WO2008050517A1 - Feuille d'acetal de polyvinyle et son procede de production - Google Patents
Feuille d'acetal de polyvinyle et son procede de production Download PDFInfo
- Publication number
- WO2008050517A1 WO2008050517A1 PCT/JP2007/064817 JP2007064817W WO2008050517A1 WO 2008050517 A1 WO2008050517 A1 WO 2008050517A1 JP 2007064817 W JP2007064817 W JP 2007064817W WO 2008050517 A1 WO2008050517 A1 WO 2008050517A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- plasticizer
- mass
- particles
- acetalization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/297—Feeding the extrusion material to the extruder at several locations, e.g. using several hoppers or using a separate additive feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/28—Condensation with aldehydes or ketones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/48—Isomerisation; Cyclisation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/14—Homopolymers or copolymers of acetals or ketals obtained by polymerisation of unsaturated acetals or ketals or by after-treatment of polymers of unsaturated alcohols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0038—Plasticisers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/14—Homopolymers or copolymers of acetals or ketals obtained by polymerisation of unsaturated acetals or ketals or by after-treatment of polymers of unsaturated alcohols
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31627—Next to aldehyde or ketone condensation product
- Y10T428/3163—Next to acetal of polymerized unsaturated alcohol [e.g., formal butyral, etc.]
Definitions
- the present invention relates to a polybuluacetal sheet, a method for producing the same, and a method for producing polybuluacetal particles for use therein.
- Laminated glass is usually an interlayer film for laminated glass (hereinafter simply referred to as "intermediate film") made of thermoplastic resin such as polyurethane, ethylene acetate butyl copolymer, or polybulassetal resin on two sheet glass. (Refer to Patent Documents 1 and 2).
- polybulassal resin is widely used as a raw material for interlayer films, coating materials, adhesives and the like of laminated glass, which is a safety glass.
- Polyblucetal resins are manufactured by various methods, but mainly by a method called an aqueous medium method, in which an aldehyde is added to an aqueous solution of polybulal alcohol in the presence of an acid catalyst. Start the acetalization reaction. This is a method in which a precipitate forms with the progress of acetalization and the reaction proceeds in a heterogeneous system thereafter.
- Addition of aldehyde in the above method is generally performed at a relatively low temperature of 20 ° C or lower, and then the temperature is raised and the aging reaction is performed at 40 ° C or higher. After completion of the reaction, neutralization is performed with alkali. In order to remove impurities, water washing and dehydration are repeated, purified, dried, and commercialized.
- a production method such as a solvent method or a homogeneous system method is known as a method for producing a polybulassal resin.
- the polybulacetal resin obtained by the above-described production method of the aqueous medium method is suitably used for the production of an interlayer film for laminated glass.
- This laminated glass is widely used in various transportations such as automobiles and airplanes, or in openings such as windows in buildings.
- laminated glass used as window glass for automobiles and buildings must naturally have the basic performance of glass that is free from cloudiness and coloring and has high transparency.
- Factors that reduce the transparency of the intermediate film include the incorporation of impurities into the raw material during the production process, thermal decomposition and oxidative decomposition of the raw material resin. If the raw material resin undergoes thermal decomposition or oxidative decomposition, the intermediate film is colored pale yellow, and the transparency is significantly reduced.
- the raw material resin and the plasticizer may aggregate in the hopper to form a granular lump.
- This lump of raw material resin and plasticizer was not sufficiently mixed even when supplied to the barrel (heating cylinder), and the portion of the raw material resin that did not come into contact with the plasticizer was sometimes thermally decomposed.
- the raw material resin and the plasticizer are pre-pelletized and then supplied to the barrel.
- the thermal history applied to the raw resin during pelletization In some cases, thermal decomposition may occur.
- the laminated glass has a performance of absorbing the impact without being easily damaged by the intermediate film interposed between the glasses even if the glass is damaged when an impact is applied thereto. For this reason, the impact object does not easily penetrate the laminated glass.
- the glass bonded by the interlayer film remains adhered to the interlayer film even after breakage, the glass fragments do not scatter and are therefore in the transport or building. Do not cause serious injury to human body or equipment!
- the interlayer film used for laminated glass has an adhesive property with glass and a penetration resistance against the above situation.
- the performance according to the use of the laminated glass to be used is required.
- Patent Document 1 discloses that a polyvalent metal containing a divalent metal as an intermediate film for laminated glass, which has excellent adhesiveness, easily adjusts the adhesive force, and has a content of 30 ppm or less. Burucetal resin is known! This polybulacetal resin is further improved in that when it is molded into a sheet with insufficient heat resistance and used as a polybuluacetal sheet, the penetration resistance decreases when the environmental temperature rises. There was room for further improvement. Patent Document 1: Japanese Patent Laid-Open No. 2000-1514
- Patent Document 2 Japanese Patent Laid-Open No. 11 349769
- the present invention when used for laminated glass or the like, is excellent in adhesion to glass, easy to adjust the adhesion, low in coloration, high in transparency, and good at high temperatures.
- Polyburacetal sheet having penetration resistance a method for producing the same, a method for producing a raw material resin (hereinafter also referred to as polyburacetal particles) used in the sheet, and a sheet and laminated glass using the sheet
- the purpose of the present invention is to provide an intermediate film and a laminated glass using the intermediate film.
- the present inventor has intensively studied to achieve the above object, and as a result, a specific degree of acetalization degree of 75.0-84.0% by mass and porosity of 60 to 85% is obtained.
- Polyvinyl acetal particles preferably a sheet obtained by molding the poly (bucyl acetal particles) into a sheet form of the poly (bucyl acetal particles) obtained by reacting the following polyvinyl alcohol and aldehyde under specific conditions.
- the above object can be achieved.
- the present invention has the gist characterized by the following.
- Aldehyde power S The polybulacetal sheet according to any one of (1) to ( 4 ), containing at least butyraldehyde.
- a screw type extruder having a polybülcetal particle supply unit and a plasticizer supply unit, a T-die, and a take-up machine having an embossing roll, and the polyscrew in the screw type extruder Production of a sheet with L 0.05-0.3, where S is the distance from the bullacetal particle supply section to the screw tip and L is the distance from the polybuacetal particle supply section to the plasticizer supply section.
- Q (kg / h) is the sum of the supply amount (kg / h) of the polyblucacetal particles and the supply amount of the plasticizer (kg / h), and the rotational speed (rpm) of the screw is Ns.
- rpm rotational speed
- Embossing roll force Two embossing rolls arranged in parallel having a diameter and a surface roughness represented by the following formula (1), and the polybulucetal particles extruded from the T die are The method for producing a polybulassal sheet according to any one of the above (9) to (; 13), wherein surface treatment is performed by passing between rolls. r / ⁇ > 0.3, force, 3.0> Rz / Rz> 1.2 (1)
- Rz represents the surface roughness Rz of the second embossing roll, respectively.
- the present invention when used in laminated glass, etc., it has excellent adhesion to glass, easy adjustment of adhesion, low coloration, high transparency, uniformity, and high temperature.
- Polyburacetal sheet having good penetration resistance even underneath, a method for producing the same, a method for producing polybuluacetal particles used in the sheet, an interlayer film for laminated glass using the sheet, and the interlayer film A laminated glass is provided.
- Poly Bulle ⁇ Se tar sheet of the present invention Asetaru degree is 75. 0-84. 0 mass 0/0, and sheet certain poly Bulle ⁇ cell tar particles porosity has a 60 to 85% It is manufactured by molding into a shape.
- the polybulassal particles used in the present invention are those obtained by acetalization reaction of polybulal alcohol and aldehyde in the presence of an acidic catalyst.
- the polybutyl alcohol preferably has an average degree of polymerization of 1000 to 2500, particularly preferably 1.
- polybulal alcohol is preferably used as a 3 to 15% by mass aqueous solution from the viewpoint of handling.
- the amount of aldehyde used in the acetalization reaction may be appropriately selected according to the degree of acetalization of the target polybutacetal! / It is preferably 40 to 75 parts by mass, particularly preferably 43 to 65 parts by mass with respect to parts by mass, since the acetalization reaction is carried out efficiently. Furthermore, when the amount of butyraldehyde is preferably 30% by mass or more, particularly preferably 40% by mass or more of the total aldehyde used, the penetration resistance, adhesion, flexibility and the like of the resulting sheet are improved. It is preferable.
