WO2007114505A1 - 多機能性炭化水素油組成物 - Google Patents
多機能性炭化水素油組成物 Download PDFInfo
- Publication number
- WO2007114505A1 WO2007114505A1 PCT/JP2007/057702 JP2007057702W WO2007114505A1 WO 2007114505 A1 WO2007114505 A1 WO 2007114505A1 JP 2007057702 W JP2007057702 W JP 2007057702W WO 2007114505 A1 WO2007114505 A1 WO 2007114505A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- oil
- mass
- oil composition
- carbon atoms
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11D—DETERGENT COMPOSITIONS; USE OF SINGLE SUBSTANCES AS DETERGENTS; SOAP OR SOAP-MAKING; RESIN SOAPS; RECOVERY OF GLYCEROL
- C11D7/00—Compositions of detergents based essentially on non-surface-active compounds
- C11D7/22—Organic compounds
- C11D7/24—Hydrocarbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H1/00—Electrical discharge machining, i.e. removing metal with a series of rapidly recurring electrical discharges between an electrode and a workpiece in the presence of a fluid dielectric
- B23H1/08—Working media
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M101/00—Lubricating compositions characterised by the base-material being a mineral or fatty oil
- C10M101/02—Petroleum fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/02—Well-defined hydrocarbons
- C10M105/04—Well-defined hydrocarbons aliphatic
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/02—Hydrocarbon polymers; Hydrocarbon polymers modified by oxidation
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M171/00—Lubricating compositions characterised by purely physical criteria, e.g. containing as base-material, thickener or additive, ingredients which are characterised exclusively by their numerically specified physical properties, i.e. containing ingredients which are physically well-defined but for which the chemical nature is either unspecified or only very vaguely indicated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G5/00—Cleaning or de-greasing metallic material by other methods; Apparatus for cleaning or de-greasing metallic material with organic solvents
- C23G5/02—Cleaning or de-greasing metallic material by other methods; Apparatus for cleaning or de-greasing metallic material with organic solvents using organic solvents
- C23G5/024—Cleaning or de-greasing metallic material by other methods; Apparatus for cleaning or de-greasing metallic material with organic solvents using organic solvents containing hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/17—Fisher Tropsch reaction products
- C10M2205/173—Fisher Tropsch reaction products used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/02—Hydroxy compounds
- C10M2207/023—Hydroxy compounds having hydroxy groups bound to carbon atoms of six-membered aromatic rings
- C10M2207/026—Hydroxy compounds having hydroxy groups bound to carbon atoms of six-membered aromatic rings with tertiary alkyl groups
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/125—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids
- C10M2207/126—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids monocarboxylic
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/2805—Esters used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/283—Esters of polyhydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/40—Fatty vegetable or animal oils
- C10M2207/401—Fatty vegetable or animal oils used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2215/00—Organic non-macromolecular compounds containing nitrogen as ingredients in lubricant Compositions
- C10M2215/02—Amines, e.g. polyalkylene polyamines; Quaternary amines
- C10M2215/04—Amines, e.g. polyalkylene polyamines; Quaternary amines having amino groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2215/042—Amines, e.g. polyalkylene polyamines; Quaternary amines having amino groups bound to acyclic or cycloaliphatic carbon atoms containing hydroxy groups; Alkoxylated derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2215/00—Organic non-macromolecular compounds containing nitrogen as ingredients in lubricant Compositions
- C10M2215/02—Amines, e.g. polyalkylene polyamines; Quaternary amines
- C10M2215/04—Amines, e.g. polyalkylene polyamines; Quaternary amines having amino groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2215/044—Amines, e.g. polyalkylene polyamines; Quaternary amines having amino groups bound to acyclic or cycloaliphatic carbon atoms having cycloaliphatic groups
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2219/00—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions
- C10M2219/04—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions containing sulfur-to-oxygen bonds, i.e. sulfones, sulfoxides
- C10M2219/044—Sulfonic acids, Derivatives thereof, e.g. neutral salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/02—Viscosity; Viscosity index
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/065—Saturated Compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/06—Oiliness; Film-strength; Anti-wear; Resistance to extreme pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/12—Inhibition of corrosion, e.g. anti-rust agents or anti-corrosives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/36—Seal compatibility, e.g. with rubber
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/74—Noack Volatility
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
Definitions
- the present invention relates to a multifunctional hydrocarbon oil composition based on a hydrocarbon oil used as an oil base oil, diluent or various solvents, and more specifically, for example, used in various processing of various metals.
- Metalworking oil Metalworking oil
- Metalworking oil Electrical discharge machining oil composition
- Rustproofing oil more specifically, Rustproofing oil useful when used for metal parts such as steel plates, bearings, etc .
- the present invention relates to a cleaning composition useful for cleaning metal parts incorporated in a refrigeration cycle system such as a freezer, a refrigerator, an air conditioner, and metal parts subjected to heat treatment.
- hydrocarbon hydrocarbon oils are, for example, metal working oils, electric discharge machining oils, rust prevention oils, cleaning oils, or other various solvents used in various processing of various metals.
- metal working oils such as metal working oils
- electric discharge machining oils such as metal working oils
- rust prevention oils such as rust prevention oils
- cleaning oils such as water, oil, or other various solvents used in various processing of various metals.
- the multifunctional hydrocarbon oil composition containing can improve the above working environment and satisfy various performance requirements corresponding to its use.
- Specific examples include metal processing oil, metal processing oil, electric discharge processing oil, rust prevention oil, and detergent composition as described above.
- Aluminum fins used in heat exchangers for refrigerators and air conditioners, such as refrigerators and refrigeration systems, are made by performing plastic processing such as overhanging, drawing, punching, force ring processing, and ironing of aluminum fin materials.
- Manufactured. Processing of these aluminum fin materials is usually performed using a processing oil, and synthetic oils such as mineral oil or isoparaffin (see, for example, Patent Document 1), fatty acids, fatty acid esters, higher alcohols, hiichi. Processing oils containing oil-based agents such as refin are used.
- these processing fluids sufficient lubricity cannot be obtained, and aluminum may adhere to the punch and damage to the material surface may be observed.
- Increasing the amount of additive to solve these problems will increase the odor and worsen the working environment, resulting in incomplete removal of the oil by heat, causing problems such as discoloration and water leakage. It also hinders the performance of fins such as sex.
- Patent Document 1 Japanese Patent Laid-Open No. 2-1 3 3 4 95
- Patent Document 2 2 0 0 3— 1 6 5 9 9 3
- Patent Document 3 2 0 0 3-1 6 5 9 94 No. 2nd aspect (metal working oil)
- Cutting / grinding fluids are water-soluble cuttings in which surfactants and lubricating components are diluted in water. ⁇ Grinding oils and non-water-soluble cuttings that use mineral oil as the main ingredient. There are two types of oils for grinding. In general, water-insoluble cutting / grinding fluids have excellent lubrication performance, and water-soluble cutting / grinding fluids have excellent cooling performance.
- Cutting / grinding fluids that are effective in improving machining efficiency are also unfavorable when viewed from another aspect, and a typical problem is the impact on the environment.
- oils gradually deteriorate during use and eventually become unusable.
- the stability of the liquid is reduced due to the generation of microorganisms, resulting in separation of the components, or the sanitary environment is significantly reduced, making its use impossible.
- acidic components caused by the progress of oxidation corrode metal materials and cause significant changes in viscosity, making it impossible to use.
- the oil agent adheres to chips and is consumed, resulting in waste.
- the deteriorated oil is discarded and a new oil is used.
- the oil discharged as waste requires various treatments so as not to affect the environment.
- many chlorine-based compounds that may generate toxic dioxin during incineration are used. Processing I need it.
- cutting and grinding fluids that do not contain chlorinated compounds have also been developed, but even with such cutting and grinding fluids that do not contain harmful components, there is a problem of environmental impact due to the large amount of waste discharged. is there.
- water-soluble oils environmental waters may be contaminated, so it is necessary to perform advanced treatment at high cost.
- non-ferrous metal parts used as automobile parts and household appliance parts. More specifically, when processing non-ferrous metal parts such as aluminum or aluminum alloys, it is common to use water-soluble oils. However, the waste liquid after processing non-ferrous metals is usually metal. Is often dissolved, and there is a problem that waste liquid treatment requires a great deal of cost. In addition, when using a water-soluble oil agent, the use of the optimum PH processing fluid will cause rot and corrosion of the parts surface, so strict and frequent management is required.
- the oil is supplied in the form of an oil mist. If an unstable oil is used, it will adhere to the inside of the machine tool, workpiece, tool, mist collector, etc. This causes a sticking phenomenon, hinders handling, and reduces work efficiency. Therefore, it is desirable that the oil agent is not sticky in the development of the oil agent used in the ultra-trace oil agent supply system.
- Patent Document 4 a metal processing oil composition of an ultra-trace oil supply system that contains both an ester oil and a hydrocarbon oil having a specific kinematic viscosity.
- Patent Document 4 Japanese Patent Laid-Open No. 2 0 0 5-2 9 0 1 6 3 Third Aspect (Electric Discharge Oil)
- an electrode copper, graphite, etc.
- a conductive workpiece are opposed to each other in an insulating medium with a narrow gap of several to several tens of microns, and machining is performed through this gap.
- a voltage is supplied in a pulsed manner from a power supply, a discharge is generated when the distance between the electrode and the workpiece is the interval at which discharge starts at that voltage, and the workpiece is processed with high accuracy.
- Machining speed (machining efficiency) is a measure of how much power source capacity can be derived. Machining accuracy (unevenness of the machining surface, that is, surface roughness, adhesion of burning soot such as oil due to electric discharge) This is one of the basic performances of the electrical discharge machining method.
- EDM oil used as an insulating medium is not only for machining accuracy but also for machining speed.
- the molten metal generated by electric discharge machining is scattered, the scattered machining powder is removed to the outside, the heated part by electric discharge machining is cooled, and the insulation recovery between the electrodes is restored. It plays an important role such as performing.
- hydrocarbon-based solvents such as mineral oil, normal paraffin, and isoparaffin have been used as the base oil of such electric discharge machining oil (Patent Documents 5, 6, and 7).
- Patent Document 5 JP 2001-11 5179 A
- Patent Document 6 Japanese Unexamined Patent Publication No. 2003-342595
- Patent Document 7 Japanese Unexamined Patent Publication No. 2005-154471 Fourth Embodiment (Rust-preventing oil composition)
- rust prevention oil is usually applied to the manufactured parts in order to prevent the occurrence of rust.
- Rust prevention oil is used only to prevent the occurrence of rust, cleaning antibacterial oil having a cleaning action, prevention of rust generation in intermediate products, and lubrication in subsequent processing steps Multifunctional rust preventive oils such as fouling and processing oils are also known.
- a base oil having a relatively low viscosity or a mixture of a low viscosity base oil and a low viscosity base oil is often used for the purpose of improving the handleability.
- Patent Document 8 Patent Document 9
- Patent Document 8 Japanese Unexamined Patent Publication No. 2003-238994
- Patent Document 9 Japanese Unexamined Patent Publication No. 2003-238995 Disclosure of the invention
- the present invention is exemplified by metal processing oil, metal processing oil, electric discharge processing oil, rust prevention oil, and detergent composition as specific embodiments as described above. Aspects The inventions of the first aspect to the fifth aspect have been made in view of the actual situation of each of the following aspects.
- First aspect metal processing oil
- the present invention according to the first aspect has been made in view of such circumstances, and its purpose is to withstand high productivity and high workability even under severe lubrication conditions, while the working environment deteriorates and the product
- An object of the present invention is to provide a metalworking oil composition that suppresses deterioration in quality and does not increase oil agent cost.
- Second aspect metal processing oil
- the present invention according to the second aspect is further superior in characteristics as a water-insoluble oil agent for non-ferrous metal processing, and as a cutting / grinding oil agent with a very small amount of oil supply system, and improves machining efficiency and tool further. It is an object of the present invention to provide a metalworking oil composition of a trace oil supply system that can achieve a long life.
- Third aspect (Electrical discharge oil)
- rust prevention oil is also required to have excellent compatibility with organic materials.
- conventional rust prevention oil is used, In some cases, the resulting member deteriorates.
- Patent Document 10 a rust preventive oil having high compatibility with organic materials
- Patent Document 10 Japanese Patent Laid-Open No. 2 0 0 5-2 9 0 1 6 3
- the present invention according to the fourth aspect has been made in view of the above-mentioned problems of the prior art, has sufficiently high compatibility with organic materials, is excellent in handleability, and sufficiently generates rust in metal members.
- the purpose is to provide anti-rust oil that can be prevented.
- the present invention has been made in view of the above-described problems of the prior art, and an object of the present invention is to provide a cleaning agent that is sufficiently high in compatibility with organic materials and excellent in cleaning properties of metal parts. Means for solving the problem
- the density at 15 ° C. is 0.7 to 0.8 g / cm 3
- the n-paraffin content is 10 to 90% by mass
- the aromatic content is 0 to 3%.
- the present invention relates to a multifunctional hydrocarbon oil composition containing a hydrocarbon oil having a volume% and a naphthene content of 0 to 20 volume%.
- the hydrocarbon oil may be used in a Fitzia-Tropsch (FT) synthesis step, a hydrocracking step of a soot-containing component, and
- FT Fitzia-Tropsch
- the present invention relates to a multifunctional hydrocarbon oil composition characterized by being a kerosene fraction produced by a production process having at least one process selected from hydrotreating processes of components obtained from these processes.
- a third aspect of the present invention is the first or second aspect of the present invention, wherein the multifunctional hydrocarbon oil composition is an ink coating solvent, a cleaning solvent, an aerosol solvent, an antiseptic / insecticide.
- the multifunctional hydrocarbon oil composition is an ink coating solvent, a cleaning solvent, an aerosol solvent, an antiseptic / insecticide.
- the 4th of this invention is related with the 1st aspect about metalworking oil, Comprising: In 1st or 2nd of this invention, the said multifunctional hydrocarbon oil composition is a metalworking oil composition.
- the present invention relates to a functional hydrocarbon oil composition.
- 5th to this invention is related with 2nd aspect about metalworking oil, Comprising: In 1st or 2nd of this invention, the said multifunctional hydrocarbon oil composition contains metalester further containing ester.
- the present invention relates to a multifunctional hydrocarbon oil composition which is a composition.
- the 6th of this invention is related with the 3rd aspect about electric discharge machining oil, Comprising: In 1st or 2nd of this invention, the said multifunctional hydrocarbon oil composition is the electric discharge machining oil composition.
- the present invention relates to a functional hydrocarbon oil composition.
- a seventh aspect of the present invention relates to a fourth aspect of the rust preventive oil composition, and in the first or second aspect of the present invention, the multifunctional hydrocarbon oil composition is a rust preventive oil composition. It relates to a certain multifunctional hydrocarbon oil composition.
- An eighth aspect of the present invention relates to the fifth aspect of the cleaning composition, and in the first or second aspect of the present invention, the multifunctional hydrocarbon oil composition is washed.
- hydrocarbon oil of the present invention By containing the hydrocarbon oil of the present invention, it is possible to improve the work environment such as safety such as volatility, flammability, odor, skin irritation, etc., and a hydrocarbon composition that exhibits many functions. can get.
- Specific embodiments include metal processing oils, metal processing oils, electric discharge processing oils, rust prevention oils, and detergent compositions as described above, and specific embodiments of the respective, first to fifth embodiments.
- Electric discharge machining oil that can improve the working environment such as odor and rough skin, further increase the processing speed, especially at the time of high finishing is provided.
- Fourth aspect rust prevention oil composition
- FIG. 1 is a diagram according to the second embodiment of the present invention, and is an explanatory diagram showing an example of a machine tool that is preferably used in an ultra-trace oil supply type cutting / grinding method. Explanation of symbols
- the production method of the hydrocarbon oil of the present invention is not particularly limited.
- a Fischer-Tropsch (FT) synthesis process for example, a Fischer-Tropsch (FT) synthesis process, a hydrocracking process of a wax-containing component, and a hydrorefining process of components obtained from these processes.
- a kerosene oil fraction produced by a production process having at least one process selected from the treatment processes is preferred.
- the FT synthesis process is a process in which a Fiescher-Tropsch (FT) reaction is applied to a mixed gas (sometimes referred to as synthesis gas) mainly composed of hydrogen and carbon monoxide. Liquid fractions equivalent to the boiling range of naphtha, kerosene, and light oil, paraffin wax (FT wax), etc. are obtained.
- the hydrocracking process of the soot-containing component is a process of hydrocracking (including an isomerization reaction) the soot-containing component such as slack wax produced as a by-product in the step of removing the FT sucks.
- a liquid fraction, lubricating oil fraction, etc. corresponding to the boiling range of gas, naphtha, kerosene, and light oil can be obtained.
- the hydrorefining step is a step of hydrorefining (which may include a hydrocracking isomerization reaction) a component obtained from one or both of the above two steps.
- the kerosene fraction obtained from each of the above steps may be used singly or in combination of two or more, and the kerosene fraction obtained from different above steps may be mixed. There may be.
- the kerosene oil fraction means a fraction having a boiling range in the range of 140 to 400 ° C, preferably 1550 to 360 ° C at normal pressure
- the kerosene fraction has a boiling point in the range of 140-300 ° C, preferably 15-50-260 ° C
- the light oil fraction has a boiling point of 150-400. 0 ° C, preferably in the range of 1800 to 3600 ° C.
- the boiling point range can be adjusted to a desired boiling point range by distillation or the like, if necessary.
- the mixed gas used as a raw material is a mixed gas mainly composed of hydrogen and carbon monoxide, and a substance containing carbon is oxidized using oxygen and / or water and / or carbon dioxide as an oxidizing agent, and further required. In response, it can be obtained by adjusting the concentration of hydrogen and carbon monoxide to a predetermined level by a shift reaction using water.
- Substances that contain carbon include natural gas, petroleum liquefied gas, methane gas and other hydrocarbon components that are gaseous at room temperature, petroleum asphalt, biomass, coal, building materials, wastes such as garbage, Sludge, and heavy crude oil that is difficult to handle
- a mixed gas obtained by exposing conventional petroleum resources to high temperatures is common, but as long as a mixed gas mainly composed of hydrogen and carbon monoxide is obtained, the present invention limits its raw materials. It is not a thing.
- a Fischer-Tropsch reaction requires a metal catalyst.
- a metal catalyst a Group 8 metal, for example, cobalt, ruthenium, rhodium, palladium, nickel, iron or the like, more preferably a Group 8 metal of the fourth period is used as the active catalyst component.
- a metal group in which appropriate amounts of these metals are mixed can also be used.
- These active metals are generally used in the form of a catalyst obtained by being supported on a support such as silica, alumina, titania or silica alumina.
- the catalyst performance can be improved by using these catalysts in combination with a second metal in addition to the active metal.
- Secondary metals include alkali metals and alkaline earth metals, specifically sodium, lithium, and magnesium, as well as zirconium, hafnium, titanium, etc., improving carbon monoxide conversion and producing wax. It is used as appropriate according to the purpose, such as an increase in chain growth probability (c) that is an indicator of quantity.
- the Fischer-Tropsch reaction is a synthesis method that produces a liquid fraction and paraffin wax using a mixed gas as a raw material.
- it is generally preferable to control the ratio of hydrogen to carbon monoxide in the mixed gas.
- the molar mixing ratio of hydrogen and carbon monoxide is preferably 1.2: 1 or more, more preferably 1.5: 1, and even more preferably 1.8: 1 or more.
- the ratio is preferably 3: 1 or less, more preferably 2.6: 1 or less, and even more preferably 2.-2: 1 or less.
- the reaction temperature when performing the Fischer-Tropsch reaction using the above catalyst is:
- reaction temperature is preferably 180 or more and 320 ° C or less, and more preferably 200 ° C or more and 300 ° C or less.
- reaction temperature is less than 180 ° C, carbon monoxide hardly reacts and the hydrocarbon yield tends to be low.
- reaction temperature exceeds 320 ° C, the amount of gas such as methane increases, and the production efficiency of liquid fraction and paraffin wax decreases.
- the gas space velocity for the catalyst is preferably 50 O h— 1 or more and 4000 h to 1 or less, more preferably 1 000 h — 1 to 3000 h — 1 or less. If the gas space velocity is less than 500 tend to productivity of the liquid fuel is reduced, the reaction temperature exceeds or 4000 h one 1. gas production formation is increased forced together with not give so high, the yield of the desired product decreases. Reaction pressure>
- the reaction pressure (partial pressure of synthesis gas composed of carbon monoxide and hydrogen) is not particularly limited, but is preferably from 0.5 MPa to 7 MPa, and more preferably from 2 MPa to 4 MPa. If the reaction pressure is less than 0.5 MPa, the yield of the liquid fraction tends to decrease, and if it exceeds 7 MPa, the capital investment tends to increase, making it uneconomical.
- the component obtained by the above FT synthesis step and / or the component containing sulfur is hydrorefined or hydrocracked by any method. Hydrorefining and hydrocracking may be selected in accordance with the purpose, and the selection of either one or a combination of both methods is not limited in any way as long as the dilution oil of the present invention can be produced. . (Hydro-refining process)
- This step is mainly a step of hydrorefining the component obtained by the above FT synthesis step and / or the component obtained by the hydrocracking step of the fox-containing component described later.
- the reaction in this step may include a hydrogenolysis / isomerization reaction.
- a catalyst used for hydrorefining is generally a catalyst in which a hydrogenation active metal is supported on a porous carrier, but the present invention does not limit the form of the catalyst as long as the same effect can be obtained.
- porous carrier examples include inorganic oxides such as alumina.
- specific inorganic oxides include alumina, titania, zirconia, polya, silica, and zeolite.
- Zeolite is a crystalline aluminosilicate and includes faujasite, pen sill, mordenite, etc., preferably faujasite, banquet, mordenite, particularly preferably Y type and beta type.
- the Y type is preferably ultra-stabilized.
- active metal A type active metal A type
- active metal B type active metal B
- the active metal type A is at least one metal selected from Group 8 metals of the Periodic Table. Preferably at least one selected from Ru, Rd, Ir, Pd, and Pt, and more preferably Pd or Z and Pt.
- the active metal may be a combination of these metals. For example, P t— P d, P t -Rh, P t -Ru, I r -P d, I r -Rh, I r -Ru, P t— Pd-Rh, Pt-RhRu, Ir-Pd-Rh, Ir-Rh-Ru.
- a noble metal catalyst composed of these metals it can be used after pre-reduction treatment in a hydrogen stream.
- the active metal B type contains at least one metal selected from Group 6A and Group 8 metals of the periodic table, and preferably two or more metals selected from Groups 6A and 8 Those containing can also be used. For example, Co-Mo, Ni-Mo, Ni-Co-Mo, and Ni-W can be mentioned.
- a metal sulfide catalyst composed of these metals it is necessary to include a preliminary sulfidation step.
- a general inorganic salt or a complex salt compound can be used, and as the loading method, any of the loading methods used in usual hydrogenation catalysts such as impregnation method and ion exchange method can be used. . Further, when a plurality of metals are supported, they may be supported simultaneously using a mixed solution, or may be sequentially supported using a single solution.
- the metal solution may be an aqueous solution or an organic solvent. Reaction temperature>
- the reaction temperature when hydrotreating using a catalyst composed of the active metal A type is preferably 180 ° C or higher and 400 ° C or lower, more preferably 200 ° C or higher and 370 ° C or lower. Preferably, it is 250 ° C or more and 350 ° C or less, and more preferably 280 ° C or more and 350 ° C or less. If the reaction temperature in hydrorefining exceeds 370 ° C, side reactions that decompose into naphtha fractions increase, and the yield of middle fractions is undesirably reduced. On the other hand, if the reaction temperature is lower than 170, the alcohol content cannot be completely removed, which is not preferable.
- the reaction temperature when hydrotreating using a catalyst composed of the active metal B type is preferably 170 ° C or higher and 320 ° C or lower, more preferably 175 ° C or higher and 300 ° C or lower. More preferably, it is 180 ° C or higher and 280 ° C or lower. If the reaction temperature in hydrorefining exceeds 320 ° C, side reactions that decompose into naphtha fractions increase, and the yield of middle fractions is extremely unfavorable. On the other hand, if the reaction temperature is lower than 170, the alcohol component cannot be completely removed and is not preferable. ⁇ Hydrogen pressure>
- the hydrogen pressure when hydrotreating using a catalyst composed of the active metal A type is preferably 0.5 MPa or more and 12 MPa or less, and 1.0 MPa or more and 5.0 MPa or less. More preferably. The higher the hydrogen pressure, the more hydrogenation reaction is promoted, but generally there is an optimal point economically.
- the hydrogen pressure when hydrotreating using a catalyst composed of the above active metal B type is preferably 2 MPa or more and 10 MPa or less, and 2.5 MPa or more and 8 MPa or less. More preferably, it is 3 MPa or more and 7 MPa or less. The higher the hydrogen pressure, the faster the hydrogenation reaction is promoted.
- the liquid space velocity (LHSV) when hydrotreating using an active metal type A catalyst is preferably 0. lh— 1 or more and 10.0 h— 1 or less, 0.3 h - 1 or 3. it is more preferably 5 h- 1 below.
- the lower the LHSV the better the reaction. However, if it is too low, an extremely large reaction tower volume is required, resulting in excessive capital investment, which is not economical.
- the liquid space velocity (LHSV) when hydrotreating using a catalyst composed of the above active metal B type is preferably 0.1 h to 1 or more and 2 h- 1 or less. more preferably 1 or 1. 5 h- 1 or less, and further preferably from 0. 3 h- 1 or more 1 is 2 h- 1 below.
- the ratio of hydrogen oil when hydrotreating using a catalyst composed of the active metal A type is preferably 50 NL / L or more and 1000 NLZL or less, more preferably 70 NL / L or more and 800 NL / L or less. preferable.
- a higher hydrogen / oil ratio promotes the hydrogenation reaction, but generally there is an optimal point in the economy.
- the hydrogen Z oil ratio when hydrorefining using the catalyst composed of the active metal B type is preferably 100 NL / L or more and 800 NLZL or less, and preferably 120 NL / L or more and 600 NL / L or less. More preferably, it is more preferably 150 NL / L or more and 500 NL / L or less.
- This step is a step of hydrocracking the wax-containing component, preferably the FT wax.
- the reaction in this step may include an isomerization reaction.
- the catalyst used for hydrocracking is generally one in which a hydrogenation active metal is supported on a carrier having a solid acid property, but the present invention is not limited in any way as long as it is a catalyst that can achieve the same effect. is not.
- Supports having a solid acid property include amorphous and crystalline zeolites.
- Specific examples include amorphous silica-alumina, silica-magnesia, silica zirconia, silica-titania and zeolite faujasite type, overnight type, MFI type, and mordenite type.
- Preferred are faujasite type, beta type, MF I type and mordenite type zeolite, more preferred are Y type and beta type.
- the Y type is preferably ultra-stabilized.
- active metal C type active metal C type
- active metal D type active metal D
- the active metal C type is mainly at least one metal selected from Group 6A and Group 8 metals of the Periodic Table. Preferably, it is at least one metal selected from Ni, Co, Mo, Pt, Pd, and W.
- noble metal catalysts made of these metals after pre-reduction treatment in a hydrogen stream Can be used. In general, when a gas containing hydrogen is circulated and heat of 200 ° C. or higher is applied according to a predetermined procedure, the active metal on the catalyst is reduced and hydrogenation activity is exhibited.
- the active metal D type may be a combination of these metals, such as Pt—Pd, Co—Mo, N i—Mo, N i —W, and N i—Co_Mo.
- a general inorganic salt or a complex salt compound can be used, and as the loading method, any of the loading methods used in usual hydrogenation catalysts such as impregnation method and ion exchange method can be used. . Further, when a plurality of metals are supported, they may be supported simultaneously using a mixed solution, or may be sequentially supported using a single solution.
- the metal solution may be an aqueous solution or an organic solvent.
- the reaction temperature when hydrocracking using a catalyst comprising the above active metal C type and active metal D type is preferably 200 to 450 ° C, more preferably 250 to 430 ° C. More preferably, it is 300 ° C or higher and 400 ° C or lower. If the reaction temperature in hydrocracking exceeds 370, side reactions that decompose into a naphtha fraction increase, and the yield of the middle fraction is undesirably reduced. On the other hand, when the temperature is less than 200 ° C, the activity of the catalyst is remarkably lowered. Hydrogen pressure>
- the hydrogen pressure when hydrocracking using a catalyst comprising the above active metal C type and active metal D type is preferably: L_MPa or more and 2 OMPa or less, and 4 MPa or more and 16 MPa or less. More preferably, it is 6 MPa or more and 13 MPa or less.
- L_MPa or more and 2 OMPa or less More preferably, it is 6 MPa or more and 13 MPa or less.
- the higher the hydrogen pressure the more hydrogenation reaction is promoted, but the decomposition reaction rather slows down and the reaction temperature rises. It will be necessary to adjust the progress at this point, which will lead to a decrease in the catalyst life. For this reason, there is generally an economical optimum for the reaction temperature.
- Liquid spatial velocity of which hydrocracking is carried out using a catalyst composed of the active metal type C is preferably 0. 1 h- 1 or more 10 h- 1 or less, 0. 3 h - 1 or 3. it is more preferably 5 h one 1 below.
- the lower the LHSV the better the reaction. However, if it is too low, an extremely large reaction tower volume is required, resulting in excessive capital investment, which is not economical.
- Liquid spatial velocity of which hydrocracking is carried out using a catalyst composed of the active metal type D is preferably 0. 1 h- 1 or more 2 h- 1 or less, 0. 2 h one more preferably 1 or 1. 7 h- 1 or less, and more preferably from 0. 3 h- 1 or more 1 is 5 hh one 1 below.
- the hydrogen / oil ratio is preferably 50 NLZL or more and 1 000 NL / L or less, more preferably 70 NLZL or more and 800 NLZL or less when hydrocracking using a catalyst composed of the active metal C type. More preferably, it is 400 N LZL or more and 1 500 NLZL or less. The higher the hydrogen Z oil ratio, the faster the hydrogenation reaction, but generally there is an optimal point in the economy.
- the hydrogen Z oil ratio when hydrocracking using a catalyst composed of the above-mentioned activated gold metal D type is preferably 150 NLZL or more and 2000 NL / L or less, and is 300 NL or more and 1 700 NL / L or less. More preferably, it is 400 NLZL or more and 1500 NLZL or less. The higher the hydrogen oil ratio, the more hydrogenation reaction is promoted, but generally there is an optimal point economically. ⁇ Device>
- the apparatus for hydrotreating may be of any configuration, the reaction towers may be used alone or in combination, and hydrogen may be additionally injected between the reaction towers, gas-liquid separation operation, hydrogen sulfide removal equipment, hydrogen There may be provided a distillation column for fractionating the chemical product to obtain the desired fraction.
- the reaction format of the hydrotreating apparatus of the present invention can be a fixed bed system.
- Hydrogen can take either a countercurrent or cocurrent flow format with respect to the feedstock oil, or it may have a combination of countercurrent and cocurrent flow with multiple reaction towers.
- the general format is downflow, and there is a gas-liquid co-current format. Hydrogen gas may be injected into the middle column of the reaction tower as a quench for the purpose of removing heat of reaction or increasing the hydrogen partial pressure.
- a kerosene oil distillate produced by the production process having at least one process selected from the Fischer-Tropsch synthesis process, the hydrocracking process of the wax-containing component, and the hydrorefining process of the component obtained from these processes as described above. Can be used as the hydrocarbon oil of the present invention.
- the hydrocarbon oil of the present invention is produced as described above.
- the hydrocarbon oil produced as described above includes the metal working oil composition of the first to fifth embodiments, the metal working oil composition containing an ester as an essential component, the electric discharge machining oil composition, the rust prevention oil, and the cleaning.
- ink compositions In addition to ink compositions, cleaning solvents, aerosol solvents, preservatives, insecticides, pesticide solvents, pressure sensitive paper solvents, surfactant diluents, waxes Cleaner and polish diluents, automotive undercoat agents, natto dyeing solvents, organosols, facial dispersants, blanket cleaners, semiconductor cleaners, pretreatment agents for plating, 2-cycle engine oils, lubricants, tire manufacturing Adhesives, adhesives, mold release agents, polyolefin reaction solvents, household cleaners, -NAD paints, ore flotation, printing ink cleaning liquids, temporary protective paints for cars (mainly wax Component) remover, wood preservative, herbicide, non-carbon paper, water treatment agent, metal extraction diluent, greenhouse CO 2 production, metal deep wound agent, etc.
- the properties of the hydrocarbon oil produced as described above will be described below.
- the hydrocarbon oil of the present invention has a density at 15 ° C. of 0.7 to 0.8 gZcm 3 , n-paraffin content of 10 to 90% by mass, aromatic content of 0 to 3% by volume, naphthene The minute is 0-20% by volume.
- the density of the hydrocarbon oil of the present invention at 15 ° C. is 0.7 to 0.8 g / cm 3 , preferably 0.70 to 0.80 g / cm 3 , more preferably 0.72 to 0.79 g / cm 3 , and even more preferably 0.73 to 0.785 gZcm 3 . If the density is lower than this, the flash point will be low, the processability will be inferior in the metal working oil, the replenishment amount will be increased in the electric discharge machining oil, and the compatibility with the organic resin material will be inferior in the rust prevention oil and cleaning agent.
- n-paraffin content (% by mass) of the hydrocarbon oil of the present invention is 10 to 90% by mass, preferably 20 to 80% by mass, and more preferably 30 to 70% by mass. If it is less than this range, it becomes a problem in terms of odor, and the processability is inferior in metal processing oil, and the compatibility with organic resin materials is inferior in rust prevention oil and cleaning agent.
- the content (volume%) of the aromatic component of the hydrocarbon oil of the present invention is 0 to 3%, preferably 0 to 2%, more preferably 0 to 1%. If the aromatic content is high, it may cause odor and skin irritation, which may lead to a worse working environment. Also, rust-preventing oil and washing are not preferred because they have poor compatibility with organic resin materials.
- the naphthene content (volume%) of the hydrocarbon oil of the present invention is 0 to 20%, preferably 0 to 10%, more preferably 0 to 5%.
- the kinematic viscosity (mm 2 / s, JIS K22 83 (hereinafter the same)) at 40 ° C. of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 0.5 to 9 mm 2 / s, more preferably 1. It is 0 to 5.5 mm 2 Zs, more preferably 1.2 to 5.0 mm 2 / s. If the kinematic viscosity is lower than this, the flash point will be low, and the metalworking oil may be inferior in workability, the electric discharge machining oil may increase the replenishment amount, and the rust prevention oil will have antifungal properties and cleaning agents.
- the flash point (° C) of the hydrocarbon oil of the present invention is measured by a tag-sealed type or pen squeeze tense-type flash point test method in accordance with the provisions of JISK 2265 (the same applies hereinafter), and is not particularly limited.
- the aniline point (, JIS K2256 (hereinafter the same)) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 65 to 110 ° C., more preferably 70 to 1 10, and further preferably 75 to 1 10. ° C. Machining performance may be degraded at lower annillary points.
- the sulfur content (mass P pm, JIS K2541 (hereinafter the same)) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 0-30 mass p pm, more preferably 0-10 mass p pm, More preferably 0-5 mass p pm, most preferred It is preferably 0 to 1 ppm by mass. If the sulfur content is high, the odor may worsen. Distillation properties (° C) of the hydrocarbon oil of the present invention are as follows according to Engler distillation (JIS K22 54 (hereinafter the same)).
- the initial boiling point (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 140 to 280 ° C, more preferably 150 to 275 ° C, and further preferably 160 to 270. Most preferably, it is 165-265 ° C. If it is low, the amount of metalworking fluid used may be higher in the case of electrical discharge machining oil, and the compatibility with organic resin materials may be inferior in the case of rust prevention oil or cleaning agent.
- the 10% distillation point (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 150 to 290 ° C, more preferably 160 to 285 ° C, and even more preferably 170 to 280 ° C. Most preferably, it is 180-275 ° C.
- the 50% distillation point (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 170-320 ° C, more preferably 180-310 ° C, and even more preferably 190-320 ° C. 300 ° C, particularly preferably 195 to 290 ° C.
- the 90% distillation point (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 180-390 ° C, more preferably 190-370 ° C, and even more preferably 200-340 °. C, particularly preferably 210 to 330 ° C.
- the end point (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 190 to 400 ° C, more preferably 200 to 380, more preferably 210 to 350 ° C, and most preferably 220. ⁇ 340 ° C. If the end point (° C) is high, removal of metalworking oil may be poor.
- 1 T 1 Q (° C) is not particularly limited, but is preferably 15 to 160 ° C, more preferably 20 to: L 50, further preferably 30 to 140 ° C, particularly preferably 35 to 135. .
- T 90 — T 10 (° C) is narrow, the solubility of the additive is poor.
- it is wide the property of the base oil changes greatly during rolling, and the removability is poor.
- Increased replenishment with oil In addition, poor cooling of the heated part, scattering of the molten metal (processed powder), and prevention of removal are insufficient, and none of these is preferable.
- the EP-I BP (° C) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 35 to 200, more preferably 40 to 190 ° C, still more preferably 50 to 180 ° C, particularly Preferably it is 60-170 degreeC.
- EP—IBP (° C) is narrow, the solubility of the additive is poor.
- the property of the base oil changes greatly during rolling, and the removability is poor. Since the amount of replenishment increases, poor cooling of the heated part, scattering of molten metal (processed powder), and prevention of removal are insufficient, none of them is preferable.
- the paraffin content (volume%) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 80 to 100%, more preferably 90 to L00%, more preferably 95 to 100%. Most preferably, it is 99 to 100%.
- the content (volume%) of the saturated hydrocarbon content of the present invention is not particularly limited, but is preferably 90 to 100%, more preferably 97 to 100%, more preferably 98 to 100%, and most preferably 99 to 1. 00%. If the aromatic content is high, it may cause odor and skin irritation, which may lead to a worse working environment.
- the content (volume%) of the unsaturated component of the hydrocarbon oil of the present invention is not particularly limited.
- the force is preferably 0 to 5%, more preferably 0 to 3%, and still more preferably 0 to 1%.
- the sequin index (JIS K2280 (hereinafter the same)) of the hydrocarbon oil of the present invention is not particularly limited, but is preferably 55 or more, more preferably 60 or more, further preferably 65 or more, more preferably 70 or more. Yes, preferably 1 10 or less. If it is lower than this, the processing performance deteriorates, which is not preferable.
- the smoke point (mm, JISK 2537 (hereinafter the same)) of the hydrocarbon oil of the present invention is although not particularly limited, it is preferably 30 mm or more, more preferably 35 mm or more, still more preferably 4 Omm or more, preferably 6 Omm or less, more preferably 5 Omm or less.
- the n-paraffin content here refers to the value (based on the total amount of diluted oil) measured using GC-FID (the same shall apply hereinafter).
- a methylsilicone chiral column (ULTRAALLOY — 1) is used for the column, helium is used for the carrier gas, a hydrogen ion detector (F ID) is used for the detector, a column length of 3 Om, Carrier gas flow rate 1. OmLZmin, split ratio 1: 79, sample injection temperature 360 ° C, column heating condition 140 ° C ⁇ (8 ° C / min) ⁇ 355 ° C, detector temperature 360 ° C
- the n-paraffin content (based on the total amount of diluted oil) identified and quantified using an n-paraffin-containing standard sample is shown, but the measurement results are not limited to these conditions as long as the same results are obtained.
- the saturated, unsaturated, and aromatic components here are measured in accordance with the Petroleum Institute method JPI 1 5S-49 1 97 “Hydrocarbon type test method 1 High performance liquid chromatograph method”. It means volume percentage (volume%) (based on the total amount of diluent oil) of aromatic content measured according to (published by the Japan Petroleum Institute) (the same applies hereinafter). Paraffin content and naphthene content are determined according to ASTM D 2786 Standard Test Method for Hydrocarbon Types Analysis of Gas-Oil Saturates Fractions by High Ionizing Voltage Mass Spectrometry.
- the hydrocarbon oil obtained as described above is a metal working oil as described above, and also a metal working oil as described above. Oil, electric discharge machining oil, rust preventive oil, and base oil for cleaning composition. In each aspect, each embodiment will be described below including examples and comparative examples.
- the base oil of the metalworking oil of the invention of this embodiment has the above-described hydrocarbon oil, that is, a density at 15 t: of 0. 7 to 0.8 g / cm 3 , n—paraffin content 10 to 90% by mass, aroma: hydrocarbon content 0 to 3% by volume, naphthene content 0 to 20% by volume In an embodiment, it contains “the hydrocarbon oil of the present invention”.
- the hydrocarbon oil in the base oil of the metalworking oil of the present invention includes the following A and B embodiments as more specific preferred embodiments.
- the kinematic viscosity (mm 2 Zs) at 40 ° C. is 1.4 to 2.7 mmVs. If the kinematic viscosity is lower than this, the processability may be inferior. On the other hand, if it exceeds this range, the surface gloss may be inferior.
- the initial boiling point (in) is preferably 140 to 260 ° C, preferably 150 to 255 ° C, more preferably 160 to 250 ° C, and most preferably 165 to 245 ° C. . If the initial boiling point is low, the amount of oil used may increase.
- the 10% distillation point (° C) is preferably 150 to 270, preferably 160 to 265, more preferably 170 to 260 ° C, and most preferably 180 to 255 ° C. .
- the 90% distillation point OC is preferably 180 to 320 t: preferably 190 to 310 ° C, more preferably 200 to 300, and most preferably 210 to 290 ° C.
- the end point (in) is preferably 190 to 320 ° C, preferably 200 to 300 ° C, more preferably 2 10 to 290, most preferably 220-280 C. If the end point (° C) is high, the removability may be poor.
- the kinematic viscosity (mm 2 / s) at 40 is 3.8 to 5.0 mm 2 / s. If the kinematic viscosity is lower than this, the rolling limit at the time of rolling may be inferior. On the other hand, if it exceeds this range, the removability of the oil may be inferior.
- the initial boiling point (° C) is preferably 200 to 280 ° C, preferably 210 to 275 ° C, more preferably 220 to 270 ° C, and most preferably 230 to 265 ° C. is there. If the initial boiling point is low, the rolling limit during strip rolling may be inferior.
- the 10% distillation point (° C) is preferably 210 to 290 ° C, preferably 220 to 285 ° C, more preferably 230 to 280 ° C, and most preferably 240 to 275 ° C. It is.
- the 90% distillation point (° C) is preferably 220 to 390 ° C, preferably 230 to 370 ° C, more preferably 240 to 340 ° C, and most preferably 250 to 330 ° C. It is.
- the end point (° C.) is preferably 230 to 400 ° C., preferably 240 to 380 ° C., more preferably 250 to 350, and most preferably 260 to 350 ° C. If the end point (° C) is high, the washability during rolling may be poor.
- the metal to which the metalworking oil of the present invention is applied include aluminum, magnesium and alloys thereof, transition metals such as copper, iron, chromium, nickel, zinc, tin, and titanium, and alloys thereof. be able to.
- Examples of applicable processing methods include metal processing such as cold, warm and hot rolling, pressing, stamping, ironing, drawing, drawing, and forging.
- aluminum fin material flat pure aluminum (purity 99% or higher) or alloy based on aluminum), high-purity aluminum (purity 99.9% or higher (99.99% or higher purity) Including what you have)) And suitable for cold, warm and hot rolling of alloys other than aluminum and metals other than aluminum and alloys containing them as a main component.
- aluminum is a generic term for pure aluminum (including high-purity aluminum) and alloys containing aluminum as a main component.
- the hydrocarbon oil of the above-mentioned A embodiment is preferably used as the hydrocarbon oil of the invention of this embodiment.
- the hydrocarbon oil of the above-mentioned A mode or B mode is preferable to use as the hydrocarbon oil of the present invention.
- the invention of this embodiment contains the above hydrocarbon oil of the present invention as an essential component of the base oil, but besides this, any of mineral oil, synthetic oil and fat can be used in combination, and there are no restrictions on the type None, but mineral or synthetic oils are particularly preferred for use.
- the combination ratio is not particularly limited, and can be arbitrarily selected as long as the effects of the present invention are not impaired.
- the content of the base oil other than the hydrocarbon oil of the present invention is preferably 90% by mass or less, more preferably 80% by mass or less, based on the total amount of the metal processing oil composition. 70% by mass or less is most preferable.
- mineral oils that can be used in combination include kerosene fractions obtained by distillation of paraffinic or naphthenic crude oils; normal paraffins obtained by extraction operations from kerosene fractions; and paraffinic or naphthenic crude oils.
- Synthetic oils that can be used in combination include, for example, olefin oligomers (propylene oligomers, isobutylene oligomers, polybutenes, 1-octene ligomers, 1-decene oligomers, ethylene monopropylene oligomers, etc.) or their hydrides, alkylbenzenes, alkylnaphthaldehydes.
- olefin oligomers propylene oligomers, isobutylene oligomers, polybutenes, 1-octene ligomers, 1-decene oligomers, ethylene monopropylene oligomers, etc.
- alkylbenzenes alkylnaphthaldehydes
- diester di-2-ethylhexyl adipate, diisodecyl adipate, ditridecyl adipate, di-2-ethylhexyl sebacate, etc.
- polyol ester trimethylolpropane caprylate, trimethylolpropane pelargonate, pen Evening erythritol 2-ethyl hexanoate, pentaerythritol pelargonate, etc.
- polydalicol silicone oil
- dialkyldiphenyl Ether dialkyldiphenyl Ether
- polyphenyl ether polyphenyl ether
- propylene oligomer hydride, isobutylene oligomer hydride and polybutene hydride are collectively called isoparaffin.
- fats and oils that can be used together in the invention of this embodiment beef tallow, pork tallow, soybean oil, rapeseed oil, rice bran oil, coconut oil, palm oil, palm kernel oil, hydrogenated products thereof, or these 2 A mixture of seeds or more can be mentioned.
- oil agents can be blended with the metalworking oil of the invention of this embodiment. Examples of such oil agents include an epoxy compound, and examples of the epoxy compound include the epoxy compounds represented by the following (E-1) to (E-8).
- Epoxidized vegetable oil Epoxidized vegetable oil.
- E-7 Epoxidized fatty acid monoester
- E—8 Epoxidized vegetable oil.
- only one type of epoxy compound selected from the above (E-1) to (E-8) may be used, or two or more types may be used in combination. You may do it.
- the epoxy compound among (E-1) to (E-8), (E-2), (E-3) and (E-5) are preferable, and (E-2) and (E-5) is more preferred, and (E-5) is most preferred.
- the content of the epoxy compound is 0.01 to 10.0 mass, preferably 0.05 to 7.5 mass%, more preferably 0.1 to 6. mass based on the total amount of the composition. 0% by mass. If the content is less than 0.01% by mass, the lubricity improvement effect may not be expected. If the content is more than 10% by mass, not only the lubricity improvement effect corresponding to the addition amount cannot be expected, but also the removal of oil by heat is not possible. In the case of rolling oil, lubricity may be hindered or uneven gloss may occur depending on conditions.
- Epoxy compounds can be used as an alternative to oil-based agents, and when used in combination with oil-based agents, the amount of oil-based agents used can be reduced, leading to improvements in the working environment such as odor reduction.
- the metal working oil of the present invention can further contain an oxygen-containing compound in order to further improve the workability.
- oxygen-containing compounds include at least one oxygen-containing compound selected from the group consisting of the following components (A1) to (A8).
- (A1) an alkylene oxide adduct of a polyhydric alcohol having 3 to 6 hydroxyl groups having a number average molecular weight of 100 to 1000,
- the polyhydric alcohol constituting the component (A 1) has 3 to 6 hydroxyl groups.
- saccharides can also be used as the polyhydric alcohol having 3 to 6 hydroxyl groups.
- polyhydric alcohol examples include glycerin, polyglycerin (a dimer to tetramer of glycerin, for example, diglycerin, triglycerin, tetraglycerin), trimethylol alkane (for example, ⁇ -trimethylolethane, trimethylol bread, Trimethylolbutane), and their dimer to tetramer, pentaerythritol, dipentaerythritol, 1,2,4-butanetriol, 1,3,5-pentanetriol, 1,2,6 monohexanetriol 1, 2, 3, 4, 4-butanetetrol, sorbitol, sorbitan, sorbitol glycerin condensate, aditol, arabitol, xylitol, mannitol, idylitol, taritol, dulcitol, galitol and the like.
- glycerin polyglycerin (a
- saccharide examples include xylose, arabinose, lipose, rhamnose, dulose, fructose, galactose, mannose, sorbose, cellopioth, mantoose, isomaltose, trehalose, sucrose and the like.
- glycerin and trimethylo are preferred because of their excellent processability.
- the alkylene oxide constituting the component (A 1) includes 2 to 6 carbon atoms, Preferably an alkylene oxide having 2 to 4 carbon atoms is used.
- alkylene oxides having 2 to 6 carbon atoms include ethylene oxide, propylene oxide, 1,2-epoxybutane ( ⁇ -butyleneoxide), 2,3-epoxybutane (iS-butyleneoxide), 1,2-epoxy 1-methylpropane, 1,2 monoepoxyheptane, 1,2-epoxyhexane and the like.
- ethylene oxide, propylene oxide, and butylene oxide are preferable from the viewpoint of excellent processability, and ethylene oxide and propylene oxide are more preferable.
- the polymerization mode of the oxyalkylene group is not particularly limited, and may be random copolymerized or block copolymerized.
- alkylene oxide when adding alkylene oxide to a polyhydric alcohol having 3 to 6 hydroxyl groups, it may be added to all hydroxyl groups or only to some hydroxyl groups. Among these, it is preferable to add to all hydroxyl groups from the viewpoint of excellent processability.
- the number average molecular weight (M n) of the component (A 1) is from 100 to 100, preferably from 100 to 80. If Mn is less than 100, the solubility in mineral oil may be reduced.
- M n refers to the number average molecular weight in terms of standard polystyrene converted by gel permeation chromatography (GPC).
- the component (A 1) a product obtained by adding an alkylene oxide to a polyhydric alcohol having 3 to 6 hydroxyl groups so that M n is not less than 100 and not more than 100 0 may be used. Good.
- a mixture of alkylene oxide adducts of polyhydric alcohols having 3 to 6 hydroxyl groups obtained by an arbitrary method and commercially available alkylene oxide adducts of polyhydric alcohols having 3 to 6 hydroxyl groups are available. When the mixture is distilled or chromatographed, the Mn will be more than 100 and less than 100 Separated ones may be used.
- these compounds may be used alone or as a mixture of two or more.
- the component (A 2) comprises an alkylene oxide adduct of a polyhydric alcohol having 3 to 6 hydroxyl groups with M n of 100 to 100 and preferably 100 to 80. Carpyl etherified or esterified.
- hydrolyzing or esterifying a part or all of the terminal hydroxyl groups of the alkylene oxide adduct of the component (A 1) can be used.
- hydrolyzing or esterifying a part or all of the terminal hydroxyl groups of the alkylene oxide adduct of the component (A 1) can be used.
- the term “hydride carbyl group” as used herein refers to an alkyl group having 1 to 24 carbon atoms, an alkenyl group having 2 to 24 carbon atoms, a cycloalkyl group having 5 to 7 carbon atoms, and an alkylcycloalkyl having 6 to 11 carbon atoms.
- a hydrocarbon group having 1 to 24 carbon atoms such as an aryl group having 6 to 10 carbon atoms, an alkylaryl group having 7 to 18 carbon atoms, and an arylalkyl group having 7 to 18 carbon atoms.
- a straight chain or branched alkyl group having 2 to 18 carbon atoms or a straight chain or branched alkenyl group having 2 to 18 carbon atoms is preferable because of excellent processability.
- a linear or branched alkyl group having 3 to 12 or an oleyl group (residue obtained by removing a hydroxyl group from oleyl alcohol) is more preferable.
- the acid used for esterification usually includes carboxylic acid.
- the rubonic acid may be a monobasic acid or a polybasic acid.
- the monobasic acids and polybasic acids listed in the section (A) Ester oil in the second embodiment described later are listed.
- a monobasic acid is used.
- the monobasic acid include fatty acids having 6 to 24 carbon atoms, which may be linear or branched.
- the monobasic acid may be a saturated fatty acid, an unsaturated fatty acid, or a mixture thereof. Among these, in particular, saturated fatty acids having 8 to 20 carbon atoms, non-carbon having 8 to 20 carbon atoms. Saturated fatty acids and mixtures thereof are preferred.
- the component (A2) these compounds may be used alone or as a mixture of two or more.
- the component (A3) is a polyalkylene glycol having an Mn of 100 or more and 1000 or less, and one obtained by homopolymerizing or copolymerizing an alkylene oxide having 2 to 6 carbon atoms, preferably 2 to 4 carbon atoms.
- alkylene oxide having 2 to 6 carbon atoms include the alkylene oxides listed in the description of the component (A1). Among these, ethylene oxide, propylene oxide, and butylene oxide are preferable, and ethylene oxide and propylene oxide are more preferable from the viewpoint of excellent processability.
- Mn is 100 or more and 1000 or less, preferably 120 or more and 700 or less.
- Polyalkylene diols with an Mn of less than 100 may reduce the solubility in mineral oil.
- polyalkylene glycols with Mn greater than 1000 may leave oil on the surface of the workpiece after processing in the oil removal process.
- the alkylene oxide may be polymerized so that Mn is not less than 100 and not more than 1000.
- the polyalkylene glycol obtained by any method is used.
- a mixture or a commercially available polyalkylene glycol mixture separated by distillation or chromatography so that Mn is 100 or more and 1000 or less may be used.
- These compounds may be used alone or as a mixture of two or more.
- the component (A 4) one obtained by hydrolylating or esterifying some or all of the terminal hydroxyl groups of the polyalkylene glycol of the component (A 3) can be used.
- the term “hydracyl carbyl group” as used herein refers to a hydrocarbon group having 1 to 24 carbon atoms, and specifically includes the groups listed in the description of the component (A 2).
- a linear or branched alkyl group having 2 to 18 carbon atoms and a linear or branched alkenyl group having 2 to 18 carbon atoms are preferable, and 3 to 3 carbon atoms.
- a straight chain or branched alkyl group of 12 or an oleyl group (residue obtained by removing a hydroxyl group from oleyl alcohol) is more preferred.
- the component (A 4) those obtained by esterifying the terminal hydroxyl group of the polyalkylene glycol of the component (A 3) can also be used.
- the acid used for esterification include carboxylic acids.
- a monobasic acid or a polybasic acid may be used, but a monobasic acid is usually used. Specific examples include those listed in the description of the component (A 2). As the component (A 4), these compounds may be used alone or as a mixture of two or more kinds.
- the component (A 5) is a divalent alcohol having 2 to 20 carbon atoms, preferably 3 to 18 carbon atoms.
- the dihydric alcohol as used herein means one having no ether bond in the molecule.
- Examples of the dihydric alcohol having 2 to 20 carbon atoms include ethylene glycol, 1,3-propanediol, 1,2-propanediol, 1,4-butanediol, 1,2-butanediol, 2-methyl-1,3 —Propanediol, 1,5-pentanediol, 1,2-pentanediol, neopentyl glycol, 1,6 monohexanediol, 1,2 monohexanediol, 2-ethyl-2-methyl-1,3-propanediol 2-methyl-2,4-pentenediol, 1,7 monoheptanediol, 1,2-heptanediol, 2-methyl-2-monopropyl
- 1, 4-butanediol, 1,5 monopentanediol, neopentyl glycol, 1,6-hexanediol, 2-methyl-2,4-pentanediol, 2-ethyl-2-methyl-1,3-propanediol, 1,7-heptanediol, 1,8-octanediol, 1,9-nonanediol, 1,10-decanediol, 1,1 1-undecanediol, 1 , 12-dodecanediol and the like are preferable.
- these compounds may be used alone or as a mixture of two or more.
