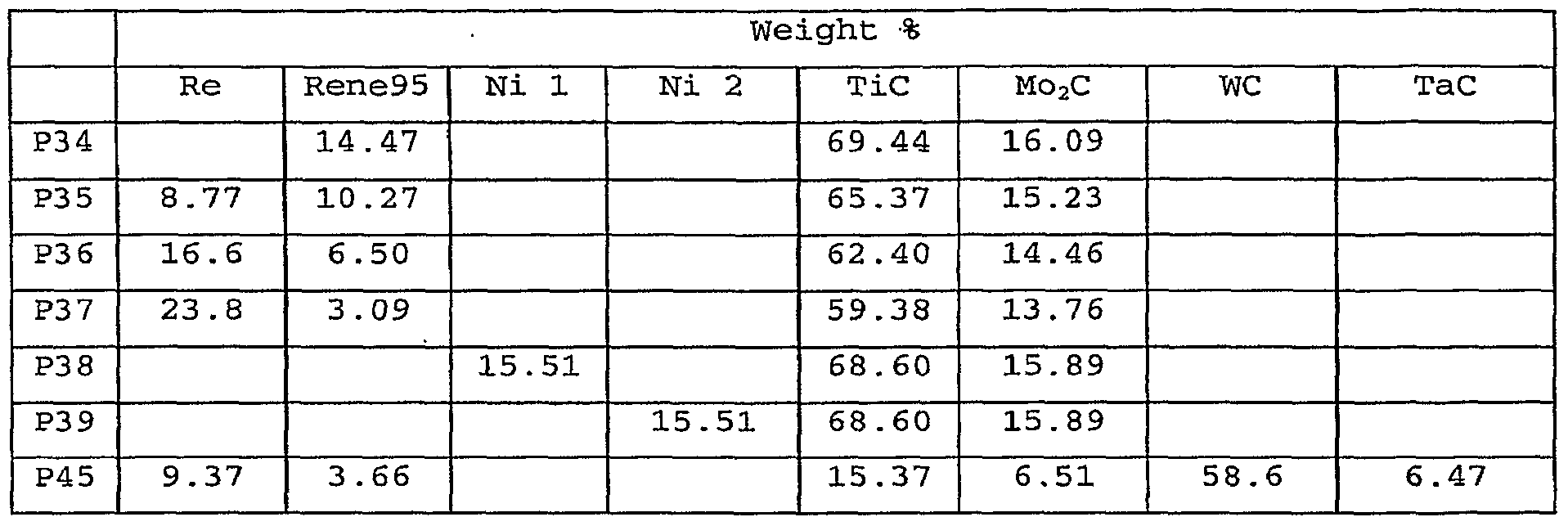













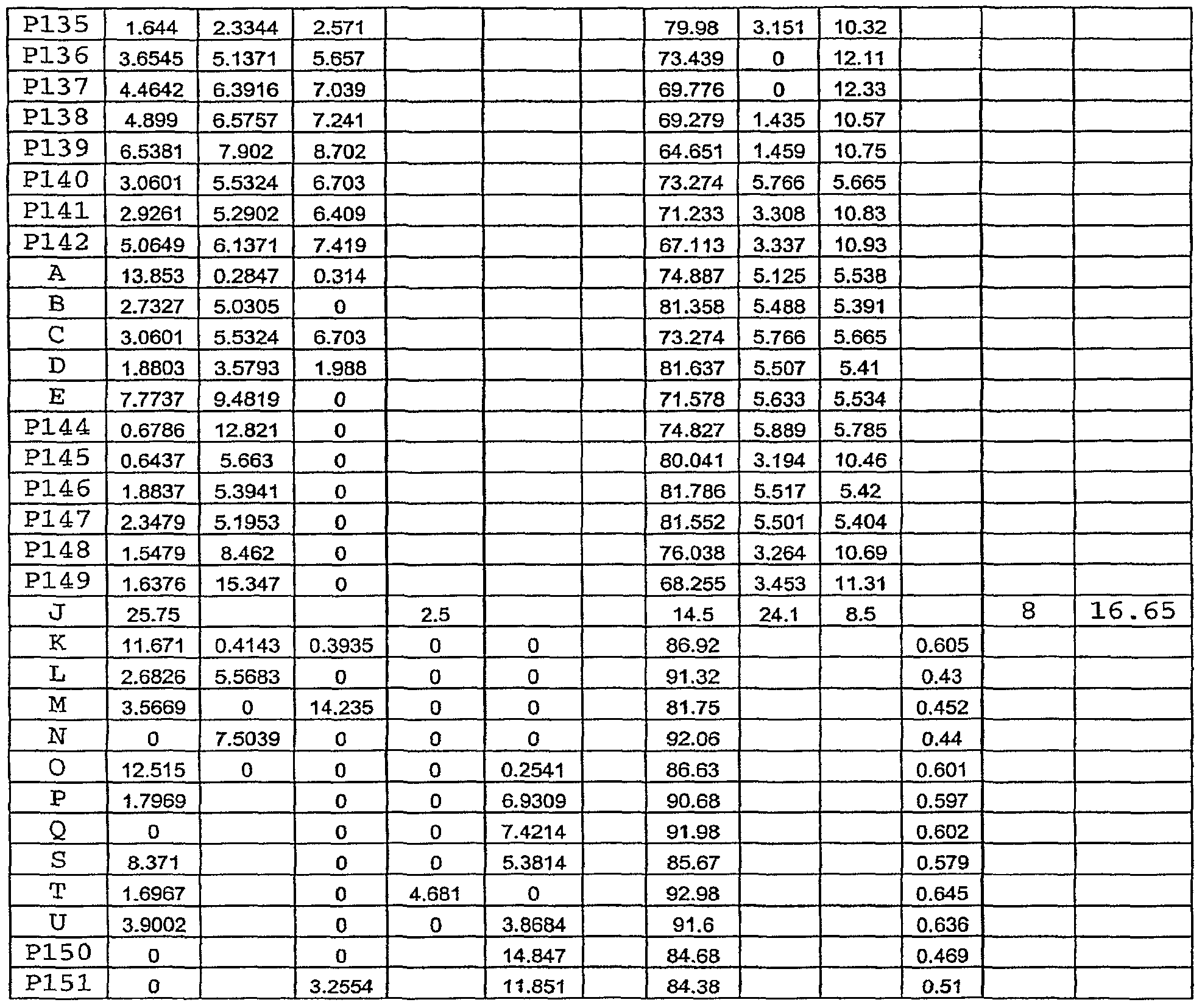




















Claims
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008553346A JP2009543696A (en) | 2006-01-31 | 2007-01-31 | High performance friction stir welding tool |
| BRPI0707371-2A BRPI0707371A2 (en) | 2006-01-31 | 2007-01-31 | high performance friction stir welding tools |
| EP07717159A EP1982001A4 (en) | 2006-01-31 | 2007-01-31 | High-performance friction stir welding tools |
| CA002641029A CA2641029A1 (en) | 2006-01-31 | 2007-01-31 | High-performance friction stir welding tools |
| IL193160A IL193160A0 (en) | 2006-01-31 | 2008-07-31 | High-performance friction stir weldings tools |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US76400306P | 2006-01-31 | 2006-01-31 | |
| US60/764,003 | 2006-01-31 | ||
| PCT/US2006/032654 WO2007022514A2 (en) | 2005-08-19 | 2006-08-21 | Hardmetal materials for high-temperature applications |
| USPCT/US2006/032654 | 2006-08-21 | ||
| US11/507,928 US20070034048A1 (en) | 2003-01-13 | 2006-08-21 | Hardmetal materials for high-temperature applications |
| US11/507,928 | 2006-08-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2007089882A2 true WO2007089882A2 (en) | 2007-08-09 |
| WO2007089882A3 WO2007089882A3 (en) | 2007-12-21 |
Family
ID=56290915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2007/002719 Ceased WO2007089882A2 (en) | 2006-01-31 | 2007-01-31 | High-performance friction stir welding tools |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1982001A4 (en) |
| JP (1) | JP2009543696A (en) |
| BR (1) | BRPI0707371A2 (en) |
| CA (1) | CA2641029A1 (en) |
| WO (1) | WO2007089882A2 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009214170A (en) * | 2008-03-12 | 2009-09-24 | Osaka Industrial Promotion Organization | Tool for friction stirring, and friction stirring method |
| WO2009132035A1 (en) * | 2008-04-21 | 2009-10-29 | Smith International, Inc. | Tungsten rhenium compounds and composites and methods for forming the same |
| JP2010260065A (en) * | 2009-04-30 | 2010-11-18 | Osaka Univ | Rotation tool |
| JP2011504808A (en) * | 2007-11-16 | 2011-02-17 | ベーレリト ゲーエムベーハー ウント コー. カーゲー. | Friction stir welding tool |
| EP2298486A3 (en) * | 2009-09-17 | 2012-01-04 | Hitachi Ltd. | Friction stir tool |
| WO2012133412A1 (en) * | 2011-03-29 | 2012-10-04 | 公立大学法人大阪府立大学 | Tool for friction stir processing and method for friction stir processing using same |
| US8833633B2 (en) | 2010-12-22 | 2014-09-16 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| US8936186B2 (en) | 2010-12-22 | 2015-01-20 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| US8998062B2 (en) | 2010-12-22 | 2015-04-07 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| CN112935521A (en) * | 2021-03-02 | 2021-06-11 | 中国工程物理研究院材料研究所 | Friction stir welding method for beryllium-aluminum alloy plate |
