WO2008084749A1 - 被削性と強度特性に優れた機械構造用鋼 - Google Patents
被削性と強度特性に優れた機械構造用鋼 Download PDFInfo
- Publication number
- WO2008084749A1 WO2008084749A1 PCT/JP2007/075350 JP2007075350W WO2008084749A1 WO 2008084749 A1 WO2008084749 A1 WO 2008084749A1 JP 2007075350 W JP2007075350 W JP 2007075350W WO 2008084749 A1 WO2008084749 A1 WO 2008084749A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- machinability
- content
- less
- effect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/28—Normalising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a machine structural steel to which cutting is performed, and in particular, from a cutting process at a relatively low speed range by a high-speed drill to a super steel coating.
- solute V solute V
- solute Nb solute A 1
- solute N is contained in an amount of 0.001% or more. Therefore, steel for machine structural use has been proposed in which a nitride generated by cutting heat during cutting adheres to the tool and functions as a tool protection film, thereby extending the life of the cutting tool (JP 2004-107787 A). No. publication).
- the conventional techniques described above have the following problems. That is, the steel described in Japanese Patent Application Laid-Open No. 2004-107787 is presumed that the above-mentioned phenomenon does not occur unless the amount of heat generated by cutting exceeds a certain level. For this reason, there is a problem that the cutting speed at which the effect is exerted is limited to high speed cutting to some extent, and the effect in the low speed region cannot be expected. In the steel described in Japanese Patent No. 3706560, no consideration is given to the strength characteristics. In addition, the steel described in Japanese Patent No. 3706560 has no consideration for cutting tool life and yield ratio. There is a problem that a sufficient strength characteristic cannot be obtained.
- the present invention has been devised in view of the above-mentioned problems, and is a machine structural steel having good machinability in a wide cutting speed region and having both high impact characteristics and a high yield ratio.
- the steel for machine structural use having excellent machinability and strength characteristics according to the present invention is provided by mass%, C: 0.1 to 0.85%, Si: 0.01 to 1.5%, Mn: 0.05 to 2.0%.
- the solid solution N is limited to 0.0020% or less, and the balance is composed of Fe and inevitable impurities.
- the steel for machine structure may further contain Ca: 0.0003 to 0.0015% by mass.
- one or more elements selected from the group consisting of Ti: 0.001 to 0.1%, Nb: 0.005 to 0.2%, W: 0.01 to 1.0% and V: 0.01 to 1.0% in mass% May be contained.
- it may contain one or more elements selected from the group consisting of Mg: 0.0001 to 0.0040%, Zr: 0.0003 to 0.01%, and Rem: 0.0001 to 0.015% by mass%. .
- Sn 0.005 to 2.0%
- Zn 0.0005 to 0.5%
- B 0.0005 to 0.015%
- Te 0.0003 to 0.2%
- Bi 0.005 to 0.5%
- Pb 0.005 to 0.5%
- Sn 0.005 to 2.0%
- Zn 0.0005 to 0.5%
- B 0.0005 to 0.015%
- Te 0.0003 to 0.2%
- Bi 0.005 to 0.5%
- Pb 0.005 to 0.5%
- it may contain one or two elements selected from the group consisting of Cr: 0.01 to 2.0% and Mo: 0.01 to 1.0% by mass%. Furthermore, it may contain one or two elements selected from the group consisting of Ni: 0.05 to 2.0% and Cu: 0.01 to 2.0% by mass%.
- Fig. 1 is a diagram showing a cut-out portion of a specimen for a Charpy impact test. BEST MODE FOR CARRYING OUT THE INVENTION
- the component composition of the steel is A1 and other
- solid solution N which is harmful to machinability and impact properties, is kept low, and machinability is improved by high temperature embrittlement.
- Optimized solid solution Al and Matrix embrittlement effect Sb, and high temperature embrittlement effect and cracked crystal structure to improve machinability By securing an appropriate amount of A1N, from low speed to high speed With effective cutting performance over a wide range of cutting speeds, and by increasing the amount of A1 added, MnS (highly uniform dispersibility with less segregation at the flake stage than conventional A1-killed steel) (Type III MnS by SIMS classification) And many are those that the machine structural steel having both high impact properties, even by fine precipitation and solid solution A1 of A1N, is to obtain a high yield ratio.
- the steel for machine structure of the present invention is in mass%, C: 0.1 to 0.85%, S i: 0.01 to 1.5%, Mn: 0.05 to 2.0%, P: 0.005 to 0.2%, S: 0.001 to 0. 15%, total A1: more than 0.05% and less than 0.3%, Sb: less than 0.0150% (including 0%) and total N: 0.0035 to 0.020%, solid solution N: limited to less than 0.000020%,
- the balance is composed of Fe and inevitable impurities.
- C is an element that greatly affects the basic strength of steel. However, if the C content is less than 0.1%, sufficient strength cannot be obtained, and a larger amount of other alloy elements must be added. On the other hand, if the C content exceeds 0.85%, it will be close to prayer and a large amount of hard carbide will be precipitated, so the machinability will be significantly reduced. Therefore, in the present invention, in order to obtain sufficient strength, the C content is set to 0.1 to 0.85%. The preferred lower limit is 0.2%.
- Si is generally added as a deoxidizing element, it also has the effect of strengthening Ferai and imparting temper softening resistance.
- the Si content is less than 0.01%, a sufficient deoxidation effect cannot be obtained.
- the Si content exceeds 1.5%, material properties such as embrittlement deteriorate, and machinability also deteriorates. Therefore, the Si content is set to 0.01 to 1.5%.
- the preferred upper limit is 1.0%.
- Mn is an element necessary to fix and disperse sulfur (S) in steel as MnS and to dissolve it in the matrix to improve hardenability and ensure strength after quenching.
- S sulfur
- Mn content is less than 0.05%, S in the steel combines with Fe to become FeS, and the steel becomes brittle.
- Mn content increases, specifically, when the Mn content exceeds 2.0%, the hardness of the substrate increases and cold workability decreases, and the effects on strength and hardenability are saturated. To do. Therefore, the Mn content is 0.05-2.0%.
- P 0.005-0.2%
- P has the effect of improving machinability, but if the P content is less than 0.005%, the effect cannot be obtained.
- the P content increases, specifically, when the P content exceeds 0.2%, the hardness of the substrate increases in the steel, and not only cold workability but also hot workability and forging. The characteristics also deteriorate. Therefore, the P content is 0.005 to 0.2%.
- MnS has the effect of improving machinability, but in order to obtain the effect remarkably, it is necessary to add S 0.001% or more.
- S content exceeds 0.15%, the impact value of the steel is significantly reduced. Therefore, when improving machinability by adding S, the S content should be 0.001 to 0.15%.
- A1 has the effect of precipitating A1N, which is effective for grain size adjustment and machinability, and further becoming solid solution A1 to improve machinability. In order to sufficiently produce solid solution A1 effective for this machinability, it is necessary to add an amount exceeding 0.05%. A1 also affects the MnS crystal * precipitation form. Addition of more than 0.05% of A1 reduces the prayer at the flake stage compared to conventional A1-killed steel, and MnS with high uniform dispersibility (type III MnS by SIMS classification) Therefore, a mechanical structural steel having high impact characteristics can be obtained, and furthermore, a high yield ratio can be obtained by fine precipitation and solid solution A1 of A1N.
- the total A1 content exceeds 0.3%, the machinability starts to deteriorate. Therefore, the total A1 content is more than 0.05% and 0.3% or less.
- a preferred lower limit is 0.08%, and a more preferred lower limit is more than 0.1%.
- N In addition to solid solution N, N also exists as nitrides such as Ti, A1, or V, and suppresses the growth of austenite grains. However, if the total N content is less than 0.0035%, no significant effect can be obtained. On the other hand, if the total N content exceeds 0.020%, it will cause rolling defects in the rolling process. Therefore, the total N amount is 0.0035% to 0.020%.
- Solid solution N 0.0020% or less
- Solid solution N hardens the steel.
- dynamic strain aging hardens in the vicinity of the cutting edge, reducing the tool life, and in rolling, it causes rolling defects.
- the amount of solute N is large, specifically, when the amount of solute N exceeds 0.0020%, tool wear is promoted due to an increase in cutting resistance accompanying the increase in local hardness during cutting. Therefore, the amount of solute N is suppressed to 0.0020% or less. Thereby, tool friction can be improved.
- the amount of solute N is large, matrix embrittlement is caused and impact properties are deteriorated. However, if the amount of solute N is controlled to 0.0020% or less, this matrix embrittlement can also be improved.
- the amount of solute N mentioned here is the value obtained by subtracting the amount of N contained in nitrides such as A1N, NbN, TiN and VN from the total amount of N.
- nitrides such as A1N, NbN, TiN and VN
- the inert gas melting and thermal conductivity method In addition to measuring the total N content, the NPE in the nitride was measured by the SPEED method, a potentiostatic electrolytic corrosion method using a non-aqueous solvent electrolyte, and the residue obtained by electrolytic extraction using a 0.1 ⁇ m filter. It can be calculated by the following formula (1).
- (Solution N content) (Total N content) 1 (N content in nitride) ... (1)
- the solute N content can be kept low by the following method.
- the total N range is specified to be 0.020% or less, preferably 0.01% or less, and more preferably 0.006% or less.
- Ca is a deoxidizing element and generates oxides in steel.
- CaOAl 2 0 3 calcium aluminate
- A1 2 0 3 Since it is a low melting point oxide, it becomes a tool protection film during high-speed cutting, and has the effect of improving machinability.
- the Ca content is If it is less than 0.0003%, this machinability improvement effect cannot be obtained, and if the Ca content exceeds 0.0015%, CaS is generated in the steel, and on the contrary, the machinability decreases. Therefore, when adding Ca, the content is made 0.0003 to 0.0015%.
- Ti: 0.001 to 0.1%, 0.005 to 0.2%, W May contain one or more elements selected from the group consisting of: 0.01 to 0% and V: 0.01 to 1.0%. Ti: 0.001 to 0.1%
- Ti is an element that forms carbonitrides and contributes to the suppression and strengthening of austenite grain growth. Steel that requires high strength and steel that requires low strain is used to prevent coarse grains. It is used as a sizing element. Ti is also a deoxidizing element, and has the effect of improving machinability by forming a soft oxide. However, when the soot content is less than 0.001%, the effect is not recognized, and when the Ti content exceeds 0.1%, undissolved coarse carbonitride that causes hot cracking is precipitated. On the other hand, the mechanical properties are impaired. Therefore, if Ti is added, its content should be 0.001 to 0.1%.
- Nb also forms carbonitrides and is an element that contributes to strengthening steel by secondary precipitation hardening and suppressing and strengthening the growth of austenite grains.
- Steel that requires high strength and steel that requires low strain Is used as a sizing element to prevent coarse grains.
- Nb content is less than 0.005%, the effect of increasing the strength cannot be obtained, and when Nb is added exceeding 0.2%, undissolved coarse carbonitride that causes time cracking is not obtained. It precipitates and on the other hand mechanical properties are impaired. Therefore, when Nb is added, its content is made 0.005 to 0.2%. W: 0.01 to 1.0%
- w is also an element that forms carbonitrides and can strengthen steel by secondary precipitation hardening.
- the W content is less than 0.01%, the effect of increasing the strength cannot be obtained, and if W is added in excess of 1.0%,
- V is also an element that forms carbonitride and can strengthen the steel by secondary precipitation hardening, and is added as appropriate to steels that require high strength. However, if the V content is less than 0.01%, the effect of increasing the strength cannot be obtained, and if V is added in excess of 1.0%, undissolved coarse coal that causes hot cracking. Nitrides are deposited and the mechanical properties are impaired.
- Mg is a deoxidizing element and produces oxides in steel.
- a 1 2 0 3 harmful to machinability is modified to MgO or A 1 2 0 3 ⁇ MgO that is relatively soft and finely dispersed.
- the oxide tends to become the core of MnS and has the effect of finely dispersing MnS.
- Mg forms a composite sulfide with MnS and spheroidizes MnS.
- Zr is a deoxidizing element and produces oxides in steel.
- the oxide is thought to be Zr 0 2 , but since this Zr0 2 becomes a precipitation nucleus of MnS, it has the effect of increasing the precipitation site of MnS and uniformly dispersing MnS.
- Zr also forms a composite sulfide in solid solution in MnS, lowers its deformability, and has the function of suppressing the elongation of the MnS shape during rolling and hot forging.
- Zr is an effective element for reducing anisotropy. However, when the Zr content is less than 0.0003%, no significant effect is obtained for these.
- Rem (rare earth element) is a deoxidizing element, which generates a low melting point oxide, which not only suppresses nozzle clogging during fabrication, but also dissolves or bonds with MnS, lowering its deformability, reducing rolling and heat It also has the function of suppressing the elongation of the MnS shape during cold forging.
- Rem is an effective element for reducing anisotropy.
- the total amount of Rem is less than 0.0001%, the effect is not significant, and when Rem is added in excess of 0.015%, a large amount of Rem sulfide is generated, and the machinability deteriorates. . Therefore, if Rem is added, its content should be 0.0001 to 0.015%.
- Sn has the effect of making the ferritic brittle and extending the tool life and improving the surface roughness.
- the Sn content is less than 0.005%, the effect is not recognized, and even if Sn is added in excess of 2.0%, the effect is saturated. Therefore, when adding Sn, the content is made 0.005 to 2.0%.
- Zn has the effect of making the ferritic brittle and extending the tool life and improving the surface roughness.
- the Zn content is less than 0.0005%, the effect is not observed, and even if Zn is added in excess of 0.5%, the effect is saturated. Therefore, when adding Zn, the content is made 0,0005 to 0.5%.
- B is effective in grain boundary strengthening and hardenability when dissolved, and is effective in machinability because it precipitates as BN when precipitated. These effects are not significant when the B content is less than 0.0005%. On the other hand, even if B is added in an amount exceeding 0.015%, the effect is saturated and too much BN is precipitated, so that the mechanical properties of the steel are impaired. Therefore, when adding B, the content is made 0.0005 to 0.015%. Te: 0.0003-0.2%
- Te is a machinability improving element. In addition, it produces MnTe and coexists with MnS, thereby reducing the deformability of MnS and suppressing the extension of the MnS shape. Thus, Te is an effective element for reducing anisotropy. However, when the Te content is less than 0.0003%, these effects are not recognized, and when the Te content exceeds 0.2%, the effects are saturated. In addition, the hot ductility is reduced and it is easy to cause wrinkles. Therefore
- the content should be 0.0003-0.2%.
- Bi is a machinability improving element.
- the content is made 0.005 to 0.5%.
- Pb is a machinability improving element.
- the effect is not recognized.Addition of Pb exceeding 0.5% not only saturates the machinability improvement effect but also reduces the hot ductility. It tends to cause wrinkles. Therefore, when adding Pb, the content is made 0.005 to 0.5%.
- Cr 0.01 to 2.0%
- Mo 0.05 to 0% of 1 type or 2 types may be added.
- Cr is an element that improves hardenability and imparts temper softening resistance, and is added to steels that require high strength.
- the Cr content is less than 0.01%, these effects cannot be obtained, and when a large amount of Cr is added, specifically, when the Cr content exceeds 2.0%, Cr carbide is generated. Steel becomes brittle. Therefore, when adding Cr, the content is made 0.01 to 2.0%.
- Mo imparts temper softening resistance and improves hardenability It is an element and is added to steels that require high strength. However,
- Ni 0.05 to 2.0% and Cu: 0.01 to 2.0% are added. can do.
- Ni is an element that strengthens ferrite and improves ductility, and is effective in improving hardenability and corrosion resistance.
- the Ni content is less than 0.05%, the effect is not recognized, and even if Ni is added in excess of 2.0%, the effect is saturated in terms of mechanical properties and machinability is reduced. . Therefore, if Ni is added, its content should be 0.05-2.0%.
- Cu is an element that strengthens ferrite and is effective in improving hardenability and improving corrosion resistance.
- the Cu content is less than 0.01%, the effect is not recognized, and even if Cu is added over 2.0%, the effect is saturated in terms of mechanical properties. Therefore, if Cu is added, its content should be 0.01-2.0%.
- Cu is particularly preferable to be added at the same time as Ni because it lowers hot ductility and tends to cause defects during rolling.
- the machinability and impact characteristics can be improved as compared with the conventional machine structural steel.
- appropriate amounts of solid solution Al, Sb, and A1N which have an effect of improving machinability, are secured, so a wide range of cutting speeds from low speed to high speed can be achieved. against Effective cutting performance.
- a high yield ratio can be obtained by this fine precipitation and solid solution A1N.
- the content of elements that affect the precipitation of MnS is optimized and the amount of MnS with high uniform dispersibility is increased, the impact characteristics are also excellent.
- Machine structural steels with excellent machinability and strength properties according to the present invention are hot-forged at 1200 ° C or higher for a billet having the above-mentioned steel composition, then forged into a cylindrical shape and then solutionized at 1100 or higher. It can be manufactured by heat treatment and then heat treatment such as normalization and carburization. In particular, for steels containing A1N nitride, the solution is maintained for a long time at 1100 ° C or higher after solution heat treatment at 0.8 hours or longer, preferably 1 hour or longer, more preferably 1.2 hours or longer. A machine structural steel in which N is significantly reduced can be obtained.
- Fig. 1 is a diagram showing the cut-out part of a specimen for Charpy impact test.
- Charbi impact test first, as shown in FIG. 1, from each steel material 1 heat-treated under the same method and conditions as the above-described machinability test, Cylinder 2 having a diameter of 25 min was cut out so that the shaft was perpendicular to the forging direction of steel 1.
- each columnar material 2 was held for 1 hour under a temperature condition of 850 ° C, and for Comparative Examples No. 49 and No. 50, 0.5 hours were held, and then oil quenching was performed to cool to 60 ° C. Further, tempering was carried out by holding for 30 minutes at a temperature of 550 ° C. and then cooling with water.
- each cylindrical member 2 was machined to produce a Charbi test piece 3 specified in JIS Z 2202, and a Charpy impact test at room temperature was carried out by the method specified in JIS Z 2242. .
- the evaluation index it was adopted absorbed energy per unit area (J / CD1 2).
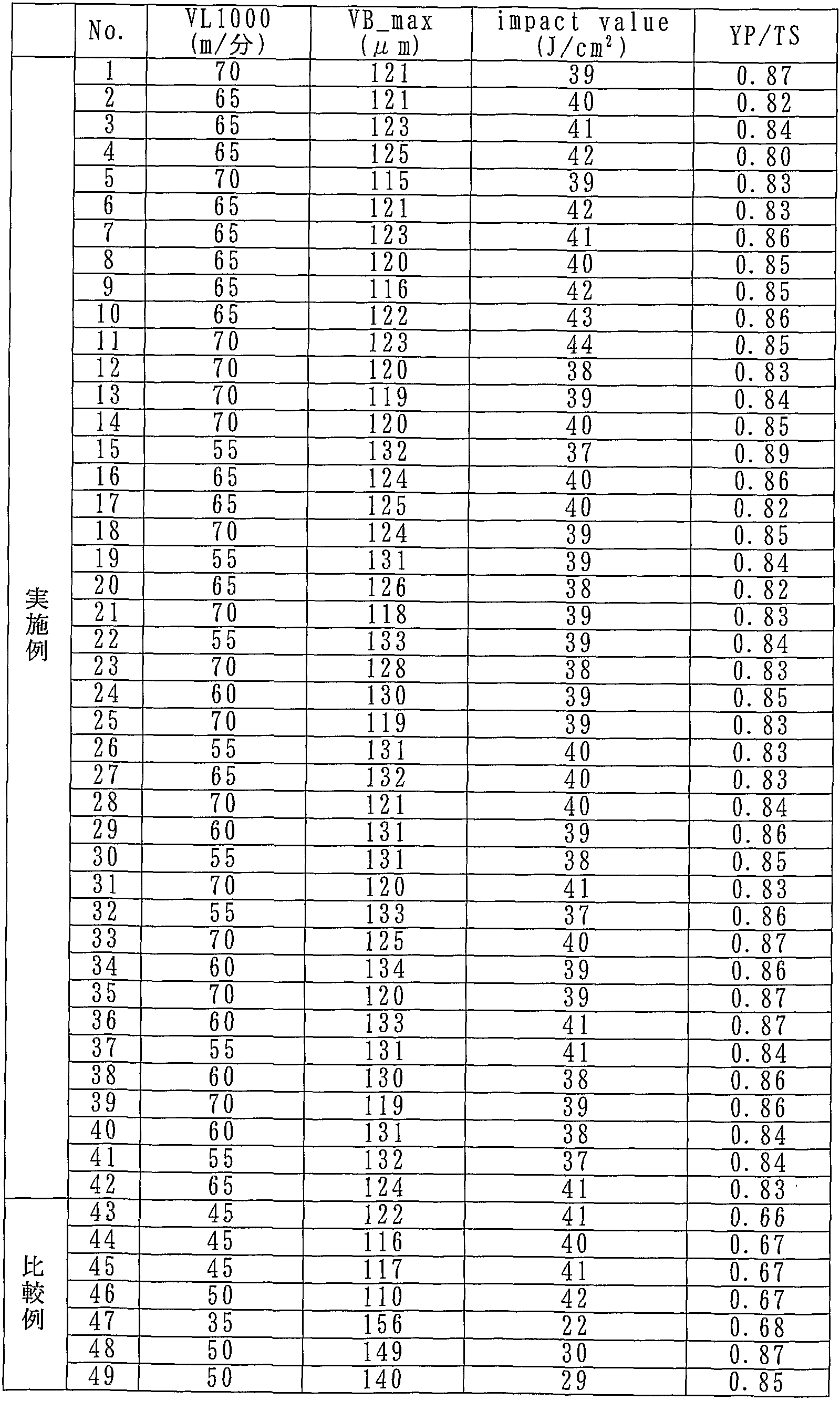
- the steel materials No. 1 to No. 42 shown in Table 1, Table 2 and Table 5 are examples of the present invention, and the steel materials No. 43 to No. 51 shown in Table 2 and Table 6 are comparative examples of the present invention. It is. As shown in Table 5 and Table 6, in the steel materials of Examples No. 1 to No. 42, in all of the evaluation indices VL1000, VB_max, Impact Value (absorbed energy 1) and YP / TS (yield ratio). Although it showed good values, the steel material of the comparative example was inferior to the steel material of the example in at least one of these characteristics. Specifically, the steels of Comparative Examples No.
- VL1000 and yield ratio (YP / TS), which are evaluation indices for machinability, are implemented. It is inferior to the example steel.
- the amount of solute N exceeds the range of the present invention, and it is cut more than the steel material of the example.
- the properties (VL1000, VB_max), impact value (Im pact value), and yield ratio (YS / TS) were poor.
- Comparative Example No. 48 had a total A1 content exceeding the range of the present invention, the hardness increased and the machinability (VL1000, VB max. 1) was inferior.
- Comparative Examples No. 49 and No. 50 are more susceptible to precipitation of A1N than the steels of the examples, and the temperature holding time at 850 ° C. is short, so the amount of solute N is within the scope of the present invention.
- the machinability (VL1000, VB_max) and impact value (Impact Value) were inferior to the steel materials of the examples. Since the steel materials of Comparative Examples No. 5 l to No. 54 have Sb contents exceeding the range of the present invention, the impact value (Impact Value) was inferior to the steel materials of the examples.
- FIG. 1 is a view showing a cut-out portion of a specimen for a Charpy impact test.
- Charpy impact test first, as shown in FIG. A cylindrical material 2 having a diameter of 25 mm was cut from each steel material 1 heat-treated in the same manner and under the same machinability test, with the central axis perpendicular to the forging direction of steel material 1.
- each cylindrical member 2 was held for 1 hour under a temperature condition of 850 ° C., and Comparative Examples No. 48, No. 49, No. 97 to No. 101 were held for 0.5 hour. Oil quenching was performed to cool to 0 ° C, and tempering was further performed by holding for 30 minutes at a temperature of 550 ° C and then water cooling.
- each cylindrical member 2 was machined to produce a Charpy test piece 3 specified in JIS Z ⁇ 02, and a Charpy impact test at room temperature was performed by the method specified in JIS Z 2242. .
- the absorbed energy per unit area (J Zcm 2 ) was adopted as an evaluation index.
- the No. 1 steel materials shown in Tables 7 and 11 are the examples of claim 1, and the No. 2 to No. 42 steel materials are the examples of claim 2.
- Nos. 52 to 93 shown in Table 8 and Table 12 are the embodiments of claim 1.
- the steel materials of Comparative Examples No. 43 to No. 49 satisfy the provisions of claim 2 with respect to the S content and Ca content, and the steel materials of Comparative Examples No. 94 to No. 101 contain S.
- the steel materials of Examples No. 1 to No. 42 and No. 52 to No. 93 are satisfied with respect to the amount and the Ca content.
- the steel materials of Comparative Examples No. 43 to No. 46 have a total M content that falls below the scope of the present invention, so the machinability (VL1000) and the yield ratio (YPZTS) are higher than those of the steel materials of the examples. Was also inferior.
- Comparative Example No. 48 and No. 49 steel materials are easier to deposit A1N than the steel materials of the examples. Since the temperature holding time at 850 ° C is short, the amount of solid solution N exceeds the range of the present invention.
- the machinability (VL1000, VB-max) and impact value (Impact Value) were inferior to the steel materials of the examples. Further, since the total A1 content of the steel materials of Comparative Examples No. 94 to No. 96 was below the range of the present invention, the machinability (VL1G00, VB-max) and the yield ratio (YPZTS) It was inferior to steel. Furthermore, in the steel materials of Comparative Examples No. 97 to No.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description










Claims
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR122013026772-7A BR122013026772B1 (pt) | 2006-12-25 | 2007-12-25 | Aço estrutural para máquinas |
| BRPI0710842-7A BRPI0710842B1 (pt) | 2006-12-25 | 2007-12-25 | aço estrutural para máquinas |
| AU2007342838A AU2007342838B2 (en) | 2006-12-25 | 2007-12-25 | Steel for machine structure excelling in machinability and strength property |
| CN2007800109591A CN101410541B (zh) | 2006-12-25 | 2007-12-25 | 可切削性和强度特性优异的机械结构用钢 |
| KR1020087021626A KR101162743B1 (ko) | 2006-12-25 | 2007-12-25 | 피삭성과 강도 특성이 우수한 기계 구조용 강 |
| US12/225,897 US20090274573A1 (en) | 2006-12-25 | 2007-12-25 | Machine Structural Steel Excellent in Machinability and Strength Properties |
| EP07860545.8A EP2060647B1 (en) | 2006-12-25 | 2007-12-25 | Steel for machine structure excelling in machinability and strength property |
| JP2008519751A JP4568362B2 (ja) | 2006-12-25 | 2007-12-25 | 被削性と強度特性に優れた機械構造用鋼 |
| US12/657,473 US20100124515A1 (en) | 2006-12-25 | 2010-01-20 | Machine structural steel excellent in machinability and strength properties |
| AU2010200638A AU2010200638B2 (en) | 2006-12-25 | 2010-02-19 | Machine structural steel excellent in machinability and strength properties |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006-347928 | 2006-12-25 | ||
| JP2006347928 | 2006-12-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/657,473 Continuation US20100124515A1 (en) | 2006-12-25 | 2010-01-20 | Machine structural steel excellent in machinability and strength properties |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2008084749A1 true WO2008084749A1 (ja) | 2008-07-17 |
Family
ID=39608640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2007/075350 Ceased WO2008084749A1 (ja) | 2006-12-25 | 2007-12-25 | 被削性と強度特性に優れた機械構造用鋼 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20090274573A1 (ja) |
| EP (1) | EP2060647B1 (ja) |
| JP (1) | JP4568362B2 (ja) |
| KR (2) | KR101162743B1 (ja) |
| CN (1) | CN101410541B (ja) |
| AU (2) | AU2007342838B2 (ja) |
| BR (2) | BRPI0710842B1 (ja) |
| WO (1) | WO2008084749A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057731A1 (ja) * | 2007-10-29 | 2009-05-07 | Nippon Steel Corporation | マルテンサイト型熱間鍛造用非調質鋼及び熱間鍛造非調質鋼部品 |
| JP2010209368A (ja) * | 2009-03-06 | 2010-09-24 | Jfe Steel Corp | 切削性とねじり疲労強度に優れた鋼材 |
| WO2011152206A1 (ja) * | 2010-05-31 | 2011-12-08 | 新日本製鐵株式会社 | 焼入れ用鋼材及びその製造方法 |
| US20120168035A1 (en) * | 2009-10-02 | 2012-07-05 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Steel for machine structural use, manufacturing method for same, case hardened steel component, and manufacturing method for same |
| US20120183431A1 (en) * | 2009-09-30 | 2012-07-19 | Jfe Steel Corporation | Structural steel material and steel structure with high corrosion resistance |
| CN107160120A (zh) * | 2017-05-13 | 2017-09-15 | 合肥鼎鑫模具有限公司 | 一种汽车覆盖件模具修边刃口的加工方法 |
| JP2018095906A (ja) * | 2016-12-12 | 2018-06-21 | 山陽特殊製鋼株式会社 | 加工性および鏡面性に優れたプラスチック成形金型用鋼 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5413926B2 (ja) * | 2010-08-18 | 2014-02-12 | 新日鉄住金マテリアルズ株式会社 | 半導体実装用半田ボール及び電子部材 |
| CN103562423B (zh) | 2011-05-25 | 2015-11-25 | 株式会社神户制钢所 | 滚动疲劳特性优异的钢材 |
| RU2502822C1 (ru) * | 2012-12-18 | 2013-12-27 | Юлия Алексеевна Щепочкина | Сталь |
| CN103233186A (zh) * | 2013-05-28 | 2013-08-07 | 滁州迪蒙德模具制造有限公司 | 压塑模具用钢及其生产方法 |
| CN103352180B (zh) * | 2013-06-23 | 2015-11-25 | 浙江浦宁不锈钢有限公司 | 一种碳合金的制造方法 |
| CN106536775B (zh) | 2014-07-03 | 2018-05-04 | 新日铁住金株式会社 | 机械结构用轧制棒钢及其制造方法 |
| US10266908B2 (en) | 2014-07-03 | 2019-04-23 | Nippon Steel & Sumitomo Metal Corporation | Rolled steel bar for machine structural use and method of producing the same |
| RU2561558C1 (ru) * | 2014-09-15 | 2015-08-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Южно-Уральский государственный университет" (национальный исследовательский университет) (ФГБОУ ВПО "ЮУрГУ" (НИУ)) | Легкообрабатываемая конструкционная хромомарганцевоникелевая сталь |
| RU2606825C1 (ru) * | 2015-06-24 | 2017-01-10 | Федеральное Государственное Унитарное Предприятие "Центральный Научно-Исследовательский Институт Конструкционных Материалов "Прометей" (Фгуп "Цнии Км "Прометей") | Высокопрочная износостойкая сталь для сельскохозяйственных машин (варианты) |
| CN105543702A (zh) * | 2015-12-28 | 2016-05-04 | 合肥中澜新材料科技有限公司 | 一种高强度合金汽车车门 |
| CN105838983A (zh) * | 2016-05-23 | 2016-08-10 | 安徽鑫宏机械有限公司 | 一种丁苯胶乳改性铸渗复合矿用破碎机耐磨锤头及其生产方法 |
| CN106048462A (zh) * | 2016-05-23 | 2016-10-26 | 安徽鑫宏机械有限公司 | 一种聚氨酯改性铸渗复合矿用破碎机耐磨锤头及其生产方法 |
| CN106086670A (zh) * | 2016-06-15 | 2016-11-09 | 成都高普石油工程技术有限公司 | 一种石油钻采用钻头的钢材 |
| US20180057915A1 (en) * | 2016-08-30 | 2018-03-01 | GM Global Technology Operations LLC | Steel alloys and cylinder liners thereof |
| CN106756557B (zh) * | 2016-12-26 | 2018-04-06 | 江苏华久辐条制造有限公司 | 一种高强度抗拉型冷轧带钢及其制备方法 |
| CN108396252B (zh) * | 2017-02-08 | 2020-01-07 | 鞍钢股份有限公司 | 一种390MPa级LP钢板及其生产方法 |
| CN108396245B (zh) * | 2017-02-08 | 2019-12-13 | 鞍钢股份有限公司 | 一种345MPa级LP钢板及其生产方法 |
| CN107254643A (zh) * | 2017-06-13 | 2017-10-17 | 合肥博创机械制造有限公司 | 一种船体用钢材及其制备方法 |
| CN107815614A (zh) * | 2017-10-29 | 2018-03-20 | 江苏鼎荣电气集团有限公司 | 一种抗拉型电缆桥架及其生产工艺 |
| US20210262050A1 (en) * | 2018-08-31 | 2021-08-26 | Höganäs Ab (Publ) | Modified high speed steel particle, powder metallurgy method using the same, and sintered part obtained therefrom |
| CN109457194B (zh) * | 2018-10-29 | 2020-07-28 | 包头钢铁(集团)有限责任公司 | 一种保淬透性易切削钢及其热处理方法 |
| CN110819900A (zh) * | 2019-11-19 | 2020-02-21 | 马鞍山钢铁股份有限公司 | 一种具有优良耐蚀性能的高强度弹性卡环用钢及其热处理方法 |
| CN113549830B (zh) * | 2021-07-16 | 2022-05-20 | 鞍钢股份有限公司 | 高表面硬度折弯性能优异的中碳球化索氏体工具钢及其生产方法 |
| CN113913704B (zh) * | 2021-12-13 | 2022-03-11 | 北京科技大学 | 碲-硫协同处理的铝脱氧钢及其制备方法和应用 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0741851A (ja) * | 1993-08-02 | 1995-02-10 | Kawasaki Steel Corp | 被削性, 冷間鍛造性および疲労強度特性に優れた機械構造用鋼の製造方法 |
| JPH07150293A (ja) * | 1993-11-26 | 1995-06-13 | Kawasaki Steel Corp | 黒鉛複合快削鋼 |
| JPH07188847A (ja) * | 1993-12-28 | 1995-07-25 | Kawasaki Steel Corp | 被削性に優れた機械構造用炭素鋼 |
| JPH07316718A (ja) * | 1994-05-24 | 1995-12-05 | Kawasaki Steel Corp | 熱処理生産性ならびに繰り返し応力負荷によるミクロ組織変化の遅延特性に優れた軸受部材 |
| JP2004107787A (ja) | 2002-07-25 | 2004-04-08 | Kobe Steel Ltd | 切削工具寿命に優れた機械構造用鋼およびその製法 |
| JP3706560B2 (ja) | 2000-08-30 | 2005-10-12 | 株式会社神戸製鋼所 | 切屑処理性および機械的特性に優れた機械構造用鋼 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3259487A (en) * | 1963-01-31 | 1966-07-05 | United States Steel Corp | High-strength wire rope |
| GB1342582A (en) * | 1970-03-20 | 1974-01-03 | British Steel Corp | Rail steel |
| US4929419A (en) * | 1988-03-16 | 1990-05-29 | Carpenter Technology Corporation | Heat, corrosion, and wear resistant steel alloy and article |
| DE68924062T2 (de) * | 1988-12-10 | 1996-03-28 | Kawasaki Steel Co | Herstellungsverfahren von kristallinen gegenständen mit gerichteter kristallorientierung. |
| US5776267A (en) * | 1995-10-27 | 1998-07-07 | Kabushiki Kaisha Kobe Seiko Sho | Spring steel with excellent resistance to hydrogen embrittlement and fatigue |
| JP3534166B2 (ja) * | 1998-05-12 | 2004-06-07 | 住友金属工業株式会社 | 被削性、耐粗粒化特性及びケースクラッシュに対する抵抗性に優れた機械構造用鋼 |
| KR100420304B1 (ko) * | 2000-08-30 | 2004-03-04 | 가부시키가이샤 고베 세이코쇼 | 절설(切屑)처리성 및 기계적 특성이 우수한 기계구조용강 |
| DE60132302T2 (de) * | 2000-12-14 | 2008-07-24 | Posco, Pohang | Tin- und zrn-ausscheidendes stahlblech für schweissstrukturen, hertsellungsverfahren dafür und diese verwendende schweissgefüge |
| JP3815354B2 (ja) * | 2002-03-25 | 2006-08-30 | Jfeスチール株式会社 | 高周波熱処理部の転動疲労特性および加工性に優れた軸受部材 |
| FR2848226B1 (fr) * | 2002-12-05 | 2006-06-09 | Ascometal Sa | Acier pour construction mecanique, procede de mise en forme a chaud d'une piece de cet acier, et piece ainsi obtenue |
| JP4057930B2 (ja) * | 2003-02-21 | 2008-03-05 | 新日本製鐵株式会社 | 冷間加工性に優れた機械構造用鋼及びその製造方法 |
-
2007
- 2007-12-25 BR BRPI0710842-7A patent/BRPI0710842B1/pt not_active IP Right Cessation
- 2007-12-25 KR KR1020087021626A patent/KR101162743B1/ko not_active Expired - Fee Related
- 2007-12-25 AU AU2007342838A patent/AU2007342838B2/en not_active Ceased
- 2007-12-25 WO PCT/JP2007/075350 patent/WO2008084749A1/ja not_active Ceased
- 2007-12-25 JP JP2008519751A patent/JP4568362B2/ja not_active Expired - Fee Related
- 2007-12-25 US US12/225,897 patent/US20090274573A1/en not_active Abandoned
- 2007-12-25 KR KR1020117027724A patent/KR20110133501A/ko not_active Withdrawn
- 2007-12-25 EP EP07860545.8A patent/EP2060647B1/en not_active Not-in-force
- 2007-12-25 CN CN2007800109591A patent/CN101410541B/zh not_active Expired - Fee Related
- 2007-12-25 BR BR122013026772-7A patent/BR122013026772B1/pt not_active IP Right Cessation
-
2010
- 2010-01-20 US US12/657,473 patent/US20100124515A1/en not_active Abandoned
- 2010-02-19 AU AU2010200638A patent/AU2010200638B2/en not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0741851A (ja) * | 1993-08-02 | 1995-02-10 | Kawasaki Steel Corp | 被削性, 冷間鍛造性および疲労強度特性に優れた機械構造用鋼の製造方法 |
| JPH07150293A (ja) * | 1993-11-26 | 1995-06-13 | Kawasaki Steel Corp | 黒鉛複合快削鋼 |
| JPH07188847A (ja) * | 1993-12-28 | 1995-07-25 | Kawasaki Steel Corp | 被削性に優れた機械構造用炭素鋼 |
| JPH07316718A (ja) * | 1994-05-24 | 1995-12-05 | Kawasaki Steel Corp | 熱処理生産性ならびに繰り返し応力負荷によるミクロ組織変化の遅延特性に優れた軸受部材 |
| JP3706560B2 (ja) | 2000-08-30 | 2005-10-12 | 株式会社神戸製鋼所 | 切屑処理性および機械的特性に優れた機械構造用鋼 |
| JP2004107787A (ja) | 2002-07-25 | 2004-04-08 | Kobe Steel Ltd | 切削工具寿命に優れた機械構造用鋼およびその製法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2060647A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057731A1 (ja) * | 2007-10-29 | 2009-05-07 | Nippon Steel Corporation | マルテンサイト型熱間鍛造用非調質鋼及び熱間鍛造非調質鋼部品 |
| US9376738B2 (en) | 2007-10-29 | 2016-06-28 | Nippon Steel & Sumitomo Metal Corporation | Hot forging use non-heat-treated steel and hot forged non-heat-treated steel part |
| US9487848B2 (en) | 2007-10-29 | 2016-11-08 | Nippon Steel & Sumitomo Metal Corporation | Hot forging use non-heat-treated steel and hot forged non-heat-treated steel part |
| JP2010209368A (ja) * | 2009-03-06 | 2010-09-24 | Jfe Steel Corp | 切削性とねじり疲労強度に優れた鋼材 |
| US20120183431A1 (en) * | 2009-09-30 | 2012-07-19 | Jfe Steel Corporation | Structural steel material and steel structure with high corrosion resistance |
| US20120168035A1 (en) * | 2009-10-02 | 2012-07-05 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Steel for machine structural use, manufacturing method for same, case hardened steel component, and manufacturing method for same |
| US9200357B2 (en) * | 2009-10-02 | 2015-12-01 | Kobe Steel, Ltd. | Steel for machine structural use, manufacturing method for same, case hardened steel component, and manufacturing method for same |
| WO2011152206A1 (ja) * | 2010-05-31 | 2011-12-08 | 新日本製鐵株式会社 | 焼入れ用鋼材及びその製造方法 |
| US8535459B2 (en) | 2010-05-31 | 2013-09-17 | Nippon Steel & Sumitomo Metal Corporation | Steel material for hardening |
| JP2018095906A (ja) * | 2016-12-12 | 2018-06-21 | 山陽特殊製鋼株式会社 | 加工性および鏡面性に優れたプラスチック成形金型用鋼 |
| CN107160120A (zh) * | 2017-05-13 | 2017-09-15 | 合肥鼎鑫模具有限公司 | 一种汽车覆盖件模具修边刃口的加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090274573A1 (en) | 2009-11-05 |
| KR20080102382A (ko) | 2008-11-25 |
| KR101162743B1 (ko) | 2012-07-05 |
| EP2060647A4 (en) | 2016-07-13 |
| AU2007342838A1 (en) | 2008-07-17 |
| AU2010200638B2 (en) | 2013-05-02 |
| AU2010200638A1 (en) | 2010-03-11 |
| AU2007342838B2 (en) | 2010-04-01 |
| JP4568362B2 (ja) | 2010-10-27 |
| CN101410541B (zh) | 2011-11-16 |
| BR122013026772B1 (pt) | 2018-01-09 |
| CN101410541A (zh) | 2009-04-15 |
| BRPI0710842A2 (pt) | 2011-08-23 |
| JPWO2008084749A1 (ja) | 2010-04-30 |
| US20100124515A1 (en) | 2010-05-20 |
| EP2060647A1 (en) | 2009-05-20 |
| BRPI0710842B1 (pt) | 2018-09-11 |
| KR20110133501A (ko) | 2011-12-12 |
| EP2060647B1 (en) | 2017-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2008084749A1 (ja) | 被削性と強度特性に優れた機械構造用鋼 | |
| JP4473928B2 (ja) | 被削性と衝撃値に優れた熱間加工鋼材 | |
| CN102741440B (zh) | 淬火用钢材及其制造方法 | |
| JP5079788B2 (ja) | マルテンサイト型熱間鍛造用非調質鋼及び熱間鍛造非調質鋼部品 | |
| JP5181619B2 (ja) | 被削性と焼入れ性に優れた焼入れ鋼材 | |
| JP4267260B2 (ja) | 被削性に優れた鋼 | |
| JP2009030160A (ja) | 被削性に優れた機械構造用鋼およびその製造方法 | |
| JP2008013788A (ja) | 被削性と強度特性に優れた機械構造用鋼 | |
| JP2000282172A (ja) | 被削性と靱性に優れた機械構造用鋼材及び機械構造部品 | |
| JP2017066460A (ja) | 時効硬化性鋼 | |
| JP2007107020A (ja) | 工具寿命に優れたbn快削鋼 | |
| JP5181621B2 (ja) | マルテンサイト型熱間鍛造用非調質鋼及び熱間鍛造非調質鋼部品 | |
| JP5318638B2 (ja) | 被削性に優れた機械構造用鋼 | |
| JP4148311B2 (ja) | 被削性に優れ、強度異方性の小さい鉛無添加の機械構造用鋼 | |
| JP3489655B2 (ja) | 高強度高靭性快削非調質鋼材 | |
| AU2013201137B2 (en) | Machine structural steel excellent in machinability and strength properties | |
| JP2002194483A (ja) | 機械構造用鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008519751 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007342838 Country of ref document: AU |
|
| REEP | Request for entry into the european phase |
Ref document number: 2007860545 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 7329/DELNP/2008 Country of ref document: IN Ref document number: 2007860545 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 07860545 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020087021626 Country of ref document: KR |
|
| ENP | Entry into the national phase |
Ref document number: 2007342838 Country of ref document: AU Date of ref document: 20071225 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200780010959.1 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12225897 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: PI0710842 Country of ref document: BR Kind code of ref document: A2 Effective date: 20081006 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020117027724 Country of ref document: KR |