- the component (A6) is a dihydric alcohol having 2 to 20 carbon atoms, preferably 3 to 18 carbon atoms (excluding those having an ether bond in the molecule) or a hydrocarbyl etherified ester or ester. It has been made.
- a component obtained by hydrolyzing a part or all of the terminal hydroxyl groups of the dihydric alcohol of the component (A 5) can be used.
- the hydrocarbyl group as used herein represents a hydrocarbon group having 1 to 24 carbon atoms, and specifically includes the groups listed in the description of the component (A2).
- a linear or branched alkyl group having 2 to 18 carbon atoms and a linear or branched alkenyl group having 2 to 18 carbon atoms are preferable, and a straight chain or branched group having 3 to 12 carbon atoms.
- a branched alkyl group and an oleyl group are more preferred.
- the component (A6) one obtained by esterifying one or both terminal hydroxyl groups of the dihydric alcohol of the component (A5) can also be used.
- the acid used for esterification usually includes carboxylic acid.
- the carboxylic acid may be a monobasic acid or a polybasic acid, but a monobasic acid is usually used. Specific examples include those listed in the description of the component (A2).
- the ester of the component (A 6) may be one obtained by esterifying one of the terminal hydroxyl groups of the dihydric alcohol of the component (A5) (partial ester), and the ester of both of the terminal hydroxyl groups ( Complete ester). Among these, a partial ester is preferable from the viewpoint of excellent additivity.
- these compounds may be used alone or as a mixture of two or more.
- the component (A7) is a trivalent alcohol having 3 to 20 carbon atoms, preferably 3 to 18 carbon atoms.
- the trihydric alcohol referred to here is one having no ether bond in the molecule.
- Examples of trihydric alcohols having 3 to 20 carbon atoms include glycerin,
- 1, 2, 12-dodecane triol, 1, 2, 13-tridecane triol, 1, 2, 14-tetradecane triol, 1, 2, 15 —Pen evening decantriol, 1, 2, 16—hexadecane triol, 1, 2, 17—hep evening decan triol, 1, 2, 1 8—octadecane triol are preferred.
- these compounds may be used alone or as a mixture of two or more.
- the component (A8) is a hydrocarbyl etherified product of a trivalent alcohol having 3 to 20 carbon atoms, preferably 3 to 18 carbon atoms (excluding those having an ether bond in the molecule) or Esterified.
- a component obtained by hydrolyzing a part or all of the terminal hydroxyl groups of the trihydric alcohol of the component (A7) can be used.
- the hydrocarbyl group as used herein represents a hydrocarbon group having 1 to 24 carbon atoms, and specifically includes the groups listed in the description of the component (A2).
- a linear or branched alkyl group having 2 to 18 carbon atoms and a linear or branched alkenyl group having 2 to 18 carbon atoms are preferable, and 3 to 12 carbon atoms.
- a straight chain or branched alkyl group or an oleyl group is more preferred.
- the component (A8) one obtained by esterifying one or all of the terminal hydroxyl groups of the trihydric alcohol of the component (A7) can be used.
- the acid used for esterification usually includes carboxylic acid.
- the carboxylic acid may be a monobasic acid or a polybasic acid, but a monobasic acid is usually used.
- the ester of the component (A8) may be one obtained by esterifying one or two terminal hydroxyl groups of the trihydric alcohol of the component (A7) (partial ester), and all the terminal hydroxyl groups are esterified. (Complete ester). Among these, a partial ester is preferable from the viewpoint of excellent processability.
- component (A8) among the components (A7), glycerin, 1,2,3-butanetriol, 1,2,4-butanetriol, 1,2,5-pentanetriol, 1,3, 5-pentantriol, 1, 2, 3-pentantriol, 1, 2, 4-pentanetriol, 1, 2, 6-hexane triol, 1, 2, 3-hexane triol, 1 , 2, 4—hexanetriol, 1, 2, 5—hexanetriol, 1,3,4,1 hexanetriol, 1,3,5—hexanetriol, 1,3,6—hexanetriol and Hydrocarbyl ethers or partial esters of 1,4,5 monohexanetriol are preferred.
- these compounds may be used alone or as a mixture of two or more.
- one oxygen-containing compound selected from the components (A1) to (A8) may be used alone, or a mixture of two or more oxygen-containing compounds having different structures may be used. May be.
- the above components (A 1) to (A8) from the viewpoint of excellent processability, (A3) component, (A4) component, (A5) component and (A8) component are preferred, (A3) component, ( The component A4) and the component (A8) are more preferred.
- the content of the oxygen-containing compound in the metalworking oil of the present invention is 0.005 to 100% by mass based on the total amount of the additive oil. That is, the content of the oxygen-containing compound is 0.005% by mass or more, preferably 0.05% by mass or more, more preferably 0.1% by mass or more.
- the content of the oxygen-containing compound is 10% by mass or less, preferably 5.0% by mass or less, more preferably 2. 0% by mass or less. If the content of the oxygen-containing compound is too small, the effect of improving the workability may be insufficient, and even if the content is increased, an effect commensurate with the content may not be obtained.
- the metalworking oil of the invention of this embodiment can further contain an oily agent.
- the oiliness agent in order to further improve the processability, it is preferable to use at least one oiliness agent selected from the following components (B 1) to (B 3): These include those usually used as oiliness agents in lubricating oils.
- the ester (B 1) component is obtained by reacting an alcohol with a carboxylic acid.
- the alcohol may be a monohydric alcohol or a polyhydric alcohol.
- the carboxylic acid may be a monobasic acid or a polybasic acid.
- a monohydric alcohol having 1 to 24 carbon atoms is usually used. Such alcohols may be linear or branched.
- Examples of monohydric alcohols having 1 to 24 carbon atoms include methanol, ethanol, linear or branched propanol, linear or branched butanol, linear or branched pennol, linear or branched Hexanol, linear or branched hexanol, linear or branched octanol, linear or branched nonanol, linear or branched decanol, linear or branched undecanol , Linear or branched dodecanol, linear or branched tridecanol, linear or branched tetradecanol, linear or branched pen decanol, linear or branched hexade force Nord, straight chain or branched heptodecanol, straight chain or branched decanol, straight chain or branched nonade force, straight chain or branched Eicosanol, linear or branched heneicosanol, linear or branched tricosan
- the polyhydric alcohol a polyhydric alcohol having 2 to 10 valences, preferably 2 to 6 valences, is generally used. Mention may be made of 2 to 10-valent polyhydric alcohols.
- the monobasic acid constituting the ester oil-based agent include the monobasic acids listed in the section of (A) ester oil in the second embodiment described later, and usually a straight chain having 6 to 24 carbon atoms. Or a branched fatty acid is mentioned.
- Examples of the polybasic acid constituting the ester oil-based agent include the polybasic acids listed in the section (A) Ester oil in the second embodiment described later.
- Examples of the ester oil-based agent include the following components (l b) to (7 b).
- As the ester oily agent an ester obtained by reacting an arbitrary alcohol with a carboxylic acid can be used as in these exemplified components, and the ester oily agent is not particularly limited thereto.
- ester oily agent any of the above can be used, but from the viewpoint of excellent processability, (lb) —ester of a polyhydric alcohol and a monobasic acid, (2 b) polyhydric alcohol and a monobasic acid And esters of (3 b) -hydric alcohols with polybasic acids are preferred.
- esters of polyhydric alcohols and monobasic acids and (2b) esters of polyhydric alcohols and monobasic acids are more preferred, and in the rolling of metals other than aluminum, (Lb) —esters of monohydric alcohols and monobasic acids, and (2 b) esters of polyhydric alcohols and monobasic acids are more preferred, and (1 b) esters of monohydric alcohols and monobasic acids ( 3 b)
- the combined use of an ester of a —hydric alcohol and a polybasic acid is most preferred.
- the total number of carbon atoms of the ester of a monohydric alcohol and a monobasic acid is not particularly limited, but the total number of carbon atoms of the ester is preferably 7 or more, and 9 or more from the viewpoint of improving processability. Is more preferable, and 11 or more is most preferable. Further, from the viewpoint of oil agent removability, the total carbon number of the ester is preferably 26 or less, more preferably 24 or less, and most preferably 22 or less.
- the carbon number of the monohydric alcohol is not particularly limited, but preferably 1 to 10 carbon atoms, more preferably 1 to 8 carbon atoms, still more preferably 1 to 6 carbon atoms, and most preferably 1 to 4 carbon atoms. It is preferable.
- the number of carbon atoms of the monobasic acid is not particularly limited, but preferably 8 to 22 carbon atoms, more preferably 10 to 20 carbon atoms, and most preferably 12 to 18 carbon atoms. It is preferable to set the total carbon number, the carbon number of the alcohol, and the carbon number of the monobasic acid as described above. The upper limit value is likely to increase the occurrence of sting and corrosion.
- Examples of the monohydric alcohol of the component (B 2) include the compounds listed as alcohol constituting the ester in the description of the component (B 1).
- the total carbon number of the monohydric alcohol is preferably 6 or more, more preferably 8 or more, and most preferably 10 or more because it is more excellent in processability.
- the total number of carbon atoms of the monohydric alcohol is preferably 20 or less, more preferably 18 or less, and most preferably 16 or less.
- the carboxylic acid (B 3) may be a monobasic acid or a polybasic acid.
- Examples of such a carboxylic acid include the compounds exemplified as the force ruponic acid constituting the ester in the description of the component (B 1). Of these, monobasic acids are preferred because of their superior processability.
- the total carbon number of the carboxylic acid is preferably 6 or more, more preferably 8 or more, and most preferably 10 or more.
- the total carbon number of the carboxylic acid is preferably 20 or less, more preferably 18 or less, and most preferably 16 or less.
- the oiliness agent used in the metal processing oil of the invention of this embodiment only one selected from the above-mentioned various oiliness agents may be used alone or as a mixture of two or more, but the workability is further improved.
- Esters with a total carbon number of 7 to 26 obtained from monohydric alcohols and monobasic acids (2) Monovalent alcohols with 6 to 20 carbon atoms, especially those with 9 or more carbon atoms.
- a combination of a monohydric alcohol and a monohydric alcohol having 8 or less carbon atoms, (3) a monobasic acid having 6 to 20 carbon atoms, or a mixture thereof is preferable.
- the content of the oiliness agent is 0.0 on the basis of the total amount of the metalworking oil of the invention of this embodiment.
- the content of the oily agent is preferably 0.01% by mass or more, more preferably 0.05% by mass or more, and even more preferably 0.07% by mass or more.
- the upper limit of the content of the oil agent is 70% by mass or less, and from the viewpoint of oil agent removability, it is preferably 50% by mass or less, more preferably 15% by mass or less, and still more preferably 1 0% by mass or less.
- Alkylbenzene can be blended with the metalworking oil of the invention of this embodiment, especially a base oil with a low aromatic content, specifically, an aromatic oil of 5 vol% or less (more specifically 1 vol% or less) aromatic.
- the kinematic viscosity at 40 ° C. of the alkylbenzene used in the present invention is in the range of 1 to 60 mm 2 / s.
- the kinematic viscosity at 40 ° C. is less than 1 mm 2 Z s, the effect of addition is If the kinematic viscosity at 40 ° C exceeds 6 O mmV s, it may increase the occurrence of stain and corrosion, preferably 40 mm 2 Z s or less, more preferably Is less than 20 mm 2 s.
- the metal working oil of the invention of this embodiment may further contain a linear olefin having 6 to 40 carbon atoms. When the processing oil contains linear olefin, the lubricity is further improved.
- Linear olefins with less than 6 carbon atoms are not suitable due to their low flash point.
- the number of carbon atoms is preferably 8 or more, more preferably 10 or more, and even more preferably 12 or more.
- the number of carbon atoms exceeds 40, it becomes difficult to use because it is in a solid state, and it is difficult to mix and dissolve with other components (mineral oil and additives), etc., which is inappropriate.
- linear olefins having more than 40 carbon atoms are not common and are difficult to obtain. In view of such inconvenience, linear olefins having 30 or less carbon atoms are preferred. Such straight chain olefins have one double bond in the molecule.
- the position of the double bond is not particularly limited, but from the viewpoint of excellent lubricity, a straight-chain polyolefin having a double bond at the terminal, that is, n-olefin is preferable.
- linear olefins examples include 1-octene, 1-decene, 1-docosene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-icosene, and mixtures of two or more thereof.
- linear polyolefin those obtained by various production methods can be used.
- an ethylene oligomer obtained by polymerizing ethylene by a usual means can be used.
- linear olefin these compounds may be used alone or as a mixture of two or more.
- the content of the linear olefin is arbitrary, but from the viewpoint of improving the lubricity of the metal working oil of the present invention, the content is preferably 1% by mass or more based on the total amount of the working oil, and 3% by mass. % Or more, more preferably 5% by mass or more. On the other hand, the content is preferably 30% by mass or less on the basis of the total amount of the additive oil from the viewpoint of obtaining an effect corresponding to the addition amount. The content is more preferably 25% by mass or less, and further preferably 20% by mass or less.
- an extreme pressure additive an antioxidant, a rust inhibitor, a corrosion inhibitor, an antifoaming agent, an anti-emulsifier, if necessary.
- additives such as fungicides can be further contained alone or in combination of two or more.
- extreme pressure additives include phosphorus compounds such as tricresyl phosphate, and organometallic compounds such as zinc dialkyldithiophosphate.
- Antioxidants include phenolic compounds such as 2,6-dibutyl-butyl-p-cresol (DBPC), aromatic amines such as phenyl- ⁇ -naphthylamine, and organometallic compounds such as zinc dialkyldithiophosphate. Is mentioned.
- rust inhibitors include salts of fatty acids such as oleic acid, dinonylnaphthalene sulfone.
- -Sulfonates such as salt, partial esters of polyhydric alcohols such as sorbyl monomonoate, amines and derivatives thereof, phosphate esters and derivatives thereof.
- corrosion inhibitor examples include benzotriazol.
- antifoaming agents include silicone-based ones. Surfactant is used as demulsifier, quaternary ammonium salt, imidazoline type as cationic system, sulfated oil as aerosol system, aerosol type, castor oil ethylenate adduct as nonionic system, ether type nonionic surfactant And phosphate esters of ethylene, block copolymers of ethylene oxide and propylene oxide, and esters of dimer monoacid.
- Antifungal agents include phenolic compounds, formaldehyde donor compounds, salicylanilide compounds, and the like.
- the total content of the above additives is usually 15% by mass or less, preferably 10% by mass or less, based on the total amount of the metalworking oil of the present invention.
- the metalworking oil of the invention of the present embodiment (hereinafter also referred to as the composition of the invention of the present embodiment) should be used in a non-aqueous state that does not substantially contain water except for natural moisture absorption during storage. In some cases, it may further contain water, and the composition of the invention of this embodiment may be used in combination with water.
- the composition of the invention of this embodiment comprises water in a continuous layer, an emulsified state in which the oil component is finely dispersed to form emulsion, and a solubilized state in which water is dissolved in the oil component
- it can take any form of suspension in which water and oil are mixed by vigorous stirring.
- the composition of the present invention and water can be separately supplied to a processing site for use. By simply diluting the composition (stock solution) of the present invention with water or using it together with water, it can be used as a metal working oil for actual use.
- the dilution ratio (when used in combination, the ratio of the stock solution + water to the stock solution is used as the dilution factor) is arbitrarily selected depending on the use conditions, but generally the stock solution is preferably 2 to 100 times by weight. Is usually diluted 3 to 70 times with water to obtain a practical metalworking oil. Diluted water in this case can be tap water, industrial water, ion exchange water, distilled water, etc., regardless of whether it is hard water or soft water.
- the composition of the present invention When the product is diluted with water, an emulsion is formed in which the oil component is finely dispersed in water as a continuous phase, but the average particle size of oil droplets dispersed in water is 300 nm or less, especially 100 nm. The following is preferable. This is because if the average particle size of the dispersed oil droplets is large, the surface gloss of the processed product will not be impaired due to the easy formation of oil pits, and a fine filter cannot be used to clean the metalworking fluid.
- the viscosity of the metalworking oil of the present invention is not particularly limited, but the kinematic viscosity at 40 ° C.
- mm 2 Zs is 0.5 to 500 mm 2 Zs, preferably 1.0 to 200 mm 2 No s.
- aluminum fin processing from the viewpoint of processability, oil volatility and oil removability, it is preferably 1.0 to 5.0 mm 2 Zs, more preferably 1.2 to 3. OmmVs, most preferably 1.3. ⁇ 2.8mm 2 Zs.
- aluminum rolling from the viewpoint of lubricity and surface quality, it is preferably 1.0 to: L 0 mm 2 Zs, more preferably 1.0 to 8.0 mm 2 Zs.
- rolling of the metal other than aluminum preferably 1. 0 ⁇ 20mm 2 / s, more preferably 2. 0 ⁇ 1 5mm 2 / s, and most preferably 3. 0 ⁇ 15mm 2 / s.
- the metal processing oil of the invention of this embodiment is used as a processing oil for various metals.
- applicable metals include aluminum, magnesium, and transition metals such as copper, iron, chromium, nickel, zinc, tin, and titanium, And alloys thereof.
- Applicable processing methods include cold, warm and hot rolling, pressing, punching, ironing, drawing, drawing, forging, metal processing such as cutting and grinding including micro-trace cutting (MQ L), etc.
- MQ L micro-trace cutting
- the lubricating oil composition for metal working of the present invention includes an aluminum fin material (a plate-like pure aluminum (purity 99% or more) or an alloy containing aluminum as a main component), cold for various metals, Suitable for warm and cold rolling. Among these rolling methods, it is particularly suitable for cold rolling.
- high-purity aluminum purity 99.9% or more (having a purity of 99.99% or more)
- aluminum-based alloys such as stainless steel, copper and copper alloys, and most preferred is rolling of high-purity aluminum and aluminum-based alloys.
- the metal processing oil of the invention of this aspect can be used not only for a pre-coating material in which the surface of the aluminum fin material is pre-coated, but also for a material that has not been subjected to such processing.
- film refers to a film composed of a corrosion-resistant base film formed on an aluminum fin material and a hydrophilic film formed on the film.
- Corrosion resistance examples of the undercoat include inorganic base coats and organic base coats.
- Examples of the inorganic base film include a chromate film, a boehmite film, a kaic acid film, or a film combining these.
- Organic base coatings include, for example, vinyl resins such as polyvinyl chloride-vinyl acetate, polyethylene, and polypropylene, acrylic resins, epoxy resins, urethane resins, styrene resins, phenol resins, and fluorine resins.
- Resins silicon resins, diallyl phthalate resins, polycarbonate resins, polyamide resins, alkyd resins, polyester resins, urea melamine resins, polyacetal resins and fiber resins.
- hydrophilic film examples include the following (a) to (e).
- Examples of the processing of the aluminum fin material include overhang processing, drawing processing, punching processing, force ring processing, and ironing processing that squeezes and raises the cylindrical rising wall around the tube through hole.
- Base oil 2 Light oil fractions 1 and 2 were mixed at 5 1:49 (mass ratio) to obtain base oil 2.
- Base oil 3 Kerosene fractions 1 and 2 were mixed at 63:37 (mass ratio) to obtain base oil 3.
- Base oil 4 Kerosene fractions 1 and 2 were mixed at 49:51 (mass ratio) to obtain base oil 4.
- Base oil 5 The hydrorefined oil and hydrocracked oil obtained above were mixed, and a fraction at 230 to 270 ° C (S oil 5) was obtained by atmospheric distillation.
- Base oil 6 The hydrorefined oil and hydrocracked oil obtained above were mixed, and a fraction (base oil ⁇ ) of 250 to 305 ° C was obtained by atmospheric distillation.
- Base oil 7_10 Hydrorefined mineral oil was used.
- Base oil 1 1-12 Isoparaffin was used.
- Tables 1 and 2 show the properties of base oils 1 to 12.
- Metalworking oils were prepared by blending the base oils shown in Table 1 with the amounts shown in Table 2 such as ptyl stearate, lauryl alcohol, and oleic acid as oil agents.
- Odor was determined with the sample oil heated to 40 ° C.
- the panel was evaluated by 10 people, and the scoring criteria were not concerned: 0 points, slightly odorous: 2 points, 4 points with odors, and given an average value for each sample oil.
- the result was ⁇ for less than 1 point, ⁇ for more than 1 point and less than 2 points, and X for 2 points or more.
- Metal processing oils were prepared by blending the base oils shown in Table 1 with the amounts shown in Table 2 with butyl stearate, lauryl alcohol, 1-tetradecene and tetrapropylene glycol. Next, the obtained processing oil was tested for aluminum fin processing. In other words, the coefficient of friction was evaluated as lubricity. Odor and dryness were also evaluated.
- the friction coefficient is evaluated by the Bowden test.
- the panel was evaluated by 10 people, and the scoring criteria were not concerned: 0 points, slightly odorous: 2 points, odorous 4 points, and given an average value for each sample oil.
- the metalworking oil of the invention of this embodiment includes (A) an ester oil. First, the ester oil used together will be explained.
- the ester oil may be a natural product (usually contained in natural fats and oils such as animals and plants) or a synthetic product.
- a synthetic ester is preferable from the viewpoint of the stability of the resulting lubricating oil and the uniformity of the ester component. In terms of environmental impact, natural esters are preferred.
- the alcohol constituting the ester oil may be a monohydric alcohol or a polyhydric alcohol, and the acid constituting the ester oil may be a monobasic acid or a polybasic acid.
- the monohydric alcohol usually one having 1 to 24 carbon atoms, preferably 1 to 12 carbon atoms, more preferably 1 to 8 carbon atoms is used.
- Such alcohol may be linear or branched. Further, it may be saturated or unsaturated.
- Specific examples of the alcohol having 1 to 24 carbon atoms include methanol, ethanol, linear or branched propanol, linear or branched bubutanol, and linear or branched pen.
- 2- to 10-valent polyhydric alcohol examples include, for example, ethylene glycol, diethylene glycol, polyethylene glycol (3- to 10-mer of ethylene glycol), propylene glycol, dipropylene glycol, and polypropylene glycol. (3- to 10-mer of propylene glycol), 1,3-propanediol, 2-methyl-1,2-propanediol, 2-methyl-1,3-propanediol, neopentyl glycol, glycerin, di Glycerin, triglycerin, trimethylol alkane (trimethylol ethane, trimethylol propane, ⁇ rimethylol butane, etc.) and their dimer to tetramer, pen erythritol, dipen erythritol, 1, 2, 4 -butanetriol, 1 , 3, 5—pentanetriol, 1, 2, 6—heki Santriol, 1, 2, 3, 4, 4-butanetetrol, sorb
- ⁇ L-glycerin condensate adonitol, arabitol, xylitol, mannitol, etc., and these A mixture of these is preferred.
- Even more preferred are ethylene glycol, propylene glycol, neopentyldaricol, glycerin, trimethyl oral ethane, trimethylolpropane, pentaerythritol, sorbitan, and mixtures thereof.
- neopentyl glycol, trimethylol ethane, trimethylol propane, pen erythritol, and mixtures thereof are most preferable because higher thermal and oxidation stability can be obtained.
- the alcohol constituting the ester oil may be a monohydric alcohol or a polyhydric alcohol, as described above, but it is possible to achieve better lubricity, as well as the pour point. Polyhydric alcohols are preferred because they are easier to obtain, but easier to handle in winter and in cold regions. 'In grinding process, the accuracy of the finished surface of the workpiece is improved and the wear prevention effect of the tool edge is greater.
- the (A) Of the acids constituting the ester oil as the monobasic acid, a fatty acid having 2 to 24 carbon atoms is usually used, and the fatty acid may be linear or branched and saturated. Or unsaturated.
- saturated fatty acids having 3 to 20 carbon atoms, unsaturated fatty acids having 3 to 22 carbon atoms, and mixtures thereof are particularly preferable from the viewpoint that lubricity and handling are further improved, and those having 4 to 18 carbon atoms.
- Saturated fatty acids, unsaturated fatty acids having 4 to 18 carbon atoms, and mixtures thereof are more preferable, unsaturated fatty acids having 4 to 18 carbon atoms are more preferable, and the number of carbon atoms is 4 from the viewpoint of stickiness prevention. More preferred are ⁇ 18 saturated fatty acids.
- the polybasic acid include dibasic acids having 2 to 16 carbon atoms and trimellitic acid.
- the dibasic acid having 2 to 16 carbon atoms may be linear or branched, and may be saturated or unsaturated.
- the acid constituting the ester oil may be a monobasic acid or a polybasic acid as described above, but if a monobasic acid is used, the viscosity index It is preferable because an ester that contributes to improvement and prevention of stickiness is easily obtained.
- ester oil that can be used in the present invention include the following esters.
- Examples include natural oils such as vegetable oils such as hyoleic rapeseed oil, hyoleic sunflower oil, and animal oils such as lard.
- natural product-derived esters high-late natural fats and oils with an increased content of oleic acid are preferred from the viewpoint of the stability of the lubricating oil.
- Triesters of fatty acids and glycerin (hereinafter simply referred to as “triesters”). It is particularly preferable that 40 to 98% by mass of the fatty acid is oleic acid. By using such triesters, both lubricity and thermal / oxidation stability can be achieved at a high level and in a balanced manner.
- the content of oleic acid in the fatty acid constituting the triester is preferably 50% by mass or more, more preferably from the viewpoint that both lubricity and thermal / oxidative stability can be achieved at a high level and in a balanced manner. Is 60% by mass or more, more preferably 70% by mass or more, and from the same point, it is preferably 95% by mass or less, and more preferably 90% by mass or less.
- the proportion of oleic acid in the fatty acid constituting the triester hereinafter referred to as “constituent fatty acid” in this embodiment), the proportion of linoleic acid, etc.
- fatty acids other than oleic acid are not particularly limited as long as they do not impair lubricity and heat / oxidation stability, but are preferably fatty acids having 6 to 24 carbon atoms.
- the fatty acid having 6 to 24 carbon atoms may be a saturated fatty acid or an unsaturated fatty acid having 1 to 5 unsaturated bonds.
- the fatty acid may be linear or branched. Further, the molecule may have 1 to 3 hydroxyl groups (one OH) in addition to the force lpoxyl group (—COOH).
- fatty acids include cabronic acid, strong prillic acid, strong purine acid, lauric acid, myristic acid, palmitic acid, stearic acid, araquinic acid, behenic acid, lignoceric acid, lauroleic acid, Examples include myristoleic acid, palmitoleic acid, gadoleic acid, erucic acid, ricinoleic acid, linoleic acid, linolenic acid, eleostearic acid, ricanoic acid, arachidonic acid, and carbadoic acid.
- linoleic acid is preferable in terms of both lubricity and heat-oxidation stability, and 1 to 60% by mass (more preferably 2 to 50%) of the fatty acid constituting the triester. More preferably, linoleic acid is (mass%, more preferably 4 to 40 mass%). Further, in the above triester, 0.1 to 30% by mass (more preferably 0.5 to 20% by mass, more preferably 0.5% to 20% by mass in the constituent fatty acids in terms of both lubricity and thermal / oxidative stability. It is preferable that 1 to 10% by mass) is a fatty acid having 6 to 16 carbon atoms.
- the total unsaturation degree of the triester is preferably 0.3 or less, and more preferably 0.2 or less. If the total unsaturation of the triester is greater than 0.3, the thermal and oxidation stability of the lubricating oil of the present invention tends to deteriorate.
- the total unsaturation as used in the present invention is the same as JISK 15 5 7-1970 “Test method for polyether for polyurethane” except that triester is used instead of polyether for polyurethane.
- the total unsaturation measured by the method of operation As the triester according to the present invention, as long as the ratio of oleic acid in the constituent fatty acid satisfies the above-mentioned conditions, one obtained by synthesis may be used, or a vegetable oil containing the triester may be used. Although natural oils may be used, it is preferable to use natural oils such as vegetable oil from the viewpoint of safety to the human body. As such vegetable oils, rapeseed oil, sunflower oil, soybean oil, corn oil and canola oil are preferable. Of these, sunflower oil, rapeseed oil and soybean oil are particularly preferred.
- most natural vegetable oils have a total degree of unsaturation exceeding 0.3, but it is possible to reduce the total degree of unsaturation by a treatment such as hydrogenation in the refining process.
- vegetable oils with low total unsaturation can be easily produced by gene recombination technology.
- high oleic acid canola oil having a total unsaturation of 0.3 or less and oleic acid of 70% by mass or more
- high oleic acid soybean oil or high oleic sunflower having 80% by mass or more.
- examples thereof include oil and oleic rapeseed oil.
- the ester obtained when a polyhydric alcohol is used as the alcohol component may be a complete ester in which all the hydroxyl groups in the polyhydric alcohol are esterified.
- the partial ester remaining as it is may be used.
- the organic acid ester obtained when a polybasic acid is used as the acid component may be a complete ester in which all the carboxyl groups in the polybasic acid are esterified, or a part of the force loxyl group is not esterified. It may be a partial ester remaining as a carboxy group.
- the iodine value of the ester oil is preferably 0 to 80, more preferably 0 to 60, still more preferably 0 to 40, even more preferably 0 to 20, and most preferably 0 to 10.
- bromine number of the ester according to the present invention is preferably 0 to 50 8: 2 71 008, Yori preferably 0 to 30 81 "2/100, more preferably 0 to 20 gB r 2/100 g, most preferably is 0 ⁇ 10 gB r 2/100 g.
- the iodine value here refers to the value measured by the indicator titration method of JISK 0070 “Measurement method of acid value, saponification value, ester value, iodine value, hydroxyl value and non-saponification value of chemical products”.
- the bromine value is a value measured according to JISK 2605 “Chemical product – Bromine number test method – Electro titration method” (the same shall apply hereinafter).
- the hydroxyl value of the ester oil is 0.01 to 300 mgKOH / g, and the ken value is 100 to 500 mgKOH. / g is preferred.
- the upper limit of the hydroxyl value of the ester for obtaining higher lubricity is more preferably 200 mgKOH / g, most preferably 15 OmgKO HZg, while the lower limit is more preferably 0. lmgKOHZg, more preferably 0.5 mgK0HZg, still more preferably lmg KOHZg, even more preferably 3 mgKOHZg, and most preferably 5 mgKOH / g.
- the upper limit of the saponification value of the ester oil is more preferably 40 OmgKOHZg, while the lower limit is more preferably 200 mgKOH / g. In addition, this
- the hydroxyl value as used herein refers to a value measured by an indicator titration method according to JIS K 0070, “Method for Measuring Acid Value, Saponification Value, Ester Value, Iodine Value, Hydroxyl Value, and Unsaponified Product of Chemical Products”.
- the saponification value is a value measured by the indicator titration method of JI S K 2503 “Aeronautical Lubricating Oil Test Method” (the same shall apply hereinafter).
- the kinematic viscosity of the ester oil is preferably 300 mm 2 / s or less, more preferably 200 mm 2 Zs or less, even more preferably 100 mm 2 / s or less, and particularly preferably 75 mm 2 / s or less.
- the kinematic viscosity of the ester is preferably 1 mm 2 Zs or more, more preferably 3 mm 2 / s or more, and even more preferably 5 mm 2 / s or more.
- the pour point and viscosity index of the ester oil are not particularly limited, but the pour point is preferably 10 ° C or lower, more preferably 120 ° C or lower.
- the viscosity index is desirably 100 or more and 200 or less.
- the content of the (A) ester oil in the metalworking oil composition of the invention of the present embodiment is not particularly limited, but is preferably 95% by mass or less, more preferably 90% by mass or less, and more preferably 90% by mass or less based on the total amount of the composition.
- the amount is preferably 80% by mass or less, particularly preferably 70% by mass or less. When the content exceeds 95% by mass, the welding resistance increases, the machining resistance increases, and the machining efficiency and tool life tend to decrease. Also,
- the content of the ester oil is preferably 10% by mass or more, more preferably 20% by mass or more, further preferably 30% by mass or more, and particularly preferably 40% by mass or more, based on the total amount of the composition.
- the content is less than 10 mass, the welding resistance increases, the machining resistance increases, and the machining efficiency and tool life tend to decrease.
- biodegradability tends to decrease when it is used for cutting and processing with a very small amount of oil supply system.
- the (B) hydrocarbon base oil of the present invention used in combination with the ester oil will be described in detail.
- the hydrocarbon base oil of the invention of this embodiment is the above-described hydrocarbon oil, the density at 15 ° C. is 0.7 to 0.8 gZ cm 3 , and the n-paraffin content is 10 to 90. Mass%, aromatic content 0-3 volume%, naphthene content 0-20 volume%. More specifically, (B) The properties of the hydrocarbon oil are as described above, but more specific preferred embodiments include the following B embodiments.
- the base oil has an initial boiling point of 20.00 or less as (B 1) and a flash point of 5 0 or more.
- the properties of the base oil (B 1) are as follows.
- the density (15 ° C) is not particularly limited, but preferably 0.70 to 0.80 g / cm, more preferably 0.7 2 to 0.79 gZcm 3 , and still more preferably 0.7. 4 to 0.7 6 gZcm 3
- the kinematic viscosity at 0 ° C (mm 2 / s) is not particularly limited, but is preferably from 0.5 to 3.0 mm 2 / s, more preferably from 1.0 to 2.5 mm 2 Zs, and even more preferably Is between 1.2 and 2.0 mm 2 / s. By setting it within this range, a lubricating oil with high viscosity can be used.
- the flash point (TC) (° C) is 50 ° C or higher, preferably 50 ° to: L 0 0 ° C, more preferably 55 ° to 80 ° C, and even more preferably 55 ° to 65 °. ° C.
- Distillation properties (° C) were determined by Engler distillation (JI S K2 2 54) and are as follows.
- the initial boiling point (° C) is 200 ° C. or lower, but is preferably 150 ° C. or higher, 2 ° 0 ° C. or lower, more preferably 160 to 180 ° C., more preferably 1 6 5 to 1 75.
- the 10% distilling point (° C) is not particularly limited, but is preferably 160 ° C or higher and 2100 ° C or lower, more preferably 170 ° C to 200 ° C, more preferably 1 It is 8 0 to 1 90 ° C.
- the 50% distilling point (° C) is not particularly limited, but is preferably 1700 ° C or higher and 2300 ° C or lower, more preferably 180 ° -220 ° C, more preferably
- the 90% distilling point (° C) is not particularly limited, but is preferably 1900 or more and 2500 ° C or less, more preferably 2200 to 2400, and even more preferably 210. ⁇ 2 3 0.
- the end point (° C) is 190 to 400 ° C, preferably 210 or more and 270 ° C or less, more preferably 220 to 260, and further preferably 230 to 250 ° C.
- T 90 to T 1Q is not particularly limited, but is preferably 15 ° C. or higher and 70 ° C. or lower, more preferably 20 to 60 ° C., and further preferably 30 to 50 ° C.
- EP-I BP (° C) is not particularly limited, but is preferably 35 or more and 110 ° C or less, more preferably 40 to 100 ° C, and further preferably 50 to 90 ° C.
- the aniline point (° C) is not particularly limited, but is preferably 65 ° C or higher, more preferably 70 to 90, and further preferably 75 to 85 ° C. Within this range, machining performance is improved.
- the Severn index (J I SK2280) is 55 or more, preferably 60 to 110, more preferably 65 to 90, and still more preferably 70 to 80. Within this range, machining performance is improved.
- the composition is as follows.
- the n-paraffin content (% by mass) is 10 to 90% by mass, preferably 20 to 80% by mass, and more preferably 30 to 70% by mass. If it is less than this range, the processability is inferior, and if it is more, (A) the compatibility with the ester oil is inferior, so that neither is preferable.
- the base oil (B) of the invention of the present embodiment is more preferably (B 2): a base oil having an initial boiling point of 200 ° C. or higher, a flash point of 70 or higher, and a cetane index of 60 or higher.
- the properties of the diluted oil (B 2) are as follows.
- the density (15 ° C) is not particularly limited, but is preferably 0.70 to 0.80 g / cm 3 , more preferably 0.72 to 0.79 gZcm 3 , and still more preferably 0.74 to 0. 785 gZcm 3 , particularly preferably from 0.76 to 785 g / cm 3 . By setting it within this range, a high flash point can be obtained.
- the kinematic viscosity at 40 ° C (mm 2 s) is not particularly limited, but is preferably 2.0 to 9.0 mm 2 / s, more preferably 2.5 to 5.5 mm 2 / s, and even more preferably 3 0 ⁇ 5.0mm 2 Zs. By setting it within this range, a high flash point can be obtained.
- the flash point (TC) CC) is 50 ° C or higher, preferably 70 to 200 ° C, more preferably 80 to 150 ° C, still more preferably 100 to 140, particularly preferably 120 to 140 ° C. By making it within this range, safety can be improved.
- Distillation properties (° C) are from Engler distillation (JI S K2 2 54) and are as follows.
- the initial boiling point (° C) is 200 ° C or higher, preferably 2 10 to 270 ° C, more preferably 2 20 to 260.
- the 10% distillation point (° C) is not particularly limited, but preferably 2 10 ° C or more,
- 2 90 ° C. or less more preferably 2 20 to 2 85 ° C., further preferably 2 30 to 2800 ° C., particularly preferably 240 to 2755 ° C.
- the 50% distillation point (° C) is not particularly limited, but preferably 2-30 ° C or more,
- the 90% distillation point (° C) is not particularly limited, but is preferably 250 ° C or higher, 3 90 ° C or lower, more preferably 260 to 370 ° C, more preferably 270 to 340 °. C, particularly preferably from 280 to 330.
- the end point (° C.) is from 1 90 to 400 ° C., preferably from 2 70 ° C. to 400 ° C., more preferably from 280 to 380, and even more preferably from 2 90 to 3 50. _
- T 90 -T 10 C is not particularly limited, but is preferably 15 or more and 70 or less, more preferably 20 to 60, and further preferably 30 to 50 ° C.
- EP—I BP C is not particularly limited, but preferably 35 or more, 1 1 0 ° C or lower, more preferably 40 to 100 ° C, and further preferably 50 to 90 ° C.
- the aniline point (° C) is not particularly limited, but is preferably 65 ° C or more, more preferably 75 to: L 10T: and still more preferably 85 to 105.
- the cetane index (J I SK2280) is 55 or more, preferably 60 to 110, more preferably 65 to 100, and still more preferably 70 to 95.
- the composition is as follows.
- the n-paraffin content (% by mass) is 10 to 90% by mass, preferably 20 to 80% by mass, and more preferably 30 to 70% by mass. If it is less than this range, the processability is inferior, and if it is more, (A) the compatibility with the ester oil is inferior, so that neither is preferable.
- the content of (B) hydrocarbon oil in the metalworking oil composition of the invention of this embodiment is preferably 70% by mass or less, more preferably 60% by mass or less, and still more preferably 50% by mass or less, based on the total amount of the composition. It is. When the content exceeds 70% by mass, the oil mist characteristics deteriorate, and when used in the cutting and grinding process of the ultra-trace oil supply method, the machining efficiency and the tool life tend to decrease.
- the content of (B) hydrocarbon oil is preferably 1% by mass or more, more preferably 5% by mass or more, further preferably 10% by mass or more, and particularly preferably 20% by mass or more, based on the total amount of the composition. Ah. If the content is less than 1% by mass, the increase in welding or machining resistance in nonferrous metal machining cannot be suppressed, and machining efficiency and tool life tend to be reduced.
- the metalworking oil composition of the invention of this embodiment is composed of (A) an ester oil and (B) a hydrocarbon oil, but may further contain other base oils.
- the other base oils include polyethylene glycol, polypropylene glycol, polyoxyethylene polyoxypropylene glycol and the like.
- Polyglycols monoalkyl diphenyl ether, dialkyl diphenyl ether, monoalkyl triphenyl ether, dialkyl triphenyl ether, tetraphenyl ether, monoalkyl tetraphenyl ether, dialkyl tetraphenyl ether, pen Examples include phenyl ethers such as phenyl ether; silicone oils; fluoro ethers such as perfluoroether. One of these may be used alone, or two or more of these may be used in combination.
- the content of other base oils is preferably 65% by mass or less, more preferably 50% by mass or less, further preferably 30% by mass or less, and more preferably 20% by mass based on the total amount of the composition. % Or less, particularly preferably 10% by mass or less.
- the metal working oil composition of the invention of this aspect preferably contains (C) an oily agent from the viewpoint of further improving the working efficiency and tool life.
- oily agent examples include (C1-1) alcohol oily agent, (C1-2) carboxylic acid oily agent, (C-13) sulfide of unsaturated carboxylic acid, (C-14) the following general formula (1 (C-5) Compound represented by the following general formula (2) of this embodiment: (C-6) Polyoxyalkylene compound, (C-7) Ester oil agent, (C-8) Hydride carbyl ethers of polyhydric alcohols, (C-9) ammine oil agents, and the like.
- R 1 represents a hydrocarbon group having 1 to 30 carbon atoms
- a represents an integer of 1 to 6
- b represents an integer of 0 to 5.
- the alcohol oil-based agent may be a monohydric alcohol or a polyhydric alcohol. From the standpoint of higher machining efficiency and tool life, monohydric alcohols having 1 to 40 carbon atoms are preferred, more preferred are alcohols having 1 to 25 carbon atoms, and most preferred are those having 8 to 18 carbon atoms. It is alcohol. Specifically, examples of alcohol constituting the (A) ester oil of the above base oil can be given. These alcohols may be linear or branched, and may be saturated or unsaturated, but are preferably saturated from the viewpoint of stickiness prevention.
- the (C-2) carboxylic acid oil may be a monobasic acid or a polybasic acid. From the viewpoint of higher machining efficiency and tool life, monovalent carboxylic acids having 1 to 40 carbon atoms are preferred, more preferred are carboxylic acids having 5 to 25 carbon atoms, and most preferred. Preferably, it is a carboxylic acid having 5 to 20 carbon atoms.
- examples of the carboxylic acid constituting the ester oil ester (A) as the base oil can be given.
- These carboxylic acids may be linear or branched and may be saturated or unsaturated, but are preferably saturated carboxylic acids from the viewpoint of stickiness prevention.
- Examples of (C 13) sulfides of unsaturated carboxylic acids include the sulfides of unsaturated ones of the above-described (B) strength rubonic acids. Specific examples include sulfides of oleic acid.
- examples of the hydrocarbon group having 1 to 30 carbon atoms represented by R 1 include, for example, those having 1 to 30 carbon atoms.
- a straight-chain or branched alkyl group having 1 to 30 carbon atoms is preferable, a straight-chain or branched alkyl group having 1 to 20 carbon atoms is more preferable, and a carbon number of 1 is more preferable.
- Examples of the linear or branched alkyl group having 1 to 4 carbon atoms include a methyl group, an ethyl group, a linear or branched propyl group, and a linear or branched butyl group.
- the substitution position of the hydroxyl group is arbitrary, but when it has two or more hydroxyl groups, it is preferably substituted by an adjacent carbon atom.
- a is preferably an integer of 1 to 3, more preferably 2.
- b is preferably an integer of 0 to 3, more preferably 1 or 2.
- Examples of the compound represented by the general formula (1) of this embodiment include p-tert-butyl catechol. (C-5)
- examples of the hydrocarbon group having 1 to 30 carbon atoms represented by R 2 include those in the general formula (1) of the present embodiment.
- the same examples as those of the hydrocarbon group having 1 to 30 carbon atoms represented by R 1 can be given, and preferred examples are also the same.
- the substitution position of the hydroxyl group is arbitrary, but when it has two or more hydroxyl groups, it is preferably substituted with an adjacent carbon atom.
- c is preferably an integer of 1 to 3, more preferably 2.
- d is preferably an integer of 0 to 3, more preferably 1 or 2.
- Examples of the compound represented by the general formula (2) include 2,2-dihydroxysinaphthalene and 2,3-dihydroxynaphthalene.
- Examples of the polyoxyalkylene compound include compounds represented by the following general formula (3) or (4) of this embodiment.
- R 3 and R 5 each independently represent a hydrogen atom or a hydrocarbon group having 1 to 30 carbon atoms
- R 4 represents an alkylene group having 2 to 4 carbon atoms
- e is a number average. Represents an integer with a molecular weight of 100-3500.
- A represents a residue obtained by removing part or all of the hydrogen atoms of a hydroxyl group of a polyhydric alcohol having 3 to 10 hydroxyl groups
- R 6 is an alkylene group having 2 to 4 carbon atoms
- R 7 represents a hydrogen atom or a hydrocarbon group having 1 to 30 carbon atoms
- f represents an integer having a number average molecular weight of 100 to 3500
- g represents hydrogen removed from the hydroxyl group of A. Represents the same number of atoms.
- at least one of R 5 is preferably a hydrogen atom.
- Examples of the hydrocarbon group having 1 to 30 carbon atoms represented by R 3 and R 5 include those of the hydrocarbon group having 1 to 30 carbon atoms represented by R 1 in the general formula (1) of the present embodiment. The same examples can be cited, and the preferred examples are also the same. It is the same.
- Specific examples of the alkylene group having 2 to 4 carbon atoms represented by R 4 include an ethylene group, a propylene group (methylethylene group), and a butylene group (ethylethylene group).
- e is preferably an integer such that the number average molecular weight is from 300 to 200, and more preferably is an integer such that the number average molecular weight is from 500 to 1500.
- the polyhydric alcohol having 3 to 10 hydroxyl groups constituting A includes glycerin, polyglycerin, trimethyl oral alkane, and dimer to tetramer thereof. , Pentaerythritol, dipen evening Erisri! R, sorb 1 ⁇ 1 or sorbitan is preferred.
- Examples of the alkylene group having 2 to 4 carbon atoms represented by R 6 are the same as the examples of the alkylene group having 2 to 4 carbon atoms represented by R 4 in the general formula (3) of the present embodiment. I can list them.
- Examples of the hydrocarbon group having 1 to 30 carbon atoms represented by R 7 include those of the hydrocarbon group having 1 to 30 carbon atoms represented by R 1 in the general formula (1) of this embodiment. The same thing as an example can be mentioned, The example of a preferable thing is also the same.
- At least one of g R 7 is preferably a hydrogen atom, and more preferably all hydrogen atoms. Is preferably an integer such that the number average molecular weight is from 300 to 200, and more preferably is an integer such that the number average molecular weight is from 500 to 150.
- the alcohol constituting it may be a monohydric alcohol or a polyhydric alcohol, and the carboxylic acid may be a monobasic acid or a polybasic acid.
- Examples of the monohydric alcohol and polyhydric alcohol constituting the ester oily agent may be a monohydric alcohol or a polyhydric alcohol, and the acid constituting the ester oily agent may be a monobasic acid or a polybasic acid. Good.
- the monohydric alcohol usually has 1 to 24 carbon atoms, preferably 1 to 12 carbon atoms. More preferably, those having 1 to 8 are used, and specific examples include (A) monohydric alcohols constituting the ester oil of the above base oil. Such alcohol may be linear or branched, and may be saturated or unsaturated.
- the polyhydric alcohol those having 2 to 10 valences, preferably 2 to 6 valences are usually used.
- Specific examples of the polyhydric alcohol of 2 to 10 include polyhydric alcohols constituting the (A) ester oil of the above base oil. Among these, neopentyl glycol, trimethylol ethane, trimethylol propane, pen erythritol, and a mixture thereof are most preferable because higher heat and oxidation stability can be obtained.
- the alcohol constituting the ester oil-based agent may be a monohydric alcohol or a polyhydric alcohol. However, it prevents welding and an increase in machining resistance, and has excellent machining efficiency and tool life.
- Polyhydric alcohols are preferred because they can be achieved, and those having a low pour point are more easily obtained, and handling in winter and cold regions is improved.
- polyhydric alcohol ester is used, the accuracy of the finished surface of the workpiece and the effect of preventing wear on the tool edge are further increased in cutting and grinding.
- the acids constituting the ester oily agent as the monobasic acid, a fatty acid having 2 to 24 carbon atoms is usually used, and the fatty acid may be linear or branched, and saturated. However, it may be unsaturated.
- examples of the monobasic acid constituting the (A) ester oil of the above base oil can be given.
- saturated fatty acids having 3 to 20 carbon atoms and 3 to 2 carbon atoms from the viewpoint of achieving excellent machining efficiency and tool life by preventing welding and an increase in machining resistance, and handling.
- 2 unsaturated fatty acids and mixtures thereof are preferred, saturated fatty acids having 4 to 18 carbon atoms, unsaturated fatty acids having 4 to 18 carbon atoms and mixtures thereof are more preferred, unsaturated having 4 to 18 carbon atoms.
- Fatty acids are more preferred, and saturated fatty acids having 4 to 18 carbon atoms are more preferred from the standpoint of stickiness prevention.
- the polybasic acid include dibasic acids having 2 to 16 carbon atoms and trimellitic acid.
- the dibasic acid having 2 to 16 carbon atoms may be linear or branched, and may be saturated or unsaturated.
- examples of the polybasic acid constituting the (A) ester oil of the above base oil can be given.
- the combination of the alcohol and the acid in the ester oily agent is arbitrary and is not particularly limited.
- examples of the ester oily agent that can be used in the present invention include the alcohol and acid that form the ester (A) of the above base oil. Can be mentioned.
- polyhydric alcohol is used as the alcohol component, it may be a complete ester in which all the hydroxyl groups in the polyhydric alcohol are esterified, or a part of the hydroxyl groups may be left as hydroxyl groups without being esterified.
- a polybasic acid is used as the carboxylic acid component, it may be a complete ester in which all the carboxyl groups in the polybasic acid are esterified, or a part of the carboxyl group may be esterified. It may be a partial ester that remains without being subjected to a carboxy group.
- the total number of carbon atoms in the ester oil-based agent is not particularly limited, but an ester having a total carbon number of 7 or more is preferable because it can prevent welding and increase in processing resistance and achieve excellent processing efficiency and tool life. 9 or more esters are more preferred, and 11 or more esters are most preferred.
- esters having a total carbon number of 60 or less are preferable, esters having 45 or less are more preferable, and esters having 26 or less are preferable.
- the ester of 2 or less is more preferred, the ester of 24 or less is more preferred, and the ester of 22 or less is most preferred.
- the polyhydric alcohol constituting the hydrocarbyl ether of polyhydric alcohol is usually 2 to 10 valence, preferably 2 to 6 valence.
- the Specific examples of the polyhydric alcohol of 2 to 10 include polyhydric alcohols constituting the ester oil (A) of the base oil. Among these, glycerin is most preferable because it can prevent welding and increase in processing resistance and achieve excellent processing efficiency and tool life.
- hydrocarbyl ether of the polyhydric alcohol a part of or all of the hydroxyl groups of the polyhydric alcohol obtained by hydrocarbyl ether can be used. It is possible to achieve excellent machining efficiency and tool life by preventing welding and increase in machining resistance. From the point that it can achieve excellent machining efficiency and tool life by preventing welding and increase in machining resistance. A product obtained by subjecting a part of the hydroxyl group of a monohydric alcohol to a hydrocarbyl ether (partially etherified product) is preferred.
- the octahydrocarbyl group is an alkyl group having 1 to 24 carbon atoms, an alkenyl group having 2 to 24 carbon atoms, a cycloalkyl group having 5 to 7 carbon atoms, or an alkylcyclocarbon having 6 to 11 carbon atoms. It represents a hydrocarbon group having 1 to 24 carbon atoms such as an alkyl group, an aryl group having 6 to 10 carbon atoms, an alkylaryl group having 7 to 18 carbon atoms, an arylalkyl group having 7 to 18 carbon atoms, and the like. .
- linear or branched alkyl groups having 2 to 18 carbon atoms, or 2 to 1 carbon atoms from the standpoint that excellent machining efficiency and tool life can be achieved by preventing welding and increase in machining resistance.
- a straight-chain or branched alkenyl group having 8 is preferred, and a straight-chain or branched alkyl group having 3 to 12 carbon atoms and an oleyl group (residue obtained by removing a hydroxyl group from oleyl alcohol) are more preferred.
- monoamine is preferably used as the (C-9) amine oil-based agent.
- the carbon number of the monoamine is preferably 6 to 24, more preferably 12 to 24.
- the carbon number here means the total number of carbon atoms contained in ⁇ noamine.
- any of a primary monoamine, a secondary monoamine, and a tertiary monoamine can be used, but it has excellent processing efficiency by preventing welding and an increase in processing resistance. Primary monoamines are preferred because they can achieve tool life.
- any of an alkyl group, an alkenyl group, a cycloalkyl group, an alkylcycloalkyl group, an aryl group, an alkylaryl group, an arylalkyl group, etc. can be used.
- An alkyl group or an alkenyl group is preferable from the standpoint of preventing welding and increase in processing resistance and achieving excellent processing efficiency and tool life.
- the alkyl group and alkenyl group may be either linear or branched, but can improve welding efficiency and tool life by preventing welding and increase in machining resistance. Therefore, a straight chain is preferable.
- primary monoamines having 12 to 24 carbon atoms are preferred because they can achieve excellent machining efficiency and tool life by preventing welding and increase in machining resistance, and carbon numbers 14 to 2 A primary monoamine having 0 is more preferable, and a primary monoamine having 16 to 18 carbon atoms is more preferable.
- only one kind selected from the above oil-based agents (C 1 1) to (C 1 9) may be used, or a mixture of two or more kinds may be used.
- (C1-2) Carboxylic acid oil agent and (C-9) Amine oil agent are selected from the point that excellent machining efficiency and tool life can be achieved by preventing welding and increase of machining resistance.
- One or a mixture of two or more thereof is preferred.
- the content of the oily agent is not particularly limited, but is preferably 0 on the basis of the total amount of the composition because it can prevent welding and increase in processing resistance and achieve excellent processing efficiency and tool life. 0.1% by mass or more, more preferably 0.05% by mass or more, and further preferably 0.1% by mass or more. From the viewpoint of stability, the content of the oily agent is preferably 15% by mass or less, more preferably 10%, based on the total amount of the composition.
- the metal working oil composition of the invention of this aspect can achieve excellent machining efficiency and tool life by preventing welding and increase in machining resistance. Therefore, it is preferable to further contain (D) an extreme pressure agent.
- the metal working oil composition of the present invention can be used as a lubricating oil other than the machined part of the machine tool.
- it contains (C) an oily agent. Is desirable.
- Examples of (D) extreme pressure agents include (D-1) sulfur compounds and (D-2) phosphorus compounds described later.
- the sulfur compound is not particularly limited as long as it does not impair the properties of the metalworking oil composition, but dihydrocarbyl polysulfide, sulfide ester, sulfide mineral oil, zinc dithiophosphate, dithiocarbamate. Zinc compounds, molybdenum dithiophosphate compounds and molybdenum dithiocarbamates are preferably used.
- Dihydrocarbyl polysulfide is a sulfur compound generally called polysulfide or olefin sulfide, and specifically, the following general formula (5):
- R 8 and R 9 may be the same or different, and are each a linear or branched alkyl group having 3 to 20 carbon atoms, an aryl group having 6 to 20 carbon atoms, or a carbon number. Represents an alkylaryl group having 6 to 20 carbon atoms or an arylalkyl group having 6 to 20 carbon atoms, and h represents an integer of 2 to 6, preferably 2 to 5.
- a branched alkyl group having 3 to 18 is more preferable, and a branched alkyl group having 6 to 15 carbon atoms derived from ethylene or propylene is particularly preferable.
- Specific examples of sulfur esters include animal and vegetable oils such as beef tallow, pork tallow, fish tallow, rapeseed oil, and soybean oil; unsaturated fatty acids (oleic acid, linoleic acid, fatty acids extracted from the above-described animal and plant oils, and the like). And an unsaturated fatty acid ester obtained by reacting various alcohols with each other; and a mixture thereof obtained by sulfiding by an arbitrary method.
- Sulfided mineral oil is a mineral oil dissolved with elemental sulfur.
- the mineral oil used in the sulfide mineral oil according to the present invention is not particularly limited.
- a lubricating oil fraction obtained by subjecting crude oil to atmospheric distillation and vacuum distillation is used as a solvent.
- examples include paraffin-based mineral oils and naphthenic mineral oils that have been refined by appropriately combining refining treatments such as devolatilization, solvent extraction, hydrocracking, solvent dewaxing, catalytic dewaxing, hydrorefining, sulfuric acid washing, and clay treatment.
- the elemental sulfur any form such as lump, powder, molten liquid, etc. may be used. However, when elemental sulfur in the form of powder or liquid is used, it can be efficiently dissolved in the base oil. This is preferable.
- molten liquid elemental sulfur has the advantage that the melting operation can be performed in a very short time because the liquids are mixed together, but it must be handled at a temperature above the melting point of the elemental sulfur. It is not always easy to handle due to the need for special equipment such as, or because it is handled in a high temperature atmosphere.
- powdered simple sulfur is particularly preferable because it is inexpensive and easy to handle, and the time required for dissolution is sufficiently short.
- the sulfur content in the sulfide mineral oil according to the present invention is not particularly limited. Usually, the sulfur content is preferably 0.05 to 1.0% by mass, more preferably 0.1 to 0.1% by mass based on the total amount of sulfide mineral oil. 0.5% by mass.
- the zinc dithiophosphate compound, the zinc dithiocarbamate compound, the molybdenum dithiophosphate compound and the molybdenum dithiocarbamate compound are each represented by the following general formulas (6) to (9):
- R 10 , R 11 , R 12 , R 13 , R 14 , R 15 , R 16 , R 17 , R 18 , R 19 , R 20 , R 21 , R 22 , R 23 , R 24 and R 25 may be the same or different and each represents a hydrocarbon group having 1 or more carbon atoms, and X 1 and X 2 each represent an oxygen atom or a sulfur atom]
- the compound represented by these is meant.
- the (D-'2) phosphorus compound include phosphoric acid esters, acidic phosphoric acid esters, amine salts of acidic phosphoric acid esters, chlorinated phosphoric acid esters, phosphorous acid esters and phosphors.
- Examples thereof include metal salts of phosphorus compounds represented by the following general formula (10) or (11) of the present embodiment.
- these phosphorus compounds include esters of phosphoric acid, phosphorous acid, or thiophosphoric acid with Al-Kinol, and polyether-type alcohols, or derivatives thereof.