| GB2603280A (en) * | 2020-12-11 | 2022-08-03 | Element Six Uk Ltd | Friction stir welding tool holder |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2465960B1 (en) * | 2010-12-17 | 2014-10-08 | Sandvik Intellectual Property AB | Cermet body and a method of making a cermet body |
| JP2012139696A (en) * | 2010-12-28 | 2012-07-26 | Sumitomo Electric Ind Ltd | Rotating tool |
| JP5708105B2 (en) * | 2011-03-22 | 2015-04-30 | 住友電気工業株式会社 | Rotation tool |
| GB201120274D0 (en) | 2011-11-24 | 2012-01-04 | Welding Inst | Friction stir welding tool |
| JP6178689B2 (en) * | 2013-09-30 | 2017-08-09 | 株式会社アライドマテリアル | Tungsten heat resistant alloy, friction stir welding tool, and manufacturing method |
| JP6039004B2 (en) * | 2015-05-20 | 2016-12-07 | 住友電気工業株式会社 | Rotation tool |
| CN106493467B (en) * | 2016-12-26 | 2018-11-30 | 重庆派馨特机电有限公司 | A kind of stirring-head thermal fatigue resistance material |
| EP3450082B1 (en) | 2017-08-31 | 2020-12-16 | Mazak Corporation | Devices and methods for increased wear resistance during low temperature friction stir processing |
| JP2019073786A (en) * | 2017-10-19 | 2019-05-16 | 株式会社リード | Hard sintered body and rotary tool using the same |
| US11440133B2 (en) * | 2018-05-04 | 2022-09-13 | Mazak Corporation | Low-cost friction stir processing tool |
| JP2023148452A (en) * | 2022-03-30 | 2023-10-13 | Ntkカッティングツールズ株式会社 | Sintered bodies and cutting tools |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040238599A1 (en) | 2003-05-30 | 2004-12-02 | General Electric Company | Apparatus and method for friction stir welding of high strength materials, and articles made therefrom |
| US20050191482A1 (en) | 2003-01-13 | 2005-09-01 | Liu Shaiw-Rong S. | High-performance hardmetal materials |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8625899D0 (en) * | 1986-10-29 | 1986-12-03 | Ici Plc | Ceramic materials |
| US6099605A (en) * | 1999-06-07 | 2000-08-08 | Iowa State University Research Foundation, Inc. | Superabrasive boride and a method of preparing the same by mechanical alloying and hot pressing |
| CN1191144C (en) * | 2000-05-08 | 2005-03-02 | 布莱阿姆青年大学 | Superabrasive tools and methods for friction stir welding |
| JP4199446B2 (en) * | 2001-09-12 | 2008-12-17 | 株式会社日立製作所 | Friction stir welding equipment |
| US6911063B2 (en) * | 2003-01-13 | 2005-06-28 | Genius Metal, Inc. | Compositions and fabrication methods for hardmetals |
| US20050129565A1 (en) * | 2003-12-15 | 2005-06-16 | Ohriner Evan K. | Tungsten alloy high temperature tool materials |
