WO2009004909A1 - 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 - Google Patents
加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2009004909A1 WO2009004909A1 PCT/JP2008/060805 JP2008060805W WO2009004909A1 WO 2009004909 A1 WO2009004909 A1 WO 2009004909A1 JP 2008060805 W JP2008060805 W JP 2008060805W WO 2009004909 A1 WO2009004909 A1 WO 2009004909A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- thick
- rolling
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- thick-walled heat ⁇ 3 ⁇ 4 refers to a thick layer of JtTO « i ⁇ less than w 6 ⁇ h iam. And »Meat heat ⁇ 3 ⁇ 4
- « ⁇ fW" such as « ⁇ fW '; thick, but even if it is raised, it will be at most: 54 (up to M ⁇ 3 ⁇ 4 ⁇ up to ⁇ ⁇ fee
- ⁇ ⁇ ⁇ 1 has only C: 0.10 to 0.37%, and Si, n, P, S, A1 (having 3 ⁇ 4E ⁇ , and B and N 14BZ10.8N:
- the steel contained is hot-rolled at 720 720 with the following, and BN of BN, which is a precipitate in the steel, is 0.1 m or more and force;
- Patent Document 2 includes C: 0.10 to 0.37%, and further includes an amount of Si, Mn, P, S, Al, and Ti, and B and N as shelves B amount: 0.0005% or more
- the steel contained was rolled by milling «72 (3 or less, and TiN as a precipitate in the steel was 0.06-0.30 ⁇ m in old austenite with a force of i1 ⁇ 2A ⁇ V3 ⁇ 4. Ife's 3 ⁇ 4 ⁇ method, which has a fineness of 2 to 25 / zm, is well-developed. It has excellent ISWSltt of A u3 ⁇ 4, and the heel of ⁇ by ⁇ A i ⁇ is small and can be difficult.
- ⁇ ⁇ [3 ⁇ 41, 2! 3 ⁇ 4 has a thin heat of 2.1 ⁇ 211 ⁇ Jtg3 ⁇ 43 ⁇ 4W, and the ⁇ ⁇ described in Patents ⁇ 1, 2 can be In the case of thick 3 ⁇ 4 »3 ⁇ 4 for thick wall standards such as: then the fineness will change in the heel direction and the wrinkle at the center of the direction will decrease, so In addition to being unable to obtain the heat of construction, there is a certain job that cannot be maintained as desired. In the case of thick heat ⁇ 3 ⁇ 4, if it is desired to obtain a desired fiber at the center of the cocoon, it becomes necessary to perform hot rolling.
- the present invention is profitable
- the purpose of this is to achieve high heat resistance and u ⁇ in addition to excellent workability at high 3 ⁇ 4 ⁇ and below, with the aim of reducing meat heat and u ⁇ .
- “Excellent” thick heat ⁇ 3 ⁇ 4 is usually
- the cochlea which is given thanks using the cocoon of the present invention is made to the above-mentioned normal water 3 ⁇ 4A L «ra (3 ⁇ 4 9303 ⁇ 4 force Dfi ⁇ ; 1 ⁇ 2A b—about 2 ( ⁇ «: ⁇ )!
- about 930 ° C force DffeRj ⁇ A is about 00 ⁇ 3 ⁇ 41 ⁇ 2.
- the present inventors have a thickness of 6 to 12 ⁇ and JtTOKJ?
- the present invention is based on the above-described findings, and further leaks. That is, the gist of the present invention is as follows.
- the pulling force is 40 to 6 fl P ⁇ elongation: 20% or more, the desired high boat and the power are excellent, and the Sff direction ⁇ 73 ⁇ 43 ⁇ 4g3 ⁇ 4 is 10
- the heat distribution in the heel direction can be reduced to 61-6 or more and 12 ⁇ or less, and the force can be stabilized stably.
- the present invention is also excellent in life after the fact, according to the heat ⁇ S of the present invention, after processing the heat into a desired shape, it is provided with It also has the effect of producing a thick-walled (M &) structure such as an automobile »W like a forehead in a stable manner. Best Mode for Invention
- the heat transfer of the present invention is intended to be used mainly for structural separation in automobiles, so that
- C forms f-daughter t ⁇ in copper and acts on ⁇ 3 ⁇ 43 ⁇ 4t
- o.io%: ⁇ ⁇ is required.
- m m o & strength: 4M3 ⁇ 4: ⁇ Lh
- 3 ⁇ 43 ⁇ 43 ⁇ 4 pull 3 ⁇ 4: 980MF3 ⁇ 4h. It will be difficult.
- a large amount exceeding 0.20% the presence of ⁇ is too high and the strength after W® becomes too high, and the workability decreases and the fiber decreases. Therefore, C is 0.1 0-0.20%. Limited to range
- Si 0.01 1 ⁇ 0% Si is an element that has the effect of causing the steel wrinkles (J) by solid solution strengthening (J). To obtain such an effect, it needs to contain 0.01% h. On the other hand, it exceeds 1.0%. A large amount causes unevenness called red scale on the surface, lowers the surface properties, lowers elongation, and lowers fatigue S. For this reason, Si is reduced to ®H of 0.01 to 1.0%. to, preferably 0.35% or less.
- Mn is an element that has the effect of increasing the amount of steel through solid solution strengthening and increasing the 3 ⁇ 4 ⁇ of copper through the improvement of ⁇ 1 ⁇ 2 ⁇ . To obtain such an effect, 0 ⁇ 5o / 0 Ji (Needs to be present. On the other hand, when the content exceeds 2.0%, wrinkles become noticeable, and it becomes difficult to gelatinize T-titic ferrite over wrinkles. , Mn is limited to a range of 0.5 to 20%, and preferably 1.0 to 2.0%.
- P increases the copper wrinkles by severe strengthening, but lowers the 3 ⁇ 4H4 quality of the wrinkles and significantly reduces the difficulty after the challenge. For this reason, in the present invention, ⁇ s ⁇ power s as much as possible is preferred, but the cost of the material increases. If it exceeds 0.03%, it will become prominent. Therefore, P is limited to 0.03% or less, and preferably 0.02% or less.
- S is a sulfur in copper, which reduces 3 ⁇ 4tt and lowers bending stress. Therefore, S is preferable as much as possible, but increases the cost of iS3 ⁇ 4 * ffls. In addition, if the content exceeds 0.01%, the following is markedly reduced. Therefore, in the present invention, S is 0.01% or less! However, it is preferably 0.005% or less.
- A1 acts as I3 ⁇ 4 ⁇ J. This effect is significant with 0.01% ⁇ , but inclusion over 0.1% reduces workability and also reduces 1 ⁇ 2 ⁇ properties. . Therefore, A1 is in the range of 0.01 to 0.1%, preferably 0.05% or less.
- N is 0.005% or less.
- Ti 0.01 ⁇ 0.15%
- Ti has a tendency to change the structure after hot rolling into W bititic ferrite, and also has a tendency to nitrify more than B, and is due to solute B; It is an element that acts on «. Such an effect is recognized by more than 0.01% ⁇ . However, if the content exceeds 0.15%, ⁇ i »t at the time of rolling is reduced, and the rolling load is increased. Reduces the fineness of cocoons. For this reason, Ti is limited to a range of 0.01 to 0.15%, and preferably 0.03 to 0.10%.
- B has the effect of marking the presence of polygonal ferrite and pearlite in the final temperature * after hot rolling, and further acts to improve the quality and time. 3 ⁇ 4 ⁇ 6nm h thick ⁇ age, this effect becomes remarkable with 0 ⁇ 0010% 3 ⁇ 4 ⁇ ( ⁇ Yes.
- the content exceeding 0.0050% increases the hot rolling. In addition to increasing the rolling load, it also causes bainite ⁇ after hot rolling, causing defects such as sheet fiJ b etc. Therefore, B is limited to the range of 0.0001 to 0.0050% ⁇ Note that the content is preferably 0.0015 to 0.0040%.
- the thick-walled heat of the present invention has the above-described f decay, and further has a willow fiber composed of a W bitic ferrite phase.
- “zama” refers to males with a 95% ⁇ tick ferrite phase.
- acicular ferrite and ash-like ferrite are also considered.
- bitic ferrite a polygonal ferrite phase, a norlite phase, a cementite phase, a nitrite phase, a manonsite phase and the like having a yield of 5% or less can be formed.
- W is made of W ferrite ferrite phase, and as a heat 3 ⁇ 4, the tensile strength: 4CMPa or more 6 (M3 ⁇ 4 or less, desired elongation: 20% or more (: 5 (high) It has excellent workability such as bending, and can be made into thick-walled heat that can be processed into a thick-walled W of a structure such as an automobile ⁇ . If the rate of bistic ferrite phase is reduced to less than 95%, the ⁇ H3 ⁇ 45 S of the yarn is reduced. As a result, there will be a chamfering, etc. at the cutting edge, and t3 ⁇ 4 accuracy will be reduced, and workability such as bending will be reduced.
- « ⁇ of IS material is not limited to [5%], and « ⁇ 3 ⁇ 4 of usual material can be suitably used.
- ⁇ ⁇ When the thickness of the thick heat below 13 ⁇ 4111 is less than 0 , the rolling reduction ratio in hot rolling is “H ⁇ 3 ⁇ 4 vf, rolling weaving is lost, and manonsite is produced at the time.” Therefore, from this point of view, it is preferable that the thickness be 12 nm or less.
- the force P 3 ⁇ 4 for hot rolling can be maintained as follows: ⁇ ⁇ JE »T force ⁇ t of rolling ⁇ t, it is not necessary to do anything, but it is 1000 to 1300 ° C, which is a normal key. Power to do S is preferable. When the force force exceeds i3cxm and becomes a high temperature, it crystallizes and the thermal force s decreases.
- Hot rolling is rolling with the end of ttlff rolling 820-88 ⁇ .
- the end of rolling of tfcJtff is 820 :!
- iLh By setting iLh, ferrite transformation is suppressed in the subsequent i process, and the ⁇ rate is 95% or more ( ⁇ T ticks. Tick ferrite ⁇ ⁇ ). If the rolling finish of ttJbff is less than 8203 ⁇ 4: ferrite transformation force will be generated later, and it will be difficult to make nitrite ferrite.
- the heat 3 ⁇ 4 is wound in a coil shape by the 3 ⁇ 43 ⁇ 4.
- 550 «causes a ⁇ nite phase and a kensite phase, making it impossible to form a double-tick ferrite paste.
- the temperature is higher than 650 ° C.
- the polygonal ferrite phase becomes a peritite phase, so that it becomes impossible to form a bi-tick ferrite, and it becomes impossible to secure a desired temperature, and the azimuth in the direction 4 decreases. For this reason,
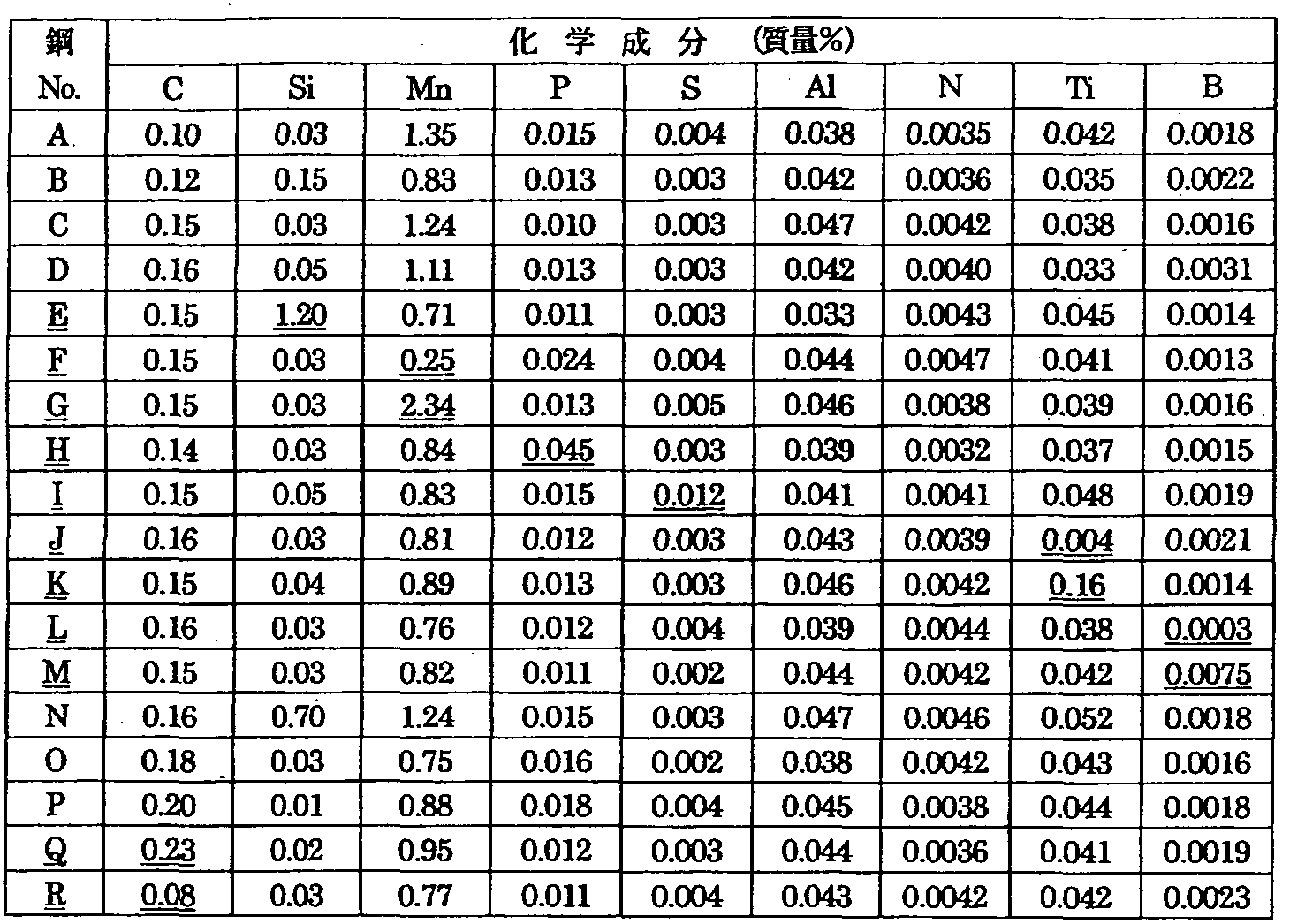
- Table lk ⁇ ⁇ slab with steel slabs was made in Table 2 ⁇ 3 ⁇ 4f «, then hot rolled with ⁇ • TtLhJi cattle in Table 2 and Table 2 ⁇ ; ⁇ 1" 3 ⁇ 4
- the structure is composed of two-tick ferrite phase that is uniform in direction and has a humility of 95% or more (it is a two-tick ferrite glue fan and is pulled: 0 F3 ⁇ 4 i3 ⁇ 4Jb, stretching: 20% or more, 3 ⁇ 4 ⁇ ⁇ ⁇ in W ⁇ direction is within 10% of average hardness (flat it) HVnean, «1? direction is excellent, force minimum bending ⁇ is 0.5 Excellent bending workability at less than t, excellent workability with high bow girl, fd?
- the thickness direction of the « difference AHV also show increased and direction Hitoshi H3 ⁇ 43 ⁇ 4 s lowered, Further, 1 »3 ⁇ 4 of ⁇ ,, 3 ⁇ 4S3 ⁇ 4 later is full of raffi * as described above, and 3 ⁇ 4A, 3 ⁇ 43 ⁇ 4 after ductility, ductility, or heat that is lacking Yes.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description


Claims
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08765546.0A EP2184373B1 (en) | 2007-06-29 | 2008-06-06 | Thick hot-rolled steel sheet having excellent processability and excellent strength/toughness after thermal treatment, and method for production of the steel sheet |
| CN2008800227658A CN101688276B (zh) | 2007-06-29 | 2008-06-06 | 加工性优良且热处理后的强度韧性优良的厚壁热轧钢板及其制造方法 |
| US12/666,705 US20100206439A1 (en) | 2007-06-29 | 2008-06-06 | High strength hot rolled thick steel sheet excellent in strength and toughness after heat treatment and method for manufacturing the same |
| KR1020097027185A KR101164470B1 (ko) | 2007-06-29 | 2008-06-06 | 가공성이 우수하며 또한 열처리 후의 강도 인성이 우수한 후육 열연 강판 및 그 제조 방법 |
| CA2691730A CA2691730C (en) | 2007-06-29 | 2008-06-06 | High strength hot rolled thick steel sheet excellent in strength and toughness after heat treatment and method for manufacturing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007-171898 | 2007-06-29 | ||
| JP2007171898A JP5040475B2 (ja) | 2007-06-29 | 2007-06-29 | 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009004909A1 true WO2009004909A1 (ja) | 2009-01-08 |
Family
ID=40225963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/060805 Ceased WO2009004909A1 (ja) | 2007-06-29 | 2008-06-06 | 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20100206439A1 (ja) |
| EP (1) | EP2184373B1 (ja) |
| JP (1) | JP5040475B2 (ja) |
| KR (1) | KR101164470B1 (ja) |
| CN (1) | CN101688276B (ja) |
| CA (1) | CA2691730C (ja) |
| WO (1) | WO2009004909A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102943206A (zh) * | 2012-12-09 | 2013-02-27 | 新余钢铁集团有限公司 | 一种降锰改善带状组织的高强度热轧钢带及其制造方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5194858B2 (ja) * | 2008-02-08 | 2013-05-08 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP5029749B2 (ja) | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5029748B2 (ja) * | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| CN102851583B (zh) * | 2011-06-28 | 2015-08-05 | 鞍钢股份有限公司 | X70级高耐冲蚀性热煨弯管用热轧平板及其生产方法 |
| JP5776377B2 (ja) * | 2011-06-30 | 2015-09-09 | Jfeスチール株式会社 | 耐サワー性に優れたラインパイプ用溶接鋼管向け高強度熱延鋼板およびその製造方法 |
| JP5742697B2 (ja) * | 2011-12-12 | 2015-07-01 | 新日鐵住金株式会社 | 強度と靭性のバランスに優れたホットスタンプ成形体及びその製造方法並びにホットスタンプ成形体用鋼板の製造方法 |
| EP2977481B1 (en) * | 2013-03-19 | 2019-10-16 | JFE Steel Corporation | High-strength hot rolled steel sheet having tensile strength of 780 mpa or more |
| CN111247256A (zh) * | 2017-10-31 | 2020-06-05 | 杰富意钢铁株式会社 | 厚钢板的制造设备和制造方法 |
| US10822034B2 (en) | 2017-11-07 | 2020-11-03 | Cnh Industrial America Llc | Plate steel constructed frame for self propelled sprayers |
| CN108130480A (zh) * | 2017-12-07 | 2018-06-08 | 安徽科汇钢结构工程有限公司 | 一种韧性高的热轧钢板 |
| JP7217274B2 (ja) * | 2018-06-29 | 2023-02-02 | 東洋鋼鈑株式会社 | 熱延鋼板、高強度冷延鋼板およびそれらの製造方法 |
| US12037667B2 (en) * | 2018-10-26 | 2024-07-16 | Posco Co., Ltd | High-strength steel having excellent resistance to sulfide stress cracking, and method for manufacturing same |
| DE102019201883A1 (de) * | 2019-02-13 | 2020-08-13 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines Stahlblechbauteils |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002309345A (ja) | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の衝撃特性に優れる薄鋼板およびその製造方法 |
| JP2002309344A (ja) | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の靭性に優れる薄鋼板およびその製造方法 |
| JP2005060796A (ja) * | 2003-08-18 | 2005-03-10 | Jfe Steel Kk | エアバッグボトル用高強度高靭性溶接鋼管およびその製造方法 |
| JP2005220415A (ja) * | 2004-02-06 | 2005-08-18 | Nisshin Steel Co Ltd | 焼入れままで優れた靭性を示すb添加低合金鋼の製造方法 |
| JP2008019453A (ja) * | 2006-07-10 | 2008-01-31 | Jfe Steel Kk | 加工性に優れ、かつ熱処理後の強度靭性に優れた熱延薄鋼板およびその製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4016740A (en) * | 1973-12-27 | 1977-04-12 | Nippon Steel Corporation | Method and an apparatus for the manufacture of a steel sheet |
| JPH09256103A (ja) * | 1996-03-15 | 1997-09-30 | Kobe Steel Ltd | 熱間成形後に低降伏比の鋼板部材が得られる熱延鋼板及びその熱延鋼板部材 |
| JP3385903B2 (ja) * | 1997-04-03 | 2003-03-10 | 日本鋼管株式会社 | プレス成形性に優れた高強度熱延鋼板の製造方法 |
| US6254698B1 (en) * | 1997-12-19 | 2001-07-03 | Exxonmobile Upstream Research Company | Ultra-high strength ausaged steels with excellent cryogenic temperature toughness and method of making thereof |
| JP4214330B2 (ja) * | 1998-11-17 | 2009-01-28 | 住友金属工業株式会社 | 成形性および焼入れ性にすぐれた鋼板とその製造方法 |
| TW558569B (en) * | 2000-02-23 | 2003-10-21 | Kawasaki Steel Co | High tensile hot-rolled steel sheet having excellent strain aging hardening properties and method for producing the same |
| JP5132019B2 (ja) * | 2001-02-16 | 2013-01-30 | Jfeスチール株式会社 | 溶接継手部靱性に優れた極低炭素鋼溶接継手の製造方法 |
| JP3869747B2 (ja) * | 2002-04-09 | 2007-01-17 | 新日本製鐵株式会社 | 変形性能に優れた高強度鋼板、高強度鋼管および製造方法 |
| JP4580157B2 (ja) * | 2003-09-05 | 2010-11-10 | 新日本製鐵株式会社 | Bh性と伸びフランジ性を兼ね備えた熱延鋼板およびその製造方法 |
| TWI290586B (en) * | 2003-09-24 | 2007-12-01 | Nippon Steel Corp | Hot rolled steel sheet and method of producing the same |
| JP4291711B2 (ja) * | 2004-03-03 | 2009-07-08 | 新日本製鐵株式会社 | 焼付け硬化性を有する高バーリング熱延鋼板およびその製造方法 |
| CN1273635C (zh) * | 2004-04-14 | 2006-09-06 | 武汉钢铁(集团)公司 | 冷成型高强度焊接结构钢的生产方法 |
| CN1296509C (zh) * | 2005-03-10 | 2007-01-24 | 武汉钢铁(集团)公司 | 高强度易焊接时效硬化钢及其生产方法 |
| JP4661306B2 (ja) * | 2005-03-29 | 2011-03-30 | Jfeスチール株式会社 | 超高強度熱延鋼板の製造方法 |
| JP4716332B2 (ja) * | 2006-12-21 | 2011-07-06 | 株式会社神戸製鋼所 | 伸びフランジ性及び表面性状に優れた熱延鋼板並びにその製造方法 |
| JP4941003B2 (ja) * | 2007-02-28 | 2012-05-30 | Jfeスチール株式会社 | ダイクエンチ用熱延鋼板およびその製造方法 |
-
2007
- 2007-06-29 JP JP2007171898A patent/JP5040475B2/ja active Active
-
2008
- 2008-06-06 CA CA2691730A patent/CA2691730C/en not_active Expired - Fee Related
- 2008-06-06 EP EP08765546.0A patent/EP2184373B1/en not_active Not-in-force
- 2008-06-06 US US12/666,705 patent/US20100206439A1/en not_active Abandoned
- 2008-06-06 CN CN2008800227658A patent/CN101688276B/zh not_active Expired - Fee Related
- 2008-06-06 KR KR1020097027185A patent/KR101164470B1/ko not_active Expired - Fee Related
- 2008-06-06 WO PCT/JP2008/060805 patent/WO2009004909A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002309345A (ja) | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の衝撃特性に優れる薄鋼板およびその製造方法 |
| JP2002309344A (ja) | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の靭性に優れる薄鋼板およびその製造方法 |
| JP2005060796A (ja) * | 2003-08-18 | 2005-03-10 | Jfe Steel Kk | エアバッグボトル用高強度高靭性溶接鋼管およびその製造方法 |
| JP2005220415A (ja) * | 2004-02-06 | 2005-08-18 | Nisshin Steel Co Ltd | 焼入れままで優れた靭性を示すb添加低合金鋼の製造方法 |
| JP2008019453A (ja) * | 2006-07-10 | 2008-01-31 | Jfe Steel Kk | 加工性に優れ、かつ熱処理後の強度靭性に優れた熱延薄鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2184373A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102943206A (zh) * | 2012-12-09 | 2013-02-27 | 新余钢铁集团有限公司 | 一种降锰改善带状组织的高强度热轧钢带及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2184373B1 (en) | 2018-03-07 |
| US20100206439A1 (en) | 2010-08-19 |
| JP2009007652A (ja) | 2009-01-15 |
| KR20100023006A (ko) | 2010-03-03 |
| CN101688276B (zh) | 2012-05-23 |
| EP2184373A4 (en) | 2016-01-27 |
| CN101688276A (zh) | 2010-03-31 |
| EP2184373A1 (en) | 2010-05-12 |
| KR101164470B1 (ko) | 2012-07-18 |
| CA2691730A1 (en) | 2009-01-08 |
| CA2691730C (en) | 2015-10-13 |
| JP5040475B2 (ja) | 2012-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009004909A1 (ja) | 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 | |
| JP6874857B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| CN102918173B (zh) | 延伸凸缘性和耐疲劳特性优良的高强度热轧钢板及其制造方法 | |
| JP5594344B2 (ja) | 曲げ特性と低温靭性に優れた高強度熱延鋼板およびその製造方法 | |
| TWI425099B (zh) | 加工性優良的高張力熱軋鋼板及其製造方法 | |
| CN106661694B (zh) | 拉丝加工用钢丝 | |
| JP5457840B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| WO2008072776A1 (ja) | 高強度アルミニウム合金材およびその製造方法 | |
| JP7031477B2 (ja) | 熱延鋼板、角形鋼管、およびその製造方法 | |
| ES2699316T3 (es) | Material para láminas de acero inoxidable laminadas en frío | |
| JP2008255484A (ja) | プレス加工性に優れた高強度熱延鋼板およびその製造方法 | |
| CN103649351A (zh) | 耐酸性优良的面向管线管用焊接钢管的高强度热轧钢板及其制造方法 | |
| JPWO2018235244A1 (ja) | ラインパイプ用アズロール電縫鋼管及び熱延鋼板 | |
| JP5867444B2 (ja) | 靭性に優れた高強度熱延鋼板およびその製造方法 | |
| BR112015005440B1 (pt) | Chapa de aço laminada a quente e método para fabricar a mesma | |
| JP7131687B2 (ja) | 熱間圧延鋼板およびその製造方法 | |
| EP2604716B1 (en) | High-strength hot-rolled steel sheet having excellent workability, and a method for producing same | |
| CN101688272B (zh) | 利用线状加热的弯曲加工性优异的厚钢板及其制造方法 | |
| CN105960477A (zh) | 钢线 | |
| WO2019031583A1 (ja) | 熱延鋼板およびその製造方法 | |
| JP4888255B2 (ja) | 熱延鋼板およびその製造方法 | |
| WO2009078261A1 (ja) | 鋼板およびその製造方法 | |
| TWI427162B (zh) | 成形性和形狀凍結性優異之冷軋鋼板及其製造方法 | |
| KR101657793B1 (ko) | 드로잉성이 우수한 소부경화강 및 그 제조방법 | |
| CN111886354A (zh) | 具有优异的延性和扩孔性的高强度钢板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880022765.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08765546 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2691730 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20097027185 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 32/KOLNP/2010 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008765546 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12666705 Country of ref document: US |