- the acidic catalyst is not particularly limited, and for example, inorganic acids such as hydrochloric acid, sulfuric acid, and nitric acid, and organic acids such as acetic acid and p-toluenesulfonic acid are used. These acidic catalysts are generally added in an appropriate amount so that the pH of the reaction solution is preferably 0.3-2, particularly preferably 0.4-1.
- aldehydes may be used in combination with the aldehyde used for the production of the polybulucetal particles, if necessary.
- aldehyde examples include, for example, formaldehyde, paraformaldehyde, acetoaldehyde, paraacetaldehyde, propionaldehyde, amyl aldehyde, hexyl aldehyde, heptyl aldehyde, 2-ethyl hexyl aldehyde, cyclohexyl aldehyde, Furfural, glyoxal, glutaraldehyde, benzaldehyde, 2-methylbenzaldehyde, 3-methylbenzaldehyde, 4-methylbenzaldehyde, p-hydroxybenzaldehyde, m-hydroxybenzaldehyde, phenylacetaldehyde, 13 phenylpropionaldehyde, etc. Of these, acetoaldehyde and hexyl aldehyde are preferably used.
- the polybutacetal particles used in the present invention can be obtained by performing acetalization reaction of polybutal alcohol and aldehyde in the presence of an acidic catalyst as follows. That is, a reaction liquid composed of polybutyl alcohol, aldehyde, and an acidic catalyst is filled in the reactor to start the acetalization reaction, and the reaction liquid is preferably continuously supplied.
- the discharged reactant is then preferably aged in a separate reactor to increase the degree of acetalization to 75-84%.
- the reactor used in the present invention is preferably a reactor in which the inside of the reactor is filled with the reaction solution so that the reaction solution does not come into contact with air.
- the acetalization reaction can proceed smoothly while suppressing the adhesion of the resin to the inner wall of the reactor and the stirring blade.
- the reactor preferably has a stirring power of 0.5 to 1.5 kw per unit volume, preferably 0.6 to 1.2 kw.
- the reaction solution can be mixed uniformly, and the polyvinylacetal obtained can be mixed.
- the porosity can be 60-85%.
- the temperature of the aging reaction of the reactant discharged from the reactor is preferably not less than the reaction temperature of the reaction solution and not more than 60 ° C, particularly preferably not less than the reaction temperature of the reaction solution and not more than 55 ° C. While making the synthesis reaction proceed smoothly, it is possible to increase the porosity of the resulting polybulacetal particles to 60-85%. In addition, by increasing the degree of acetalization of polybülcetal to 75 ⁇ 0-84.0% by mass, preferably 78.0-83.0% by mass, it is possible to improve the mixing property with the plasticizer by the force S. .
- Asetaru degree of poly Bulle ⁇ cell tar is less than 75.0 mass 0/0, hydroxyl group contained in Poribyuru Asetaru number of connexion, water resistance of the resulting interlayer film decreases. For this reason, when laminated glass is used, moisture in the air may permeate and the edges of the laminated glass may be whitened. Further, Asetaru degree of poly Bulle ⁇ Se tar For the 84.0 mass 0/0 or more, poly Bulle ⁇ Se tar high hardness such connexion, is resistance to breakage Ya penetration resistance of laminated glass obtained is reduced There is a case.
- the aged reaction product containing the above polybutacetal is added with a neutralizing agent to stop the acetalization reaction.
- the neutralizing agent is not particularly limited.
- alkali neutralizing agents such as sodium hydroxide, potassium hydroxide, ammonia, sodium acetate, sodium carbonate, sodium hydrogen carbonate, potassium carbonate; ethylene oxide, etc.
- Alkylene oxides; Glycidinoleatenoles such as ethylene glyconoresiglyzinoreatenore are used
- the reaction product after the neutralization treatment is subjected to filtration, washing with water, and a drying process to obtain polybulacetal particles.
- the polybulacetal particles preferably have an average degree of polymerization of 1000 to 2500, particularly preferably 1500 to 2000. Also included in the polybulassal particles The residual acetyl group is preferably 0.5 to 3% by mass, particularly preferably 0.8 to 2% by mass.
- the polybulassal particles are produced in the form of secondary particles in which the primary particles are aggregated, and the particle size distribution of the particles is preferably from 0.;! To 1.0 mm, particularly preferably from 0.15 to Those having a peak top at 0.5 mm are preferable. When the peak top is smaller than this range, the particles themselves are scattered, making it difficult to handle.
- the particle size distribution is measured using sieves having different openings according to JIS Z 8815 “Sieving test through shellfish IJ”.
- the porosity of the polybulacetal particles is 60 to 85%.
- the porosity of the polyvurecetal particles is in the state of the secondary particles produced.
- the porosity is reduced, the sheet obtained from the mixture of the polyvuracetal particles and additives becomes non-uniform, and the Insoluble matter may be generated in the sheet, and the sheet penetration resistance may be reduced.
- the reason for this is thought to be that the lower the porosity, the lower the mixing properties of polybulassal particles and additives such as plasticizers.
- the porosity of the polybuluacetal particles is high, the bulk density of the polybuluacetal particles becomes small, which is not preferable for handling.
- the porosity of the polybulucetal particles is preferably 65 to 85%, particularly preferably 70 to 85%. To adjust the porosity, the reaction temperature and stirring power of the acetal reaction should be adjusted.
- the porosity (%) represents the ratio of the void volume in the particles to the volume of the particles.
- the void volume in the particles is determined by, for example, an automatic porosimeter (for example, Autopore IV9520 manufactured by Shimadzu Corporation) by a mercury intrusion method and a measured pressure of 0.003 MPa, et al., 34.5 MPa.
- a polybulucetal sheet When forming a polybulucetal sheet from the polybulucetal particles obtained as described above, it is preferably a plasticizer, and if necessary, an ultraviolet absorber, an antioxidant, an adhesive force adjustment.
- Various additives such as an agent, a coupling agent, a surfactant, a heat stabilizer, an infrared absorber, a fluorescent agent, a colorant, a dehydrating agent, an antifoaming agent, an antistatic agent, and a flame retardant are used. These additives can be used alone or in combination of two or more.
- plasticizer those usually used as plasticizers for plastics can be used.
- plasticizers for plastics can be used.
- an ester plasticizer having an ether bond in the molecule is preferably used.
- the adhesion to glass can be improved.
- the amount of the plasticizer added to the polybulucetal particles varies depending on the average degree of polymerization, the degree of acetalization, the amount of residual acetyl groups, and the like, and is not particularly limited.
- the plasticizer is preferably added in an amount of 10 to 50 parts by mass, particularly preferably 20 to 45 parts by mass with respect to 100 parts by mass of the polybulacetal particles. Within this range, the penetration resistance of the obtained sheet can be improved while maintaining melt moldability.
- ultraviolet absorber those usually used for plastics can be used. Examples include benzotriazole ultraviolet absorbers, hindered amine ultraviolet absorbers, and benzoate ultraviolet absorbers.
- benzotriazole ultraviolet absorbers examples include 2- (5-methyl-2-hydroxyphenol) benzotriazole, 2- [2 hydroxy-1,3,5 bis ( ⁇ , ⁇ , dimethylbenzenole) phenyl] 2 ⁇ Benzotriazole, 2 -— (3,5 di-tert-butinoleyl 2-hydroxyphenolinole) benzotriazole, 2 -— (3-tert-butyl-5-methyl-2-hydroxyphenyl) 5-clobenzobenzotriazole, 2-— ( 3, 5 Di-tert-butyl 5-methyl 2-hydroxyphenyl) 1-5-clobenzobenzolazole, 2- (3,5-di-amino tert-hydroxy-2-hydroxyphenol) benzotriazole, 2- (2'-hydroxy 5 '—Toctylphenyl) benzotriazole.
- Examples of the hindered amine ultraviolet absorber include 2, 2, 6, 6 tetramethyl-4-piperidylbenzoate, bis (2, 2, 6, 6 tetramethyl-4-piperidyl) sebacate, bis (1, 2, 2, 6, 6 pentamethyl mono 4-piperidyl) 2- (3,5 di-t-butyl 4-hydroxybenzyl) -2- n-butyl malonate, 4- (3- (3,5 di-tert-butylene 4-hydroxyphenolate) ) Propionyloxy) -1 (2— (3— (3,5 di-tert-butyl-4-hydroxyphenyl) propionyloxy) ethyl) 2, 2, 6, 6 tetramethylbiperidine.
- UV absorbers examples include 2,4-di-t-butylphenol 3,5-ji-t-butyl-4-hydroxybenzoate, hexadecyl-3,5-di-t-butyl 4-hydroxybenzoate, and the like.