| US20050249978A1 (en) * | 2004-04-02 | 2005-11-10 | Xian Yao | Gradient polycrystalline cubic boron nitride materials and tools incorporating such materials |
-
2007
- 2007-01-31 WO PCT/US2007/002719 patent/WO2007089882A2/en not_active Ceased
- 2007-01-31 EP EP07717159A patent/EP1982001A4/en not_active Withdrawn
- 2007-01-31 CA CA002641029A patent/CA2641029A1/en not_active Abandoned
- 2007-01-31 BR BRPI0707371-2A patent/BRPI0707371A2/en not_active IP Right Cessation
- 2007-01-31 JP JP2008553346A patent/JP2009543696A/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050191482A1 (en) | 2003-01-13 | 2005-09-01 | Liu Shaiw-Rong S. | High-performance hardmetal materials |
| US20040238599A1 (en) | 2003-05-30 | 2004-12-02 | General Electric Company | Apparatus and method for friction stir welding of high strength materials, and articles made therefrom |
Non-Patent Citations (2)
| Title |
|---|
| BROOKES: "World Dictionary and Handbook of Hardmetals", 1996, INTERNATIONAL CARBIDE DATA |
| See also references of EP1982001A4 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011504808A (en) * | 2007-11-16 | 2011-02-17 | ベーレリト ゲーエムベーハー ウント コー. カーゲー. | Friction stir welding tool |
| JP2009214170A (en) * | 2008-03-12 | 2009-09-24 | Osaka Industrial Promotion Organization | Tool for friction stirring, and friction stirring method |
| WO2009132035A1 (en) * | 2008-04-21 | 2009-10-29 | Smith International, Inc. | Tungsten rhenium compounds and composites and methods for forming the same |
| JP2011522961A (en) * | 2008-04-21 | 2011-08-04 | スミス インターナショナル,インコーポレイティド | Tungsten rhenium compounds and composites and methods for producing them |
| JP2017203217A (en) * | 2008-04-21 | 2017-11-16 | スミス インターナショナル,インコーポレイティド | Tungsten rhenium compounds and composites and methods for producing them |
| US8361178B2 (en) | 2008-04-21 | 2013-01-29 | Smith International, Inc. | Tungsten rhenium compounds and composites and methods for forming the same |
| CN105400976A (en) * | 2008-04-21 | 2016-03-16 | 史密斯国际有限公司 | Tungsten Rhenium Compounds And Composites And Methods For Forming The Same |
| JP2010260065A (en) * | 2009-04-30 | 2010-11-18 | Osaka Univ | Rotation tool |
| EP2298486A3 (en) * | 2009-09-17 | 2012-01-04 | Hitachi Ltd. | Friction stir tool |
| US8408444B2 (en) | 2009-09-17 | 2013-04-02 | Hitachi, Ltd. | Friction stir tool |
| US8833633B2 (en) | 2010-12-22 | 2014-09-16 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| US8936186B2 (en) | 2010-12-22 | 2015-01-20 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| US8998062B2 (en) | 2010-12-22 | 2015-04-07 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| EP2656958A4 (en) * | 2010-12-22 | 2017-07-26 | Sumitomo Electric Industries, Ltd. | Rotary tool |