- X 3 , X 4 and X 5 may be the same or different; Each represents an oxygen atom or a sulfur atom, at least two of X 3 , X 4 or X 5 are oxygen atoms, and R 26 , R 27 , and R 28 may be the same or different; Represents a hydrogen atom or a hydrocarbon group having 1 to 30 carbon atoms]
- X 6 , X 7 , X 8 and X 9 may be the same or different and each represents an oxygen atom or a sulfur atom, and at least X 6 , X 7 , X 8 or X 9 Three are oxygen atoms, and R 29 , R 3Q and R 31 may be the same or different and each represents a hydrogen atom or a hydrocarbon group having 1 to 30 carbon atoms.
- Examples of the phosphate ester include tributyl phosphate, tripentyl phosphate, trihexyl phosphate, triheptyl phosphate, trioctyl phosphate, trinonyl phosphate, tridecyl phosphate, triunedecyl phosphate, tridodecyl phosphate, tritridecyl phosphate , Tritetradecyl phosphate, tripendecyl phosphate, trihexadecyl phosphate, triheptadecyl phosphate, trioctadecyl phosphate, trioleyl phosphate, triphenyl phosphate, tricresyl phosphate, trixylenyl phosphate Residyl diphenyl phosphate, xylenyl diphenyl phosphate, and the like.
- the hydrocarbon group having 1 to 30 carbon atoms represented by R 26 to R 31 has 1 carbon atom. It is preferably an alkyl group having ⁇ 30 or an aryl group having 6 to 24 carbon atoms. More preferably, it is an alkyl group having 3 to 18 carbon atoms, and more preferably an alkyl group having 4 to 12 carbon atoms.
- R 26 , R 27 and R 28 may be the same or different and each represents a hydrogen atom or the above hydrocarbon group, and 1 to 3 of R 26 , R 27 and R 28 are the above hydrocarbons. It is preferably a group, more preferably 1 to 2 are the hydrocarbon groups, and further preferably 2 are the hydrocarbon groups.
- R 29 , R 3Q and R 31 may be the same or different and each represents a hydrogen atom or the above hydrocarbon group, and 1 to 3 of R 29 , R 3Q and R 31 are the above hydrocarbons. It is preferably a group, more preferably 1 to 2 are the hydrocarbon groups, and even more preferably 2 are the hydrocarbon groups.
- X 3 to X 5 is required to be an oxygen atom, all of X 3 to X 5 is an oxygen atom Preferably there is.
- at least three of x 6 to x 9 must be oxygen atoms, but all of ⁇ ⁇ to ⁇ 9 An oxygen atom is preferred.
- Examples of the phosphorus compound represented by the general formula (10) of the present embodiment include phosphorous acid and monothiophosphorous acid; phosphorous acid monoester having one hydrocarbon group having 1 to 30 carbon atoms, monothio Phosphorous acid monoester; phosphorous acid diester having two hydrocarbon groups having 1 to 30 carbon atoms, monothiophosphorous acid diester; triphosphite having three hydrocarbon groups having 1 to 30 carbon atoms Esters, monothiophosphorous triesters; and mixtures thereof.
- phosphorous acid monoester and phosphorous acid diester are preferable, and phosphorous acid diester is more preferable.
- Examples of the phosphorus compound represented by the general formula (11) of this embodiment include phosphoric acid and monothiophosphoric acid; phosphoric monoester having one hydrocarbon group having 1 to 30 carbon atoms, monothiolin Acid monoesters; phosphoric acid diesters having two hydrocarbon groups having 1 to 30 carbon atoms; monothiophosphoric acid diesters; phosphoric acid triesters having three hydrocarbon groups having 1 to 30 carbon atoms; monothioline Acid triesters; and mixtures thereof.
- phosphoric acid monoesters and phosphoric acid diesters are preferable, and phosphoric acid diesters are more preferable.
- Examples of the metal salt of the phosphorus compound represented by the general formula (10) or (11) of this embodiment include a salt obtained by neutralizing part or all of the acidic hydrogen of the phosphorus compound with a metal base.
- metal bases include metal oxides, metal hydroxides, metal carbonates, metal chlorides, and the like.
- alkaline metals such as lithium metal, calcium, magnesium, barium, and heavy metals such as zinc, copper, iron, lead, nickel, silver, and manganese. Among these, alkaline earth metals such as calcium and magnesium and zinc are preferable.
- the structure of the metal salt of the above phosphorus compound differs depending on the valence of the metal and the number of OH groups or SH groups of the phosphorus compound, and therefore the structure is not limited at all.
- zinc oxide 1 mo 1 and phosphorus Acid diester one H group
- the compound of the structure represented by the following formula (1 2) of this embodiment is obtained as a main component.
- phosphoric acid monoester two OH groups
- lm ol a compound having a structure represented by the following formula (1 3) of this embodiment is obtained as a main component. It is thought that there are polymerized molecules.
- the metalworking oil composition of the present invention is applicable to uses other than metalworking.
- the metalworking oil composition of the present invention is used as an oil for sliding surfaces of machine tools. When used, it preferably contains an acidic phosphate ester or an amine salt of acidic phosphate ester.
- metalworking oil composition of the present invention when used as a hydraulic fluid, a phosphate ester is preferable. In addition, when used as both a sliding surface oil and a hydraulic fluid, It is preferable to use a combination of at least one selected from tellurium and an ammine salt of an acidic phosphate and a phosphate.
- the metalworking oil composition of the invention of this embodiment may contain only one of (D-1) sulfur compound or (D-2) phosphorus compound, or may contain both. .
- (D-1) phosphorus compounds or (D-1) sulfur compounds and (D-2) phosphorus It is preferable to contain both of the compound, and it is more preferable to contain both the (D — 1) sulfur compound and the (D — 2) phosphorus compound.
- the content of the extreme pressure agent is arbitrary, it is possible to achieve an excellent machining efficiency and tool life by preventing welding and an increase in machining resistance. It is preferably at least mass%, more preferably at least 0.1 mass%, and even more preferably at least 0.05 mass%. From the viewpoint of preventing abnormal wear, the content of the extreme pressure agent is preferably 15% by mass or less, more preferably 10% by mass or less, and 7% by mass based on the total amount of the composition. Even more preferably: In the invention of this embodiment, only one of the above-mentioned (C) oil-based agent or (D) extreme pressure agent may be used.
- the metalworking oil composition of the invention of the present embodiment contains (E) an organic acid salt from the viewpoint that welding and an increase in processing resistance can be prevented and excellent processing efficiency and tool life can be achieved.
- E an organic acid salt from the viewpoint that welding and an increase in processing resistance can be prevented and excellent processing efficiency and tool life can be achieved.
- the organic acid salt sulfonate, phenate, salicylate, and a mixture thereof are preferably used.
- the positive components of these organic acid salts include alkaline gold such as sodium and potassium.
- alkaline earth metals such as magnesium, calcium, barium; ammonia, alkylamines having 1 to 3 carbon atoms (monomethylamine, dimethylamine, trimethylamine, monoethylamine, jetylamine, triethylamine, monopropylamine) , Dipropylamine, tripropylamine, etc.)
- Alminolamines having 1 to 3 carbon atoms such as monomethanolamine, dimethanolamine, trimethanolamine, monoethanolamine, diethanolamine Amine, tripropanolamine, monopropanolamine, dipropanolamine, tripropanolamine, etc.), zinc and the like.
- alkali metals or alkaline earth metals are preferable, Beam is particularly preferred.
- the positive component of the organic acid salt is an alkali metal or alkaline earth metal, higher lubricity tends to be obtained.
- the content of the (E) organic acid salt is preferably 0.1 to 30% by mass, more preferably 0.5 to 25% by mass, more preferably, based on the total amount of the composition. Is 1 to 20% by mass.
- the content of the organic acid salt is less than the lower limit, the effect of improving machining efficiency and tool life due to prevention of welding and increase in machining resistance due to the addition tends to be insufficient.
- the stability of the metalworking oil composition tends to decrease and precipitates tend to occur.
- an organic acid salt may be used alone, or an organic acid salt and other additives may be used in combination. From the standpoint of preventing welding and increase in machining resistance and achieving excellent machining efficiency and tool life, it is preferable to use an organic acid salt in combination with the above extreme pressure agent. Sulfur compounds, phosphorus compounds and organic It is particularly preferable to use a combination of three acid salts.
- the metalworking oil composition of the present invention preferably further contains (F) an antioxidant. By adding an antioxidant, it is possible to prevent stickiness due to alteration of the components, and to improve thermal and oxidation stability. wear
- antioxidants examples include phenolic antioxidants, amine-based antioxidants, zinc dithiophosphate-based antioxidants, and those used as food additives.
- phenolic antioxidant any phenolic compound used as an antioxidant for lubricating oil can be used, and is not particularly limited, but an alkylphenolic compound is preferable.
- amine-based antioxidants include 4-butyl-4 '1-year-old octyldiphenylamine, phenyl- ⁇ -naphthylamine, octylphenyl- ⁇ -naphthylamine, dodecylphenyl-naphthylamine, and mixtures thereof. .
- Antioxidants used as food additives can also be used.
- 2,6-di-tert-butyl- ⁇ -cresol DBPC 4, 4, 1 methylenebis (2, 6-di-tert) —Butylphenol), 4, 4, One bis (2, 6-Gee tert-Butylphenol), 4, 4, Tiobis (6— tert-Butyl —o-Crezoyl), Ascorbic acid (Vitamin C), Wascorbine Acid Fatty Acid Esters, Tocopherol (Vitamin E), 3, 5-Di-tert-butyl-4-hydroxyhydroxyl, 2-tert-Petitul 4-hydroxyanisol, 3-tert-butyl-4 -Hydroxyanisole, 1,2-dihydric mouth — 6—Ethoxy— 2, 2, 4 monomethyl trimethylquinoline (Exykin), 2-(1, 1-dimethyl) — 1,4 monobenzenediol ( TBHQ), 2, 4, 5—Trihydroxy Petit Mouth Phenone Among these antioxidants, phenol antioxidant
- the content of the antioxidant is not particularly limited, but in order to maintain good thermal and oxidation stability, the content is preferably at least 0.01% by mass based on the total amount of the composition. More preferably, it is 0.05% by mass or more, and most preferably 0.1% by mass or more. On the other hand, since the effect cannot be expected even if more are added, the content is preferably 10% by mass or less, more preferably 5% by mass or less, and most preferably 3% by mass or less. .
- the metalworking oil composition of the present invention can contain conventionally known additives other than those described above.
- additives include extreme pressure agents other than the phosphorus compounds and sulfur compounds described above (including chlorine-based extreme pressure agents); wetting agents such as diethylene glycol monoalkyl ether; acrylic polymers, paraffin wax, microwax, slack Film forming agents such as wax and polyolefin wax; water displacement agents such as fatty acid amine salts; solid lubricants such as graphite, fluorinated graphite, molybdenum disulfide, boron nitride, polyethylene powder; amine, alkanolamine, amide, carvone Corrosion inhibitors such as acids, carboxylates, sulfonates, phosphates, phosphates, partial esters of polyhydric alcohols; metal deactivators such as benzotriazole and thiadiazole; methylsilicones, fluorosilicones, poly Antifoaming agent such as acrylate; I Mi de, Benjiruamin, ashless dispersants such as
- the metalworking oil composition of the invention of this embodiment may contain a chlorine-based additive such as a chlorine-based extreme pressure agent as described above, it is possible to improve safety and reduce the burden on the environment. From this, it is preferable not to contain a chlorinated additive.
- the chlorine concentration is preferably 100 ppm by mass or less, more preferably 500 ppm by mass or less, and still more preferably 200 ppm by mass or less, based on the total amount of the composition. Especially preferred is 100 mass ppm or less.
- the kinematic viscosity of the metal working oil composition of the invention of this embodiment is not particularly limited, but the kinematic viscosity at 40 ° C.
- the water content of the metalworking oil composition of the present invention is preferably 20000 ppm or less, more preferably 1 OOOO p pm or less, and even more preferably 5000 p pm from the viewpoint of storage stability and rust prevention. It is as follows.
- the water content is preferably 200 p pm or more, more preferably 3 OO p pm or more, and more preferably from the viewpoint that excellent machining efficiency and tool life can be achieved by preventing welding and increase in machining resistance. Preferably it is 400 ppm or more, more preferably 500 ppm or more.
- the water content in the invention of the present embodiment means the water content measured by the Karl Fischer-type coulometric titration method according to JISK 2275.
- the water to be added may be either hard water or soft water, such as tap water, industrial water, ion exchange. Water, distilled water, alkaline ionized water, etc. can be used arbitrarily.
- the metalworking oil composition of the present invention having the above-described configuration is excellent in processing performance such as processing efficiency and tool life, and handling properties, and is therefore suitably used in a wide range of applications in the metalworking field. I can do it.
- the metal processing here is not limited to cutting / grinding, but broadly means general metal processing.
- the metalworking oil composition of the invention of the present embodiment can be applied to metalworking by a normal oiling method, but since it exhibits a more remarkable effect, it is possible to process a trace amount oil supply method (MQ L). It is preferably used as an oiling agent.
- Specific examples of metal processing include cutting, grinding, rolling, forging, pressing, drawing, rolling, and the like.
- the metalworking oil composition of the present invention is very useful for applications such as cutting, grinding, and rolling.
- the material of the workpiece to which the metal working oil composition of the present invention is applied is not particularly limited, but the metal working oil composition of the present invention is suitable as a non-ferrous metal working oil. In particular, it is very excellent as a processing oil for aluminum or aluminum alloy.
- the metal working oil composition of the present invention can be used as a lubricant other than the machined part of a machine tool, such as a sliding surface oil, a bearing part oil, and a hydraulic equipment oil. This is very useful in that it can save space and energy in machines.
- the sliding surface oil referred to in the aspect of the present invention is used for the internal mechanism of the sliding motion of the two flat surfaces that come into contact among the constituent members of the machine tool used for cutting and grinding.
- Lubricant For example, in a machine tool in which a workpiece is placed on a table that can be moved on a bed, and the workpiece is transferred to a cutting / grinding tool by moving the table, the table and the bed The sliding surface in between is lubricated by the sliding surface oil. In addition, in a machine tool in which a cutting / grinding tool is fixed on a bed movable on the bed and the tool is moved toward the workpiece by moving the table, the space between the bed and the bed is The sliding surface is lubricated by the sliding surface oil.
- Such sliding surface oils are required to have friction characteristics such as a low anti-sticking property if the friction coefficient on the sliding surface is small.
- a stick-slip occurs on a sliding surface such as a machining table of a machine tool
- the frictional vibration is transferred to the workpiece as it is, resulting in a decrease in machining accuracy or a decrease in tool life due to the vibration.
- the metal composition of the present invention can sufficiently prevent these phenomena when used as a sliding surface oil, it is preferable to further contain a phosphorus compound from the viewpoint of friction characteristics. .
- Lubricant bearing lubrication refers to a lubrication system that supplies lubricating oil to the bearing as it is in a liquid state so that the part slides smoothly. Cooling of the bearing with lubricating oil can also be expected.
- a lubricant for bearing lubrication is required to be resistant to thermal degradation because it is used in a higher temperature part, that is, to have excellent heat resistance. Can also be used for lubrication of such oil bearings.
- Mist bearing lubrication refers to a lubrication method in which lubricating oil is atomized by a mist generator, and the atomized oil is supplied to the bearing part with the expectation of air, etc., to smoothly slide the part. Since high temperature parts such as bearings can be expected to be cooled by air or the like, many machine tools in recent years have adopted this lubrication method. Such a lubricant for mist lubrication is required to be resistant to thermal degradation because it is used in a higher temperature part, that is, to have excellent heat resistance, but the oil composition of the present invention is It can also be used for lubricating mist bearings. Hydraulic equipment is used to operate and control the machine with hydraulic pressure.
- the hydraulic control part that controls the oil uses hydraulic fluids that are expected to provide lubrication, sealing and cooling effects.
- the hydraulic oil is required to have high lubricity, high oxidation stability, and thermal stability because the hydraulic oil is compressed to a high pressure with a pump to generate hydraulic pressure and move the equipment.
- This oil agent composition can also be used for such hydraulic fluids.
- the metalworking oil composition of the present invention is used as a hydraulic fluid and oil, it is preferable to further contain a phosphorus compound in order to further improve the lubricity.
- FIG. 1 is an explanatory view showing an example of a working machine that is suitably used in a cutting / grinding method with an extremely small amount of oil supply.
- the machine tool shown in FIG. 1 includes a table 2 that can move on the bed 1 in the direction of the arrow, and a tool 11 that is supported by the support means 10 and that can rotate in the direction of the arrow.
- the oil supply tank 12 contains the oil of the present invention, and when the workpiece 3 disposed on the table 2 is cut
- the oil agent of the present invention stored in the oil supply tank 12 is supplied from the oil supply part 14 for the sliding surface to the sliding surface 16 between the bed 1 and the table 2 and is also used for the bearing oil.
- the supply unit 15 supplies the bearing part between the support means 10 and the tool 11, and the sliding surface 16 and the bearing part 17 are lubricated.
- the cutting / grinding part, the sliding surface of the machine tool, or further the bearing is used by using the oil containing the same ester. By performing lubrication in the parts, it is possible to improve workability and work efficiency in ultra-fine oil supply type cutting / grinding. Further, in the cutting / grinding method according to the invention of this aspect, as shown in FIG.
- the same oil is used as the oil for cutting and grinding, the oil for sliding surface, or the oil for bearing. If used, it is not necessary to separately provide an oil tank or the like for supplying each oil, and it is possible to achieve space saving and energy saving of the machine tool.
- the oil agent of the invention of this embodiment housed in the oil tank 12 is supplied to the hydraulic equipment included in the machine tool, and the invention of this embodiment is An oil agent can also be used as a hydraulic fluid.
- base oils and additives shown in Table 2 shown below were used, respectively.
- Base oils a, b, c and d are shown below, and Table 1 shows base oils e, f and g.
- Table 4 shows the fatty acid composition and total unsaturation of base oil d. The present invention will be further described below with reference to examples and comparative examples.
- Application base oil e Gas oil fractions 1 and 2 were mixed at 56:44 (mass ratio) to obtain application base oil e.
- Application base oil f Kerosene fractions 1 and 2 were mixed at 63:37 (mass ratio) to obtain application base oil f.
- PAO Polyalpha-olefin
- Application base oil i Gas oil fractions 1 and 2 were mixed at a ratio of 51:49 (mass ratio) to obtain application base oil i.
- Application base oil j Kerosene fractions 1 and 2 were mixed at 49:51 (mass ratio) to obtain application base oil j.
- Triester of trimethylolpropane and oleic acid (kinematic viscosity at 40 ° C: 46mm 2 Zs)
- b Diester of neopentyldaricol and oleic acid (kinematic viscosity at 40 ° C: 24mm 2 / s)
- c Diester of isodecyl alcohol and adipic acid (kinematic viscosity at 40 ° C: 14mm 2 / s)
- High oleic rapeseed oil (kinematic viscosity at 40 ° C: 39 mm 2 / s)
- the additives used are as follows.
- a tapping test was conducted using a very small amount of oil supply system (MQL) or a normal oil supply system.
- MQL oil supply system
- a tapping test was carried out under the following conditions using each metalworking oil composition and comparative standard oil (DIDA: diisodecyl adipate) alternately, and the tapping energy was measured.
- Tapping conditions Ultra-trace oil supply system (MQL)
- Pilot hole diameter ⁇ 7.2 mm
- Metalworking oil composition compressed air 0.2 MPa, oil agent composition 25 m 1 / h Sprayed on
- Tapping energy efficiency (%) (D I DA using tapping energy) I (Tapping energy using oil composition)
- each metalworking oil composition and a comparative standard oil (DI DA: diisodecyl adipate) are used alternately, and a tapping test is performed under the conditions shown below. Was measured. Tapping condition (Normal lubrication method)
- Pilot hole diameter ⁇ 7.2 mm
- Metalworking oil composition and D I DA Without using compressed air, spray directly onto the processing area at 4.3 mL / min.
- tapping energy efficiency (%) was calculated according to the following formula using the measured tapping energy obtained for each of the MQL and normal oiling systems.
- Tapping energy efficiency (%) (Tapping energy when using DIDA) / (Tapping energy when using oil composition)
- the electric discharge machining oil composition of the present invention is the above-described hydrocarbon oil, that is, the density at 15 ° C. is 0.7 to 0.8 gZ cm 3 , and the n-paraffin content is 10 to 90 mass. %,
- a hydrocarbon base oil having an aromatic content of 0 to 3% by volume and a naphthene content of 0 to 20% by volume (hereinafter referred to as the hydrocarbon oil of the present invention in the third embodiment). More specifically, the properties of the hydrocarbon oil are as described above. More specific preferred embodiments include the following A embodiment.
- the initial boiling point (° C) is preferably 140-260 ° C, preferably 150-255 ° C, more preferably 160-250. C, most preferably 165-245 ° C. If the initial boiling point is low, the supply amount may increase.
- the 10% distillation point (° C) is preferably 150-270 ° C, preferably 160-265 ° C, more preferably 170-260 ° C, most preferably 180-255 ° C. It is.
- the 90% distillation point C) is preferably 180-320 ° C, preferably 190-310 ° C, more preferably 200-300 ° C, most preferably 210-290 ° C. is there.
- the end point (° C) is preferably 190-310 ° C, preferably 200-300 ° C, more preferably 210-290 ° C, and most preferably 220-280 ° C.
- the invention of this embodiment contains the above hydrocarbon oil of the present invention as an essential component of the base oil, but besides this, any of mineral oil, synthetic oil and fat can be used in combination, and there are no restrictions on the type None, but mineral or synthetic oils are particularly preferred for use.
- the combination ratio is not particularly limited, and can be arbitrarily selected as long as the effects of the present invention are not impaired.
- the content of the hydrocarbon oil of the present invention is 60% by mass or more based on the total amount of the electric discharge machining oil composition.
- the content of the base oil other than the hydrocarbon oil of the present invention is preferably 40% by mass or less, and more preferably 20% by mass or less, based on the total amount of the electric discharge machining oil composition. 5% by mass or less is most preferable.
- Specific examples of mineral oils that can be used in combination include kerosene fractions obtained by distillation of paraffinic or naphthenic crude oils; normal paraffins obtained by extraction operations from kerosene fractions; and paraffinic or naphthenic oils.
- the lubricating oil fraction obtained by distilling crude oil from the United States is subjected to solvent decontamination, solvent extraction, hydrocracking, solvent dewaxing, catalytic dewaxing, hydrorefining, sulfuric acid washing, refining treatment such as clay treatment, etc.
- purified combining two or more suitably is mentioned.
- synthetic oils that can be used in combination, specifically, for example, poly- ⁇ -age olefin (propylene oligomer, isobutylene oligomer, polybutene, 1-octene oligomer, 1-decene oligomer, ethylene monopropylene oligomer) or the like Its hydrides, alkylbenzenes, alkylnaphthalenes, diesters (ditridecylglutarate, di-2-ethylhexyl adipate, diisodecyl adipate, ditridecyl adipate, di_2_ethylhexyl sebacate, etc.), polyol esters ( ⁇ -limethylolpropane) Caprylate, trimethylolpropane pelargonate, pen erythritol 2-ethyl hexanoate, pentaerythritol pelargonate), polygly
- Synthetic oils commonly referred to as isoparaffins include propylene oligomer hydride, isoprene ligomer hydride and polybutene hydride.
- any alkylbenzene can be used, but those having one or two alkyl groups are preferable, and those having one alkyl group are more preferable.
- alkylbenzene has alkyl The number of carbon atoms in the group is preferably 8 to 40, more preferably 8 to 24. If the alkyl group has less than 8 carbon atoms, the volatility may increase, and if it exceeds 40, the performance of the electric discharge machining oil as a base oil may be insufficient.
- the alkyl group may be linear or branched, but is preferably a branched alkyl group from the viewpoint of work safety.
- the alkylbenzene may be a single structure alkylbenzene or a mixture of two or more alkylbenzenes having different structures.
- one of the above mineral oils or synthetic oils may be used, or a mixture of two or more may be used in combination.
- the combination in the base oil used together may be any of mineral oils, synthetic oils, or a combination of mineral oil and synthetic oil.
- the mixing ratio can be selected as appropriate, but it is desirable to select the mixing ratio so that the kinematic viscosity of the mixed base oil at 40 ° C.
- the content of the base oil is preferably 40% by mass or more, more preferably 50% by mass or more, further preferably 60% by mass or more, and most preferably 70% by mass based on the total amount of the composition. It is at least mass%.
- the base oil content is preferably 99.85% by mass or less based on the total amount of the composition in order to facilitate the removal of processing waste and evening-like substances accumulated between the electrodes. More preferably, it is 99.5% by mass or less, and most preferably 99.0% by mass or less.
- the electric discharge machining oil composition of the present invention can contain (A) a compound having two or more hydroxyphenyl groups (hereinafter sometimes referred to as component (A)).
- Each of the hydroxyphenyl groups of the component (A) may be substituted or unsubstituted, but is preferably substituted with an alkyl group having 1 to 4 carbon atoms.
- each of the hydroxyphenyl groups (A) component has The number of substituents when substituted with an alkyl group having 1 to 4 carbon atoms is not particularly limited, but the component (A) is a compound having at least one alkyl group in each hydroxyphenyl group. It is preferable that it is a compound having two or more.
- the compound used in the present invention may be a compound having three or more hydroxyphenyl groups, but is a compound having two hydroxyphenyl groups because the formation of tar-like substances can be further suppressed.
- the phenyl groups may be directly bonded to each other, or may be bonded via a hydrocarbon group, or a bond containing atoms other than carbon and hydrogen such as oxygen and sulfur. It may be bonded via a group.
- the linking group containing oxygen and / or sulfur include 1 S—, —OC ( ⁇ O) 1, and a combination of these with a hydrocarbon group.
- these linking groups since generation of tar-like substances can be further suppressed, a group containing oxygen, a group containing sulfur, or a group containing oxygen and sulfur is preferable, and a group containing oxygen and sulfur is preferable. Is more preferable.
- the component (A) used in the present invention is preferably a bisphenol compound represented by the following general formula (4) of this embodiment.
- B 12 , R 13 , R 14 and R 15 each independently represent an alkyl group having 1 to 4 carbon atoms
- R 16 , R 17 , R 18 and R 19 are Each independently represents an alkylene group having 1 to 10 carbon atoms.
- the alkyl group represented by R 12 to R 15 may be linear or branched, and specific examples thereof include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, Examples thereof include n-butyl group, isoptyl group, sec-butyl group, and tert-butyl group.
- the alkylene group represented by R 5 to R 8 may be linear or branched, and specific examples thereof include a methylene group, an ethylene group, a propylene group, a butylene group, a pentylene group, and hexylene. Group, heptylene group, octylene group, nonylene group, decylene group and other alkylene groups (these alkylene groups may be linear or branched). Among these, a methylene group and an ethylene group (dimethylene group, methylmethylene group) are preferable.
- Preferable specific examples of the component (A) used in the present invention include compounds represented by the following formula (5) of this embodiment.
- the electric discharge machining oil composition of the present invention contains the component (A), the content thereof is arbitrary, but it is preferably 0.05% by mass or more based on the total amount of the composition, and more preferably. Is 0.1% by mass or more.
- the content of component (A) is less than 0.05% by mass, the effect of suppressing the formation of tar-like substances during electric discharge machining tends to be insufficient.
- the content of the component (A) is preferably 10% by mass or less, more preferably 5% by mass or less, based on the total amount of the composition.
- Component content When the content exceeds 10% by mass, the electrode wear tends to increase. .
- electric discharge machining electric discharge is instantaneously performed using electric discharge machining oil as a medium, so electric discharge machining oil is locally exposed to high temperatures, a part of which is thermally decomposed, and further, pyrolysis products are heavy. Condensation may produce tar-like substances.
- the tar-like substance generated in such a system usually contains fine particles having a particle size of 1 / m or less.
- the component (A) has the effect of sufficiently suppressing the formation of tar-like substances.
- Z or a polymer substance having a weight average molecular weight of 500 or more can be added.
- high viscosity oil, polymer (polymer), and resin having such properties can be mentioned.
- the high molecular weight material having the kinematic viscosity include mineral oil from which the kerosene fraction and normal paraffin content are excluded from the base oil described above.
- a lubricating oil fraction obtained by distillation of paraffinic or naphthenic crude oil can be desolvated, solvent extracted, hydrocracked, solvent dewaxed, catalytic dewaxed, hydrorefined, hydrorefined, sulfuric acid
- examples include those obtained by appropriately combining one or more purification treatments such as washing and white clay treatment.
- polymer examples include, for example, poly ⁇ -olefin (for example, Polybutene, polyisobutylene, etc.) or their hydrides, polyamide compounds, polyalkylstyrene, polyvinyl acetate, polyalkyl (meth) acrylates, ethylene-propylene copolymers or their hydrides, and styrene-maleic anhydride copolymer Coalescence can be mentioned.
- the resin examples include terpene resin and petroleum resin.
- terpene resins include monoterpenes such as hemiterpene and dipentene, sesquiterpenes, diterpenes, sesquiter terpenes, ⁇ terpenes, tetraterpenes, polymers of polyterpenes, or hydrides thereof, or modified resins thereof. be able to.
- Examples of petroleum resins include, for example, resins made from a hydrocarbon fraction having 4 or 5 carbon atoms, or a hydrocarbon fraction having 9 or 10 carbon atoms, among these cracked fractions of petroleum, or these fractions.
- a modified resin thereof a cyclopentadiene-dicyclopentadiene copolymer petroleum resin, a hydride thereof, or a modified resin thereof.
- the polymer component of the invention of this embodiment the processing accuracy and processing speed can be further increased, and an excellent effect of improving workability due to stickiness can be obtained in a balanced manner. It is preferable that it is a poly-a-olefin (for example, polybutene, polyisobutylene, etc.), ethylene-propylene copolymer, polymethacrylate, or a hydride thereof, and a polybutene or a hydride thereof. Is more preferable.
- the polymer substance as an additive component used in the invention of this embodiment preferably has a kinematic viscosity at 40 of 100 mm 2 / s or more, more preferably, in order to further improve processing accuracy and heating speed. More than 500 mm 2 / s, more preferably more than 100 mm 2 Z s, most preferably more than 500 mm 2 Z s.
- the kinematic viscosity at 100 ° C is preferably 10 Omn ⁇ Zs or more, more preferably 50 Omm 2 Zs or more, and most preferably 1000 mm 2 / "s or more.
- the kinematic viscosity at 100 there is no particular restriction on the upper limit of the kinematic viscosity at 100, the kinematic viscosity at normal 40 ° C or less 250000mm 2 Zs, in order to not to cause deterioration of the working environment, such as with base other, preferably 200000 mm 2 / s or less, more preferably, 180000Mm at 2 Zs less. for the same reason, the kinematic viscosity at 100 is less than 10000 mm 2 / s, preferably not more than 7000 mm 2 / s, more preferably, 500 is 0 mm 2 / s or less.
- the upper limit of the weight average molecular weight is not particularly limited, but is usually 50000 or less, preferably 40000 or less, and more preferably 30000 or less.
- the content of the polymer substance as an additive component used in the invention of the present embodiment is preferably 0.1% by mass or more, more preferably 0% or more, based on the total amount of the composition.
- the content is preferably 30% by mass or less based on the total amount of the composition, more preferably If the content as an additive component is less than 0.1% by mass based on the total amount of the composition, sufficient processing speed and good processing accuracy are obtained. Get On the other hand, when the content exceeds 30% by mass based on the total amount of the composition, workability such as stickiness is deteriorated, and the production of evening-like substances tends to increase. Each is not preferred. Effect of adding polymer substances
- the above-mentioned polymer substance as an additive component can improve the processing speed.
- polymer materials as additive components can be used in combination with component (A) to suppress the formation of tar-like materials and achieve a high level surface condition and processing speed.
- the surface condition of the machined surface can be maintained at a high level even when the service period is long.
- Preferred examples of the polymer material as the additive component include the following.
- the electric discharge machining oil composition of the present invention comprises (B) a polymer compound having a main chain composed of a hydrocarbon skeleton and an ester group bonded to a part of carbon atoms constituting the main chain (hereinafter, depending on circumstances). (Referred to as component (B)).
- component (B) The side chain of the polymer compound as the component (B) may have a side chain group in addition to the ester group. Examples of the side chain group include an alkyl group, a cycloalkyl group, an alkenyl group, and an alkylcyclohexane.
- a hydrocarbon group such as an alkyl group, an aryl group, an alkylaryl group, and an arylalkyl group is preferable, and an alkyl group is more preferable.
- an alkyl group having 1 to 30 carbon atoms is preferable, an alkyl group having 1 to 20 carbon atoms is more preferable, and an alkyl group having 2 to 6 carbon atoms is more preferable.
- the allyl group as the side chain group may be linear or branched.
- component (B) used in the invention of this embodiment for example, a homopolymer of a monomer represented by the following general formula (1) of this embodiment (maleic ester polymer, fumarate ester polymer) Or a copolymer of a monomer and another monomer represented by the following general formula (1) of this embodiment, and among these, a copolymer represented by the following general formula (1) of this embodiment And a copolymer of the monomer represented by the general formula (2) of this embodiment is preferred.
- R 1 represents a hydrocarbon group
- R 2 , R 3 and R 4 each independently represent a hydrogen atom, a hydrocarbon group or an ester group.
- R 5 , R 6 , R 7 and R 8 each independently represent a hydrogen atom or an alkyl group.
- the hydrocarbon group represented by R. 1 specifically, an alkyl group, a cycloalkyl group, an alkenyl group, alkyl cycloalkane kill group, Ariru group, Arukirua Examples thereof include a reel group and an arylalkyl group, and an alkyl group is particularly preferable.
- These alkyl groups may be linear or branched. It may be branched.
- R 1 is an alkyl group, the carbon number thereof is preferably 1 or more, more preferably 2 or more, and further preferably 3 or more from the viewpoint of processability.
- the carbon number of the alkyl group is preferably 30 or less, more preferably 20 or less, and even more preferably 6 or less.
- R 2 , R 3 and R 4 each independently represent a hydrogen atom, a hydrocarbon group or an ester group (one COOR; R represents a hydrocarbon group).
- R 2, R 3, the hydrocarbon group R 4 is a hydrocarbon group, and R 2, as the hydrocarbon group R when R 3 and R 4 is an ester group, their respective alkyl group, Examples thereof include a cycloalkyl group, an alkenyl group, an alkylcycloalkyl group, a 7-reel group, an alkylaryl group, an arylalkyl group, and the like.
- the alkyl group exemplified in the description of R 1 is preferable.
- R 5 , R 6 , R 7 and R 8 each independently represent a hydrogen atom or an alkyl group.
- Examples of the alkyl group represented by R 5 , R 6 , R 7 , and R 8 include the alkyl groups exemplified in the description of R 1 above. Among them, an alkyl group having 1 to 30 carbon atoms is preferable, and the carbon number An alkyl group having 6 to 20 carbon atoms is more preferable, and an alkyl group having 8 to 12 carbon atoms is still more preferable.
- the monomer represented by the general formula (2) of this embodiment at least one of R 5 , R 6 , R 7 or R 8 is preferably an alkyl group, and one is More preferred is an alkyl group.
- the monomer represented by the general formula (2) of this embodiment ⁇ -aged olefins having 6 to 20 carbon atoms, more preferably 10 to 14 carbon atoms are preferable.
- the monomer represented by the general formula (2) of this embodiment and One type may be used alone, or two or more types having different structures may be used in combination.
- the ratio of each monomer is not particularly limited, The ratio of the monomer represented by the general formula (1) of this embodiment is based on the total amount of monomers because the processability and storage stability of the discharge processing oil composition can be achieved at a higher level.
- the content is preferably 10 to 90 mol%, more preferably 30 to 70 mol%, and still more preferably 40 to 60 mol%.
- the weight average molecular weight of the component (B) is not particularly limited. From the viewpoint of improving the surface condition of the machined surface and maintaining its properties at a high level for a long period of time, and improving workability due to stickiness, etc. It is preferably 0 or less, more preferably 3 0 or less. From the viewpoint of improving the processing speed, the weight average molecular weight of the component (A) is preferably 800 or more, more preferably 900 or more, and preferably 100 or more. Even better.
- the type and degree of polymerization of the monomer may be selected and adjusted to a desired weight average molecular weight.
- a commercial product Ketj en lube 1 1 5, Ket j en lube 1 6 5 (both manufactured by Axonobel Co., Ltd.)
- Ketj en lube 1 6 5 both manufactured by Axonobel Co., Ltd.
- a high molecular compound corresponding to the component (B) having a weight average molecular weight satisfying the above conditions may be separated by distillation or chromatography.
- the content of the component (B) in the electric discharge machining oil composition of the present invention is arbitrary, but is usually 0.1 to 20% by mass based on the total amount of the composition.
- the electric discharge machining oil composition of the present invention may contain (C) a polybutene having a weight average molecular weight of 6500 to 120 (hereinafter sometimes referred to as “compound (C)” in this embodiment). .
- polybutene refers to polymers of 1-peptene, 2-butene, isobutene and mixtures thereof, and hydrides thereof.
- the weight average molecular weight of the compound (C) is 1 2 0 0 or less from the viewpoint of improving the surface condition of the machined surface and maintaining its properties at a high level over a long period of time, and improving workability due to stickiness, etc. It is necessary that it is 1100 or less, and 8100 or less is more preferable. Further, from the viewpoint of improving the processing speed, the weight average molecular weight of the compound (C) needs to be 650 or more, preferably 700 or more, and more preferably 7500 or more.
- the content of the compound (C) used in the invention of the present embodiment is arbitrary, but is usually 0.1 to 20% by mass based on the total amount of the composition.
- the content of the compound (C) is preferably 0.1% by mass or more, more preferably 0.3% by mass or more, more preferably 0.5% by mass based on the total amount of the composition in terms of the processing speed and the surface state of the processed surface. % Or more is more preferable, and 1% by mass or more is particularly preferable.
- it suppresses the generation of tar-like substances improves the surface condition of the machined surface, maintains its properties at a high level for a long period of time, and improves workability such as stickiness.
- the electric discharge machining oil composition of the present invention can contain a polyalkylene glycol (hereinafter referred to as (D) component in some cases) containing (D) butylene oxide as a structural unit.
- D polyalkylene glycol
- butylene oxide referred to in the present invention includes both 1,2 monoepoxybutane (-butylene oxide) and 2,3 monoepoxybutane (/ 3-butylene oxide).
- the weight average molecular weight of the component (D) is not particularly limited. From the viewpoints of improving the surface condition of the machined surface and maintaining its properties at a high level over a long period of time, and improving workability due to stickiness, etc. It is preferably at most 0,000, more preferably at most 300, and even more preferably at most 2,200. From the viewpoint of improving the processing speed, the weight average molecular weight of the component (A) is preferably 800 or more, more preferably 900 or more, and 100 or more. More preferably.
- the content of the component (D) in the electric discharge machining oil composition of the present invention is arbitrary, but is usually 0.1 to 20% by mass based on the total amount of the composition.
- the content of the component (D) is preferably 0.1% by mass or more, more preferably 0.3% by mass or more, more preferably 0.3% by mass or more based on the total amount of the composition from the viewpoint of the heating speed and the surface state of the processed surface. 5% by mass or more is more preferable, and 1% by mass or more is particularly preferable. In addition, it provides higher storage stability, suppresses the formation of tar-like substances, improves the surface condition of the machined surface, maintains its properties at a high level over a long period of time, and has workability such as stickiness.
- the content of the component (D) is preferably 20% by mass or less, more preferably 15% by mass or less, and still more preferably 10% by mass or less, based on the total amount of the composition.
- the electric discharge machining oil composition of the present invention may further contain other additives as necessary for the purpose of further enhancing the performance as an electric discharge machining oil composition.
- specific examples of such additives include antioxidants, antifoaming agents, anti-tacking agents, metal deactivators, oily agents, extreme pressure agents, detergent-dispersing agents, and surfactants.
- the content of these additives is usually 0.005 to 10% by mass based on the total amount of the electric discharge machining oil composition.
- the kinematic viscosity at 40 ° C of the electric discharge machining oil composition of the present invention is not particularly limited, but from the viewpoint of safety against fire, it is preferably 0.5 mm 2 / s or more, and preferably 1 mm 2 Zs or more. More preferably, it is more preferably 1.5 mm 2 Zs or more.
- it eliminates machining waste and maintains a good cooling action for electrodes, etc. Furthermore, it is easy to remove machining waste, the surface condition of the machined surface is good, and the cooling action for electrodes etc.
- the kinematic viscosity of the base oil at 4.0 ° C is preferably 20 mm 2 s or less, more preferably 15 mm 2 Zs or less, It is preferably 10 mm 2 / s or less, particularly preferably Smn ⁇ Zs or less, and most preferably 3 mm 2 / s or less.
- the electric discharge machining oil composition of the present invention having the above-described configuration, it is possible to achieve both high heat resistance and storage stability at the time of electric discharge machining.
- the electric discharge is performed by causing the tool electrode and the work piece to face each other in an electric discharge machining liquid such as oil or water, and generating a pulsed discharge current with a high repetition rate between the two electrodes.
- an electric discharge machining liquid such as oil or water
- the discharge current and current pulse width increase, the machining speed increases, but on the other hand, the machined surface becomes rough (such machining is called “rough machining”).
- the surface roughness of the machined surface can be finished to, for example, 5 m or less at Rz (this type of machining is called “finishing”).
- the electric discharge machining oil composition of the present invention is a force that can be suitably used in both roughing and finishing, particularly suitable for finishing, and further improves the workability by increasing the processing speed. It is something that can be done.
- electric discharge machining oil compositions were prepared using the base oils shown in Table 1 at the blending ratios shown in Table 2.
- the components used for the preparation of each electric discharge machining oil composition are as follows.
- the middle distillate separated in 1) is a hydrorefining catalyst (Pt: 0.8% by mass with respect to the support, US Y zeolite / silica alumina alumina binder: weight ratio 3/5 7/40), hydrogen Under a stream of air, the reaction temperature: 3 1 1 ° (:, hydrogen pressure: 3. OMP a, LHS V: 2.0 h— 1, hydrogen / oil ratio: 340 NLZL.
- Pt 0.8% by mass with respect to the support, US Y zeolite / silica alumina alumina binder: weight ratio 3/5 7/40
- hydrogen Under a stream of air, the reaction temperature: 3 1 1 ° (:, hydrogen pressure: 3. OMP a, LHS V: 2.0 h— 1, hydrogen / oil ratio: 340 NLZL.
- the FT wax obtained in 1) uses a hydrogenolysis catalyst (P t: 0.8 mass% of the support, US Y zeolite / silica alumina Z alumina binder: weight ratio 3757 40). Hydrocracking was performed under a stream of air at a reaction temperature of 326, hydrogen pressure: 4. OMP a, LHS V: 2. O h-1, hydrogen Z oil ratio: 6 80 NLZL. _
- the hydrocracked oil obtained in 4) was fractionated by distillation into a 1-50 to 250 ° C fraction (kerosene fraction 2) and 2 50 to 360 ⁇ fraction (light oil fraction 2).
- base oil 1 a 200-260 ° C fraction (base oil 1) was obtained by atmospheric distillation. Table 1 shows the properties of base oil 1.
- Kerosene fractions 1 and 2 obtained in 3) and 5) were mixed at a ratio of 63:37 (mass ratio) to obtain base oil 7.
- Table 1 shows the properties of base oil 7.
- Base oil 3 was a general hydrorefined mineral oil. Table 1 shows the properties of Base Oil 3. .
- Base oil 4 was a common isoparaffin solvent. Table 1 shows the properties of base oil 4.
- Base oil 5 used a normal normal paraffin solvent. Table 1 shows the properties of base oil 5.
- Table 1 shows the properties of base oils 1-8.
- the base oil of Table 1 was blended with the following compounds A and B in the amounts shown in Table 2 to prepare a discharge additive oil.
- Electrode Copper square bar electrode (1 0 dragon X 0 mm) Current peak value (A): 1.0
- the machining fluid (electric discharge machining oil) was filled with 12 L of machining fluid in the machining tank and the following tests were conducted. (Evaluation of processing speed)
- the time required for machining time until the electrode penetration depth reaches a predetermined position
- the change in the weight of the workpiece before and after machining were measured, and the machining speed was calculated using the following formula.
- the odor of the processing tank when processed under the above conditions was determined. 1 Evaluated by 0 people, did not care: 0 points, somewhat odor: 2 points, odor 4 points, and scored an average value. Less than 1 point was rated as ⁇ , 1 point or more and less than 2 points as ⁇ , and 2 points or more as X. The results are shown in Table 2.
- the rust-preventing oil composition of the present invention comprises the above-described hydrocarbon oil, that is, a density at 15 ° C of 0.7 to 0.8 gZcm 3 and an n-paraffin content of 10 to 90% by mass. It contains a hydrocarbon oil having an aromatic content of 0 to 3% by volume and a naphthene content of 0 to 20% by volume (hereinafter referred to as the hydrocarbon oil of the present invention in this embodiment). More specifically, the properties of the hydrocarbon oil are as described above, and more specific preferred embodiments include the following embodiment A.
- the kinematic viscosity (mm 2 Zs) is preferably 1.0 to 7.0 mm 2 Zs, more preferably 1.0 to 5.5 mm 2 / s, more preferably 1.2 to 5 0 mm 2 Zs, particularly preferably 2.0 to 4.0 mm 2 / s.
- the viscosity is lower than this range, the anti-mold property is inferior.
- it exceeds this range the removal property of the oil is inferior.
- the initial boiling point (° C) is preferably 140-260 ° C, preferably 150-255 ° C, more preferably 160-250, most preferably 1 65-245 ° C. It is. If the initial boiling point is low, compatibility with organic resin materials may be poor.
- the 10% distillation point (° C) is preferably 150-270 ° C, preferably 160-265 ° C, more preferably 170-260 ° C, most preferably 180-255 °. C.
- the 90% distillation point (° C) is preferably from 180 to 320, preferably from 1 90 to 310 ° C, more preferably from 200 to 300 ° C, most preferably from 210 to 290. It is.
- the end point (° C) is preferably 190-310: preferably 200-300; more preferably 210-290. C, most preferably 220-280.
- the invention of this embodiment contains the above hydrocarbon oil as a solvent base oil,
- any of mineral oil, synthetic oil, and fat can be used together, and there are no restrictions on the type of the oil, but mineral oil or synthetic oil is particularly preferred for the combined use.
- the combination ratio is not particularly limited, and can be arbitrarily selected as long as the effects of the present invention are not impaired.
- the content of the hydrocarbon oil of the present invention is 95% by mass or more based on the total amount of the rust preventive oil composition. It is preferably 90% by mass or more, more preferably 85% by mass or more.
- the content of the base oil other than the hydrocarbon oil of the present invention is preferably 60% by mass or less, more preferably 50% by mass or less, based on the total amount of the rust preventive oil composition. Most preferably, it is 0% by mass or less.
- the rust preventive oil composition of the present invention can contain an oxidized wax salt, a carboxylic acid and the like.
- the oxidized wax salt one of alkali metal salts, alkaline earth metal salts, heavy metal salts or amine salts can be used alone or in combination of two or more. From the viewpoint of stopping properties, it is preferably at least one selected from alkali metal salts and alkaline earth metal salts, and more preferably alkaline earth metal salts.
- the content of the oxidized wax salt in the rust preventive oil composition of the present invention is not particularly limited, but from the viewpoint of rust preventive properties, it is preferably 0.5% by mass or more, more preferably 1 based on the total amount of the composition. It is at least 2% by mass, more preferably at least 2% by mass.
- the content of the oxidized wax salt is preferably 5.% by mass or less, more preferably 4% by mass or less, and further preferably 3% by mass or less, based on the total amount of the composition, from the viewpoint of degreasing and storage stability. is there.
- carboxylic acid contained in the rust preventive oil composition of the present invention any Of these, fatty acids, dicarboxylic acids, hydroxy fatty acids, naphthenic acids, resin acids, oxidized waxes, lanolin fatty acids and the like are preferable.
- the content of carboxylic acid in the rust preventive oil composition of the present invention is not particularly limited, but is preferably 0.01% by mass or more, more preferably 0.03% by mass or more based on the total amount of the composition, Preferably it is 0.05 mass% or more. When the content of rubonic acid is less than the lower limit, the effect of improving the anti-sticking property due to the addition tends to be insufficient.
- the carboxylic acid content is preferably 0.5% by mass or less, more preferably 0.3% by mass or less, and still more preferably 0.2% by mass or less, based on the total amount of the composition.
- the content ratio of the oxidized wax salt and the carboxylic acid is not particularly limited, but the ratio (mass ratio) of the carboxylic acid Z oxidized wax salt is preferably 1/100 to 30Z100, and preferably 3Z100 to 7Z100. More preferably, it is more preferably 4/100 to 6Z100.
- the rust preventive oil composition of the present invention can further contain various additives shown below as required.
- the rust preventive oil composition of the present invention may further contain a rust preventive additive such as sulfonate, carboxylate, ester, sarcosine type compound, amine, boron compound and the like. In addition to the above rust inhibitor, it is represented by higher aliphatic alcohols.
- Phosphoric acid monoesters, phosphoric acid diesters, phosphite esters, (phosphite) phosphoric acid derivatives typified by their amine salts, and the like can also be added as rust inhibitors.
- one of the rust preventive additives may be used alone, or two or more may be mixed and used.
- carboxylic acid as an essential component, it is preferable to use a sulfonate because higher rust preventive properties can be obtained.
- a sulfonate when used, it may further contain at least one selected from carboxylates, esters, sarcosine compounds, amines and boron compounds.
- the rust inhibitor used in combination with the sulfonate is preferably at least one selected from esters and strong rubonates, and more preferably used in combination with esters and carboxylates.
- the ester here, a partial ester of polyhydric alcohol and a partial ester of alkenyl succinic acid are preferable.
- the carboxylic acid fatty acid, dimer acid and alkenyl succinic acid are preferable.
- carbonate a fatty acid salt is used. And lanolin fatty acid salts are preferred.
- the content of rust preventive additives other than oxidized wax and carboxylic acid is preferably 0.1 to 40% by mass, more preferably 0.5 to 30% by mass, Preferably it is 1-20 mass%.
- the content of the rust inhibitor is less than the lower limit, the effect of improving the rust resistance due to the addition tends to be insufficient.
- the rust preventive oil composition of the invention may further contain other additives as required.
- other additives used in the present invention specifically, for example, the effect of improving the exposure rust resistance in an acidic atmosphere is remarkable.
- Paraffin wax Paraffin wax; Sulfurized oils and fats with remarkable press moldability improvement effect or lubricity improvement effect, Sulfuric acid esters, Long chain alkyl zinc dithiophosphates, Phosphate esters such as tricresyl phosphate, Fats and oils such as pig fat, Higher alcohols, calcium carbonate, potassium borate; phenolic or amine antioxidants to improve antioxidant performance; corrosion inhibitors (benzotriazole or its derivatives, thiadiazole, benzothiazole to improve corrosion performance) Wetting agents such as diethylene dallicol monoalkyl ether; Film-forming agents such as acrylic polymer, paraffin wax, micro wax, slack wax, polyolefin wax, petrolatum; methyl silicone, fluorosilicone, polya Antifoaming agents such relations; soluble rot water and surfactant to remove defeat child, and mixtures thereof.
- Sulfuric acid esters Long chain alkyl zinc dithiophosphates, Phosphat
- the rust preventive oil composition of the present invention having the above-mentioned composition can achieve all of rust preventive properties, degreasing properties and storage stability at a high level and is suitable as a rust preventive oil for various metal parts. Can be used. There are no particular restrictions on the metal member that is the object to be treated. Specifically, surface-treated steel sheets such as cold-rolled steel sheets, hot-rolled steel sheets, high-tensile late steel sheets, zinc-plated steel sheets, and the like used as automobile bodies and electrical product bodies, Examples include tin plate, aluminum alloy plate, magnesium alloy plate and other metal plate materials, as well as rolling bearings, taper rolling bearings, bearing components such as needle bearings, construction steel materials, and precision components.
- rust preventive oil for metal parts As such rust preventive oil for metal parts, intermediate rust preventive oil used in the process of processing metal parts, shipping rust preventive oil used for rust prevention at the time of shipment, press working There is a cleaning rust-preventing oil used in a cleaning process for removing foreign matters before being provided or a foreign matter removal prior to shipment at a metal plate manufacturer, but the rust-preventing oil composition of the present invention is suitable for any of the above applications. Can be used.
- the rust preventive oil composition of the present invention when used as a cleaning rust preventive oil composition, In this case, a large excess amount of the rust preventive oil composition of the present invention is supplied to the surface of the metal member by spraying, showering, dip coating, etc., so that good cleaning and subsequent rust prevention can be achieved. It can be carried out. Furthermore, if necessary, if the surface cleaning with a roll brush or the like is performed after the metal processing step, the efficiency of removing foreign matters can be increased. Furthermore, when cleaning is performed using the rust preventive oil composition of the present invention, the surface treatment of the metal member is performed together with a ringer roll or the like to adjust the amount of oil adhering to the surface of the metal member. It is preferable.
- the hydrocarbon oil of the present invention has the characteristics that it has less odor, can improve the working environment, and has less adverse effects on rubber and plastic parts around the place where it is used. Example (Fourth Embodiment of Rust Prevention Oil Composition)
- rust prevention oil compositions were prepared using the base oils shown in Table 1 at the blending ratios shown in Table 2.
- the components used in the preparation of each rust preventive oil composition are as follows.
- the middle fraction separated in 1) is a hydrorefining catalyst (Pt: 0.8% by mass with respect to the carrier, USY zeolite silica alumino alumina binder: (Weight ratio: 3 57/40), under hydrogen flow, reaction temperature: 31 1 ° C, hydrogen pressure: 3.0 MPa, LHSV: 2. O h— 1, hydrogen Z oil ratio: hydrogenated at 340 NL / L A purification treatment was performed.
- a hydrorefining catalyst Pt: 0.8% by mass with respect to the carrier, USY zeolite silica alumino alumina binder: (Weight ratio: 3 57/40)
- the FT wax obtained in 1) uses a hydrocracking catalyst (Pt: 0.8 mass% of the support, US Y zeolite / silica alumina Z alumina binder: weight ratio 3 57740).
- the hydrogenolysis was carried out at a reaction temperature of 326 ° C, hydrogen pressure of 4.0 MPa, LHS V of 2. O h-1 and a hydrogen / oil ratio of 680 NL / L.
- Base oil 3 was a general hydrorefined mineral oil. Table 1 shows the properties of Base Oil 3.
- Base oil 4 was a general hydrorefined mineral oil. Table 1 shows the properties of base oil 4.
- Base oil 5 was a general hydrorefined mineral oil. Table 1 shows the properties of base oil 5.
- rust prevention oil compositions having the compositions shown in Table 2 were prepared using the base oils shown in Table 1 and the additives shown below.
- the additives listed in Table 2 blended with rust prevention oil are as follows.
- A1 Alkylbenzene calcium sulfonate
- a 2 Calcium salt of oxidized wax
- Test method Completely immerse the resin to be evaluated (5 OmmX 5 OmmX 5 mm) in 300 ml of sample oil. Then hold at 25 ⁇ 3 for 30 days and measure the volume change rate.
- Evaluation method Evaluate the volume change rate as less than 10% and X as 10% or more.
- Evaluation resin types Polyethylene resin, NBR rubber
- the cleaning oil composition of the present invention has the above-described hydrocarbon oil, that is, a density at 15 ° C. of 0.7 to 0.8 g cm 3 and an n-paraffin content of 10 to 90 mass%. And a hydrocarbon oil having an aromatic content of 0 to 3% by volume and a naphthene content of 0 to 20% by volume (hereinafter referred to as the hydrocarbon oil of the present invention in the fifth embodiment). More specifically, the properties of the hydrocarbon oil are as described above, and more specific preferred embodiments include the following A embodiment.
- the kinematic viscosity (mm 2 Zs) is preferably 0.5 to 5.0 mm 2 Zs, more preferably 1.0 to 3.0 mm 2 / s, more preferably 1.0 to 2 0mm 2 / s.
- compatibility with an organic resin material having a lower kinematic viscosity is inferior.
- the cleaning properties are inferior.
- the initial boiling point (° C) is preferably 140-260 ° C, preferably 150-255 ° C, more preferably 160-250 ° C, most preferably 165- 245 ° C. If the initial boiling point is low, the amount of oil used is large, which is not preferable.
- the 10% distillation point (° C) is preferably 150-270 ° C, preferably 160-265 ° C, more preferably 170-260 ° C, most preferably 180-255 °. C.
- the 90% distillation point (° C) is preferably 180-320 ° C, preferably 190-310, more preferably 200-300 ° C, most preferably 210-290 ° C. It is.
- the end point (° C) is preferably 190-310, preferably 200-300, more preferably 210-290, most preferably 220-280 ° C.
- the invention of this embodiment contains the above hydrocarbon oil as a base oil,
- any of mineral oil, synthetic oil, and fat can be used together, and there is no limitation on the type, but mineral oil or synthetic oil is particularly preferable for the combined use.
- the combined ratio is not particularly limited and can be arbitrarily selected as long as the effects of the present invention are not impaired.
- the content of the hydrocarbon oil of the present invention is 60% by mass or more based on the total amount of the cleaning oil composition. Preferably, it is more preferably 70% by mass or more, and most preferably 80% by mass or more.
- the content of the base oil other than the hydrocarbon oil of the present invention is preferably 30% by mass or less, more preferably 20% by mass or less, based on the total amount of the cleaning oil composition, Most preferably, it is 10% by mass or less.
- the base oil other than the hydrocarbon oil of the present invention to be used in combination includes a base oil having a higher viscosity than the hydrocarbon oil of the present invention, more specifically, a kinematic viscosity at 40 ° C of 6 mm 2 Z s. It is also possible to use more base oil.
- additives conventionally known as cleaning oils can be added and blended at an arbitrary ratio for use.
- the cleaning composition of the present invention has the following general formula as the component (D)
- R 3 represents a hydrocarbon group having 1 to 24 carbon atoms
- R 4 represents an alkylene group having 2 to 4 carbon atoms
- a and c are each 1 or 2
- a + c 3 is satisfied
- b preferably represents an integer of 1 to 6].
- the hydrocarbon group represented by R 3 includes an alkyl group, an alkenyl group, a cycloalkyl group, an alkylcycloalkyl group, an aryl group, an alkylaryl group, an aryl group.
- Examples thereof include an alkyl group, among which an alkyl group, a cycloalkyl group, and an alkylcycloalkyl group are preferable, and an alkyl group and a cycloalkyl group are more preferable.
- the number of carbon atoms of the hydrocarbon group represented by R 3 is 1 to 24 as described above, preferably 1 to 18, more preferably 1 to 12, More preferably, it is 1-10, and most preferably 1-8.
- b is an integer of 1 to 6 as described above, preferably an integer of 1 to 4, more preferably an integer of 1 to 3, more preferably 1 or 2, and most preferably 1.
- Table 1 shows preferred combinations of R 3 , R 4 , and a to c in the formula (2) of this embodiment.
- the content of the chemical compound represented by the formula (2) of this embodiment is preferably 0.1 to 10% by mass, more preferably 0.2 to 9% by mass, based on the total amount of the composition. More preferably, the content is 0.3 to 8% by mass, and still more preferably 0.5 to 7% by mass. If the content is less than 0.1% by mass, rust preventive oil cannot be expected. In addition, the Even if the content exceeds 10% by mass, the effect commensurate with the content is not improved, and conversely, the rust prevention property may be lowered.
- the component (G) and the component (I) described later include those corresponding to the compound represented by the above formula (2) of the present embodiment, but represented by the formula (2) of the present embodiment referred to here.
- the compound content means the total content of the compounds contained in the cleaning composition, and is not distinguished from the component (G) and the component (I).
- the cleaning composition of the present invention preferably further contains a wax as the component (E).
- the content of the wax is arbitrary, but is preferably 0.5 to 10% by mass, more preferably 1 to 8% by mass, and further preferably 2 to 5% by mass based on the total amount of the composition. If the content is less than 1% by mass, the effect of improving rust prevention by addition cannot be obtained. On the other hand, if the content exceeds 10% by mass, the low-temperature fluidity decreases and the handleability deteriorates.
- the cleaning composition of this embodiment can be blended with other additives in order to further enhance its excellent performance.
- Other additives include: (F) phenolic or amine antioxidants (G) sulfonates (H) partial esters of polyhydric alcohols (I) fatty acid amine salts (J) benzotriazoles Compound, thiadiazol compound, benzothiazole compound (K) alkyl or alkenyl succinic acid derivative (L) monovalent alcohol having 10 to 24 carbon atoms (M ) Lanolin fatty acid ester (N) At least one selected from oxidized paraffin, oxidized paraffin salt and oxidized paraffin ester.
- the content of these other additives is arbitrary, but usually It is preferably 15% by mass or less, more preferably 10% by mass or less, based on the total amount of the composition.
- nonionic surfactants include alkylene glycols, polyoxyalkylene glycols, polyoxyalkylene alkyl ethers, polyoxyalkylene aryl ethers, and polyoxyalkylene adducts of polyhydric alcohols.
- the nonionic surfactant component in the present invention Fatty acid esters, polyoxyalkylene fatty acid esters, polyoxyalkylene alkylamines, alkyl alcohol amides, and the like.
- the nonionic surfactant component in the present invention one kind selected from these may be used alone, or two or more kinds may be used.
- the content of the nonionic surfactant is preferably 0.5 to 20% by mass based on the total amount of the composition. That is, the content is preferably 0.5% by mass or more, more preferably 1% by mass or more from the viewpoint of liquid stability (two-layer separation, etc.) of the cleaning composition. More preferably, it is 1.5% by mass or more, and most preferably 2% by mass or more.
- the content is preferably 20% by mass or less, more preferably 15% by mass or less, even more preferably 10% by mass or less, from the viewpoint of detergency. Most preferably, it is 7 mass% or less.
- the component combined with the nonionic surfactant in the present invention is water.
- any water such as industrial water, tap water, ion exchange water, distilled water, activated carbon or water treated with a general household water purifier can be used.
- the content of water combined with the nonionic surfactant is preferably 0.1 to 20% by mass based on the total amount of the composition.
- the cleaning composition of the present invention is preferably 0.1% by mass or more from the viewpoint of detergency, more preferably 0.2% by mass or more, still more preferably 0.5% by mass or more, and 0.8% or more. Most preferably, it is at least mass%. In addition, the content is preferably 20% by mass or less, more preferably 15% by mass or less, from the viewpoint of the liquid stability (two-layer separation, etc.) of the cleaning composition. It is even more preferable that the amount is not more than mass%, and it is most preferable that the amount is not more than 5 mass%. In the cleaning composition of the present invention, the ratio (mass ratio) between the nonionic surfactant and water is preferably 20: 1 to 1: 6.
- the ratio (mass ratio) of the nonionic surfactant to water is preferably 10: 1 to 1: 4, and more preferably 6: 1 to 1: 3. Yes.
- the content of the component (B) is preferably 0.1 to 10% by mass based on the total amount of the composition. From the point of detergency, 0.1 It is preferably at least mass%, more preferably at least 0.3 mass%, even more preferably at least 0.5 mass%, and most preferably at least 1 mass%.
- the cleaning composition of the present invention having the above-described configuration is excellent in the removal efficiency of residues such as metal working oil, wear powder, and rust prevention oil. After the metal working step, the cleaning composition of the present invention is used. Can be shipped without applying rust prevention oil to metal parts. In particular, the cleaning composition of the present invention is excellent in the cleaning properties of a water-insoluble metalworking fluid.
- the cleaning composition of the present invention is used for refrigeration systems such as room air conditioners, packaged air conditioners, refrigerators, automotive air conditioners, dehumidifiers, freezers, refrigerated warehouses, vending machines, showcases, chemical plant cooling devices, etc. This is especially useful when cleaning and degreasing metal parts.
- the cleaning composition itself is cleaned with a solvent such as kerosene, and then the metal It is preferable to ship the product.
- the cleaning composition of the present invention when it is desired to expect the cleaning composition of the present invention to have an effect as a temporary rust-preventing oil, it is preferably shipped as it is without being washed with a solvent such as kerosene.
- Solvents other than kerosene include petroleum distillation or post-distillation hydrorefining, solvent produced by refining such as solvent refining, polymerization of low-molecular hydrocarbons such as methane, ethylene and propylene, or the solution obtained by the Fischer-Trops reaction. Agents, and other common solvents.
- the cleaning composition of the present invention if the cleaning composition of the present invention is used for cleaning, the metal parts can be shipped without applying rust-preventing oil, but the possibility of rusting of the metal parts is further reduced.
- the rust-preventing oil used in this case can be easily and reliably removed using the cleaning composition of the present invention before the assembly process of the metal parts, but the rust-preventing oil has an anti-rust property. It is preferable to use one that is excellent and that does not cause a situation that would block the refrigeration system even if the removal of rust prevention oil before the assembly process is not necessarily complete.
- cleaning compositions were prepared using the base oils shown in Table 2 at the blending ratios shown in Table 3.
- the components used for the preparation of each cleaning composition are as follows.
- the middle distillate separated in 1) is a hydrorefining catalyst (Pt: 0.8% by mass with respect to the support, US Y zeolite Z silica alumina / alumina binder: weight ratio 3 Z 57Z40), under hydrogen flow Hydrogenation purification treatment was performed at a reaction temperature of 3 1 1, a hydrogen pressure of 3. OMPa, LHS V of 2.0 h-1 and a hydrogen / oil ratio of 340 NLZL.
- a hydrorefining catalyst Pt: 0.8% by mass with respect to the support, US Y zeolite Z silica alumina / alumina binder: weight ratio 3 Z 57Z40
- the FT wax obtained in 1) uses a hydrocracking catalyst (Pt: 0.8% by mass with respect to the support, USY zeolite Z silica alumina Z alumina binder: weight ratio 3Z57 / 40). Lower, anti-temperature: 326 ° C, hydrogen pressure: 4.0 MPa, LHSV: 2. O h-1, hydrogen / oil ratio: 680 NL / L.
- a hydrocracking catalyst Pt: 0.8% by mass with respect to the support, USY zeolite Z silica alumina Z alumina binder: weight ratio 3Z57 / 40.
- Base oil 3 was a general hydrorefined mineral oil. Table 2 shows the properties of Base Oil 3.
- Base oil 4 was a general hydrorefined mineral oil. Table 2 shows the properties of base oil 4.
- Base oil 5 was a general hydrorefined mineral oil. Table 2 shows the properties of base oil 5.
- the properties of the base oil are as shown in Table 2.
- the additives listed in Tables 2 to 4 blended in the detergent are as follows:
- A1 Alkylbenzene calcium sulfonate
- a 2 Calcium salt of oxidized wax
- a 3 Ester of polyhydric alcohol
- Test method Completely immerse the resin to be evaluated (5 Ommx 5 OmmX 5 mm) in 300 ml of sample oil.
- Evaluation method Evaluate the volume change rate as less than 10% and X as 10% or more.
- Resin type Polyethylene resin, NBR rubber Cleaning test
- Test method 11 kinds of HS dust was adhered on the cold-rolled steel sheet to obtain a test piece.
- the test pieces were sprayed with the various cleaning rust preventive oils at a fixed jetting amount for 30 seconds each. After cleaning, the amount of dust remaining on the test piece was measured, and the cleaning rate of the test piece was determined according to the following formula.
- test piece cleaned by the method specified in JIS K2246 “rust prevention oil” is immersed in a 0.1% by mass sodium chloride aqueous solution for 2 seconds, and immediately after the test piece is taken out, the cleaning composition 40 Oml is added. Gently moved into the 50 om l beaker. After 1 minute, remove the test piece, move it into 50 Om 1 B with kerosene 40 Om 1 and degrease the cleaning composition, and then add a 500 ml beaker with 400 ml of n-hexane. The kerosene was degreased by moving gently inside.
- test piece was placed horizontally on a table so as not to come into direct contact with water 2 in a water-filled container 3, and stored indoors with a lid.
- the multifunctional hydrocarbon oil composition of the present invention can be used for various industrial applications by taking advantage of the characteristics of the hydrocarbon base oil.
- the metal processing oil as the invention of the first aspect is used as a processing oil for various metals
- the applicable metals include aluminum, magnesium, and copper, iron, chromium, nickel, zinc, tin, titanium, etc. Transition metals, and alloys thereof.
- Examples of applicable processing methods include cold, warm and hot rolling, pressing, stamping, ironing, drawing, drawing, forging, metal processing such as cutting and grinding including micro-trace cutting (MQL), etc. Is possible.
- MQL micro-trace cutting
- the metal processing oil composition of the present invention having the above-described configuration is excellent in processing efficiency such as processing efficiency, tool life, and handling property, and further, It can be suitably used in a wide range of applications in the metal processing field.
- the metal processing here is not limited to cutting / grinding, but broadly means metal processing in general.
- the metalworking oil composition of the invention of the second aspect can be applied to metalworking by a normal oil supply method, but since it exhibits a more remarkable effect, it is possible to use a trace oil supply method (MQL). It is preferably used as a processing oil.
- MQL trace oil supply method
- It is preferably used as a processing oil.
- an invention of the third aspect as an electric discharge machining oil, it becomes possible to achieve both high processability and storage stability at the time of electric discharge machining.
- the electric discharge machining oil composition of the present invention can be suitably used in both roughing and finishing, but is particularly suitable for finishing, and further increases the processing speed. Thus, workability can be improved.
- rust-preventing oil composition all of rust prevention, degreasing and storage stability can be achieved at a high level in a balanced manner. It can be suitably used as a rust preventive oil for metal members.
- metal member that is the object to be treated.
- cold-treated steel sheets, hot-rolled steel sheets, high-tensile latter half, zinc-plated steel sheets, etc. that are used as automobile bodies and electrical product bodies examples include tin plate, aluminum alloy plate, magnesium alloy plate and other metal plate materials, as well as rolling bearings, taper rolling bearings, bearing parts such as double dollar bearings, construction steel materials and precision parts.
- the fifth aspect of the invention as a cleaning composition is excellent in the removal efficiency of residues such as metalworking oil, wear powder, rust prevention oil, etc., and after the metalworking process, the cleaning composition of the present invention is used. Can be shipped without applying rust prevention oil to metal parts.
- the cleaning composition of the present invention is excellent in the cleanability of a water-insoluble metalworking fluid.
- the cleaning composition of the present invention is used for refrigeration systems such as room air conditioners, packaged air conditioners, refrigerators, automotive air conditioners, dehumidifiers, freezers, refrigerated warehouses, vending machines, showcases, chemical plant cooling devices, etc. This is especially useful when cleaning and degreasing metal parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Lubricants (AREA)
Description
明細書 多機能性炭化水素油組成物 技術分野
本発明は、 油剤の基油、 希釈材または各種溶剤として使用される炭化水素油 をベースとする多機能性炭化水素油組成物、 より具体的には、 例えば、 各種 金属の各種加工において使用される金属加工油;金属加工油;放電加工油組 成物;さび止め油、 より詳しくは、 鋼板、 軸受等の金属製部材に用いる場合 に有用なさび止め油;洗浄剤組成物、 より詳しくは、 冷凍庫、 冷蔵庫、 エア —コンディショナ一などの冷凍サイクルシステムに組み込まれる金属製部品 や熱処理に供される金属製部品を洗浄する際に有用な洗浄剤組成物に関する ものである。 背景技術
従来、 軽質炭^水素油は、 油剤の基油、 希釈剤または各種用材として用いら れている。 これら形質炭化水素油は、 より具体的には、 例えば、 各種金属の 各種加工において使用される金属加工油、放電加工油、 さび止め油、洗浄油、 あるいはその他各種溶剤としている。 これら軽質炭化水素油を使用する際に は、 揮発性、 引火性、 臭気、 皮膚用いられて刺激性等の安全性等、 作業環境 を改善することが必要とされているため、 これら炭化水素油を含む多機能性 炭化水素油組成物は、 上記作業環境の改善ができるとともに、 その用途に見 合った各種の要求性能を満たす必要がある。 具体的な態様としては上記のよ うに、 金属加工油、 同じく金属加工油、 放電加工油、 さび止め油、 洗浄剤組 成物が例示され、 それぞれの具体的な態様、 第 1態様乃至第 5態様、 におけ る各々の背景技術を以下に説明する。 第 1態様 (金属加工油)
冷蔵庫やエアコン等の冷凍冷蔵システムの熱交換器に使用されているアル ミニゥムフィンは、 アルミニウムフィン材を張り出し加工、 絞り加工、 打ち 抜き加工、 力一リング加工、 しごき加工等の塑性加工をすることにより製造 される。 これらのアルミニウムフィン材の加工は、 通常、 加工油剤を用いて 行われ、 鉱油またはイソパラフィン等の合成系炭化水素 (例えば、 特許文献 1参照。) に、 脂肪酸、 脂肪酸エステル、 高級アルコール、 ひ一才レフイン等 の油性剤を添加した加工油剤が使用されている。 しかし、 これらの加工油剤 では、 十分な潤滑性が得られず、 ポンチにアルミが凝着したり、 素材表面の 損傷が見られる場合がある。 これらの問題を解決するため添加剤の添加量を 多くすると、 臭気が増して作業環境を悪化させ、 熱による油剤除去が不完全 になり、 変色など外観上の問題を引き起こすのに加え、 水漏れ性といったフ ィンとしての性能をも阻害する。
アルミニウム、 およびその合金の金属の圧延においては、 圧延油の油性剤 として従来は高級アルコール、 脂肪酸エステル、 脂肪酸、 アルキレングリコ —ルエステル化物、 (¾—ォレフィンなどが使用され、 特に高級アルコール、 次いで脂肪酸エステルが一般的に使用されてきた (特許文献 2、 特許文献 3 参照)。
しかし生産性を向上させるため、 より高速度で、 かつより高い圧下率で金 属を圧延することが必要とされ、 潤滑部位はより高温にさらされるようにな つた。 また、 一般的にツーナイン、 スリーナイン、 フォーナインと呼ばれる アルミニウム純度が 9 9 %、 9 9 . 9 %、 9 9 . 9 9 %を超える高純度材の 圧延では著しい凝着が発生し、 潤滑性が阻害されたり、 大量の摩耗紛が発生 し生産性向上の妨げとなる。
このため従来から知られている油性剤の添加では十分な圧延限界が得られ ず、 油性剤の添加量を増すか圧延速度や圧下率を下げて圧延するといつた対 策がとられている。 しかし油性剤を増すことによって、 焼鈍時のスティン発 生、 ワークロールと圧延材のスリップおよび圧延後の板表面の光沢むらの発 生、 摩耗粉量の増加、 などの板品質の低下、 油剤の臭気の増加による作業環 境の悪化、 圧延油コストの上昇といった問題が生じる。 一方圧延速度や圧下
率を下げると生産性が低下するため好ましくない。
特許文献 1 :特開平 2— 1 3 3 4 9 5号公報
特許文献 2 : 2 0 0 3— 1 6 5 9 9 3号公報
特許文献 3 : 2 0 0 3 - 1 6 5 9 9 4号公報 第 2態様 (金属加工油)
切削 '研削加工においては、 加工に用いられるドリル、 エンドミル、 バイ ト、 砥石等の工具の寿命延長や被加工物の表面粗さの向上、 並びにそれによ る加工能率の向上といった機械加工における生産性の向上を目的として、 通 常、 切削 ·研削加工用油剤が使用されている。
切削 ·研削加工用油剤は、 界面活性剤及び潤滑成分を水に希釈して使用す る水溶性切削 ·研削加工用油剤と、 鉱物油を主成分として原液のままで使用 する不水溶性切削 ·研削加工用油剤との 2種類に大別される。 一般に、 不水 溶性切削 ·研削加工用油剤は潤滑性能に、 水溶性切削 ·研削加工用油剤は冷 却性能にそれぞれ優れている。
加工能率の向上に有効な切削 ·研削油剤も別の側面からみると好ましくな い点があり、 その代表的な問題点として環境への影響が挙げられる。 不水溶 性、 水溶性にかかわらず油剤は使用中に徐々に劣化してついには使用不能な 状態になる。 例えば、 水溶性油剤の場合には微生物の発生によって液の安定 性が低下して成分の分離が生じたり、 衛生環境を著しく低下させてその使用 が不可能となる。 また、 不水溶性油剤の場合には酸化の進行によって生じる 酸性成分が金属材料を腐食させたり、 粘度の著しい変化が生じてその使用が 不可能となる。 更に、 油剤が切りくず等に付着して消費されたりして廃棄物 となる。
このような場合には劣化した油剤を廃棄して新しい油剤が使用される。 こ のときに廃棄物として排出される油剤は環境に影響を及ぼさないように様々 な処理が必要になる。 例えば、 作業能率の向上を優先させて開発されてきた 切削 ·研削油剤には、 焼却処理時に有毒なダイォキシンを発生させる可能性 のある塩素系化合物が多く用いられているが、 これらの化合物の除去処理な
どが必要になる。 このため、 塩素系化合物を含まない切削 ·研削油剤も開発 されているが、 たとえかかる有害な成分を含まない切削 ·研削油剤であって も廃棄物の大量排出にともなう環境への影響という問題がある。 また、 水溶 性油剤の場合には環境水域を汚染する可能性があるため、 高いコストをかけ て高度な処理を施す必要がある。
このように、加工効率の向上と環境負荷の低減との両立が困難な例として、 自動車部品や家電部品として用いられる非鉄金属製部品の製造分野が挙げら れる。 より具体的には、 アルミニウム又はアルミニウム合金などの非鉄金属 製部品を加工する際には、従来、水溶性油剤を使用するのが一般的であるが、 非鉄金属を加工した後の廃液には金属が溶解していることが多く、 廃液処理 に多大なコストを要するという問題がある。 また、 水溶性油剤を用いる場合 は、 最適な P Hの加工液を使用しないと腐敗や部品表面の腐食を生じてしま うため、 その使用に際しては厳密且つ頻繁な管理が必要となる。
そこで、 非鉄金属加工の分野では、 上記の問題点を解決するために、 ドラ ィ加工ゃ不水溶性加工油剤の適用が検討されている。
また、 その一方で、 新規な加工方法として、 極微量油剤供給方式切削 ·研 削加工方法の開発が進められている。 この方法は、 通常の切削 ·研削加工に おける油剤の使用量に比べて 1 Z 1 0 0 0 0 0〜 1 / 1 0 0 0 0 0 0程度の 極微量の油剤を圧縮流体 (例えば圧縮空気) と共に加工物に供給しながら切 削 '研削を行うものである。 このシステムでは、 圧縮空気による冷却効果が 得られ、 また極微量の油剤を用いるために廃棄物量を低減することができ、 従って廃棄物の大量排出に伴う環境への影響も改善することができる。 した がってこの方法は、 非鉄金属の加工方法としてだけでなく、 鉄系金属の加工 方法としても期待されている。
極微量油剤供給方式の場合、 油剤の供給量が極微量であっても良好な表面 の加工物を得ることができ、 また工具等の摩耗も少なく、 切削 ·研削を効率 よく行えることが望ましく、 従って切削 ·研削加工油剤にはより高い性能が 要求される。 また、 廃棄物処理や作業環境の点から、 生分解性に優れた油剤 であることが望ましい。
また、 極微量油剤供給方式の場合、 良好なオイルミストを生じさせること が非常に重要である。 オイルミストの状態が悪いと、 配管詰まりが起こって 加工点に到達するオイル量が不十分となり、 加工効率の低下や工具寿命の低 下が起こりやすくなる。その一方で、オイルが過剰にミスト化されやすいと、 吐出されたオイルミス卜が飛散し、 作業環境を汚染することになる。 また、 この場合も、 オイルミストが飛散することによりオイル量の損失が生じるた め、 加工点に到達するオイル量が不十分となり、 加工効率の低下や工具寿命 の低下が起こりやすくなる。
更に、 極微量油剤供給方式では、 油剤はオイルミスト化されて供給される ので、 安定性の悪い油剤を使用した場合、 工作機械内部、 ワーク、 工具、 ミ ストコレクター内等に付着してベたつき現象の原因となり、 取り扱い性にお いて支障を来し、 作業能率が低下する。 そのため、 極微量油剤供給方式に用 いる油剤の開発では、 油剤はべたつきにくいことが望ましい。
本発明者らは、 このような実状に鑑み、 エステル油と特定の動粘度を有す る炭化水素油との双方を含有する、 極微量油剤供給方式の金属加工油組成物 を提案している (特許文献 4 )。
特許文献 4 :特開 2 0 0 5— 2 9 0 1 6 3号公報 第 3態様 (放電加工油)
放電加工法は、 絶縁性媒体内で電極 (銅、 グラフアイトなど) と導電性の 被加工物との間を数ミクロンから数十ミクロンの狭い間隔を保って対向させ、 この間隔を介して加工電源からパルス的に電圧を供給すると、 電極と工作物 との間隔がその電圧で放電を開始する間隔である時に放電を生じ被加工物を 高精度に加工する方法である。
加工速度 (加工能率) は、 電源の能力をどの程度引き出すことができるか の尺度であり、 加工精度 (加工表面の凹凸、 即ち、 表面粗さや、 放電によつ て油などの燃焼滓の付着による加工表面の汚れ、 所謂、 しみの有無などで示 される) と並び放電加工法における基本性能の一つである。
絶縁性媒体として用いられる放電加工油は、 加工精度だけでなく、 加工速
度にも大きな影響を及ぼし、 また、 放電加工により生じた溶融金属を飛散さ せる、 飛散した加工粉を極間外に排除する、 放電加工による加熱部を冷却す る、 極間の絶縁回復を行なう等重要な役割を果たしている。
このような放電加工油の基油としては、従来、鉱油、 ノルマルパラフィン、 イソパラフィンなどの炭化水素系溶剤が使用されている (特許文献 5、 6、 7)。
特許文献 5 :特開 2001— 11 5179号公報
特許文献 6 :特開 2003— 342595号公報
特許文献 7 :特開 2005— 154471号公報 第 4態様 (さび止め油組成物)
従来より鋼板、 軸受等の金属製部材の分野では、 通常、 さびの発生を防止 するために製造後の部材にさび止め油が塗布される。
さび止め油としては、 単にさびの発生を防止するためのみに用いられるも のの他、 洗浄作用を有する洗浄防鲭油、 中間製品におけるさびの発生の防止 作用とその後の加工工程における潤滑作用とを併せ持つ防鲭兼加工油等の多 機能型さび止め油が知られている。 これらのさび止め油においては、 取り扱 い性を向上させる目的で、 比較的低粘度の基油、 あるいは低粘度基油と髙粘 度基油とを混合した基油が用いられる場合が多い。 第 5態様 (洗浄剤組成物)
金属製部品は、 通常、 切削、 研削、 プレス加工等の金属加工工程があるた めに、 磨耗粉が発生する。 磨耗粉はそれ自体がさび易く、 且つさび止め油な どの油分を吸いやすい事から、 油膜切れが起こりさびの発生となる。 また、 自動車のボディなどに用いる鋼板上に、 磨耗粉や塵埃が残っている場合、 プ レス成型時に傷がつくなどの問題が生じる。 以上、 種々の理由により、 洗浄 工程は不可欠なものとされている。 (特許文献 8、 特許文献 9)
特許文献 8 :特開 2003— 238994号公報
特許文献 9 :特開 2003— 238995号公報
発明の開示
発明が解決しょうとする課題
本願発明は上記実情のもと、 具体的な態様としては上記のように、 金属加工 油、 同じく金属加工油、放電加工油、 さび止め油、洗浄剤組成物が例示され、 それぞれの具体的な態様、 第 1態様乃至第 5態様の発明は、 以下の各々の各 態様の実情のもとに鑑みてなされたものである。 第 1態様 (金属加工油)
第 1態様に係る本発明はこのような実情に鑑みなされたものであり、 その 目的は、高い生産性に耐え、過酷な潤滑条件下でも高い加工性を有する一方、 作業環境の悪化や製品の品質低下を抑えるとともに、 油剤コス卜の上昇をも たらさない金属加工油組成物を提供することにある。 第 2態様 (金属加工油)
第 2態様に係る本発明は、 非鉄金属加工用の不水溶性油剤としての特性、 及び極微量油剤供給方式の切削 ·研削加工用油剤としての特性にさらに優れ、 加工効率の向上及び工具の更なる長寿命化を達成可能な極微量油剤供給方式 の金属加工油組成物を提供することを目的としている。 第 3態様 (放電加工油)
近年、 臭気や肌荒れなどの作業環境の向上や、 更なる加工速度の向上、 特 に髙仕上げ時の加工速度の向上が求められるようになつてきており、 各種の 検討が行われてきた。 しかしながら、 上述した従来の炭化水素系溶剤では十 分な効果が得られていなかった。 第 3態様に係る本発明は上記従来技術の有 する課題に鑑みてなされたものである。 第 4態様 (さび止め油組成物)
鋼板ゃ軸受等の金属製部材を備える装置においては、 通常、 金属製部材の
他に様々な有機材料からなる部材が用いられているので、 さび止め油には有 機材料との適合性に優れることも求められるが、 従来のさび止め油を用いた 場合には有機材料からなる部材を劣化させてしまう場合があつた。
また、 金属製部材を出荷する際に、 梱包材として有機材料を用いると、 梱 包材が劣化する場合があった。 本発明者らは、 このような実状に鑑み、 有機 材料に対する適合性が高いさび止め油を提案している (特許文献 1 0 )。
特許文献 1 0 :特開 2 0 0 5— 2 9 0 1 6 3号公報
第 4態様に係る本発明は上記従来技術の有する課題に鑑みてなされたもの であり、 有機材料に対する適合性が十分に高く、 取り扱い性に優れており、 且つ金属製部材におけるさびの発生を十分に防止することが可能なさび止め 油を提供することを目的とする。 第 5態様 (洗浄剤組成物)
鋼板ゃ軸受等の金属製部品を備える装置においては、 通常、 金属製部品の 他に様々な有機材料からなる部材が用いられているので、 洗浄剤には有機材 料との適合性に優れることが求められる。
また、 金属製部品を出荷する際に、 梱包材として有機材料を用いると、 梱 包材が劣化する場合があった。 すなわち樹脂相性の向上が要求される。
本発明は上記従来技術の有する課題に鑑みてなされたものであり、 有機材 料に対する適合性が十分に高く、 且つ金属製部品の洗浄性に優れた洗浄剤を 提供することを目的とする。 課題を解決するための手段
すなわち、 本発明の第 1は、 1 5 °Cにおける密度が 0 . 7〜0 . 8 g / c m3であり、 n—パラフィン分が 1 0〜9 0質量%、芳香族分が 0〜 3容量%、 ナフテン分が 0〜 2 0容量%である炭化水素油を含有する多機能性炭化水素 油組成物に関する。
本発明の第 2は、 本発明の第 1において、 前記炭化水素油が、 フイツシャ 一トロプシュ ( F T ) 合成工程、 ヮックス含有成分の水素化分解工程及びこ
れらの工程から得られる成分の水素化精製処理工程から選ばれる少なくとも 一つの工程を有する製造工程により製造される灯軽油留分であることを特徴 とする多機能性炭化水素油組成物に関する。
本発明の第 3は、 本発明の第 1または第 2において、 前記多機能性炭化水 素油組成物が、ィンク '塗料用溶剤、クリ一二ング用溶剤、エアゾール用溶剤、 防腐剤 ·殺虫剤 ·農薬用溶剤、 感圧紙用溶剤、 界面活性剤用希釈剤、 ヮック ス ·クリーナ ·ポリッシュ用希釈剤、 自動車アンダーコート剤、 なつ染用溶 剤、 オルガノゾル、 顔料分散剤、 ブランケット洗浄剤、 半導体洗浄剤、 めつ き用前処理剤、 2サイクルエンジン油、 潤滑油、 タイヤ製造用接着剤、 接着 剤、 離型剤、 ポリオレフイン反応溶剤、 家庭用クリーナ、 NAD塗料、 鉱石浮 遊選鉱、 印刷インキ洗浄液、 車の一時保護塗料 (ワックスを主成分とする) の除去剤、 木材防腐剤、 除草剤、 ノンカーボン紙、 水処理剤、 金属抽出用希 釈剤、 温室用 C O 2製造、 金属深傷剤の.いずれかに用いられる前記多機能性炭 化水素油組成物に関する。
本発明の第 4は、 金属加工油についての第 1態様に関するものであって、 本発明の第 1または第 2において、 前記多機能性炭化水素油組成物が、 金属 加工油組成物である多機能性炭化水素油組成物に関する。
本発明に第 5は、 金属加工油についての第 2態様に関するものであって、 本発明の第 1または第 2において、 前記多機能性炭化水素油組成物が、 さら にエステルを含む金属加工油組成物である多機能性炭化水素油組成物に関す る。
本発明の第 6は、 放電加工油についての第 3態様に関するものであって、 本発明の第 1または第 2において、 前記多機能性炭化水素油組成物が、 放電 加工油組成物である多機能性炭化水素油組成物に関する。
本発明の第 7は、 さび止め油組成物についての第 4態様に関するものであ つて、本発明の第 1または第 2において、前記多機能性炭化水素油組成物が、 さび止め油組成物である多機能性炭化水素油組成物に関する。
本発明の第 8は、洗浄剤組成物についての第 5態様に関するものであつて、' 本発明の第 1または第 2において、 前記多機能性炭化水素油組成物が、 洗浄
剤組成物である多機能性炭化水素油組成物に関する 発明の効果
本発明の炭化水素油を含有することにより揮発性、 引火性、 臭気、 皮膚剌 激性等の安全性等、 作業環境を改善することができるとともに、 多くの機能 を発揮する炭化水素組成物が得られる。具体的な態様としては上記のように、 金属加工油、 同じく金属加工油、 放電加工油、 さび止め油、 洗浄剤組成物が 例示され、 それぞれの具体的な態様、 第 1態様乃至第 5態様、 における発明 の効果は以下のとおりである。 第 1態様 (金属加工油組成物)
1 5 °Cにおける密度が 0 . 7〜0 . 8 g Z c m3であり、 n—パラフィン分 が 1 0〜9 0質量%、芳香族分が 0〜3容量%.、ナフテン分が 0〜 2 0容量% である炭化水素油を含有する金属加工油を用いることにより、 アルミフィン プレス、 アルミ圧延における加工性を向上させ、 さらに作業環境上好ましく ない油剤の臭気も軽減することが可能となる。 第 2態様 (金属加工油組成物)
非鉄金属加工用の不水溶性油剤としての特性、 及び極微量油剤供給方式の 切削 ·研削加工用油剤としての特性にさらに優れ、 加工効率の向上及び工具 の更なる長寿命化を達成可能であり、 特に、 極微量油剤供給方式の金属加工 において、加工性の向上、特にミスト化特性を向上させることが可能である。 第 3態様 (放電加工油組成物)
臭気や肌荒れなどの作業環境の向上や、 更なる加工速度の向上、 特に高仕 上げ時の加工速度の向上が可能な放電加工油が提供される。 第 4態様 (さび止め油組成物)
さび止め油組成物として樹脂相性を向上することが可能である。
第 5態様 (洗浄剤組成物)
樹脂相性の向上した溶剤を提供することが可能となる。 すなわち、 有機材 料に対する適合性が十分に高く、 且つ金属製部品の洗浄性に優れた洗浄剤を 提供される。 図面の簡単な説明
図 1は、本発明の第 2実施態様における図であり、極微量油剤供給式切削 · 研削加工方法において好適に用いられる工作機械の一例を示す説明図である。 符号の説明
図 1の図面中の符号は以下のとおりである。
1 ベッド、 2 テーブル、 3 被加工部材、 1 1 工具、 1 2 給油タン ク、 1 3 加工油剤供給部、 1 4 摺動面用油剤供給部、 1 5 軸受用油剤 供給部、 1 6 摺動面、 1 Ί 軸受部、 1 8 圧縮空気導入部。 発明を実施するための最良の形態
初めに、 本発明の多機能性炭化水素油組成物が基油とする炭化水素油の製 造について説明する。
本発明の炭化水素油は、 その製造法に特に制限はないが、 たとえば、 フィ ッシャ一トロプシュ (F T ) 合成工程、 ワックス含有成分の水素化分解工程 及びこれらの工程から得られる成分の水素化精製処理工程から選ばれる少な くとも 1つの工程を有する製造工程により製造される灯軽油留分であること が好ましい。 F T合成工程とは、 水素及び一酸化炭素を主成分とする混合ガス (合成ガ スと称する場合もある) に対してフ-イツシャ一トロプシュ (F T) 反応を適 用させる工程であり、 ガス、 ナフサ、 灯油、 軽油の沸点範囲に相当の液体留 分、 パラフィンワックス (F Tワックス) 等が得られる。
ヮックス含有成分の水素化分解工程とは、 前記 F Tヮックスゃ潤滑油脱ろ う工程において副生されるスラックワックス等のヮックス含有成分を水素化 分解(異性化反応が含まれていても良い) 工程であり、 ガス、 ナフサ、 灯油、 軽油の沸点範囲に相当の液体留分、 潤滑油留分等が得られる。 また、 水素化精製工程とは、 上記の 2つの工程のいずれか又は両方から得 られる成分を水素化精製 (水素化分解 異性化反応が含まれていても良い) する工程である。 本発明においては、 上記各工程から得られる灯軽油留分を単独又は 2種以 上混合したものであってもよく、 また異なる上記工程から得られる灯軽留分 を 2種以上混合したものであっても良い。
なお、 ここでいう灯軽油留分とは、 常圧において 1 4 0〜4 0 0 °C、 好ま しくは 1 5 0〜 3 6 0 °Cの範囲に沸点範囲を有する留分を意味し、 例えば、 一般に、 灯油留分は沸点が 1 4 0〜 3 0 0 °C、 好ましくは 1 5 0〜 2 6 0 °C の範囲内にあり、 軽油留分は、 沸点が 1 5 0〜 4 0 0 °C、 好ましくは 1 8 0 〜3 6 0 °Cの範囲内にある。 本発明においては、 この沸点範囲内において、 必要に応じ、 蒸留等により所望の沸点範囲に調整することができる。 以下では、 F T合成、 水素化精製、 水素化分解の各工程を説明する。 ( F T合成工程)
<原料ガス >
原料となる混合ガスは、 水素及び一酸化炭素を主成分とする混合ガスであ り、 炭素を含有する物質を酸素および または水および/または二酸化炭素 を酸化剤に用いて酸化し、 更に必要に応じて水を用いたシフ卜反応により所 定の水素および一酸化炭素濃度に i 整して得られる。 炭素を含有する物質と しては、 天然ガス、 石油液化ガス、 メタンガス等の常温で気体となっている 炭化水素からなるガス成分や、 石油アスファルト、 バイオマス、 石炭、 建材 ゃゴミ等の廃棄物、 汚泥、 及び通常の方法では処理しがたい重質な原油、 非
在来型石油資源等を高温に晒すことで得られる混合ガスが一般的であるが、 水素及び一酸化炭素を主成分とする混合ガスが得られる限りにおいては、 本 発明はその原料を限定するものではない。 <触媒種 >
フィッシャートロプシュ反応には金属触媒が必要である。 該金属触媒とし ては、 好ましくは 8族の金属、 例えば、 コバルト、 ルテニウム、 ロジウム、 パラジウム、 ニッケル、 鉄等、 更に好ましくは 8族第 4周期の金属を活性触 媒成分として利用する。 また、 これらの金属を適量混合した金属群を用いる こともできる。 これらの活性金属はシリカやアルミナ、 チタニア、 シリカァ ルミナなどの担体上に担持して得られる触媒の形態で使用することが一般的 である。 また、 これら触媒に上記活性金属に加えて第 2金属を組合せて使用 することにより、 触媒性能を向上させることもできる。 第 2金属としては、 アルカリ金属やアルカリ土類金属、 具体的にはナトリウム、 リチウム、 マグ ネシゥムなどの他に、 ジルコニウム、 ハフニウム、 チタニウムなどが挙げら れ、 一酸化炭素の転化率向上やワックス生成量の指標となる連鎖成長確率 (ひ)の増加など、 目的に応じて適宜使用される。
<原料混合ガス組成 >
フィッシャートロプシュ反応は、 混合ガスを原料として液体留分及びパラ フィンワックスを生成する合成法である。 この合成法を効率的に行うために、 一般には混合ガス中の水素と一酸化炭素の比を制御することが好ましい。 水 素と一酸化炭素のモル混合比は 1 . 2 : 1以上であることが好ましく、 1 . 5 : 1であることがより好ましく、 1 . 8 : 1以上であることが更により好 ましい。 また、 この比率は 3 : 1以下であることが好ましく、 2 . 6 : 1以 下であることがより好ましく、 2 . - 2 : 1以下であることが更により好まし い。
<反応温度 >
上記触媒を用いてフィッシヤートロプシュ反応を行う場合の反応温度は、
180 以上 320°C以下であることが好ましく、 200°C以上 300°C以 下であることがより好ましい。 反応温度が 180 °C未満では一酸化炭素がほ とんど反応せず、炭化水素収率が低い傾向にある。また、反応温度が 320°C を超えると、 メタンなどのガス生成量が増加し、 液体留分及びパラフィンヮ ックスの生成効率が低下してしまう。
<液空間速度 >
触媒に対するガス空間速度に特に制限は無いが、 50 O h— 1以上 4000 h一1以下が好ましく、 1 000 h— 1以上 3000 h—1以下がより好ましレ^ ガス空間速度が 500未満では液体燃料の生産性が低下する傾向にあり、 ま た 4000 h一1を超えると反応温度を.高くせざるを得なくなると共にガス生 成が大きくなり、 目的物の収率が低下してしまう。 ぐ反応圧力 >
反応圧力 (一酸化炭素と水素からなる合成ガスの分圧) は特に制限が無い が、 0. 5 MP a以上 7 MP a以下が好ましく、 2MP a以上 4MP a以下 がより好ましい。 反応圧力が 0. 5 MP a未満では液体留分の収率が低下す る傾向にあり、 また 7 MP aを超えると設備投資額が大きくなる傾向にあり、 非経済的になる。
(水素化精製工程、 水素化分解工程)
上記 F T合成工程により得られた成分及び/又はヮックス含有成分を任意 の方法で水素化精製または水素化分解する。 水素化精製及び水素化分解は目 的に即して選択すればよく、 どちらか一方のみまたは両方法の組み合わせ等 の選択も本発明の希釈油を製造しうる範囲において何ら限定されるものでは ない。
(水素化精製工程)
本工程は、 主に上記 FT合成工程により得られた成分及び/又は後述する ヮックス含有成分の水素化分解工程により得られた成分を水素化精製するェ 程である。 この工程における反応には、 水素化分解/異性化反応が含まれて いてもよい。
<触媒種>
水素化精製に用いる触媒は水素化活性金属を多孔質担体に担持したもので 一般的あるが、 同様の効果が得られる触媒であれば本発明はその形態を何ら 限定するものではない。
多孔質担体としてはアルミナなどの無機酸化物が挙げられる。 具体的な無 機酸化物としてはアルミナ、 チタニア、 ジルコニァ、 ポリア、 シリカ、 ある いはゼォライ卜がある。
ゼォライトは結晶性アルミノシリケ一トであり、 フォージャサイト、 ペン 夕シル、 モルデナイトなどが挙げられ、 好ましくはフォージャサイト、 ベー 夕、 モルデナイト、 特に好ましくは Y型、 ベータ型が用いられる。 Y型は超 安定化したものが好ましい。
活性金属としては以下に示す 2つの種類 (活性金属 Aタイプおよび活性金 属 Bタイプ) が好ましく用いられる。
活性金属 Aタイプは周期律表第 8族金属から選ばれる少なくとも 1種類の 金属である。 好ましくは Ru, Rd, I r, P d, P tから選ばれる少なく とも 1種類であり、 さらに好ましくは P dまたは Zおよび P tである。 活性 金属としてはこれらの金属を組み合わせたものでよく、 例えば P t— P d, P t -Rh, P t -Ru, I r -P d, I r -Rh, I r -Ru, P t— P d-Rh, P t -R h-R u, I r - P d -R h, I r— Rh— Ruなどが ある。 これらの金属からなる貴金属系触媒を使う際には、 水素気流下におい て予備還元処理を施した後に用いることができる。 一般的には水素を含むガ スを流通し、 200で以上の熱を所定の手順に従って与えることにより触媒 上の活性金属が還元され、 水素化活性を発現することになる。
また活性金属 Bタイプとして、 周期律表第 6 A族および第 8族金属から選 ばれる少なくとも一種類の金属を含有し、 望ましくは第 6 A族および第 8族 から選択される二種類以上の金属を含有しているものも使用することができ る。 例えば C o— Mo, N i -Mo, N i— Co— Mo, N i— Wが挙げら れ、 これらの金属からなる金属硫化物触媒を使う際には予備硫化工程を含む 必要がある。
金属源としては一般的な無機塩、 錯塩化合物を用いることができ、 担持方 法としては含浸法、 イオン交換法など通常の水素化触媒で用いられる担持方 法のいずれの方法も用いることができる。 また、 複数の金属を担持する場合 には混合溶液を用いて同時に担持してもよく、 または単独溶液を用いて逐次 •担持してもよい。 金属溶液は水溶液でもよく有機溶剤を用いてもよい。 ぐ反応温度 >
上記活性金属 Aタイプからなる触媒を用いて水素化精製を行う場合の反応 温度は、 180°C以上 400°C以下であることが好ましく、 200°C以上 3 70°C以下であることがより好ましく、 250°C以上 350°C以下であるこ とが更に好ましく、 280°C以上 350°C以下が更により好ましい。 水素化 精製における反応温度が 370°Cを超えると、 ナフサ留分へ分解する副反応 が増えて中間留分の収率が極度に減少するため好ましくない。 また、 反応温 度が 1 70でを下回ると、 アルコール分が除去しきれずに残存するため好ま しくない。
上記活性金属 Bタイプからなる触媒を用いて水素化精製を行う場合の反応 温度は、 170°C以上 320°C以下であることが好ましく、 175°C以上 3 00°C以下であることがより好ましく、 1 80°C以上 280°C以下であるこ とが更により好ましい。水素化精製における反応温度が 320°Cを超えると、 ナフサ留分へ分解する副反応が増えて中間留分の収率が極度に減少するため 好ましくない。 また、 反応温度が 170 を下回ると、 アルコール分が除去 しきれずに残存するため好ましくない。
<水素圧力 >
上記活性金属 Aタイプからなる触媒を用いて水素化精製を行う場合の水素 圧力は、 0. 5MP a以上 1 2MP a以下であることが好ましく、 1. 0M P a以上 5. 0 MP a以下であることがより好ましい。 水素圧力は高いほど 水素化反応が促進されるが、 一般には経済的に最適点が存在する。
上記活性金属 Bタイプからなる触媒を用いて水素化精製を行う場合の水素 圧力は、 2 MP a以上 10 MP a以下であることが好ましく、 2. 5 MP a 以上 8 MP a以下であることがより好ましく、 3MP a以上 7MP a以下で あることが更により好ましい。 水素圧力は高いほど水素化反応が促進される 力 一般には経済的に最適点が存在する。 -
<LHS V>
活性金属 Aタイプからなる触媒を用.いて水素化精製を行う場合の液空間速 度(LHSV)は、 0. l h— 1以上 10. 0 h—1以下であることが好ましく、 0. 3 h— 1以上 3. 5 h—1以下であることがより好ましい。 LHSVは低い ほど反応に有利であるが、 低すぎる場合には極めて大きな反応塔容積が必要 となり過大な設備投資となるので経済的に好ましくない。
上記活性金属 Bタイプからなる触媒を用いて水素化精製を行う場合の液空 間速度 (LHSV) は、 0. 1 h一1以上 2 h—1 下であることが好ましく、 0. S h— 1以上 1. 5 h—1以下であることがより好ましく、 0. 3 h— 1以上 1. 2 h—1以下であることが更により好ましい。 LHSVは低いほど反応に 有利であるが、 低すぎる場合には極めて大きな反応塔容積が必要となり過大 な設備投資となるので経済的に好ましくない。 <水素ノ油比 >
上記活性金属 Aタイプからなる触媒を用いて水素化精製を行う場合の水素 油比は、 50NL/L以上 1000 NLZL以下であることが好ましく、 70NL/L以上 800 NL/L以下であることがより好ましい。 水素/油 比は高いほど水素化反応が促進されるが、 一般には経済的に最適点が存在す
る。
上記活性金属 Bタイプからなる触媒を用いて水素化精製を行う場合の水素 Z油比は、 100NL/L以上 800 NLZL以下であることが好ましく、 120NL/L以上 600 NL/L以下であることがより好ましく、 1 50 NL/L以上 500 NL/L以下であることが更により好ましい。 水素 Z油 比は高いほど水素化反応が促進されるが、 一般には経済的に最適点が存在す る。
(水素化分解工程)
本工程は、 ワックス含有成分、 好ましくは上記 FTワックスを水素化分解 する工程である。 この工程における反応には、 異性化反応が含まれていても 良い。 ぐ触媒種 >
水素化分解に用いる触媒は水素化活性金属を固体酸性質を有する担体に担 持したものが一般的であるが、 同様の効果が得られる触媒であれば本発明は その形態を何ら限定するものではない。
固体酸性質を有する担体にはアモルファス系と結晶系のゼォライ卜がある。 具体的にはアモルファス系のシリカ一アルミナ、 シリカ一マグネシア、 シリ カージルコニァ、 シリカーチタニアとゼォライトのフォージャサイト型、 ベ 一夕型、 MF I型、 モルデナイト型などがある。 好ましくはフォージャサイ ト型、 ベータ型、 MF I型、 モルデナイト型のゼォライト、 より好ましくは Y型、 ベータ型である。 Y型は超安定化したものが好ましい。
活性金属としては以下に示す 2つの種類 (活性金属 Cタイプおよび活性金 属 Dタイプ) が好ましく用いられる。
活性金属 Cタイプとしては主に周期律表第 6 A属および 8族金属から選ば れる少なくとも 1種類の金属である。 好ましくは N i、 C o、 Mo、 P t、 P d、 Wから選ばれる少なくとも 1種類の金属である。 これらの金属からな る貴金属系触媒を使う際には、 水素気流下において予備還元処理を施した後
に用いることができる。 一般的には水素を含むガスを流通し、 200°C以上 の熱を所定の手順に従って与えることにより触媒上の活性金属が還元され、 水素化活性を発現することになる。
また活性金属 Dタイプとしてはこれらの金属を組み合わせたものでよく、 例えば P t— P d、 Co—Mo、 N i— Mo、 N i _W、 N i— Co_Mo などがある。
また、 これらの金属からなる触媒を使う際には予備硫化した後に使用する のが好ましい。
金属源としては一般的な無機塩、 錯塩化合物を用いることができ、 担持方 法としては含浸法、 イオン交換法など通常の水素化触媒で用いられる担持方 法のいずれの方法も用いることができる。 また、 複数の金属を担持する場合 には混合溶液を用いて同時に担持してもよく、 または単独溶液を用いて逐次 担持してもよい。 金属溶液は水溶液でもよく有機溶剤を用いてもよい。 <反応温度 >
上記活性金属 Cタイプおよび活性金属 Dタイプからなる触媒を用いて水素 化分解を行う場合の反応温度は、 200 以上 450°C以下であることが好 ましく、 250°C以上 430°C以下であることがより好ましく、 300°C以 上 400°C以下であることが更により好ましい。 水素化分解における反応温 度が 370でを超えると、 ナフサ留分へ分解する副反応が増えて中間留分の 収率が極度に減少するため好ましくない。 一方、 200°C未満の場合は触媒 の活性が著しく低下するので好ましくない。 ぐ水素圧力 >
上記活性金属 Cタイプおよび活性金属 Dタイプからなる触媒を用いて水素 化分解を行う場合の水素圧力は、 : L_MP a以上 2 OMP a以下であることが 好ましく、 4 MP a以上 16 MP a以下であることがより好ましく、 6 MP a以上 1 3 MP a以下であることが更により好ましい。 水素圧力は高いほど 水素化反応が促進されるが、 分解反応はむしろ進行が鈍化し反応温度の上昇
で進行を調整する必要が生じるため、 転じて触媒寿命の低下に繋がってしま う。 そのため、 一般に反応温度には経済的な最適点が存在する。
<LHS V>
上記活性金属 Cタイプからなる触媒を用いて水素化分解を行う場合の液空 間速度(LHS V)は、 0. 1 h— 1以上 10 h—1以下であることが好ましく、 0. 3 h— 1以上 3. 5 h一1以下であることがより好ましい。 LHSVは低い ほど反応に有利であるが、 低すぎる場合には極めて大きな反応塔容積が必要 となり過大な設備投資となるので経済的に好ましくない。
上記活性金属 Dタイプからなる触媒を用いて水素化分解を行う場合の液空 間速度 (LHSV) は、 0. 1 h—1以上 2 h—1以下であることが好ましく、 0. 2 h一1以上 1. 7 h—1以下であることがより好ましく、 0. 3 h— 1以上 1. 5 h h一1以下であることが更により好ましい。 LHSVは低いほど反応 に有利であるが、 低すぎる場合には極めて大きな反応塔容積が必要となり過 大な設備投資となるので経済的に好ましくない。 ぐ水素 Z油比 >
上記活性金属 Cタイプからなる触媒を用いて水素化分解を行う場合の水素 /油比は、 50NLZL以上 1 000 NL/L以下であることが好ましく、 70 NLZL以上 800 NLZL以下であることがより好ましく、 400 N LZL以上 1 500 NLZL以下であることが更に好ましい。 水素 Z油比は 高いほど水素化反応が促進されるが、 一般には経済的に最適点が存在する。 上記活性金厲 Dタイプからなる触媒を用いて水素化分解を行う場合の水素 Z油比は、 150NLZL以上 2000 N L /L以下であることが好ましく、 300 NLノ L以上 1 700NL/L以下であることがより好ましく、 40 0NLZL以上 1500 NLZL以下であることが更により好ましい。 水素 油比は高いほど水素化反応が促進されるが、 一般には経済的に最適点が存 在する。
<装置>
水素化処理する装置はいかなる構成でもよく、 反応塔は単独または複数を 組み合わせてもよく、 複数の反応塔の間に水素を追加注入してもよく、 気液 分離操作や硫化水素除去設備、 水素化生成物を分留し、 所望の留分を得るた めの蒸留塔を有していてもよい。
本発明の水素化処理装置の反応形式は、 固定床方式をとりうる。 水素は原 料油に対して、 向流または並流のいずれの形式をとることもでき、 また、 複 数の反応塔を有し向流、 並流を組み合わせた形式のものでもよい。 一般的な 形式としてはダウンフローであり、 気液双並流形式がある。 反応塔の中段に は反応熱の除去、 あるいは水素分圧を上げる目的で水素ガスをクェンチとし て注入してもよい。
以上のようにしてフィッシヤートロプシュ合成工程、 ワックス含有成分の 水素化分解工程及びこれらの工程から得られる成分の水素化精製工程から選 ばれる少なくとも 1つの工程を有する製造工程により製造される灯軽油留分 を、 本願発明の炭化水素油として使用することができる。
本願発明の炭化水素油は以上のようにして製造される。 以上のようにして製造される炭化水素油は、 第 1乃至第 5態様の金属加工 油組成物、 エステルを必須成分として含有する金属加工油組成物、 放電加工 油組成物、 さび止め油及び洗浄剤組成物に好適に使用されるほか、 インク'塗 料用溶剤、 クリーニング用溶剤、 エアゾール用溶剤、 防腐剤 ·殺虫剤 ·農薬 用溶剤、 感圧紙用溶剤、 界面活性剤用希釈剤、 ワックス ·クリーナ ·ポリツ シュ用希釈剤、 自動車アンダーコート剤、 なつ染用溶剤、 オルガノゾル、 顔 料分散剤、 ブランケット洗浄剤、 半導体洗浄剤、 めっき用前処理剤、 2サイ クルエンジン油、 潤滑油、 タイヤ製造用接着剤、 接着剤、 離型剤、 ポリオレ フィン反応溶剤、 家庭用クリーナ、 -NAD塗料、 鉱石浮遊選鉱、 印刷インキ洗 浄液、車の一時保護塗料 (ワックスを主成分とする) の除去剤、木材防腐剤、 除草剤、 ノンカーボン紙、 水処理剤、 金属抽出用希釈剤、 温室用 C O 2製造、 金属深傷剤などに用いられる。
前述のようにして製造される炭化水素油の性状を以下に説明する。
本発明の炭化水素油は、 15°Cにおける密度が 0. 7〜0. 8 gZcm3であ り、 n—パラフィン分が 10〜90質量%、 芳香族分が 0〜3容量%、 ナフ テン分が 0〜20容量%である。
本発明の炭化水素油の 1 5°Cにおける密度(gZcm3、 J I S K224 9 (以下同様)) は、 0. 7〜0. 8 g/cm3、 好ましくは 0. 70〜0. 80 g/cm3、 より好ましくは 0. 72〜0. 79 g/cm3、 さらに好ま しくは 0. 73〜0. 785 gZcm3である。 密度がこれより低いと引火点 が低くなり、金属加工油では加工性が劣り、放電加工油では補給量が増加し、 さび止め油、 洗浄剤では有機樹脂材料との相性が劣る。 一方、 この範囲を越 えて高いと、 金属加工油、 さび止め油及び洗浄剤では油剤の除去性が劣り、 放電加工油では加熱部の冷却不良、 溶融金属 (加工粉) の飛散、 除去防止が 不十分のためにいずれも好ましくない。 本発明の炭化水素油の n—パラフィン分含有量 (質量%) は、 10〜90 質量%、 好ましくは 20〜80質量%、 さらに好ましくは 30〜 70質量% である。 この範囲より少ないと臭気の点で問題となり、 金属加工油では加工 性が劣り、 さび止め油、 洗浄剤では有機樹脂材料との相性が劣る。 一方、 こ の範囲より多いとエステル油との相溶性や添加剤の溶解性が劣るのでいずれ も好ましくない。 本発明の炭化水素油の芳香族分の含有量 (容量%) は 0〜3%、 好ましく は 0〜2%、 より好ましくは 0〜1 %である。 芳香族含有量が高いと、 臭気 を発したり、 また皮膚刺激性が発現したりし、 作業環境悪化につながる場合 がある。 また、 さび止め油、 洗浄 では有機樹脂材料との相性が劣り、 好ま しくない。
本発明の炭化水素油のナフテン分含有量 (容量%) は、 0〜20%、 好ま しくは 0〜10%、 さらに好ましくは 0〜 5%である。 ナフテン含有量が高
57702
いと臭気を発し、 これは作業環境悪化につながり、 また皮膚刺激性も奏する ので好ましくない。 本発明の炭化水素油の 40°Cにおける動粘度(mm2/s、 J I S K22 83 (以下同様)) は、 特に限定されないが、 好ましくは 0. 5〜9mm2/ s、さらに好ましくは 1. 0〜5. 5mm2Zs、より好ましくは 1. 2〜5. 0mm2/sである。 動粘度がこれより低いと引火点が低くなり、 金属加工油 では加工性が劣る場合があり、 放電加工油では補給量が増加する可能性があ り、 さび止め油では防鲭性、 洗浄剤では有機樹脂材料との相性が劣る可能性 がある。 一方、 動粘度がこの範囲を越えて高いと金属加工油、 さび止め油で は油剤の除去性が劣る場合があり、 放電加工油では加熱部の冷却不良、 溶融 金属 (加工粉) の飛散、 除去防止が不十分となる可能性があり、 洗浄剤では 洗浄性に劣る可能性がある。 本発明の炭化水素油の引火点 (°C) は、 J I S K 2265の規定に従い タグ密閉式又はペンスキーマルテンス密閉式引火点試験法により測定される もので (以下同様)、 特に限定されないが、 好ましくは 50〜200°C、 より 好ましくは 55〜 1 50°C、 さらに好ましくは 58〜140 Cである。 引火 点が低いと火災の危険が増す場合があり、 高いと金属加工油、 さび止め油で は除去性が劣る場合があり、 洗浄剤では洗浄性が劣る可能性がある。 本発明の炭化水素油のァニリン点 ( 、 J I S K2256 (以下同様)) は、 特に限定されないが、 好ましくは 65〜1 10°C、 より好ましくは 70 一 1 10 、 さらに好ましくは 75〜1 1 0°Cである。 これより低いァニリ ン点では加工性能が悪化する可能性がある。 本発明の炭化水素油の硫黄分 (質量 P pm、 J I S K2541 (以下同 様)) は、 特に限定されないが、 好ましくは 0〜30質量 p pm、 より好まし くは 0〜10質量 p pm、 さらに好ましくは 0〜 5質量 p pm、 もっとも好
ましくは 0〜 1質量 p p mである。 硫黄分が多いと臭気が悪化する場合があ る。 本発明の炭化水素油の蒸留性状 (°C) はエングラー蒸留 (J I S K22 54 (以下同様)) によるもので、 以下のとおりである。
本発明の炭化水素油の初留点 (°C) は、 特に限定されないが、 好ましくは 140〜280°Cであり、 より好ましくは 1 50〜275°C、 さらに好まし くは 160〜 270で、 最も好ましくは 1 65〜265°Cである。 低いと金 属加工油剤の使用量が、放電加工油では補給量が多くなる場合があり、また、 さび止め油、 洗浄剤では有機樹脂材料との相性が劣る場合がある。
本発明の炭化水素油の 10 %留出点 (°C) は、 特に限定されないが、 好ま しくは 150_290°C、 より好ましくは 160〜285°C、 さらに好まし くは 170〜280°C、 最も好ましくは 1 80〜275°Cである。
本発明の炭化水素油の 50 %留出点 (°C) は、 特に限定されないが、 好ま しくは 170— 320 °Cであり、 より好ましくは 180〜 31 0 °C、 さらに 好ましくは 1 90〜 300 °C、 特に好ましくは 195〜 290 °Cである。 本発明の炭化水素油の 90 %留出点 (°C) は、 特に限定されないが、 好ま しくは、 180— 390°C、 より好ましくは 190〜370°C、 さらに好ま しくは 200〜340°C、 特に好ましくは 210〜330°Cである。 本発明の炭化水素油の終点 (°C) は特に限定されないが、 好ましくは 1 9 0〜400°Cであり、 より好ましくは 200〜380 、 さらに好ましくは 210〜350°C、 最も好ましくは 220〜340°Cである。 終点 (°C) が 高いと金属加工油の除去性が劣る場合がある。
本発明の炭化水素油の Tg。一 T1 Q (°C) は特に限定されないが、 好ましく は 15〜160°C、 より好ましくは 20〜: L 50で、 さらに好ましくは 30 〜140°C、 特に好ましくは 35〜135でである。 T90— T10 (°C) が狭 いと添加剤の溶解性が劣り、 また一方、 広いと、 圧延加工では循環使用時の 基油の性状変化大となり、 除去性も劣り、 また、 放電加工油では補給量が増
加する、 加熱部の冷却不良、 溶融金属 (加工粉) の飛散、 除去防止が不十分 となるので、 いずれも好ましくない。 本発明の炭化水素油の EP— I BP (°C) は特に限定されないが、 好まし くは 35〜 200で、 より好ましくは 40〜190°C、 さらに好ましくは 5 0〜 180°C、 特に好ましくは 60〜 170°Cである。 E P— I B P (°C) が狭いと添加剤の溶解性が劣り、 また一方、 広いと、 圧延加工では循環使用 時の基油の性状変化大となり、 除去性も劣り、 また、 放電加工油では補給量 が増加する、 加熱部の冷却不良、 溶融金属 (加工粉) の飛散、 除去防止が不 十分となるので、 いずれも好ましくない。 本発明の炭化水素油のパラフィン分含有量 (容量%) は特に限定されない が、 好ましくは 80〜; 100 %、 より.好ましくは 90〜: L 00 %、 さらに好 ましくは 95〜 100%、 最も好ましくは 99〜100%である。
本発明の飽和炭化水素分の含有量 (容量%) は特に限定されないが、 好ま しくは 90〜 100%、 より好ましくは 97〜 100 %、 さらに好ましくは 98〜100 %、 最も好ましくは 99〜1 00%である。 芳香族含有量が高 いと、 臭気を発したり、 また皮膚刺激性が発現したりし、 作業環境悪化につ ながる場合がある。 本発明の炭化水素油の不飽和分の含有量 (容量%) は、 特に限定されない 力 好ましくは 0〜5%、 より好ましくは 0〜3%、 さらに好ましくは 0〜 1 %である。 本発明の炭化水素油のセ夕ン指数 (J I S K2280 (以下同様)) は、 特に限定されないが、 好ましくは 55以上、 より好ましくは 60以上、 さら に好ましくは 65以上、 さらに好ましくは 70以上であり、 好ましくは 1 1 0以下である。 これより低いと加工性能が悪化するので好ましくない。
本発明の炭化水素油の煙点 (mm、 J I S K 2537 (以下同様)) は、
特に限定されないが、 好ましくは 30mm以上、 より好ましくは 35mm以 上、 さらに好ましくは 4 Omm以上、 好ましくは 6 Omm以下、 より好まし くは 5 Omm以下である。 なお、 ここでいう n—パラフィン分は、 GC— F I Dを用いて測定される 値 (希釈油全量基準) を意味する (以下同様)。 ここで、 本発明においては、 カラムにはメチルシリコーンのキヤビラリ一カラム (ULTRAALLOY — 1)、キャリアガスにはヘリウムを、検出器には水素イオン検出器(F ID) を用い、 カラム長 3 Om、 キヤリァガス流量 1. OmLZm i n、 分割比 1 : 79、 試料注入温度 360°C、 カラム昇温条件 140°C→ (8°C/mi n) →355°C、 検出器温度 360°Cの条件で、 n—パラフィン含有標準試料を 用いて同定、 定量された n—パラフィン分 (希釈油全量基準) を示すが、 同 等の結果が得られるのであれば、 この測定条件に限定されない。 さらに、 ここでいう飽和分、 不飽和分及び芳香族分は、 石油学会法 J P I 一 5S— 49一 97 「炭化水素タイプ試験方法一高速液体クロマトグラフ法」 に準拠して測定されるもので、 (社団法人石油学会発行) に準拠して測定され る芳香族分含有量の容量百分率 (容量%) (希釈油全量基準) を意味する (以 下同様)。 また、 パラフィン分及びナフテン分は、 ASTM D 2786 「Standard Test Method for Hydrocarbon Types Analysis of Gas-Oil Saturates Fractions by High Ionizing Voltage Mass Spectrometryj に準拠して測定 される、パラフィン(アルカン)分及びナフテン分の容量百分率(容量%) (前 記飽和分全量基準) を意味する (以下同様)。 上記のようにして得られる炭化水素油は、 具体的な態様としては前述のよう に金属加工油、 同じく金属加工油、 放電加工油、 さび止め油、 洗浄剤組成物 の基油として使用される。 それぞれ具体的な態様、 第 1態様乃至第 5態様に
おいては以下のように使用されるものであり、各態様において、その実施例、 比較例までをも含めて、 以下に説明する。 第 1態様 (金属加工油組成物)
本態様の発明の金属加工油組成物の基油としての炭化水素油の性状: 本態様の発明の金属加工油の基油は、上記の炭化水素油、すなわち、 1 5t: における密度が 0. 7〜0. 8 g/cm3であり、 n—パラフィン分が 10〜 90質量%、 芳香: 分が 0〜3容量%、 ナフテン分が 0〜20容量%である 炭化水素油 (以下第 1態様において 「本発明の炭化水素油」 という) を含有 するものである。 本発明の金属加工油の基油における炭化水素油は、 より具体的な好ましい 態様として、 以下の A態様、 B態様が挙げられる。 A態様は、 40°Cにおける動粘度 (mm2Zs ) が 1. 4〜2. 7mmVs である。 動粘度がこれより低いと加工性が劣る場合があり、 一方、 この範囲 を越えて高いと表面光沢が劣る場合がある。
また、 A態様では、 初留点 (で) は、 好ましくは 140〜260°C、 好ま しくは 150〜255°C、 より好ましくは 160〜250°C、 最も好ましく は 165〜245°Cである。 初留点が低いと油剤の使用量が多くなる場合が める。
また、 A態様では、 10%留出点 (°C) は、 好ましくは 1 50〜270 、 好ましくは 160〜265 、 より好ましくは 170〜260°C、 最も好ま しくは 180〜 255°Cである。
また、 A態様では、 90%留出点 OC) は、 好ましくは 180〜320t:、 好ましくは 190〜310°C、 より好ましくは 200〜 300で、 最も好ま しくは 210〜290°Cである。
また、 A態様では、 終点 (で) は、 好ましくは 1 90〜320°C、 好まし くは 200〜300°C、 より好ましくは 2 10〜290 、 最も好ましくは
220〜280 Cである。 終点 (°C) が高いと除去性が劣る場合がある。
B態様は、 40でにおける動粘度 (mm2/s) が 3. 8〜5. 0 mm2/ sである。 動粘度がこれより低いと条圧延時の圧延限界が劣る場合があり、 一方、 この範囲を越えて高いと油剤の除去性が劣る場合がある。 また、 B態様では、 初留点 (°C) は、 好ましくは 200〜280°C、 好ま しくは 210〜275°C、 より好ましくは 220〜270°C、 最も好ましく は 230〜265°Cである。 初留点が低いと条圧延時の圧延限界が劣る場合 がある。 また B態様では、 10%留出点 (°C) は、 好ましくは 210〜290°C、 好ましくは 220〜285°C、 より好ましくは 230〜280°C、 最も好ま しくは 240〜275°Cである。
また、 B態様では、 90%留出点(°C) は、 好ましくは 220〜390°C、 好ましくは 230〜370 C、 より好ましくは 240〜340°C、 最も好ま しくは 250〜 330°Cである。
また、 B態様では、 終点 (°C) は、 好ましくは 230〜400°C、 好まし くは 240〜380°C、 より好ましくは 250〜 350 、 最も好ましくは 260〜350°Cである。 終点 (°C) が高いと条圧延時の洗浄性が劣る場合 がある。 本態様の発明の金属加工油が適用される金属としては、 アルミニウム、 マ グネシゥムおよびこれらの合金のほか、 銅、 鉄、 クロム、 ニッケル、 亜鉛、 スズ、 チタン等の遷移金属およびこれらの合金を挙げることができる。 また 適用しうる加工方法としては、 冷間、 温間および熱間圧延、 プレス、 打ち抜 き、 しごき、 絞り、 引き抜き、 鍛造等の金属加工等を挙げることができる。 特に、 アルミニウムフィン材 (平板状の純アルミニウム (純度 99%以上) またはアルミニウムを主成分とする合金) のプレス加工、 高純度アルミニゥ ム (純度 99. 9%以上 (99. 99 %以上の純度を有するものを含む)) お
よびアルミニウムを主成分とする合金、 あるいはアルミニウム以外の金属お よびそれらを主成分とする合金の冷間、温間および熱間圧延、に好適である。 なお、 本発明においては特段の説明がない限り、 以後アルミニウムとは、 純 アルミニウム (高純度アルミニウムを含む) およびアルミニウムを主成分と する合金の総称を表す。
本態様の発明の金属加工油を、 アルミニウムフィン材のプレス加工に用い る場合、 本態様の発明の炭化水素油としては上記 A態様のものを用いること が好ましい。また、 アルミニウムの冷間、温間および熱間圧延に用いる場合、 本発明の炭化水素油としては上記 A態様、 または B態様のものを用いること が好ましい。 本態様の発明は上記本発明の炭化水素油を基油の必須成分として含有する ものであるが、 これ以外に鉱油、 合成油および油脂のいずれでも併用するこ とができ、 その種類に制限はないが、 併用するには、 鉱油または合成油が特 に好ましい。 その併用割合も特に限定なく、 本発明の効果が損なわれない限 りに任意に選択できるが、 本発明の炭化水素油の含有量が、 金属加工油組成 物全量基準で、 1 0質量%以上であることが好ましく、 2 0質量%以上であ ることがより好ましく、 3 0質量%以上であることが最も好ましい。 また、 本発明の炭化水素油以外の基油の含有量が、 金属加工油組成物全量基準で、 9 0質量%以下であることが好ましく、 8 0質量%以下であることがより好 ましく、 7 0質量%以下であることが最も好ましい。 併用可能な鉱油を例示すれば、 例えば、 パラフィン系またはナフテン系の 原油の蒸留により得られる灯油留分;灯油留分からの抽出操作等により得ら れるノルマルパラフィン;およびパラフィン系またはナフテン系の原油の蒸 留により得られる潤滑油留分を、 溶剤脱れき、 溶剤抽出、 水素化分解、 溶剤 脱ろう、 接触脱ろう、 水素化精製、 硫酸洗浄、 および白土処理等の精製処理 を一つ以上適宜組み合わせて精製したもの等が挙げられる。その他に合成油、 油脂等をさらに基油に混合して使用することができる。
さらに併用可能な合成油としては、 例えば、 ォレフィンオリゴマー (プロ ピレンオリゴマー、 イソブチレンオリゴマー、 ポリブテン、 1ーォクテンォ リゴマー、 1—デセンオリゴマー、 エチレン一プロピレンオリゴマー等) ま たはその水素化物、 アルキルベンゼン、 アルキルナフ夕レン、 ジエステル(ジ トリデシルグル夕レート、 ジー 2—ェチルへキシルアジペート、 ジイソデシ ルアジペート、 ジトリデシルアジペート、 ジー 2—ェチルへキシルセバケー ト等)、 ポリオールエステル (トリメチロールプロパンカプリレート、 トリメ チロールプロパンペラルゴネート、 ペン夕エリスリトール 2—ェチルへキサ ノエート、 ペンタエリスリトールペラルゴネート等)、 ポリダリコール、 シリ コーン油、 ジアルキルジフエ二ルエーテル、 およびポリフエニルエーテル等 が挙げられる。 これらの中で、 プロピレンオリゴマー水素化物、 イソブチレ ンオリゴマー水素化物およびポリブテン水素化物は総称してィソパラフィン と呼ばれている。 また本態様の発明で併用可能な油脂としては、 牛脂、 豚脂、 大豆油、 菜種 油、 米ぬか油、 ヤシ油、 パ一ム油、 パーム核油、 これらの水素添加物あるい はこれらの 2種以上の混合物などが挙げられる。 本態様の発明の金属加工油には、 各種の油剤を配合することができる。 このような油剤には、 まずエポキシ化合物が例示され、 該エポキシ化合物 としては、 下記 (E- 1) 〜 (E— 8) で示されるエポキシ化合物を挙げる とができる
(E - 1) フエニルダリシジルエーテル型エポキシ化合物、
(E- 2) アルキルダリシジルエーテル型エポキシ化合物、
(E - 3) ダリシジルエステル型エポキシ化合物、
(E - 4) ァリールォキシラン化 _合物、
(E- 5) アルキルォキシラン化合物、
(E 6) 脂環式エポキシ化合物、
(E— 7) エポキシ化脂肪酸モノエステル、
(E— 8) エポキシ化植物油。 本発明の金属加工用潤滑油組成物においては、 前記 (E— 1) 〜 (E—8) から選択されるエポキシ化合物の 1種のみを使用しても良く、 または 2種以 上を混合使用しても良い。
また本発明において、 エポキシ化合物としては、 (E— 1) 〜 (E— 8) の 中でも、 (E- 2) と (E— 3) と (E— 5) が好ましく、 (E- 2) と (E - 5) がより好ましく、 (E— 5) が最も好ましい。 本発明の金属加工油において、 エポキシ化合物の含有量は組成物全量基準 で 0. 01〜10. 0質量、 好ましくは 0. 05〜7. 5質量%、 より好ま しくは 0. 1〜6. 0質量%である。 含有量が 0. 01質量%より少ないと 潤滑性向上効果が期待できない場合があり、 10質量%より多くなると添加 量に見合った潤滑性向上効果が期待できないだけでなく、 熱による油剤除去 が不十分になる可能性があり、 さらに圧延油の場合には条件によっては潤滑 性を阻害したり、 光沢むらを生じる場合がある。
エポキシ化合物は油性剤の代替としても使用できる上、 油性剤と併用した 場合には油性剤の使用量を低減させることができる結果、 臭気低減等作業環 境の改善につながる。 本発明の金属加工油は、 加工性をより向上させるために含酸素化合物を更 に含有することができる。 かかる含酸素化合物としては、 以下の (A1) 〜 (A8) 成分からなる群より選ばれる少なくとも 1種の含酸素化合物を挙げ ることができる。
(A1) 数平均分子量が 1 00以上 1000以下である水酸基を 3〜 6個 有する多価アルコールのアルキレンォキシド付加物、
(A2) 上記 (A 1) 成分のハイド口カルビルエーテルまたはハイドロカ ルビルエステル、
(A3) 数平均分子量が 100以上 1000以下のポリアルキレングリコ
—ル、
(A 4 ) 上記 (A 3 ) 成分のハイド口カルビルエーテルまたはハイドロカ ルビルエステル、
( A 5 ) 炭素数 2〜 2 0の 2価アルコール、
(A 6 ) 上記 (A 5 ) 成分のハイド口カルビルエーテルまたはハイドロカ ルビルエステル、
(A 7 ) 炭素数 3〜 2 0の 3価アルコ一ル、
(A 8 ) 上記 (A 7 ) 成分のハイド口カルビルエーテルまたはハイドロカ ルビルエステル。
(A 1 ) 成分を構成する多価アルコールは、 水酸基を 3〜 6個有する。 水 酸基を 3〜 6個有する多価アルコールとしては、 以下の多価アルコールに加 え、 糖類も使用可能である。
多価アルコールとしては、 グリセリン、 ポリグリセリン (グリセリンの 2 〜4量体、 例えば、 ジグリセリン、 トリグリセリン、 テトラグリセリン)、 ト リメチロールアルカン (例えば、 卜リメチロールェタン、 トリメチロールプ 口パン、 トリメチロールブタン)、 およびこれらの 2〜4量体、 ペンタエリス リ トール、 ジペン夕エリスリ トール、 1, 2 , 4—ブタントリオール、 1 , 3 , 5 —ペンタントリオール、 1, 2 , 6一へキサントリオール、 1 , 2 , 3 , 4—ブタンテトロール、 ソルビトール、 ソルビタン、 ソルビトールグリ セリン縮合物、 アド二トール、 ァラビトール、 キシリトール、 マンニトール、 イジリトール、 タリトール、 ズルシトール、 ァリトール等が挙げられる。 糖類としては、 キシロース、 ァラビノース、 リポース、 ラムノース、 ダル コース、 フルクト一ス、 ガラクト一ス、 マンノース、 ソルポース、 セロピオ ース、 マント一ス、 イソマルトース、 トレハロース、 シュクロース等が挙げ られる。 これらの中では、 加工性に優れる点から、 グリセリン、 トリメチロ
—ルアルカン、 ソルビ! ^一ルが好ましい。 また、(A 1 )成分を構成するアルキレンォキシドとしては、炭素数 2〜 6、
好ましくは炭素数 2〜4のアルキレンォキシドが用いられる。 炭素数 2〜 6 のアルキレンォキシドとしては、 エチレンォキシド、 プロピレンォキシド、 1, 2—エポキシブタン (α—ブチレンォキシド)、 2 , 3—エポキシブタン ( iS—ブチレンォキシド)、 1, 2—エポキシ一 1—メチルプロパン、 1, 2 一エポキシヘプタン、 1 , 2 —エポキシへキサン等が挙げられる。 これらの 中では、 加工性に優れる点から、 エチレンォキシド、 プロピレンォキシド、 ブチレンォキシドが好ましく、 エチレンォキシド、 プロピレンォキシドがよ り好ましい。
なお、 2種以上のアルキレンォキシドを用いた場合には、 ォキシアルキレ ン基の重合形式に特に制限はなく、 ランダム共重合していても、 ブロック共 重合していてもよい。 また、 水酸基を 3〜6個有する多価アルコールにアル キレンォキシドを付加させる際、 全ての水酸基に付加させてもよいし、 一部 の水酸基のみに付加させてもよい。これらの中では、加工性に優れる点から、 全ての水酸基に付加させた方が好ましい。 さらに、 (A 1 ) 成分の数平均分子量 (M n ) は 1 0 0以上 1 0 0 0以下で あり、 好ましくは 1 0 0以上 8 0 0以下である。 M nが 1 0 0未満の場合に は、 鉱油に対する溶解性が低下する恐れがある。 一方、 M nが 1 0 0 0より 大きい場合には、 油剤除去工程において加工後の被加工材の表面に油剤が残 存する恐れがある。 なお、 本態様の発明における M nは、 ゲルパーミエ一シ ヨンクロマトグラフィー (G P C ) による標準ポリスチレンの換算の数平均 分子量をいう。
(A 1 ) 成分としては、 M nが 1 0 0以上 1 0 0 0以下となるように水酸 基を 3〜6個有する多価アルコールにアルキレンォキシドを付加反応させた ものを用いてもよい。 また、 任意の方法で得られる水酸基を 3〜6個有する 多価アルコールのアルキレンォキシド付加物の混合物や市販されている水酸 基を 3〜 6個有する多価アルコールのアルキレンォキシド付加物の混合物を、 蒸留やクロマトグラフィーによって M nが 1 0 0以上 1 0 0 0以下となるよ
うに分離したものを用いてもよい。 なお、 (A 1 ) 成分としては、 これらの化 合物を単独でまたは 2種以上の混合物として用いてもよい。
(A 2 ) 成分は、 M nが 1 0 0以上 1 0 0 0以下、 好ましくは 1 0 0以上 8 0 0以下である水酸基を 3〜 6個有する多価アルコールのアルキレンォキ シド付加物を、 ハイドロカルピルエーテル化またはエステル化させたもので ある。
(A 2 ) 成分としては、 (A 1 ) 成分のアルキレンォキシド付加物の末端水 酸基の一部または全てを、 ハイドロカルビルエーテル化またはエステル化さ せたものが使用できる。 ここで言うハイド口カルビル基とは、 炭素数 1〜2 4のアルキル基、 炭素数 2〜 2 4のアルケニル基、 炭素数 5〜 7のシクロア ルキル基、 炭素数 6〜1 1のアルキルシクロアルキル基、 炭素数 6〜1 0の ァリール基、 炭素数 7〜1 8のアルキルァリール基、 炭素数 7〜 1 8のァリ ールアルキル基等の炭素数 1〜 2 4の炭化水素基を表す。 これらの中では、 加工性に優れる点から、 炭素数 2〜1 8の直鎖または分 枝のアルキル基、 炭素数 2〜 1 8の直鎖または分枝のアルケニル基が好まし く、 炭素数 3〜1 2の直鎖または分枝のアルキル基、 ォレイル基 (ォレイル アルコールから水酸基を除いた残基) がより好ましい。 エステル化に用いる酸としては、 通常、 カルボン酸が挙げられる。 この力 ルボン酸としては、 一塩基酸でも多塩基酸でもよく、 具体的には、 後述する 第 2の態様における (A) エステル油の項に挙げた一塩基酸や多塩基酸を挙 げることができるが、 通常、 一塩基酸が用いられる。 一塩基酸としては、 炭 素数 6〜2 4の脂肪酸が挙げられ、直鎖状のものでも分枝状のものでもよい。 また、 一塩基酸としては、 飽和脂肪酸、 不飽和脂肪酸またはこれらの混合物 であってもよい。 これらの中では、 特に炭素数 8〜2 0の飽和脂肪酸、 炭素数 8〜 2 0の不
飽和脂肪酸およびこれらの混合物が好ましい。 なお、 (A2) 成分としては、 これら化合物を単独でまたは 2種以上の混合物として用いてもよい。
(A3) 成分は、 Mnが 100以上 1000以下のポリアルキレングリコ ールであり、 炭素数 2〜6、 好ましくは 2〜4のアルキレンォキシドを単独 重合または共重合したものが用いられる。 炭素数 2〜 6のアルキレンォキシ ドとしては、 (A1) 成分の説明において列挙したアルキレンォキシドが挙げ られる。 これらの中では、 加工性に優れる点から、 エチレンォキシド、 プロ ピレンォキシド、 ブチレンォキシドが好ましく、 エチレンォキシド、 プロピ レンォキシドがより好ましい。
なお、 ポリアルキレンダリコールの調製時に 2種以上のアルキレンォキシ ドを用いた場合には、 ォキシアルキレン基の重合形式に特に制限はなく、 ラ ンダム共重合していても、 ブロック共霍合していてもよい。 また、 (A3) 成分としては、 Mnが 100以上 1000以下、 好ましくは 120以上 700以下である。 Mnが 100未満のポリアルキレンダリコー ルは、 鉱油への溶解性が低下する恐れがある。 一方、 Mnが 1000より大 きいポリアルキレングリコールは、 油剤除去工程において加工後の被加工材 の表面に油剤が残存する恐れがある。
またさらに、 (A 3) 成分としては、 アルキレンォキシドを重合させる際に Mnが 100以上 1000以下となるように反応させたものを用いてもょレ また、 任意の方法で得られるポリアルキレングリコール混合物や市販されて いるポリアルキレングリコール混合物を、 蒸留やクロマトグラフィーによつ て Mnが 100以上 1000以下となるように分離したものを用いてもよレ^ なお、 (A3) 成分としては、 これらの化合物を単独でまたは 2種以上の混合 物として用いてもよい。 ―
(A4) 成分は、 Mnが 1 00以上 1000以下、 好ましくは 120以上 700以下のポリアルキレングリコールを、 ハイドロカルビルェ一テル化ま
たはエステル化させたものである。 (A 4 ) 成分としては、 (A 3 ) 成分のポ リアルキレングリコールの末端水酸基の一部または全てを、 ハイドロカルビ ルエーテル化またはエステル化させたものが使用できる。 ここでいうハイド 口カルビル基とは、炭素数 1〜 2 4の炭化水素基を表し、具体的には、 (A 2 ) 成分の説明において列挙した各基が挙げられる。 これらの中では、 加工性に 優れる点から、 炭素数 2〜1 8の直鎖または分枝のアルキル基、 炭素数 2〜 1 8の直鎖または分枝のアルケニル基が好ましく、 炭素数 3〜1 2の直鎖ま たは分枝のアルキル基、 ォレイル基 (ォレイルアルコールから水酸基を除い た残基) がより好ましい。 また、 (A 4 ) 成分としては、 (A 3 ) 成分のポリアルキレングリコールの 末端水酸基をエステル化させたものも使用できる。 エステル化に用いる酸と しては、 通常カルボン酸が挙げられる 9 このカルボン酸としては、 一塩基酸 でも多塩基酸でもよいが、 通常、 一塩基酸が用いられる。 具体的には、 上記 (A 2 ) 成分の説明において列挙したものが挙げられる。 なお、 (A 4 ) 成分 としては、 これら化合物を単独でまたは 2種以上の混合物として用いてもよ レ^
(A 5 ) 成分は、 炭素数 2〜 2 0、 好ましくは炭素数 3〜1 8の 2価アル コールである。 ここでいう 2価アルコールとは、 分子中にエーテル結合を有 しないものをいう。 炭素数 2〜 2 0の 2価アルコールとしては、 エチレング リコール、 1 , 3—プロパンジオール、 1 , 2—プロパンジオール、 1 , 4 —ブタンジオール、 1, 2—ブタンジオール、 2—メチルー 1 , 3—プロパ ンジオール、 1 , 5—ペン夕ンジオール、 1 , 2—ペンタンジオール、 ネオ ペンチルグリコール、 1 , 6一へキサンジオール、 1 , 2一へキサンジォー ル、 2ーェチルー 2—メチルー 1 , 3—プロパンジオール、 2—メチル—2, 4—ペン夕ンジオール、 1 , 7 一ヘプタンジオール、 1 , 2—ヘプ夕ンジォ ール、 2—メチルー 2一プロピル— 1 , 3 一プロパンジオール、 2 , 2—ジ ェチル— 1, 3—プロパンジオール、 1 , 8一オクタンジオール、 1, 2—
オクタンジオール、 1, 9—ノナンジオール、 1, 2—ノナンジオール、 2 ーブチルー 2—ェチルー 1 , 3一プロパンジオール、 1, 10—デカンジォ —ル、 1, 2—デカンジオール、 1, 1 1一ゥンデカンジオール、 1, 2— ゥンデカンジオール、 1 , 1 2 -ドデカンジオール、 1, 2 -ドデカンジォ ール、 1, 13—トリデカンジオール、 1 , 2 -トリデカンジオール、 1, 14—テトラデカンジオール、 1, 2ーテトラデカンジオール、 1 , 1 5- ヘプ夕デカンジオール、 1 , 2一へプ夕デカンジオール、 1, 16一へキサデ カンジオール、 1, 2—へキサデカンジオール、 1 , 17一ヘプ夕デカンジォ ール、 1 , 2一へプ夕デカンジオール、 1 , 1 8—ォク夕デカンジオール、 1, 2一才クタデカンジオール、 1, 1 9—ノナデカンジオール、 1 , 2― ノナデカンジオール、 1 , 20一^ Γコサデカンジオール、 1 , 2 f コサデ 力ンジオール等が挙げられる。 これらの中では、 加工性に優れる点から、 1, 4—ブタンジオール、 1, 5一ペン夕ンジオール、 ネオペンチルグリコール、 1, 6—へキサンジォー ル、 2—メチルー 2, 4—ペン夕ンジオール、 2ーェチルー 2ーメチルー 1, 3—プロパンジオール、 1 , 7一ヘプタンジオール、 1, 8一オクタンジ才 ール、 1 , 9ーノナンジオール、 1, 10—デカンジオール、 1, 1 1ーゥ ンデカンジオール、 1, 12—ドデカンジオール等が好ましい。なお、 (A5) 成分としては、 これらの化合物を単独でまたは 2種以上の混合物として用い てもよい。
(A6) 成分は、 炭素数 2〜20、 好ましくは炭素数 3〜18の 2価アル コール (但し、 分子中にエーテル結合を有するものを除く。) を、 ハイドロカ ルビルエーテル化させたものまたはエステル化させたものである。 (A6) 成 分としては、(A 5 )成分の 2価アルコールの末端水酸基の一部または全てを、 ハイドロカルビルエーテル化させたものが使用できる。 ここでいうハイドロ カルビル基とは、 炭素数 1〜24の炭化水素基を表し、 具体的には、 (A2) 成分の説明において列挙した各基が挙げられる。 これらの中では、 加工性に
優れる点から、 炭素数 2〜1 8の直鎖または分枝のアルキル基、 炭素数 2〜 18の直鎖または分枝のアルケニル基が好ましく、 炭素数 3〜1 2の直鎖ま たは分枝のアルキル基、 ォレイル基 (ォレイルアルコールから水酸基を除い た残基) が更に好ましい。 また、 (A6) 成分としては、 (A5) 成分の 2価アルコールの末端水酸基 の一方または両方を、 エステル化させたものも使用できる。 エステル化に用 いる酸としては、通常、カルボン酸が挙げられる。 このカルボン酸としては、 一塩基酸でも多塩基酸でもよいが、通常一塩基酸が用いられる。具体的には、 上記(A 2)成分の説明において列挙したものが挙げられる。またさらに、(A 6) 成分のエステルは、 (A5) 成分の 2価アルコールの末端水酸基の一方を エステル化したもの (部分エステル) であってもよく、 末端水酸基の両方を エステル化したもの (完全エステル) であってもよい。 これらの中では、 加 ェ性に優れる点から、 部分エステルであることが好ましい。 なお、 (A6) 成 分としては、 これら化合物を単独でまたは 2種以上の混合物として用いても よい。
( A 7 ) 成分は、 炭素数 3〜 20、 好ましくは炭素数 3〜 1 8の 3価アル コールである。 ここでいう 3価アルコールとは、 分子中にエーテル結合を有 しないものをいう。炭素数 3〜 20の 3価アルコールとしては、グリセリン、
1, 2, 3- -ブ 'ントリオール、 1, 2, 4— ^タン卜リオール、 1, 2,
5—ペンタ リ 1オール、 1, 3 , 5—ペンタ ,卜リオ一リレ、 1, 2, 3— ペンタントリォー -ル、 1, 2, 4一ペンタントリ 1オール、 1 , 2 , 6—へキ サントリオ一 -ル、 1, 2, 3—へキサントリオ一 -ル、 1, 2, 4一へキサン 卜リオール、 1, 2, 5—へキサン卜リオール、 1, 3, 4一へキサントリ オール、 1, 3, 5一へキサントリ-オール、 1, 3, 6 -ヘキサントリオ一 ル、 1, 4, 5一 -へキサントリオ' —ル、 1, 2, 7一へフ Pタントリオール、
1, 2, 8—オクタントリオール、 1, 2, 9—ノナントリオ一ル、 1, 2, 10—デカントリオール、 1, 2, 1 1—ゥンデカントリオール、 1, 2,
12—ドデカントリオール、 1, 2, 13—トリデカントリオール、 1, 2, 14ーテトラデカントリオール、 1, 2, 1 5—ペン夕デカントリオ一ル、 1, 2, 1 6一へキサデ力ントリオール、 1, 2, 17—ヘプ夕デカントリ オール、 1, 2, 1 8—ォクタデカントリオール、 1, 2, 1 9—ノナデ力 ントリオール、 1, 2, 20一^ Γコサントリオール等が挙げられる。 これらの中では、 加工性に優れる点から、 1, 2, 12—ドデカントリオ ール、 1 , 2, 1 3—トリデカントリオ一ル、 1, 2, 14ーテトラデカン トリオール、 1, 2, 1 5—ペン夕デカントリオ一ル、 1, 2, 16—へキ サデカントリオール、 1, 2, 1 7—ヘプ夕デカントリオール、 1, 2, 1 8—ォクタデカントリオールが好ましい。 なお、 (A7) 成分としては、 これ ら化合物を単独でまたは 2種以上の混合物として用いてもよい。
(A8) 成分は、 炭素数 3 ~ 20、 好ましくは炭素数 3〜1 8の 3価アル コール (但し、 分子中にエーテル結合を有するものを除く。) を、 ハイドロカ ルビルエーテル化させたものまたはエステル化させたものである。 (A8) 成 分としては、(A 7 )成分の 3価アルコールの末端水酸基の一部または全てを、 ハイドロカルビルエーテル化させたものが使用できる。 ここでいうハイドロ カルビル基とは、 炭素数 1〜24の炭化水素基を表し、 具体的には、 (A2) 成分の説明において列挙した各基が挙げられる。 これらの中では、 加工性に 優れる点から、 炭素数 2〜 18の直鎖または分枝のアルキル基、 炭素数 2〜 18の直鎖または分枝のアルケニル基が好ましく、 炭素数 3〜1 2の直鎖ま たは分枝のアルキル基、 ォレイル基 (ォレイルアルコールから水酸基を除い た残基) がより好ましい。 また、 (A8) 成分としては、 (A7) 成分の 3価アルコールの末端水酸基 の一方または全部を、 エステル化させたものが使用できる。 エステル化に用 いる酸としては、通常、カルボン酸が挙げられる。 このカルボン酸としては、 一塩基酸でも多塩基酸でもよいが、通常一塩基酸が用いられる。具体的には、
上記 (A2) 成分において列挙したものが挙げられる。 なお、 (A8) 成分の エステルとしては、 (A7) 成分の 3価アルコールの末端水酸基の一つまたは 2つをエステル化したもの (部分エステル) であってもよく、 末端水酸基の 全部をエステル化したもの (完全エステル) であってもよい。 これらの中で は、 加工性に優れる点から、 部分エステルであることが好ましい。
(A8) 成分としては、 (A 7) 成分のうち、 グリセリン、 1, 2, 3—ブ タントリオール、 1 , 2, 4—ブタントリオール、 1 , 2, 5—ペンタン卜 リオール、 1 , 3 , 5—ペンタントリオ一ル、 1, 2 , 3—ペンタントリオ ール、 1, 2, 4一ペンタントリオール、 1, 2, 6—へキサントリオ一ル、 1, 2, 3—へキサントリオ一ル、 1, 2, 4—へキサントリオール、 1, 2 , 5—へキサントリオ一ル、 1, 3, 4一へキサントリオール、 1, 3, 5—へキサントリオール、 1 , 3, 6—へキサントリオールおよび 1, 4, 5一へキサントリオールのハイドロカルビルエーテルまたは部分エステルが 好ましい。 なお、 (A8) 成分としては、 これら化合物を単独でまたは 2種以 上の混合物として用いてもよい。 本態様の発明において、 上記 (A1) 〜 (A8) 成分の中から選ばれる 1 種の含酸素化合物を単独で用いてもよいし、 異なる構造を有する 2種以上の 含酸素化合物の混合物を用いてもよい。 上記 (A 1) 〜 (A8) 成分の中で は、 加工性に優れる点から、 (A3) 成分、 (A4) 成分、 (A5) 成分および (A8) 成分が好ましく、 (A3) 成分、 (A4) 成分および (A8) 成分が より好ましい。 また、 本態様の発明の金属加工油に占める含酸素化合物の含有量は、 該加 ェ油の全量基準で 0. 00 5〜1 0 0質量%である。 すなわち、 含酸素化 合物の含有量は 0. 00 5質量%以上であり、 好ましくは 0. 0 5質量%以 上、 より好ましくは 0. 1質量%以上である。 一方、 含酸素化合物の含有量 は 10質量%以下であり、好ましくは 5. 0質量%以下、より好ましくは 2.
0質量%以下である。 含酸素化合物の含有量が少なすぎると加工性の向上効 果が不十分となることがあり、 含有量を多くしても含有量に見合う効果が得 られないことがある。 本態様の発明の金属加工油においては、 油性剤を更に含有することができ る。 油性剤としては、 加工性をより向上させるために、 下記 (B 1 ) 〜 (B 3 ) 成分の中から選ばれる少なくとも 1種の油性剤を使用することが好まし レ^ なお、 油性剤としては、 通常潤滑油の油性剤として用いられているもの も含まれる。
( B 1 ) エステル
( B 2 ) 一価アルコール
( B 3 ) カルボン酸
( B 1 ) 成分であるエステルは、 アルコールとカルボン酸とを反応させる ことにより得られる。 アルコールとしては、 一価アルコールでも多価アルコ ールでもよい。 また、 カルボン酸としては、 一塩基酸でも多塩基酸であって もよい。 一価アルコールとしては、 通常炭素数 1〜2 4の一価アルコールが用いら れる。 このようなアルコールとしては、 直鎖状のものでも分枝状のものでも よい。炭素数 1〜2 4の一価アルコールとしては、 メタノール、エタノール、 直鎖または分枝のプロパノール、 直鎖または分枝のブ夕ノール、 直鎖または 分枝のペン夕ノール、 直鎖または分枝のへキサノール、 直鎖または分枝のへ プ夕ノール、直鎖または分枝のォク夕ノール、直鎖または分枝のノナノール、 直鎖または分枝のデカノール、 直鎖または分枝のゥンデカノ一ル、 直鎖また は分枝のドデカノール、 直鎖または分枝のトリデカノ一ル、 直鎖または分枝 のテトラデカノール、 直鎖または分枝のペン夕デカノール、 直鎖または分枝 のへキサデ力ノール、 直鎖または分枝のヘプ夕デカノール、 直鎖または分枝 のォク夕デカノール、 直鎖または分枝のノナデ力ノール、 直鎖または分枝の
エイコサノール、 直鎖または分枝のヘンエイコサノール、 直鎖または分枝の トリコサノール、 直鎖または分枝のテトラコサノールおよびこれらの混合物 等が挙げられる。 多価アルコールとしては、 通常 2〜10価、 好ましくは 2〜6価の多価ァ ルコールが用いられ、 具体的には、 後述する第 2の態様における (A) エス テル油の項に挙げた 2〜 10価の多価アルコールを挙げることができる。 また、 エステル油性剤を構成する一塩基酸としては、 後述する第 2の態様 における (A) エステル油の項に挙げた一塩基酸を挙げることができ、 通常 炭素数 6〜 24を有する直鎖または分枝の脂肪酸が挙げられる。
エステル油性剤を構成する多塩基酸としては、 後述する第 2の態様におけ る (A) エステル油の項に挙げた多塩基酸を挙げることができる。 エステル油性剤としては、 例えば、 以下の (l b) 〜 (7 b) 成分が挙げ られる。 エステル油性剤としては、 これらの例示成分のように、 任意のアル コールとカルボン酸とを反応させて得られるエステルが使用可能であり、 特 にこれらに限定されるものではない。
(l b) —価アルコールと一塩基酸とのエステル
(2 b) 多価アルコールと一塩基酸とのエステル
(3 b) —価アルコールと多塩基酸とのエステル
(4 b) 多価アルコールと多塩基酸とのエステル
(5 b) 一価アルコールおよび多価アルコールの混合物と、 多塩基酸との 混合エステル
(6 b) 多価アルコールと、 一塩基酸および多塩基酸の混合物との混合ェ ステル
(7 b) —価アルコールおよび多価アルコールの混合物と、 一塩基酸およ び多塩基酸の混合物との混合エステル なお、 上記アルコール成分として多価アルコールを用いた場合には、 エス
テルとしては、 多価アルコール中の水酸基が全てエステル化された完全エス テルを示す。 また、 上記カルボン酸成分として多塩基酸を用いた場合には、 エステルとしては、 多塩基酸中のカルボキシル基が全てエステル化された完 全エステルでもよく、 力ルポキシル基の一部がエステル化されずにカルボキ シル基のままで残っている部分エステルであってもよい。 エステル油性剤としては、 上記した何れのものも使用可能であるが、 加工 性に優れる点から、 (l b ) —価アルコールと一塩基酸とのエステル、 (2 b ) 多価アルコールと一塩基酸とのエステル、 および (3 b ) —価アルコールと 多塩基酸とのエステルが好ましい。 特にアルミフィン加工およびアルミニゥ ム圧延においては (l b ) —価アルコールと一塩基酸とのエステルと (2 b ) 多価アルコールと一塩基酸とのエステルがより好ましく、 アルミニウム以外 の金属の圧延においては、 (l b ) —価アルコールと一塩基酸とのエステル、 および (2 b )多価アルコールと一塩基酸とのエステルがより好ましく、(1 b ) 一価アルコールと一塩基酸とのエステルと (3 b ) —価アルコールと多 塩基酸とのエステルの併用が最も好ましい。 油性剤として用いる (l b ) —価アルコールと一塩基酸とのエステルの合 計炭素数には特に制限はないが、 加工性の向上の点からエステルの合計炭素 数は 7以上が好ましく、 9以上がより好ましく、 1 1以上が最も好ましい。 また、 油剤除去性の点から、 エステルの合計炭素数は 2 6以下が好ましく、 2 4以下がより好ましく、 2 2以下が最も好ましい。 前記一価アルコールの 炭素数には特に制限はないが、 炭素数 1〜 1 0が好ましく、 炭素数 1〜8が より好ましく、 炭素数 1〜6がさらにより好ましく、 炭素数 1〜4が最も好 ましい。 前記一塩基酸の炭素数には特に制限はないが、 炭素数 8〜2 2が好 ましく、 炭素数 1 0〜2 0がより好ましく、 炭素数 1 2〜1 8が最も好まし レ 。 前記合計炭素数、 前記アルコールの炭素数および前記一塩基酸の炭素数 を前述のように設定することが好ましいのは、 上限値に関してはスティンや 腐食の発生を増大させる恐れが大きくなる点、 冬季において流動性を失い扱
いが困難になる恐れが大きくなる点および基油への溶解性が低下して析出す る恐れが大きくなる点を考慮したためであり、 下限値に関しては、 潤滑性能 の点および臭気による作業環境悪化の点を考慮したためである。 ( B 2 ) 成分の一価アルコールとしては、 上記 (B 1 ) 成分の説明におい てエステルを構成するアルコールとして列挙した化合物等が挙げられる。 一 価アルコールとしては、 加工性により優れる点から、 一価アルコールの合計 炭素数は 6以上が好ましく、 8以上がより好ましく、 1 0以上が最も好まし レ^ また、 油剤除去性の点から、 一価アルコールの合計炭素数は 2 0以下が 好ましく、 1 8以下がより好ましく、 1 6以下が最も好ましい。
( B 3 ) 成分のカルボン酸としては、 一塩基酸でも多塩基酸でもよい。 こ のようなカルボン酸としては、 例えば, 上記 (B 1 ) 成分の説明においてェ ステルを構成する力ルポン酸として例示した化合物が挙げられる。 これらの 中では、 加工性により優れる点から一塩基酸が好ましい。 また、 加工性に優 れる点から、 カルボン酸の合計炭素数は 6以上が好ましく、 8以上がより好 ましく、 1 0以上が最も好ましい。 また、 油剤除去性の点から、 カルボン酸 の合計炭素数は 2 0以下が好ましく、 1 8以下がより好ましく、 1 6以下が 最も好ましい。 本態様の発明の金属加工油に使用する油性剤としては、 上記各種油性剤の 中から選ばれる 1種のみを単独でまたは 2種以上の混合物として用いてもよ いが、 加工性をより向上できることから、 (1 ) 一価アルコールと一塩基酸と から得られる合計炭素数 7〜2 6のエステル、 (2 ) 炭素数 6〜 2 0のー価ァ ルコール、 特に炭素数が 9以上の一価アルコールと炭素数 8以下の一価アル コールの併用、 (3 ) 炭素数 6〜2 0の一塩基酸、 またはこれらの混合物であ ることが好ましい。 また、 油性剤の含有量は、 本態様の発明の金属加工油の全量基準で 0 . 0
1〜7 0質量%である。 油性剤の含有量は、 加工性の観点から、 好ましくは 0 . 0 1質量%以上であり、 より好ましくは 0 . 0 5質量%以上、 更に好ま しくは 0 . 0 7質量%以上でぁる。 一方、 油性剤の含有量の上限値は 7 0質 量%以下であり、 油剤除去性の点から、 好ましくは 5 0質量%以下であり、 より好ましくは 1 5質量%以下、 更に好ましくは 1 0質量%以下である。 本態様の発明の金属加工油にはアルキルベンゼンを配合することができ、 特に芳香族分の少ない基油、 具体的には芳香族 5容量%以下 (より具体的に は 1容量%以下) の鉱油やイソパラフィンを用いた場合に、 アルキルべンゼ ンを添加すると、 油性剤の添加効果をより増大させることができる。 本発明 で用いられるアルキルベンゼンの 4 0 °Cにおける動粘度は 1〜6 0 mm2 / sの範囲であり、 4 0 °Cにおける動粘度が l mm2Z s未満の場合には、 添加 効果が期待できない場合があり、 4 0 °Cにおける動粘度が 6 O mmV sを超 える場合には、 スティンや腐食の発生を増大させる可能性があり、 好ましく は 4 0 mm2Z s以下、 より好ましくは 2 0 mm2 , s以下である。 本態様の発明の金属加工油においては、 炭素数 6〜4 0の直鎖ォレフィン を更に含有していてもよい。 該加工油が直鎖ォレフインを含有することによ り、 潤滑性が更に向上する。
炭素数が 6未満の直鎖ォレフインは、 引火点が低いため適当ではない。 適 度な高さの引火点を有するためには、炭素数が 8以上であることが好ましく、 炭素数 1 0以上であることがより好ましく、 炭素数 1 2以上であることが更 に好ましい。 一方、 炭素数が 4 0を越えると、 固体状となるため使用が困難 となり、 しかも他の成分 (鉱油や添加剤) 等との混合や溶解が困難となるた め不適当である。 また、 炭素数が 4 0を越える直鎖ォレフインは一般的では なく、 入手も困難である。 このような不都合を考慮して、 炭素数が 3 0以下 の直鎖ォレフインが好ましい。 このような直鎖ォレフィンとしては、 分子内に二重結合を 1個有している
ものであっても、 2個以上有しているものであってもよいが、 二重結合を 1 個有しているものが好ましい。 また、 二重結合の位置についても特に制限は ないが、 潤滑性に優れる点から、 末端に二重結合を有している直鎖ォレフィ ン、 すなわち n— ーォレフインであることが好ましい。
直鎖ォレフインとしては、 例えば、 1ーォクテン、 1ーデセン、 1—ドコ セン、 1ーテトラデセン、 1一へキサデセン、 1ーォク夕デセン、 1ーィコ センまたはこれらの 2種以上の混合物等が挙げられる。 なお、 直鎖ォレフィ ンとしては、 様々な製法によって得られるものを用いることができるが、 例 えば、 エチレンを通常の手段で重合させて得られるエチレンオリゴマーを使 用することができる。 また、 直鎖ォレフインとしては、 これらの化合物を単 独でまたは 2種以上の混合物として用いてもよい。 なお、 直鎖ォレフインの含有量は任意であるが、 本態様の発明の金属加工 油の潤滑性向上の観点から、 かかる含有量は該加工油の全量基準で 1質量% 以上が好ましく、 3質量%以上がより好ましく、 5質量%以上が更に好まし レ^ 一方、 かかる含有量は、 添加量に見合った効果が得られる点から、 該加 ェ油の全量基準で 3 0質量%以下が好ましく、 2 5質量%以下がより好まし く、 2 0質量%以下が更に好ましい。 本態様の発明の金属加工油においては、 その優れた効果をより一層向上さ せるため、必要に応じて極圧添加剤、酸化防止剤、 さび止め剤、腐食防止剤、 消泡剤、 抗乳化剤、 かび防止剤等の添加剤を単独でまたは 2種以上を組み合 わせて更に含有させることができる。
極圧添加剤としては、 トリクレジルフォスフエ一ト等のリン系化合物、 お よびジアルキルジチォリン酸亜鉛等の有機金属化合物が挙げられる。 酸化防 止剤としては、 2, 6—ジ夕ーシャ-リーブチル一 p—クレゾール (D B P C ) 等のフエノール系化合物、 フエ二ルー α—ナフチルァミン等の芳香族ァミン およびジアルキルジチオリン酸亜鉛等の有機金属化合物が挙げられる。 さび 止め剤としては、 ォレイン酸等の脂肪酸の塩、 ジノニルナフタレンスルホネ
―ト等のスルホン酸塩、 ソルビ夕ンモノォレエート等の多価アルコールの部 分エステル、 ァミンおよびその誘導体、 リン酸エステルおよびその誘導体が 挙げられる。 腐食防止剤としては、 ベンゾトリアゾ一ル等が挙げられる。 消 泡剤としては、 シリコーン系のものが挙げられる。 抗乳化剤としては界面活 性剤が用いられ、 カチオン系として四級アンモニゥム塩、 イミダゾリン型、 ァニオン系として硫酸化油、 エアロゾル型、 ノニオン系としてひまし油のェ チレンオキサイド付加物、 エーテル型非イオン活性剤のりん酸エステル、 ェ チレンォキサイドとプロピレンォキサイドのブロック共重合物、 ダイマ一酸 とのエステルなどが挙げられる。 かび防止剤としてはフエノール系化合物、 ホルムアルデヒド供与体化合物、 サリチルァニリド系化合物などが挙げられ る。
なお、 上記添加剤の合計含有量は、 本発明の金属加工油の全量基準で通常 1 5質量%以下、 好ましくは 1 0質量%以下である。 本態様の発明の金属加工油 (以下、 本態様の発明の組成物ともいう。) は、 保管時の自然吸湿分を除き実質的に水を含有しない不水の状態で使用するの が原則であるが、 場合によりさらに水を含有することができ、 また本態様の 発明の組成物を水と併せて使用することもできる。 水を含有する場合、 本態 様の発明の組成物は、 水を連続層とし、 これに油成分が微細に分散しェマル シヨンを形成した乳化状態、 水が油成分に溶解している可溶化状態、 もしく は強攪拌により水と油剤を混合した懸濁状態のいずれの形態をもとりうる。 また、 本発明の組成物と水を各々別に加工部位に供給し使用することもでき る。 本発明の組成物 (原液) を水で希釈、 もしくは水と併用するだけで、 実 際に使用する金属加工油とすることができる。希釈倍率(併用使用する際は、 原液に対する原液 +水の倍率を希釈倍率とする。)は使用条件によって任意に 選択されるが、 一般には原液を重量比で 2〜1 0 0倍に、 好ましくは 3〜7 0倍に水で希釈して実用の金属加工油を得るのが通例である。 この場合の希 釈水には、 水道水、 工業用水、 イオン交換水、 蒸留水などが使用可能で、 硬 水であるか軟水であるかを問わない。 エマルシヨン型の場合、 本発明の組成
物を水で希釈すると、 水を連続相とし、 これに油成分が微細に分散した状態 のエマルションが得られるが、 水に分散する油滴の平均粒径は 300 nm以 下、 特に 1 00 nm以下であることが好ましい。 分散油滴の平均粒径が大き いと、 オイルピッ卜が生成し易くなつて加工製品の表面光沢が損なわれるば かりなく、 金属加工油剤の清浄化に微細なフィルターを使用できなくなるか らである。 本態様の発明の金属加工油の粘度は、 格別の限定はないが、 40°Cにおけ る動粘度は 0. 5〜500mm2Zs、 好ましくは 1. 0〜200mm2ノ s である。 アルミニウムフィン加工においては、 加工性、 油剤の揮発性および 油剤除去性の観点から、 好ましくは 1. 0〜5. 0mm2Zs、 より好ましく は 1. 2〜3. OmmVs , 最も好ましくは 1. 3〜2. 8mm2Zsであ る。 アルミニウム圧延加工においては.、 潤滑性と表面品質の観点から、 好ま しくは 1. 0〜: L 0mm2Zs、 より好ましくは 1. 0〜8. 0mm2Zsで ある。 アルミニウム以外の金属の圧延加工においては、 好ましくは 1. 0〜 20mm2/ s、より好ましくは 2. 0〜1 5mm2/s、最も好ましくは 3. 0〜15mm2/sである。 本態様の発明の金属加工油は、 種々の金属の加工油として用いられ、 適用 される金属としては、 アルミニウム、 マグネシウム、 および銅、 鉄、 クロム、 ニッケル、 亜鉛、 スズ、 チタン等の遷移金属、 並びにそれらの合金を挙げる ことができる。 また適用しうる加工方法としては、 冷間、 温間および熱間圧 延、 プレス、 打ち抜き、 しごき、 絞り、 引き抜き、 鍛造、 極微量切削 (MQ L) を含む切削および研削等の金属加工等を挙げることができる。 本発明の 金属加工用潤滑油組成物は、 特に、 アルミニウムフィン材 (平板状の純アル ミニゥム (純度 99%以上) またはアルミニウムを主成分とする合金) の加 ェゃ、 各種金属の冷間、 温間および冷間圧延に好適である。 これらの圧延の 中でも、 特に冷間圧延に好適である。 また、 各種金属の圧延の中でも、 高純 度アルミニウム (純度 99. 9 %以上 (99. 99 %以上の純度を有するも
のを含む)) およびアルミニウムを主成分とする合金、 ステンレス、 銅および 銅合金の圧延に好適であり、 最も好適なのは高純度アルミニウムおよびアル ミニゥムを主成分とする合金の圧延である。 アルミニウムフィン材の加工においては、 本態様の発明の金属加工油は、 アルミニウムフィン材の表面を予め被膜処理したプレコート材はもとより、 そのような処理を施していない材料にも用いることができる。
なお、 ここでいう被膜とは、 アルミニウムフィン材上に形成された耐食性 下地被膜とその被膜上に形成される親水性被膜とからなる膜をいう。 耐食性 下地被膜としては、 無機系下地被膜と有機系下地被膜が挙げられる。 無機系 下地被膜としては、 例えば、 クロメート被膜、 ベーマイト被膜、 ケィ酸被膜 またはこれらを組み合わせた被膜が挙げられる。 また、 有機系下地被膜とし ては、 例えば、 ポリ塩化ビニルー酢酸ビニル、 ポリエチレン、 ポリプロピレ ン等のビニル系樹脂、 アクリル系樹脂、 エポキシ系樹脂、 ウレタン系樹脂、 スチロール系樹脂、 フエノール系樹脂、 フッ素系樹脂、 ケィ素系樹脂、 ジァ リルフタレート系樹脂、 ポリカーボネート系樹脂、 ポリアミド系樹脂、 アル キッド系樹脂、 ポリエステル系樹脂、 ユリアメラミン樹脂、 ポリアセタール 系樹脂および繊維系樹脂が挙げられる。 親水性被膜としては、 例えば、 以下の (a ) 〜 (e ) が挙げられる。
( a ) 力ルポ二ル基を有する低分子有機化合物とアルカリケィ酸塩とを主 成分とするもの、
( b ) 上記 (a ) に水溶性有機高分子化合物を加えたものを主成分とする 特殊水ガラス、
( C ) ケィ酸ナトリウム、 ケィ酸カリウム、 水ガラス等のケィ酸塩、 ケィ 酸、 シリカゲルまたはアルミナゾル _、
( d ) 力ルポ二ル基を有する低分子量有機化合物からなる架橋剤と、 親水 性有機高分子とを反応させることにより得られる親水性の変性有機高分子、
( e ) ポリビニルアルコール系親水性有機高分子、 水溶性有機高分子およ
び架橋剤を反応させることによって得られる親水性のポリビニルアルコール 系変性有機高分子。
なお、 アルニゥムフィン材の加工としては、 例えば、 張り出し加工、 絞り 加工、 打ち抜き加工、 力一リング加工およびチューブ揷通孔周辺の筒形立ち 上がり壁をしごいて高くするしごき加工が挙げられる。 実施例 (金属加工油組成物に係る第 1態様)
以下実施例により本態様の発明をさらに説明する。
(1) 基油の製法
(FT合成油の水素化精製油、 ワックス水素化分解油、 及び本願基油 1〜6 の製造)
1) 天然ガスを原料とする FT合成炭化水素油 (沸点 1 50°C以上の炭化 水素の含有量: 82質量%、 沸点 36.0°C以上の炭化水素の含有量: 41質 量%) を蒸留塔で、 沸点 1 50°C以下の軽質留分と、 沸点 150〜36 Ot の中間留分と、 塔底残渣重質ワックス分 (FTワックス:沸点 360°C以上 の留分に相当) とに分離した。
2) 上の 1) で分離された中間留分を、 水素化精製触媒 (P t :担体に対 し 0. 8質量%、 US Yゼォライト Zシリカアルミナ /アルミナバインダー: 重量比 3Z57/40)、 水素気流下、 反応温度: 31 1°C、 水素圧力: 3. OMP a, LHSV : 2. 0 h - 1、 水素/油比: 340 N L ZLで水素化精 製処理を行った。
3) 上の 2) で得られた水素化精製油を蒸留により 150〜250°C留分 (灯油留分 1) 及び 250〜360で留分 (軽油留分 1) に分留した。
4) 上の 1) で得られた FTワックスを、 水素化分解触媒 (P t :担体に 対し 0. 8質量%、 US Yゼォライト Zシリカアルミナ アルミナバインダ 一:重量比 3/ 57/40) を用い—、 水素気流下、 反応温度: 326で、 水 素圧力: 4. OMP a、 LHSV : 2. 0 h -1、 水素 Z油比: 680 NL/ Lで水素化分解を行った。
5) 上の 4) で得られた水素化分解油を蒸留により 1 50〜25 (TC留分
(灯油留分 2) 及び 250〜360°C留分 (軽油留分 2) に分留した。 基油 1 :軽油留分 1及び 2を 56 : 44 (質量比) で混合し、 基油 1を得 た。
基油 2 :軽油留分 1及び 2を 5 1 : 49 (質量比) で混合し、 基油 2を得 た。
基油 3 :灯油留分 1及び 2を 63 : 37 (質量比) で混合し、 基油 3を得 た。
基油 4 :灯油留分 1及び 2を 49 : 5 1 (質量比) で混合し、 基油 4を得 た。
基油 5 :上で得られた水素化精製油及び水素化分解油を混合し、 常圧蒸留 により 230〜270°Cの留分 (S油 5) を得た。
基油 6 :上で得られた水素化精製油及び水素化分解油を混合し、 常圧蒸留 により 250〜305°Cの留分 (基油 β) を得た。
(基油 7— 10、 基油 1 1— 12 )
基油 7_ 10 :水素化精製鉱油を用いた。
基油 1 1— 12 :イソパラフィンを用いた。
(2) 基油の性状
表 1、 2に、 基油 1乃至 12の性状を示す。 実施例 1
本実施例ではアルミ圧延油としての試験を行なう。
表 1の基油に油性剤としてステアリン酸プチル、 ラウリルアルコール、 ォ レイン酸を表 2に示す量を配合して、 金属加工油を調製した。
次いで、 得られた加工油につき、 アルミ圧延加工の試験、 臭気の判定及び 油剤除去試験を行なった。 - 結果はいずれも以下の表 3に記載した。 圧延加工の試験方法
アルミニウム( J I S A 1050;厚さ 0. 1 5mm幅 78mm)を用いて、 圧延速度 250m/min、 圧下率 35%で圧延を行い、 加工に要した荷重を測定 した。 要した荷重の小さい方が、 加工性が良好となり好ましい。 臭気の測定方法:
試料油を 40°Cに加温した状態で臭気を判定した。
パネラーは 10人で評価し、 得点基準は、 気にならない: 0点、 やや臭気 がある : 2点、 臭気がある 4点として、 点数をつけ各試料油につき平均値を 出した。
結果は 1点未満を〇、 1点以上 2点未満を△、 2点以上を Xとした。
油剤除去試験:
直径 4. 5 cmのアルミ製カップに試料油を 0. 2m l滴下し、 室温から 1 時間かけて 350°Cに昇温し 2時間保持した後室温に冷却しスティンの発生 度合いを評価する。 スティンがないものを〇、 あるものを Xとする。
結果はいずれも以下の表 3に記載した。
表 1


表 3

本実施例ではアルミフィン加工油としての試験を行なう。
表 1の基油にステアリン酸プチル、 ラウリルアルコール、 1ーテトラデセ ン、 テトラプロピレングリコールを表 2に示す量を配合して、 金属加工油を 調製した。 次いで、 得られた加工油につき、 アルミフィン加工の試験をした。 すなわ ち、 潤滑性として摩擦係数を評価した。 臭気および乾燥性も評価した。
結果はいずれも表 4に記載した。 試験項目の試験方法は以下のとおりである。
潤滑性の試験方法:
材料 アルミニウム J I S A 1 0 5 0材
バウデン試験により摩擦係数を評 _価する。
荷重 2 5 0 g, 摺動速度 1 0 0 mm/s 臭気の測定方法
試料油を 4 Ot:に加温した状態で臭気を判定した。
パネラーは 10人で評価し、 得点基準は、 気にならない: 0点、 やや臭 気がある : 2点、 臭気がある 4点として、 点数をつけ各試料油につき平均値 を出した。
結果は 1点未満を〇、 1点以上 2点未満を△、 2点以上を Xとした。 乾燥性評価方法:
溶剤にて洗浄したアルミニウム試験片を 150°C恒温漕内にて 5分静置し 秤量しこれを A (g) とする。 次に, この試験片をデシケ一夕内で室温まで 冷却し, 試料油を 2. 5 gZm2で塗布し、 塗布前後の試験片の質量を B (g) および C (g) とする。 この試験片を 1 50°C恒温漕内で 5分間静置し、 そ の後直ちに秤量しこれを D (g)とする。 得られた各質量から以下の式により 試料油の蒸発量を求める。
蒸発量 (%) = 100 X (D-A) / (C一 B)
結果はいずれも表 4に記載した。 表 4