- the above ultraviolet absorbers can be used alone or in combination of two or more.
- the blending amount of the ultraviolet absorber is preferably 10 to 100000 ppm, particularly preferably 100 to 10 OOOOppm on the basis of mass with respect to the polybulassal particles. Within this range, it is possible to improve the light resistance of the obtained sheet while suppressing the production cost.
- antioxidants examples include phenolic antioxidants, phosphorus antioxidants, and phenolic antioxidants. Of these, phenolic antioxidants are preferred. Alkyl-substituted phenolic oxidations are preferred. Inhibitors are particularly preferred.
- phenol-based antioxidant examples include alkyl-substituted phenol-based compounds, acrylate-based compounds, triazine group-containing phenol-based compounds, and the like.
- alkyl-substituted phenolic compounds examples include 2,6-di-tert-butyl-4-methenophenol, 2,6-di-tert-butyl-4-ethylphenol, octadecyl-3- (3,5-) di-tert-butyl 4-hydroxyphenol) propionate, 2, 2'-methylene bis (4-methyl-6-t-butylphenol), 4, 4'-butylidene bis (4-methyl-6t-butylphenol), 4, 4'-butylidene bis (6-t-butyl-m cresol) Nore), 4, 4, -thiobis (3-methyl-6-t-butylphenol), bis (3-cyclohexyl-2-hydroxy-1-hydroxy-5-methylphenol) methane, 3, 9 bis (2- (3— ( 3-t-butyl 4-hydroxy-5-methylphenyl) propionyloxy) 1,1-dimethylethyl) 2, 4, 8, 10 tetraoxaspiro [5,5] unde
- Examples of the attalylate compounds include 2-t-butyl-6- (3-t-butyl-2-hydroxy-5-methylbenzyl) 4 methylphenyl acrylate, 2, 4 di-t-amino -6-(1-( 3, 5 Di-t-amino-l-hydroxyl 2-hydroxyl) ethnole) phenyl arylate.
- triazine group-containing phenolic compounds examples include 6- (4-hydroxy-1,3,5-di-tert-butylanilino) 2,4-bisoctylthio 1,3,5-triazine, 6- (4 hydroxy-3,5 Dimethylanilino) 2, 4 Bisoctylthio 1, 3, 5 Triazine, 6- (4-Hydroxy-3 Methyl-5-butylanilino) -2, 4 Bisiotactylthio 1, 3, 5 Triazine, 2 Octylthio 4, 6 Bis ( 3, 5G t-Butyl-4-oxyanilino) 1, 3, 5-Triazine and the like.
- Monophosphite compounds include triphenyl phosphite, diphenylisodecyl phosphite, phenyl diisodecyl phosphite, tris (noyulfeninore) phosphite, tris (dinouylfeninore) phosphite, tris (2-t Butyl 4-methylphenyl) phosphite, tris (cyclohexylphenenole) phosphite, 2, 2 methylene bis (4, 6 di-tert-butyl phenenole) octyl phosphite, 9, 10 dihydro 9 oxa 10 phosphaphenanthrene 1 10-oxide 10 (3,5-di-tert-butyl 4-hydroxybenzenole) 9, 10 dihydro-9 oxa 10 phosphaphenanthrene 10 oxoxide, 10 deoxy-1,9 dihydro 9 o
- diphosphite compound examples include 4,4'-butylidenebis (3 methyl-6-t-butylphenyldiditridecylphosphite), 4,4,1isopropylidenebis Phenyl-alkyl (C12-C15) phosphite), 4, 4 'isopropylidenebis (diphenyl monoalkyl (C12-C15) phosphite), 1, 1, 3 tris (2 methyl 4-diditridecyl)
- phosphites include 5-t-butylphenyl) butane and tetrakis (2,4 di-t-butylphenyl) 4,4'-biphenylene phosphite. Of these, monophosphite compounds are preferred!
- Examples of the iow antioxidant include dilauryl 3, 3 'thiodipropionate, distearyl 3, 3' thiodipropionate, lauryl stearyl 3, 3 'thiodipropionate, pentaerythritol tetrakisto. ( ⁇ -lauryl propionate), 3, 9 bis (2 dodecylthioethyl) 2, 4, 8, 10 tetraoxaspiro [5,5] undecane.
- the antioxidant may be used alone or in combination of two or more.
- the blending amount of the antioxidant is preferably 0.00;! To 5 parts by mass, particularly preferably 0.0;! To 1 part by mass with respect to 100 parts by mass of the polybulacetal particles.
- the manufacturing cost can be suppressed, and the power S can be used to prevent deterioration of acid value due to thermal deterioration during melt molding and contact with outside air.
- the adhesive strength adjusting agent is not particularly limited.
- an alkali metal salt or an alkaline earth metal salt of an organic acid an alkali metal salt or an alkaline earth metal salt of an inorganic acid; Etc.
- organic or inorganic acid alkali metal salts or alkaline earth metal salts may be used alone or in combination of two or more.
- Examples of the organic acid include carboxylic acids such as octylic acid, hexylic acid, butyric acid, acetic acid and formic acid.
- Examples of inorganic acids include hydrochloric acid and nitric acid.
- Examples of the alkali metal salt or alkaline earth metal salt of the organic acid or inorganic acid include the organic acid or the potassium salt, sodium salt, or magnesium salt of the inorganic acid.
- the alkali metal salt or alkaline earth metal salt of the organic acid or inorganic acid is preferably an alkali metal such as a potassium salt of an organic acid having preferably 2 to 16, particularly preferably 2 to 10 carbon atoms.
- An alkaline earth metal salt such as a salt or a magnesium salt is preferably used.
- C2-C16 organic acid preferably alkali metal salt or alkaline earth of carboxylic acid
- the metal salt include potassium acetate, magnesium acetate, potassium propionate, magnesium propionate, potassium 2-ethylbutanoate, magnesium 2-ethylbutyrate, potassium 2-ethylhexylate, magnesium 2-ethylhexylate. And so on.
- the blending amount of the alkali metal salt or alkaline earth metal salt of the organic acid or inorganic acid is not particularly limited, but is preferably from 0.0001 to 100 parts by mass of the polybulassal particles. ; Mass weight ⁇ Specially preferred (between 0.001 and 0.5 mass% ⁇ Further preferred (between 0.01 and 0.2 parts by mass. If this range is satisfied, the transparency of the laminated glass will be reduced). It is possible to adjust the adhesion of the sheet without damaging it.
- the modified silicone oil is not particularly limited as long as it is obtained by reacting a compound to be modified with polysiloxane.
- examples thereof include epoxy-modified silicone oil, ether-modified silicone oil, ester-modified silicone oil, amine-modified silicone oil, carboxyl-modified silicone oil, and the like. These may be used alone or in combination of two or more.
- the molecular weight of the modified silicone oil is not particularly limited, but the number average molecular weight is preferably 800 to 5000, and particularly preferably 1500 to 4000. By setting the amount within this range, the compatibility with the polybuluacetal can be maintained and it can be uniformly dispersed on the sheet.
- the amount of the modified silicone oil to be used is not particularly limited, but is preferably 0.01-0.2 parts by mass, particularly preferably 0.0 3 to 0.1 mass, per 100 parts by mass of the polybulacetal particles. Part. By setting it within this range, it is possible to adjust the adhesive strength of the sheet while maintaining good compatibility with the polybulucetal.
- the polybulassal particles can be formed into a sheet by a known forming method.
- melt extrusion molding press molding, professional molding, injection molding, calendar molding, and a method of molding into a sheet by a casting method are used.
- the present invention first has a screw-type extruder having a raw material resin (in the present invention, polybutacetal particles) supply section and a plasticizer supply section in a barrel, a T die, and an embossing roll.
- a sheet manufacturing apparatus consisting of a take-up machine
- the screw extruder is S
- the distance from the raw resin supply part to the screw tip is S
- the distance from the raw resin supply part to the plasticizer supply part is L
- L 0. 05-0. 3
- sheet manufacturing apparatus characterized by the fact that a raw resin and a plasticizer are supplied at the same time to obtain a polybulacetal sheet (hereinafter also referred to simply as “sheet”). It is a manufacturing method for extrusion molding.
- the screw type extruder (hereinafter, also simply referred to as "extruder") used in the present invention, a single screw extruder or a twin screw extruder used for extrusion molding of a normal thermoplastic resin can be used.
- twin screw extruder include a deep groove type rotating in the same direction of the screw, a shallow groove type rotating in the same direction of the screw, an oblique axis type rotating in the opposite direction of the screw, and a parallel axis type rotating in the same direction of the screw.
- a gear pump is generally a gear pump that rotates inside a casing so that there is almost no gap with the casing, and is plasticized in the gap created by the rotation, confining the kneaded resin, and then transporting it by force. It is. As a result, fluctuations in the extrusion amount of the raw resin can be suppressed, and the thickness of the obtained sheet becomes uniform.
- the gear pump capacity can be selected appropriately according to the discharge rate of the extruder! /.
- FIG. 1 and FIG. 2 are conceptual diagrams showing the positional relationship between the raw material resin supply unit, the plasticizer supply unit, and the screw of the barrel (heating cylinder) of the screw extruder used in the present invention.
- symbol A indicates a barrel
- symbol B indicates a raw material resin supply unit
- symbol C indicates a plasticizer supply unit
- symbol D indicates a screw.
- the distance from the raw resin supply part B to the tip of the screw D is 1, and the distance from the raw resin supply part B to the plasticizer supply part C is assumed to be 1.
- Reference E indicates a vent hole described later.
- the distance L to at least 0.05 or more, that is, plasticity with the raw material resin supply part B
- the agent supply section C is provided independently, and the raw material resin and plasticizer are supplied separately to barrel A (see Fig. 1).
- the aggregation of the raw material resin and the plasticizer which has occurred in the conventional method of supplying the raw material resin and the plasticizer simultaneously and at the same place, can be prevented. Therefore, the mixing efficiency of the raw material resin and the plasticizer in the barrel A can be improved, and the thermal decomposition of the raw material resin can be effectively suppressed.
- the setting range of L is preferably 0.
- 3 and 4 are conceptual diagrams for explaining a temperature control method in the barrel of the screw extruder used in the present invention.
- the barrel ⁇ has a first transport part A on the raw material resin supply part B side, a second transport part A on the tip P side of the screw D, and between the first transport part A and the second transport part A.
- a T die (not shown) is connected to the second transport section A.
- the first transport section A transports the raw resin and the plasticizer to the compression melting section A while mixing them.
- the compression melting part A is a part for plasticizing and kneading the raw material resin. Kneaded
- the raw resin thus obtained is further transferred to the T die via the second transport section A, and the resin from the T die is discharged.
- the set temperature of the first transport part A is the glass transition temperature of the raw material resin plus 0 to 110
- the set temperature of compression melting part A and second transport part A is the raw resin
- the glass transition temperature plus 60 to 150 ° C preferably the glass transition temperature plus 80 to 140 ° C, more preferably the glass transition temperature plus 90 to 130 ° C.
- the set temperature of the T die is set to the glass transition temperature of the raw resin plus 70 to 160 ° C, preferably the glass transition temperature plus 80 to 150 ° C, more preferably the glass transition temperature plus 90 to 140 ° C.
- the temperature of the raw material resin at the T-die outlet can be set to the glass transition temperature plus 70 to 160.
- the hopper is for stocking a raw material resin and a plasticizer.
- the hopper of the screw type extruder used in the present invention is preferably one that can keep the inside airtight. Further, in order to prevent the raw material resin from being oxidized, it is preferable to have a nitrogen introduction hole. The nitrogen introduced into the hopper is further supplied into the barrel, the inside of the hopper and the barrel is replaced with nitrogen, and discharged from a vent hole (reference numeral E in FIGS. 1 to 4) provided in the barrel described later.
- the vent hole E is provided to discharge unnecessary volatile components such as moisture contained in the raw resin and plasticizer to the outside of the extruder and improve the quality of the sheet. It is particularly desirable to provide a vent hole in the second transport section A described above (see Figures 3 and 4). This allows the hopper and
- Vacuum pumps (not shown) are connected to the vent hole E, and evacuation is performed by suction.
- the vacuum pump a commonly used one can be used, for example, a water ring vacuum pump, an oil rotary pump, a mechanical booster, or the like. If the degree of vacuum when sucking with a vacuum pump is in the range of 30 to 500 torr, it is possible to devolatilize unnecessary volatile components such as moisture without sucking the plasticizer itself.
- the amount of nitrogen gas introduced is such that when 0.1 to 600 L / h of nitrogen gas is continuously supplied into the hopper and barrel per 100 kg / h of the supply amount of the raw material resin, the oxygen content is efficiently increased.
- the pressure can be reduced, and oxidative decomposition of the raw material resin can be prevented.
- the supply amount of nitrogen gas is preferably 50 to 500 L / h, more preferably 200 to 400 L / h, per 100 kg / h of the supply amount of the raw material resin.
- the supply of the raw material resin to the screw type extruder can be performed with a normal quantitative feeder or the like, and is not particularly limited.
- a rotary feeder for example, there are a rotary feeder, a table feeder, a pellet feeder, a benolet feeder, a chain feeder, a vibration feeder, a shaking feeder, a screw feeder and the like.
- Supply of the plasticizer to the barrel can be performed using various normal types of pumps, and is not particularly limited.
- pumps for example, reciprocating pumps, rotary pumps, axial flow pumps, there s equipotent centrifugal pump.
- the plasticizer may be added continuously at a rate of 20 to 50 kg / h per 100 kg / h of the raw resin. By setting it within this range, the adhesiveness and toughness as a sheet can be optimized while maintaining melt moldability.
- the amount of plasticizer added is preferably 30 to 40 kg / h.
- Q / Ns is a value representing the kneading state of the raw material resin in the extruder, and the smaller the value, the more the raw material resin is kneaded.
- Q / Ns is larger than 0.5, the mixing is insufficient and the resulting intermediate film becomes non-uniform. Also, if Q / Ns is less than 0.2, the raw resin may be thermally decomposed due to excessive mixing.
- the thickness of the polybulucetal sheet of the present invention is preferably 0.2 to 1.5 mm, particularly preferably 0.3 to 1 mm. These sheets are preferably laminated in which two or more sheets are laminated in order to improve strength, sound insulation, heat insulation, light shielding, decoration, etc. You can power to use. When laminating sheets, it is possible to stack sheets with different compositions!
- the sheets can be prevented from blocking during winding after film formation.
- a sheet is used as an interlayer film for laminated glass, there is an effect of expelling unnecessary air remaining between the glass and the sheet.
- emboss depth and shape that are conventionally known! /.
- the embossing method includes an embossing roll method, a calendering roll method, a profile extrusion method, a mechanical etching method, etc., but the embossing roll method is low in equipment cost and efficient.
- the sheet is pressed against the surface of the embossing roll to form embossing on the sheet surface.
- the resin obtained by cooling once may be heated again, and the treatment by the embossing roll may be fi.
- the embossing roll has a large number of large and small uneven portions, lattice-shaped groove portions, and the like formed on the surface thereof.
- the embossing formed due to the viscoelasticity of the resin returns to the original state, and the desired embossed shape may not be obtained.
- the present inventor has proposed an emboss that is excellent in processing efficiency and enables uniform processing.
- the following method has been devised as a method for forming a network.
- Rz represents the surface roughness Rz of the second embossing roll, respectively.
- r / ⁇ is a value set to accurately transfer the emboss to the resin, and r / ⁇
- the resin can be sufficiently press-fitted to the concave portion or deep groove portion of the embossing roll.
- Rz / Rz is set to adjust the transfer state of the emboss. 3.
- Emboss can be transferred uniformly.
- the temperature settings of the first embossing roll and the second embossing roll are 5 to 15 ° C and 10 to 20 ° C, respectively. By setting both embossing rolls within this temperature range, the transfer rate of the embossed pattern from the embossing roll, where the resin extruded from the T-die does not adhere to the embossing roll, is also improved.
- the rotation speed of the first embossing roll and the second embossing roll is a force that changes depending on the thickness of the target sheet, usually 0 ⁇ 5 to 2 ⁇ Or. Pm, and the residence time for the embossed pattern to be transferred is It is desirable to provide it.
- the embossing roll may be made of rubber having irregularities on the surface that is made of only metal. When rubber is used as the material, the surface of the embossing roll can be deformed. Therefore, the force S can be used to increase the time during which the embossing roll contacts the resin extruded from the T-die.
- POLYBULACETAL SHEET OBTAINED BY MOLDING POLYBULACETAL PARTICLE OF THE INVENTION Is very useful as an interlayer film for laminated glass even when a laminate of two or more sheets is laminated, and the interlayer film can be used in the production of highly safe laminated glass.