| EP2656959A4 (en) * | 2010-12-22 | 2017-07-26 | Sumitomo Electric Industries, Ltd. | Rotating tool |
| EP2656960A4 (en) * | 2010-12-22 | 2017-08-30 | Sumitomo Electric Industries, Ltd. | Rotating tool |
| JP2014014822A (en) * | 2011-03-29 | 2014-01-30 | Osaka Prefecture Univ | Tool for friction stir processing and method of friction stir processing using the same |
| WO2012133412A1 (en) * | 2011-03-29 | 2012-10-04 | 公立大学法人大阪府立大学 | Tool for friction stir processing and method for friction stir processing using same |
| GB2603280A (en) * | 2020-12-11 | 2022-08-03 | Element Six Uk Ltd | Friction stir welding tool holder |
| GB2603280B (en) * | 2020-12-11 | 2025-01-08 | Element Six Uk Ltd | Friction stir welding tool holder |
| US12383976B2 (en) | 2020-12-11 | 2025-08-12 | Element Six (Uk) Limited | Friction stir welding tool holder |
| CN112935521A (en) * | 2021-03-02 | 2021-06-11 | 中国工程物理研究院材料研究所 | Friction stir welding method for beryllium-aluminum alloy plate |
| CN112935521B (en) * | 2021-03-02 | 2023-03-21 | 中国工程物理研究院材料研究所 | Friction stir welding method for beryllium-aluminum alloy plate |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2641029A1 (en) | 2007-08-09 |
| EP1982001A2 (en) | 2008-10-22 |
| JP2009543696A (en) | 2009-12-10 |
| EP1982001A4 (en) | 2009-10-28 |
| BRPI0707371A2 (en) | 2011-05-03 |
| WO2007089882A3 (en) | 2007-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1982001A2 (en) | High-performance friction stir welding tools | |
| US7354548B2 (en) | Fabrication of hardmetals having binders with rhenium or Ni-based superalloy | |
| US7857188B2 (en) | High-performance friction stir welding tools | |
| CN101415518A (en) | High-performance friction stir welding tools | |
| EP1747300A2 (en) | High-performance hardmetal materials | |
| US7879129B2 (en) | Wear part formed of a diamond-containing composite material, and production method | |
| WO2007022514A2 (en) | Hardmetal materials for high-temperature applications | |
| US20150023830A1 (en) | Diamond metal composite | |
| CN113179647A (en) | Cemented carbide and cutting tool comprising same as base material | |
| CN114014692B (en) | High red hard cermet blade | |
| HK1129869A (en) | High-performance friction stir welding tools |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2641029 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 193160 Country of ref document: IL Ref document number: 2008553346 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007717159 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200780011973.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: PI0707371 Country of ref document: BR Kind code of ref document: A2 Effective date: 20080731 |