本態様の発明の金属加工油は、 (A) エステル油を含むものである。 そこで 初めに併用する該エステル油の説明をする。
このエステル油は、 天然物 (通常は動植物などの天然油脂に含まれるもの) であっても合成物であってもよい。 本態様の発明では、 得られる潤滑油の安 定性やエステル成分の均一性などの点からは、 合成エステルであることが好 ましい。 また、 環境に対する影響の点からは、 天然エステルであることが好 ましい。
(A) エステル油を構成するアルコールとしては 1価アルコールでも多価 アルコールでもよく、 また、 エステル油を構成する酸としては一塩基酸でも 多塩基酸であってもよい。 1価アルコールとしては、 通常炭素数 1〜2 4、 好ましくは 1〜 1 2、 よ り好ましくは 1〜8のものが用いられ、 このようなアルコールとしては直鎖 のものでも分岐のものでもよく、 また飽和のものであっても不飽和のもので あってもよい。 炭素数 1〜2 4のアルコールとしては、 具体的には例えば、 メタノール、 エタノール、 直鎖状又は分岐状のプロパノール、 直鎖状又は分 岐状のブ夕ノール、 直鎖状又は分岐状のペン夕ノール、 直鎖状又は分岐状の へキサノール、 直鎖状又は分岐状のヘプ夕ノール、 直鎖状又は分岐状のォク 夕ノ一ル、直鎖状又は分岐状のノナノール、直鎖状又は分岐状のデカノール、 直鎖状又は分岐状のゥンデ力ノール、 直鎖状又は分岐状のドデカノール、 直 鎖状又は分岐状のトリデカノール、 直鎖状又は分岐状のテトラデカノール、 直鎖状又は分岐状のペン夕デカノール、 直鎖状又は分岐状のへキサデカノー ル、 直鎖状又は分岐状のへプ夕デカノ一ル、 直鎖状又は分岐状のォクタデカ ノール、 直鎖状又は分岐状のノナデ力ノール、 直鎖状又は分岐状のィコサノ ール、 直鎖状又は分岐状のヘンィコサノール、 直鎖状又は分岐状のトリコサ ノール、 直鎖状又は分岐状のテトラコサノール及びこれらの混合物等が挙げ
られる 多価アルコールとしては、 通常 2〜1 0価、 好ましくは 2〜6価のものが 用いられる。 2〜 1 0価の多価アルコールとしては、 具体的には例えば、 ェ チレングリコール、 ジエチレングリコール、 ポリエチレングリコール (ェチ レングリコールの 3〜1 0量体)、 プロピレングリコール、 ジプロピレングリ コール、ポリプロピレングリコ一ル(プロピレングリコ一ルの 3〜 1 0量体)、 1, 3—プロパンジオール、 2—メチルー 1, 2—プロパンジオール、 2— メチルー 1, 3一プロパンジオール、ネオペンチルグリコール、 グリセリン、 ジグリセリン、 トリグリセリン、 トリメチロールアルカン (トリメチロール ェタン、 トリメチロールプロパン、 卜リメチロールブタン等) 及びこれらの 2〜4量体、 ペン夕エリスリトール、 ジペン夕エリスリトール、 1 , 2 , 4 —ブタントリオール、 1, 3, 5—ペンタントリオール、 1, 2, 6—へキ サントリオ一ル、 1 , 2 , 3 , 4一ブタンテトロール、 ソルビトール、 ソル ビタン、 ソルビ! ^一ルグリセリン縮合物、 ァドニトール、 ァラビトール、 キ シリトール、 マンニトール等の 2〜 6価の多価アルコール及びこれらの混合 物等が好ましい。 さらにより好ましくは、 エチレングリコール、 プロピレン グリコール、ネオペンチルダリコール、 グリセリン、 トリメチ口一ルェタン、 トリメチロールプロパン、 ペンタエリスリ トール、 ソルビタン、 及びこれら の混合物等である。 これらの中でも、 より高い熱 ·酸化安定性が得られるこ とから、 ネオペンチルグリコール、 トリメチロールェタン、 トリメチロール プロパン、 ペン夕エリスリトール、 及びこれらの混合物等が最も好ましい。
(A) エステル油を構成するアルコールは、 上述したように 1価アルコー ルであっても多価アルコールであってもよいが、 より優れた潤滑性が達成可 能となる点、 並びに流動点の低いも_のがより得やすく、 冬季及び寒冷地での 取り扱い性がより向上する等の点から、 多価アルコールであることが好まし レ^ また、 多価アルコールのエステル油を用いると、 切削 '研削加工におい て、 加工物の仕上げ面精度の向上と工具刃先の摩耗防止効果がより大きくな
る。 また、 (A) エステル油を構成する酸のうち、 一塩基酸としては、 通常炭素 数 2〜2 4の脂肪酸が用いられ、 その脂肪酸は直鎖のものでも分岐のもので もよく、 また飽和のものでも不飽和のものでもよい。 これらの中でも、 潤滑 性及び取扱性がより高められる点から、 特に炭素数 3〜2 0の飽和脂肪酸、 炭素数 3〜2 2の不飽和脂肪酸及びこれらの混合物が好ましく、 炭素数 4〜 1 8の飽和脂肪酸、 炭素数 4〜1 8の不飽和脂肪酸及びこれらの混合物がよ り好ましく、 炭素数 4〜1 8の不飽和脂肪酸がさらに好ましく、 ベたつき防 止性の点からは炭素数 4〜1 8の飽和脂肪酸がさらに好ましい。 多塩基酸としては炭素数 2〜1 6の二塩基酸及びトリメリット酸等が挙げ られる。 炭素数 2〜1 6の二塩基酸としては、 直鎖のものでも分岐のもので もよく、 また飽和のものでも不飽和のものでもよい。具体的には例えば、 (A) エステル油を構成する酸としては、 上述したように一塩基酸であっても多塩 基酸であってもよいが、 一塩基酸を用いると、 粘度指数の向上、 ベたつき防 止性の向上に寄与するエステルが得られやすくなるので好ましい。
(A) エステルを形成するアルコールと酸との組み合わせは任意であって特 に制限されないが、 本発明で使用可能なエステル油としては、 例えば下記の エステルを挙げることができる。
( i ) 一価アルコールと一塩基酸とのエステル、
( i i ) 多価アルコールと一塩基酸とのエステル、
( i i i ) 一価アルコールと多塩基酸とのエステル、
( i v ) 多価アルコールと多塩基酸とのエステル、
( V ) —価アルコール、 多価アルコールとの混合物と多塩基酸との混合ェ ステル、
( V i ) 多価アルコールと一塩基酸、 多塩基酸との混合物との混合エステ
ル、
( v i i ) 一価アルコール、 多価アルコールとの混合物と一塩基酸、 多塩 基酸との混合エステル。 これらの中でも、 より優れた潤滑性が得られる、 流動点の低いものがより 得やすく、 冬季及び寒冷地での取り扱い性がより向上する、 粘度指数の高い ものがより得やすくなる点から ( i i ) 多価アルコールと一塩基酸とのエス テルであることが好ましい。 また、 本発明において用いられる天然物由来のエステルとしては、 パーム 油、 パーム核油、 菜種油、 大豆油、 サンフラワー油、 並びに品種改良や遺伝 子組換操作などによりグリセリドを構成する脂肪酸におけるォレイン酸の含 有量が増加したハイォレイック菜種油、 ハイォレイックサンフラワー油など の植物油、 ラードなどの動物油などの天然油脂が挙げられる。 これらの天然物由来のエステルの中でも、 潤滑油の安定性の点から、 ォレ ィン酸の含有量が増加したハイォレイツクな天然油脂が好ましく、 脂肪酸と グリセリンとのトリエステル (以下、 単に 「トリエステル」 という) であつ て、 該脂肪酸中の 4 0〜9 8質量%がォレイン酸のものが特にこのましい。 かかるトリエステルを用いることによって、 潤滑性と熱 ·酸化安定性との双 方を高水準でバランスよく達成することができる。 また、 当該トリエステル を構成する脂肪酸中のォレイン酸の含有量は、 潤滑性と熱 ·酸化安定性との 双方を高水準でバランスよく達成できる点から、好ましくは 5 0質量%以上、 より好ましくは 6 0質量%以上、 更に好ましくは 7 0質量%以上であり、 ま た、 同様の点から好ましくは 9 5質量%以下、 より好ましくは 9 0質量%以 下である。 _ なお、 上記のトリエステルを構成する脂肪酸 (以下、 本態様において 「構 成脂肪酸」 という) 中のォレイン酸の割合や、 後述するリノール酸等の割合
は、 日本油化学会制定の基準油脂分析法 2 . 4 . 2項 「脂肪酸組成」 に準拠 して測定されるものである。 また、 トリエステルの構成脂肪酸のうち、 ォレイン酸以外の脂肪酸として は、 潤滑性及び熱 ·酸化安定性を損なわない限り特に制限されないが、 好ま しくは炭素数 6〜 2 4の脂肪酸である。 炭素数 6〜 2 4の脂肪酸としては、 飽和脂肪酸でもよく、 不飽和結合を 1〜 5個有する不飽和脂肪酸でもよい。 また、 当該脂肪酸は直鎖状、 分岐鎖状のいずれであってもよい。 さらに、 分 子内に力ルポキシル基 (― C O O H) 以外に水酸基 (一 O H) を 1〜3個有 していてもよい。 このような脂肪酸としては、 具体的には、 カブロン酸、 力 プリル酸、 力プリン酸、 ラウリン酸、 ミリスチン酸、 パルミチン酸、 ステア リン酸、 ァラキン酸、 ベへニン酸、 リグノセリン酸、 ラウロレイン酸、 ミリ ストレイン酸、 パルミトレイン酸、 ガ.ドレイン酸、 エルシン酸、 リシノール 酸、 リノール酸、 リノレン酸、 エレォステアリン酸、 リカン酸、 ァラキドン 酸、 クルバドン酸等が挙げられる。 これらの脂肪酸の中でも、 潤滑性と熱 - 酸化安定性との両立の点で、 リノ一ル酸が好ましく、 トリエステルを構成す る脂肪酸の 1〜6 0質量% (より好ましくは 2〜5 0質量%、 更に好ましく は 4〜4 0質量%) がリノール酸であることがより好ましい。 更に、 上記のトリエステルにおいては、 潤滑性と熱 ·酸化安定性との両立 の点で、 構成脂肪酸中の 0 . 1〜3 0質量% (より好ましくは 0 . 5〜2 0 質量%、 更に好ましくは 1〜 1 0質量%) が炭素数 6〜1 6の脂肪酸である ことが好ましい。 炭素数 6〜 1 6の脂肪酸の割合が 0 . 1質量%未満である と熱 ·酸化安定性が低下する傾向にあり、 他方、 3 0質量%を超えると潤滑 性が低下する傾向にある。 また、 上記のトリエステルの総不飽和度は 0 . 3以下であることが好まし く、 0 . 2以下であることがより好ましい。 トリエステルの総不飽和度が 0 . 3より大きくなると、 本発明の潤滑油の熱 ·酸化安定性が悪くなる傾向にあ
る。 なお、 本発明でいう総不飽和度とは、 ポリウレタン用ポリエーテルの代 わりにトリエステルを用いる以外は J I S K 1 5 5 7 - 1 9 7 0 「ポリウレ タン用ポリエーテル試験方法」 に準じて、 同様の装置 ·操作法により測定さ れる総不飽和度をいう。 本発明にかかるトリエステルとしては、 構成脂肪酸中のォレイン酸の割合 等が上記の条件を満たすものであれば、 合成により得られるものを用いても よく、 或いは当該トリエステルを含有する植物油等の天然油を用いてもよい が、 人体に対する安全性の点から、 植物油等の天然油を用いることが好まし レ^ かかる植物油としては、 菜種油、 ひまわり油、 大豆油、 トウモロコシ油、 キャノーラ油が好ましく、 中でもひまわり油、 菜種油及び大豆油が特に好ま しい。 ここで、天然の植物油の多くは総不飽和度が 0 . 3を超えるものであるが、 その精製工程で水素化等の処理により総不飽和度を小さくすることが可能で ある。 また、 遺伝子組み替え技術により総不飽和度の低い植物油を容易に製 造することができる。 例えば総不飽和度が 0 . 3以下でありかつォレイン酸 が 7 0質量%以上のものとして高ォレイン酸キャノーラ油等、 8 0質量%以 上のものとして高ォレイン酸大豆油、 高ォレイン酸ひまわり油、 高ォレイン 酸菜種油などを例示することができる。 本態様の発明において、 アルコール成分として多価アルコールを用いた場 合に得られるエステルは、 多価アルコール中の水酸基全てがエステル化され た完全エステルでもよく、 水酸基の一部がエステル化されず水酸基のまま残 存する部分エステルでもよい。 また、 酸成分として多塩基酸を用いた場合に 得られる有機酸エステルは、 多塩基酸中のカルボキシル基全てがエステル化 された完全エステルでもよく、 あるいは力ルポキシル基の一部がエステル化 されずカルポキシル基のままで残つている部分エステルであつてもよい。
(A) エステル油の沃素価は、 好ましくは 0〜80、 より好ましくは 0〜 60、 更に好ましくは 0〜40、 更により好ましくは 0〜20、 最も好まし くは 0〜10である。 また、 本発明にかかるエステルの臭素価は、 好ましく は0〜50 8 ]:271008、ょり好ましくは0〜30 81"2/100 、 更に好ましくは 0〜 20 gB r2/100 g、最も好ましくは 0〜10 gB r 2/100 gである。エステルの沃素価や臭素価がそれぞれ前記の範囲内であ ると、得られる潤滑油のベたつき防止性がより高められる傾向にある。なお、 ここでいう沃素価とは、 J I S K 0070 「化学製品の酸価、 ケン化価、 エステル価、 沃素価、 水酸基価及び不ケン化価物の測定方法」 の指示薬滴定 法により測定した値をいう。 また臭素価とは、 J I S K 2605 「化学製 品一臭素価試験方法一電気滴定法」 により測定した値をいう (以下同様)。 また、 本態様の発明の金属加工油組成物に更に良好な潤滑性能を付与する ためには、 (Α) エステル油の水酸基価が 0. 01〜300mgKOH/gで あり、 ケン価が 100〜500mgKOH/gであることが好ましい。 本発 明において更に高い潤滑性を得るためのエステルの水酸基価の上限値は、 よ り好ましくは 200mgKOH/gであり、 最も好ましくは 1 5 OmgKO HZgであり、 一方その下限値は、 より好ましくは 0. lmgKOHZgで あり、 更に好ましくは 0. 5mgK〇HZgであり、 更に好ましくは lmg KOHZgであり、 更により好ましくは 3mgKOHZgであり、 最も好ま しくは 5mgKOH/gである。 また、 (A) エステル油のケン化価の上限値 は更に好ましくは 40 OmgKOHZgであり、 一方その下限値は更に好ま しくは 200mgKOH/gである。 なお、 こ
こでいう水酸基価とは、 J I S K 0070 「化学製品の酸価、 ケン化価、 エステル価、 沃素価、 水酸基価及び不ケン化価物の測定方法」 の指示薬滴定 法により測定した値をいう。 またケン化価とは、 J I S K 2503 「航空 潤滑油試験方法」 の指示薬滴定法により測定した値をいう (以下同様)。
(Α) エステル油の動粘度については特に制限はないが、 40 における
動粘度は、 好ましくは 300 mm2/ s以下であり、 より好ましくは 200m m2Zs以下であり、 更に好ましくは 100mm2/ s以下であり、 特に好ま しくは 75mm2/ s以下である。 また、 エステルの動粘度は、 好ましくは 1 mm2Zs以上であり、 より好ましくは 3mm2/ s以上であり、 更に好まし くは 5mm2/s以上である。
(A) エステル油の流動点および粘度指数には特に制限はないが、 流動点 は一 10°C以下であることが好ましく、更に好ましくは一 20°C以下である。 粘度指数は 100以上 200以下であることが望ましい。 本態様の発明の金属加工油組成物における (A) エステル油の含有量は特 に制限されないが、 組成物全量基準で、 好ましくは 95質量%以下、 より好 ましくは 90質量%以下、 更に好ましくは 80質量%以下、 特に好ましくは 70質量%以下でぁる。 当該含有量が 95質量%を超えると、 溶着が多くな つて加工抵抗が増加し、加工効率及び工具寿命が低下する傾向にある。また、
(A) エステル油の含有量は、 組成物全量基準で、 好ましくは 10質量%以 上、 より好ましくは 20質量%以上、 更に好ましくは 30質量%以上、 特に 好ましくは 40質量%以上である。 当該含有量が 10質量未満の場合には、 溶着が多くなつて加工抵抗が増加し、 加工効率及び工具寿命が低下する傾向 にある。 また、 極微量油剤供給方式の切削 ·加工に用いた場合には生分解性 が低下する傾向にある。 以下では、 上記エステル油と共に併用する本態様の発明の (B) 炭化水素 基油について詳述する。
(B) 炭化水素基油 .
本態様の発明の炭化水素基油は、 上述した炭化水素油であり、 15°Cにお ける密度は、 0. 7~0. 8 gZ cm3であり、 n—パラフィン分が 10〜9 0質量%、 芳香族分が 0〜3容量%、 ナフテン分が 0〜20容量%である。
より詳細には、 (B) 炭化水素油の性状は上述のとおりであるが、 より具体的 な好ましい態様として、 以下の B態様が挙げられる。
すなわち、 好ましくは (B 1 ) として初留点 2 0 0で以下、 引火点 5 0 以上である基油であることが好ましい。
この (B 1 ) の基油の性状は以下のとおりである。
密度 (1 5°C) は、 特に限定はないが、 好ましくは 0. 7 0〜0. 8 0 g /cm より好ましくは 0. 7 2〜0. 7 9 gZcm3、 さらに好ましくは 0. 7 4〜0. 7 6 gZcm3である
4 0°C動粘度 (mm2/s) は、 特に限定されないが、 好ましくは' 0. 5〜 3. 0mm2/s、 より好ましくは 1. 0〜2. 5mm2Zs、 さらに好まし くは 1. 2〜2. 0mm2/sである。 この範囲内とすることで、 高粘度の潤 滑油を使用することができる。
引火点 (TC) (°C) は、 5 0°C以上であり、 好ましくは 5 0〜: L 0 0°C、 より好ましくは 5 5〜8 0°C、 さらに好ましくは 5 5〜6 5°Cである。 蒸留性状 (°C) はエングラー蒸留 (J I S K2 2 54) によるもので、 以 下のとおりである。
初留点 (°C) は、 20 0°C以下であるが、 好ましくは 1 5 0°C以上、 2 0 0°C以下、 より好ましくは 1 6 0〜1 8 0°C、 さらに好ましくは 1 6 5〜1 75でである。
1 0 %留出点 (°C) は、 特に限定されないが、 好ましくは 1 6 0°C以上、 2 1 0 °C以下、 より好ましくは 1 7 0〜 2 0 0 °C、 さらに好ましくは 1 8 0 〜 1 9 0°Cである。
5 0 %留出点 (°C) は、 特に限定されないが、 好ましくは 1 7 0°C以上、 2 3 0°C以下であり、 より好ましくは 1 8 0〜2 2 0 、 さらに好ましくは
1 9 0〜2 1 0°Cである。 ―
9 0 %留出点 (°C) は、 特に限定されないが、 好ましくは 1 9 0で以上、 2 5 0°C以下、 より好ましくは 2 0 0〜2 4 0で、 さらに好ましくは 2 1 0 〜2 3 0でである。
終点 (°C) は 190〜 400 °Cであり、 好ましくは 210以上、 270 °C 以下、より好ましくは 220〜 260で、さらに好ましくは 230〜 250 °C である。
T90一 T1Q (°C) は特に限定されないが、 好ましくは 1 5°C以上、 70°C 以下、より好ましくは 20〜60°C、さらに好ましくは 30〜50°Cである。
EP- I BP (°C) は特に限定されないが、好ましくは 35以上、 1 10°C 以下、 より好ましくは 40〜 1 00°C、 さらに好ましくは 50〜90°Cであ る。 ァニリン点 (°C) は、 特に限定されないが、 好ましくは 6 5°C以上、 より 好ましくは 70〜90で、 さらに好ましくは 75〜85°Cである。 この範囲 内により、 加工性能が向上する。
セ夕ン指数 ( J I SK2280) は 55以上であるが、 好ましくは 60〜1 10、 より好ましくは 65〜 90、 さらに好ましくは 70〜 80である。 こ の範囲内とすること加工性能が向上する。 組成については以下のとおりである。
n—パラフィン分含有量 (質量%) は、 10〜90質量%であり、 好まし くは 20〜80質量%、 さらに好ましくは 30〜70質量%である。 この範 囲より少ないと、 加工性が劣り、 多いと (A) エステル油との相溶性が劣る のでいずれも好ましくない。 本態様の発明の上記 (B) の基油は、 さらに、 好ましくは (B 2):初留点 200°C以上、 引火点 70 以上、 セタン指数 60以上の基油であることが 好ましい。
この (B 2) の希釈油の性状は以下のとおりである。
密度 (1 5°C) は、 特に限定はないが、 好ましくは 0. 70〜0. 80 g /cm3, より好ましくは 0. 72〜0. 79 gZcm3、 さらに好ましくは 0. 74〜0. 785 gZcm3、 特に好ましくは 0. 76〜 785 g/
cm3である。 この範囲内とすることで、 高引火点とすることができる。
40°C動粘度 (mm2 s) は、 特に限定されないが、 好ましくは 2. 0〜 9. 0mm2/s、 より好ましくは 2. 5〜 5. 5mm2/ s、 さらに好まし くは 3. 0〜5. 0mm2Zsである。 この範囲内とすることで、 高引火点と することができる。
引火点 (TC) CC) は、 50°C以上であり、 好ましくは 70〜20 0°C、 より好ましくは 8 0〜1 50°C、 さらに好ましくは 1 00〜140 、 特に 好ましくは 1 20〜140°Cである。 この範囲内とすることで、 安全性を向 上することができる。 蒸留性状 (°C) はエングラー蒸留 (J I S K2 2 54) によるもので、 以下の通りである。
初留点 (°C) は、 200°C以上であるが、 好ましくは 2 1 0〜270°C、 より好ましくは 2 20〜 260でである。
1 0 %留出点 (°C) は、 特に限定されないが、 好ましくは 2 1 0°C以上、
2 90°C以下、 より好ましくは 2 20〜2 8 5°C、 さらに好ましくは 2 30 〜28 0°C、 特に好ましくは 240〜 27 5°Cである。
50 %留出点 (°C) は、 特に限定されないが、 好ましくは 2 30°C以上、
3 20°C以下であり、 より好ましくは 240〜3 1 0°C、 さらに好ましくは 250〜300°C、 特に好ましくは 260〜290°Cである。
90 %留出点 (°C) は、 特に限定されないが、 好ましくは 2 50°C以上、 3 90°C以下、 より好ましくは 2 60〜3 7 0°C、 さらに好ましくは 2 70 〜340°C、 特に好ましくは 2 80〜 330でである。
終点(°C) は 1 90〜 40 0 °Cであり、 好ましくは 2 70 °C以上、 400 °C 以下、より好ましくは 280〜380で、さらに好ましくは 2 90〜3 50 である。 _
T90-T10 C) は特に限定されないが、 好ましくは 1 5で以上、 7 0 以下、より好ましくは 20〜 60で、さらに好ましくは 30〜50°Cである。
EP— I BP C) は特に限定されないが、 好ましくは 3 5 以上、 1 1
0°C以下、 より好ましくは 40〜100°C、 さらに好ましくは 50〜 90 である。 ァニリン点 (°C) は、 特に限定されないが、 好ましくは 65°C以上、 より 好ましくは 75〜: L 10T:、 さらに好ましくは 85〜 105でである。
セタン指数 (J I SK2280) は 55以上であるが、 好ましくは 60〜1 10、 より好ましくは 65〜 100、 さらに好ましくは 70〜95である。 組成については以下のとおりである。
n—パラフィン分含有量 (質量%) は、 10〜90質量%でぁり、 好まし くは 20〜80質量%、 さらに好ましくは 30〜 70質量%である。 この範 囲より少ないと、 加工性が劣り、 多いと (A) エステル油との相溶性が劣る のでいずれも好ましくない。 本態様の発明の金属加工油組成物における (B) 炭化水素油の含有量は、 組成物全量基準で、 好ましくは 70質量%以下、 より好ましくは 60質量% 以下、 更に好ましくは 50質量%以下である。 当該含有量が 70質量%を超 えると、 オイルミスト化特性が低下し、 極微量油剤供給方式の切削,研削加 ェに用いた場合に加工効率及び工具寿命が低下する傾向にある。 また、 (B) 炭化水素油の含有量は、 組成物全量基準で、 好ましくは 1質量%以上、 より 好ましくは 5質量%以上、 更に好ましくは 10質量%以上、 特に好ましくは 20質量%以上でぁる。 当該含有量が 1質量%未満であると、 非鉄金属加工 における溶着又は加工抵抗の増加を抑制できなくなり、 加工効率及び工具寿 命が低下する傾向にある。 本態様の発明の金属加工油組成物は、 (A) エステル油と (B) 炭化水素油 とからなるものであるが、 その他の基油を更に含有してもよい。
上記その他の基油としては、 具体的には、 ポリエチレングリコール、 ポリ プロピレングリコール、 ポリォキシエチレンポリォキシプロピレングリコ一
ル、 ポリエチレングリコールモノエーテル、 ポリプロピレングリコールモノ エーテル、 ポリオキシエチレンポリオキシプロピレンダリコールモノエーテ ル、 ポリエチレングリコールジェ一テル、 ポリプロピレングリコ一ルジェ一 テル、 ポリォキシエチレンポリォキシプロピレンダリコールジエーテル等の ポリグリコール;モノアルキルジフエ二ルェ一テル、 ジアルキルジフエニル エーテル、 モノアルキルトリフエニルエーテル、 ジアルキル卜リフエニルェ 一テル、 テトラフエ二ルェ一テル、 モノアルキルテトラフェニルエーテル、 ジアルキルテトラフェニルエーテル、 ペン夕フエニルエーテル等のフエニル エーテル;シリコーン油;パーフルォロエーテル等のフルォロエーテル、 な どが挙げられる。 これらは 1種を単独で用いてもよく、 2種以上を組み合わ せて用いてもよい。 なお、その他の基油の含有量は、組成物全量基準で、好ましくは 6 5質量% 以下、 より好ましくは 5 0質量%以下、 更に好ましくは 3 0質量%以下、 更 により好ましくは 2 0質量%以下、 特に好ましくは 1 0質量%以下である。 また、 本態様の発明の金属加工油組成物は、 加工効率及び工具寿命がより 高められる点から、 (C ) 油性剤を含有することが好ましい。
油性剤としては、 (C一 1 ) アルコール油性剤、 (C一 2 ) カルボン酸油性 剤、 (C一 3 )不飽和カルボン酸の硫化物、 (C一 4 )本態様の下記一般式(1 ) で表される化合物、 (C一 5 ) 本態様の下記一般式 (2 ) で表される化合物、 ( C— 6 ) ポリオキシアルキレン化合物、 (C一 7 ) エステル油性剤、 (C— 8 ) 多価アルコールのハイド口カルビルエーテル、 (C— 9 ) ァミン油性剤な どを挙げることができる。

[式 (1 ) 中、 R 1は炭素数 1〜3 0の炭化水素基を表し、 aは 1〜6の整 数を表し、 bは 0〜5の整数を表す。]

[式 (2 ) 中、 R 2は炭素数 1〜3 0の炭化水素基を表し、 cは 1〜6の整 数を表し、 dは 0〜 5の整数を表す。] ( C— 1 ) アルコール油性剤は、 1価アルコールでも多価アルコールでも よい。 より高い加工効率及び工具寿命が得られる点から、 炭素数 1〜4 0の 1価アルコールが好ましく、 更に好ましくは炭素数 1〜 2 5のアルコールで あり、 最も好ましくは炭素数 8〜1 8のアルコールである。 具体的には、 上 記基油の(A)エステル油を構成するアルコールの例を挙げることができる。 これらのアルコールは直鎖状でも分岐を有していてもよく、 また飽和でも不 飽和でもよいが、 ベたつき防止性の点から飽和であることが好ましい。
( C - 2 ) カルボン酸油性剤は 1塩基酸でも多塩基酸でもよい。 より高い 加工効率及び工具寿命が得られる点から、 炭素数 1〜4 0の 1価のカルボン 酸が好ましく、 更に好ましくは炭素数 5〜 2 5のカルボン酸であり、 最も好
ましくは炭素数 5〜 2 0のカルボン酸である。 具体的には、 上記基油として の(A)エステル油エステルを構成するカルボン酸の例を挙げることできる。 これらのカルボン酸は、 直鎖状でも分岐を有していてもよく、 飽和でも不飽 和でもよいが、 ベたつき防止性の点から飽和カルボン酸であることが好まし レ。
( C一 3 ) 不飽和カルボン酸の硫化物としては、 例えば、 上記 (B ) の力 ルボン酸のうち、 不飽和のものの硫化物を挙げることができる。 具体的には 例えば、 ォレイン酸の硫化物を挙げることができる。
( C一 4 ) 上記本態様の一般式 (1 ) で表される化合物において、 R 1で表 される炭素数 1〜3 0の炭化水素基の例としては、 例えば炭素数 1〜3 0の 直鎖又は分岐アルキル基、 炭素数 5〜マのシクロアルキル基、 炭素数 6〜 3 0のアルキルシクロアルキル基、 炭素数 2〜 3 0の直鎖又は分岐アルケニル 基、 炭素数 6〜1 0のァリ一ル基、 炭素数 7〜3 0のアルキルァリール基、 及び炭素数 7〜 3 0のァリールアルキル基を挙げることができる。 これらの 中では、 炭素数 1〜 3 0の直鎖又は分岐アルキル基であることが好ましく、 更に好ましくは炭素数 1〜 2 0の直鎖又は分岐アルキル基であり、 更に好ま しくは炭素数 1〜1 0の直鎖又は分岐アルキル基であり、 最も好ましくは炭 素数 1〜4の直鎖又は分岐アルキル基である。 炭素数 1〜4の直鎖又は分岐 アルキル基の例としては、 メチル基、 ェチル基、 直鎖又は分岐のプロピル基 及び直鎖又は分岐のブチル基を挙げることができる。 水酸基の置換位置は任意であるが、 2個以上の水酸基を有する場合には隣 接する炭素原子に置換していることが好ましい。 aは好ましくは 1〜3の整 数であり、 更に好ましくは 2である。 bは好ましくは 0〜 3の整数であり、 更に好ましくは 1又は 2である。 本態様の一般式 (1 ) で表される化合物の 例としては、 p—tert—プチルカテコールを挙げることができる。
(C- 5) 本態様の上記一般式 (2) で表わされる化合物において、 R2 で表される炭素数 1〜30の炭化水素基の例としては、 前記本態様の一般式 (1)中の R1で表される炭素数 1〜 30の炭化水素基の例と同じものを挙げ ることができ、 また好ましいものの例も同じである。 水酸基の置換位置は任 意であるが、 2個以上の水酸基を有する場合には隣接する炭素原子に置換し ていることが好ましい。 cは好ましくは 1~3の整数であり、 更に好ましく は 2である。 dは好ましくは 0〜 3の整数であり、 更に好ましくは 1又は 2 である。 一般式 (2) で表される化合物の例としては、 2, 2—ジヒドロキ シナフタレン、 2, 3—ジヒドロキシナフタレンを挙げることができる。
(C一 6) ポリオキシアルキレン化合物としては、 例えば本態様の下記一 般式 (3) 又は (4) で表される化合物を挙げることができる。
RaO- (R40) e - R5 (3)
[式 (3) 中、 R3及び R5は各々独立に水素原子又は炭素数 1〜30の炭 化水素基を表し、 R4は炭素数 2〜4のアルキレン基を表し、 eは数平均分子 量が 100〜3500となるような整数を表す。]
A- [(R60) f-R7]g (4)
[式 (3) 中、 Aは、 水酸基を 3〜 10個有する多価アルコールの水酸基 の水素原子の一部又は全てを取り除いた残基を表し、 R 6は炭素数 2〜 4のァ ルキレン基を表し、 R7は水素原子又は炭素数 1〜30の炭化水素基を表し、 f は数平均分子量が 100〜3500となるような整数を表し、 gは Aの水 酸基から取り除かれた水素原子の個数と同じ数を表す。] 上記本態様の一般式 (3) 中、 及び R5の少なくとも—方は水素原子で あることが好ましい。 R 3及び R 5で表される炭素数 1〜 30の炭化水素基と しては、 例えば本態様の上記一般式 (1) の R1で表される炭素数 1〜30の 炭化水素基の例と同じものを挙げることができ、 また好ましいものの例も同
じである。 R 4で表される炭素数 2〜4のアルキレン基としては、具体的には 例えば、 エチレン基、 プロピレン基 (メチルエチレン基)、 ブチレン基 (ェチ ルエチレン基) を挙げることができる。 eは、 好ましくは数平均分子量が 3 0 0〜2 0 0 0となるような整数であり、 更好ましくは数平均分子量が 5 0 0〜 1 5 0 0となるような整数である。 また、 上記本態様の一般式 (4 ) 中、 Aを構成する 3〜1 0の水酸基を有 する多価アルコールとしては、 グリセリン、 ポリグリセリン、 トリメチ口一 ルアルカン、 およびこれらの 2〜4量体、 ペンタエリスリトール、 ジペン夕 エリスリ! ル、 ソルビ 1 ^一ル、 又はソルビタンが好ましい。
R 6で表される炭素数 2〜4のアルキレン基の例としては、上記本態様の一 般式(3 ) の R 4で表される炭素数 2〜4のアルキレン基の例と同じものを挙 げることができる。また R 7で表される炭素数 1〜3 0の炭化水素基の例とし ては、 本態様の前記一般式 (1 ) の R 1で表される炭素数 1〜 3 0の炭化水素 基の例と同じものを挙げることができ、 また好ましいものの例も同じである。 g個の R 7のうち少なくとも一つが水素原子であることが好ましく、全て水素 原子であることが更に好ましい。 は、 好ましくは数平均分子量が 3 0 0〜 2 0 0 0となるような整数であり、 更に好ましくは数平均分子量が 5 0 0〜 1 5 0 0となるような整数である。
( C - 7 ) エステル油性剤としては、 これを構成するアルコールが 1価ァ ルコールでも多価アルコールでもよく、 またカルボン酸は一塩基酸でも多塩 基酸であってもよい。
エステル油性剤を構成する 1価アルコール及び多価アルコールの例として は、 1価アルコールでも多価アルコールでもよく、 また、 エステル油性剤を 構成する酸としては一塩基酸でも多塩基酸であつてもよい。
1価アルコールとしては、 通常炭素数 1〜2 4、 好ましくは 1〜 1 2、 よ
り好ましくは 1〜8のものが用いられ、 具体的には、 上記基油の (A) エス テル油を構成する 1価アルコールの例を挙げることができる。 このようなァ ルコールとしては直鎖のものでも分岐のものでもよく、 また飽和のものであ つても不飽和のものであってもよい。
多価アルコールとしては、 通常 2〜1 0価、 好ましくは 2〜6価のものが 用いられる。 2〜1 0の多価アルコールとしては、 具体的には、 上記基油の (A) エステル油を構成する多価アルコールの例を挙げることができる。 こ れらの中でも、 より高い熱 ·酸化安定性が得られることから、 ネオペンチル グリコール、 トリメチロールェタン、 トリメチロールプロパン、 ペン夕エリ スリトール、 及びこれらの混合物等が最も好ましい。 エステル油性剤を構成するアルコールは、 上述したように 1価アルコール であっても多価アルコールであってもよいが、 溶着と加工抵抗の増加とを防 止して優れた加工効率及び工具寿命を達成できる点、 並びに流動点の低いも のがより得やすく、 冬季及び寒冷地での取り扱い性がより向上する等の点か ら、 多価アルコールであることが好ましい。 また、 多価アルコールのエステ ルを用いると、 切削 ·研削加工において、 加工物の仕上げ面精度の向上とェ 具刃先の摩耗防止効果がより大きくなる。 また、 エステル油性剤を構成する酸のうち、 一塩基酸としては、 通常炭素 数 2〜2 4の脂肪酸が用いられ、 その脂肪酸は直鎖のものでも分岐のもので もよく、 また飽和のものでも不飽和のものでもよい。 具体的には、 上記基油 の (A) エステル油を構成する一塩基酸の例を挙げることができる。 これら の中でも、 溶着と加工抵抗の増加とを防止して優れた加工効率及び工具寿命 を達成できる点、並びに取扱性の点から、特に炭素数 3〜2 0の飽和脂肪酸、 炭素数 3〜2 2の不飽和脂肪酸及びこれらの混合物が好ましく、 炭素数 4〜 1 8の飽和脂肪酸、 炭素数 4〜1 8の不飽和脂肪酸及びこれらの混合物がよ り好ましく、 炭素数 4〜1 8の不飽和脂肪酸がさらに好ましく、 ベたつき防 止性の点からは炭素数 4〜 1 8の飽和脂肪酸がさらに好ましい。
多塩基酸としては炭素数 2〜1 6の二塩基酸及びトリメリット酸等が挙げ られる。 炭素数 2〜 1 6の二塩基酸としては、 直鎖のものでも分岐のもので もよく、 また飽和のものでも不飽和のものでもよい。 具体的には、 上記基油 の (A) エステル油を構成する多塩基酸の例を挙げることができる。 エステ ル油性剤におけるアルコールと酸との組み合わせは任意であって特に制限さ れないが、 本発明で使用可能なエステル油性剤としては、 例えば上記基油の (A) エステルを形成するアルコールと酸との組み合わせを挙げることがで きる。 ' なお、 アルコール成分として多価アルコールを用いた場合、 多価アルコー ル中の水酸基全てがエステル化された完全エステルでもよく、 あるいは水酸 基の一部がエステル化されず水酸基のままで残つている部分エステルでもよ レ^ また、 カルボン酸成分として多塩基酸を用いた場合、 多塩基酸中のカル ポキシル基全てがエステル化された完全エステルでもよく、 あるいはカルボ キシル基の一部がエステル化されずカルポキシル基のままで残つている部分 エステルであってもよい。 エステル油性剤の合計炭素数には特に制限はないが、 溶着と加工抵抗の増 加とを防止して優れた加工効率及び工具寿命を達成できる点から、 合計炭素 数が 7以上のエステルが好ましく、 9以上のエステルが更に好ましく、 1 1 以上のエステルが最も好ましい。 また、 スティンや腐食の発生を増大させな い点、 並びに有機材料との適合性の点から、 合計炭素数が 6 0以下のエステ ルが好ましく、 4 5以下のエステルがより好ましく、 2 6以下のエステルが 更に好ましく、 2 4以下のエステルが一層好ましく、 2 2以下のエステルが 最も好ましい。 _
( C - 8 ) 多価アルコールのハイドロカルビルエーテルを構成する多価ァ ルコールとしては、 通常 2〜 1 0価、 好ましくは 2〜6価のものが用いられ
る。 2〜1 0の多価アルコールとしては、 具体的には、 上記基油の (A) ェ ステル油を構成する多価アルコールの例を挙げることができる。 これらの中 でも、 溶着と加工抵抗の増加とを防止して優れた加工効率及び工具寿命を達 成できる点から、 グリセリンが最も好ましい。
( C一 8 ) 多価アルコールのハイドロカルビルェ一テルとしては、 上記多 価アルコールの水酸基の一部又は全部をハイドロカルビルエーテル化したも のが使用できる。 溶着と加工抵抗の増加とを防止して優れた加工効率及びェ 具寿命を達成できる点溶着と加工抵抗の増加とを防止して優れた加工効率及 び工具寿命を達成できる点からは、 多価アルコールの水酸基の一部をハイド 口カルピルエーテル化したもの (部分エーテル化物) が好ましい。 ここでい ぅ八ィドロカルピル基とは、 炭素数 1〜2 4のアルキル基、 炭素数 2〜 2 4 のアルケニル基、 炭素数 5〜 7のシクロアルキル基、 炭素数 6〜 1 1のアル キルシクロアルキル基、 炭素数 6〜1 0のァリール基、 炭素数 7〜 1 8のァ ルキルァリール基、 炭素数 7〜 1 8のァリ—ルアルキル基等の炭素数 1〜 2 4の炭化水素基を表す。 これらの中では、 溶着と加工抵抗の増加とを防止して優れた加工効率及び 工具寿命を達成できる点から、炭素数 2〜1 8の直鎖又は分枝のアルキル基、 炭素数 2〜 1 8の直鎖又は分枝のアルケニル基が好ましく、 炭素数 3〜 1 2 の直鎖又は分枝のアルキル基、 ォレイル基 (ォレイルアルコールから水酸基 を除いた残基) がより好ましい。
( C - 9 ) ァミン油性剤としては、 モノアミンが好ましく使用される。 モ ノアミンの炭素数は、 好ましくは 6〜 2 4であり、 より好ましくは 1 2〜2 4である。 ここでいう炭素数とは ΐノアミンに含まれる総炭素数の意味であ り、 モノアミンが 2個以上の炭化水素基を有する場合にはその合計炭素数を 表す。
本発明で用いられるモノアミンとしては、 第 1級モノアミン、 第 2級モノ ァミン、 第 3級モノアミンの何れもが使用可能であるが、 溶着と加工抵抗の 増加とを防止して優れた加工効率及び工具寿命を達成できる点から、 第 1級 モノアミンが好ましい。 モノアミンの窒素原子に結合する炭化水素基としては、 アルキル基、 アル ケニル基、 シクロアルキル基、 アルキルシクロアルキル基、 ァリール基、 ァ ルキルァリール基、 ァリールアルキル基等の何れもが使用可能であるが、 溶 着と加工抵抗の増加とを防止して優れた加工効率及び工具寿命を達成できる 点から、 アルキル基又はアルケニル基であることが好ましい。 アルキル基、 アルケニル基としては、 直鎖状のものであっても分岐鎖状のものであっても 良いが、 溶着と加工抵抗の増加とを防止して加工効率及び工具寿命を向上で きる点から、 直鎖状のものが好ましい。
これらの中でも、 溶着と加工抵抗の増加とを防止して優れた加工効率及び 工具寿命を達成できる点から、 炭素数 1 2〜2 4の第 1級モノアミンが好ま しく、 炭素数 1 4〜2 0の第 1級モノアミンがより好ましく、 炭素数 1 6〜 1 8の第 1級モノアミンがさらに好ましい。 本態様の発明においては、 上記油性剤 (C一 1 ) 〜 (C一 9 ) の中から選 ばれる 1種のみを用いてもよく、 また 2種以上の混合物を用いてもよい。 こ れらの中でも、 溶着と加工抵抗の増加とを防止して優れた加工効率及び工具 寿命を達成できる点から、 (C一 2 ) カルボン酸油性剤及び (C一 9 ) ァミン 油性剤から選ばれる 1種または 2種以上の混合物であることが好ましい。 ( C ) 油性剤の含有量は特に制限はないが、 溶着と加工抵抗の増加とを防 止して優れた加工効率及び工具寿命—を達成できる点から、組成物全量基準で、 好ましくは 0 . 0 1質量%以上、 より好ましくは 0 . 0 5質量%以上、 更に 好ましくは 0 . 1質量%以上である。 また、 安定性の点から、 油性剤の含有 量は、 組成物全量基準で、 好ましくは 1 5質量%以下、 より好ましくは 1 0
質量%以下、 更に好ましくは 5質量%以下である また、 本態様の発明の金属加工油組成物は、 溶着と加工抵抗の増加とを防 止して優れた加工効率及び工具寿命を達成できる点から、 (D) 極圧剤を更に 含有することが好ましい。 特に、 (D) 極圧剤を上記した (C) 油性剤と併用 すると、 これらの相乗作用により、 溶着と加工抵抗の増加とを防止して一層 優れた加工効率及び工具寿命を達成することが可能となる。 また、 本発明の 金属加工油組成物は、 後述するように、 工作機械の加工部以外の潤滑油とし て使用することが可能であるが、 この場合には (C) 油性剤を含有すること が望ましい。
(D) 極圧剤としては、 後述する (D— 1 ) 硫黄化合物及び (D— 2) リ ン化合物が挙げられる。 (D— 1) 硫黄化合物としては、 金属加工油組成物の特性を損なわない限 りにおいて特に制限されないが、 ジハイドロカルビルポリサルファイド、 硫 化エステル、 硫化鉱油、 ジチォリン酸亜鉛化合物、 ジチォ力ルバミン酸亜鉛 化合物、 ジチオリン酸モリブデン化合物及びジチォカルバミン酸モリブデン が好ましく用いられる。 ジハイドロカルビルポリサルフアイドとは、 一般的にポリサルフアイド又 は硫化ォレフィンと呼ばれる硫黄系化合物であり、 具体的には下記一般式 (5) :
R8-Sh-R9 (5)
[式 (5) 中、 R8及び R9は同一でも異なっていてもよく、 それぞれ炭素 数 3〜20の直鎖状又は分枝状のアルキル基、炭素数 6〜 20のァリール基、 炭素数 6〜 20のアルキルァリール基あるいは炭素数 6〜 20のァリールァ ルキル基を表し、 hは 2〜6、 好ましくは 2〜 5の整数を表す]
で表される化合物を意味する。 上記本態様の一般式 (5) 中の R8及び R9と
しては、 溶着と加工抵抗の増加とを防止して優れた加工効率及び工具寿命を 達成できる点から、 別個に、 エチレン又はプロピレンから誘導された炭素数
3〜1 8の分枝状アルキル基であることがより好ましく、 エチレン又はプロ ピレンから誘導された炭素数 6〜 1 5の分枝状アルキル基であることが特に 好ましい。 硫化エステルとしては、 具体的には例えば、 牛脂、 豚脂、 魚脂、 菜種油、 大豆油などの動植物油脂;不飽和脂肪酸 (ォレイン酸、 リノール酸又は上記 の動植物油脂から抽出された脂肪酸類などを含む) と各種アルコールとを反 応させて得られる不飽和脂肪酸エステル;及びこれらの混合物などを任意の 方法で硫化することにより得られるものが挙げられる。 硫化鉱油とは、 鉱油に単体硫黄を溶解させたものをいう。 ここで、 本発明 にかかる硫化鉱油に用いられる鉱油としては特に制限されないが、 具体的に は、 具体的には、 原油に常圧蒸留及び減圧蒸留を施して得られる潤滑油留分 を、 溶剤脱れき、 溶剤抽出、 水素化分解、 溶剤脱ろう、 接触脱ろう、 水素化 精製、 硫酸洗浄、 白土処理などの精製処理を適宜組み合わせて精製したパラ フィン系鉱油、ナフテン系鉱油などが挙げられる。また、単体硫黄としては、 塊状、 粉末状、 溶融液体状等いずれの形態のものを用いてもよいが、 粉末状 又は溶融液体状の単体硫黄を用いると基油への溶解を効率よく行うことがで きるので好ましい。 なお、 溶融液体状の単体硫黄は液体同士を混合するので 溶解作業を非常に短時間で行うことができるという利点を有しているが、 単 体硫黄の融点以上で取り扱わねばならず、 加熱設備などの特別な装置を必要 としたり、 高温雰囲気下での取り扱いとなるため危険を伴うなど取り扱いが 必ずしも容易ではない。 これに対して、 粉末状の単体硫黄は、 安価で取り扱 いが容易であり、 しかも溶解に要す _る時間が十分に短いので特に好ましい。 また、 本態様の発明にかかる硫化鉱油における硫黄含有量に特に制限はない 力 通常、 硫化鉱油全量を基準として好ましくは 0 . 0 5〜1 . 0質量%で あり、 より好ましくは 0 . 1〜0 . 5質量%である。
ジチォリン酸亜鉛化合物、 ジチォ力ルバミン酸亜鉛化合物、 ジチォリン酸 モリブデン化合物及びジチォカルバミン酸モリブデン化合物とは、 それぞれ 下記本態様の一般式 (6 ) 〜 (9 ):


[式 (6) 〜 (9) 中、 R10、 R11, R12、 R13、 R14、 R15、 R16、 R17、 R18、 R19、 R20、 R21、 R22、 R23、 R 24及び R 25は同一でも異 なっていてもよく、 それぞれ炭素数 1以上の炭化水素基を表し、 X1及び X2 はそれぞれ酸素原子又は硫黄原子を表す]
で表される化合物を意味する。 本態様の発明においては、 上記硫黄化合物の中でも、 ジハイド口カルビル ポリサルフアイド及び硫化エステルからなる群より選ばれる少なくとも 1種 を用いると、 溶着と加工抵抗の増加とを防止して一層高水準の加工効率及び 工具寿命を達成できるので好ましい。 また、 (D—'2)リン化合物としては、具体的には例えば、 リン酸エステル、 酸性リン酸エステル、 酸性リン酸エステルのアミン塩、 塩素化リン酸エステ ル、亜リン酸エステル及びフォスフォロチォネート、本態様の下記一般式(1 0) 又は (1 1) で表されるリン化合物の金属塩等が挙げられる。 これらの リン化合物は、 リン酸、 亜リン酸又はチォリン酸とアル力ノール、 ポリエー テル型アルコールとのエステルあるいはその誘導体が挙げられる。

[式 (10) 中、 X3、 X4及び X5は同一でも異なっていてもよく、 それ
ぞれ酸素原子又は硫黄原子を表し、 X3、 X4又は X5の少なくとも 2つは酸 素原子であり、 R26、 R27、 及び R28は同一でも異なっていてもよく、 それ ぞれ水素原子又は炭素数 1〜 30の炭化水素基を表す]

[式 (1 1) 中、 X6、 X7、 X8及び X9は同一でも異なっていてもよく、 それぞれ酸素原子又は硫黄原子を表し、 X6、 X7、 X8又は X9の少なくとも 3つは酸素原子であり、 R29、 R3Q及び R31は同一でも異なっていてもよく、 それぞれ水素原子又は炭素数 1〜 30の炭化水素基を表す。] 上記リン酸エステルとしては、 トリブチルホスフェート、 トリペンチルホ スフエー卜、 トリへキシルホスフェート、 トリへプチルホスフェート、 トリ ォクチルホスフエ一ト、 トリノニルホスフェート、 トリデシルホスフェート、 トリゥンデシルホスフェート、 トリドデシルホスフェート、 トリトリデシル ホスフェート、 トリテトラデシルホスフェート、 トリペン夕デシルホスフエ ート、 トリへキサデシルホスフェート、 トリヘプ夕デシルホスフェート、 ト リオクタデシルホスフエ一ト、 トリオレィルホスフェート、 トリフエニルホ スフェート、 トリクレジルホスフェート、 トリキシレニルホスフェート、 ク レジルジフエニルホスフェート、 キシレニルジフエニルホスフェート等が挙 げられる。 また、 上記本態様の一般式 (10) 又は (1 1) で表されるリン化合物の 金属塩に関し、 R26〜R31で表される炭素数 1〜30の炭化水素基は、 炭素 数 1〜30のアルキル基又は炭素数 6〜 24のァリール基であることが好ま
しく、 更に好ましくは炭素数 3〜18のアルキル基、 更に好ましくは炭素数 4〜1 2のアルキル基である。
R26、 R27及び R28は同一でも異なっていてもよく、 それぞれ水素原子又 は上記炭化水素基を表すが、 R26、 R27及び R28のうち、 1〜3個が上記炭 化水素基であることが好ましく、 1〜 2個が上記炭化水素基であることがよ り好ましく、 2個が上記炭化水素基であることがさらに好ましい。 また、 R29、 R3Q及び R31は同一でも異なっていてもよく、 それぞれ水素 原子又は上記炭化水素基を表すが、 R29、 R3Q及び R31のうち、 1〜3個が 上記炭化水素基であることが好ましく、 1〜 2個が上記炭化水素基であるこ とがより好ましく、 2個が上記炭化水素基であることがさらに好ましい。 本態様の一般式 (10) で表されるリン化合物において、 X3〜X5のうち の少なくとも 2つは酸素原子であることが必要であるが、 X3〜X5の全てが 酸素原子であることが好ましい。 また、 本態様の一般式 (1 1) で表されるリン化合物において、 x6〜x9 のうちの少なくとも 3つは酸素原子であることが必要であるが、 ΧΘ〜Χ9の 全てが酸素原子であることが好ましい。 本態様の一般式 (10) で表されるリン化合物としては、 例えば、 亜リン 酸、 モノチォ亜リン酸;上記炭素数 1〜30の炭化水素基を 1つ有する亜リ ン酸モノエステル、 モノチォ亜リン酸モノエステル;上記炭素数 1〜30の 炭化水素基を 2つ有する亜リン酸ジエステル、 モノチォ亜リン酸ジエステ ル;上記炭素数 1〜30の炭化水素基を 3つ有する亜リン酸トリエステル、 モノチォ亜リン酸トリエステル;及びこれらの混合物が挙げられる。 これら の中でも、 亜リン酸モノエステル、 亜リン酸ジエステルが好ましく、 亜リン 酸ジエステルがより好ましい。
また、 本態様の一般式 (1 1 ) で表されるリン化合物としては、 例えば、 リン酸、 モノチォリン酸;上記炭素数 1〜 3 0の炭化水素基を 1つ有するリ ン酸モノエステル、 モノチォリン酸モノエステル;上記炭素数 1〜3 0の炭 化水素基を 2つ有するリン酸ジエステル、 モノチォリン酸ジエステル;上記 炭素数 1〜3 0の炭化水素基を 3つ有するリン酸トリエステル、 モノチオリ ン酸トリエステル;及びこれらの混合物が挙げられる。 これらの中でも、 リ ン酸モノエステル、 リン酸ジエステルが好ましく、 リン酸ジエステルがより 好ましい。 本態様の一般式 (1 0 ) 又は (1 1 ) で表されるリン化合物の金属塩とし ては、 当該リン化合物の酸性水素の一部又は全部を金属塩基で中和した塩が 挙げられる。 かかる金属塩基としては.、 金属酸化物、 金属水酸化物、 金属炭 酸塩、金属塩化物等が挙げられ、その金属としては、 具体的には、 リチウム、 ナトリウム、 カリウム、 セシウム等のアル力リ金属、 カルシウム、 マグネシ ゥム、 バリウム等のアルカリ土類金属、 亜鉛、 銅、 鉄、 鉛、 ニッケル、 銀、 マンガン等の重金属等が挙げられる。 これらの中ではカルシウム、 マグネシ ゥム等のアルカリ土類金属及び亜鉛が好ましい。 上記リン化合物の金属塩は、 金属の価数やリン化合物の O H基あるいは S H基の数に応じその構造が異なり、 従ってその構造については何ら限定され ないが、 例えば、 酸化亜鉛 1 m o 1とリン酸ジエステル (〇H基が 1つ) 2 m o 1を反応させた場合、 本態様の下記式 (1 2 ) で表される構造の化合物 が主成分として得られると考えられるが、 ポリマー化した分子も存在してい ると考えられる。
 また、 例えば、 酸化亜鉛 l mol とリン酸モノエステル (O H基が 2つ) l m ol とを反応させた場合、 本態様の下記式 (1 3 ) で表される構造の化合物が 主成分として得られると考えられるが、 ポリマー化した分子も存在している と考えられる。
また、 例えば、 酸化亜鉛 l mol とリン酸モノエステル (O H基が 2つ) l m ol とを反応させた場合、 本態様の下記式 (1 3 ) で表される構造の化合物が 主成分として得られると考えられるが、 ポリマー化した分子も存在している と考えられる。
(13)

また、 これらの 2種以上の混合物も使用できる 本態様の発明においては、 上記リン化合物の中でも、 溶着と加工抵抗の増 加とを防止して優れた加工効率及び工具寿命を達成できる点から、 リン酸ェ ステル、 酸性リン酸エステル、 及び酸性リン酸エステルのァミン塩が好まし い。 また、 本態様の発明の金属加工油組成物は、 後述するように、 金属加工以 外の用途に適用可能であるが、 本発明の金属加工油組成物を工作機械の摺動 面用油として使用する場合には、 酸性リン酸エステル、 酸性リン酸エステル のアミン塩を含有することが好ましい。 また、 本発明の金属加工油組成物を 油圧作動油として使用する場合には、 リン酸エステルが好ましい。 さらに、 摺動面用油と油圧作動油との兼用油として用いる場合には、 酸性リン酸エス
テル及び酸性リン酸エステルのァミン塩から選ばれる少なくとも 1種と、 リ ン酸エステルと、 を組み合わせて用いることが好ましい。 本態様の発明の金属加工油組成物は、 (D— 1 ) 硫黄化合物又は (D— 2 ) リン化合物の一方のみを含有するものであってもよく、 双方を含有するもの であってもよい。 溶着と加工抵抗の増加とを防止して優れた加工効率及びェ 具寿命を達成できる点からは、 (D— 1 ) リン化合物、 あるいは (D— 1 ) 硫 黄化合物と (D— 2 ) リン化合物との双方を含有することが好ましく、 (D _ 1 ) 硫黄化合物と (D _ 2 ) リン化合物との双方を含有することがより好ま しい。
(D ) 極圧剤の含有量は任意であるが、 溶着と加工抵抗の増加とを防止し て優れた加工効率及び工具寿命を達成できる点から、組成物全量基準で、 0 . 0 0 5質量%以上であることが好ましく、 0 . 0 1質量%以上であることが より好ましく、 0 . 0 5質量%以上であることがさらにより好ましい。 また、 異常摩耗の防止の点から、極圧剤の含有量は、組成物全量基準で、 1 5質量% 以下であることが好ましく、 1 0質量%以下であることがより好ましく、 7 質量%以下であることがさらにより好ましい。 本態様の発明においては、 上述の (C ) 油性剤又は (D ) 極圧剤の一方の みを用いてもよいが、 溶着と加工抵抗の増加とを防止して優れた加工効率及 び工具寿命を達成できる点から、 (C ) 油性剤と (D ) 極圧剤とを併用するこ とが好ましい。 また、 本態様の発明の金属加工油組成物においては、 溶着と加工抵抗の増 加とを防止して優れた加工効率及び工具寿命を達成できる点から、 (E ) 有機 酸塩を含有することが好ましい。 有機酸塩としては、 スルフォネート、 フエ ネート、 サリシレート、 並びにこれらの混合物が好ましく用いられる。 これ らの有機酸塩の陽性成分としては、 ナトリウム、 カリウムなどのアルカリ金
属;マグネシウム、 カルシウム、 バリウムなどのアルカリ土類金属;アンモ ニァ、 炭素数 1〜 3のアルキル基を有するアルキルアミン (モノメチルアミ ン、 ジメチルァミン、 トリメチルァミン、 モノェチルアミン、 ジェチルアミ ン、 トリェチルァミン、 モノプロピルアミン、 ジプロピルアミン、 トリプロ ピルァミンなど)、炭素数 1〜 3のアル力ノ一ル基を有するアル力ノールァミ ン (モノメタノールァミン、 ジメタノールァミン、 トリメタノールアミン、 モノエタノールァミン、 ジエタノールァミン、 トリエ夕ノールァミン、 モノ プロパノールァミン、 ジプロパノールァミン、 トリプロパノールァミンなど) などのァミン、 亜鉛などが挙げられるが、 これらの中でもアルカリ金属又は アルカリ土類金属が好ましく、 カルシウムが特に好ましい。 有機酸塩の陽性 成分がアル力リ金属又はアルカリ土類金属であると、 より高い潤滑性が得ら れる傾向にある。 また、 (E ) 有機酸塩の含有量は、 組成物全量基準で、 好ましくは 0 . 1〜 3 0質量%であり、 より好ましくは 0 . 5〜2 5質量%でぁり、 さらに好ま しくは 1〜2 0質量%である。 (E ) 有機酸塩の含有量が前記下限値未満の場 合、 その添加による溶着と加工抵抗の増加との防止に起因する加工効率及び 工具寿命の向上効果が不十分となる傾向にあり、 他方、 前記上限値を超える と金属加工油組成物の安定性が低下して析出物が生じやすくなる傾向にある。 本態様の発明においては、 (E ) 有機酸塩を単独で用いてもよく、 あるいは 有機酸塩と他の添加剤とを組み合わせて用いてもよい。 溶着と加工抵抗の増 加とを防止して優れた加工効率及び工具寿命を達成できる点からは、 有機酸 塩を上記の極圧剤と組み合わせて用いることが好ましく、 硫黄化合物、 リン 化合物及び有機酸塩の 3種を組み合わせて用いることが特に好ましい。 また、 本態様の発明の金属加工油組成物は (F ) 酸化防止剤を更に含有し ていることが好ましい。 酸化防止剤の添加により、 構成成分の変質によるべ たつきを防止することができ、 また、 熱 ·酸化安定性を向上させることがで
きる
(F) 酸化防止剤としては、 フエノール系酸化防止剤、 アミン系酸化防止 剤、 ジチォリン酸亜鉛系酸化防止剤、 その他食品添加剤として使用されてい るものなどが挙げられる。 フエノール系酸化防止剤としては、 潤滑油の酸化防止剤として用いられる 任意のフエノール系化合物が使用可能であり、特に制限されるものでないが、 アルキルフエノール化合物が好ましいものとして挙げられる。 アミン系酸化防止剤の具体例としては、 4一ブチル—4' 一才クチルジフ ェニルァミン、 フエ二ルー α—ナフチルァミン、 ォクチルフエ二ルー α—ナ フチルァミン、 ドデシルフェニルー 一ナフチルァミン及びこれらの混合物 などが挙げられる。 また、 食品添加剤として使用されている酸化防止剤も使用可能であり、 例 えば、 2, 6—ジー tert—ブチル— ρ—クレゾール (DBPC 4, 4, 一 メチレンビス (2, 6—ジ一 tert—ブチルフエノール)、 4, 4, 一ビス (2, 6—ジー tert—ブチルフエノール)、 4, 4, ーチォビス (6— tert—ブチル —o—クレゾ一ル)、 ァスコルビン酸 (ビタミン C)、 ァスコルビン酸の脂肪 酸エステル、 トコフエロール (ビタミン E)、 3, 5—ジ— tert—ブチル—4 —ヒドロキシァニソ一ル、 2— tert—プチルー 4—ヒドロキシァニソ一ル、 3—tert—ブチル—4ーヒドロキシァニソール、 1, 2—ジハイド口— 6— エトキシ— 2, 2, 4一卜リメチルキノリン (ェ卜キシキン)、 2 - (1, 1 —ジメチル) — 1, 4一ベンゼンジオール (TBHQ)、 2, 4, 5—トリヒ ドロキシプチ口フエノン (THBP-) を挙げることができる。 これらの酸化防止剤の中でも、 フエノール系酸化防止剤、 アミン系酸化防 止剤、 並びに上記食品添加剤として使用されているものが好ましい。
( F ) 酸化防止剤の含有量は特に制限はないが、 良好な熱 ·酸化安定性を 維持させるためにその含有量は、 組成物全量基準で 0 . 0 1質量%以上が好 ましく、 更に好ましくは 0 . 0 5質量%以上、 最も好ましくは 0 . 1質量% 以上である。 一方それ以上添加しても効果の向上が期待できないことからそ の含有量は 1 0質量%以下であることが好ましく、 更に好ましくは 5質量% 以下であり、 最も好ましくは 3質量%以下である。 また、 本態様の発明の金属加工油組成物には、 上記した以外の従来公知の 添加剤を含有することができる。 かかる添加剤としては、 例えば、 上記した リン化合物、 硫黄化合物以外の極圧剤 (塩素系極圧剤を含む);ジエチレング リコールモノアルキルエーテル等の湿潤剤;アクリルポリマー、 パラフィン ワックス、 マイクロワックス、 スラックワックス、 ポリオレフインワックス 等の造膜剤;脂肪酸アミン塩等の水置換剤;グラフアイト、 フッ化黒鉛、 二 硫化モリブデン、 窒化ホウ素、 ポリエチレン粉末等の固体潤滑剤;ァミン、 アルカノールァミン、 アミド、 カルボン酸、 カルボン酸塩、 スルホン酸塩、 リン酸、 リン酸塩、 多価アルコールの部分エステル等の腐食防止剤;ベンゾ トリァゾール、 チアジアゾール等の金属不活性化剤;メチルシリコーン、 フ ルォロシリコーン、 ポリアクリレート等の消泡剤;アルケニルコハク酸ィミ ド、 ベンジルァミン、 ポリアルケニルァミンアミノアミド等の無灰分散剤; 等が挙げられる。 これらの公知の添加剤を併用する場合の含有量は特に制限 されないが、 これらの公知の添加剤の合計含有量が組成物全量基準で 0 . 1 〜 1 0質量%となるような量で添加するのが一般的である。
.なお、 本態様の発明の金属加工油組成物は、 上述のように塩素系極圧剤な どの塩素系添加剤を含有してもよいが、 安全性の向上及び環境に対する負荷 の低減の点からは、 塩素系添加剤を含有しないことが好ましい。 また、 塩素 濃度は、組成物全量基準で、 1 0 0 0質量 p p m以下であることが好ましく、 5 0 0質量 p p m以下であることがより好ましく、 2 0 0質量 p p m以下で あることが更に好ましく、 1 0 0質量 p p m以下であることが特に好ましレ 。
本態様の発明の金属加工油組成物の動粘度は特に制限されないが、 加工部 位への供給容易性の点から、 40°Cにおける動粘度は 200mm2ノ s以下で あることが好ましく、更に好ましくは 100mm2Zsであり、 更に好ましく は 75mm2/ sであり、 最も好ましくは 50 mm2Z sである。 一方、 その 下限値は、 lmm2Zsであることが好ましく、 更に好ましくは 3 mm2/ s であり、 最も好ましくは 5mm2/sである。 また、 本態様の発明の金属加工油組成物の水分含有量は、 貯蔵安定性及び さび止め性の点から、 好ましくは 20000 p p m以下、 より好ましくは 1 O O O O p pm以下、 更に好ましくは 5000 p pm以下である。 また、 溶 着と加工抵抗の増加とを防止して優れた加工効率及び工具寿命を達成できる 点からは、 水分含有量は、 好ましくは 200 p pm以上、 より好ましくは 3 O O p pm以上、 更に好ましくは 400 p pm以上、 一層好ましくは 500 p pm以上である。 なお、 本態様の発明でいう水分含有量とは、 J I S K 2275に準拠し てカールフィッシヤー式電量滴定法により測定される水分含有量を意味する。 また、 本態様の発明の金属加工油組成物に水を添加して水分含有量を調整 する場合、 添加する水は硬水又は軟水のいずれであってもよく、 水道水、 ェ 業用水、 イオン交換水、 蒸留水、 アルカリイオン水などを任意に使用するこ とができる。 上記構成を有する本態様の発明の金属加工油組成物は、 加工効率、 工具寿 命などの加工性能、 更には取扱性に優れるものであるため、 金属加工分野の 広範な用途において好適に使用するごとができる。 ここでいう金属加工とは、 切削 ·研削加工に限定されず、 広く金属加工全般を意味する。
また、 本態様の発明の金属加工油組成物は、 通常給油方式による金属加工 に適用することができるが、 より顕著な効果を発揮することから、 極微量油 剤供給方式 (MQ L ) の加工用油剤として用いることが好ましい。 金属加工の種類としては、 具体的には、 切削加工、 研削加工、 転造加工、 鍛造加工、 プレス加工、 引き抜き加工、 圧延加工等が挙げられる。 これらの 中でも、 本発明の金属加工油組成物は切削加工、 研削加工、 転造加工などの 用途に非常に有用である。 また、 本態様の発明の金属加工油組成物が適用される被加工材の材質は特 に制限されないが、 本発明の金属加工油組成物は、 非鉄金属の加工用油剤と して好適であり、 特に、 アルミニウム又はアルミニウム合金の加工用油剤と して非常に優れたものである。 さらに、 本発明の金属加工油組成物は、 摺動面用油剤、 軸受部分用油剤、 油圧機器用油剤などの工作機械の加工部位以外の潤滑油剤として用いること が可能なものであり、 従って工作機械の省スペース化、 省エネルギー化を可 能とする点で非常に有用である。 なお、 本態様の態様の発明でいう摺動面用油剤とは、 切削 ·研削加工に用 いられる工作機械が備える構成部材のうち、 当接する 2平面の摺動運動の案 内機構に用いられる潤滑油剤をいう。 例えば、 ベッド上を移動可能なテープ ル上に被加工部材を配置し、 テーブルを移動させて切削 ·研削加工用工具へ 向けて被加工部材を搬送する工作機械においては、 テーブルとべッドとの間 の摺動面が摺動面用油剤により潤滑される。 また、 ベッド上を移動可能な台 上に切削 ·研削加工用工具を固定レ、 その台を移動させて工具を被加工部材 に向けて移動させる工作機械においては、 台とべッドとの間の摺動面が摺動 面用油剤により潤滑される。
このような摺動面用油には、 摺動面での摩擦係数が小さいことゃスティッ クスリップ防止性が高いなどの摩擦特性が求められる。 工作機械の加工テー ブルなどの摺動面においてスティックスリップが発生すると、 その摩擦振動 がそのまま被加工部材に転写され、 その結果加工精度が低下したり、 あるい はその振動から工具寿命が低下するなどの問題が生じる。 本発明の金属組成 物は、 摺動面用油剤として用いた場合にこれらの現象を十分に防止すること が可能なものであるが、 摩擦特性の点からはリン化合物を更に含有すること が好ましい。 また、 軸受部分の潤滑には、 油剤軸受潤滑とミスト軸受潤滑等の潤滑方法 があるが、 本発明の油剤組成物はこのどちらにも使用可能である。 油剤軸受潤滑とは、 潤滑油を液体のまま軸受部に供給して当該部分の円滑 な摺動を図る潤滑方式を意味し、潤滑油による軸受部の冷却等も期待できる。 このような軸受潤滑用の潤滑油剤としては、 より高温部で使用されることか ら熱劣化が起きにくい、 つまり耐熱性に優れていることが要求されるが、 本 発明の金属加工油組成物はこのような油剤軸受潤滑にも用いることができる ものである。 ミスト軸受潤滑とは、 潤滑油をミスト発生装置により霧状にし、 空気等の 期待でその霧状の油を軸受部に供給して当該部分の円滑な摺動を図る潤滑方 式を意味し、 軸受部等の高温部では、 空気等による冷却効果を期待できるこ とから、 近年の工作機械ではこの潤滑方式を採用している例が多い。 このよ うなミスト潤滑用の潤滑油剤としては、 より高温部で使用されることから熱 劣化が起きにくい、 つまり耐熱性に優れていることが要求されるが、 本発明 の油剤組成物はこのようなミスト軸受潤滑にも用いることができるものであ る。 油圧機器は、 油圧にて機械の動作、 制御を行うものであり、 機械類の動作
を司る油圧制御部分では潤滑、 シール、 冷却効果を期待される油圧作動油が 使用される。 油圧作動油は、 潤滑油をポンプで高圧に圧縮し、 油圧を発生さ せ、 機器を動かすため、 潤滑油に高い潤滑性と高い酸化安定性、 熱安定性が 求められが、 本態様の発明の油剤組成物はこのような油圧作動油にも用いる ことができるものである。 本態様の発明の金属加工油組成物を油圧作動油兼 用油として使用する場合には、 その潤滑性をさらに向上させるために、 リン 化合物を更に含有することが好ましい。 ここで、 本態様の発明の金属加工油組成物を用いた切削 ·研削加工方法の 一例について説明する。 図 1は極微量油剤供給式切削 ·研削加工方法において好適に用いられるェ 作機械の一例を示す説明図である。 図.1に示す工作機械は、 ベッド 1上を矢 印の方向に移動可能なテーブル 2、 並びに支持手段 1 0に支持されており矢 印の方向に回転可能な工具 1 1を備えている。 また、 給油タンク 1 2には本 発明の油剤が収容されており、 テーブル 2上に配置された被加工部材 3を切 肖 |J '研削加工する際には、圧縮空気導入部 1 8から送られる圧縮空気と共に、 ミスト状の本発明の油剤が加工油剤供給部 1 3から加工部位に向けて供給さ れる。 また、 給油タンク 1 2に収容された本発明の油剤は、 摺動面用油剤供 給部 1 4からベッド 1とテーブル 2との間の摺動面 1 6に供給されると共に、 軸受用油剤供給部 1 5から支持手段 1 0と工具 1 1との間の軸受け部に供給 されて、 摺動面 1 6及び軸受け部 1 7の潤滑が行われる。 このように、 本態様の発明の極微量油剤供給式切削 ·研削加工方法におい ては、 同一のエステルを含有する油剤を用いて、 切削研削加工部位、 工作機 械の摺動面、 あるいは更に軸受部における潤滑を行うことによって、 極微量 油剤供給式切削 ·研削加工における加工性の向上、 作業効率の向上が達成さ れる。
また、 本態様の発明の極微量油剤供給式切削 ·研削加工方法においては、 図 1に示すように、 切削研削加工用油剤、 摺動面用油剤、 あるいは更に軸受 用油剤としてそれぞれ同一の油剤を用いると、 各油剤を供給するための給油 タンク等を別個に設ける必要がなくなり、 工作機械の省スペース化、 省エネ ルギー化を達成することが可能となるので好ましい。 なお、 図 1には示していないが、 本態様の発明においては、 給油タンク 1 2に収容される本態様の発明の油剤を、 工作機械が備える油圧機器に供給し て、 本態様の発明の油剤を油圧作動油として用いることもできる。 実施例 (金属加工油組成物に係る第 2態様)
以下、実施例及び比較例に基づき本態様の発明を更に具体的に説明するが、 本発明は以下の実施例に何ら限定されるものではない。
実施例及び比較例においては、 それぞれ以下に示す表 2記載の基油及び添 加剤を用いた。 基油 a, b, c, dは以下に示し、 また表 1には基油 e、 f 、 gを示している。 基油 dについては、 その脂肪酸組成及び総不飽和度を表 4 に示す。 以下実施例、 比較例により本発明をさらに説明する。
(FT合成油の水素化精製油、 ワックス水素化分解油、 及び希釈油 1〜3の 製造)
1) 天然ガスを原料とする FT合成炭化水素油 (沸点 150°C以上の炭化 水素の含有量: 82質量%、 沸点 360で以上の炭化水素の含有量: 41質 量%) を蒸留塔で、 沸点 1 5 Ot以下の軽質留分と、 沸点 1 50〜360°C の中間留分と、 塔底残渣重質ワックス分 (FTワックス:沸点 360°C以上 の留分に相当) とに分離した。 .
2) 上の 1) で分離された中間留分を、 水素化精製触媒 (P t :担体に対 し 0. 8質量%、 US Yゼォライト /シリカアルミナ Zアルミナバインダー: 重量比 3/ 57/40), 水素気流下、 反応温度: 31 1°C、 水素圧力: 3.
OMP a、 LHS V : 2. 0 h~ 水素 Z油比: 34 ONLZLで水素化精 製処理を行った。
3) 上の 2) で得られた水素化精製油を蒸留により 1 50〜2 50°C留分 (灯油留分 1) 及び 250〜360で留分 (軽油留分 1) に分留した。
4) 上の 1) で得られた FTワックスを、 水素化分解触媒 (P t :担体に 対し 0. 8質量%、 US Yゼォライト/シリカアルミナ Zアルミナバインダ 一:重量比 3Z57/40) を用い、 水素気流下、 反応温度: 326°C、 水 素圧力: 4. OMP a, LHS V: 2. O h— 水素 Z油比: 680 NLZ
Lで水素化分解を行った。
5) 上の 4) で得られた水素化分解油を蒸留により 1 50〜2 50°C留分 (灯油留分 2) 及び 250〜360°C留分 (軽油留分 2) に分留した。
本願基油 e :軽油留分 1及び 2を 56 : 44 (質量比) で混合し、 本願基油 eを得た。
本願基油 f :灯油留分 1及び 2を 63 : 3 7 (質量比) で混合し、 本願基油 f を得た。
本願基油 g :ポリアルファ一ォレフィン (PAO)
本願基油 h :ホワイトオイル
本願基油 i :軽油留分 1及び 2を 5 1 : 49 (質量比) で混合し、 本願基油 iを得た。
本願基油 j :灯油留分 1及び 2を 49 : 51 (質量比) で混合し、 本願基油 j を得た。
そしてこれら基油を用いて表 2に示す組成を有する金属加工油組成物を調 製し、 それを試験した。 (基油)
a : トリメチロールプロパンとォレイン酸とのトリエステル (40°Cにお ける動粘度: 46mm2Zs)
b :ネオペンチルダリコールとォレイン酸とのジエステル (40°Cにおけ る動粘度: 24mm2/s )
c :イソデシルアルコールとアジピン酸とのジエステル (40°Cにおける 動粘度: 14mm2/ s)
d :高ォレイン酸菜種油 (40°Cにおける動粘度: 39mm2/s) 用いた添加剤は以下のとおりである。
(添加剤)
A:ォレイルアルコール
B :ォレイルァミン
C :ォレイン酸
D :グリセリン モノォレート
E : トリクレジルホスフェート
F :硫化エステル。 次に、 実施例及び比較例の各金属加工油組成物について以下の評価試験を 行った。
(タッピング試験)
極微量油剤供給方式 (MQL) 又は通常給油方式によりタッピング試験を 行った。
MQLによる試験の場合は、 各金属加工油組成物及び比較標準油 (D I D A:アジピン酸ジイソデシル) を交互に用いて、 以下に示す条件でタツピン グ試験を行い、 そのタツビングエネルギーを測定した。 タッピング条件 (極微量油剤供給方式 (MQL))
工具:ナットタツプ M 8 (P = 1. 25 mm)
下穴径: Φ 7. 2 mm
ワーク : AC8A ( t = 10 mm)
切削速度: 9. 0 m/分
油剤供給方式:
金属加工油組成物:圧縮空気 0. 2 M P a、 油剤組成物 25 m 1 / hの条
件で吹き付け、
D I DA:圧縮空気を用いることなく、 直接加工部位に 4. 3mLZ分の条 件で吹き付け。
タッピングエネルギー効率 (%) = (D I DAを用いた場合のタッピングェ ネルギ一) I (油剤組成物を用いた場合のタッピングエネルギー)
また、 通常給油方式による試験の場合は、 各金属加工油組成物及び比較標 準油 (D I DA:アジピン酸ジイソデシル) を交互に用いて、 以下に示す条 件でタッピング試験を行い、 そのタッピングエネルギーを測定した。 タッピング条件 (通常給油方式)
工具:ナットタップ M 8 (P=l. 25 mm)
下穴径: φ 7. 2 mm
ワーク : AC 8 A ( t = 10 mm) .
切削速度: 9. 0 m/分
油剤供給方式
金属加工油組成物及び D I DA:圧縮空気を用いることなく、 直接加工部 位に 4. 3 mL/分の条件で吹き付け、
次に、 MQL及び通常給油方式のそれぞれについて、 得られたタッピング エネルギーの測定値を用いて、 下記式に従いタッピングエネルギー効率 (%) を算出した。
得られた結果を表 2、 3に示す。 表 2, 3中、 タッピングエネルギー効率 の値が高い程、 潤滑性が高いことを意味する。
タッピングエネルギー効率 (%) = (D I D Aを用いた場合のタッピング エネルギー) / (油剤組成物を用いた場合のタッピングエネルギー)



¾》由
(高ォレイン酸菜種油) 才レイン酸 64
リノール酸 20
脂肪酸組成
パルミチン酸 5
【質量
ステアリン酸 2
その他の脂肪酸 9
炭素数 6〜16の脂肪酸の含有量
9
1質量 %〗
総不飽和度 0.26
第 3態様 (放電加工油組成物)
放電加工油組成物の基油としての炭化水素油の性状:
本態様の発明の放電加工油組成物は、 上述した炭化水素油、 すなわち、 1 5°Cにおける密度が 0. 7〜0. 8 gZ cm3であり、 n—パラフィン分が 1 0〜90質量%、 芳香族分が 0〜3容量%、 ナフテン分が 0〜20容量%で ある炭化水素基油 (以下第 3態様において本発明の炭化水素油という) を含 有するものである。 より詳細には、 該炭化水素油の性状は上述のとおりであ るが、 より具体的な好ましい態様として、 以下の A態様が挙げられる。
好ましい A態様では、 初留点 (°C) は、 好ましくは 140〜260°C、 好 ましくは 1 50〜255°C、 より好ましくは 160〜250。C、 最も好まし くは 165〜 245°Cである。 初留点が低いと補給量が増加する可能性があ る。
好ましい A態様では、 10%留出点(°C)は、好ましくは 150〜270°C、 好ましくは 160〜265°C、 より好ましくは 170〜260°C、 最も好ま しくは 180〜255°Cである。
好ましい A'態様では、 90%留出点 C)は、好ましくは 180〜320°C、 好ましくは 190〜310°C、 より好ましくは 200〜300°C、 最も好ま しくは 210〜 290°Cである。
好ましい A態様では、 終点 (°C) は、 好ましくは 190〜310°C、 好ま しくは 200〜300°C、 より好ましくは 210〜290°C、 最も好ましく は 220〜 280°Cである。 本態様の発明は上記本発明の炭化水素油を基油の必須成分として含有する ものであるが、 これ以外に鉱油、 合成油および油脂のいずれでも併用するこ とができ、 その種類に制限はないが、 併用するには、 鉱油または合成油が特 に好ましい。 その併用割合も特に限定なく、 本発明の効果が損なわれない限 りに任意に選択できるが、 本発明の炭化水素油の含有量が、 放電加工油組成 物全量基準で、 60質量%以上であることが好ましく、 80質量%以上であ
ることがより好ましく、 9 5質量%以上であることが最も好ましい。 また、 本発明の炭化水素油以外の基油の含有量が、 放電加工油組成物全量基準で、 4 0質量%以下であることが好ましく、 2 0質量%以下であることがより好 ましく、 5質量%以下であることが最も好ましい。 併用できる鉱油としては、 具体的には例えば、 パラフィン系またはナフテ ン系の原油の蒸留により得られる灯油留分;灯油留分からの抽出操作等によ り得られるノルマルパラフィン;及びパラフィン系またはナフテン系の原油 の蒸留により得られる潤滑油留分を、 溶剤脱れき、 溶剤抽出、 水素化分解、 溶剤脱ろう、 接触脱ろう、 水素化精製、 硫酸洗浄、 及び白土処理等の精製処 理等を一つ以上適宜組み合わせて精製したもの等が挙げられる。 また、 同じく併用できる合成油としては、 具体的には例えば、 ポリ— α— 才レフィン (プロピレンオリゴマー、イソブチレンオリゴマー、ポリブテン、 1ーォクテンオリゴマー、 1ーデセンオリゴマー、 エチレン一プロピレンォ リゴマー等) 又はその水素化物、 アルキルベンゼン、 アルキルナフ夕レン、 ジエステル (ジトリデシルグル夕レート、 ジー 2—ェチルへキシルアジべ一 ト、 ジイソデシルアジペート、 ジトリデシルアジペート、 ジ _ 2 _ェチルへ キシルセバケート等)、 ポリオールエステル (卜リメチロールプロパンカプリ レート、 トリメチロールプロパンペラルゴネート、 ペン夕エリスリトール 2 一ェチルへキサノエート、 ペンタエリスリトールペラルゴネート等)、 ポリグ リコール、 シリコーン油、 ジアルキルジフエニルエーテル、 ポリフエニルェ 一テル、 ポリアルキレングリコール等が挙げられる。 なお、 通常イソパラフ インと呼ばれる合成油には、 プロピレンオリゴマー水素化物、 イソプチレン ォリゴマー水素化物及びポリブテン水素化物が包含される。 上記の合成油のうち、 アルキルベンゼンとしては、 任意のものが使用可能 であるが、 アルキル基を 1個又は 2個有するものが好ましく、 アルキル基を 1個有するも'のがより好ましい。 また、 アルキルベンゼンが有するアルキル
基の炭素数は、 好ましくは 8〜4 0、 より好ましくは 8〜 2 4が好ましい。 アルキル基の炭素数が 8未満の場合は揮発性が増加するおそれがあり、 4 0 を越える場合は放電加工油の基油としての性能が不十分となるおそれがある。 アルキル基は、 直鎖状でも分枝状でもよいが、 作業の安全性の面から分枝状 アルキル基であることが好ましい。 なお、 アルキルベンゼンは、 単一の構造 のアルキルベンゼンであってもよく、 異なる構造を有するアルキルベンゼン の 2種類以上の混合物であってもよい。 本態様の発明においては、 併用するには、 上記鉱油又は合成油のうちの 1 種類でもよく、 あるいは 2種類以上の混合物を併用してもよい。 また、 併用 する基油における組み合わせは、 鉱油同士、 合成油同士、 鉱油と合成油との 組み合わせのいずれであってもよい。 さらに、 混合比は適宜選定することが できるが、 混合基油の 4 0 °Cにおける動粘度が後述する好ましい範囲内とな るように混合比を選定することが望ましい。 基油の含有量は、 組成物全量基準で、 4 0質量%以上であることが好まし く、 より好ましくは 5 0質量%以上、 さらに好ましくは 6 0質量%以上、 最 も好ましくは 7 0質量%以上である。 一方、 極間に滞留する加工屑や夕一ル 状物質の排除を容易にするために、 基油の含有量は、 組成物全量基準で、 9 9 . 8 5質量%以下であることが好ましく、 より好ましくは 9 9 . 5質量% 以下、 最も好ましくは 9 9 . 0質量%以下である。 本発明の放電加工油組成物には、 (A) ヒドロキシフエ二ル基を 2個以上有 する化合物 (以下、 場合により (A) 成分という) を含有させることができ る。
(A) 成分が有するヒドロキシフエニル基のそれぞれは、 置換又は未置換 のいずれであってもよいが、 炭素数 1〜4のアルキル基で置換されているこ とが好ましい。 また、 (A) 成分が有するヒドロキシフエニル基のそれぞれが
炭素数 1〜 4のアルキル基で置換されている場合の置換基の数は特に制限さ れないが、 (A) 成分としては、 各ヒドロキシフエニル基に上記アルキル基を 1個以上有する化合物であることが好ましく、 2個以上有する化合物である ことがより好ましい。 また、 本発明で用いる化合物は、 ヒドロキシフエニル 基を 3個以上有する化合物であっても良いが、 よりタール状物質の生成を抑 制できることから、 ヒドロキシフエ二ル基を 2個有する化合物であることが 好ましい。 さらに、 複数のヒドロキシフエニル基は、 フエニル基同士が直接 結合していても良いし、 炭化水素基を介して結合していても良い、 あるいは 酸素や硫黄など炭素、 水素以外の原子を含む結合基を介して結合していても 良い。 酸素及び/又は硫黄を含む結合基としては、 一 S—、 -O-C (=〇) 一、 及びこれらと炭化水素基を組み合わせたものなどが挙げられる。 これら の結合基の中でも、 よりタール状物質の生成を抑制できることから、 酸素を 含む基、硫黄を含む基、または酸素及び硫黄を含む基であることが好ましく、 酸素及び硫黄を含む基であることがより好ましい。 本発明で用いる (A) 成分としては、 本態様の下記一般式 (4) で表され るビスフエノール化合物が好ましい。

中でも夕一ル状物質の抑制効果に優れる点から tert—ブチル基が好ましい。 上記 R 5〜R 8で表されるアルキレン基は、 直鎖状でも分枝状でも良く、 こ れらの具体例としては、 メチレン基、 エチレン基、 プロピレン基、 ブチレン 基、 ペンチレン基、 へキシレン基、 ヘプチレン基、 ォクチレン基、 ノニレン 基、 デシレン基等のアルキレン基 (これらのアルキレン基は直鎖状でも分枝 状でも良い) 等を挙げることができる。 これらの中でも、 メチレン基、 ェチ レン基 (ジメチレン基、 メチルメチレン基) が好ましい。 本発明で用いる(A)成分の好ましい具体例としては、本態様の下記式(5 ) で表される化合物が挙げられる。

本発明の放電加工油組成物が (A) 成分を含有する場合、 その含有量は任 意であるが、 組成物全量基準で、 好ましくは 0 . 0 5質量%以上でぁり、 よ り好ましくは 0 . 1質量%以上である。(A)成分の含有量が 0 . 0 0 5質量% 未満の場合、 放電加工の際のタール状物質の生成抑制効果が不十分となる傾 向にある。 一方、 (A) 成分の含有量は、 組成物全量基準で、 好ましくは 1 0 質量%以下であり、 より好ましくは 5質量%以下である。 (A) 成分の含有量
が 1 0質量%を超えると、 電極の消耗が増大する傾向にある。 .
(A) 成分の添加効果
放電加工の際には、放電加工油を媒体として瞬間的に放電が行われるため、 放電加工油が局部的に高温に晒されてその一部が熱分解し、 さらに熱分解生 成物が重縮合してタール状物質が生成することがある。
このようなタール状物質を含む放電加工油を用いて放電加工を行うと、 夕 —ル状物質が電極や被加工物 (ワーク) に付着し、 放電の集中が起こり、 そ の結果、 加工面に局部的な凹凸が発生する現象が起こりやすくなる。
従って、 加工面の表面状態を更に向上させるためには、 タール状物質の生 成を十分に抑制する必要がある。
なお、 放電加工油から夕一ル状物質を除去する方法としてはフィルターを 用いる方法があるが、 このような系で生じるタール状物質は、 通常、 粒径 1 / m以下の微細な粒子を含んでいるため、 フィル夕一に対する要求特性も非 常に厳しいものとなり、 さらには複雑な設備や煩雑な作業が必要となる。 上記の (A) 成分はタール状物質の生成を十分に抑制する効果を有する。
. さらに、 本態様の発明には添加剤として、 4 0 °Cにおける動粘度が 3 0 m m2/ s以上で 1 0 0 °Cにおける動粘度が 1 0 mm2/ s以上の高分子物質、及 び Z又は重量平均分子量が 5 0 0以上の高分子物質を添加することができる。 例えば、 このような性状を有する高粘度の油、 ポリマー (重合体)、 及び樹 脂を挙げることができる。上記動粘度を有する高分子物質としては、例えば、 前述の基油の内、 灯油留分、 ノルマルパラフィン分を除いた鉱油を挙げるこ とができる。 具体的には、 例えば、 パラフィン系またはナフテン系の原油の 蒸留により得られる潤滑油留分を、 溶剤脱れき、 溶剤抽出、 水素化分解、 溶 剤脱ろう、 接触脱ろう、 水素化精製、 硫酸洗浄、 及び白土処理等の精製処理 等を一つ以上適宜組み合わせて精製したもの等が挙げられる。 ポリマ一 (重合体) としては、 例えば、 ポリ一 α—ォレフィン (例えば、
ポリブテン、 ポリイソプチレンなど) 又はこれらの水素化物、 ポリアミド化 合物、 ポリアルキルスチレン、 ポリビニルアセテート、 ポリアルキル (メタ) ァクリレート、 エチレン—プロピレン共重合体又はその水素化物、 及びスチ レン一無水マレイン酸共重合体を挙げることができる。 樹脂としては、例えば、テルペン樹脂及び石油樹脂を挙げることができる。 テルペン樹脂としては、 例えば、 へミテルペン、 ジペンテンなどのモノテル ペン、 セスキテルペン、 ジテルペン、 セス夕テルペン、 卜リテルペン、 テト ラテルペン、 ポリテルペンの重合体、 又はこれらの水素化物、 あるいはこれ らの変性樹脂を挙げることができる。 また石油樹脂としては、 例えば、 石油 の分解留分のうち、 炭素数 4又は 5の炭化水素留分、 又は炭素数 9又は 1 0 の炭化水素留分を原料にした樹脂、 あるいはこれらの留分を混合原料とした 樹脂、 あるいはこれらの変性樹脂、 シクロペンタジェン—ジシクロペンタジ ェン共重合系石油樹脂、 またはこれらの水素化物、 あるいはこれらの変性樹 脂を挙げることができる。 本態様の発明の上記高分子成分としては、 加工精度、 及び加工速度をより 上げることができ、 またべたつきなどによる作業性の改善にも優れた効果が バランスよく得られることから、ポリマー(重合体)であることが好ましく、 ポリ一 a—才レフイン (例えば、 ポリブテン、 ポリイソプチレンなど)、 エヂ レン—プロピレン共重合体、 ポリメタクリレート、 又はこれらの水素化物で あることがより好ましく、 ポリブテン又はその水素化物がより好ましい。 ま た、 ポリブテン又はその水素化物はしみが発生しにくいという点からも好ま しい。 本態様の発明で用いる添加剤成分としての高分子物質は、 加工精度及び加 ェ速度をさらに向上させるために、 4 0でにおける動粘度が好ましくは 1 0 0 mm2/ s以上、 より好ましくは 5 0 0 mm2/ s以上、 さらに好ましくは 1 0 0 0 mm2Z s以上、最も好ましくは 5 0 0 0 mm2Z s以上を有するもので
あり、 また 100°Cにおける動粘度は好ましくは 10 Omn^Zs以上、 より 好ましくは 50 Omm2Zs以上、最も好ましくは 1000 mm2/" s以上を有 するものである。 一方、 40°C及び 100 における動粘度の上限に特に制 限はないが、 通常 40°Cにおける動粘度は 250000mm2Zs以下であり、 ベた付きなどの作業環境の悪化を招かないために、 好ましくは 200000 mm2/ s以下であり、 より好ましくは、 180000mm2Zs以下である。 また、 同様な理由から、 100 における動粘度は 10000mm2/s以下 であり、 好ましくは 7000mm2/ s以下であり、 より好ましくは、 500 0mm2/ s以下である。 本態様の発明において添加剤成分としての高分子物質は、 さらに優れた加 ェ精度及び加工速度を得るために、 その重量平均分子量が好ましくは 1 00 0以上、 より好ましくは、 2000以上であり、 さらに好ましくは 3000 以上、 最も好ましくは 5000以上を有するものである。 一方、 その重量平 均分子量の上限は、 特に制限はないが、 通常 50000以下で、 好ましくは 40000以下であり、 更に好ましくは 30000以下、 最も好ましくは 1 0000以下である。 本態様の発明で用いる添加剤成分としての高分子物質の含有量は、 組成物 全量基準で、 好ましくは 0. 1質量%以上であり、 より好ましくは 0. 3質 量%以上、 更に好ましくは 0. 5質量%以上、 最も好ましくは 1質量%以上 である。 一方、 その含有量は、 組成物全量基準で好ましくは 30質量%以下 であり、 より好ましくは 20質量%以下、 最も好ましくは 15質量%以下で ある。 添加剤成分としての含有量が組成物全量基準で 0. 1質量%未満であ る場合は、 充分な加工速度及び良好な加工精度を得ることが困難になり、 一 方、 その含有量が組成物全量基準で 30質量%を超える場合は、 ベとつきな どの作業性が悪化し、 また夕一ル状物質の生成が多くなりやすく、 それぞれ 好ましくない。
高分子物質の添加効果
添加剤成分としての上記高分子物質は、 加工速度を向上させることができ る。
また、添加剤成分としての特定の高分子物質は(A)成分との併用により、 タール状物質の生成を抑制して高水準の加工面の表面状態及び加工速度を達 成することが可能なだけでなく、 且つ使用期間が長期に及ぶ場合であっても 加工面の表面状態を高水準で維持することが可能となる。 添加剤成分としての高分子物質としての好ましいものとしては、 以下のも のが挙げられる。
( B ) 炭化水素骨格からなる主鎖及び該主鎖を構成する炭素原子の一部に 結合したエステル基を有する高分子化合物、
( C ) 重量平均分子量 6 5 0〜1 2 .0 0のポリブテン、
(D ) ブチレンォキサイドを構成単位として含むポリアルキレングリコー ル。 また、 本発明の放電加工油組成物は、 (B ) 炭化水素骨格からなる主鎖及び 該主鎖を構成する炭素原子の一部に結合したエステル基を有する高分子化合 物 (以下、 場合により (B ) 成分という) を含有することができる。 なお、 (B ) 成分である高分子化合物の側鎖は上記エステル基以外に側鎖基 を有していてもよレ^かかる側鎖基としてはアルキル基、シクロアルキル基、 アルケニル基、 アルキルシクロアルキル基、 ァリール基、 アルキルァリール 基、 ァリールアルキル基等の炭化水素基が好ましく、 アルキル基がより好ま しい。 アルキル基としては、 炭素数 1〜3 0のアルキル基が好ましく、 炭素 数 1〜 2 0のアルキル基がより好ましく、 炭素数 2〜 6のアルキル基が更に 好ましい。 なお、 側鎖基としてのアル ル基は直鎖状又は分枝状のいずれで あってもよい。
本態様の発明で用いられる (B) 成分としては、 例えば、 本態様の下記一 般式 (1) で表される単量体の単独重合体 (マレイン酸エステル重合体、 フ マル酸エステル重合体など)、 あるいは本態様の下記一般式 (1) で表される -単量体と他の単量体との共重合体が挙げられ、 これらの中でも本態様の下記 一般式 (1) で表される単量体と本態様の一般式 (2) で表される単量体と の共重合体が好ましい。


R5、 R6、 R7、 R8で示されるアルキル基としては、 上記 R1の説明にお いて例示されたアルキル基が挙げられ、 中でも炭素数 1〜30のアルキル基 が好ましく、 炭素数 6〜20のアルキル基がより好ましく、 炭素数 8〜1 2 のアルキル基が更に好ましい。 本態様の上記一般式 (2) で表される単量体としては、 R5、 R6、 R7又 は R8のうちの少なくとも 1個がアルキル基であることが好ましく、 1個がァ ルキル基であることがより好ましい。 本態様の上記一般式 (2) で表される単量体としては、 炭素数 6〜20、 より好ましくは炭素数 10〜14の α—才レフィンが好ましい。 本態様の発明においては、 本態様の上記一般式 (2) で表される単量体と
して、 1種を単独で用いてもよく、 あるいは構造が異なる 2種以上を併用し てもよい。 本態様の一般式 (1 ) で表される単量体と本態様の一般式 (2 ) で表され る単量体との共重合体において、 各単量体の割合は特に制限されないが、 放 電加工油組成物の加工性と貯蔵安定性とをより高水準で両立できる点から、 本態様の一般式(1 )で表される単量体の割合は、単量体全量を基準として、 1 0〜9 0モル%であることが好ましく、 3 0〜7 0モル%であることがよ り好ましく、 4 0〜6 0モル%であることが更に好ましい。
( B ) 成分の重量平均分子量は特に制限されないが、 加工面の表面状態を 向上させると共にその特性を長期間にわたって高水準に維持できる点、 並び にべたつきなどによる作業性の改善の点から、 5 0 0 0以下であることが好 ましく、 3 0 0 0以下であることがより好ましい。 また、 加工速度の向上の 点から、 (A) 成分の重量平均分子量は、 8 0 0以上であることが好ましく、 9 0 0以上であることがより好ましく、 1 0 0 0以上であることが更に好ま しい。
( B ) 成分として重量平均分子量が上記条件を満たすものを用いる場合、 単量体の種類や重合度を選定して所望の重量平均分子量となるように調整し てもよい。 また、 (B ) 成分であって重量平均分子量が上記条件を満たす市販 品 (Ketj en lube 1 1 5、 Ket j en lube 1 6 5 (いずれもァクゾノーべ ル社製) など) をそのまま用いてもよい。 更に、 任意の方法で得られる高分 子化合物や市販されている高分子化合物 (混合物を含む) から、 (B ) 成分に 相当する高分子化合物であって重量平均分子量が上記条件を満たす成分を、 蒸留やクロマトグラフィーによって分離してもよい。 本発明の放電加工油組成物における (B ) 成分の含有量は任意であるが、 通常組成物全量基準で 0 . 1〜2 0質量%である。
また、 本発明の放電加工油組成物は、 (C ) 重量平均分子量 6 5 0〜1 2 0 0のポリブテン (以下、 本態様において場合により 「化合物 (C )」 という) を含有することができる。 ここでいぅポリブテンとは、 1ープテン、 2—ブ テン、 イソブテン及びこれらの混合物の重合体並びにその水素化物をいう。 化合物 (C ) の重量平均分子量は、 加工面の表面状態を向上させると共に その特性を長期間にわたって高水準に維持できる点、 並びにべたつきなどに よる作業性の改善の点から、 1 2 0 0以下であることが必要であり、 1 0 0 0以下が好ましく、 8 0 0以下がより好ましい。 また、 加工速度の向上の点 から、 化合物 (C ) の重量平均分子量は、 6 5 0以上であることが必要であ り、 7 0 0以上が好ましく、 7 5 0以上がより好ましい。 本態様の発明で用いられる化合物 (C ) の含有量は任意であるが、 通常組 成物全量基準で 0 . 1〜2 0質量%でぁる。 化合物 (C ) の含有量は、 加工 速度及び加工面の表面状態の点から、 組成物全量基準で、 0 . 1質量%以上 が好ましく、 0 . 3質量%以上がより好ましく、 0 . 5質量%以上がさらに 好ましく、 1質量%以上が特に好ましい。 また、 タール状物質の生成を抑制 し、 加工面の表面状態を向上させると共にその特性を長期間にわたって高水 準に維持できる点、並びにべたつきなどの作業性の改善の点から、 2 0質量% 以下が好ましく、 1 5質量%以下がより好ましく、 1 0質量%以下がさらに 好ましい。 また、 本発明の放電加工油組成物は、 (D ) ブチレンオキサイドを構成単位 として含むポリアルキレングリコール (以下、 場合により (D ) 成分という) を含有することができる。ここで、本発明でいうブチレンォキサイドには 1 , 2一エポキシブタン ( ーブチレンオキサイド) 及び 2, 3一エポキシブ夕 ン (/3—ブチレンオキサイド) の双方が包含される。
(D ) 成分としてのポリアルキレンダリコールは、 ブチレンォキサイドの
単独重合体又はブチレンォキサイドと他のアルキレンォキサイドとの共重合 体であってもよく、 さらにはこれらの 2種以上の混合物であってもよい。 上述の通り、 本態様の発明においては、 (D ) 成分としてブチレンォキサイ ドの単独重合体又はプチレンォキサイドと他のアルキレンォキサイドとの共 重合体のいずれを使用してもよいが、 加工性及び基油への溶解性の点から、 プチレンォキサイドの単独重合体を用いることが好ましい。
(D ) 成分の重量平均分子量は特に制限されないが、 加工面の表面状態を 向上させると共にその特性を長期間にわたって高水準に維持できる点、 並び にべたつきなどによる作業性の改善の点から、 5 0 0 0以下であることが好 ましく、 3 0 0 0以下であることがより好ましく、 2 0 0 0以下であること が更に好ましい。 また、 加工速度の向上の点から、 (A) 成分の重量平均分子 量は、 8 0 0以上であることが好ましく、 9 0 0以上であることがより好ま しく、 1 0 0 0以上であることが更に好ましい。 本発明の放電加工油組成物における (D ) 成分の含有量は任意であるが、 通常組成物全量基準で 0 . 1〜2 0質量%である。 (D ) 成分の含有量は、 加 ェ速度及び加工面の表面状態の点から、 組成物全量基準で、 0 . 1質量%以 上が好ましく、 0 . 3質量%以上がより好ましく、 0 . 5質量%以上がさら に好ましく、 1質量%以上が特に好ましい。 また、 より高い貯蔵安定性が得 られる点、 タール状物質の生成を抑制し、 加工面の表面状態を向上させると 共にその特性を長期間にわたって高水準に維持できる点、 並びにべたつきな どの作業性の改善の点から、 (D ) 成分の含有量は、 組成物全量基準で、 2 0 質量%以下が好ましく、 1 5質量%以下がより好ましく、 1 0質量%以下が さらに好ましい。 _ 本発明の放電加工油組成物は、 放電加工油組成物としての性能をさらに高 める目的で、 必要に応じて他の添加剤をさらに含有していてもよい。
かかる添加剤としては、 具体的には、 酸化防止剤、 消泡剤、 鲭止め剤、 金 属不活性化剤、 油性剤、 極圧剤、 清浄分散剤、 及び界面活性剤等が例示でき る。 これら添加剤の含有量は、 放電加工油組成物全量基準で通常 0. 005 〜 10質量%である。 本発明の放電加工油組成物の 40°Cにおける動粘度は特に制限されないが、 火災に対する安全性の面から、 0. 5mm2/s以上であること好ましく、 1 mm2Zs以上であることがより好ましく、 1. 5mm2Zs以上であること がさらに好ましい。 一方、 加工屑排除、 電極等の冷却作用を良好に維持する 点、 さらには、加工屑の除去が容易である、加工面の表面状態が良好である、 また電極等の冷却作用が良好である、 及び加工速度が向上するなどのより優 れた効果を得るために、 当該基油の 4.0 °Cにおける動粘度は、 好ましくは 2 0 mm2 s以下、 より好ましくは 1 5mm2Zs以下、 さらに好ましくは 1 0mm2/s以下、 特に好ましくは Smn^Zs以下、 最も好ましくは 3mm 2/s以下である。 上記構成を有する本発明の放電加工油組成物によれば、 放電加工の際の加 ェ性と貯蔵安定性とを高水準で両立することが可能となる。 ここで、 放電加 ェとは、 工具電極と被加工体とを油や水などの放電加工液中で対向させ、 二 極間に高い繰返し数のパルス状の放電電流を発生させて加工を行うもので、 放電電流や電流パルス幅が大きくなるほど加工速度が大きくなるが、 その反 面、 加工面は荒くなる (このような加工を 「荒加工」 という。)。 一方、 放電 電流やパルス幅を小さくすることで、 加工面の面粗さを、 例えば Rzで 5 m以下となるように仕上げることができる (このような加工を 「仕上げ加工」 という。)。 本発明の放電加工油組成物は、 荒加工、 仕上げ加工のいずれにお いても好適に用いることができる力 特に仕上げ加工に適したものであり、 より加工速度を高めて加工性を向上させることができるものである。
実施例 (放電加工油組成物に係る第 3態様)
以下、実施例及び比較例に基づき本態様の発明を更に具体的に説明するが、 本態様の発明は以下の実施例に何ら限定されるものではない。
実施例、 比較例においては、 表 1の基油を用いて、 表 2記載の配合割合で 放電加工油組成物を調製した。 各放電加工油組成物の調製に用いた成分は、 以下の通りである。
(1) 使用する基油の製法
(FT合成油の水素化精製油、 ワックス水素化分解油、及び基油 1、 2、 6、 7、 8)
1) 天然ガスを原料とする FT合成炭化水素油 (沸点 1 50°C以上の炭 化水素の含有量: 8 2質量%、 沸点 360°C以上の炭化水素の含有量: 41 質量%) を蒸留塔で、沸点 1 5 O :以下の軽質留分と、沸点 1 50〜360°C の中間留分と、 塔底残渣重質ワックス分 ( F Tワックス:沸点 360 °C以上 の留分に相当) とに分離した。
2) 1) で分離された中間留分は、 水素化精製触媒 (P t :担体に対し 0. 8質量%、 US Yゼォライト/シリカアルミナ アルミナバインダー: 重量比 3/5 7/40)、 水素気流下、 反応温度: 3 1 1° (:、 水素圧力: 3. OMP a、 LHS V: 2. 0 h— 1、 水素/油比: 340 NLZLで水素化 精製処理を行った。
3 ) 2)で得られた水素化精製油を蒸留により 1 50〜250°C留分(灯 油留分 1) 及び 2 50〜3 60°C留分 (軽油留分 1) に分留した。
4) 1) で得られた FTワックスは、 水素化分解触媒 (P t :担体に対 し 0. 8質量%、 US Yゼォライ卜/シリカアルミナ Zアルミナバインダー: 重量比3757 40) を用い、 水素気流下、 反応温度: 326 、 水素圧 力: 4. OMP a, LHS V: 2. O h— 1、 水素 Z油比: 6 80 NLZL で水素化分解を行った。 _
5) 4)で得られた水素化分解油を蒸留により 1 50〜2 50°C留分(灯 油留分 2) 及び 2 50〜360^留分 (軽油留分 2) に分留した。
6) 2) で得られた水素化精製油及び 4) で得られた水素化分解油を混
合し、 常圧蒸留により 200〜260°C留分 (基油 1) を得た。 基油 1の性 状を表 1に示す。
7) 3) 及び 5) で得られた軽油留分 1及び 2を 51 : 49 (質量比) で混合し、 希基油 2を得た。 基油 2の性状を表 1に示す。
8) 3) 及び 5) で得られた軽油留分 1及び 2を 57 : 43 (質量比) で混合し、 希基油 6を得た。 基油 6の性状を表 1に示す。
9) 3) 及び 5) で得られた灯油留分 1及び 2を 63 : 37 (質量比) で混合し、 基油 7を得た。 基油 7の性状を表 1に示す。
10) 3) 及び 5) で得られた灯油留分 1及び 2を 49 : 51 (質量比) で混合し、 基油 8を得た。 基油 8の性状を表 1に示す。
(基油 3〜 5 )
1 ) 基油 3は一般的な水素化精製鉱油を用いた。 基油 3の性状を表 1に 示す。 .
2) 基油 4は一般的なイソパラフィン溶剤を用いた。 基油 4の性状を表 1に示す。
3) 基油 5は一般的なノルマルパラフィン溶剤を用いた。 基油 5の性状 を表 1に示す。
(2) 実施例で使用する基油の性状
表 1に、 基油 1乃至 8の性状を示す。

実施例 1
表 1の基油に下記化合物 A、 化合物 Bを表 2に示す量を配合して、 放電加 ェ油を調製した。
化合物 A:以下の式のチォビスフエノール型化合物

(化合物 B) :ポリブテン水素化物 (重量平均分子量: 2 9 0 0) 得られた放電加工油組成物を用いサーポ付き放電加工機 (ダイャックス E A 1 2 E、 ≡菱電機 (株) 製) を用いて下記の条件で加工を行い下記に示す 評価方法で金属の加工速度を評価した。 放電加工の条件は以下のとおりである。
電極: 銅製四角棒電極 (1 0龍 X 0 mm) 電流ピーク値 (A) : 1. 0
パルス幅 ON( sec) : 2. 0
休止時間 OFF sec) 8, 0
電極の入り込み深さ(mm) 2
加工時間 (分) : 40 加工液 (放電加工油) は、 加工槽に 1 2 Lの加工液を満たして、 以下の試 験をした。
(加工速度の評価)
加工に要した時間 (電極入り込み深さが所定の位置になるまでの時間) 及 び加工前後のワークの重量変化を測定し、 下記の式を用いて加工速度を算出 した。
加工速度 (m g /分) =加工前後のワークの重量変化 (m g ) /加工に要し た時間 (分)
(臭気の評価)
上記条件で加工した時の加工槽の臭気を判定した。 1 0人で評価し、 気に ならない: 0点、 やや臭気がある : 2点、 臭気がある 4点、 と点数をつけ平 均値を出した。 1点未満を〇、 1点以上 2点未満を△、 2点以上を Xとした。 結果は、 いずれも表 2に示す。
表 2

第 4態様 (さび止め油組成物)
本態様の発明のさび止め油組成物は、 上述した炭化水素油、 すなわち、 1 5°Cにおける密度が 0. 7〜0. 8 gZcm3であり、 n—パラフィン分が 1 0〜90質量%、 芳香族分が 0〜3容量%、 ナフテン分が 0〜20容量%で ある炭化水素油 (以下本態様において本発明の炭化水素油という) を含有す るものである。より詳細には、該炭化水素油の性状は上述のとおりであるが、 より具体的な好ましい態様として、 以下の A態様が挙げられる。 好ましい A態様では、 動粘度 (mm2Zs) は、 好ましくは 1. 0〜7. 0 mm2Zs、 さらに好ましくは 1. 0〜5. 5 mm2/ s、 より好ましくは 1. 2〜5. 0mm2Zs、 特に好ましくは 2. 0〜4. 0mm2/sである。 動 粘度がこれより低い防鲭性が劣り、 一方、 この範囲を越えて高いと油剤の除 去性が劣るためにいずれも好ましくない。
好ましい A態様では、 初留点 (°C) は、 好ましくは 140〜260°C、 好 ましくは 150〜255°C、 より好ましくは 160〜 250 、 最も好まし くは 1 65〜245°Cである。 初留点が低いと有機樹脂材料との相性が劣る 可能性がある。
好ましい A態様では、 10%留出点(°C)は、好ましくは 150〜270°C、 好ましくは 160〜265°C、 より好ましくは 1 70〜260°C、 最も好ま しくは 180〜 255°Cである。
好ましい A態様では、 90 %留出点(°C)は、好ましくは 180〜320で、 好ましくは 1 90〜3 1 0°C, より好ましくは 200〜300°C、 最も好ま しくは 210〜290で ある。
好ましい A態様では、 終点 (°C) は、 好ましくは 1 90〜310 :、 好ま しくは 200〜 300 ;、 より好ま-しくは 2 10〜290。C、 最も好ましく は 220〜280 である。 本態様の発明は上記炭化水素油を溶剤基油として含有するものであるが、
これ以外に鉱油、 合成油および油脂のいずれでも併用することができ、 その 種類に制限はないが、 併用するには、 鉱油または合成油が特に好ましい。 そ の併用割合も特に限定なく、 本発明の効果が損なわれない限りに任意に選択 できるが、 本発明の炭化水素油の含有量が、 さび止め油組成物全量基準で、 9 5質量%以上であることが好ましく、 9 0質量%以上であることがより好 ましく、 8 5質量%以上であることが最も好ましい。 また、 本発明の炭化水 素油以外の基油の含有量が、 さび止め油組成物全量基準で、 6 0質量%以下 であることが好ましく、 5 0質量%以下であることがより好ましく、 4 0質 量%以下であることが最も好ましい。 また、 本発明のさび止め油組成物は酸化ワックス塩、 カルボン酸等を含有 することができる。 本態様の発明では、 酸化ワックス塩として、 アルカリ金属塩、 アルカリ土 類金属塩、 重金属塩又はアミン塩のうちの 1種を単独で又は 2種以上を組み 合わせて使用することができるが、 さび止め性の点から、 アルカリ金属塩及 びアル力リ土類金属塩から選ばれる少なくとも 1種であることが好ましく、 アルカリ土類金属塩であることがより好ましい。 更に、 アルカリ土類金属塩 の中でも、 安全性、 並びにカルボン酸との併用効果がより高い点から、 カル シゥム塩であることが特に好ましい。 本発明のさび止め油組成物における酸化ワックス塩の含有量は特に制限さ れないが、 さび止め性の点から、 組成物全量を基準として、 好ましくは 0 . 5質量%以上、 より好ましくは 1質量%以上、 更に好ましくは 2質量%以上 である。 また、酸化ワックス塩の含有量は、脱脂性及び貯蔵安定性の点から、 組成物全量を基準として、好ましく 5.質量%以下、より好ましくは 4質量% 以下、 更に好ましくは 3質量%以下である。 また、 本発明のさび止め油組成物に含まれるカルボン酸としては、 任意の
ものが用いられるが、 好ましくは、 脂肪酸、 ジカルボン酸、 ヒドロキシ脂肪 酸、 ナフテン酸、 樹脂酸、酸化ワックス、 ラノリン脂肪酸などが挙げられる。 本発明のさび止め油組成物におけるカルボン酸の含有量は特に制限されな いが、 組成物全量を基準として、 好ましくは 0. 01質量%以上、 より好ま しくは 0. 03質量%以上、 更に好ましくは 0. 05質量%以上である。 力 ルボン酸の含有量が前記下限値未満であると、 その添加によるさぴ止め性向 上効果が不十分となる傾向にある。 また、 カルボン酸の含有量は、 組成物全 量を基準として、 好ましくは 0. 5質量%以下、 より好ましくは 0. 3質量% 以下、 更に好ましくは 0. 2質量%以下である。 カルボン酸の含有量が前記 上限値を超えると、 基油に対する溶解性が不十分となり、 貯蔵安定性が低下 する傾向にある。 また、 酸化ワックス塩とカルボン酸との含有割合は特に制限されないが、 カルボン酸 Z酸化ワックス塩の比 (質量比) が、 1/100〜30Z100 であることが好ましく、 3Z100〜7Z100であることがより好ましく、 4/100〜6Z100であることが更に好ましい。 カルボン酸/酸化ヮッ クス塩の比が 1Z100未満の場合又は 30/100を超える場合には、 両 者の併用によるさび止め性、 脱脂性及び貯蔵安定性の向上効果が不十分とな る傾向にある。 本発明のさび止め油組成物は、 さらに、 必要に応じて以下に示す各種添加 剤を更に含有することができる。 本発明のさび止め油組成物は、 スルホン酸塩、 カルボン酸塩、 エステル、 ザルコシン型化合物、 ァミン、 ホウ素化合物などのさび止め添加剤を更に含 有してもよい。 上記のさび止め添加剤以外に、 高級脂肪族アルコール等に代表され
るアルコール類; リン酸モノエステル、 リン酸ジエステル、 亜リン酸エステ ル、 これらのアミン塩等に代表される (亜) リン酸誘導体類等をさび止め添 加剤として含有させることもできる。 本発明のさび止め油組成物においては、 上記さび止め添加剤のうちの 1種 を単独で使用してもよく、 2種以上を混合して使用してもよい。 しかしなが ら、 カルボン酸を必須成分として含有する本発明のさび止め油組成物におい ては、 より高いさび止め性が得られることから、 スルホン酸塩を用いること が好ましい。 更に、 スルホン酸塩を用いる場合には、 カルボン酸塩、 エステ ル、 ザルコシン型化合物、 ァミン及びホウ素化合物から選ばれる少なくとも 1種と、 を更に含有してもよい。 更に、 スルホン酸塩と組み合わせて用いら れるさび止め添加剤としては、 エステル及び力ルボン酸塩から選ばれる少な くとも 1種が好ましく、 エステルとカルボン酸塩とを組み合わせて用いるこ とがより好ましい。 また、 ここでいうエステルとしては、 多価アルコールの 部分エステル及びアルケニルコハク酸の部分エステルが好ましく、 カルボン 酸としては、 脂肪酸、 ダイマー酸及びアルケニルコハク酸が好ましく、 カル ボン酸塩としては、 脂肪酸塩及びラノリン脂肪酸塩が好ましい。 本発明のさび止め組成物において、 酸化ワックス及びカルボン酸以外のさ び止め添加剤の含有量は、 好ましくは 0 . 1〜4 0質量%、 より好ましくは 0 . 5〜3 0質量%、 更に好ましくは 1〜2 0質量%である。 さび止め添加 剤の含有量が前記下限値未満であると、 その添加によるさび止め性の向上効 果が不十分となる傾向にある。 また、 当該さび止め添加剤の含有量が 4 0質 量%を超えても、 含有量に見合うさび止め性の向上効果が得られない傾向に ある。 また、 発明のさび止め油組成物においては、 必要に応じてさらに、 他の添 加剤を含有させてもよい。 ここで、 本発明において使用される他の添加剤と しては、 具体的には例えば、 酸性雰囲気での暴露さび止め性向上効果が著し
いパラフィンワックス;プレス成形性向上効果あるいは潤滑性向上効果が著 しい硫化油脂、 硫化エステル、 長鎖アルキル亜鉛ジチォホスフェート、 トリ クレジルフォスフェート等のリン酸エステル、 豚脂等の油脂、 脂肪酸、 高級 アルコール、 炭酸カルシウム、 ホウ酸カリウム;酸化防止性能を向上させる ためのフエノール系またはアミン系酸化防止剤;腐食防止性能を向上させる ための腐食防止剤(ベンゾトリァゾールまたはその誘導体、チアジアゾール、 ベンゾチアゾール等);ジエチレンダリコールモノアルキルエーテル等の湿潤 剤;アクリルポリマー、 パラフィンワックス、 マイクロワックス、 スラック ワックス、 ポリオレフインワックス、 ペトロラタム等の造膜剤;メチルシリ コーン、 フルォロシリコーン、 ポリアクリレート等の消泡剤;水溶性腐敗因 子を除去するための水及び界面活性剤、及びこれらの混合物等が挙げられる。 上記構成を有する本発明のさび止め油組成物は、 さび止め性、 脱脂性及び 貯蔵安定性の全てを高水準でバランスよく達成できるものであり、 様々な金 属製部材のさび止め油として好適に用いることができる。 被処理体である金 属製部材は特に制限されず、 具体的には、 自動車ボディや電気製品ボディと なる冷延鋼板、熱延鋼板、高張力後半、亜鉛めつき鋼板などの表面処理鋼板、 ブリキ用原板、アルミニウム合金板、マグネシウム合金板などの金属製板材、 更には転がり軸受、 テーパー転がり軸受、 ニードル軸受等の軸受部品、 建築 用鋼材、 精密部品等が挙げられる。 このような金属製部材に対するさび止め油としては、 金属製部材の加工ェ 程等の過程で用いられる中間さび止め油、 出荷時のさび止めのために用いら れる出荷さび止め油、 プレス加工に供する前の異物除去又は金属板製造メー カーにおいて出荷に先立つ異物除去のための洗浄工程で用いられる洗浄さび 止め油などがあるが、 本発明のさび止め油組成物は上記のいずれの用途にも 使用することができる。 また、 本発明のさび止め油組成物を洗浄さび止め油組成物として用いる場
合には、 金属製部材の表面に、 大過剰量の本発明のさび止め油組成物を、 ス プレー、 シャワー、 浸漬塗布等により給油することによって良好な洗浄およ びその後のさびの防止を行うことができる。 さらに、 必要に応じて、 上記の 金属加工工程後にロールブラシ等による表面清掃を併せて行うと、 異物除去 の効率を高めることができる。 さらにまた、 本発明のさび止め油組成物を用 いて洗浄を行う際には、 リンガ一ロール等による金属製部材の表面処理を併 せて行い、 金属製部材の表面の付着油量を調節することが好ましい。 本発明の炭化水素油は、 臭気が少なく作業環境を改善でき、 またこれを使 用する箇所の周辺にあるゴムやプラスチック製の部品などに対する悪影響が 少ないなどの特徴を有する。 実施例 (さび止め油組成物に係る第 4態様)
[実施例、 比較例]
以下、実施例及び比較例に基づき本態様の発明を更に具体的に説明するが、 本態様の発明は以下の実施例に何ら限定されるものではない。
実施例、 比較例においては、 表 1の基油を用いて、 表 2記載の配合割合で さび止め油組成物を調製した。 各さび止め油組成物の調製に用いた成分は、 以下の通りである。
( 1 ) 使用する基油の製法
( F T合成油の水素化精製油、 ワックス水素化分解油、 及び基油 1、 2、 6、 7 )
1 ) 天然ガスを原料とする F T合成炭化水素油 (沸点 1 5 0 °C以上の炭 化水素の含有量: 8 2質量%、 沸点 3 6 0 以上の炭化水素の含有量: 4 1 質量%) を蒸留塔で、沸点 1 5 0 以下の軽質留分と、沸点 1 5 0〜3 6 0 の中間留分と、 塔底残渣重質ヮック _ス分 (F Tワックス:沸点 3 6 0 以上 の留分に相当) とに分離した。
2 ) 1 ) で分離された中間留分は、 水素化精製触媒 (P t :担体に対し 0 . 8質量%、 U S Yゼォライトノシリカアルミナノアルミナバインダー:
重量比 3ノ 57/40), 水素気流下、 反応温度: 31 1°C、 水素圧力: 3. 0MP a、 L H S V: 2. O h— 1、 水素 Z油比: 340 NL/Lで水素化 精製処理を行った。
3) 2)で得られた水素化精製油を蒸留により 150~250°C留分(灯 油留分 1) 及び 250〜360°C留分 (軽油留分 1) に分留した。
4) 1) で得られた FTワックスは、 水素化分解触媒 (P t :担体に対 し 0. 8質量%、 US Yゼォライト/シリカアルミナ Zアルミナバインダー: 重量比3 57740) を用い、 水素気流下、 反応温度: 326°C、 水素圧 力 : 4. 0MP a、 LHS V: 2. O h— 1、 水素/油比: 680 NL/L で水素化分解を行った。
5) 4)で得られた水素化分解油を蒸留により 150〜250°C留分(灯 油留分 2) 及び 250〜360°C留分 (軽油留分 2) に分留した。
6) 3) 及び 5) で得られた軽油留分 1及び 2を 51 : 49 (質量比) で混合し、 希基油 1を得た。 基油 1の性状を表 1に示す。
7) 3) 及び 5) で得られた灯油留分 1及び 2を 63 : 37 (質量比) で混合し、 基油 2を得た。 基油 2の性状を表 1に示す。
8) 3) 及び 5) で得られた軽油留分 1及び 2を 57 : 43 (質量比) で混合し、 希基油 6を得た。 基油 6の性状を表 1に示す。
9) 3) 及び 5) で得られた灯油留分 1及び 2を 49 : 51 (質量比) で混合し、 基油 7を得た。 基油 7の性状を表 1に示す。
(基油 3〜 5 )
1) 基油 3は一般的な水素化精製鉱油を用いた。 基油 3の性状を表 1に 示す。
2) 基油 4は一般的な水素化精製鉱油を用いた。 基油 4の性状を表 1に 示す。
3) 基油 5は一般的な水素化精製鉱油を用いた。 基油 5の性状を表 1に 示す。


実施例及び比較例においては、 それぞれ表 1に示す基油及び以下に示す添 加剤を用いて、 表 2に示す組成を有するさび止め油組成物を調製した。 さび止め油に配合した表 2記載の添加剤は以下のとおりである。
(添加剤)
A 1 :アルキルベンゼンカルシウムスルホネート
A 2 :酸化ワックスのカルシウム塩
A3 :多価アルコールのエステル
B 1 :ジ— tert—ブチル— p—クレゾ一ル 樹脂相性試験
樹脂との相性を以下の方法により試.験した。
試験方法: 300mlの試料油中に評価する樹脂 (5 OmmX 5 OmmX 5mm)を完全に浸漬する。 その後、 25± 3 で 30 日間保持し、 体積変化 率を測定する。
評価方法:体積変化率が 10%未満を〇、 10 %以上を Xとして評価する。 評価対象樹脂の種類:ポリエチレン樹脂、 NBRゴム
試験:
そのほか、 湿潤試験 J I S K 2246 準拠および塩水噴霧試験 J I S K2246 準拠を行った。
結果はいずれも表 2に示す。
溶剤使用のさび止め油 (質量%)

第 5態様 (洗浄剤組成物)
基油としての炭化水素油の性状:
本発明の洗浄油組成物は、 上述した炭化水素油、 すなわち、 1 5°Cにおけ る密度が 0. 7〜0. 8 g cm3であり、 n—パラフィン分が 10〜90質 量%、 芳香族分が 0〜3容量%、 ナフテン分が 0〜20容量%である炭化水 素油 (以下第 5態様において、 本発明の炭化水素油という) を含有するもの である。 より詳細には、 該炭化水素油の性状は上述のとおりであるが、 より 具体的な好ましい態様として、 以下の A態様が挙げられる。
好ましい A態様では、 動粘度 (mm2Zs) は、 好ましくは 0. 5〜5. 0 mm2Zs、 さらに好ましくは 1. 0〜3. 0 mm2/ s、 より好ましくは 1. 0〜2. 0mm2/sである。 動粘度がこれより低い有機樹脂材料との相性が 劣り、 一方、 この範囲を越えて高いと洗浄性が劣るためにいずれも好ましく ない。
好ましい A態様では、 初留点 (°C) は、 好ましくは 140〜260°C、 好 ましくは 1 50〜255°C、 より好ましくは 1 60〜250°C、 最も好まし くは 165〜245°Cである。 初留点が低いと油剤の使用量が多いので好ま しくない。
好ましい A態様では、 10 %留出点(°C)は、好ましくは 150〜 270 °C、 好ましくは 160〜265°C、 より好ましくは 1 70〜260°C、 最も好ま しくは 180〜 255°Cである。
好ましい A態様では、 90%留出点(°C)は、好ましくは 180〜320°C、 好ましくは 190〜3 10で、 より好ましくは 200〜300°C、 最も好ま しくは 210〜 290°Cである。
好ましい A態様では、 終点 (°C) は、 好ましくは 190〜3 10で、 好ま しくは 200〜 300 、 より好ましくは 210〜 290 、 最も好ましく は 220〜280°Cである。 本態様の発明は上記炭化水素油を基油として含有するものであるが、
以外に鉱油、 合成油および油脂のいずれでも併用することができ、 その種類 に制限はないが、 併用するには、 鉱油または合成油が特に好ましい。 その併 用割合も特に限定なく、 本発明の効果が損なわれない限りに任意に選択でき るが、本発明の炭化水素油の含有量が、洗浄油組成物全量基準で、 6 0質量% 以上であることが好ましく、 7 0質量%以上であることがより好ましく、 8 0質量%以上であることが最も好ましい。 また、 本発明の炭化水素油以外の 基油の含有量が、 洗浄油組成物全量基準で、 3 0質量%以下であることが好 ましく、 2 0質量%以下であることがより好ましく、 1 0質量%以下である ことが最も好ましい。
また、 併用する本発明の炭化水素油以外の基油としては、 本発明の炭化水 素油よりも高粘度の基油、 より具体的には 4 0 °Cにおける動粘度が 6 mm 2 Z sを超える基油を使用することも可能である。 本発明の洗浄油には、洗浄油として従来公知の添加剤を任意の割合で添加、 配合して使用に供することができる。
本発明の洗浄剤組成物は、 (D ) 成分として下記一般式
( 2 ) ': (R3) [( R40) b- H] c ( 2 )
[式 (2 ) 中、 R3は炭素数 1〜2 4の炭化水素基を表し、 R4は炭素数 2 〜 4のアルキレン基を表し、 a及び cはそれぞれ 1又は 2であって、 a + c = 3で表される条件を満たし、 bは 1〜6の整数を表す] で表される化合物 を更に含有することが好ましい。 これにより、 さび止め性をより高めること ができる。 本態様の上記式(2 )中、 R3で表される炭化水素基としては、アルキル基、 アルケニル基、 シクロアルキル基、 アルキルシクロアルキル基、ァリ一ル基、 アルキルァリール基、 ァリールアルキル基等が挙げられるが、 中でもアルキ ル基、 シクロアルキル基、 アルキルシクロアルキル基が好ましく、 アルキル 基、シクロアルキル基がより好ましい。 R3で表される炭化水素基の炭素数は、 前述の通り 1〜2 4でぁり、好ましくは1〜1 8、ょり好ましくは1〜1 2、
更に好ましくは 1〜 1 0、 最も好ましくは 1〜8である。 また、 a及び cは、 1又は 2の整数であって a + c = 3で表される条件を 満たすものであるが、 aが 1であり且つ cが 2であることが好ましい。また、 bは、 前述の通り 1〜6の整数であり、 好ましくは 1〜4の整数、 より好ま しくは 1〜3の整数、 更に好ましくは 1又は 2、 最も好ましくは 1である。 本態様の式(2 )中の R3、 R4、 a〜cの好ましい組み合わせを表 1に示す。
表 1

さらに、 主として金属性部品に付着した水溶性油剤の洗浄を目的とした洗 浄剤として用いる場合には、 脂肪酸のアミン塩、 アルキルコハク酸誘導体、 アルケニルコハク酸誘導体、 リン酸エステル、 亜リン酸エステル等を配合す ることが好ましい。 _ 本発明の洗浄剤組成物において、 上記 (B ) 成分の含有量は組成物全量基 準で、 0 . 1〜1 0質量%であることが好ましい。 洗浄性の点から、 0 . 1
質量%以上であることが好ましく、 0 . 3質量%以上であることがより好ま しく、 0 . 5質量%以上であることがさらにより好ましく、 1質量%以上で あることが最も好ましい。 また、 それ以上含有させても含有量に見合う効果 が得られないことから、 1 0質量%以下であることが好ましく、 8質量%以 下であることがより好ましく、 7質量%以下であることがさらにより好まし く、 6質量%以下であることが最も好ましい。 上記の構成を有する本発明の洗浄剤組成物は、 金属加工油、 摩耗粉、 さび 止め油等の残留物の除去効率に優れており、 金属加工工程後、 本発明の洗浄 剤組成物を用いて洗浄を行うえば、 金属製部品にさび止め油を塗布すること なく出荷できる。 特に、 本発明の洗浄剤組成物は不水溶性金属加工油剤の洗 浄性に優れている。 従って、本発明の洗浄剤組成物は、ルームエアコン、パッケージエアコン、 冷蔵庫、 自動車用エアコン、 除湿機、 冷凍庫、 冷凍冷蔵倉庫、 自動販売機、 ショーケース、 化学プラント等の冷却装置等の冷凍システム用金属製部品に ついて洗浄 ·脱脂を行う際に特に有用である。 また、 冷凍システムの閉塞の可能性をより低減させることができることか ら、 本発明の洗浄剤組成物を用いた後に、 灯油等の溶剤を用いて洗浄剤組成 物自体も洗浄してから、 金属製品を出荷することが好ましい。 一方、 本発明 の洗浄剤組成物に一時的なさび止め油としての効果を期待したいに場合には、 灯油等の溶剤による洗浄を行うことなく、そのまま出荷することが好ましい。 灯油以外の溶剤としては、 石油の蒸留又は蒸留後の水素化精製、 溶剤精製 などの精製により製造したソルベント、 メタンやエチレン、 プロピレンなど の低分子炭化水素の重合又はフィッシヤー · トロプス反応により得られる溶 剤、 その他、 一般的な溶剤が挙げられる。
また、 本発明の洗浄剤組成物を用いて洗浄を行えば、 金属製部品にさび止 め油を塗布することなく出荷が可能であるが、 金属製部品のさび発生の可能 性をより低減させたい場合には、 さび止め油を塗布してからでも出荷するこ ともできる。 この際に使用されるさび止め油は、 金属製部品の組立工程前に 本発明の洗浄剤組成物を用いて容易に且つ確実に除去できるが、 当該さび止 め油としては、 さび止め性に優れていると共に、 組立工程前のさび止め油の 除去が必ずしも完全でない場合であつても、 冷凍システムを閉塞してしまう ような事態を招くことがないものを使用することが好ましい。 実施例 (洗浄剤組成物に係る第 5態様)
以下、実施例及び比較例に基づき本態様の発明を更に具体的に説明するが、 本態様の発明は以下の実施例に何ら限定されるものではない。
実施例、 比較例においては、 表 2の基油を用いて、 表 3記載の配合割合で 洗浄剤組成物を調製した。 各洗浄剤組成物の調製に用いた成分は、 以下の通 りである。
(1) 使用する基油の製法
(FT合成油の水素化精製油、 ワックス水素化分解油、及び基油 1、 2、 6、 7)
1) 天然ガスを原料とする FT合成炭化水素油 (沸点 1 50で以上の炭 化水素の含有量: 82質量%、 沸点 360°C以上の炭化水素の含有量: 41 質量%) を蒸留塔で、沸点 1 50°C以下の軽質留分と、沸点 1 50〜360°C の中間留分と、 塔底残渣重質ワックス分 (FTワックス:沸点 360°C以上 の留分に相当) とに分離した。
2) 1) で分離された中間留分は、 水素化精製触媒 (P t :担体に対し 0. 8質量%、 US Yゼォライト Zシリカアルミナ/アルミナバインダー: 重量比 3 Z 57Z40)、 水素気流下、 反応温度: 3 1 1で、 水素圧力: 3. OMP a、 LHS V: 2. 0 h— 1、 水素/油比: 340NLZLで水素化 精製処理を行った。
3) 2)で得られた水素化精製油を蒸留により 150〜25 OX留分 (灯
油留分 1) 及び 250〜360°C留分 (軽油留分 1) に分留した。
4) 1) で得られた FTワックスは、 水素化分解触媒 (P t :担体に対 し 0. 8質量%、 USYゼォライト Zシリカアルミナ Zアルミナバインダー: 重量比 3Z57/40) を用い、 水素気流下、 反 温度: 326°C、 水素圧 力: 4. 0MP a、 LHSV : 2. O h— 1、 水素/油比: 680 NL/L で水素化分解を行った。
5) 4)で得られた水素化分解油を蒸留により 150〜250 留分(灯 油留分 2) 及び 250〜360°C留分 (軽油留分 2) に分留した。
6) 3) 及び 5) で得られた軽油留分 1及び 2を 51 : 49 (質量比) で混合し、 希基油 1を得た。 基油 1の性状を表 2に示す。
7) 3) 及び 5) で得られた灯油留分 1及び 2を 63 : 37 (質量比) で混合し、 基油 2を得た。 基油 2の性状を表 2に示す。
8) 3) 及び 5) で得られた軽油.留分 1及び 2を 57 : 43 (質量比) で混合し、 希基油 6を得た。 基油 6の性状を表 2に示す。
9) 3) 及び 5) で得られた灯油留分 1及び 2を 49 : 51 (質量比) で混合し、 基油 7を得た。 基油 7の性状を表 2に示す。
(基油 3〜 5 )
1) 基油 3は一般的な水素化精製鉱油を用いた。 基油 3の性状を表 2に 示す。
2) 基油 4は一般的な水素化精製鉱油を用いた。 基油 4の性状を表 2に 示す。
3) 基油 5は一般的な水素化精製鉱油を用いた。 基油 5の性状を表 2に 示す。
(2) 基油性状
基油の性状は表 2に記載のとおり-である。 洗浄剤に配合した表 2〜 4記載の添加剤は以下のとおりである
A 1 :アルキルベンゼンカルシウムスルホネート
A 2 :酸化ワックスのカルシウム塩 A 3 :多価アルコールのエステル
B 1 :ジー tert—ブチル—p —クレゾ一ル C 1 :ジシクロへキシルァミン E O付加物 C 2 :水道水
C 3 :オクタン酸 1—ォクチルァミン塩

表 2〜4に示す各試料油について、 以下の試験を行った。
樹脂相性試験
試験方法: 300mlの試料油中に評価する樹脂 (5 Ommx 5 OmmX 5mm) を完全に浸漬する。
その後、 25±3°Cで 30日間保持し、 体積変化率を測定する。
評価方法:体積変化率が 10%未満を〇、 10 %以上を Xとして評価する。 樹脂の種類:ポリエチレン樹脂、 NBRゴム 洗浄試験
試験方法:冷延鋼板上に、 HS 11種のダストを付着させ、 試験片とした。 この試験片に、 上記各種の洗浄さび止め油を、 一定の噴出量で、 それぞれ 30 秒間スプレーした。 洗浄終了後、 試験片に残っているダスト量を測定し、 試 験片の洗浄率を、 以下の式にしたがって求めた。
洗浄率 (%) = (1一 (未洗浄ダスト量/試験前付着ダスト量)) X 100 結果は表 3に示す。
指紋除去性試験
J I S K 2246 5. 31 「指紋除去性試験」 に準拠した方法で行 つ 7こ。
水置換性試験
J I S K2246 「さび止め油」に規定された方法で清浄にした試験片を、 0. 1質量%塩化ナトリウム水溶液に 2秒間浸潰し、 この試験片を取り出し た後直ちに洗浄剤組成物 40 Om lが入った 50 Om lビーカー内に静かに 移した。 1分後に試験片を取り出し、 灯油 40 Om 1が入った 50 Om 1ビ 一力一内に移して洗浄剤組成物の脱脂を行った後、 更に n—へキサン 400 m 1が入った 500mlビーカー内に静かに移して灯油を脱脂した。
次に、 試験片を、 水をはった容器 3中に水 2と直接接触しないように台上 に水平に置き、 蓋を付して室内保存した。
24時間経過後、 さびの発生の有無を評価し、 洗浄剤組成物の洗浄性を評 価した。 結果は表 4に示す。
溶剤使用の洗浄さび止め油 (質量%)

4
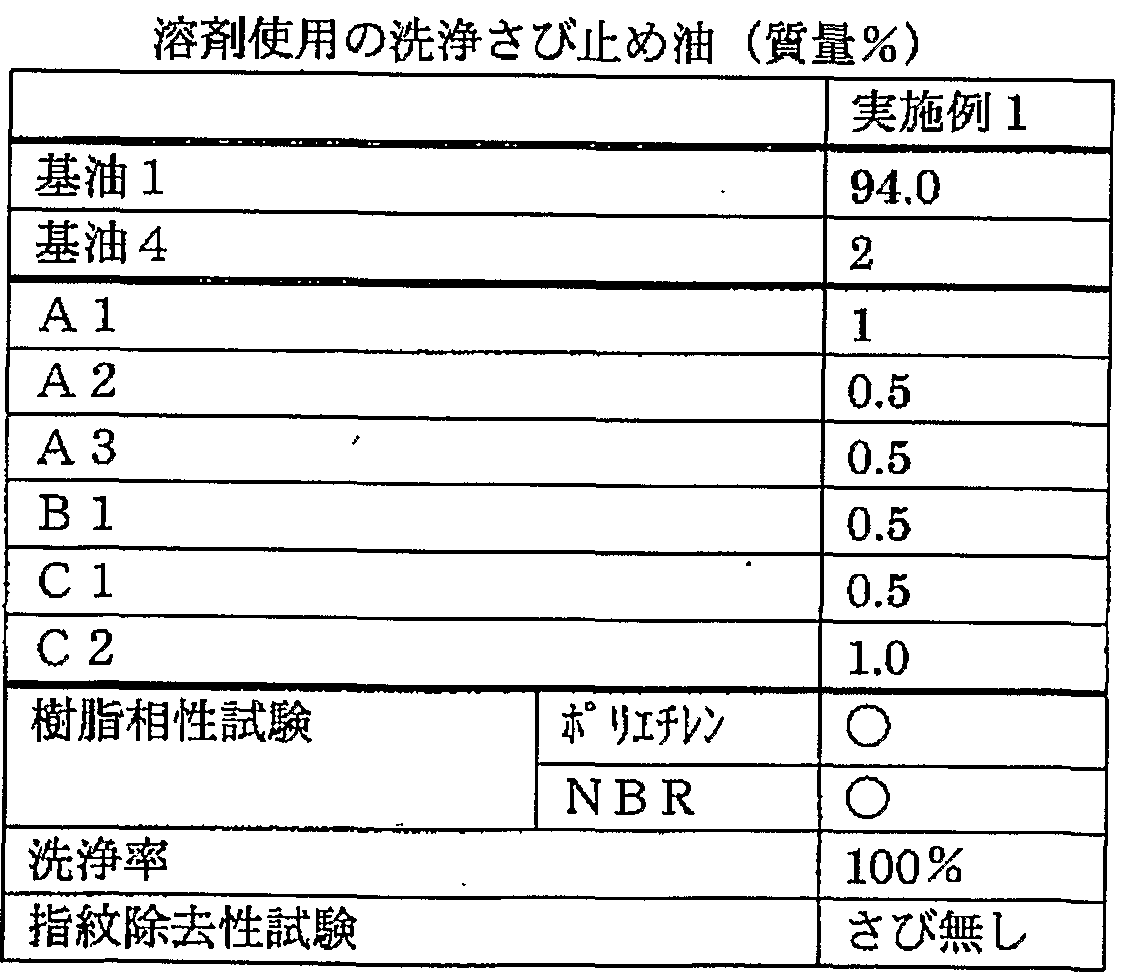
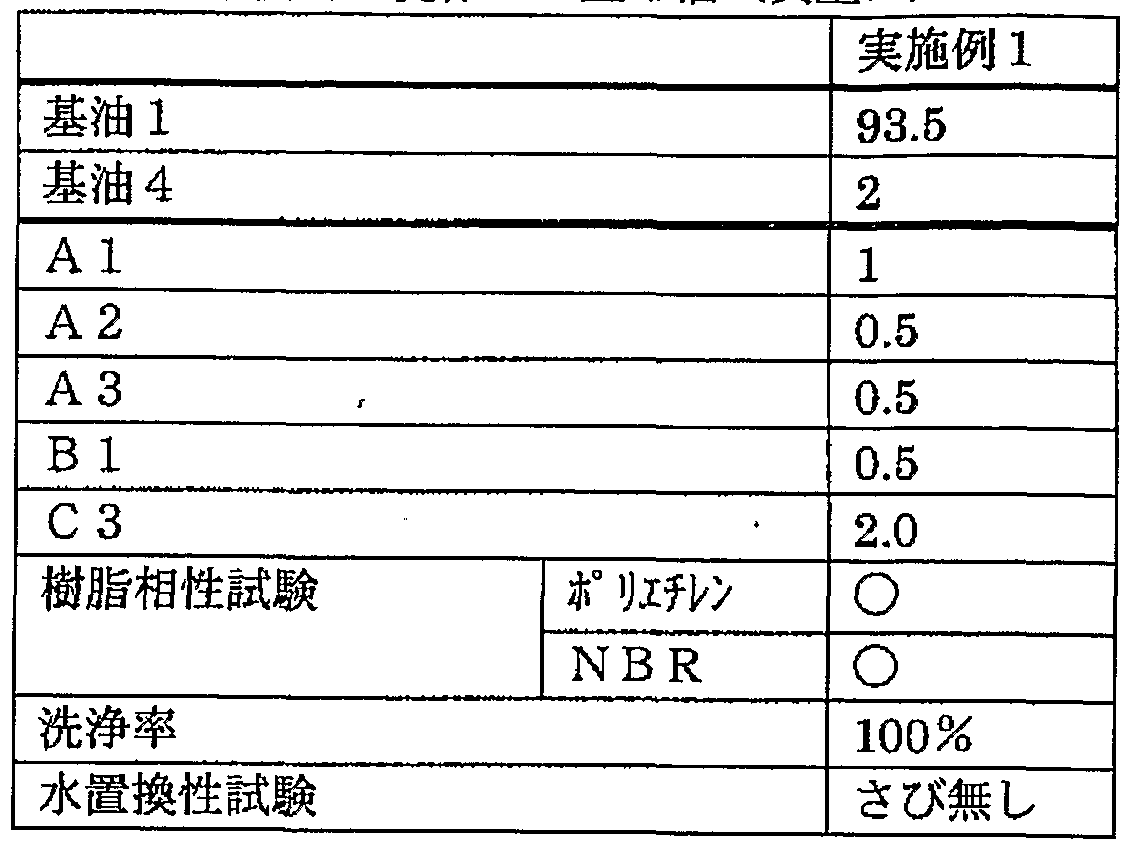
産業上の利用可能性
本発明の多機能性炭化水素油組成物は、 炭化水素基油の特徴を生かし、 種々 の工業上の用途に使用される得る。
例えば、 第 1態様の発明としての金属加工油は、 種々の金属の加工油として 用いられ、 適用される金属としては、 アルミニウム、 マグネシウム、 および 銅、 鉄、 クロム、 ニッケル、 亜鉛、 スズ、 チタン等の遷移金属、 並びにそれ らの合金を挙げることができる。 また適用しうる加工方法としては、 冷間、 温間および熱間圧延、 プレス、 打ち抜き、 しごき、 絞り、 引き抜き、 鍛造、 極微量切削 (M Q L ) を含む切削および研削等の金属加工等を挙げることが できる。 金属加工油としての第 2態様の発明としては、 上記構成を有する本発明の金 属加工油組成物は、 加工効率、 工具寿命などの加工性能、 更には取扱性に優 れるものであるため、 金属加工分野の広範な用途において好適に使用するこ とができる。 ここでいう金属加工とは、 切削 ·研削加工に限定されず、 広く 金属加工全般を意味する。 また、 第 2態様の発明の金属加工油組成物は、 通 常給油方式による金属加工に適用することができるが、 より顕著な効果を発 揮することから、 極微量油剤供給方式 (M Q L ) の加工用油剤として用いる ことが好ましい。 放電加工油としての第 3態様の発明としては、 放電加工の際の加工性と貯蔵 安定性とを高水準で両立することが可能となる。 特に第 3態様の発明として 本発明の放電加工油組成物は、 荒加工、 仕上げ加工のいずれにおいても好適 に用いることができるが、 特に仕上げ加工に適したものであり、 より加工速 度を高めて加工性を向上させることができるものである。 さび止め油組成物としての第 4態様の発明としては、 さび止め性、 脱脂性及 び貯蔵安定性の全てを高水準でバランスよく達成できるものであり、 様々な
金属製部材のさび止め油として好適に用いることができる。 被処理体である 金属製部材は特に制限されず、 具体的には、 自動車ボディや電気製品ボディ となる冷延鋼板、 熱延鋼板、 高張力後半、 亜鉛めつき鋼板などの表面処理鋼 板、 ブリキ用原板、 アルミニウム合金板、 マグネシウム合金板などの金属製 板材、更には転がり軸受、テーパー転がり軸受、二一ドル軸受等の軸受部品、 建築用鋼材、 精密部品等が挙げられる。 洗浄剤組成物としての第 5態様の発明としては、 金属加工油、 摩耗粉、 さび 止め油等の残留物の除去効率に優れており、 金属加工工程後、 本発明の洗浄 剤組成物を用いて洗浄を行うえば、 金属製部品にさび止め油を塗布すること なく出荷できる。 特に、 本発明の洗浄剤組成物は不水溶性金属加工油剤の洗 ' 浄性に優れている。
従って、本発明の洗浄剤組成物は、ルームエアコン、パッケージエアコン、 冷蔵庫、 自動車用エアコン、 除湿機、 冷凍庫、 冷凍冷蔵倉庫、 自動販売機、 ショーケース、 化学プラント等の冷却装置等の冷凍システム用金属製部品に ついて洗浄 ·脱脂を行う際に特に有用である。
Claims
1 . 1 5 °Cにおける密度が 0 . 7〜0 . 8 g Z c m3であり、 n—パラフィ ン分が 1 0〜9 0質量%、 芳香族分が 0〜3容量%、 ナフテン分が 0〜2 0 容量%である炭化水素油を含有する多機能性炭化水素油組成物。
2 . 前記炭化水素油が、 フィッシャートロプシュ (F T ) 合成工程、 ヮッ クス含有成分の水素化分解工程及びこれらの工程から得られる成分の水素化 精製処理工程から選ばれる少なくとも一つの工程を有する製造工程により製 造される灯軽油留分であることを特徴とする請求項 1に記載の多機能性炭化 水素油組成物。
3 . 前記多機能性炭化水素油組成物が、 インク'塗料用溶剤、 クリーニング 用溶剤、 エアゾール用溶剤、 防腐剤 ·殺虫剤 ·農薬用溶剤、 感圧紙用溶剤、 界面活性剤用希釈剤、 ワックス ·クリーナ ·ポリッシュ用希釈剤、 自動車ァ ンダーコート剤、 なつ染用溶剤、 オルガノゾル、 顔料分散剤、 ブランケット 洗浄剤、半導体洗浄剤、 めっき用前処理剤、 2サイクルエンジン油、潤滑油、 タイヤ製造用接着剤、 接着剤、 離型剤、 ポリオレフイン反応溶剤、 家庭用ク リーナ、 NAD塗料、鉱石浮遊選鉱、印刷ィンキ洗浄液、車の一時保護塗料(ヮ ックスを主成分とする) の除去剤、 木材防腐剤、 除草剤、 ノンカーボン紙、 水処理剤、 金属抽出用希釈剤、 温室用 C〇2製造、 金属深傷剤のいずれかに用 いられる請求項 1または 2に記載の前記多機能性炭化水素油組成物。
4 . 前記多機能性炭化水素油組成物が、 金属加工油組成物である請求項 1 または 2の多機能性炭化水素油組 物。
5 . 前記多機能性炭化水素油組成物が、 さらにエステルを含む金属加工油 組成物である請求項 1または 2の多機能性炭化水素油組成物。
6 . 前記多機能性炭化水素油組成物が、 放電加工油組成物である請求項 1 または 2の多機能性炭化水素油組成物。
7 . 前記多機能性炭化水素油組成物が、 さび止め油組成物である請求項 1 または 2の多機能性炭化水素油組成物。
8 . 前記多機能性炭化水素油組成物が、 洗浄剤組成物である請求項 1また は 2の多機能性炭化水素油組成物。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200780011677.3A CN101415807B (zh) | 2006-03-31 | 2007-03-30 | 多功能性烃油组合物 |
| EP07741138.7A EP2006365B1 (en) | 2006-03-31 | 2007-03-30 | Use of a polyfunctional hydrocarbon oil composition |
| US12/286,292 US8933003B2 (en) | 2006-03-31 | 2008-09-29 | Multifunctional hydrocarbon oil composition |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006100769A JP5265087B2 (ja) | 2006-03-31 | 2006-03-31 | さび止め油組成物 |
| JP2006100765A JP5150060B2 (ja) | 2006-03-31 | 2006-03-31 | 放電加工油組成物 |
| JP2006100767A JP5102966B2 (ja) | 2006-03-31 | 2006-03-31 | 金属加工油組成物 |
| JP2006-100767 | 2006-03-31 | ||
| JP2006-100773 | 2006-03-31 | ||
| JP2006100763A JP5102965B2 (ja) | 2006-03-31 | 2006-03-31 | 金属加工油組成物 |
| JP2006-100765 | 2006-03-31 | ||
| JP2006-100763 | 2006-03-31 | ||
| JP2006-100769 | 2006-03-31 | ||
| JP2006100773A JP2007270084A (ja) | 2006-03-31 | 2006-03-31 | 洗浄剤組成物 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/286,292 Continuation US8933003B2 (en) | 2006-03-31 | 2008-09-29 | Multifunctional hydrocarbon oil composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2007114505A1 true WO2007114505A1 (ja) | 2007-10-11 |
Family
ID=38563763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2007/057702 Ceased WO2007114505A1 (ja) | 2006-03-31 | 2007-03-30 | 多機能性炭化水素油組成物 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8933003B2 (ja) |
| EP (1) | EP2006365B1 (ja) |
| WO (1) | WO2007114505A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009138232A (ja) * | 2007-12-06 | 2009-06-25 | Sumitomo Metal Ind Ltd | 金属材用防錆油、およびその防錆油が塗布された金属材、ならびに防錆油が塗布された冷延鋼板 |
| JP2010174106A (ja) * | 2009-01-28 | 2010-08-12 | Tosoh Corp | 水溶性汚れの除去方法 |
| JP2010201568A (ja) * | 2009-03-04 | 2010-09-16 | Idemitsu Kosan Co Ltd | 放電加工油 |
| WO2010103245A3 (fr) * | 2009-03-12 | 2010-11-04 | Total Raffinage Marketing | Fluide hydrocarbone hydrodeparaffine utilise dans la fabrication de fluides industriels, agricoles ou a usage domestique |
| WO2011001554A1 (ja) * | 2009-06-29 | 2011-01-06 | 新日本石油株式会社 | さび止め油組成物 |
| WO2011030615A1 (ja) * | 2009-09-09 | 2011-03-17 | Jx日鉱日石エネルギー株式会社 | さび止め油組成物 |
| CN102046847A (zh) * | 2008-05-27 | 2011-05-04 | 吉坤日矿日石能源株式会社 | 防锈油组合物 |
| JP2011111656A (ja) * | 2009-11-27 | 2011-06-09 | Jx Nippon Oil & Energy Corp | 表面処理剤及び表面処理方法 |
| CN101565659B (zh) * | 2008-04-23 | 2011-11-09 | 北京合创同盛科技有限公司 | 一种汽车发动机燃油系统清洗剂 |
| JP2013532202A (ja) * | 2010-05-25 | 2013-08-15 | エーセー1 インベント アーベー | 熱交換媒体 |
| CN104263475A (zh) * | 2014-09-12 | 2015-01-07 | 广州中机实业有限公司 | 一种环保型静电喷涂防锈油及其制备方法 |
| AU2010245702B2 (en) * | 2009-05-08 | 2016-01-07 | Jiangbo Ma | Small particle size oil in water lubricant fluid |
| CN110997884A (zh) * | 2017-12-20 | 2020-04-10 | 出光兴产株式会社 | 金属加工油组合物和金属板层叠体的制造方法 |
| JP2021195472A (ja) * | 2020-06-16 | 2021-12-27 | 株式会社ネオス | 金属加工油剤組成物及び金属加工方法 |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008047237A1 (de) * | 2008-09-08 | 2010-03-11 | Oelheld Gmbh | Verfahren und Vorrichtung zur Bearbeitung eines Werkstücks mittels Drahtfunkenerosion sowie neues Dielektrikum dafür |
| FR2943064B1 (fr) | 2009-03-12 | 2013-12-06 | Total Raffinage Marketing | Diluant hydrocarbone a bas taux de cov pour materiaux de construction |
| US20120142533A1 (en) * | 2009-06-15 | 2012-06-07 | Accuform Technologies, Llc | Reduced vaporization compositions and methods |
| FR2947559B1 (fr) * | 2009-07-03 | 2013-01-18 | Total Raffinage Marketing | Fluides de laminage |
| CN103237680B (zh) * | 2010-12-02 | 2015-12-02 | C.劳勃.汉默斯坦两合有限公司 | 车辆座椅纵向调整装置的锁定装置以及用于制造锁定装置的方法和装置 |
| GB201020401D0 (en) * | 2010-12-02 | 2011-01-19 | Rolls Royce Plc | Electrical discharge machining |
| WO2013014021A1 (de) * | 2011-07-22 | 2013-01-31 | Ford Global Technologies, Llc | VERFAHREN ZUM AUFSCHWEIßEN EINES ANSCHWEIßELEMENTES AN EINEM GEGENSTÜCK |
| CN102504932A (zh) * | 2011-11-07 | 2012-06-20 | 豆远奎 | 利用氯化钠净化废内燃机油的方法 |
| JP5883315B2 (ja) * | 2012-02-28 | 2016-03-15 | 出光興産株式会社 | 金属加工用潤滑油組成物 |
| WO2014117281A1 (en) * | 2013-01-29 | 2014-08-07 | Bucher Ag Langenthal | Dielectric fluid for electric discharge machining |
| JP5667230B2 (ja) * | 2013-03-15 | 2015-02-12 | ファナック株式会社 | 工作機械の切削液管理装置 |
| JP6049522B2 (ja) * | 2013-03-29 | 2016-12-21 | Jxエネルギー株式会社 | 潤滑油基油及びその製造方法、電気絶縁油 |
| CN105593350A (zh) * | 2013-09-30 | 2016-05-18 | 国际壳牌研究有限公司 | 费托衍生的气油馏分 |
| US20160222307A1 (en) * | 2013-09-30 | 2016-08-04 | Shell Oil Company | Fischer-tropsch derived gas oil |
| WO2015044284A1 (en) * | 2013-09-30 | 2015-04-02 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch derived gas oil fraction |
| US20160230109A1 (en) * | 2013-09-30 | 2016-08-11 | Shell Oil Company | Fischer-tropsch derived gas oil fraction |
| WO2015044278A1 (en) * | 2013-09-30 | 2015-04-02 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch derived gas oil |
| KR20160065935A (ko) * | 2013-09-30 | 2016-06-09 | 쉘 인터내셔날 리써취 마트샤피지 비.브이. | 피셔-트롭쉬 유래 가스유 분획 |
| WO2015044291A1 (en) * | 2013-09-30 | 2015-04-02 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch derived gas oil |
| US20160215230A1 (en) * | 2013-09-30 | 2016-07-28 | Shell Oil Company | Fischer-tropsch derived gas oil fraction |
| BR112016006761A2 (pt) * | 2013-09-30 | 2017-08-01 | Shell Int Research | frações de gasóleo derivado de fischer-tropsch e de formulação de fluido funcional, e, uso de uma fração de gasóleo derivado de fischer-tropsch |
| US20170191007A1 (en) * | 2014-05-28 | 2017-07-06 | Shell Oil Company | Fischer-tropsch gasoil fraction |
| EP3149116A1 (en) * | 2014-05-28 | 2017-04-05 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch gasoil fraction |
| WO2015181123A1 (en) * | 2014-05-28 | 2015-12-03 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch gasoil fraction |
| US20170190924A1 (en) * | 2014-05-28 | 2017-07-06 | Shell Oil Company | Fischer-tropsch gasoil fraction |
| WO2015181122A1 (en) * | 2014-05-28 | 2015-12-03 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch gasoil fraction |
| WO2015181124A1 (en) * | 2014-05-28 | 2015-12-03 | Shell Internationale Research Maatschappij B.V. | Fischer-tropsch gasoil fraction |
| JP6174545B2 (ja) * | 2014-10-17 | 2017-08-02 | ファナック株式会社 | 臭気センサを用いた切削液の状態監視装置 |
| CN107250388A (zh) * | 2015-02-18 | 2017-10-13 | 出光兴产株式会社 | 热处理油组合物 |
| JP6041014B1 (ja) * | 2015-05-26 | 2016-12-07 | ダイキン工業株式会社 | 冷凍装置の蒸発器の製造方法 |
| US10696915B2 (en) * | 2015-07-27 | 2020-06-30 | Ecolab Usa Inc. | Dry lubricator for plastic and stainless steel surfaces |
| JP6208723B2 (ja) * | 2015-08-27 | 2017-10-04 | ファナック株式会社 | 有機化合物を含む防錆剤の濃度検出機能を有する放電加工機 |
| JP6666691B2 (ja) * | 2015-11-04 | 2020-03-18 | シェルルブリカンツジャパン株式会社 | 潤滑油組成物 |
| EP3315587A1 (en) * | 2016-10-27 | 2018-05-02 | Total Marketing Services | Use of biodegradable hydrocarbon fluids for aluminium cold-rolling |
| CN110724571A (zh) * | 2018-07-16 | 2020-01-24 | 张家港希弗新能源科技有限公司 | 一种氟化石墨固体润滑剂的制备方法 |
| US10822506B2 (en) * | 2019-03-20 | 2020-11-03 | Michael Podstawa | Methods and formulations for paint deposit removal |
| CN112760160A (zh) * | 2020-12-07 | 2021-05-07 | 河北彤源环保有限公司 | 一种润滑剂及其制备方法 |
| EP4574935B1 (en) * | 2020-12-24 | 2026-02-18 | ENEOS Corporation | Refrigerator oil and working fluid composition for refrigerator |
| CN113462459A (zh) * | 2021-07-21 | 2021-10-01 | 苏州安美润滑科技有限公司 | 水性铝翅片冲压油及其制备方法 |
| CN117642492A (zh) * | 2021-07-30 | 2024-03-01 | 引能仕株式会社 | 冷冻机油用基础油、冷冻机油和冷冻机用工作流体组合物 |
| CN114657015A (zh) * | 2022-03-08 | 2022-06-24 | 武汉环日金乌科技有限公司 | 一种电火花线切割工作液及其制备方法 |
| DE102022111794B3 (de) | 2022-05-11 | 2023-03-30 | Fuchs Petrolub Se | Basisöl und Schmierfluidzusammensetzung enthaltend das Basisöl |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02133495A (ja) | 1988-11-15 | 1990-05-22 | Idemitsu Kosan Co Ltd | 塑性加工用潤滑油剤 |
| JPH06506237A (ja) * | 1991-02-04 | 1994-07-14 | マンツ,ピーター ジャン ダーク | 潤滑油組成物 |
| JP2001115179A (ja) | 1999-10-20 | 2001-04-24 | Nippon Mitsubishi Oil Corp | 放電加工油組成物 |
| JP2003165994A (ja) | 2001-09-21 | 2003-06-10 | Nippon Oil Corp | 遷移金属用冷間圧延油組成物 |
| JP2003165993A (ja) | 2001-09-21 | 2003-06-10 | Nippon Oil Corp | アルミニウム加工用潤滑油組成物 |
| JP2003238994A (ja) | 2002-02-19 | 2003-08-27 | Nippon Oil Corp | 洗浄剤組成物 |
| JP2003238995A (ja) | 2002-02-19 | 2003-08-27 | Nippon Oil Corp | 洗浄剤組成物 |
| JP2003342595A (ja) | 2002-05-27 | 2003-12-03 | Nippon Oil Corp | 放電加工油組成物 |
| WO2004078887A1 (ja) * | 2003-03-07 | 2004-09-16 | Nippon Oil Corporation | 軽油留分の水素化処理方法 |
| JP2005154471A (ja) | 2003-11-20 | 2005-06-16 | Nippon Oil Corp | 放電加工油組成物 |
| JP2005248071A (ja) * | 2004-03-05 | 2005-09-15 | Japan Energy Corp | 環境対応型クリーンガソリンおよびその製造方法 |
| JP2005290163A (ja) | 2004-03-31 | 2005-10-20 | Nippon Oil Corp | 金属加工油組成物 |
| JP2005290222A (ja) * | 2004-03-31 | 2005-10-20 | Nippon Oil Corp | 水素製造用炭化水素油および水素製造システム |
| JP2006290163A (ja) | 2005-04-11 | 2006-10-26 | Kojima Press Co Ltd | 車両用収納装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5072067A (en) | 1988-11-15 | 1991-12-10 | Idemitsu Kosan Company Limited | Lubricating oil composition |
| US5171903A (en) | 1988-11-15 | 1992-12-15 | Idemitsu Kosan Co., Ltd. | Lubricating oil composition |
| US6156709A (en) | 1991-02-04 | 2000-12-05 | Muntz; Pieter Jan Dirk | Lubricating oil composition |
| US5547592A (en) * | 1992-01-15 | 1996-08-20 | Asahi Denka Kogyo Kabushiki Kaisha | Lubricant for metallurgy |
| US6093861A (en) | 1993-01-25 | 2000-07-25 | Muntz; Pieter Jan Dirk | Lubricating oil composition |
| US5958845A (en) * | 1995-04-17 | 1999-09-28 | Union Oil Company Of California | Non-toxic, inexpensive synthetic drilling fluid |
| AR032932A1 (es) * | 2001-03-05 | 2003-12-03 | Shell Int Research | Procedimiento para preparar un aceite de base lubricante y un gas oil |
| AU2002329986A1 (en) * | 2001-09-07 | 2003-03-24 | Pennzoil-Quaker State Company | Diesel fuel and method of making and using same |
| ATE470696T1 (de) * | 2002-04-15 | 2010-06-15 | Shell Int Research | Methode zum erhöhen der cetanzahl von gasöl |
| US7704375B2 (en) * | 2002-07-19 | 2010-04-27 | Shell Oil Company | Process for reducing corrosion in a condensing boiler burning liquid fuel |
| JP4150579B2 (ja) * | 2002-12-03 | 2008-09-17 | 昭和シェル石油株式会社 | 灯油組成物 |
| US20040256286A1 (en) * | 2003-06-19 | 2004-12-23 | Miller Stephen J. | Fuels and lubricants using layered bed catalysts in hydrotreating waxy feeds, including Fischer-Tropsch wax |
| CN1856562B (zh) * | 2003-09-03 | 2010-06-23 | 国际壳牌研究有限公司 | 燃料组合物及其制备方法和用途 |
| AU2004298630B2 (en) * | 2003-12-19 | 2010-06-03 | Sasol Technology (Pty) Ltd | Fuel for homogeneous charge compression ignition (HCCI) systems and a process for production of said fuel |
| WO2005063947A1 (ja) * | 2003-12-25 | 2005-07-14 | Nippon Oil Corporation | 金属加工用油剤 |
| US20080026967A1 (en) | 2004-03-31 | 2008-01-31 | Nippon Oil Corporation | Metal Working Fluid |
| US7754663B2 (en) * | 2004-12-21 | 2010-07-13 | Exxonmobil Research And Engineering Company | Premium wear-resistant lubricant containing non-ionic ashless anti-wear additives |
| US7981270B2 (en) * | 2005-03-11 | 2011-07-19 | Chevron U.S.A. Inc. | Extra light hydrocarbon liquids |
-
2007
- 2007-03-30 EP EP07741138.7A patent/EP2006365B1/en not_active Not-in-force
- 2007-03-30 WO PCT/JP2007/057702 patent/WO2007114505A1/ja not_active Ceased
-
2008
- 2008-09-29 US US12/286,292 patent/US8933003B2/en active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02133495A (ja) | 1988-11-15 | 1990-05-22 | Idemitsu Kosan Co Ltd | 塑性加工用潤滑油剤 |
| JPH06506237A (ja) * | 1991-02-04 | 1994-07-14 | マンツ,ピーター ジャン ダーク | 潤滑油組成物 |
| JP2001115179A (ja) | 1999-10-20 | 2001-04-24 | Nippon Mitsubishi Oil Corp | 放電加工油組成物 |
| JP2003165994A (ja) | 2001-09-21 | 2003-06-10 | Nippon Oil Corp | 遷移金属用冷間圧延油組成物 |
| JP2003165993A (ja) | 2001-09-21 | 2003-06-10 | Nippon Oil Corp | アルミニウム加工用潤滑油組成物 |
| JP2003238994A (ja) | 2002-02-19 | 2003-08-27 | Nippon Oil Corp | 洗浄剤組成物 |
| JP2003238995A (ja) | 2002-02-19 | 2003-08-27 | Nippon Oil Corp | 洗浄剤組成物 |
| JP2003342595A (ja) | 2002-05-27 | 2003-12-03 | Nippon Oil Corp | 放電加工油組成物 |
| WO2004078887A1 (ja) * | 2003-03-07 | 2004-09-16 | Nippon Oil Corporation | 軽油留分の水素化処理方法 |
| JP2005154471A (ja) | 2003-11-20 | 2005-06-16 | Nippon Oil Corp | 放電加工油組成物 |
| JP2005248071A (ja) * | 2004-03-05 | 2005-09-15 | Japan Energy Corp | 環境対応型クリーンガソリンおよびその製造方法 |
| JP2005290163A (ja) | 2004-03-31 | 2005-10-20 | Nippon Oil Corp | 金属加工油組成物 |
| JP2005290222A (ja) * | 2004-03-31 | 2005-10-20 | Nippon Oil Corp | 水素製造用炭化水素油および水素製造システム |
| JP2006290163A (ja) | 2005-04-11 | 2006-10-26 | Kojima Press Co Ltd | 車両用収納装置 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009138232A (ja) * | 2007-12-06 | 2009-06-25 | Sumitomo Metal Ind Ltd | 金属材用防錆油、およびその防錆油が塗布された金属材、ならびに防錆油が塗布された冷延鋼板 |
| CN101565659B (zh) * | 2008-04-23 | 2011-11-09 | 北京合创同盛科技有限公司 | 一种汽车发动机燃油系统清洗剂 |
| CN102046847A (zh) * | 2008-05-27 | 2011-05-04 | 吉坤日矿日石能源株式会社 | 防锈油组合物 |
| JP2010174106A (ja) * | 2009-01-28 | 2010-08-12 | Tosoh Corp | 水溶性汚れの除去方法 |
| JP2010201568A (ja) * | 2009-03-04 | 2010-09-16 | Idemitsu Kosan Co Ltd | 放電加工油 |
| WO2010103245A3 (fr) * | 2009-03-12 | 2010-11-04 | Total Raffinage Marketing | Fluide hydrocarbone hydrodeparaffine utilise dans la fabrication de fluides industriels, agricoles ou a usage domestique |
| CN102356145A (zh) * | 2009-03-12 | 2012-02-15 | 道达尔炼油与销售部 | 用于生产工业、农业或家用流体的氢化脱蜡的烃流体 |
| AU2010245702B2 (en) * | 2009-05-08 | 2016-01-07 | Jiangbo Ma | Small particle size oil in water lubricant fluid |
| JP2011006763A (ja) * | 2009-06-29 | 2011-01-13 | Jx Nippon Oil & Energy Corp | さび止め油組成物 |
| US9102894B2 (en) | 2009-06-29 | 2015-08-11 | Jx Nippon Oil & Energy Corporation | Rust-preventive oil composition |
| WO2011001554A1 (ja) * | 2009-06-29 | 2011-01-06 | 新日本石油株式会社 | さび止め油組成物 |
| JP2011080141A (ja) * | 2009-09-09 | 2011-04-21 | Jx Nippon Oil & Energy Corp | さび止め油組成物 |
| WO2011030615A1 (ja) * | 2009-09-09 | 2011-03-17 | Jx日鉱日石エネルギー株式会社 | さび止め油組成物 |
| US8303850B2 (en) | 2009-09-09 | 2012-11-06 | Jx Nippon Oil & Energy Corporation | Anticorrosive oil composition |
| JP2011111656A (ja) * | 2009-11-27 | 2011-06-09 | Jx Nippon Oil & Energy Corp | 表面処理剤及び表面処理方法 |
| JP2013532202A (ja) * | 2010-05-25 | 2013-08-15 | エーセー1 インベント アーベー | 熱交換媒体 |
| JP2016186085A (ja) * | 2010-05-25 | 2016-10-27 | アヴァンサーム アーベーAvantherm AB | 熱交換媒体 |
| CN104263475A (zh) * | 2014-09-12 | 2015-01-07 | 广州中机实业有限公司 | 一种环保型静电喷涂防锈油及其制备方法 |
| CN110997884A (zh) * | 2017-12-20 | 2020-04-10 | 出光兴产株式会社 | 金属加工油组合物和金属板层叠体的制造方法 |
| JP2021195472A (ja) * | 2020-06-16 | 2021-12-27 | 株式会社ネオス | 金属加工油剤組成物及び金属加工方法 |
| JP7580211B2 (ja) | 2020-06-16 | 2024-11-11 | 株式会社ネオス | 金属加工油剤組成物及び金属加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090111723A1 (en) | 2009-04-30 |
| EP2006365A4 (en) | 2011-04-20 |
| EP2006365A2 (en) | 2008-12-24 |
| EP2006365A9 (en) | 2009-07-29 |
| US8933003B2 (en) | 2015-01-13 |
| EP2006365B1 (en) | 2018-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007114505A1 (ja) | 多機能性炭化水素油組成物 | |
| CN101415807B (zh) | 多功能性烃油组合物 | |
| JP5478032B2 (ja) | さび止め油組成物 | |
| CN102459705B (zh) | 防锈油组合物 | |
| WO2008004548A1 (en) | Refrigerator oil, compressor oil composition, hydraulic fluid composition, metalworking fluid composition, heat treatment oil composition, lubricant composition for machine tool and lubricant composition | |
| CN102782104B (zh) | 油剂组合物及极微量油剂供给式切削/磨削加工方法 | |
| WO2005095556A1 (ja) | 金属加工油 | |
| CN101486942B (zh) | 金属加工油 | |
| JPH03229631A (ja) | 新規な耐生分解性界面活性剤およびそれを利用する切削油配合物 | |
| JP5604343B2 (ja) | 塑性加工用潤滑油組成物 | |
| CN104845701B (zh) | 防锈油组合物 | |
| JP4728157B2 (ja) | 洗浄兼さび止め油組成物 | |
| WO2006101019A1 (ja) | 金属加工用潤滑油組成物 | |
| JP5102966B2 (ja) | 金属加工油組成物 | |
| JP2005290163A (ja) | 金属加工油組成物 | |
| JP5265087B2 (ja) | さび止め油組成物 | |
| JP3639876B2 (ja) | 塑性加工用防錆潤滑剤組成物 | |
| WO2003097774A1 (fr) | Composition d'huile destinee au laminage a froid | |
| JP5340322B2 (ja) | さび止め油組成物 | |
| JP4988178B2 (ja) | さび止め油組成物 | |
| JP4729361B2 (ja) | さび止め油組成物 | |
| JP2005290451A (ja) | さび止め剤組成物 | |
| JP4679998B2 (ja) | さび止め油組成物 | |
| JP2007177167A (ja) | 金属加工用潤滑油組成物 | |
| JP5265126B2 (ja) | 圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 07741138 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200780011677.3 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007741138 Country of ref document: EP |