- aqueous polybulal alcohol solution Into a 3 liter dissolution tank equipped with a stirrer, was charged 900 g of pure water, 100 g of polybulol alcohol with an average degree of polymerization of 1700 and a saponification degree of 98 mol%, and heated to obtain an aqueous polybulal alcohol solution.
- a cylindrical glass reactor with a capacity of 200 ml and a discharge port at the top is prepared.
- the reactor is filled with pure water and stirred with an anchor blade, and the internal temperature is 40 ° C. Held on.
- the reaction liquid is discharged from the upper part of the reactor in parallel while introducing an aqueous polyvinyl alcohol solution, hydrochloric acid and butyraldehyde from the lower part of the reactor. It was.
- the degree of acetalization at the outlet of the reactor was 40% by mass. Stirring in a cylindrical glass sealed reactor was performed while maintaining a stirring power of 0.8 kw / m 3 throughout the reaction.
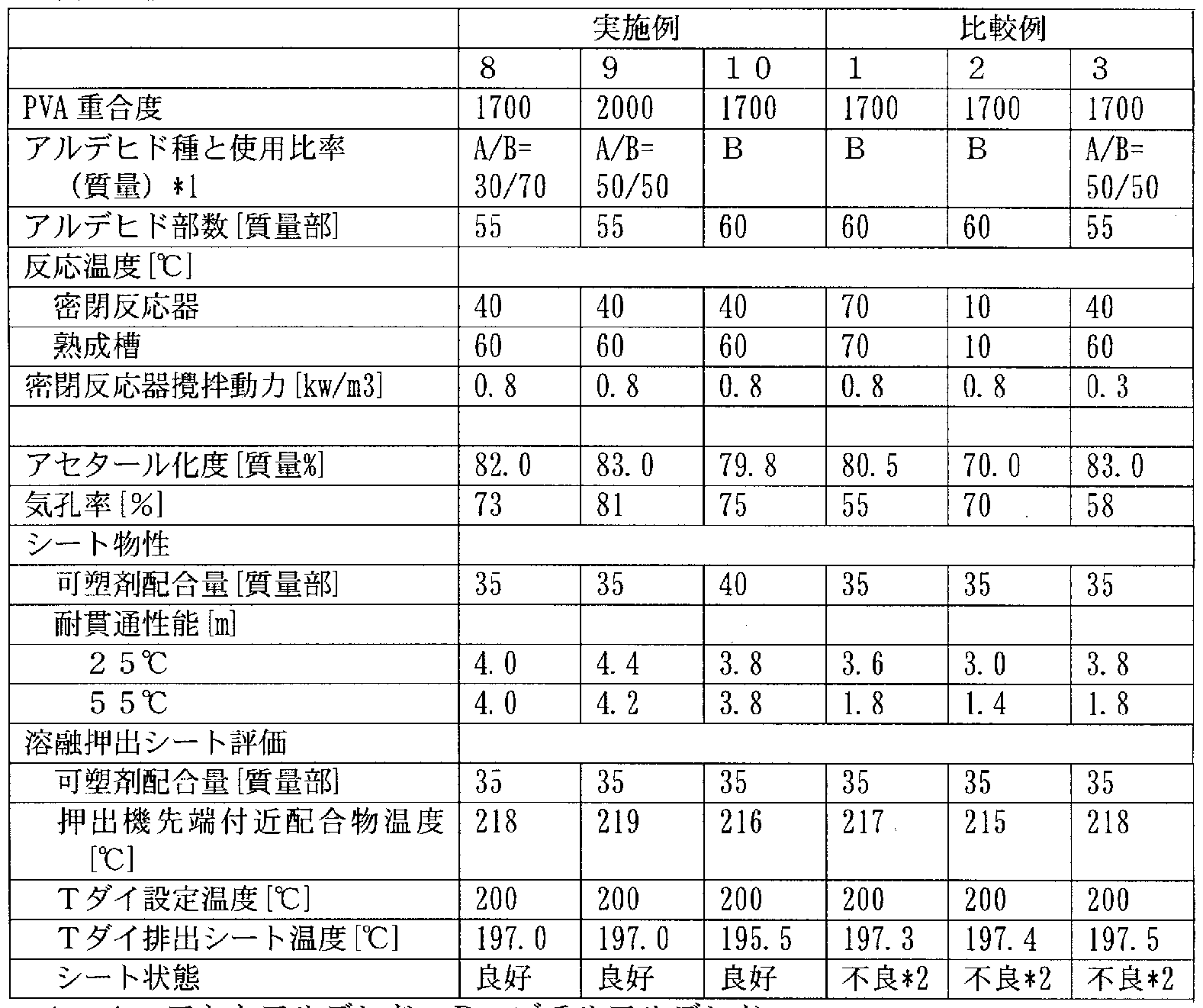
- the obtained polybulassal particles had a particle size distribution peak top of 0.25-0.5 mm, a degree of acetalization of 79.8% by mass, and a porosity of 75%. .
- the porosity of the polyvurecetal particles was 75% as a result of measurement using an automatic porosimeter manufactured by Shimadzu Corporation: Autopore IV9520 at a measurement pressure of 0.003 to 34.5 MPa using the mercury intrusion method. there were.
- Mercury used for porosity calculation had a contact angle of 140 °, a surface tension of 485 dynes / cm, and a density of 13.53 g / ml.
- the obtained polybulassetal sheet was sandwiched between two transparent float glass plates having a side of 300 mm and a thickness of 2 mm, and pre-pressed by a roll method. Next, it was pressure-bonded with a 140 ° C autoclave at a pressure of 12 kg / cm 2 for 30 minutes to obtain a laminated glass.
- the sheet penetration resistance is measured in accordance with JIS R 3212.
- a compound obtained by kneading 35 parts by mass of a plasticizer triethyleneglycol mono-rouge 2-ethylhexanoate with the polyblucacetal particles obtained according to the present invention was prepared using a T-die mold. It was continuously fed into the connected twin-screw extruder and extruded into a sheet at the T-die set temperature shown in Table 1.
- the sheet thus obtained was visually observed for the presence of unmelted material, and the temperature of the compound near the tip of the extruder and the sheet temperature immediately after being discharged were measured.
- the reaction was carried out in the same manner as in Example 2 to obtain polybuluacetal particles for evaluation.
- the obtained polyvinylinoacetal particles had a particle size distribution with a peak top of 0.15 to 0.25 mm, an acetalization degree of 83.1% by mass, and a porosity of 70%.
- the reaction was carried out in the same manner as in Example 2 except that the stirring power of the cylindrical glass sealed reactor was changed to 1.2 kw / m 3, and polybulacetal particles were obtained for evaluation.
- the obtained polyvinylinoacetal particles had a particle size distribution with a peak top of 0.15 to 0.25 mm, an acetalization degree of 82.9% by mass, and a porosity of 78%.
- the reaction was carried out in the same manner as in Example 2 except that the temperature of the cylindrical glass sealed reactor was 30 ° C and the temperature of the aging tank was 60 ° C! It was. Obtained po The peak top of the particle size distribution of rivulacetal particles was 0.15 to 0.25 mm, the degree of acetylation was 82.7% by mass, and the porosity was 75%.
- V and polybulassetal particles were obtained and evaluated.
- the obtained polybuluacetal particles had a particle size distribution with a peak top of 0.15 to 0.25 mm, an acetalization degree of 81.7% by mass, and a porosity of 80%.
- V and polybulassetal particles were obtained and evaluated.
- the obtained polybuluacetal particles had a particle size distribution with a peak top of 0.15 to 0.25 mm, an acetalization degree of 82.0 mass%, and a porosity of 73%.
- Example 2 the reaction was carried out in the same manner as in Example 2 except that the average degree of polymerization was 2000 and the degree of saponification was 98.5 mol% polybulal alcohol. Peak top particle size distribution of the obtained poly Bulle ⁇ Se tar particles 0. 15 ⁇ 0. 25 mm, Asetaru degree 83.0 mass 0/0, a porosity of 81%.
- Example 1 a sheet was prepared and evaluated in the same manner as in Example 1 except that the amount of plasticizer added during sheet preparation and during melt extrusion performance evaluation was 40% by mass.
- Examples 1 to 10 Table 1 summarizes the production conditions of the 10 polybuluacetal particles, the physical properties of the obtained polybulucetal particles, and the performance evaluation results of the sheets.
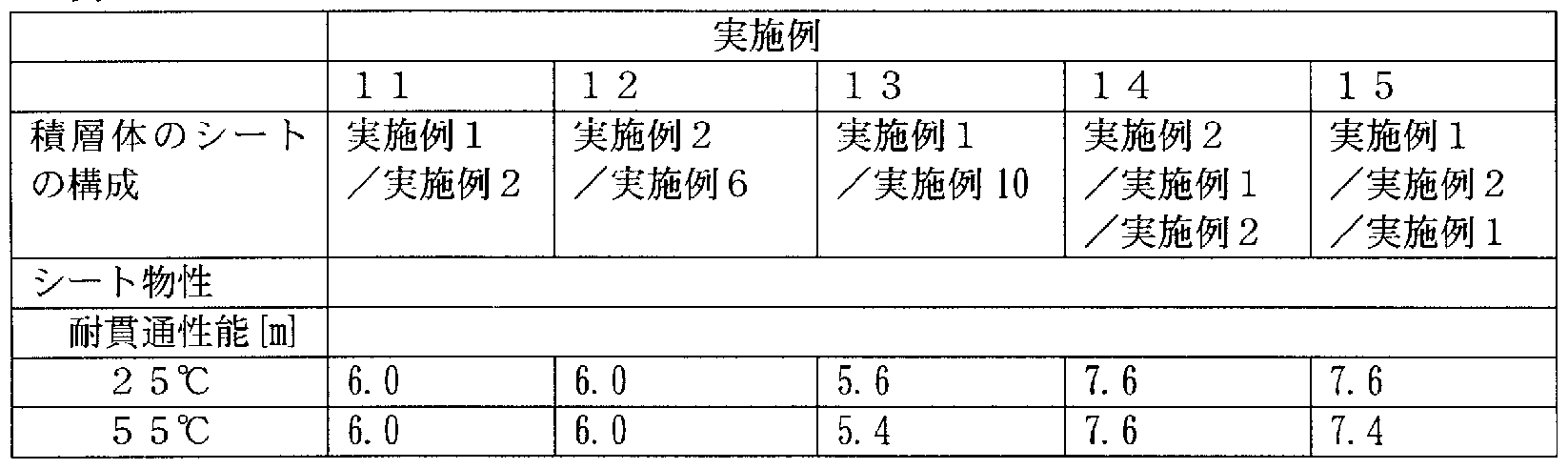
- Example 1 When producing laminated glass, Example 1 was used except that a laminate obtained by laminating the sheet obtained in Example 1 and the sheet obtained in Example 2 was used as a sheet sandwiched between two glass plates. A laminated glass was produced in the same manner. [0102] (Example 12)
- Example 2 When producing a laminated glass, as a sheet sandwiched between two glass plates, the same as Example 1 except that a laminate obtained by stacking the sheet obtained in Example 2 and the sheet obtained in Example 6 was used. Thus, a laminated glass was produced.
- Example 1 In producing laminated glass, Example 1 was used except that a laminate obtained by laminating the sheet obtained in Example 1 and the sheet obtained in Example 10 was used as a sheet sandwiched between two glass plates. A laminated glass was produced in the same manner.
- Example 1 When producing a laminated glass, a sheet sandwiched between two glass plates was used except that a three-layer laminate was used in which the sheet obtained in Example 1 was sandwiched between the sheets obtained in Example 2 from both sides. A laminated glass was produced in the same manner as in Example 1.
- Example 2 When producing a laminated glass, as a sheet sandwiched between two glass plates, except for using a three-layer laminate sandwiched between the sheet obtained in Example 1 from both sides of the sheet obtained in Example 2, A laminated glass was produced in the same manner as in Example 1.
- Table 2 summarizes the evaluation of penetration resistance of Examples 11 to 15;
- Example 2 Except that the reaction temperature was consistently set to 10 ° C, the reaction was carried out in the same manner as in Example 1 to obtain polybulacetal particles for evaluation.
- Screw-type extruder TOSHIBA MACHINE CO., LTD.
- Raw material resin hopper 200L tank, screw feeder installed at the bottom of the tank, nitrogen sealed structure.
- Plasticizer supply pump Triple plunger pump (manufactured by Fuji Techno).
- Vacuum pump An oil rotary vacuum pump is installed in the vent hole for devolatilization of the extruder (manufactured by Tyco Machinery Co., Ltd.). The degree of vacuum was set to 300 torr.
- Gear pump A gear pump (capacity 120L / h) is installed at the outlet of the extruder.
- T die 1100mm width.
- the raw material resin was polybutyral polyacetalized with butyraldehyde (shown as B in Table 1) (average degree of polymerization 1700, porosity 78%, glass transition temperature 73 ° C, degree of acetalization) 79. 8% by weight).
- plasticizer triethylene glycol di 2-ethylhexanoate was used. After replacing the raw material hopper with nitrogen gas, polybutyral resin was added, and the lid was closed and sealed. Film formation was performed while supplying nitrogen gas. The conditions for film formation were as follows.
- Barrel set temperature raw resin supply part 140 ° C and plasticizer supply part 180 ° C (raw resin
- the supply section and plasticizer supply section are the same as described in FIG. 3 (corresponding to the first transport section), from the kneading section to the extruder outlet (corresponding to “compression melting section A” and “second transport section A”) 200 ° C.
- the resin temperature at the exit of the extruder was 210 ° C
- the resin temperature at the exit of the T die was 210 ° C (glass transition temperature (73 ° C) + 137 ° C).
- the yellowness of the sheet was measured by the transmission method according to JIS K 7105.
- the surface roughness of the sheet was measured with a surface roughness meter (Surfcom 1500D manufactured by Tokyo Seimitsu Co., Ltd.). In the measurement, the surface in contact with the first roll of the take-up machine was the front and the surface in contact with the second roll was the back.
- Two sheets cut to 50mm x 50mm are overlapped with the front and back, and a 2kg load is placed on the two sheets, left at 20 ° C for 24 hours, and then 180 ° peel strength at a speed of 100mm / min with a tensile tester. Was measured. The larger the value, the greater the adhesion between the films.
- the obtained sheet was sandwiched between two 3 mm thick float glasses and pre-pressed by a roll method. Next, it is crimped for 30 minutes at a pressure of 12kg / cm 2 in an autoclave at 140 ° C, and transparent.
- the yellowness of the produced laminated glass was measured by a transmission method in accordance with JIS K 7105.
- Penetration resistance of laminated glass conforms to JIS R 3212, on a laminated glass sample of approximately 300 X 300mm, with a steel ball with a mass of 2260 ⁇ 20g and a diameter of approximately 8 2mm stored at 25 ° C and 55 ° C for 4 hours The height of the sample was changed and dropped to the center of the sample. The test was repeated while increasing the drop height of the steel ball, and the maximum height at which the number of penetrations, which was equivalent to 50% of the number of tests, was prevented in the same height test was determined as the penetration resistance.
- a sheet was prepared in the same manner as in Example 21 except that the distance from the raw material resin supply section of the extruder to the screw tip was S, and the distance L to the plasticizer supply section was 0.05. And evaluated.
- a sheet was prepared in the same manner as in Example 21, except that the distance from the raw material resin supply part of the extruder to the screw tip was S, and the distance L to the plasticizer supply part was set to 0.08. And evaluated.
- a sheet was prepared in the same manner as in Example 2 except that the distance from the raw material resin supply section of the extruder to the screw tip was S, and the distance L to the plasticizer supply section was 0.3. Evaluation was performed.
- a sheet was prepared in the same manner as in Example 21 except that it was introduced at a rate of 0.05 L / h (0.1 l / h per 100 kg of raw material resin) during sheet preparation. And evaluated.
- Example 21 After replacing the raw material hopper with nitrogen, a sheet was prepared and evaluated in the same manner as in Example 21 except that it was introduced at a rate of 300 L / h (600 L / h per 100 kg of raw material resin) during sheet preparation. Went.
- Example 21 After replacing the nitrogen in the raw material hopper, a sheet was prepared in the same manner as in Example 21 except that it was introduced at a rate of 0.04 L / h (0.08 L / h per 100 kg of raw material resin) during sheet preparation. And evaluated.
- the sheet was manufactured and evaluated in the same manner as in Example 21 except that it was introduced at a rate of 400 L / h (800 L / h per 100 kg of raw material resin) during sheet preparation. Went.
- a sheet was prepared and evaluated in the same manner as in Example 21, except that the plasticizer supply rate to the extruder was 10 kg / h (20 kg / h per 100 kg / h of the raw resin supply). .
- Example 34 A sheet was prepared and evaluated in the same manner as in Example 21, except that the plasticizer supply rate to the extruder was 25 kg / h (50 kg / h per lOOkg / h of raw resin supply). .
- a sheet was prepared and evaluated in the same manner as in Example 21, except that the plasticizer supply rate to the extruder was 7 kg / h (14 kg / h per 100 kg / h of the raw resin supply). .
- a sheet was prepared and evaluated in the same manner as in Example 21 except that the plasticizer supply rate to the extruder was 27.5 kg / h (55 kg / h per 100 kg / h of raw resin supply).
- a sheet was prepared and evaluated in the same manner as in Example 21 except that the raw material resin was an ethylene acetate butyl copolymer and the plasticizer was di-2-ethylhexyl phthalate.
- acetaldehyde / butyraldehyde resin acetalized at a mass ratio of 50/50 (average degree of polymerization 1700, porosity 80%, glass transition A sheet was prepared and evaluated in the same manner as in Example 21 except that the temperature was 93 ° C and the degree of acetalization was 83.2 mass%.
- acetaldehyde / butyraldehyde resin acetalized at 30/70 mass ratio (average degree of polymerization 1700, porosity 78%, glass transition A sheet was prepared and evaluated in the same manner as in Example 21 except that the temperature was 97 ° C and the degree of acetalization was 83.5 mass%.
- a sheet was prepared and evaluated in the same manner as in Example 21 except that the degree of acetalization of the raw resin polybutyral was 70% by mass.
- a sheet was prepared and evaluated in the same manner as in Example 21 except that the degree of acetalization of the raw resin polybutyral was 86% by mass.
- a sheet was prepared and evaluated in the same manner as in Example 21, except that the porosity of the raw resin polybutypetital was 58%. [Example 48]
- a sheet was prepared and evaluated in the same manner as in Example 21 except that the porosity of the raw resin polybutylar was 88%.
- a sheet was prepared and evaluated in the same manner as in Example 21 except that triethylene glycol 2-ethylbutyrate was used as a plasticizer.
- T die lip clearance T die opening thickness
- a sheet was prepared and evaluated in the same manner as in Example 21, except that the distance from the raw material resin supply part of the extruder to the screw tip was S, and the distance L to the plasticizer supply part was 0.03. Went.
- Table 4 summarizes the evaluation results of Examples 41 to 53, Comparative Example 21, and Comparative Example 22.
- Example 2;! To 24 also had a low blocking property. Furthermore, the laminated glass produced using these sheets had excellent anti-penetration properties with little coloring and foaming (Example 2;! To 24).
- Example 41 the raw material resin and its porosity and the degree of acetalization were examined, and in Example 49, the plasticizer was examined.
- Example 50 the opening thickness of the T-die was examined in Example 5;! -53 in terms of the diameter and surface roughness of the embossing roll.
- the polybulassal sheet obtained in the present invention has excellent adhesion to glass, easy adjustment of adhesion, low coloration, high transparency, and good penetration resistance even at high temperatures. It has excellent performance as an interlayer film for laminated glass.
- the laminated glass using the polybulucetal sheet obtained in the present invention is suitably used for automobiles, buildings, houses, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Joining Of Glass To Other Materials (AREA)
Description



Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008540898A JPWO2008050517A1 (ja) | 2006-10-23 | 2007-07-27 | ポリビニルアセタールシート及びその製造方法 |
| EP07791511A EP2083039A4 (en) | 2006-10-23 | 2007-07-27 | POLYVINYL ACETAL SHEET AND PROCESS FOR PRODUCING THE SAME |
| US12/446,824 US20100086788A1 (en) | 2006-10-23 | 2007-07-27 | Polyvinyl acetal sheet and process for production thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006287913 | 2006-10-23 | ||
| JP2006-287913 | 2006-10-23 | ||
| JP2007120466 | 2007-05-01 | ||
| JP2007-120466 | 2007-05-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2008050517A1 true WO2008050517A1 (fr) | 2008-05-02 |
Family
ID=39324328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2007/064817 Ceased WO2008050517A1 (fr) | 2006-10-23 | 2007-07-27 | Feuille d'acetal de polyvinyle et son procede de production |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20100086788A1 (ja) |
| EP (1) | EP2083039A4 (ja) |
| JP (1) | JPWO2008050517A1 (ja) |
| KR (1) | KR20090073178A (ja) |
| WO (1) | WO2008050517A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100778A (ja) * | 2008-10-27 | 2010-05-06 | Denki Kagaku Kogyo Kk | シート及びその製造方法 |
| JP2011225842A (ja) * | 2010-03-31 | 2011-11-10 | Sekisui Chem Co Ltd | ポリビニルアセタール樹脂粒子及びポリビニルアセタール樹脂粒子の製造方法 |
| US20130149503A1 (en) * | 2010-09-01 | 2013-06-13 | Satoru Yamamoto | Interlayer film for laminated glass, and laminated glass |
| JP2013526628A (ja) * | 2010-05-11 | 2013-06-24 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 部分構造3−t−ブチル−4−ヒドロキシ−5−メチルフェニルプロピオネートを有するフェノール系酸化防止剤を含有するPVBフィルム |
| JPWO2012014757A1 (ja) * | 2010-07-29 | 2013-09-12 | 株式会社クラレ | 熱可塑性重合体組成物および成形品 |
| JP2014095078A (ja) * | 2012-11-07 | 2014-05-22 | Kuraray Europe Gmbh | 選択された粘度を有するポリビニルアセタールの製造方法 |
| WO2016047752A1 (ja) * | 2014-09-26 | 2016-03-31 | 株式会社クラレ | ポリビニルブチラールの連続繊維からなる不織布及びその製造方法 |
| CN107266615A (zh) * | 2017-08-01 | 2017-10-20 | 荆州市九天化工科技有限公司 | 一种聚乙烯醇熟化预处理方法 |
| CN109053936A (zh) * | 2018-08-15 | 2018-12-21 | 吉林吉诺树脂科技有限公司 | 一种聚乙烯醇缩丁醛树脂的制备方法 |
| JP2018203927A (ja) * | 2017-06-07 | 2018-12-27 | 積水化学工業株式会社 | ポリビニルアセタール樹脂、ポリビニルアセタール樹脂の製造方法及び合わせガラス用中間膜 |
| JP2019529591A (ja) * | 2016-07-19 | 2019-10-17 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | ポリビニル−コ−アセタールを含む可塑剤不含の薄膜 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2969141B1 (fr) * | 2010-12-20 | 2012-12-21 | Saint Gobain | Vitrage de securite |
| JP6132465B2 (ja) * | 2012-02-01 | 2017-05-24 | 三井化学東セロ株式会社 | 樹脂シート及びその製造方法、この樹脂シートからなる太陽電池封止用樹脂シート、並びに、この樹脂シートを用いた太陽電池モジュール |
| US20160214352A1 (en) * | 2013-09-30 | 2016-07-28 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, and laminated glass |
| FR3040704B1 (fr) * | 2015-09-03 | 2021-09-10 | Centre Nat Rech Scient | Procede et dispositif de demontage de systemes multicouches comprenant au moins un composant organique |
| US10668691B2 (en) | 2016-06-21 | 2020-06-02 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
| US10737470B2 (en) | 2016-06-21 | 2020-08-11 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
| US10926516B2 (en) | 2016-06-21 | 2021-02-23 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
| US10611906B2 (en) | 2016-06-21 | 2020-04-07 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
| US10589495B2 (en) | 2016-06-21 | 2020-03-17 | Solutia Inc. | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance |
| MX2019000368A (es) * | 2016-07-20 | 2019-05-23 | Sekisui Chemical Co Ltd | Objeto de poli(vinil acetal) poroso y tela de poli(vinil acetal) no tejida. |
| CN112771101B (zh) * | 2018-09-26 | 2023-06-02 | 可乐丽欧洲有限责任公司 | 聚乙烯醇缩醛树脂薄膜和包含其的层叠体 |
| WO2021010412A1 (ja) * | 2019-07-17 | 2021-01-21 | 株式会社クラレ | 水溶性フィルムおよび包装体 |
| CN110804119B (zh) * | 2019-12-09 | 2022-12-02 | 怀化学院 | 改性聚乙烯醇及其制备方法和应用 |
| US20230079477A1 (en) * | 2021-11-01 | 2023-03-16 | Exxonmobil Chemical Patents Inc. | Methods for optimized extruder startup |
| TWI891589B (zh) * | 2024-12-23 | 2025-07-21 | 長春石油化學股份有限公司 | 聚乙烯醇縮醛樹脂、包含其之夾層玻璃用中間膜及其製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH051108A (ja) * | 1991-06-26 | 1993-01-08 | Sekisui Chem Co Ltd | ポリビニルアセタール樹脂の製造方法 |
| JPH11349769A (ja) | 1998-06-05 | 1999-12-21 | Denki Kagaku Kogyo Kk | ポリビニルアセタール組成物及び合わせガラス用中間膜 |
| JP2000001514A (ja) | 1998-06-12 | 2000-01-07 | Denki Kagaku Kogyo Kk | ポリビニルアセタール樹脂の製造方法、ポリビニルアセタール樹脂および合わせガラス用中間膜 |
| WO2003066690A1 (en) * | 2002-02-07 | 2003-08-14 | Denki Kagaku Kogyo Kabushiki Kaisha | Polyvinylacetal resin and process for producing the same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB771158A (en) * | 1954-08-10 | 1957-03-27 | Du Pont | Aqueous condensation process for the preparation of polyvinyl acetal resins |
| US5137954A (en) * | 1991-09-30 | 1992-08-11 | Monsanto Company | Polyvinyl butyral sheet |
| US6559212B1 (en) * | 1995-12-29 | 2003-05-06 | Monsanto Company | Plasticized polyvinyl butyral and sheet |
| US5728472A (en) * | 1996-11-14 | 1998-03-17 | Monsanto Company | Control of adhesion of polyvinyl butyral sheet to glass |
-
2007
- 2007-07-27 JP JP2008540898A patent/JPWO2008050517A1/ja not_active Ceased
- 2007-07-27 KR KR1020097008017A patent/KR20090073178A/ko not_active Withdrawn
- 2007-07-27 WO PCT/JP2007/064817 patent/WO2008050517A1/ja not_active Ceased
- 2007-07-27 US US12/446,824 patent/US20100086788A1/en not_active Abandoned
- 2007-07-27 EP EP07791511A patent/EP2083039A4/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH051108A (ja) * | 1991-06-26 | 1993-01-08 | Sekisui Chem Co Ltd | ポリビニルアセタール樹脂の製造方法 |
| JPH11349769A (ja) | 1998-06-05 | 1999-12-21 | Denki Kagaku Kogyo Kk | ポリビニルアセタール組成物及び合わせガラス用中間膜 |
| JP2000001514A (ja) | 1998-06-12 | 2000-01-07 | Denki Kagaku Kogyo Kk | ポリビニルアセタール樹脂の製造方法、ポリビニルアセタール樹脂および合わせガラス用中間膜 |
| WO2003066690A1 (en) * | 2002-02-07 | 2003-08-14 | Denki Kagaku Kogyo Kabushiki Kaisha | Polyvinylacetal resin and process for producing the same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2083039A4 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100778A (ja) * | 2008-10-27 | 2010-05-06 | Denki Kagaku Kogyo Kk | シート及びその製造方法 |
| JP2011225842A (ja) * | 2010-03-31 | 2011-11-10 | Sekisui Chem Co Ltd | ポリビニルアセタール樹脂粒子及びポリビニルアセタール樹脂粒子の製造方法 |
| JP2013526628A (ja) * | 2010-05-11 | 2013-06-24 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 部分構造3−t−ブチル−4−ヒドロキシ−5−メチルフェニルプロピオネートを有するフェノール系酸化防止剤を含有するPVBフィルム |
| KR101799131B1 (ko) | 2010-07-29 | 2017-11-17 | 주식회사 쿠라레 | 열가소성 중합체 조성물 및 성형품 |
| JPWO2012014757A1 (ja) * | 2010-07-29 | 2013-09-12 | 株式会社クラレ | 熱可塑性重合体組成物および成形品 |
| US20130149503A1 (en) * | 2010-09-01 | 2013-06-13 | Satoru Yamamoto | Interlayer film for laminated glass, and laminated glass |
| JP2014095078A (ja) * | 2012-11-07 | 2014-05-22 | Kuraray Europe Gmbh | 選択された粘度を有するポリビニルアセタールの製造方法 |
| WO2016047752A1 (ja) * | 2014-09-26 | 2016-03-31 | 株式会社クラレ | ポリビニルブチラールの連続繊維からなる不織布及びその製造方法 |
| CN107109742A (zh) * | 2014-09-26 | 2017-08-29 | 株式会社可乐丽 | 由聚乙烯醇缩丁醛的连续纤维形成的无纺布及其制造方法 |
| CN107109742B (zh) * | 2014-09-26 | 2019-07-12 | 株式会社可乐丽 | 由聚乙烯醇缩丁醛的连续纤维形成的无纺布及其制造方法 |
| JP2019529591A (ja) * | 2016-07-19 | 2019-10-17 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | ポリビニル−コ−アセタールを含む可塑剤不含の薄膜 |
| JP2018203927A (ja) * | 2017-06-07 | 2018-12-27 | 積水化学工業株式会社 | ポリビニルアセタール樹脂、ポリビニルアセタール樹脂の製造方法及び合わせガラス用中間膜 |
| CN107266615A (zh) * | 2017-08-01 | 2017-10-20 | 荆州市九天化工科技有限公司 | 一种聚乙烯醇熟化预处理方法 |
| CN109053936A (zh) * | 2018-08-15 | 2018-12-21 | 吉林吉诺树脂科技有限公司 | 一种聚乙烯醇缩丁醛树脂的制备方法 |
| CN109053936B (zh) * | 2018-08-15 | 2020-07-07 | 吉林吉诺树脂科技有限公司 | 一种聚乙烯醇缩丁醛树脂的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2008050517A1 (ja) | 2010-02-25 |
| US20100086788A1 (en) | 2010-04-08 |
| EP2083039A1 (en) | 2009-07-29 |
| KR20090073178A (ko) | 2009-07-02 |
| EP2083039A4 (en) | 2010-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2008050517A1 (fr) | Feuille d'acetal de polyvinyle et son procede de production | |
| KR101375204B1 (ko) | 폴리비닐아세탈계 수지 필름 및 그것을 이용한 다층 구조체 | |
| KR101492549B1 (ko) | 폴리비닐아세탈 필름 및 그의 용도 | |
| JP5909811B2 (ja) | 変性エチレン−ビニルアルコール共重合体及び多層構造体 | |
| TWI519558B (zh) | Thermosetting Polyethylene acetal resin | |
| JP6554702B2 (ja) | エチレン−ビニルアルコール共重合体樹脂組成物及びその製造方法 | |
| JP6029143B2 (ja) | 変性エチレン−ビニルアルコール共重合体及びその製造方法 | |
| TWI464058B (zh) | Laminates | |
| JP2019182947A (ja) | 樹脂組成物及びその用途 | |
| EP3950628A1 (en) | Modified vinyl acetal resin for laminated glass interlayer film | |
| CN101528819A (zh) | 聚乙烯醇缩醛片及其制造方法 | |
| AU2003286997A1 (en) | Low-color pvb sheet and a process for making same | |
| EP4092003B1 (en) | Resin composition, resin sheet, and laminated glass | |
| TW562813B (en) | Process for producing saponified ethylene-vinyl acetate copolymer | |
| JP5971173B2 (ja) | 熱収縮フィルム | |
| JP5979996B2 (ja) | 多層延伸フィルムの製造方法 | |
| JP2008280480A (ja) | ポリビニルアセタールシートおよびその用途 | |
| JP2009161584A (ja) | ポリ酢酸ビニルを含有するポリビニルアセタール組成物、該ポリビニルアセタール組成物からなるポリビニルアセタールシート及び前記ポリビニルアセタール組成物からなる合わせガラス用中間膜 | |
| JP7668267B2 (ja) | 多層構造体、その製造方法、有害物質拡散防止用シート、ランドフィルジオメンブレン及び多層パイプ | |
| JP2006123532A (ja) | 多層パイプ | |
| EP4606825A1 (en) | Acetalization product of ethylenevinyl alcohol copolymer, composition containing said acetalization product, and barrier material | |
| JP5971174B2 (ja) | 燃料容器 | |
| WO2025142933A1 (ja) | α-オレフィン変性ポリビニルアセタール樹脂組成物、合わせガラス用中間膜及び合わせガラス | |
| CN117178009A (zh) | 乙烯乙烯醇共聚物的缩醛化物的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200780039000.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 07791511 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008540898 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007791511 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020097008017 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |