WO2009096260A1 - 被削性に優れた機械構造用鋼 - Google Patents
被削性に優れた機械構造用鋼 Download PDFInfo
- Publication number
- WO2009096260A1 WO2009096260A1 PCT/JP2009/050721 JP2009050721W WO2009096260A1 WO 2009096260 A1 WO2009096260 A1 WO 2009096260A1 JP 2009050721 W JP2009050721 W JP 2009050721W WO 2009096260 A1 WO2009096260 A1 WO 2009096260A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- steel
- less
- content
- machinability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/064—Dephosphorising; Desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/06—Deoxidising, e.g. killing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/11—Making amorphous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a machine structural steel that is machined to produce machine parts, and in particular, exhibits excellent machinability in both continuous cutting such as turning and intermittent cutting such as hobbing.
- the present invention relates to steel for machine structures that does not cause a decrease in strength even after surface hardening treatment such as carburizing treatment or carbonitriding treatment.
- Machine structural parts such as gears, shafts, pulleys, constant velocity joints, etc. used in various gear transmissions including automobile transmissions and differentials, as well as crankshafts, connecting rods, etc. are processed by forging etc. After applying, it is generally finished to a final shape by cutting. Since the cost required for the cutting processing is large in the production cost, the steel material constituting the mechanical structural component is required to have good machinability.
- Pb lead
- Pb-free Pb-free
- Non-Patent Document 1 Various techniques related to inclusion control have also been proposed.
- Patent Document 1 by adding Ca under a certain amount of oxygen and Ti, a Ca-based sulfide and a Ca-based oxide effective for machinability coexist, and Ti-added high-strength steel is obtained.
- a technique for improving machinability is disclosed.
- Patent Document 2 discloses a steel for machine structures that can control the Ca-based sulfide or oxide by adjusting the Ca / Al ratio to suppress the variation in tool life and obtain stable machinability. ing.
- Patent Document 3 or 4 in a sulfide-based inclusion containing Ca, by ensuring a predetermined area ratio of sulfide having a Ca content of 0.3 to 40%, or 0.1 to 10% A technique for suppressing the variation in machinability by securing the number of Ca-containing sulfides to a predetermined value or more is disclosed.
- Patent Documents 5 and 6 the machinability of steel for machine structural use is made by utilizing secondary structure inclusions whose core part is an oxide containing Ca and whose surroundings are sulfides containing Ca. A technique for improving the above is disclosed.
- Patent Document 7 while Ca is added to lower the melting point of the oxide, the steelmaking conditions are controlled to suppress the solid solution of Ca into sulfide inclusions (particularly MnS).
- a technique for improving machinability (particularly chip disposal and tool life) by refining system inclusions is disclosed. “182th and 183th Nishiyama Memorial Technology Course”, edited by Japan Iron and Steel Institute, pages 181 to 226 “Inclusion Control”, October 22, 2004, Tokyo, November 12 Kobe JP 2005-272903 A JP 2005-273000 A JP 2000-34538 A Japanese Patent Laid-Open No. 2000-219936 JP 2003-55735 A JP 2004-91886 A JP 2003-213368 A
- the hobbing is equivalent to intermittent cutting, and a tool used for the hobbing is a high-speed tool steel coated with AlTiN or the like (hereinafter sometimes referred to as “high-speed tool”).
- high-speed tool a high-speed tool steel coated with AlTiN or the like
- chips occur when applied to a normalizing material. This is often applied to “continuous cutting” such as turning.
- the cutting mechanism is different between the above-mentioned intermittent cutting and continuous cutting, and a tool corresponding to each cutting is selected. It is desirable to have a characteristic that exhibits the property.
- gear cutting by hobbing (intermittent cutting) using a high-speed tool has an adverse effect that the tool is likely to be oxidized and worn at a low speed and low temperature, compared to turning which is continuous cutting using a carbide tool. For this reason, machine structural steel used for intermittent cutting such as hobbing is required to extend the tool life, among other machinability.
- the present invention has been made paying attention to the above-described circumstances, and its purpose is to reduce the S content and maintain mechanical properties such as strength, and to perform intermittent cutting (for example, hobbing) with a high-speed tool. It is an object of the present invention to provide a steel for machine structure capable of exhibiting excellent machinability (particularly tool life) both in cutting and continuous cutting (for example, turning) with a carbide tool.
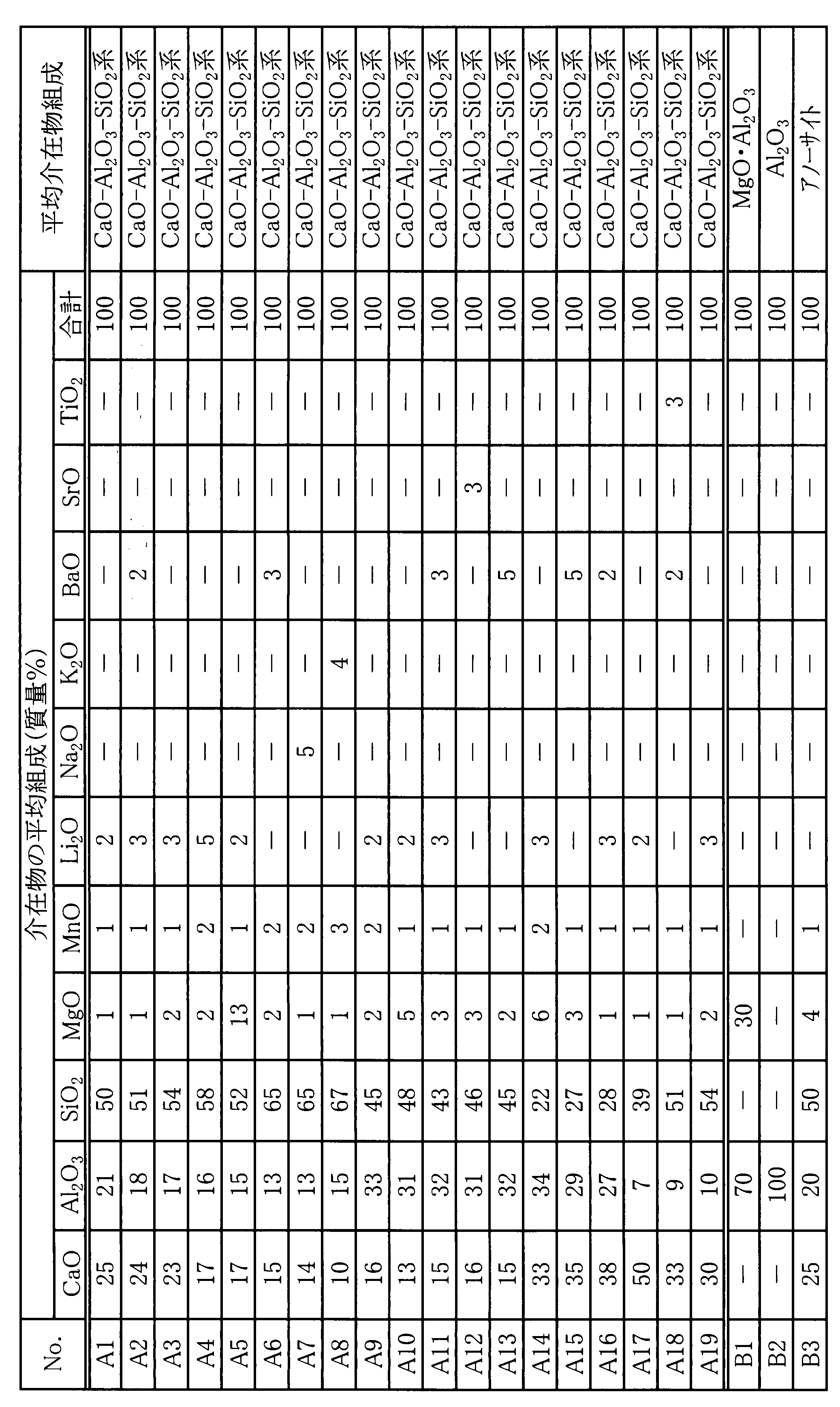
- the steel for machine structural use of the present invention that has been able to achieve the above-mentioned object, when the oxide inclusions present in the steel have an average total composition of the oxide inclusions of 100% by mass, CaO: 10 to 55% by mass, SiO 2 : 20 to 70% by mass, Al 2 O 3 : larger than 0 and not more than 35% by mass, MgO: larger than 0 and 20% by mass or less, MnO: greater than 0 and 5% by mass or less, and one or more selected from the group consisting of Li 2 O, Na 2 O, K 2 O, BaO, SrO and TiO 2 : 0.5 to 20% by mass in total Is a machine structural steel excellent in machinability.
- CaO 10 to 50% by mass
- SiO 2 20 to 70% by mass
- Al 2 O 3 7 to 35% by mass
- MgO 1 to 13% by mass
- MnO 1 to 3% by mass
- Li 2 O, Na 2 O, K 2 O, BaO, SrO and TiO 2 preferably 2 to 6% by mass in total.
- the chemical component composition of the machine structural steel of the present invention is not particularly limited as long as it is a steel for machine structural use.
- Preferred examples include C: 0.1 to 1.2% by mass, Si: 0.03 to 2% by mass, Mn: 0.3 to 1.8% by mass, P: greater than 0 and 0.03% by mass or less, S: larger than 0 and 0.02% by mass or less, Cr: 0.3 to 2.5% by mass, Al: 0.0001 to 0.01% by mass, Ca: 0.0001 to 0.005 mass%, Mg: 0.0001 to 0.005 mass%, N: greater than 0 and 0.009% by mass or less, O: greater than 0 and not more than 0.005% by mass, and at least one element selected from the group consisting of Li, Na, K, Ba and Sr: 0.00001 to 0.0050% by mass in total And Ti: 0.01 to 0.5% by mass Among them, those containing at least one of them and the balance containing iron and inevitable impurities are mentioned.
- the strength is improved by reducing the S content, and each component of the oxide inclusions is appropriately adjusted so that the entire inclusion is easily deformed at a low melting point.
- machinability particularly, tool life
- the steel for machine structural use according to the present invention is characterized in that the S content is suppressed to 0.02% by mass or less as a chemical component.
- the S content is suppressed to 0.02% by mass or less as a chemical component.
- mechanical properties such as strength in steel can be ensured.
- sulfide inclusions effective in improving machinability are reduced. Therefore, in the present invention, it is important to improve the machinability (particularly the tool life) of steel by using oxide inclusions in order to compensate for the reduction of sulfide inclusions accompanying the reduction of the S content. It becomes a point.
- the steel of the present invention improves the machinability (particularly the tool life) of the steel mainly by controlling the composition of oxide inclusions, not sulfide inclusions such as MnS. Since the oxide inclusions contained in the steel of the present invention have a low melting point, they are melted by the heat at the time of cutting, and a film of a protection product (berag) is formed on the tool surface. Wear can be suppressed.
- the lowering of the melting point of oxide inclusions contained in the steel is achieved by setting the average composition of oxide inclusions to CaO: 10 to 55%, SiO 2 : 20 when the total of the average composition is 100%.
- compositions Al 2 O 3 : 35% or less (not including 0%), MgO: 20% or less (not including 0%), MnO: 5% or less (not including 0%) It can be achieved by adjusting the total of at least one selected from the group consisting of Li 2 O, Na 2 O, K 2 O, BaO, SrO and TiO 2 to 0.5 to 20%.
- the reasons for defining these compositions are as follows.
- the average composition of oxide inclusions can be measured, for example, by the following method.
- the ratio of oxide inclusions present in the steel for machine structural use of the present invention is not particularly limited as long as the desired effect of the present invention can be obtained, but preferably oxide inclusions defined in the present invention.
- CaO has an effect of suppressing tool wear by making oxide inclusions into an optimum composite structure, lowering the melting point, and adhering to the tool surface during cutting as a belag.
- the CaO content needs to be 10% or more with respect to the entire oxide inclusions (hereinafter, the same applies to other components).
- the preferable upper limit of CaO content is 50%.
- SiO 2 is an essential component for producing soft oxide inclusions having a low melting point together with CaO, Al 2 O 3 and the like, and if it is less than 20%, the oxide inclusions are CaO or Al 2 O 3. It becomes a large or hard inclusion mainly composed of and becomes the starting point of destruction. Therefore, it is essential to contain 20% or more, preferably 30% or more. However, if the SiO 2 content is too large, the oxide inclusions become high melting point and hard inclusions mainly composed of SiO 2 , which may be a starting point of disconnection or destruction. This trend, since SiO 2 content comes our table very significantly exceeds 70%, SiO 2 content be kept below 70% is extremely important. Preferably it is 65% or less, more preferably 45% or less, and still more preferably 40% or less.
- Al 2 O 3 is an appropriate composition control of oxide inclusions, including CaO, SiO 2 , and Li 2 O, Na 2 O, K 2 O content, etc., which are preferably contained in the present invention. Depending on the case, Al 2 O 3 may be substantially not included. However, when an appropriate amount of Al 2 O 3 is contained, the oxide inclusions tend to be softer with a lower melting point, and therefore it is preferable to contain about 7% or more, more preferably 10% or more. .
- MgO greater than 0 and 20% or less
- MgO becomes a generation source of MgO.SiO 2 hard inclusions and easily causes breakage or breakage. Such an obstacle appears remarkably when the MgO content exceeds 20%. Therefore, in order not to cause such a failure, it is preferable to keep it to 20% or less.
- the minimum with preferable MgO content is 1%, and a more preferable upper limit is 13%.
- MnO greater than 0 and 5% or less
- MnO has the effect of lowering the melting point of the SiO 2 oxide, but is preferably 5% or less in order to offset the effect of CaO.
- the minimum with preferable MnO content is 1%, and a preferable upper limit is 3%.
- At least one selected from the group consisting of Li 2 O, Na 2 O, K 2 O, BaO, SrO and TiO 2 is the most specific and important component in the present invention, and the composite oxide inclusion that is formed It exerts a very important effect in lowering the melting point and viscosity of.
- Li 2 O, Na It is desirable to contain one or more of 2 O, K 2 O, BaO, SrO and TiO 2 in total at least 0.5%, more preferably 1%, and even more preferably 2%. However, if the total of one or more of Li 2 O, Na 2 O, K 2 O, BaO, SrO, and TiO 2 exceeds 20%, the oxide inclusions are too low in melting point, and the resistance to refractories is poor.
- the amount of hard inclusions derived from the elution of the lining refractories used increases and reduces the machinability. Therefore, the total of one or more of Li 2 O, Na 2 O, K 2 O, BaO, SrO and TiO 2 in the oxide inclusions must be suppressed to 20% or less, preferably 15% or less. It is good to suppress.
- the adjustment of the composition ratio of oxide inclusions, particularly Si, Al, and Ca is a low melting point region that is thermodynamically calculated according to the Si content.
- the present invention has been made on the assumption of a steel material applied to machine structural parts, and the steel type is not particularly limited, but the mechanical properties improve machinability and other properties. Therefore, it is also preferable that the chemical component composition is adjusted to an appropriate range.
- the reason for limiting the range of the preferable chemical composition of the steel material set from such a viewpoint is as follows.
- C 0.1-1.2%
- C is an element effective for securing the core hardness necessary for parts manufactured from steel for machine structural use.
- the C content is preferably 0.1% or more (more preferably 0.13% or more) and 1.2% or less (more preferably 1.1% or less).
- Si 0.03 to 2%
- Si is an element that contributes to improving the softening resistance of the surface hardened layer.
- the Si content is preferably 0.03% or more (preferably 0.1% or more), 2% or less (more preferably 0.7% or less).
- Mn acts as a deoxidizer and is an effective element for reducing oxide inclusions and improving the internal quality of steel parts.
- Mn is an element effective for improving hardenability, increasing the core hardness and hardened layer depth of steel parts, and ensuring the strength of the parts.
- the Mn content is preferably 0.3% or more (more preferably 0.5% or more) and 1.8% or less (more preferably 1.5% or less).
- P is an element (impurity) inevitably contained in the steel material, and promotes cracking during hot working, so it is preferably reduced as much as possible. Therefore, the P content is determined to be 0.03% or less (more preferably 0.02% or less, still more preferably 0.01% or less). It is industrially difficult to make the amount of P 0%.
- S greater than 0 and 0.02% or less
- S reacts with Mn to form MnS inclusions and increases the anisotropy of the impact strength of the steel part, it is preferably reduced as much as possible. Therefore, the S content is set to 0.02% or less (more preferably 0.015% or less).
- S is an impurity inevitably contained in steel, and it is industrially difficult to reduce the amount to 0%.
- Cr 0.3-2.5%
- Cr is an important element for enhancing the hardenability of the steel material and ensuring a stable hardened layer depth and necessary core hardness.
- the Cr content is determined to be 0.3% or more (more preferably 0.8% or more) and 2.5% or less (more preferably 2.0% or less).
- Al 0.0001 to 0.01%
- Al is an effective element for forming a low melting point composite oxide.
- the Al content is determined to be 0.0001% or more (more preferably 0.002% or more) and 0.01% or less (more preferably 0.005% or less).
- Ca 0.0001 to 0.005%
- Ca is an effective element for forming the low melting point composite oxide as described above. Moreover, Ca can suppress the expansion of sulfide in steel and suppress the anisotropy of impact characteristics. However, when the Ca content is excessive, a coarse Ca-containing composite oxide is generated, and the strength may be reduced. Therefore, the Ca content is determined to be 0.0001% or more (more preferably 0.0005% or more) and 0.005% or less (more preferably 0.003% or less).
- Mg is an effective element for forming the low melting point composite oxide as described above. Further, Mg, like Ca, can suppress the extension of sulfide in steel and suppress the anisotropy of impact characteristics. However, if the Mg content is excessive, a large amount of hard MgO having a high melting point is formed, which may cause a decrease in tool life. Therefore, the Mg content is determined to be 0.0001% or more (more preferably 0.0002% or more) and 0.005% or less (more preferably 0.002% or less).
- N forms nitrides with other elements (such as Ti) and contributes to the refinement of the structure. Therefore, it is recommended to contain N in an amount of preferably 0.002% or more, more preferably 0.004% or more. However, when the amount of N becomes excessive, it adversely affects hot workability and ductility. Therefore, the upper limit of the N amount is set to 0.009% (more preferably 0.007%). N is inevitably contained in steel, and it is industrially difficult to reduce the amount to 0%.
- the upper limit of the O content is set to 0.005% (more preferably 0.003%).
- O is necessary to secure a low melting point composite oxide that forms a belarg. Therefore, it is recommended to contain O in an amount of preferably 0.0005% or more, more preferably 0.0010% or more.
- the refractory holding the molten steel may be melted, so the total content is preferably 0.0050% or less.
- the total content is preferably 0.0050% or less.
- carbonized_material will produce
- the basic component composition of the steel for machine structure of the present invention is as described above, and the balance is substantially iron.
- inevitable impurities for example, As, Sb, Sn, Te, Ta, Co, rare earth elements, etc.
- the steel for machine structure of the present invention may contain the following selective elements as necessary.
- Mo greater than 0 and 0.5% or less and / or B: greater than 0 and 0.005% or less
- Both Mo and B are effective elements for improving hardenability, and may be contained in steel as necessary. Specifically, Mo is effective in securing the hardenability of the base material and suppressing the formation of an incompletely hardened structure.
- B has the effect of strengthening the grain boundaries and increasing the impact strength of the steel. Therefore, Mo is preferably contained in the steel in an amount of 0.05% or more, more preferably 0.10% or more, and B is preferably contained in an amount of 0.0005% or more, more preferably 0.0008% or more. It is recommended.
- the upper limit of Mo is set to 0.5% (more preferably 0.4%), and the upper limit of B is set to 0.005% (more preferably 0.003%).
- Bi greater than 0 and 0.1% or less
- Bi is an element that improves the machinability of steel, and may be contained in steel as necessary. In order to exert such effects, it is recommended that Bi be contained in the steel in an amount of 0.02% or more. However, when the Bi content is excessive, the strength decreases. Therefore, when Bi is contained in steel, the upper limit is set to 0.1% (preferably 0.08%).
- Cu is an element effective for improving weather resistance, and may be contained in steel as necessary. Therefore, it is recommended to contain Cu in an amount of preferably 0.1% or more. However, when the amount of Cu becomes excessive, the hot workability and ductility of the steel are lowered, and cracks and wrinkles are likely to occur. Therefore, when Cu is contained, the upper limit of the amount is set to 0.5% (more preferably 0.3%).
- Ni is an element effective for dissolving in a matrix and improving toughness, and may be contained in steel as necessary. Therefore, it is recommended that Ni be contained in the steel, preferably in an amount of 0.1% or more. However, when the amount of Ni becomes excessive, the bainite or martensite structure develops too much, leading to a decrease in toughness. Therefore, when Ni is contained, the upper limit is set to 2% (more preferably 1%).
- Zr greater than 0 and not more than 0.02%, V: more than 0 and not more than 0.5% and W: more than 0 and not more than 1.0%
- Zr, V and W are effective elements for preventing coarsening of crystal grains by forming fine carbides, nitrides and carbonitrides with C and / or N, respectively. You may make it contain. Therefore, it is recommended that the steel contains at least one selected from the group consisting of Zr, V and W in the above amounts. However, if these contents are excessive, hard carbides are generated and the covering properties deteriorate, so the above contents are set.
- 150 kg of steel having the chemical composition shown in Table 1 below is melted in a vacuum induction furnace, cast into a ⁇ 200 mm ingot, forged (soaking: about 1250 ° C. ⁇ 3 hr, forging heating: about 1000 ° C. ⁇ 1 hr) and cut to a thickness
- a plate-shaped sample was manufactured by processing into a plate shape of 30 mm long ⁇ 100 mm wide ⁇ 145 mm long, and normalizing the plate-shaped forged material (900 ° C. ⁇ 2 hours after air cooling).
- the adjustment of the composition ratio of the oxide inclusions determined the amounts of Al and Ca so as to be a low melting point region calculated thermodynamically according to the Si content.
- the toughness of the transverse eye was measured under the following conditions, and the machinability during continuous cutting and intermittent cutting was evaluated.
- the strength is improved by reducing the S content, and each component of the oxide inclusions is appropriately adjusted so that the entire inclusion is easily deformed at a low melting point.
- machinability particularly, tool life
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
「第182・183回西山記念技術講座」、(社)日本鉄鋼協会編、第181~226頁「介在物制御」、平成16年10月22日東京、11月12日神戸
CaO:10~55質量%、
SiO2:20~70質量%、
Al2O3:0より大きく35質量%以下、
MgO:0より大きく20質量%以下、
MnO:0より大きく5質量%以下、および
Li2O,Na2O,K2O,BaO,SrOおよびTiO2よりなる群から選ばれる1種以上:合計で0.5~20質量%
を含む被削性に優れた機械構造用鋼である。
CaO:10~50質量%、
SiO2:20~70質量%、
Al2O3:7~35質量%、
MgO:1~13質量%、
MnO:1~3質量%、および
Li2O,Na2O,K2O,BaO,SrOおよびTiO2よりなる群から選ばれる1種以上:合計で2~6質量%であることが好ましい。
C:0.1~1.2質量%、
Si:0.03~2質量%、
Mn:0.3~1.8質量%、
P:0より大きく0.03質量%以下、
S:0より大きく0.02質量%以下、
Cr:0.3~2.5質量%、
Al:0.0001~0.01質量%、
Ca:0.0001~0.005質量%、
Mg:0.0001~0.005質量%、
N:0より大きく0.009質量%以下、
O:0より大きく0.005質量%以下を含有し、更に
少なくともLi,Na,K,BaおよびSrよりなる群から選ばれる1種以上の元素:合計で0.00001~0.0050質量%
および
Ti:0.01~0.5質量%
のうち少なくとも一方
を含有し、残部が鉄および不可避的不純物を含むものが挙げられる。
(1)1次標準試料
1)Li2Oを除く介在物組成をカバーする合成酸化物と、これにLi2Oを加えた合成酸化物を多数作成し、これらのLi2O濃度を化学分析によって定量分析し、標準試料を作成する。
2)作成した各合成酸化物のSiに対するLiの相対2次イオン強度を測定する。
3)Siに対するLiの相対2次イオン強度と、前記(1)-1)で化学分析したLi2O濃度の検量線を引く。
(2)2次標準試料(測定環境補正用)
1)測定時の環境補正のために、別途Siウェハー上にLiをイオン注入した標準試料を作成し、Siに対するLiの相対2次イオン強度を測定し、前記(1)-2)を実施する際に補正する。
(3)実際の測定
1)鋼中介在物のCaOなどの各濃度をEPMAによって測定する。
2)鋼中介在物のSiに対するLiの相対2次イオン強度を測定し、前記(1)-3)で求めた検量線のうち、前記(3)-1)の分析結果に最も近い検量線を選択し、これにより介在物のLi2O含有量を求める。
CaOは、酸化物系介在物を最適な複合組織にして低融点化させ、切削時の工具表面にベラーグとして付着し、工具摩耗を抑制する効果がある。こうした効果を発揮させるためには、CaO含有量は酸化物系介在物全体に対して(以下、他の成分についても同じ)10%以上とする必要がある。しかしながら、CaO含有量が55%を超えて多くなり過ぎると、CaOの結晶が生成して鋼材が硬くなって、切削時に工具寿命を低下させることになる。尚、CaO含有量の好ましい上限は、50%である。
SiO2は、CaOやAl2O3等と共に低融点で軟質の酸化物系介在物を生成させる上で必須の成分であり、20%未満では、酸化物系介在物がCaOやAl2O3を主体とする大型もしくは硬質の介在物となり、破壊の起点となる。従って20%以上含有させることが必須であり、好ましくは30%以上含有させることが望ましい。但し、SiO2含有量が多過ぎると、酸化物系介在物がSiO2を主体とする高融点で且つ硬質の介在物になり、断線や破壊の起点になる可能性がある。こうした傾向は、SiO2含有量が70%を超えると極めて顕著に表われてくるので、SiO2含有量は70%以下に抑えることが極めて重要となる。好ましくは65%以下、より好ましくは45%以下、更に好ましくは40%以下に抑えるのがよい。
Al2O3は、CaOやSiO2、更には本発明で含有されることが好ましいLi2O,Na2O,K2O含有量等を含めて、酸化物系介在物の適正な組成制御によっては、実質的にAl2O3を含まないものであっても構わない。しかし適量のAl2O3を含有させると、酸化物系介在物はより低融点で且つ軟質のものになり易くなるので、好ましくは7%程度以上、より好ましくは10%以上含有させることが望ましい。しかし、酸化物系介在物中のAl2O3が多過ぎると、硬質で微細化し難いアルミナ系介在物となり、やはり熱延工程で微細化し難いものになって破壊や折損の起点となるので、多くとも35%以下に抑えるべきであり、好ましくは30%程度以下に抑えるのがよい。
MgOは、MgO・SiO2系硬質介在物の生成源となって、破壊や折損の原因になり易く、こうした障害はMgO含有量が20%を超えると顕著に表れてくる。よって、こうした障害を生じさせなくさせるには20%以下に抑えることが好ましい。尚、MgO含有量の好ましい下限は1%であり、より好ましい上限は13%である。
MnOは、SiO2系酸化物の融点を低下させる効果があるが、CaOの効果を相殺するため5%以下とすることが好ましい。尚、MnO含有量の好ましい下限は1%であり、好ましい上限は3%である。
Li2O、Na2O、K2O、BaO、SrOおよびTiO2よりなる群から選ばれる少なくとも1種は、本発明で最も特異的で重要な成分であり、生成する複合酸化物系介在物の融点と粘性を低下させる上で極めて重要な作用を発揮する。そして、酸化物系介在物の低融点化と低粘性化を進めて介在物の微細化を増進し、本発明で意図するレベルの被削性向上効果を確保するには、Li2O、Na2O、K2O、BaO、SrOおよびTiO2の1種以上を、合計で少なくとも0.5%以上、より好ましくは1%以上、更に好ましくは2%以上含有させることが望ましい。しかし、Li2O、Na2O、K2O、BaO、SrOおよびTiO2の1種以上の合計が20%を超えると、酸化物系介在物が低融点化し過ぎ耐火物に対する溶損性が顕著に高まり、使用されている内張り耐火物の溶出に由来する硬質介在物量が増大し、被削性を却って低下させる。従って、酸化物系介在物中のLi2O、Na2O、K2O、BaO、SrOおよびTiO2の1種以上の合計は、20%以下に抑えねばならず、好ましくは15%以下に抑えるのがよい。
Cは、機械構造用鋼から製造される部品に必要な芯部硬さを確保するために有効な元素である。しかし、C含有量が過剰になると、硬さが上昇しすぎて、被削性が低下する。そのためC含有量は、0.1%以上(より好ましくは0.13%以上)、1.2%以下(より好ましくは1.1%以下)とするのが良い。
Siは、表面硬化層の軟化抵抗性の向上に寄与する元素である。しかし,Si含有量が過剰になると、機械加工時の被削性や冷間鍛造性を低下させる。そこでSi含有量は、0.03%以上(好ましくは0.1%以上)、2%以下(より好ましくは0.7%以下)とするのが良い。
Mnは、脱酸剤として作用し、酸化物系介在物を低減して鋼部品の内部品質を高めるために有効な元素である。またMnは、焼入性を向上させて、鋼部品の芯部硬さや硬化層深さを増大させ、部品強度を確保するためにも有効な元素である。しかし、Mn含有量が過剰になると、Pの粒界偏析を助長し、疲労強度を低下させる。そこでMn含有量は、0.3%以上(より好ましくは0.5%以上)、1.8%以下(より好ましくは1.5%以下)とするのが良い。
Pは、鋼材中に不可避的に含まれる元素(不純物)であり、熱間加工時の割れを助長するので、できるだけ低減することが好ましい。そのためP量を、0.03%以下(より好ましくは0.02%以下、更に好ましくは0.01%以下)と定めた。Pは、その量を0%とすることは工業的に困難である。
Sは、Mnと反応してMnS介在物を形成し、鋼部品の衝撃強度の異方性を増大させるため、なるべく低減することが好ましい。そこでS含有量は、0.02%以下(より好ましくは0.015%以下)と定めた。しかしSは、鋼に不可避的に含まれる不純物であり、その量を0%とすることは工業的に困難である。
Crは、鋼材の焼入性を高め、安定した硬化層深さや必要な芯部硬さを確保するために重要な元素である。特に鋼を歯車等の構造部材を製造するために用いる場合、その部材の静的強度および疲労強度を確保するために有効な元素である。しかし、Cr含有量が過剰になると、Cr炭化物が旧γ粒界に偏析し、疲労強度が低下する。そこでCr含有量は、0.3%以上(より好ましくは0.8%以上)、2.5%以下(より好ましくは2.0%以下)と定めた。
Alは、低融点の複合酸化物を形成させるために有効な元素である。しかしAl含有量が過剰になると、高融点で硬質であるAl2O3が多量に生成し、切削時の工具摩耗を増大させる。そこでAl含有量は、0.0001%以上(より好ましくは0.002%以上)、0.01%以下(より好ましくは0.005%以下)と定めた。
Caは、前述したような低融点の複合酸化物を形成させるために有効な元素である。またCaは、鋼中の硫化物の展伸を抑制して、衝撃特性の異方性を抑えることができる。しかしCa含有量が過剰になると、粗大なCa含有複合酸化物が生成し、強度が低下するおそれがある。そこで、Ca含有量は、0.0001%以上(より好ましくは0.0005%以上)、0.005%以下(より好ましくは0.003%以下)と定めた。
Mgは、前述したような低融点の複合酸化物を形成させるために有効な元素である。またMgは、Caと同様に、鋼中の硫化物の展伸を抑制して衝撃特性の異方性を抑えることができる。しかしMg含有量が過剰になると、高融点で硬質なMgOが多量に形成され、却って工具寿命の低下を引き起こし得る。そこでMg含有量は、0.0001%以上(より好ましくは0.0002%以上)、0.005%以下(より好ましくは0.002%以下)と定めた。
Nは、他元素(Ti等)と窒化物を形成し、組織微細化に寄与する。そこでNを、好ましくは0.002%以上、より好ましくは0.004%以上の量で含有させることが推奨される。しかしN量が過剰になると、熱間加工性および延性に悪影響を及ぼす。そこでN量の上限を、0.009%(より好ましくは0.007%)と定めた。尚、Nは鋼に不可避的に含まれ、その量を0%とすることは工業的に困難である。
O含有量が過剰になると、粗大な酸化物系介在物が生成して、鋼の熱間加工性および延性に悪影響を及ぼす。そこでO含有量の上限を、0.005%(より好ましくは0.003%)と定めた。しかしOは、ベラーグを形成する低融点複合酸化物を確保するために必要である。そこでOを、好ましくは0.0005%以上、より好ましくは0.0010%以上の量で含有させることが推奨される。
これらの元素は、鋼中のOと反応して酸化物となって、CaO-Al2O3-SiO2系酸化物に取り込まれて低融点酸化物(例えば、CaO-Al2O3-SiO2-TiO2)を形成し、切削時の工具表面にベラーグとして付着するため、被削性を改善することができる。特にAlTiNコーティングされたハイス工具を用いる場合、これらの元素を含有する酸化物から形成されるベラーグの付着性が向上し、工具摩耗を一層低減させる。このうち、TiはCやNと反応して、TiN、TiC、Ti(C,N)等を形成し、浸炭時の結晶粒粗大化を防止する効果も発揮する。こうした効果を発揮させるためには、Li,Na,K,Ba,Srについては合計で0.00001%以上(より好ましくは0.0001%以上)、Tiについては0.01%以上含有させることが好ましい。しかしながら、Li,Na,K,Ba,Sr等の元素が過剰になると、溶鋼を保持する耐火物が溶損する場合も出てくるので、合計で0.0050%以下にすることが好ましい。Tiについては、その含有量が過剰になると、硬質の粗大炭化物が生成し、被削性や靭性が劣化するので、0.5%以下とすることが好ましい。
MoおよびBは、共に焼入性向上に有効な元素であり、必要に応じて鋼に含有させてもよい。詳しくは、Moは、母材の焼入性を確保して、不完全焼入組織の生成を抑制するのに有効である。またBは、焼入性を大幅に向上させることに加えて、結晶粒界を強化させて鋼の衝撃強度を高める作用を有する。そこでMoを、好ましくは0.05%以上、より好ましくは0.10%以上の量で、Bを、好ましくは0.0005%以上、より好ましくは0.0008%以上の量で鋼に含有させることが推奨される。
Biは、鋼の被削性を向上させる元素であり、必要に応じて鋼に含有させても良い。こうした効果を発揮させるためには、Biは0.02%以上の量で鋼に含有させることが推奨される。しかしBi含有量が過剰になると強度が低下する。そこでBiを鋼に含有させる場合、その上限を0.1%(好ましくは0.08%)と定めた。
Cuは、耐候性向上に有効な元素であり、必要に応じて鋼に含有させても良い。そのためCuを、好ましくは0.1%以上の量で鋼に含有させることが推奨される。しかしCu量が過剰になると、鋼の熱間加工性および延性が低下し、割れや疵が発生し易くなる。そこでCuを含有させる場合、その量の上限を0.5%(より好ましくは0.3%)と定めた。
Niは、マトリックス中に固溶し、靭性を向上させるために有効な元素であり、必要に応じて鋼に含有させても良い。そこでNiを、好ましくは0.1%以上の量で鋼に含有させることが推奨される。しかしNi量が過剰になると、ベイナイトまたはマルテンサイト組織が発達しすぎて、靭性の低下を招く。そこでNiを含有させる場合、その上限を2%(より好ましくは1%)と定めた。
Zr、VおよびWは、それぞれCおよび/またはNと微細な炭化物、窒化物、炭窒化物を形成して、結晶粒の粗大化を防止するために有効な元素であり、必要に応じて鋼に含有させても良い。そこでZr、VおよびWよりなる群から選ばれる1種以上を、それぞれ上記の量で鋼に含有させることが推奨される。しかしこれらの含有量が過剰になると、硬質炭化物が生成して被覆性が劣化するので、上記含有量までとする。

1)Li2Oを除く介在物組成をカバーする合成酸化物と、これにLi2Oを加えた合成酸化物を多数作成し、これらのLi2O濃度を化学分析によって定量分析し、標準試料を作成する。
2)作成した各合成酸化物のSiに対するLiの相対2次イオン強度を測定する。
3)Siに対するLiの相対2次イオン強度と、前記(1)-1)で化学分析したLi2O濃度の検量線を引く。
1)測定時の環境補正のために、別途Siウェハー上にLiをイオン注入した標準試料を作成し、Siに対するLiの相対2次イオン強度を測定し、前記(1)-2)を実施する際に補正する。
1)鋼中介在物のCaOなどの各濃度をEPMAによって測定する。
2)鋼中介在物のSiに対するLiの相対2次イオン強度を測定し、前記(1)-3)で求めた検量線のうち、前記(3)-1)の分析結果に最も近い検量線を選択し、これにより介在物のLi2O含有量を求めた。
各鋼材から、圧延方向に垂直な方向に沿ってノッチ形状がR10(mm)のシャルピー衝撃試験片(形状:10mm×10mm×55mm)を削り出し、衝撃値(横目のシャルピー衝撃値)を測定した。その結果を、下記表4に示す。
連続切削時の被削性を評価するために、φ80mm×長さ350mmの丸棒(焼きならし材)をスケール除去した後表面を約2mm研削した試料を用いて、外周旋削加工を行なった後、光学顕微鏡により、平均逃げ面摩耗幅(工具摩耗量)Vbを測定した。このときの外周旋削加工条件は、以下の通りである。その結果を、下記表4に示す。
工具:超硬合金P10(JIS B4053)
切削速度:200m/min
切削長:3000m
送り:0.2mm/rev
切り込み:1.5mm
潤滑方式:乾式
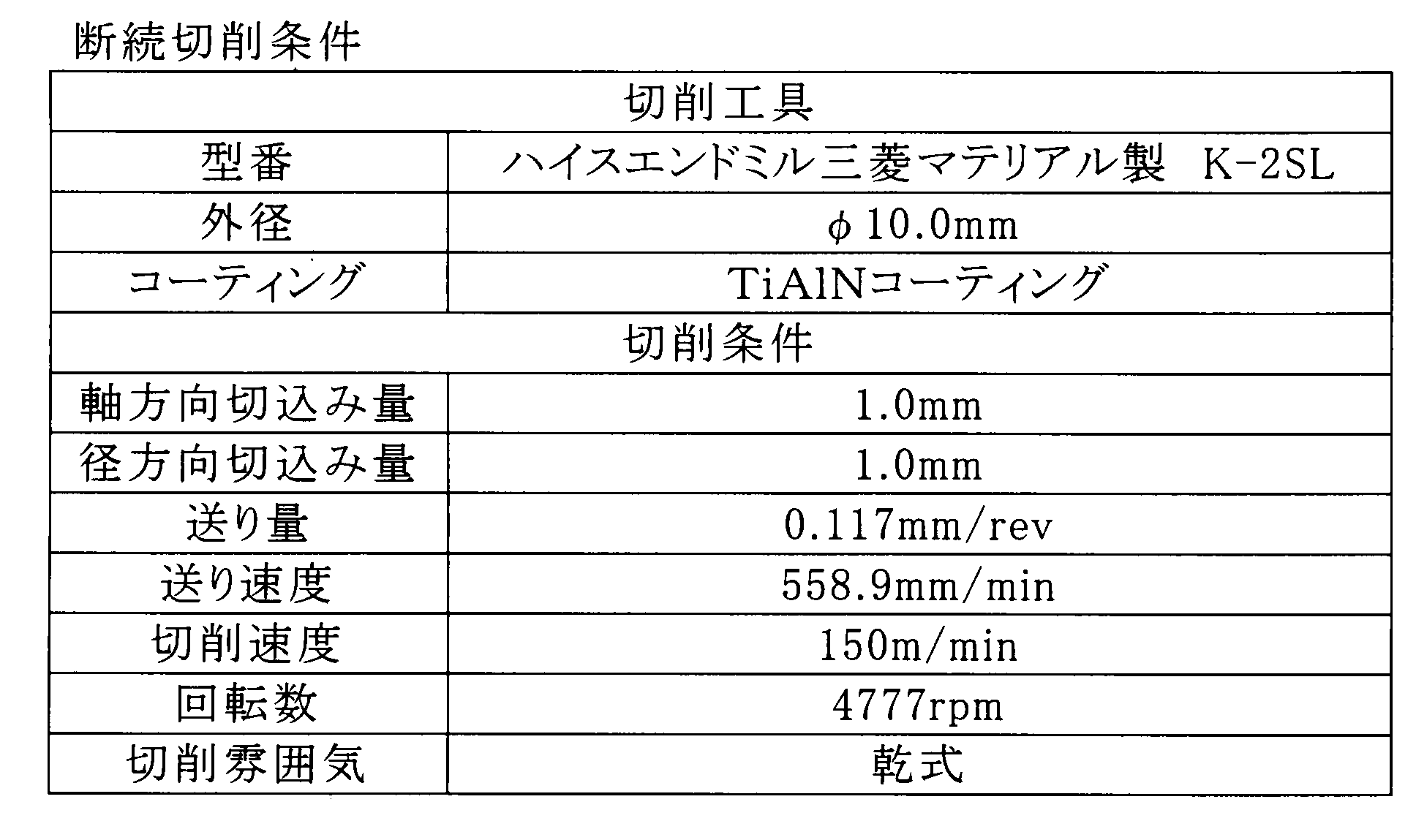
断続切削時の被削性を評価するために、エンドミル加工での工具摩耗を評価した。上記板材(焼きならし材)をスケール除去した後表面を約2mm研削し、エンドミル試験片とした。具体的には、マニシングセンタ主軸にエンドミル工具を取り付け、上記のようにして製造した厚さ30mm×幅100mm×長さ145mmのサンプルをバイスにより固定し、乾式の切削雰囲気下でダウンカット加工を行った。詳細な加工条件を表3に示す。断続切削を200カット行った後、光学顕微鏡により、平均逃げ面摩耗幅Vbを測定した。結果を表4に示す。

本出願は、2008年1月28日出願の日本特許出願(特願2008-016653)に基づくものであり、その内容はここに参照として取り込まれる。
Claims (6)
- 機械構造用鋼中に存在する酸化物系介在物が、該酸化物系介在物の平均組成合計を100質量%としたときに、
CaO:10~55質量%、
SiO2:20~70質量%、
Al2O3:0より大きく35質量%以下、
MgO:0より大きく20質量%以下、
MnO:0より大きく5質量%以下、および
Li2O,Na2O,K2O,BaO,SrOおよびTiO2よりなる群から選ばれる1種以上:合計で0.5~20質量%
を含む被削性に優れた機械構造用鋼。 - 前記酸化物系介在物の平均組成が、
CaO:10~50質量%、
SiO2:20~70質量%、
Al2O3:7~35質量%、
MgO:1~13質量%、
MnO:1~3質量%、および
Li2O,Na2O,K2O,BaO,SrOおよびTiO2よりなる群から選ばれる1種以上:合計で2~6質量%
である請求項1に記載の機械構造用鋼。 - C:0.1~1.2質量%、
Si:0.03~2質量%、
Mn:0.3~1.8質量%、
P:0より大きく0.03質量%以下、
S:0より大きく0.02質量%以下、
Cr:0.3~2.5質量%、
Al:0.0001~0.01質量%、
Ca:0.0001~0.005質量%、
Mg:0.0001~0.005質量%、
N:0より大きく0.009質量%以下、
O:0より大きく0.005質量%以下を含有し、更に
少なくともLi,Na,K,BaおよびSrよりなる群から選ばれる1種以上の元素:合計で0.00001~0.0050質量%、
および
Ti:0.01~0.5質量%
のうち少なくとも一方
を含有し、残部が鉄および不可避的不純物を含む請求項1に記載の機械構造用鋼。 - C:0.1~1.2質量%、
Si:0.03~2質量%、
Mn:0.3~1.8質量%、
P:0より大きく0.03質量%以下、
S:0より大きく0.02質量%以下、
Cr:0.3~2.5質量%、
Al:0.0001~0.01質量%、
Ca:0.0001~0.005質量%、
Mg:0.0001~0.005質量%、
N:0より大きく0.009質量%以下、
O:0より大きく0.005質量%以下を含有し、更に
少なくともLi,Na,K,BaおよびSrよりなる群から選ばれる1種以上の元素:合計で0.00001~0.0050質量%、
および
Ti:0.01~0.5質量%
のうち少なくとも一方
を含有し、残部が鉄および不可避的不純物を含む請求項2に記載の機械構造用鋼。 - 更に、Mo:0より大きく0.5質量%以下を含有する請求項3に記載の機械構造用鋼。
- 更に、Mo:0より大きく0.5質量%以下を含有する請求項4に記載の機械構造用鋼。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/809,107 US8273292B2 (en) | 2008-01-28 | 2009-01-20 | Steel for machine and structural use having excellent machinability |
| EP09705853.1A EP2248925B1 (en) | 2008-01-28 | 2009-01-20 | Steel for machine structural use with excellent machinability |
| CN2009801031517A CN101925687B (zh) | 2008-01-28 | 2009-01-20 | 被削性优异的机械结构用钢 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008016653A JP2009174033A (ja) | 2008-01-28 | 2008-01-28 | 被削性に優れた機械構造用鋼 |
| JP2008-016653 | 2008-01-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009096260A1 true WO2009096260A1 (ja) | 2009-08-06 |
Family
ID=40912613
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/050721 Ceased WO2009096260A1 (ja) | 2008-01-28 | 2009-01-20 | 被削性に優れた機械構造用鋼 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8273292B2 (ja) |
| EP (1) | EP2248925B1 (ja) |
| JP (1) | JP2009174033A (ja) |
| KR (1) | KR20100099749A (ja) |
| CN (1) | CN101925687B (ja) |
| TW (1) | TW200942624A (ja) |
| WO (1) | WO2009096260A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5137082B2 (ja) * | 2008-12-19 | 2013-02-06 | 新日鐵住金株式会社 | 機械構造用鋼材およびその製造方法 |
| JP5299104B2 (ja) * | 2009-06-15 | 2013-09-25 | 新日鐵住金株式会社 | 高周波焼入用鋼 |
| CN102985577B (zh) * | 2010-07-14 | 2015-05-06 | 新日铁住金株式会社 | 切削性优良的机械结构用钢 |
| EP2682489B1 (en) * | 2011-03-01 | 2021-01-13 | Nippon Steel Corporation | High-carbon steel wire rod excellent in drawability and fatigue characteristics after wire drawing |
| JP5856485B2 (ja) * | 2012-01-11 | 2016-02-09 | 株式会社神戸製鋼所 | 鍛造品およびその製造方法 |
| JP5768757B2 (ja) * | 2012-04-19 | 2015-08-26 | 新日鐵住金株式会社 | 機械構造用鋼 |
| JP5833984B2 (ja) | 2012-07-24 | 2015-12-16 | 株式会社神戸製鋼所 | 転動疲労特性に優れた軸受用鋼材および軸受部品 |
| JP5976584B2 (ja) * | 2013-03-27 | 2016-08-23 | 株式会社神戸製鋼所 | 転動疲労特性と切削加工性に優れた軸受用鋼材、および軸受部品 |
| RU2530909C1 (ru) * | 2013-12-12 | 2014-10-20 | Юлия Алексеевна Щепочкина | Сталь |
| JP6462376B2 (ja) * | 2015-01-23 | 2019-01-30 | 株式会社神戸製鋼所 | 転動疲労特性に優れた軸受用鋼材および軸受部品 |
| CN105385817A (zh) * | 2015-11-12 | 2016-03-09 | 芜湖天金机械有限公司 | 提高切削性能的万向节球壳正火工艺 |
| CN105671434A (zh) * | 2016-03-19 | 2016-06-15 | 上海大学 | 一种含镁钙硫的20MnCr易切削齿轮钢及其制备方法 |
| CN106319349A (zh) * | 2016-10-27 | 2017-01-11 | 马钢(集团)控股有限公司 | 一种预应力锚具用合金结构钢 |
| JP7189053B2 (ja) * | 2019-03-14 | 2022-12-13 | 株式会社神戸製鋼所 | 非調質鍛造用鋼および非調質鍛造部品 |
| JP7007510B1 (ja) * | 2021-03-12 | 2022-02-14 | 日本冶金工業株式会社 | 表面性状に優れたFe-Ni合金およびその製造方法、CFRP用金型 |
| JP7050989B1 (ja) * | 2021-03-12 | 2022-04-08 | 日本冶金工業株式会社 | アウトガス特性に優れるFe-Ni合金およびその製造方法 |
| CN113737112B (zh) * | 2021-08-12 | 2022-06-24 | 常州世竟液态金属有限公司 | 一种Zr基块体非晶合金中氧化夹杂物细化方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55152152A (en) * | 1979-05-17 | 1980-11-27 | Daido Steel Co Ltd | Free cutting steel including adjusted interposing material |
| JP2000034538A (ja) | 1998-07-14 | 2000-02-02 | Daido Steel Co Ltd | 旋削加工性に優れた機械構造用鋼 |
| JP2000219936A (ja) | 1999-02-01 | 2000-08-08 | Daido Steel Co Ltd | 快削鋼 |
| JP2001214239A (ja) * | 2000-01-28 | 2001-08-07 | Kobe Steel Ltd | 切屑分断性に優れた機械構造用鋼およびその製法 |
| JP2001214240A (ja) * | 2000-01-28 | 2001-08-07 | Kobe Steel Ltd | 被削性に優れた快削鋼およびその製法 |
| JP2003055735A (ja) | 2001-06-08 | 2003-02-26 | Daido Steel Co Ltd | 超硬工具切削性にすぐれた機械構造用の快削鋼 |
| JP2003213368A (ja) | 2001-11-15 | 2003-07-30 | Sumitomo Metal Ind Ltd | 機械構造用鋼 |
| JP2004091886A (ja) | 2002-09-02 | 2004-03-25 | Daido Steel Co Ltd | 被削性にすぐれるとともに切屑破砕性が高い機械構造用鋼 |
| JP2005272903A (ja) | 2004-03-23 | 2005-10-06 | Sanyo Special Steel Co Ltd | 被削性に優れるTi添加高強度鋼 |
| JP2005273000A (ja) | 2004-02-26 | 2005-10-06 | Sanyo Special Steel Co Ltd | 被削性に優れた機械構造用鋼 |
| JP2008016653A (ja) | 2006-07-06 | 2008-01-24 | Fujitsu Ltd | 半導体パッケージ、その製造方法、プリント基板及び電子機器 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2456785A1 (fr) | 1979-05-17 | 1980-12-12 | Daido Steel Co Ltd | Acier de decolletage contenant des inclusions determinees et un procede de sa preparation |
| KR100420304B1 (ko) | 2000-08-30 | 2004-03-04 | 가부시키가이샤 고베 세이코쇼 | 절설(切屑)처리성 및 기계적 특성이 우수한 기계구조용강 |
| JP3524479B2 (ja) | 2000-08-31 | 2004-05-10 | 株式会社神戸製鋼所 | 機械的特性に優れた機械構造用快削鋼 |
| JP3468239B2 (ja) * | 2001-10-01 | 2003-11-17 | 住友金属工業株式会社 | 機械構造用鋼及びその製造方法 |
| CN1169992C (zh) * | 2001-11-15 | 2004-10-06 | 住友金属工业株式会社 | 机械结构用钢 |
| JP4441360B2 (ja) | 2003-12-01 | 2010-03-31 | 株式会社神戸製鋼所 | 仕上面粗さに優れた低炭素複合快削鋼材 |
| JP4393335B2 (ja) | 2004-10-01 | 2010-01-06 | 株式会社神戸製鋼所 | 疲労強度または冷間加工性に優れた高清浄度鋼の製造方法 |
| WO2005071120A1 (ja) | 2004-01-22 | 2005-08-04 | Kabushiki Kaisha Kobe Seiko Sho | 疲労強度または冷間加工性に優れた高清浄度鋼の製造方法 |
| JP4718359B2 (ja) * | 2005-09-05 | 2011-07-06 | 株式会社神戸製鋼所 | 伸線性と疲労特性に優れた鋼線材およびその製造方法 |
| JP4606321B2 (ja) * | 2005-12-26 | 2011-01-05 | 株式会社神戸製鋼所 | 疲労強度に優れた高清浄度鋼 |
| CN100494453C (zh) * | 2006-12-05 | 2009-06-03 | 南京三鑫特殊金属材料有限公司 | 一种具有良好切削性和切屑破碎性的低碳易切削钢 |
| BR122015020249B1 (pt) * | 2006-12-28 | 2016-07-26 | Kobe Steel Ltd | haste e mola de fio de aço acalmado com si |
| EP2123784B1 (en) * | 2006-12-28 | 2012-07-11 | Kabushiki Kaisha Kobe Seiko Sho | Si KILLED STEEL WIRE MATERIAL HAVING EXCELLENT FATIGUE PROPERTY AND SPRING |
-
2008
- 2008-01-28 JP JP2008016653A patent/JP2009174033A/ja not_active Withdrawn
-
2009
- 2009-01-20 EP EP09705853.1A patent/EP2248925B1/en not_active Not-in-force
- 2009-01-20 KR KR1020107016830A patent/KR20100099749A/ko not_active Ceased
- 2009-01-20 CN CN2009801031517A patent/CN101925687B/zh not_active Expired - Fee Related
- 2009-01-20 US US12/809,107 patent/US8273292B2/en not_active Expired - Fee Related
- 2009-01-20 WO PCT/JP2009/050721 patent/WO2009096260A1/ja not_active Ceased
- 2009-01-23 TW TW098103057A patent/TW200942624A/zh unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55152152A (en) * | 1979-05-17 | 1980-11-27 | Daido Steel Co Ltd | Free cutting steel including adjusted interposing material |
| JP2000034538A (ja) | 1998-07-14 | 2000-02-02 | Daido Steel Co Ltd | 旋削加工性に優れた機械構造用鋼 |
| JP2000219936A (ja) | 1999-02-01 | 2000-08-08 | Daido Steel Co Ltd | 快削鋼 |
| JP2001214239A (ja) * | 2000-01-28 | 2001-08-07 | Kobe Steel Ltd | 切屑分断性に優れた機械構造用鋼およびその製法 |
| JP2001214240A (ja) * | 2000-01-28 | 2001-08-07 | Kobe Steel Ltd | 被削性に優れた快削鋼およびその製法 |
| JP2003055735A (ja) | 2001-06-08 | 2003-02-26 | Daido Steel Co Ltd | 超硬工具切削性にすぐれた機械構造用の快削鋼 |
| JP2003213368A (ja) | 2001-11-15 | 2003-07-30 | Sumitomo Metal Ind Ltd | 機械構造用鋼 |
| JP2004091886A (ja) | 2002-09-02 | 2004-03-25 | Daido Steel Co Ltd | 被削性にすぐれるとともに切屑破砕性が高い機械構造用鋼 |
| JP2005273000A (ja) | 2004-02-26 | 2005-10-06 | Sanyo Special Steel Co Ltd | 被削性に優れた機械構造用鋼 |
| JP2005272903A (ja) | 2004-03-23 | 2005-10-06 | Sanyo Special Steel Co Ltd | 被削性に優れるTi添加高強度鋼 |
| JP2008016653A (ja) | 2006-07-06 | 2008-01-24 | Fujitsu Ltd | 半導体パッケージ、その製造方法、プリント基板及び電子機器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2248925A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2248925B1 (en) | 2017-06-21 |
| CN101925687A (zh) | 2010-12-22 |
| EP2248925A4 (en) | 2013-12-11 |
| US20110229363A1 (en) | 2011-09-22 |
| CN101925687B (zh) | 2013-01-02 |
| TW200942624A (en) | 2009-10-16 |
| EP2248925A1 (en) | 2010-11-10 |
| US8273292B2 (en) | 2012-09-25 |
| KR20100099749A (ko) | 2010-09-13 |
| JP2009174033A (ja) | 2009-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5138991B2 (ja) | 被削性に優れた機械構造用鋼 | |
| WO2009096260A1 (ja) | 被削性に優れた機械構造用鋼 | |
| TWI391498B (zh) | A steel for mechanical structure excellent in machinability and a method for manufacturing the same | |
| JP2012224928A (ja) | 面圧疲労強度に優れた機械構造用鋼鋼材 | |
| JP5368885B2 (ja) | 熱間加工性及び被削性に優れた機械構造用鋼 | |
| JP5318638B2 (ja) | 被削性に優れた機械構造用鋼 | |
| JP5237696B2 (ja) | 機械構造用鋼 | |
| JP4451808B2 (ja) | 疲労特性と耐結晶粒粗大化特性に優れた肌焼用圧延棒鋼およびその製法 | |
| KR100940715B1 (ko) | 피삭성 및 열간압연성이 우수한 환경친화형 무연 쾌삭강의제조방법 | |
| JP2005336553A (ja) | 熱間工具鋼 | |
| JP4964060B2 (ja) | 強度異方性と被削性に優れた機械構造用鋼および機械構造用部品 | |
| JP5768757B2 (ja) | 機械構造用鋼 | |
| JP5166959B2 (ja) | 酸素富化雰囲気切削加工用の機械構造用鋼 | |
| JP6801542B2 (ja) | 機械構造用鋼およびその切削方法 | |
| KR100833034B1 (ko) | 고온연성이 우수한 환경친화형 무연 쾌삭강 및 그 제조방법 | |
| JP7489811B2 (ja) | 非調質鍛造用鋼および非調質鍛造部品 | |
| JP2005240120A (ja) | 疲労特性に優れた機械構造用鋼 | |
| JP2001026841A (ja) | 冷間鍛造性に優れたBi快削鋼およびその製造方法 | |
| JP2022098655A (ja) | 温間鍛造用肌焼鋼及びこれを用いて製造した鍛造粗形材 | |
| JP2003268487A (ja) | 非調質鋼 | |
| JP2005344205A (ja) | 高温強度及び被削性に優れた機械部品用鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980103151.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09705853 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12809107 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009705853 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009705853 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 4616/CHENP/2010 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20107016830 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |