WO2009106106A1 - Druckschicht mit haupt- und satellitenpixeln auf einem polymerschichtverbund für ein sicherhets- und/oder wertdokument - Google Patents
Druckschicht mit haupt- und satellitenpixeln auf einem polymerschichtverbund für ein sicherhets- und/oder wertdokument Download PDFInfo
- Publication number
- WO2009106106A1 WO2009106106A1 PCT/EP2008/009335 EP2008009335W WO2009106106A1 WO 2009106106 A1 WO2009106106 A1 WO 2009106106A1 EP 2008009335 W EP2008009335 W EP 2008009335W WO 2009106106 A1 WO2009106106 A1 WO 2009106106A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- security
- pixels
- polymer layer
- satellite
- layer composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/46—Associating two or more layers using pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/14—Security printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/21—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose for multiple purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/08—Designs or pictures characterised by special or unusual light effects characterised by colour effects
-
- B42D2035/14—
-
- B42D2035/50—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/455—Associating two or more layers using heat
Definitions
- the present invention relates to a polymer layer composite for a security and / or value document and to a method for its production. Furthermore, the invention relates to a security and / or value document which can be produced from the polymer layer composite according to the invention, for example by welding the composite into transparent protective films. Moreover, the invention relates to the use of the security and / or value document as an identity card, passport, credit card, bank card, cash card, customer card, visa card, ID card or driver's license.
- Card-shaped data carriers are used, for example, for the identification of persons and / or objects and / or for cashless payment transactions. You have u.a. visually identifiable features that they clearly assign to a person and / or an item and / or a money or securities account and only allow the owner to identify himself or to dispose of the item or account and arrange for money transfers. For this reason, these data carriers must have security features that make it practically impossible for unauthorized persons to falsify or falsify the cards, so that abuse can be prevented as far as possible. In addition, a fake should therefore be easily recognizable.
- Essential security features in the card-shaped data carriers are personalized and / or individualized features that are stored in the data carrier.
- Personalized features are, for example, passport photos and data of the person to whom the card is associated, such as date of birth, address or identification number in a company, as well as biometric data such as a digitized record of fingerprints or the size, or the person's eye color or affiliation health insurance.
- Individualized features are data associated with a particular device such as a motor vehicle, a bank account, or a security.
- Such personalized and / or individualized features are applied individually to the card-shaped data carriers for the person using them. Therefore, the process for their generation must be flexible.
- methods and apparatus for applying such data to card-shaped media are described in US 6,022,429 A, US 6,264,296 B1, US 6,685,312 B2, US 6,932,527 B2, US 6,979,141 B1, and US 7,037,013 B2, the disclosure of which is hereby fully incorporated in the disclosure of this specification , wherein the personalized and / or individualized features include can be applied to the cards by means of inkjet printing technology.
- satellite pixels may be generated in addition to the main printing pixels produced in printing
- the ink properties and the conditions under which the droplets are formed for example the flank form of the droplet ejection
- more or less long "drop tails” whose velocity is smaller than that of the leading drops and from which further subsequent satellite drops can therefore form
- H.Wijshoff in: "Drop formation mechanisms in piezo-acoustic inkjet", retrieved at http: // www .flow3d.com / pdfs / tp / micro_tp / FloSci-Bib01 -07.pdf on 8.2.2008, the contents of which are hereby incorporated in their entirety into the disclosure content of this description).
- a method for coding a primary image with a secondary image in which the primary image and the secondary image are screened.
- the secondary image is hidden in the primary image by being compensated for with its own inverse representation.
- a coding method is used in which the points of the rasterized primary image can be modified or changed so that the balanced secondary image in the primary image is invisible.
- the points in the primary image are grouped and the information of the secondary image is fed into these point groups.
- Such variations may be in the density, shape and shape, angle, position, size, or frequency of the individual points in the point groups.
- DE 197 06 008 C2 discloses a method for increasing the security against forgery of variable graphical elements, in particular alphanumeric characters, images, barcodes, in value and security documents, in which at least the surfaces of the variable graphic elements are provided with microscopic fine structures and in which a defined relationship in the form of a code is established between the spectral and / or geometric properties of the structures with regard to color and pattern and the variable graphic elements to be protected.
- a color information of the graphic structure is proposed as a security feature.
- color codes can be defined for alphanumeric characters, which recur in the structures of the individual elements.
- the letter "c" is changed on the letter surface by picking up a c-shaped strip representing a protective structure, and associated with the letter is a color identical to the color of the protective structure in the "c".
- High-quality card-shaped data carriers today consist in particular of polycarbonate.
- Personalization and / or customization of polycarbonate-based cards typically takes place by laser engraving.
- a laser beam is focused into the material and guided over the material.
- the laser beam produces pungencies in the interior through pyrolysis, which vary in intensity depending on the laser intensity and duration at the respective points.
- an image or other graphics or even a lettering or a number and / or letter combination can be generated.
- the present invention is based initially on the problem that a layer composite with personalized and / or individualized features that have been produced by printing, may be delaminated or split by unauthorized manipulation, so that it is desirable to find a method with this is certainly prevented.
- Pixel means the smallest possible element in printing a rasterized image
- Pixels usually have simple geometric shapes, such as circles or squares
- inkjet printing typically produces circular or circular shapes which are defined by the ink spot propagating in the print medium
- the entirety of all the pixels of an image constitute a representation in their relative arrangement to each other.
- the term "satellite pixel" is to be understood as an ink stain on the print medium which, in a drop-based printing process, under certain conditions, in addition to the actual main ink spot, the main pixel
- the satellite pixel is typically very close to the main pixel and may ideally merge with it, or be separated therefrom, if additional satellite pixels are to be generated, and satellite satellite is associated with a main pixel
- a bimodal pixel of main pixel and satellite pixel is formed when the distance between the main pixel and the satellite pixel is not very small, but not so large that both pixels are separated from each other are separated.
- Satellite pixels are characterized, inter alia, by being in a fixed geometric relationship relative to the main pixels to which they are associated, for example by always being on the connecting line between adjacent main pixels or appearing at a certain angle to that connecting line, if not spattering of printing ink, which statistically produce ink stains. If the printing direction (relative direction of movement between the printing head and the printing medium) is reversed, this angle is also mirrored on a perpendicular to the printing direction.
- certain print pixels composed of main pixels and satellite pixels for example pixels in a specific color and / or size, are in a first spatial orientation and other pixels, for example in a different color and / or size, in one varying geometric relationship.
- the main and satellite pixels in adjacent main pixel satellite pixel ensembles also be arranged in different geometric arrangement to each other, within each group only ensembles occur with the same geometric orientation. This means that adjacent ensembles can also appear in different geometric orientations if they belong to different groups.
- An essential feature of satellite pixels is that they are typically smaller than the major pixels to which they are associated.
- digital printing method is to be understood as a printing method in which the data required for imaging digitally created and printing directly, as in the inkjet printing process, or indirectly, as in a xerographic printing processes are used to produce the printed image without the need for an explicit printing form, and this is a non-impact printing process, ie a process in which no solid printing form (a printing cylinder or a stamp) is used. is used.
- a polymer layer composite for a security and / or value document for example for a credit card, bank card, cash card, customer card, visa card, ID card or driver's license, passport, identity card, is proposed according to the invention, the at least two having cohesively interconnected polymer layers, wherein on at least one surface of at least one of the polymer layers each consisting of printing pixels pressure layers are formed in a pressure range.
- the print pixels each consist of a main pixel and at least one satellite pixel assigned to the main pixel.
- Such a polymer layer composite is produced according to the invention using the following method steps: (a) providing the polymer layers for the polymer layer composite; (b) forming respective print layers of print pixels on at least one surface of at least one of the polymer layers in a print area; In this case, the print pixels are each formed from a main pixel and at least one satellite pixel associated with the main pixel; and (c) bonding the polymer layers together.
- the starting point of the present invention is the recognition that novel security features in security and / or value documents can be generated if pixel-oriented printing methods are used and the individual screen dots of a screened representation, in particular of personalized and / or individualized features, are modified in such a way that respectively a main pixel and satellite pixels associated therewith are generated.
- the entire representation is then preferably composed of main pixels and associated with them satellite pixels.
- pixel-oriented printing methods in particular the ink-jet printing method, are set up such that the respective printed pixels have the most reproducible shapes, areas and color densities.
- the print is optimized so that no satellite pixels form.
- Each printing pixel then ideally consists of a circular surface. Therefore, the presence of satellite pixels, in addition to the main pixels to which they are associated, constitutes a security feature in the security and / or value document. Thus, if no such satellite pixels are detected in a security and / or value document, even though the standard document is printed with such pixel shapes it is easy to identify a forgery or falsification.
- satellite pixels are smaller than the main pixels to which they are assigned.
- the relative diameter of the two pixel types reference is made to the above definition.
- each generated main pixel in the representation can be assigned a single satellite pixel.
- the rising edge of the actuator piezoelectric crystal, resistance heating in the bubble jet inkjet printer
- the single ink drops are ejected from the print head. This is because the main part of a drop is ejected from a discharge port in the print head at a high speed, but a smaller part still leaks when the discharge operation is actually already completed and the meniscus of the ink liquid in the discharge port is already starting to retire ("Fill-before-fire-action").
- the ink liquid emerging at this stage is delayed with respect to the leading liquid parts, so that a liquid path is formed which, when the reaching delay is far apart and then in the trailing part (tail) under certain conditions and individual drops (satellite drops) can form.
- These additional parameters for satellite drop generation are due, among other things, to the composition of the ink, especially with regard to its viscosity and surface tension, which have a significant influence on the formation of satellite drops that produce satellite pixels.
- a high surface tension of the ink liquid to air is advantageous for the formation of individual ink droplets.
- the inertia of the ink fluid also has a significant influence. This is shown in detail in H.Wijshoff, ibid., In more detail.
- the security feature that can be produced with the invention can be realized in an arbitrarily designed representation: It can be structured, such as an image, for example a passport photograph, or as a graphic, such as guilloche, or as a raster, in particular a background raster (for example diamond, hahentritt -, pepita-, herringbone, checkerboard-shaped screening), or as alphanumeric characters, such as the representation of personalized data of the owner or the designated item (for example motor vehicle), or as a barcode or as an emblem, crests, insignia, a Flag, a checkmark, warranty, seal.
- the representation can simply be a uniformly colored surface without structure, such as a white, black, gray or somehow colored surface.
- all or only certain, uniquely identifiable groups of print pixels can be embodied as main pixel satellite pixel ensembles. For example, all printing pixels that are not black may be provided with satellite pixels.
- the present invention relates to a composite of polymer layers, which may optionally also contain layers of other materials, such as cardboard, paper, textiles, fabrics, knitted or prepregs, for the production of security and / or value documents.
- layers of other materials such as cardboard, paper, textiles, fabrics, knitted or prepregs.
- all materials customary in the field of safety and / or value documents can be used as materials for the polymer layers.
- the polymer layers can, identically or differently, be based on a polymer material from the group comprising PC (polycarbonate, in particular bisphenol A polycarbonate), PET (polyethylene glycol terephthalate), PMMA (polymethyl methacrylate), TPU (thermoplastic polyurethane elastomers), PE (polyethylene) , PP (polypropylene), PI (polyimide or poly-trans-isospore), PVC (polyvinyl chloride) and copolymers of such polymers. Furthermore, coextruded films of these materials can be used.
- PC polycarbonate, in particular bisphenol A polycarbonate
- PET polyethylene glycol terephthalate
- PMMA polymethyl methacrylate
- TPU thermoplastic polyurethane elastomers
- PE polyethylene
- PP polypropylene
- PI polyimide or poly-trans-isospore
- PVC polyvinyl chloride
- low-T g polycarbonate-based materials can also be used, in particular for a polymer layer on which a printing layer is applied, and / or for a polymer layer, which is bonded to a polymer layer bearing a print layer on the side of the print layer.
- Low-T g -Materials are polymers whose glass transition temperature is below 140 0 C.
- the polymer layers can be filled or unfilled.
- the filled polymer layers contain in particular color pigments or other fillers.
- the polymer layers may also be dyed with dyes or colorless and, in the latter case, transparent, translucent or opaque.
- the base polymer of at least one of the polymer layers to be joined contains identical or different mutually reactive groups, wherein react at a laminating temperature of less than 200 0 C reactive groups of a first polymer layer with each other and / or with reactive groups of a second polymer layer.
- the lamination temperature can be lowered without jeopardizing the intimate bond of the laminated layers.
- this is due to the fact that the various polymer layers can no longer be readily delaminated due to the reaction of the respective reactive groups. Because between the polymer layers takes place a reactive coupling, as it were a reactive lamination.
- the glass transition temperature T 9 of the at least one polymer layer before thermal lamination is less than 120 ° C. (or even less than 110 ° C. or less than 100 ° C.). is, wherein the glass transition temperature of this polymer layer after thermal lamination by reaction of reactive groups of the base polymer of the polymer layer with each other by at least 5 ° C, preferably at least 20 0 C, higher than the glass transition temperature before the thermal lamination. In this case, not only does a reactive coupling of the layers to be laminated occur.
- the lamination temperature when using such polymer materials is preferably less than 180 ° C., more preferably less than 150 ° C.
- the selection of suitable reactive groups is possible without difficulty for a person skilled in the art of polymer chemistry.
- the reactive groups may be attached directly to the base polymer or linked to the base polymer via a spacer group.
- Suitable spacer groups are all spacer groups known to the person skilled in the art of polymer chemistry.
- the spacer groups may also be oligomers or polymers which impart elasticity, whereby a risk of breakage of the security and / or value document is reduced. Such elasticity-promoting spacer groups are known to the person skilled in the art and therefore need not be further described here.
- spacer groups may be mentioned which are selected from the group comprising - (CH 2 ) 1 -, - (CH 2 -CH 2 -O) n -, - (SiR 2 -O) n -, - (C 6 H 4 J n -, - (C 6 H 10 ) n -, -dC n -alkylene-, -C 3 -C (n + 3r arylene-, -C 4 -C ( n + 4r ArAlkylen-, in each case branched or linear, saturated or unsaturated, optionally substituted, or corresponding heterocycles having one or more, identical or different heteroatoms.
- base polymer refers to a polymer structure which does not bear any groups reactive under the lamination conditions used. These may be homopolymers or copolymers. Compared to the polymers mentioned also modified polymers are included.
- the present invention serves to produce security features in security and / or value documents.
- the security features may in particular be personalized and / or individualized features.
- the personalized feature may in particular be a passport photograph.
- a personalized feature can also be data of the person to whom the security and / or value document is assigned, for example the date of birth, the address or identification number in a company, and biometric data, such as a digitized data set of fingerprints, or the size, eye color the person or their affiliation to a health insurance company.
- an individualized feature may represent data pertaining to a particular item, such as a motor vehicle, or to a particular entity, such as a bank account or a security.
- the personalized and / or individualized feature in turn is changed by the formation of the individual print pixels in the main pixels and satellite pixels as another security feature. That despite the change, the printed image can be seen with the naked eye, while it can be seen, given a corresponding optical magnification, that the individual printing pixels are formed as ensembles of main pixels and satellite pixels.
- the special grid structure according to the invention with main pixels and satellite pixels is preferably realized with a digital printing method (non-impact printing), more preferably with a drop-on-demand printing method and most preferably with an ink jet printing method. If an ink-jet printing process is used, the ensembles of main and satellite pixels can be adjusted by simply setting the printing be generated. In other cases, these ensembles are merely simulated. In principle, therefore, all printing methods can be used with which such ensembles can be simulated in a screened representation of the individual picture elements (pixels).
- the printing method used reaches a sufficient resolution in order to be able to produce the picture elements composed of main and satellite pixels in addition to a conventional picture composed of picture elements in an image quality of sufficient imaging quality.
- conventional printing methods such as wet and dry offset and other planographic printing methods, gravure, high-pressure, but also electrophotographic or thermographic methods.
- digital printing methods in addition to the ink-jet printing method, for example, xerographic methods, preferred because they are very flexible, in particular for the production of personalized and / or individualized pattern.
- the pattern is produced with an inkjet printhead on one of the surfaces, wherein the pattern is subdivided into pixels and at least a part of these pixels in the sense of the invention consists of main and satellite pixels.
- each satellite pixel is relative to a respective main pixel, with which it is assigned at a predetermined angle a to the direction in which the inkjet head and the surface are moved relative to each other (printing direction) the surface generated. This means that when viewing the surface after printing, the satellite pixels are arranged in a specific orientation relative to the associated main pixels, for example in the "5 o'clock position" or in the "half-o'clock position".
- said angle a is not 0 ° or 180 °, relative to the printing direction. If these angles were maintained, the satellite pixels would lie on the connecting lines of main pixels which are printed one after the other during the process (scanning) of the print head and of the print medium relative to one another. Such orientation would typically result in conventional ink jet printing, even though there are no particular devices to suppress satellite pixels, because the satellite drops are later due to their lower exit velocity from the print head exit ports than the main drop hit the print medium and impinge on the connecting line successively printed main pixels because of the now made offset in the process of the printhead next to the main pixel. Depending on the printing direction, a satellite drop might appear to the right or left of the main pixel.
- each satellite pixel may be formed at a predetermined angle ⁇ to a line connecting adjacent major printed pixels on the surface, regardless of the printing direction relative to the particular master pixel to which it is associated.
- a device for deflecting the satellite drops emerging from the print head is provided on the print head.
- This device may, in particular, be a through-opening device, which is arranged directly adjacent to the outlet openings of the print head.
- the portion of the ink liquid which ultimately forms the satellite pixels passes at an angle ⁇ to a plane passing through the respective main pixel and printing direction is defined, off.
- This part of the ink liquid is formed by the tail of the ejected ink liquid, whose airspeed is lower than the part of the ink liquid at the top of the ejected liquid path and during flight to the main drop forming part.
- the means for deflecting the satellite drops may be formed as in US 7,093,915 B2 or US 2003/0179258 A1 by a through-hole plate which is brought into direct contact with the part of the print head in contact, in the the outlet openings for the ink liquid are located.
- the passage openings in this plate are inserted in register with the outlet openings in the printhead in the plate.
- the plate is not attached to the print head in such a way that the outlet openings are aligned with the through openings, but in such a way that a small offset results, so that a free cross section results for the passage of the ink liquid, but this cross section is narrowed.
- the tail of the fluid path receives a pulse parallel to the plane of the plate so that the satellite drop forming from the tail is deflected from the original exit direction in which the bulk of the ink fluid is expelled. become.
- the main drop maintains the exit direction defined by the normal to the plane defined by the exit ports of the printhead.
- the passage openings in the plate are indeed adjusted in register with the outlet openings in the print head.
- these through-holes are designed in a special way, in such a way that the trajectory of the satellite drop is deflected, for instance through through-holes with a curved, S-shaped or otherwise specially designed profile.
- a predetermined color ⁇ at which a satellite pixel is generated relative to the main pixel to which it is associated is assigned a particular color.
- the main pixel and the associated satellite pixel are generated according to this embodiment at this angle a and printed in this color associated with the angle a.
- Another security feature is available.
- This security feature is that a particular color is associated with a particular orientation of a satellite pixel relative to the main pixel to which it is associated, and that the main and satellite pixels are also printed in that color. A forgery or falsification occurs when such a shaped printing pixel is not printed in the associated color.
- a ", ...., below which satellite pixels are generated relative to the respective main pixels to which they are associated, can each be assigned a specific color ,
- the main pixel and the associated satellite pixels are the respective angles ⁇ n generated and in this the angle ⁇ n associated color printed.
- a pattern may include print pixels that appear in the 1 o'clock position, 4 o'clock position, 7 o'clock position, and 10 o'clock position on the printed surface, relative to the associated main pixels ,
- the respective orientations are assigned specific colors, such as the colors of the CMYK color space, for example the 1 o'clock position of the color yellow, the 4 o'clock position of the color magenta, the 7 o'clock position of the color cyan and the 10 o'clock.
- a document is a representation consisting of pixels, each consisting of main and satellite pixels, wherein at least individual pixels are printed in a color that is not the respective associated orientation of Satellite pixels corresponding to their associated main pixels, so for example, printing pixels with satellite pixels in 7 o'clock position in yellow, proving the document with this representation as a fake or as falsified.
- the main pixels and the associated satellite pixels are generated in this case at the respective angle ⁇ n and on this surface associated with the angle ⁇ n .
- the print pixels are printed on each surface with a different orientation of the satellite pixels to the corresponding main pixels, for example on the first surface with satellite pixels in the 2 o'clock position, on the second surface in the 5 o'clock position, on the third surface in 8 o'clock position and on the fourth surface in 11 o'clock position. If it turns out that in a document with such coding of the pixels with colors an incorrect assignment takes place, it can be determined that this document is forged or falsified.
- This embodiment is particularly advantageous when the different surfaces are spaced from each other by at least one layer of the composite, so that a distinction of the individual composite layers is made possible.
- the representations in the above embodiment may be printed on the different surfaces in different colors.
- multiple representations printed on different surfaces may be color separations of a color image.
- the individual color separations according to the above embodiments of the invention can be provided with different orientations of the satellite pixels and color-coded.
- the said security features may in principle be formed on a single surface of a layer of the composite layer, or it may be formed on different surfaces in the multilayer composite layers, these multiple surfaces are preferably separated from each other by at least one polymer layer and thus spaced from each other, and wherein the layers of the layer composite are joined together such that the representations of all printed layers, for example color separations of a photo, preferably lie exactly above one another on the different surfaces.
- polymer layers which are colorless and transparent in order to be able to visually recognize the printed layers in the different layers of the layer composite visually from the outside.
- a suitable representation for example a passport photograph
- a division of the fields on two surfaces can take place in such a way that the first, third, fifth ... field of successive fields follow one another.
- the second, fourth, sixth, and ... fields on a second surface and the corresponding fields of further rows are distributed in the same way to the two surfaces. Since the different surfaces on which the partial images are located are spaced apart from each other, the result is a spatial impression of the representation, which is the more the more printed layers on different surfaces in the laminate are included in this representation.
- a further printing layer can also be applied, this further printing layer being printed on a surface which is modified in partial regions, for example with a screen or other type of pattern. Screening or other patterning in the modification of the surface is performed in this embodiment by changing the surface energy of the surface to be screened in partial areas corresponding to the grid, so that the ink liquid does not wet the surface in these partial areas. This change in surface energy may consist in hydrophilizing an otherwise hydrophobic surface or in hydrophobing an otherwise hydrophilic surface.
- the portions of the surfaces in the print areas may be modified to increase their hydrophilicity ie their tendency is increased to be wetted by water. This ensures that the ink is not absorbed during the printing process of the modified areas but rejected. Hydrophilization can be carried out, for example, by using reactive reagents on the surfaces in the subregions to be modified.
- the surface can be provided with a raster-shaped printing with a raster reproducing this silicone stamp in microcontact printing process.
- an aerosol writing method can also be used, for example the M 3 D® method from Optomec®, US. This is a maskless application method in which the reactive reagents are atomized with a sprayer, the generated aerosol is transported with a first gas stream to a nozzle and sprayed by means of a second gas stream focused on the surface sub-areas.
- the surface may be contacted with the reactive reagents which react with and hydrophilize the material of the surface.
- Such hydrophilic reagents can be, above all, compounds which have at least one group reactive with the material of the polymer layers to be modified and at least one hydrophilic group.
- Spacer groups may be provided between the reactive groups and the hydrophilic groups.
- the reactive groups may be selected, inter alia, from the group comprising carboxylic acid chloride, carboxylic acid Angew. hydride, oxirane and phthalimide groups.
- the portions of the surface to be modified may be provided with a hydrophilic coating, such as a hydrophilic paste or a hydrophilic dispersion. To impart adhesion of the paste or dispersion to the hydrophobic surface, the paste or dispersion contains, for example, a surfactant.
- hydrophilic surfaces are rendered hydrophobic, for example by fluorination or siliconization, for example by applying a hydrophobic layer, for example a layer containing fluorinated binder components.
- the structuring to produce the hydrophobic subregions can in turn be realized with a stamp in the microcontact printing process or with a drop-on-demand printing process or with a photolithographic process.
- Polycarbonate layers can also be rendered hydrophobic.
- diamond-shaped, triangular, square or hexagonal or also differently sized printing pixels can be produced.
- a color can be assigned, for example, triangular pressure pixels of cyan color, squared pressure pixels of the color magenta, hexagonal pressure pixels of the color yellow and diamond-shaped Druckpi- xel Color: Black.
- any other pattern may be created as a secondary latent visible image superimposing the primary visible image, such as guilloches.
- the security feature formed by the primary visible image and the secondary latent visible pattern may be generated in a print area other than the print area in which the security feature of the invention formed by print pixels with satellite pixels is created becomes.
- the two pressure areas may preferably be on surfaces in the layer composite, which are separated from each other by at least one layer of the composite.
- these two pressure ranges can overlap at least partially, so that overlapping partial images result in a common representation, for example a passport photograph.
- different security features are realized in this case: on the one hand in a first
- Printing area the security feature according to the invention formed by additional satellite pixels at the associated main pixels and in a second printing area the security feature realized by the modification of the subregions of the surfaces.
- the generation of security features according to the invention by generating satellite pixels in addition to main pixels can also be combined with the above further embodiment, in which the surface is modified in subregions, in the same printing area and thus on the same surface of a polymer layer.
- the primary visible print image is to be printed with satellites
- the secondary latent visible information results in surface screening with grid areas that are larger than the areas of the print pixels.
- the satellites are visible at the main pixels because the print pixels in the grid areas are substantially completely contained.
- the presence of both the rasterization and the formation of the print pixels with main and satellite pixels represents further security features.
- the above embodiments may also refer to a black / white representation, optionally with gray tones, instead of colored representations. These embodiments represent additional security features to the security features according to the invention and can be combined with these.
- the respective printed layers are arranged in the polymer layer composite on inner layers of the composite. In this case is prevents or even precludes forgery or falsification of printed layers serving as security features.
- a preparation comprising: A) 0.1 to 20 wt .-% of a binder with a polycarbonate derivative, B) 30 to 99.9 wt .-% of a preferably organic solvent or solvent mixture, C) 0 to 10 wt % of a colorant or colorant mixture (wt.% relative to its dry mass), D) 0 to 10 wt.% of a functional material or a mixture of functional materials, E) 0 to 30 wt.% of additives and / or auxiliaries, or a mixture of such substances, the sum of the components A) to E) always being 100% by weight, as a printing ink.
- polycarbonate derivatives are highly compatible with polycarbonate materials, in particular with polycarbonates based on bisphenol A, such as, for example, Makrofol® films.
- polycarbonate derivative used is stable to high temperatures and shows no discoloration at lamination typical temperatures up to 200 0 C and more, whereby the use of the above-described low-T g - materials is not necessary.
- the polycarbonate derivative may contain functional carbonate structural units of the formula (I)
- R 1 and R 2 independently of one another, are hydrogen, halogen, preferably chlorine or bromine, C 1 -C 8 -alkyl, C 5 -C 6 -cycloalkyl, C 6 -C 10 -aryl, preferably phenyl, and C ⁇ -C 12 - Aralkyl, preferably phenyl-C 1 -C 4 -alkyl, especially benzyl;
- m is an integer from 4 to 7, preferably 4 or 5; R 3 and R 4 are individually selectable for each X, independently of one another is hydrogen or C 1 -C 6 -alkyl; X is carbon and n is an integer greater than 20, with the proviso that on at least one atom X, R 3 and R 4 are simultaneously alkyl. It is preferred for X, R 3 and R 4 to be simultaneously alkyl at 1 to 2 atoms, in particular only at one atom. R 3 and R 4 may be in particular methyl.
- the X atoms in the ⁇ position to the diphenyl-substituted C atom (C1) may not be dialkyl-substituted.
- the polycarbonate derivative can be prepared, for example, on the basis of monomers, such as 4,4 ' - (3,3,5-trimethylcyclohexane-1,1-diyl) diphenol, 4,4 ' - (3,3-) Dimethylcyclohexane-1, 1-diyl) diphenol, or 4,4 ' - (2,4,4-trimethylcyclopentane-1, 1-diyl) diphenol.
- monomers such as 4,4 ' - (3,3,5-trimethylcyclohexane-1,1-diyl) diphenol, 4,4 ' - (3,3-) Dimethylcyclohexane-1, 1-diyl) diphenol, or 4,4 ' - (2,4,4-trimethylcyclopentane-1, 1-diyl) diphenol.
- Such a polycarbonate derivative can be prepared, for example, according to the document DE-A 38 32 396 from diphenols of the formula (Ia), the disclosure content of which is hereby incorporated in full in the disclosure of this description. It is possible to use both a diphenol of the formula (Ia) to form homopolycarbonates and a plurality of diphenols of the formula (Ia) to form copolycarbonates (meaning of radicals, groups and parameters, as in formula I).
- diphenols of the formula (Ia) can also be mixed with other diphenols, for example with those of the formula (Ib)
- thermoplastic thermoplastic
- aromatic Polycarbonatde- derivatives thermoplastic, aromatic Polycarbonatde- derivatives
- Suitable other diphenols of the formula (Ib) are those in which Z is an aromatic radical having 6 to 30 C atoms, which may contain one or more aromatic nuclei, may be substituted, and aliphatic radicals or cycloaliphatic radicals other than those of the formula (II) Ia) or heteroatoms may contain as bridge members.
- diphenols of the formula (Ib) are hydroquinone, resorcinol, dihydroxydiphenyls, bi- (hydroxyphenyl) alkanes, bis (hydroxyphenyl) -cycloalkanes, bis (hydroxyphenyl) sulfides, bis (hydroxyphenyl) ethers , Bis (hydroxyphenyl) ketones, bis (hydroxyphenyl) sulfones, bis (hydroxyphenyl) sulfoxides, ⁇ , ⁇ '-bis (hydroxyphenyl) -diisopropylbenzenes and their kernalkyltechnisches and their kernalkyltechnisches and their kernalkyltechnisches.
- Preferred other diphenols are, for example: 4,4'-dihydroxydiphenyl, 2,2-bis (4-hydroxyphenyl) propane, 2,4-bis (4-hydroxyphenyl) -2-methylbutane, 1,1-bis ( 4-hydroxyphenyl) -cyclohexane, ⁇ , ⁇ -bis- (4-hydroxyphenyl) -p-diisopropylbenzene, 2,2-bis (3-methyl-4-hydroxyphenyl) -propane, 2,2-bis (3-chloro-4-hydroxyphenyl) -propane, bis (3 , 5-dimethyl-4-hydroxyphenyl) -methane, 2,2-bis- (3,5-dimethyl-4-hydroxyphenyl) -propane, bis- (3,5-dimethyl-4-hydroxyphenyl) -sulfone, 2, 4-bis (3,5-dimethyl-4-hydroxyphenyl) -2-methylbutane, 1, 1-bis (3,5-dimethyl-4-hydroxyphenyl)
- diphenols of the formula (Ib) are, for example, 2,2-bis (4-hydroxyphenyl) propane, 2,2-bis (3,5-dimethyl-4-hydroxyphenyl) -propane, 2,2- Bis (3,5-dichloro-4-hydroxyphenyl) -propane, 2,2-bis (3,5-dibromo-4-hydroxyphenyl) -propane and 1,1-bis (4-hydroxyphenyl) - cyclohexane.
- 2,2-bis (4-hydroxyphenyl) propane is preferred.
- the other diphenols can be used both individually and in a mixture.
- the molar ratio of diphenols of the formula (Ia) to the other diphenols of the formula (Ib) which may optionally be used should be between 100 mol% (Ia) to 0 mol% (Ib) and 2 mol% (Ia) 98 mol% (Ib), preferably between 100 mol% (Ia) to 0 mol% (Ib) and 10 mol% (Ia) to 90 mol% (Ib) and in particular between 100 mol% (Ia ) to 0 mol% (Ib) and 30 mol% (Ia) to 70 mol% (Ib).
- the high molecular weight polycarbonate derivatives from the diphenols of the formula (Ia), if appropriate in combination with other diphenols, can be prepared by the known polycarbonate production processes.
- the various diphenols can be linked together both statistically and in blocks.
- the polycarbonate derivatives used can be branched in a manner known per se. If the branching is desired, this can in known manner by condensing small amounts, preferably amounts of 0.05 to 2.0 mol% (based on diphenols), of trifunctional or more than trifunctional compounds, especially those with three or more than three phenolic hydroxyl groups.
- Some branching agents having three or more than three phenolic hydroxyl groups are phloroglucinol, 4,6-dimethyl-2,4,6-tri- (4-hydroxyphenyl) -heptene-2,4,6-dimethyl-2,4,6-tri - (4-hydroxyphenyl) heptane, 1, 3,5-tri (4-hydroxyphenyl) benzene, 1,1,1-tri (4-hydroxyphenyl) ethane, tri- (4-hydroxyphenyl) -phenyl - methane, 2,2-bis [4,4-bis (4-hydroxyphenyl) cyclohexyl] propane, 2,4-bis (4-hydroxyphenyl-isopropyl) -phenol, 2,6-bis (2,6-bis) 2-hydroxy-5-methylbenzyl) -4-methylphenol, 2- (4-hydroxyphenyl) -2- (2,4-dihydroxyphenyl) -propane, hexa- [4- (4-hydroxyphenyl-isopropyl
- Monofunctional compounds in conventional concentrates serve as chain terminators for the known regulation of the molecular weight of the polycarbonate derivatives.
- Suitable compounds are, for example, phenol, tert-butylphenols or other alkyl-substituted phenols.
- For controlling the molecular weight in particular small amounts of phenols of the formula (Ic) are suitable
- R represents a branched C 8 and / or C 9 alkyl radical.
- the proportion of CH 3 protons is preferably between 47 and 89% and the proportion of CH and CH 2 protons between 53 and 11%; also preferably R is in the o- and / or p-position to the OH group, and more preferably the upper limit of the ortho-portion is 20%.
- the chain terminators are generally used in amounts of 0.5 to 10, preferably 1.5 to 8 mol%, based on diphenols used.
- the polycarbonate derivatives can preferably be prepared in a manner known per se by the phase interface behavior (compare H. Schnell in: Chemistry and Physics of Polycarbonates, Polymer Reviews, Vol.
- the diphenols of the formula (Ia) are dissolved in an aqueous alkaline phase.
- mixtures of diphenols of the formula (Ia) and the other di-phenols, for example those of the formula (Ib), are used.
- chain terminators of, for example, the formula (Ic) can be added.
- organic phase is reacted with phosgene by the method of interfacial condensation.
- the reaction temperature is in the range from 0 ° C. to 40 ° C.
- the branching agents which may be used (preferably 0.05 to 2.0 mole%) may be initially charged with the diphenols in the aqueous alkaline phase or dissolved in the organic solvent be added before phosgenation.
- diphenols of the formula (Ia) and, if appropriate, other diphenols (Ib) it is also possible to use their mono- and / or bis-chloro-carbonate esters, these being used in organic solvents. be added.
- the amount of chain terminators and of branching agents then depends on the molar amount of diphenolate radicals corresponding to formula (Ia) and optionally formula (Ib); When using chloroformates the amount of phosgene can be reduced accordingly in a known manner.
- Suitable organic solvents for the chain terminators and optionally for the branching agents and the chlorocarbonic acid esters are, for example, methylene chloride, chlorobenzene and in particular mixtures of methylene chloride and chlorobenzene.
- the chain terminators and branching agents used can be dissolved in the same solvent.
- the organic phase used for the interfacial polycondensation are, for example, methylene chloride, chlorobenzene and mixtures of methylene chloride and chlorobenzene.
- the aqueous alkaline phase used is, for example, NaOH solution.
- the preparation of the polycarbonate derivatives by the phase boundary process can be catalyzed in a customary manner by catalysts, such as tertiary amines, in particular tertiary aliphatic amines, such as tributylamine or triethylamine; the catalysts can be used in amounts of 0.05 to 10 mol%, based on moles of diphenols used.
- the catalysts can be added before the beginning of the phosgenation or during or after the phosgenation.
- the polycarbonate derivatives can be prepared by the known process in a homogeneous phase, the so-called "pyridine process" and by the known melt transesterification process using, for example, diphenyl carbonate instead of phosgene.
- the polycarbonate derivatives may be linear or branched, they are homopolycarbonates or copolycarbonates based on the diphenols of the formula (Ia).
- the diphenols of the formula (Ia) are present in amounts of from 100 mol% to 2 mol%, preferably in amounts of from 100 mol% to 10 mol% and in particular in amounts of from 100 mol% to 30 mol% %, based on the total amount of 100 mol% of diphenol units contained in polycarbonate derivatives.
- the polycarbonate derivative may be a copolymer comprising, in particular consisting thereof, monomer units M1 based on the formula (Ib).
- monomer units M1 based on the formula (Ib).
- bisphenol A and monomer units M2 based on the geminally disubstituted dihydroxydiphenylcycloalkane, preferably the 4,4 ' - (3 , 3,5-trimethylcyclohexane-1, 1-diyl) diphenol, wherein the molar ratio M2 / M1 is preferably greater than 0.3, in particular greater than 0.4, for example greater than 0.5.
- the polycarbonate derivative has a mean Mo weight-average molecular weight of at least 10,000, preferably from 20,000 to 300,000.
- component B may be substantially organic or aqueous.
- Substantially aqueous means that up to 20% by weight of component B) can be organic solvents.
- Substantially organic means that up to 5% by weight of water may be present in component B).
- Component B preferably contains one or consists of a liquid aliphatic, cycloaliphatic and / or aromatic hydrocarbon, a liquid organic ester and / or a mixture of such substances.
- the organic solvents used are preferably halogen-free organic solvents.
- aliphatic, cycloaliphatic, aromatic hydrocarbons such as mesitylene, 1,2,4-trimethylbenzene, cumene and solvent naphtha, toluene, xylene, (organic) esters, such as methyl acetate, ethyl acetate, butyl acetate, methoxypropyl acetate, ethyl-3 -ethoxypropionat.
- organic esters such as methyl acetate, ethyl acetate, butyl acetate, methoxypropyl acetate, ethyl-3 -ethoxypropionat.
- mesitylene, 1, 2,4-trimethylbenzene, cumene and solvent naphtha, toluene, xylene methyl acetate, ethyl acetate, methoxypropyl acetate.
- Ethyl 3-ethoxypropionate is particularly suitable.
- a suitable solvent mixture comprises, for example, L1) 0 to 10% by weight, preferably 1 to 5% by weight, in particular 2 to 3% by weight, mesitylene, L2) 10 to 50% by weight, preferably 25 to 50% by weight %, in particular 30 to 40% by weight, 1-methoxy-2-propanol acetate, L3) 0 to 20% by weight, preferably 1 to 20% by weight, in particular 7 to 15% by weight, 1 , 2,4-trimethylbenzene, L4) 10 to 50 wt.%, Preferably 25 to 50 wt.%, In particular 30 to 40 wt.%, Ethyl 3-ethoxypropionate, L5) 0 to 10 wt.
- the preparation may contain in detail: A) 0.1 to 10% by weight, in particular 0.5 to 5% by weight, of a binder with a polycarbonate derivative based on a geminally disubstituted dihydroxydiphenylcycloalkane, B) 40 to 99, 9 wt .-%, in particular 45 to 99.5 wt .-%, of an organic solvent or solvent mixture, C) 0.1 to 6 wt .-%, in particular 0.5 to 4 wt .-%, of a colorant or colorant mixture , D) 0.001 to 6 wt .-%, in particular 0.1 to 4 wt .-%, of a functional material or a ner mixture of functional materials, E) 0.1 to 30 wt .-%, in particular 1 to 20 wt .-%, additives and / or auxiliaries, or a mixture of such substances.
- colorant As component C, if a colorant is to be provided, basically any colorant or colorant mixture comes into question. Colorants are all colorants. This means that it can be both dyes (an overview of dyes Ullmann's Encyclopedia of Industrial Chemistry, Electronic Release 2007, Wiley publishing house, chapter “Dyes, General Survey”) as well as pigments (a review of organic and inorganic pigments is Ullmann's Encyclopedia of Industrial Chemistry, Electronic Release 2007, Wiley Verlag, chapter “Pigments, Organic” and “Pigments, Inorganic”) act. Dyes should be soluble or (stably) dispersible or suspendible in the component B solvents. Furthermore, it is advantageous if the colorant at temperatures of 160 0 C and more for a period of more than 5 min.
- colorant is subjected to a predetermined and reproducible color change under the processing conditions and is selected accordingly.
- pigments must be present in particular in the finest particle size distribution. For inkjet printing, this means in practice that the particle size should not exceed 1, 0 microns, otherwise blockages in the printhead are the result.
- nanoscale solid-state pigments and dissolved dyes have proven their worth.
- the colorants may be cationic, anionic or even neutral. Only examples of colorants which can be used in ink-jet printing are: Brilliant black Cl. No. 28440, Chromogen Black Cl. No. 14645, direct deep black E Cl. No. 30235, true black salt B Cl. No.
- the colorants may be added either directly as a dye or pigment or as a paste, a mixture of dye and pigment together with another binder. This additional binder should be chemically compatible with the other components of the formulation. If such a paste is used as a colorant, the amount of component B refers to the colorant without the other components of the paste. These other components of the paste are then subsumed under the component E.
- so-called colored pigments in the scale colors cyan-magenta-yellow and preferably also (soot) black solid color images are possible.
- Component D comprises substances that can be seen directly by the human eye or by the use of suitable detectors using technical aids.
- materials known to those skilled in the art (see also van Renesse in: Optica !, document security, 3rd ed., Artech House, 2005), which are used to secure value and security documents.
- luminescent substances dye or pigments, organic or inorganic
- photoluminophores such as photoluminophores, electroluminophores, Antistokes luminophores, fluorophores, but also magnetizable, photoacoustically addressable or piezoelectric materials.
- Raman-active or Raman-reinforcing materials can be used, as well as so-called barcode materials.
- the preferred criteria are either the solubility in the component B or pigmented systems particle sizes ⁇ 1 micron and a temperature stability for temperatures> 160 0 C in the sense of the comments on component C.
- Functional materials can be added directly or via a paste, ie a mixture with a further binder, which then forms part of component E, or the binder of component A.
- Component E in ink-jet inks comprises conventionally prepared materials such as anti-foaming agents, modifiers, wetting agents, surfactants, flow agents, dryers, catalysts, (light) stabilizers, preservatives, biocides, surfactants, organic Polymers for adjusting the viscosity, buffer systems, etc.
- Suitable setting agents are customary setting salts. An example of this is sodium lactate.
- biocides all commercially available preservatives which are used for inks come into question. Examples are Proxel® GXL and Parmetol® A26.
- Suitable surfactants are all commercially available surfactants which are used for inks. Preferred are amphoteric or nonionic surfactants.
- surfactants which do not alter the properties of the dye.
- suitable surfactants are betaines, ethoxylated diols, etc.
- Surfynol® and Tergitol® examples are the product series Surfynol® and Tergitol®.
- the amount of surfactants is especially selected when used for ink-jet printing, for example, provided that the surface tension of the ink is in the range of 10 to 60 mN / m, preferably 20 to 45 mN / m, measured at 25 ° C.
- a buffer system can be set up which stabilizes the pH in the range from 2.5 to 8.5, in particular in the range from 5 to 8.
- Suitable buffer systems are lithium acetate, borate buffer, triethanolamine or acetic acid / sodium acetate.
- a buffer system will be considered in particular in the case of a substantially aqueous component B.
- To adjust the viscosity of the ink (possibly water-soluble) polymers can be provided. Here all suitable for conventional ink formulations polymers come into question.
- Examples are water-soluble starch, in particular with an average molecular weight of 3,000 to 7,000, polyvinylpyrrolidone, in particular with an average molecular weight of 25,000 to 250,000, polyvinyl alcohol, in particular with an average molecular weight of 10,000 to 20,000, xanthan gum, carboxymethyl cellulose, ethylene oxide / propylene oxide - Block copolymer, in particular with an average molecular weight of 1,000 to 8,000.
- An example of the latter block copolymer is the product series Pluronic®.
- the proportion of biocide, based on the total amount of ink may be in the range of 0 to 0.5% by weight, preferably 0.1 to 0.3% by weight.
- the proportion of surfactant can range from 0 to 0.2 wt .-%.
- the proportion of adjusting agents based on the total amount of ink, 0 to 1 wt .-%, preferably 0.1 to 0.5 wt .-%, amount.
- the auxiliaries also include other components, such as, for example, acetic acid, formic acid or n-methylpyrrolidone or other polymers from the dye solution or paste used.
- substances which are suitable as component E reference is additionally made, for example, to Ullmann's Encyclopedia of Chemical Industry, Electronic Release 2007, Wiley Verlag, chapter “Paints and Coatings", section “Paint Additives”.
- the ink composition described above is particularly suitable for ink-jet printing, but can also be used for any other printing techniques, as long as the ratio of the individual components is adapted to the application.
- An advantage in this context is that the composition described contains a polycarbonate derivative as a binder, if the polymer layers of the composite also consist of polycarbonate.
- Fig. 1 shows typical main pixel satellite pixel ensembles
- Fig. 2 shows different variants of main with satellite pixels
- 3 shows a schematic representation of an ink-jet printhead moved over a printing medium and the main and satellite printing pixels generated thereby;
- Fig. 4 shows a schematic representation of a nozzle plate on an inkjet printhead in cross section
- Fig. 5 shows a schematic representation of print pixels, consisting of main and
- Fig. 6 shows a schematic representation of printing pixels, consisting of main and
- Satellite pixels superimposed on a latent image from a diamond-shaped fringe (FIG. 6C).
- FIG. 1 two typical main pixel satellite pixel ensembles are shown.
- the respective satellite pixel B is assigned to the corresponding main pixel A. It is in a defined relative position to the main pixel A, in the present case approximately in the "7 o'clock position.”
- the satellite pixel B is not so far away from the main pixel A that both pixels are separated from each other
- both pixels are separated from each other, which can each be achieved by adjusting the deflection upon ejection of the ink droplets from the printhead
- FIG. 3 schematically shows a printhead 1 which is moved in a printing direction 2 via a printing medium 3, for example a polymer film.
- a printing medium for example a polymer film.
- ink outlet openings 4 on the underside of the print head 1 individual ink droplets exit, which are initially formed in the form of droplet paths and then split into a main droplet and a satellite droplet.
- the main drop is ejected along the normal to the plane formed by the underside of the print head 1 in which the exit openings 4 are located.
- the path of the main drop is marked 5.
- the main drop forms the main pixel 11.
- the satellite drop is ejected onto the polymer film 3 in a direction deflected by the normal. This path is marked 6.
- the satellite drop forms the satellite pixel 12.
- the angle at which the satellite drop is deflected with respect to a plane defined by the printing direction 2 and the main pixel 11 is denoted by ⁇ .
- the angle at which the satellite pixel 11 appears on the polymer film 3 relative to the main pixel 12 to the printing direction 2 is denoted by a.
- FIG. 4 schematically shows a deflection device 7 on a droplet generating device 8 of a print head 1.
- the droplet generating device 8 has outlet openings 4.
- the deflection device 7 is provided with channels 9, whose inlet openings 10 are aligned with the outlet openings 4 of the drop generator 8.
- the channels 9 are S-shaped and thus deflect the satellite drops, while the deflection of the trajectories of the main drops is negligible.
- the satellite drops are deflected in the example shown to the left.
- Example 1 Preparation of polycarbonate derivatives for an ink composition as
- the polycarbonate derivative shows a relative solution viscosity of 1.263.
- the glass transition temperature is determined to be 183 ° C. (DSC).
- Example 2 Preparation of a liquid preparation suitable for the production of an ink jet ink
- a liquid preparation is prepared from 17.5 parts by weight of the polycarbonate derivative from Example 1 and 82.5 parts by weight of a solvent mixture according to Table I (data in% by weight, based on the solvent mixture).
- a change in the resolution of a pixel pattern printed with the ink almost does not occur in a joining operation in which the substrate layer printed with the pixel pattern is connected to a substrate layer arranged above it. This means that the pixel pattern is maintained in almost the same resolution even after lamination.
- each of the print pixels is bimodal and consists of a larger main pixel and a smaller satellite pixel.
- the satellite pixel appears at an angle a to the transport direction (defined from right to left by the rows of print pixels) of approximately 60 ° relative to the main pixel to which it is associated.
- Example 4 Formation of satellites on a pattern produced by ink-jet printing on surfaces previously rendered hydrophobic in diamond-shaped structures.
- the main pixels with associated satellite pixels are printed on a first polycarbonate film (FIG. 6A).
- a further polycarbonate film is first hydrophobized in a printing area with a diamond-shaped pattern.
- the diamonds are so large that at least one print pixel can be printed completely afterwards.
- the polycarbonate film is printed in a waterless offset process, the so-called Toray process, with a UV-curable and invisible to the human eye color. This color is silicone containing, without colorants and optionally with fluorinated binder proportions.
- a print motif in the form of diamond lines is copied onto a printing form and printed on a PC film. As a result, the diamond lines shown in FIG. 6B, which are not visible to the human eye, are printed on the surface.
- each printing pixel is printed in the form of a main pixel and a satellite pixel appearing at an angle a relative to the main pixel with respect to the printing direction. This angle ⁇ is indicated by a 1 o'clock position. Where the diamond pattern is located, the pixels can not be printed (Figure 6C).
- each color separation another angle ⁇ at which the satellite drops strike the polycarbonate sheet relative to the main drops from the trajectory of the main drops is set:
- the position of the satellite pixels of the yellow color separation becomes relative to that of the main pixels in a 4 o'clock position set.
- the location of the satellite pixels of the cyan color separation is relative to that of the Main pixels set in a 7 o'clock position.
- the position of the satellite pixels of the gray-tinted color separation is set relative to that of the main pixels in a 10 o'clock position.
- the satellite drops are partially recognizable and partially suppressed by the diamond patterns.
- the films are then stacked and laminated. It forms a monolithic composite of the films.
- the printed color separations in the layer composite can be assigned to the individual layers of the layer composite: the black color separation can be seen from the fact that this satellite pixel contained in 1 o'clock position; the yellow color abstract is indicated by the fact that this satellite pixel is in the 4 o'clock position; The Cyan color separation is indicated by the fact that this satellite pixel is in the 7 o'clock position, and the magenta color separation is indicated by the fact that it contains satellite pixels in the 10 o'clock position.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Printing Methods (AREA)
Abstract
Zur Erzeugung neuartiger Sicherheitsmerkmale in Sicherheits- und/oder Wertdokumenten wird vorgeschlagen, einen Polymerschichtverbund bereitzustellen, der zur Herstellung derartiger Sicherheits- und/oder Wertdokumente geeignet ist, wobei der Polymerschichtverbund mindestens zwei stoffschlüssig miteinander verbundene Polymerschichten enthält, wobei auf mindestens einer Oberfläche mindestens einer der Polymerschichten jeweils aus Druckpixeln bestehende Druckschichten in einem Druckbereich aufgebracht sind. Die Druckpixel bestehen jeweils aus einem Hauptpixel (A) und mindestens einem dem Hauptpixel zugeordneten Satellitenpixel (B).
Description
Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument und Verfahren zu dessen Herstellung sowie Sicherheits- und/oder Wertdokument (Satellitenpixel)
Beschreibung
Gebiet der Erfindung
Die vorliegende Erfindung betrifft einen Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument sowie ein Verfahren zu dessen Herstellung. Ferner betrifft die Erfindung ein Sicherheits- und/oder Wertdokument, das aus dem erfindungsgemäßen Polymerschichtverbund herstellbar ist, beispielsweise durch Einschweißen des Verbundes in transparente Schutzfolien. Außerdem betrifft die Erfindung die Verwendung des Sicherheits- und/oder Wertdokuments als Personalausweis, Reisepass Kreditkarte, Bank- karte, Barzahlungskarte, Kundenkarte, Visakarte, ID-Karte oder Führerschein.
Stand der Technik und Hintergrund der Erfindung
Kartenförmige Datenträger dienen beispielsweise zur Identifikation von Personen und/oder Gegenständen und/oder zum bargeldlosen Zahlungsverkehr. Sie weisen u.a. visuell erkennbare Merkmale auf, die sie eindeutig einer Person und/oder einem Gegenstand und/oder einem Geld- oder Wertpapierkonto zuordnen und nur dem Eigentümer erlauben, sich auszuweisen bzw. über den Gegenstand bzw. das Konto zu verfügen und Geldtransfers zu veranlassen. Aus diesem Grunde müssen diese Datenträger Sicher- heitsmerkmale aufweisen, die es unbefugten Personen praktisch unmöglich machen, die Karten zu fälschen oder zu verfälschen, so dass Missbrauch weitestgehend unterbunden werden kann. Außerdem soll eine Fälschung somit auch leicht erkennbar sein.
Zur Sicherung gegen Fälschung oder Verfälschung ist für die bekannten kartenförmigen Datenträger bisher eine Vielzahl von unterschiedlichen Sicherheitsmerkmalen vorgeschlagen und auch verwirklicht worden, beispielsweise Guillochen, Wasserzeichen, Prägemarken, Durchlichtpasser, durch Lasergravur hergestellte Passbilder, Hologramme, Kippbilder, Fluoreszenzmarken und diverse andere Merkmale. Diese Merkmale sollen
dazu dienen, eine Fälschung zu erschweren oder sogar praktisch unmöglich zu machen. Hierzu soll es äußerst schwierig sein, diese Merkmale zu reproduzieren.
Wesentliche Sicherheitsmerkmale in den kartenförmigen Datenträgern sind personalisier- te und/oder individualisierte Merkmale, die in dem Datenträger gespeichert sind. Personalisierte Merkmale sind beispielsweise Passbilder und Daten der Person, der die Karte zugeordnet ist, beispielsweise das Geburtsdatum, die Adresse oder Identifikationsnummer in einem Unternehmen sowie biometrische Daten, wie ein digitalisierter Datensatz von Fingerabdrücken, oder die Größe, Augenfarbe der Person oder deren Zugehörigkeit zu einer Krankenkasse. Individualisierte Merkmale sind Daten, die einer bestimmten Einrichtung, wie beispielsweise einem Kraftfahrzeug, einem Bankkonto oder einem Wertpapier, zugeordnet sind.
Derartige personalisierte und/oder individualisierte Merkmale werden auf den kartenförmi- gen Datenträgern für die sie benutzende Person individuell aufgebracht. Daher muss das Verfahren zu deren Erzeugung flexibel gestaltet sein. Beispielsweise sind Verfahren und Vorrichtungen zur Aufbringung derartiger Daten auf kartenförmige Datenträger in US 6,022,429 A, US 6,264,296 B1 , US 6,685,312 B2, US 6,932,527 B2, US 6,979,141 B1 und US 7,037,013 B2, deren Offenbarungsgehalt hiermit vollumfänglich in den Offenba- rungsgehalt dieser Beschreibung aufgenommen wird, beschrieben, wobei die personalisierten und/oder individualisierten Merkmale u.a. mittels Tintenstrahldrucktechnik auf die Karten aufgebracht werden können. In einigen der vorgenannten Dokumente wird zudem angegeben, dass diese Daten nach dem Aufbringen mit einer Schutzfolie überzogen werden.
Zum Tintenstrahldruck oder einem anderen Verfahren, bei dem Tintentropfen auf ein Druckmedium aufgetragen werden („drop-on-demand"-Verfahren), ist femer berichtet worden, dass zusätzlich zu den beim Drucken erzeugten Haupt-Druckpixeln gegebenenfalls Satellitenpixel erzeugt werden. Derartige Satellitenpixel werden bei einem Druck vermieden, um ein perfektes Druckbild zu erzeugen. Bei der Tropfenbildung wird demnach nicht nur ein einheitlicher Tropfen gebildet, sondern es entstehen, abhängig von den Tinteneigenschaften und den Bedingungen, unter denen die Tropfen gebildet werden (zum Beispiel der Flankenform des den Tropfenausstoß aus der Druckdüse bestimmenden elektrischen Signals zum Ansteuern der Düse; Piezo- oder Bubble-jet-Aktuator), mehr
oder minder lange „Tropfenschwänze", deren Geschwindigkeit kleiner ist als die der vorauseilenden Tropfen und aus denen sich daher weitere nachfolgende Satellitentropfen bilden können (H.Wijshoff in: „Drop formation mechanisms in piezo-acoustic inkjet", abgerufen unter http://www.flow3d.com/pdfs/tp/micro_tp/FloSci-Bib01 -07.pdf am 8.2.2008, de- ren Offenbarungsgehalt hiermit vollumfänglich in den Offenbarungsgehalt dieser Beschreibung aufgenommen wird). Diese Satellitentropfen treffen verzögert und wegen der Bewegung des Druckkopfes relativ zum Druckmedium daher mit einem Versatz gegenüber dem Zentrum des Haupttropfens auf das Druckmedium auf, wenn keine Maßnahmen zur Optimierung getroffen werden. Bei ausreichendem Versatz beider Tropfen bilden sich ein Hauptpixel und ein (meist kleinerer) Satellitenpixel auf dem Druckmedium.
Um die Bildung derartiger Satellitentropfen zu reduzieren bzw. zu minimieren, ist es aus US 2003/0179258 A1 bekannt, dass die Bildung der Satellitentropfen dadurch verringert oder minimiert werden kann, dass eine Platte mit Kanälen vor der Einrichtung am Druck- köpf, aus der die Tintentropfen austreten, vorgesehen wird. Diese Platte ist so ausgebildet und angeordnet, dass die Bewegungsbahnen der aus dem Druckkopf austretenden Satellitentropfen verändert werden, während die Haupttropfen weitgehend unverändert in der Hauptrichtung ausgestoßen werden. Dies ermöglicht eine gezielte Beeinflussung der Flugbahnen der Satellitentropfen relativ zu denen der Haupttropfen, so dass das Auftreten von Satellitenpixeln reduziert oder vermieden werden kann.
In US 7,093,915 B2 wird außerdem angeben, wie die Richtung, in der ein einem Haupttropfen nachfolgender Satellitentropfen derart gegenüber der Richtung, in der der Haupttropfen aus dem Druckkopf austritt, geändert werden kann, dass der Satellitentropfen bei vorgegebener Relativgeschwindigkeit des Druckkopfes gegenüber dem Druckmedium, Abstand des Druckkopfes vom Druckmedium und Fluggeschwindigkeiten in dem Hauptpixel auf dem Druckmedium auftrifft.
Ferner ist aus DE 199 00 856 A1 ein Verfahren zum Kodieren eines Primärbildes mit ei- nem Sekundärbild bekannt, bei dem das Primärbild und das Sekundärbild gerastert werden. Das Sekundärbild wird in dem Primärbild dadurch versteckt, dass es mit seiner eigenen inversen Darstellung kompensiert bzw. ausgeglichen wird. Zur Vereinigung beider Bilder (Primärbild und durch Kompensation mit seiner eigenen inversen Darstellung ausgeglichenes Sekundärbild) wird ein Kodierverfahren angewendet, bei dem die Punkte des
gerasterten Primärbildes so modifiziert bzw. verändert werden, dass das ausgeglichene Sekundärbild im Primärbild unsichtbar wird. Hierzu werden die Punkte im Primärbild gruppiert und die Information des Sekundärbildes in diese Punktgruppen eingespeist. Derartige Abänderungen können in der Dichte, der Form und Gestalt, des Winkels, der Position, der Größe oder der Frequenz der einzelnen Punkte in den Punktgruppen bestehen.
Ferner ist aus DE 197 06 008 C2 ein Verfahren zur Erhöhung der Fälschungssicherheit von variablen graphischen Elementen, insbesondere von alphanumerischen Zeichen, Bildern, Barcodes, in Wert- und Sicherheitsdokumenten angegeben, bei dem mindestens die Flächen der variablen graphischen Elemente mit mikroskopischen feinen Strukturen versehen werden und bei dem zwischen spektralen und/oder geometrischen Eigenschaften der Strukturen hinsichtlich Farbe und Muster und den zu schützenden variablen graphischen Elementen ein definierter Zusammenhang in Form eines Codes hergestellt wird. Beispielsweise wird als Sicherheitsmerkmal eine Farbinformation der graphischen Struk- tur vorgeschlagen. Insbesondere können für alphanumerische Zeichen Farbcodes definiert werden, die in den Strukturen der einzelnen Elemente wiederkehren. In dem dort gezeigten Beispiel wird der Buchstabe „c" durch Aufnahme eines c-förmigen Streifens, der eine Schutzstruktur darstellt, auf der Buchstabenfläche verändert. Dem Buchstaben wird eine Farbe zugeordnet, die mit der Farbe der Schutzstruktur in dem „c" identisch ist.
Hochwertige kartenförmige Datenträger bestehen heutzutage insbesondere aus Polycar- bonat. Eine Personalisierung und/oder Individualisierung von Karten auf Polycarbonatba- sis findet typischerweise durch Lasergravur statt. Dabei wird ein Laserstrahl in das Material fokussiert und über das Material geführt. Der Laserstrahl erzeugt dabei im Inneren durch Pyrolyse Schwärzungen, die je nach Laserintensität und Dauer an den jeweiligen Stellen unterschiedlich intensiv sind. Somit kann ein Bild oder eine andere Graphik oder auch ein Schriftzug oder eine Zahlen- und/oder Buchstabenkombination erzeugt werden.
Allerdings ist es mit diesem Verfahren nicht möglich, farbige Bilder oder Graphiken sowie Schrift- oder Zahlensequenzen zu erzeugen, sondern lediglich schwarz/weiße Darstellungen. Allenfalls ist es in gewissem Umfange auch möglich, Grau-Töne/ -Stufen zu erzeugen. Daher hat es nicht an weiteren Versuchen gefehlt, farbige Darstellungen mittels Drucktechniken in den Karten herzustellen. Allerdings hat sich dies als problematisch herausgestellt, da die verwendbaren Drucktinten für die Gestaltung der Karten nicht ausrei-
chend geeignet sind. Denn ein auf einer Polymerfolie hergestellter Farbdruck führt mitunter bei nachfolgendem Zusammenfügen, beispielsweise Laminieren, dieser Folie mit weiteren Folien bei innen liegenden Druck dazu, dass der so hergestellte laminierte oder anderweitig zusammengefügte Folienstapel durch Manipulationen in der Lage, in der die Druckschicht angeordnet ist, möglicherweise wieder delaminiert werden kann. Je nach chemischer Beschaffenheit der Tinte zeigen sich Inkompatibilitäten, die sich in Form mangelnder Adhäsion bemerkbar machen. Insbesondere wasserbasierende Tinten können auf einer Vielzahl von Polymeren (z.B. Polyolefinen, Polyestem, Polycarbonaten) einfach abgekratzt werden und somit bereits vor dem Fügen Probleme bereiten. Eine der- artige Schwachstelle in dem Sicherheits- und/oder Wertdokument ist jedoch nicht akzeptabel, da dadurch eine Fälschung oder Verfälschung des Dokuments erleichtert wird.
Technisches Problem der Erfindung
Von daher liegt der vorliegenden Erfindung zunächst das Problem zugrunde, dass ein Schichtverbund mit personalisierten und/oder individualisierten Merkmalen, die drucktechnisch hergestellt worden sind, durch unbefugte Manipulationen möglicherweise delaminiert oder gespalten werden kann, so dass es wünschenswert ist, ein Verfahren zu finden, mit dem dies sicher verhindert wird.
Außerdem hat es in der Vergangenheit nicht an Versuchen gefehlt, Verfahren zu finden, die geeignet sind, neuartige Sicherheitsmerkmale zu schaffen, die in einem Polymerschichtverbund, vor allem auf Polycarbonatbasis, enthalten sind. Daher liegt der vorliegenden Erfindung die weitere Aufgabe zugrunde, neuartige Sicherheitsmerkmale für Si- cherheits- und/oder Wertdokumente zu finden, deren Fälschung oder Verfälschung praktisch ausgeschlossen ist.
Kurze Beschreibung der Erfindung
Soweit in der Beschreibung und in den Ansprüchen der Begriff „Darstellung" verwendet wird, ist darunter sowohl eine auf irgendeine Art und Weise strukturierte Druckwiedergabe als auch eine ganzflächige Druckwiedergabe zu verstehen. Als strukturierte Druckwiedergabe kommen beispielsweise ein Bild, wie ein Passbild, oder eine graphische Druckwiedergabe, beispielsweise Guillochen oder eine Hintergrundrasterung, oder alphanumeri-
sehe Zeichen oder ein eindimensionaler oder zweidimensionaler Barcode oder ein Emblem, Wappen, Hoheitszeichen oder irgendeine andere Druckwiedergabe in Betracht.
Soweit in der Beschreibung und in den Ansprüchen der Begriff „Pixel" verwendet wird, ist darunter das kleinstmögliche Element beim Drucken eines gerasterten Bildes zu verstehen. Pixel haben üblicherweise einfache geometrische Formen, wie Kreise oder Quadrate. Beim Tintenstrahldruck werden üblicherweise kreisförmige oder kreisähnliche Formen erzeugt, die durch den sich in dem Druckmedium ausbreitenden Tintenfleck definiert werden. Die Gesamtheit aller Pixel eines Bildes bildet in ihrer relativen Anordnung zueinander eine Darstellung.
Soweit in der Beschreibung und in den Ansprüchen der Begriff „Satellitenpixel" verwendet wird, ist darunter ein Tintenfleck auf dem Druckmedium zu verstehen, der bei einem auf Tropfenauftrag basierenden Druckverfahren unter bestimmten Bedingungen zusätzlich zu dem eigentlichen Haupt-Tintenfleck, dem Hauptpixel, entsteht. Ein Satellitenpixel ist einem Hauptpixel zugeordnet und steht daher mit diesem in einer engen räumlichen Beziehung. So befindet sich das Satellitenpixel typischerweise sehr dicht bei dem Hauptpixel und kann mit diesem in idealer Weise verschmelzen oder gegebenenfalls auch von diesem getrennt sein, wenn zusätzlich Satellitenpixel erzeugt werden sollen und die Satelli- tenpixel in einem größeren Abstand vom Hauptpixel gebildet werden. Gegebenenfalls entsteht dann ein bimodales Pixel aus Hauptpixel und Satellitenpixel, wenn der Abstand zwischen Hauptpixel und Satellitenpixel nicht sehr klein ist, andererseits aber auch nicht so groß, dass beide Pixel voneinander getrennt sind. Satellitenpixel sind u.a. dadurch gekennzeichnet, dass sie relativ zu den Hauptpixeln, denen sie zugeordnet sind, in einer festen geometrischen Beziehung stehen, beispielsweise indem sie sich immer auf der Verbindungslinie zwischen benachbarten Hauptpixeln befinden oder unter einem bestimmten Winkel zu dieser Verbindungslinie erscheinen, sofern nicht Spritzer der Drucktinte entstehen, die statistisch Tintenflecke erzeugen. Falls die Druckrichtung (relative Bewegungsrichtung zwischen Druckkopf und Druckmedium) umgekehrt wird, ist auch dieser Winkel an einer Senkrechten zu der Druckrichtung gespiegelt. Allerdings kann auch vorgesehen sein, dass bestimmte Druckpixel aus Hauptpixeln und Satellitenpixeln, beispielsweise Pixel in einer bestimmten Farbe und/oder Größe, in einer ersten räumlichen Orientierung zueinander stehen und andere Pixel, zum Beispiel in einer anderen Farbe und/oder Größe, in einer dazu variierenden geometrischen Beziehung. Somit kön-
nen die Haupt- und Satellitenpixel in benachbarten Hauptpixel-Satellitenpixel-Ensembles auch in unterschiedlicher geometrischer Anordnung zueinander angeordnet sein, wobei innerhalb einer Gruppe jeweils nur Ensembles mit derselben geometrischen Orientierung vorkommen. Somit können auch benachbarte Ensembles in unterschiedlicher geometri- scher Orientierung auftreten, sofern sie unterschiedlichen Gruppen angehören. Ein wesentliches Merkmal von Satellitenpixeln ist, dass sie typischerweise kleiner sind als die Hauptpixel, denen sie zugeordnet sind.
Soweit in der Beschreibung und in den Ansprüchen der Begriff „digitales Druckverfahren" verwendet wird, ist darunter ein Druckverfahren zu verstehen, bei dem die zur Bilderzeugung erforderlichen Daten digital erstellt und zum Drucken unmittelbar, wie beim Tintenstrahl-Druckverfahren, oder mittelbar, wie bei einem xerographischen Druckverfahren, zur Herstellung des Druckbildes verwendet werden, ohne dass eine explizite Druckform benötigt wird. Es handelt sich hierbei um ein Non-Impact-Printing-Verfahren, d.h. ein Verfah- ren, bei dem keine feste Druckform (ein Druckzylinder oder ein Stempel) verwendet wird.
Zur Erzeugung neuartiger fälschungs- und verfälschungssicherer Sicherheitsmerkmale wird erfindungsgemäß ein Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument, beispielsweise für eine Kreditkarte, Bankkarte, Barzahlungskarte, Kundenkarte, Visakarte, ID-Karte oder einen Führerschein, Reisepass, Personalausweis, vorgeschlagen, der mindestens zwei stoffschlüssig miteinander verbundene Polymerschichten aufweist, wobei auf mindestens einer Oberfläche mindestens einer der Polymerschichten jeweils aus Druckpixeln bestehende Druckschichten in einem Druckbereich gebildet werden. In erfindungsgemäßer Art und Weise bestehen die Druckpixel jeweils aus einem Hauptpixel und mindestens einem dem Hauptpixel zugeordneten Satellitenpixel.
Ein derartiger Polymerschichtverbund wird erfindungsgemäß unter Anwendung folgender Verfahrensschritte hergestellt: (a) Bereitstellen der Polymerschichten für den Polymerschichtverbund; (b) Bilden von jeweiligen aus Druckpixeln bestehenden Druckschichten auf mindestens einer Oberfläche mindestens einer der Polymerschichten in einem Druckbereich; dabei werden die Druckpixel jeweils aus einem Hauptpixel und mindestens einem dem Hauptpixel zugeordneten Satellitenpixel gebildet; und (c) Verbinden der Polymerschichten miteinander.
Ausgangspunkt der vorliegenden Erfindung ist die Erkenntnis, dass neuartige Sicherheitsmerkmale in Sicherheits- und/oder Wertdokumenten erzeugt werden können, wenn pixelorientierte Druckverfahren eingesetzt werden und die einzelnen Rasterpunkte einer gerasterten Darstellung, insbesondere von personalisierten und/oder individualisierten Merkmalen, so abgewandelt werden, dass jeweils ein Hauptpixel und zu diesem zugeordnete Satellitenpixel erzeugt werden. Die gesamte Darstellung ist dann in vorzugsweise aus Hauptpixeln und zu diesen zugeordneten Satellitenpixeln zusammengesetzt.
Üblicherweise sind pixelorientierte Druckverfahren, insbesondere das Tintenstrahldruck- verfahren, so eingerichtet, dass die jeweils gedruckten Pixel möglichst reproduzierbare Formen, Flächen und Farbdichten aufweisen. Hierzu wird der Druck so optimiert, dass sich keine Satellitenpixel bilden. Jedes Druckpixel besteht dann in idealer Weise aus einer kreisförmigen Fläche. Daher stellt das Vorhandensein von Satellitenpixeln zusätzlich zu den Hauptpixeln, denen sie zugeordnet sind, ein Sicherheitsmerkmal in dem Sicherheits- und/oder Wertdokument dar. Werden also in einem Sicherheits- und/oder Wertdokument keine derartigen Satellitenpixel entdeckt, obwohl das Standarddokument mit derartigen Pixelformen gedruckt worden sein müsste, kann leicht eine Fälschung oder Verfälschung identifiziert werden.
Vorstehend ist bereits angegeben, dass Satellitenpixel kleiner sind als die Hauptpixel, denen sie zugeordnet sind. Bezüglich des relativen Durchmessers der beiden Pixelarten wird auf die obige Definition verwiesen.
Typischerweise kann jedem erzeugten Hauptpixel in der Darstellung ein einziges Satel- litenpixel zugeordnet sein. Dies ergibt sich durch geeignete elektronische Ansteuerung des Druckkopfes. Insbesondere wird die Anstiegsflanke des Aktuators (Piezokristall, Widerstandsheizung beim Bubble-Jet-Tintenstrahldrucker) optimiert, mit dem einzelne Tintentropfen aus dem Druckkopf herausgeschleudert werden. Dies liegt daran, dass der Hauptteil eines Tropfens mit einer hohen Geschwindigkeit aus einer Austrittsöffnung in dem Druckkopf ausgestoßen wird, ein kleinerer Teil aber dann noch austritt, wenn der Ausstoßvorgang eigentlich bereits abgeschlossen ist und sich der Meniskus der Tintenflüssigkeit in der Austrittsöffnung bereits wieder zurückzuziehen beginnt („fill-before-fire- action"). In diesem Stadium austretende Tintenflüssigkeit ist gegenüber den vorauseilenden Flüssigkeitsteilen verzögert, so dass sich eine Flüssigkeitsstrecke bildet, die bei aus-
reichender Verzögerung weit auseinander gezogen wird und in der sich dann im nachlaufenden Teil (Schwanz) unter bestimmten Bedingungen auch einzelne Tropfen (Satellitentropfen) bilden können. Diese weiteren Parameter für die Satellitentropfen-Erzeugung sind u.a. auf die Zusammensetzung der Tinte zurückzuführen, insbesondere im Hinblick auf deren Viskosität und Oberflächenspannung, die einen wesentlichen Einfluss auf die Entstehung von Satellitentropfen, die Satellitenpixel erzeugen, haben. Beispielsweise ist eine hohe Oberflächenspannung der Tintenflüssigkeit gegenüber Luft vorteilhaft für die Bildung einzelner Tintentröpfchen. Auch die Trägheit der Tintenflüssigkeit hat einen wesentlichen Einfluss. Dies ist im Detail in H.Wijshoff, ibid., näher dargestellt.
Das mit der Erfindung herstellbare Sicherheitsmerkmal kann in einer beliebig gestalteten Darstellung realisiert sein: Es kann strukturiert sein, wie ein Bild, beispielsweise ein Passbild, oder wie eine Graphik, wie Guillochen, oder wie eine Rasterung, insbesondere eine Hintergrundrasterung (beispielsweise rauten-, hahnentritt-, pepita-, fischgrät-, schachbrett- förmige Rasterung), oder wie alphanumerische Zeichen, etwa zur Darstellung von personalisierten Daten des Inhabers oder des gekennzeichneten Gegenstandes (beispielsweise Kraftfahrzeuges), oder wie ein Barcode oder wie ein Emblem, Wappen, Hoheitszeichen, eine Flagge, ein Prüfzeichen, Gewährzeichen, Siegel. Grundsätzlich sind auch andere strukturierte Darstellungen möglich. Weiterhin kann die Darstellung aber auch ein- fach nur eine einheitlich gefärbte Fläche ohne Struktur sein, etwa eine weiße, schwarze, graue oder irgendwie gefärbte Fläche.
Innerhalb der Darstellung können alle oder nur bestimmte, eindeutig identifizierbare Gruppen von Druckpixeln als Hauptpixel-Satellitenpixel-Ensembles ausgebildet sein. Beispiels- weise können alle Druckpixel, die nicht schwarz sind, mit Satellitenpixeln versehen sein.
Detaillierte Beschreibung der Erfindung
Die vorliegende Erfindung betrifft einen Verbund aus Polymerschichten, der gegebenen- falls auch Schichten aus anderen Materialien, beispielsweise aus Pappe, Papier, Textilien, Gewebe, Gewirke oder sogenannte Prepregs zusätzlich enthalten kann, zur Herstellung von Sicherheits- und/oder Wertdokumenten.
Grundsätzlich sind als Werkstoffe für die Polymerschichten alle im Bereich der Sicher- heits- und/oder Wertdokumente üblichen Werkstoffe einsetzbar. Die Polymerschichten können, gleich oder verschieden, auf Basis eines Polymerwerkstoffes aus der Gruppe, umfassend PC (Polycarbonat, insbesondere Bisphenol A Polycarbonat), PET (Polyethy- lenglykolterephthalat), PMMA (Polymethylmethacrylat), TPU (Thermoplastische Polyurethan Elastomere), PE (Polyethylen), PP (Polypropylen), PI (Polyimid oder Poly-trans-lso- pren), PVC (Polyvinylchlorid) und Copolymeren solcher Polymere, gebildet sein. Des Weiteren können koextrudierte Folien dieser Materialien eingesetzt werden. Bevorzugt ist der Einsatz von PC-Werkstoffen, wobei beispielsweise, aber keinesfalls notwendigerweise, auch sogenannte Nieder-Tg-Werkstoffe auf Polycarbonat-Basis einsetzbar sind, insbesondere für eine Polymerschicht, auf welcher eine Druckschicht aufgebracht ist, und/oder für eine Polymerschicht, welche mit einer Polymerschicht, die eine Druckschicht trägt, verbunden ist, und zwar auf der Seite mit der Druckschicht. Nieder-Tg-Werkstoffe sind Polymere, deren Glastemperatur unterhalb von 1400C liegt.
Die Polymerschichten können gefüllt oder ungefüllt eingesetzt werden. Die gefüllten Polymerschichten enthalten insbesondere Farbpigmente oder andere Füllstoffe. Die Polymerschichten können auch mit Farbstoffen gefärbt oder farblos und in letzterem Falle transparent, transluzent oder opak sein.
Bevorzugt ist es dabei, wenn das Grundpolymer zumindest einer der zu verbindenden Polymerschichten gleiche oder verschiedene miteinander reaktive Gruppen enthält, wobei bei einer Laminiertemperatur von weniger als 2000C reaktive Gruppen einer ersten Polymerschicht miteinander und/oder mit reaktiven Gruppen einer zweiten Polymerschicht reagieren. Dadurch kann die Laminiertemperatur herabgesetzt werden, ohne dass dadurch der innige Verbund der laminierten Schichten gefährdet wird. Dies liegt im Falle verschiedener Polymerschichten mit reaktiven Gruppen daran, dass die verschiedenen Polymerschichten auf Grund der Reaktion der jeweiligen reaktiven Gruppen nicht mehr ohne weiteres delaminiert werden können. Denn zwischen den Polymerschichten findet eine reaktive Kopplung statt, gleichsam ein reaktives Laminieren. Des Weiteren wird ermöglicht, dass wegen der niedrigeren Laminiertemperatur eine Veränderung einer farbigen Druckschicht, insbesondere eine Farbveränderung, verhindert wird. Vorteilhaft ist es dabei, wenn die Glastemperatur T9 der zumindest einen Polymerschicht vor der thermischen Laminierung weniger als 1200C (oder auch weniger als 1100C oder weniger als 1000C)
beträgt, wobei die Glastemperatur dieser Polymerschicht nach der thermischen Laminie- rung durch Reaktion reaktiver Gruppen des Grundpolymers der Polymerschicht miteinander um zumindest 5°C, vorzugsweise zumindest 200C, höher als die Glastemperatur vor der thermischen Laminierung ist. Hierbei erfolgt nicht nur eine reaktive Kopplung der mit- einander zu laminierenden Schichten. Vielmehr werden das Molekulargewicht und somit die Glastemperatur durch Vernetzung des Polymers innerhalb der Schicht und zwischen den Schichten erhöht. Dies erschwert ein Delaminieren zusätzlich, da beispielsweise die Drucktinten insbesondere bei einem Manipulationsversuch durch die hohen notwendigen Delaminationstemperaturen irreversibel beschädigt werden und das Dokument dadurch zerstört wird. Vorzugsweise beträgt die Laminiertemperatur beim Einsatz solcher Polymerwerkstoffe weniger als 1800C, besser noch weniger als 1500C. Die Auswahl der geeigneten reaktiven Gruppen ist für einen Fachmann auf dem Gebiet der Polymerchemie ohne Probleme möglich. Beispielhafte reaktive Gruppen sind ausgewählt aus der Gruppe, umfassend -CN, -OCN, -NCO, -NC, -SH, -Sx, -Tos, -SCN, -NCS, -H, -Epoxy (-CHOCH2), -NH2, -NN+, -NN-R, -OH, -COOH, -CHO, -COOR, -HaI (-F, -Cl, -Br, -I)1 -Me-HaI (Me = zumindest zweiwertiges Metall, beispielsweise Mg), -Si(OR)3, -SiHaI3, -CH=CH2, und -COR", wobei R" eine beliebige reaktive oder nicht-reaktive Gruppe sein kann, beispielsweise H, HaI, Ci-C2o-Alkyl, C3-C20-Aryl, C4-C20-ArAlkyl, jeweils verzweigt oder linear, gesättigt oder ungesättigt, optional substituiert, oder korrespondierende Heterocyclen mit einem oder mehreren gleichen oder verschiedenen Heteroatomen N, O, oder S. Andere reaktive
Gruppen sind selbstverständlich möglich. Hierzu gehören die Reaktionspartner der Diels- Alder Reaktion oder einer Metathese.
Die reaktiven Gruppen können direkt an dem Grundpolymer gebunden oder über eine Spacergruppe mit dem Grundpolymer verbunden sein. Als Spacergruppen kommen alle dem Fachmann für Polymerchemie bekannten Spacergruppen in Frage. Dabei können die Spacergruppen auch Oligomere oder Polymere sein, welche Elastizität vermitteln, wodurch eine Bruchgefahr des Sicherheits- und/oder Wertdokuments reduziert wird. Solche elastizitätsvermittelnden Spacergruppen sind dem Fachmann bekannt und brauchen da- her hier nicht weiter beschrieben zu werden. Lediglich beispielhaft seien Spacergruppen genannt, welche ausgewählt sind aus der Gruppe, umfassend -(CH2),,-, -(CH2-CH2-O)n-, -(SiR2-O)n-, -(C6H4Jn-, -(C6H1O)n-, -d-Cn-Alkylen-, -C3-C(n+3rArylen-, -C4-C(n+4rArAlkylen-, jeweils verzweigt oder linear, gesättigt oder ungesättigt, optional substituiert, oder korrespondierende Heterocyclen mit einem oder mehreren, gleichen oder verschiedenen Hete-
roatomen O, N, oder S, wobei n = 1 bis 20, vorzugsweise 1 bis 10. Bezüglich weiterer reaktiver Gruppen oder Möglichkeiten der Modifikation wird auf die Literaturstelle "UII- mann's Encyclopaedia of Industrial Chemistry", Wiley Verlag, elektronische Ausgabe 2006, verwiesen. Der Begriff des Grundpolymers bezeichnet im Rahmen der vorstehen- den Ausführungen eine Polymerstruktur, welche keine unter den eingesetzten Laminier- bedingungen reaktiven Gruppen trägt. Es kann sich dabei um Homopolymere oder Copo- lymere handeln. Gegenüber den genannten Polymeren sind auch modifizierte Polymere umfasst.
Die vorliegende Erfindung dient zur Herstellung von Sicherheitsmerkmalen in Sicherheits- und/oder Wertdokumenten. Die Sicherheitsmerkmale können insbesondere personalisierte und/oder individualisierte Merkmale sein. Dies bedeutet, dass die Druckdarstellung ein personalisiertes und/oder individualisiertes Merkmal darstellt. Das personalisierte Merkmal kann insbesondere ein Passbild sein. Grundsätzlich kann ein personalisiertes Merk- mal auch Daten der Person, der das Sicherheits- und/oder Wertdokument zugeordnet ist, beispielsweise das Geburtsdatum, die Adresse oder Identifikationsnummer in einem Unternehmen sowie biometrische Daten, wie einen digitalisierten Datensatz von Fingerabdrücken, oder die Größe, Augenfarbe der Person oder deren Zugehörigkeit zu einer Krankenkasse, wiedergeben. Grundsätzlich kann ein individualisiertes Merkmal Daten, die zu einem bestimmten Gegenstand, wie einem Kraftfahrzeug, oder zu einer bestimmten Einrichtung, wie beispielsweise einem Bankkonto oder einem Wertpapier, gehören, wiedergeben.
Das personalisierte und/oder individualisierte Merkmal wiederum ist durch die Bildung der einzelnen Druckpixel in Hauptpixel und Satellitenpixel als weiteres Sicherheitsmerkmal verändert. D.h. das Druckbild ist trotz dieser Veränderung mit bloßem Auge erkennbar, während bei entsprechender optischer Vergrößerung erkennbar ist, dass die einzelnen Druckpixel als Ensembles aus Hauptpixeln und Satellitenpixeln ausgebildet sind.
Die spezielle erfindungsgemäße Rasterstruktur mit Hauptpixel und Satellitenpixel wird vorzugsweise mit einem digitalen Druckverfahren (Non-Impact-Printing), weiter bevorzugt mit einem drop-on-demand-Druckverfahren und am meisten bevorzugt mit einem Tinten- strahldruckverfahren realisiert. Wird ein Tintenstrahldruckverfahren eingesetzt, so können die Ensembles aus Haupt- und Satellitenpixeln durch einfache Einstellung des Druckver-
fahrens erzeugt werden. In anderen Fällen werden diese Ensembles lediglich simuliert. Grundsätzlich sind daher alle Druckverfahren einsetzbar, mit denen derartige Ensembles in einer gerasterten Darstellung der einzelnen Bildelemente (Pixel) simuliert werden können. Dies setzt naturgemäß voraus, dass das eingesetzte Druckverfahren eine ausrei- chende Auflösung erreicht, um zusätzlich zu einer üblichen aus Bildpunkten zusammengesetzten Darstellung in, mit bloßem Auge betrachtet, ausreichender Abbildungsqualität die aus Haupt- und Satellitenpixeln zusammengesetzten Bildelemente erzeugen zu können. Hierzu sind folgende Druckverfahren ebenfalls grundsätzlich einsetzbar: konventionelle Druckverfahren, wie zum Beispiel Nass- und Trockenoffset und andere Flachdruck- verfahren, Tiefdruck, Hochdruck, aber auch elektrophotographische bzw. thermographische Verfahren. Als Druckverfahren sind digitale Druckverfahren, neben dem Tintenstrahl- Druckverfahren beispielsweise auch xerographische Verfahren, bevorzugt, da diese, insbesondere zur Erzeugung personalisierter und/oder individualisierter Muster, sehr flexibel einsetzbar sind.
In einer bevorzugten Ausführungsform der Erfindung wird das Muster mit einem Tinten- strahldruckkopf auf einer der Oberflächen erzeugt, wobei das Muster in Pixel unterteilt ist und zumindest ein Teil dieser Pixel in erfindungsgemäßem Sinne aus Haupt- und Satellitenpixeln bestehen. In einer ganz besonders bevorzugten Ausführungsform der Erfindung wird dabei jedes Satellitenpixel relativ zu einem jeweiligen Hauptpixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu der Richtung, mit der der Tintenstrahldruck- kopf und die Oberfläche relativ zueinander bewegt werden, (Druckrichtung) auf der Oberfläche erzeugt. Das bedeutet, dass die Satellitenpixel bei Betrachtung der Oberfläche nach dem Druck in einer ganz bestimmten Orientierung zu den dazu gehörenden Haupt- pixeln angeordnet sind, beispielsweise in „5-Uhr-Position" oder in „halb-10-Uhr-Position".
Ferner besonders bevorzugt ist, dass der genannte Winkel a nicht 0° oder 180°, relativ zu der Druckrichtung, beträgt. Bei Einhaltung dieser Winkel würden die Satellitenpixel auf den Verbindungslinien von Hauptpixeln liegen, die nacheinander beim Verfahren (Scan- nen) des Druckkopfes und des Druckmediums relativ zueinander gedruckt werden. Eine derartige Orientierung würde sich beim herkömmlichen Tintenstrahldruck typischerweise auch dann ergeben, wenn keine besonderen Vorrichtungen getroffen sind, Satellitenpixel zu unterdrücken, weil die Satellitentropfen wegen ihrer geringeren Austrittsgeschwindigkeit aus den Austrittsöffnungen des Druckkopfes gegenüber dem Haupttropfen später auf
das Druckmedium auftreffen und wegen des mittlerweile erfolgten Versatzes beim Verfahren des Druckkopfes neben dem Hauptpixel auf der Verbindungslinie nacheinander gedruckter Hauptpixel auftreffen. Je nach der Druckrichtung könnte ein Satellitentropfen rechts oder links von dem Hauptpixel erscheinen. Jedenfalls würde das Satellitenpixel unter Berücksichtigung der Verfahrrichtung des Druckkopfes immer hinter dem Hauptpixel erscheinen. Bei Einhaltung der Bedingung a ≠ 0° und a ≠ 180° werden die Satellitenpixel dagegen nicht auf den Verbindungslinien gedruckt sondern oberhalb oder unterhalb der Verbindungslinien. Eine derartige Orientierung kann sich nur dann einstellen, wenn gezielte Maßnahmen getroffen sind, die Satellitentropfen unter einem Winkel ß gegenüber einer Ebene, die durch den jeweiligen Hauptpixel und die Druckrichtung definiert ist, gezielt abzulenken. Somit ist gerade mit einer derartigen Bedingung der Satellitentropfenerzeugung ohne weiteres erkennbar, dass die Satellitenpixel gezielt erzeugt worden sind. Insbesondere kann jedes Satellitenpixel unabhängig von der Druckrichtung relativ zu dem jeweiligen Hauptpixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu einer Verbindungslinie benachbarter gedruckter Hauptpixel auf der Oberfläche gebildet werden.
Dies wird durch entsprechende Anpassung des Druckkopfes und/oder dessen Justage realisiert. Hierzu ist an dem Druckkopf eine Einrichtung zur Ablenkung der aus dem Druckkopf austretenden Satellitentropfen vorgesehen. Durch deren Justage und/oder geeignete Ausbildung kann diese Ablenkung bewirkt werden. Diese Einrichtung kann insbesondere eine durchgehende Öffnungen aufweisende Einrichtung sein, die unmittelbar angrenzend an den Austrittsöffnungen des Druckkopfes angeordnet ist. Indem die Einrichtung zur Ablenkung der Satelliten-Tintentropfen justiert wird und/oder in geeigneter Art und Weise ausgebildet ist, tritt der Teil der Tintenflüssigkeit, der schließlich die Satellitenpixel bildet, unter einem Winkel ß gegenüber einer Ebene, die durch den jeweiligen Hauptpixel und die Druckrichtung definiert ist, aus. Dieser Teil der Tintenflüssigkeit wird durch den Schwanz der ausgestoßenen Tintenflüssigkeit gebildet, dessen Fluggeschwindigkeit geringer ist als der sich am Kopf der ausgestoßenen Flüssigkeitsstrecke befinden- de und sich während des Fluges zu dem Haupttropfen formende Teil der Tintenflüssigkeit.
Die Einrichtung zur Ablenkung der Satellitentropfen kann wie in US 7,093,915 B2 oder US 2003/0179258 A1 durch eine Durchgangsöffnungen aufweisende Platte gebildet sein, die in unmittelbaren Kontakt mit dem Teil des Druckkopfes in Kontakt gebracht wird, in dem
sich die Austrittsöffnungen für die Tintenflüssigkeit befinden. Die Durchgangsöffnungen in dieser Platte sind passergenau mit den Austrittsöffnungen im Druckkopf in die Platte eingebracht. Die Platte wird aber nicht so am Druckkopf angebracht, dass die Austrittsöffnungen mit den Durchgangsöffnungen fluchten, sondern derart, dass sich ein kleiner Ver- satz ergibt, so dass sich zwar ein freier Querschnitt zum Durchtritt der Tintenflüssigkeit ergibt, dieser Querschnitt jedoch verengt ist. Durch eine einseitige Verschiebung der Platte gegenüber dem Druckkopf erhält der Schwanz der Flüssigkeitsstrecke einen Impuls parallel zur Plattenebene, so dass der/die sich aus dem Schwanz bildende/n Satellitentropfen aus der ursprünglichen Austrittsrichtung, in der der Hauptteil der Tintenflüssigkeit ausgestoßen ist, abgelenkt wird/werden. Der Haupttropfen behält die Austrittsrichtung bei, die durch die Normale zu der Ebene festgelegt ist, die durch die Austrittsöffnungen des Druckkopfes definiert wird. In einer alternativen Ausgestaltung der Auslenkungsplatte werden die Durchgangsöffnungen in der Platte zwar passergenau mit den Austrittsöffnungen im Druckkopf justiert. Diese Durchgangsöffnungen sind in dieser Ausführungsform jedoch in spezieller Art und Weise gestaltet, und zwar so, dass die Bewegungsbahn des Satellitentropfens abgelenkt wird, etwa durch Durchgangsöffnungen mit einem gekrümmten, S-förmigen oder anderweitig speziell ausgestalteten Profil. In Bezug auf die Ausbildung des Druckkopfes mit der Platte wird auf die vorgenannten Dokumente US 7,093,915 B2 und US 2003/0179258 A1 ausdrücklich Bezug genommen. Deren Offenbarungsgehalt, zumindest im Hinblick auf die Ausbildung des Druckkopfes mit der Platte wird in den Offenbarungsgehalt der vorliegenden Beschreibung vollumfänglich aufgenommen.
In einer weiteren bevorzugten Ausführungsform der vorliegenden Erfindung wird einem vorgegebenen Winkel σ, unter dem ein Satellitenpixel relativ zu dem Hauptpixel, dem es zugeordnet ist, erzeugt wird, eine bestimmte Farbe zugeordnet. Das Hauptpixel und das zugeordnete Satellitenpixel werden gemäß dieser Ausführungsform unter diesem Winkel a erzeugt und in dieser dem Winkel a zugeordneten Farbe gedruckt. Somit steht ein weiteres Sicherheitsmerkmal zur Verfügung. Dieses Sicherheitsmerkmal besteht darin, dass einer bestimmten Orientierung eines Satellitenpixels relativ zu dem Hauptpixel, dem es zugeordnet ist, eine bestimmte Farbe zugeordnet ist und dass das Haupt- und das Satellitenpixel auch in dieser Farbe gedruckt sind. Eine Fälschung oder Verfälschung liegt dann vor, wenn ein derartig geformtes Druckpixel nicht in der zugeordneten Farbe gedruckt ist.
In einer Weiterbildung dieser Ausführungsform der Erfindung können mehreren vorgegebenen Winkeln σi, a2, .... a„, .... unter denen Satellitenpixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt sind, jeweils eine bestimmte Farbe zugeordnet sein. In diesem Falle werden die Hauptpixel und die zugehörigen Satellitenpixel unter dem jeweiligen Winkel σn erzeugt und in dieser dem Winkel σn zugeordneten Farbe gedruckt.
Beispielsweise können in einem Muster Druckpixel enthalten sein, die, relativ zu den dazu gehörenden Hauptpixeln, in 1 -Uhr-Position, in 4-Uhr-Position, in 7-Uhr-Position und in 10- Uhr-Position auf der bedruckten Oberfläche erscheinen. Den jeweiligen Orientierungen sind bestimmte Farben zugeordnet, etwa die Farben des CMYK-Farbraumes, beispielsweise die 1 -Uhr-Position der Farbe Yellow, die 4-Uhr-Position der Farbe Magenta, die 7- Uhr-Position der Farbe Cyan und die 10-Uhr-Position der Farbe „Schwarz". Falls dann in einem Dokument eine Darstellung enthalten ist, die aus Pixeln besteht, die jeweils aus Haupt- und Satellitenpixeln bestehen, wobei zumindest einzelne Pixel in einer Farbe gedruckt sind, die nicht der jeweiligen zugeordneten Orientierung der Satellitenpixel zu deren zugehörigen Hauptpixeln entspricht, also beispielsweise Druckpixel mit Satellitenpixeln in 7-Uhr-Position in Yellow, erweist sich das Dokument mit dieser Darstellung als Fälschung oder als verfälscht.
In einer bevorzugten Weiterbildung der Erfindung können mehreren vorgegebenen Winkeln O1 , σ2, ..., σn, ..., unter denen Satellitenpixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt sind, jeweils eine bestimmte Oberfläche in dem Schichtverbund zugeordnet sein. Die Hauptpixel und die zugeordneten Satellitenpixel werden in diesem Falle unter dem jeweiligen Winkel σn und auf dieser dem Winkel σn zugeordneten Oberfläche erzeugt.
Beispielsweise wird ein Muster auf mehrere, beispielsweise vier Oberflächen, verteilt, die nach dem Zusammenfügen der einzelnen Polymerschichten des Schichtverbundes, auf denen sich die Oberflächen befinden, übereinander liegen und daher die Darstellung ergeben. Die Druckpixel werden auf jeder Oberfläche mit einer anderen Orientierung der Satellitenpixel zu den dazu gehörenden Hauptpixeln gedruckt, also beispielsweise auf der ersten Oberfläche mit Satellitenpixeln in 2-Uhr-Position, auf der zweiten Oberfläche in 5- Uhr-Position, auf der dritten Oberfläche in 8-Uhr-Position und auf der vierten Oberfläche
in 11 -Uhr-Position. Ergibt sich, dass in einem Dokument mit derartiger Kodierung der Pixel mit Farben eine falsche Zuordnung stattfindet, kann festgestellt werden, dass dieses Dokument gefälscht oder verfälscht ist. Diese Ausführungsform ist insbesondere dann vorteilhaft, wenn die unterschiedlichen Oberflächen durch jeweils mindestens eine Schicht des Verbundes voneinander beabstandet sind, so dass eine Unterscheidung der einzelnen Verbundschichten ermöglicht wird.
In einer weiter bevorzugten Ausführungsform der Erfindung können die Darstellungen in der vorstehenden Ausführungsform auf den unterschiedlichen Oberflächen in unterschied- liehen Farben gedruckt sein. Beispielsweise können mehrere auf unterschiedlichen Oberflächen gedruckte Darstellungen Farbauszüge eines farbigen Bildes sein. In diesem Falle können die einzelnen Farbauszüge gemäß den vorstehenden Ausführungsformen der Erfindung mit unterschiedlichen Orientierungen der Satellitenpixel versehen und farbkodiert werden.
Somit können die genannten Sicherheitsmerkmale prinzipiell auf einer einzigen Oberfläche einer Schicht des Schichtverbundes gebildet sein, oder es können auch mehrere Druckschichten auf unterschiedlichen Oberflächen in dem Schichtverbund gebildet werden, wobei diese mehreren Oberflächen vorzugsweise durch jeweils mindestens eine Polymerschicht voneinander getrennt und somit voneinander beabstandet sind und wobei die Schichten des Schichtverbundes so zusammengefügt werden, dass die Darstellungen aller Druckschichten, beispielsweise Farbauszüge eines Photos, auf den unterschiedlichen Oberflächen vorzugsweise exakt übereinander liegen. In diesem Falle werden vorzugsweise Polymerschichten verwendet, die farblos und transparent sind, um die Druck- schichten in den unterschiedlichen Schichten des Schichtverbundes von außen visuell gut erkennen zu können.
Beispielsweise kann eine geeignete Darstellung, beispielsweise ein Passbild, mit Satellitenpixeln in vorgegebener Orientierung der Satellitenpixel zu den zugehörigen Hauptpi- xeln hergestellt werden, indem die Darstellung etwa in schachbrettartig angeordnete Felder aufgeteilt und die Felder auf die verschiedenen Oberflächen des Schichtverbundes derart verteilt werden, dass sich die Felder alternierend auf aufeinander folgenden Oberflächen befinden. Beispielsweise kann eine Aufteilung der Felder auf zwei Oberflächen derart erfolgen, dass das erste, dritte, fünfte ... Feld von in einer Reihe aufeinander fol-
genden Feldern in der Darstellung auf einer ersten Oberfläche und das zweite, vierte, sechste, ... Feld auf einer zweiten Oberfläche und die entsprechenden Felder weiterer Reihen beispielsweise versetzt zu den benachbarten Reihen auf die gleiche Art und Weise auf die beiden Oberflächen verteilt werden. Dadurch dass die verschiedenen Oberflä- chen, auf denen sich die Teilbilder befinden, zueinander beabstandet sind, ergibt sich ein räumlicher Eindruck der Darstellung, der umso stärker ist je mehr Druckschichten auf unterschiedlichen Oberflächen im Schichtverbund in diese Darstellung einbezogen sind.
Weiterhin können auch unterschiedliche Farbauszüge der Darstellung hergestellt werden und die Farbauszüge auf unterschiedliche Oberflächen im Schichtverbund gedruckt werden, so dass sich beim Zusammenfügen der einzelnen Polymerschichten zu dem Schichtverbund die gewünschte farbige Darstellung ergibt.
In einer weiteren bevorzugten Ausführungsform der Erfindung kann auch eine weitere Druckschicht aufgebracht sein, wobei diese weitere Druckschicht wird auf eine Oberfläche gedruckt wird, die in Teilbereichen modifiziert ist und zwar beispielsweise mit einem Raster- oder anders gearteten Muster. Eine Rasterung oder anderweitige Musterung bei der Modifizierung der Oberfläche wird in dieser Ausführungsform dadurch vorgenommen, dass die Oberflächenenergie der zu rasternden Oberfläche in Teilbereichen, die der Ras- terung entsprechen, verändert wird, so dass die Tintenflüssigkeit die Oberfläche in diesen Teilbereichen nicht benetzt. Diese Veränderung der Oberflächenenergie kann in einer Hydrophilierung einer ansonsten hydrophoben Oberfläche oder in einer Hydrophobierung einer ansonsten hydrophilen Oberfläche bestehen. Anwendungen für derartige Oberflächenveränderungen sind beispielsweise in WO 03056641 A1 und in „Microcontact Prin- ting of Self-Assembled Monolayers", Surface Science, The Whitesides Research Group, das unter http://gmwgroup.harvard.edu/research_surfacescience.html, am 8.2.2008 abgerufen, beschrieben. Der Offenbarungsgehalt dieser Dokumente wird hiermit vollumfänglich in den Offenbarungsgehalt der vorliegenden Beschreibung aufgenommen. Nach der Rasterung wird ein sichtbares Bild auf die Oberfläche in dem Druckbereich gedruckt, in dem die Oberfläche teilweise modifiziert ist. Somit wird ein primäres sichtbares Bild erzeugt und außerdem in demselben Druckbereich ein sekundäres latent sichtbares Bild. Das Druckbild des primären sichtbaren Druckes wird durch das Muster der hinsichtlich ihrer Oberflächenenergie modifizierten Oberflächenteilbereiche überlagert: Dort wo sich die modifizierten Oberflächenbereiche befinden, nimmt das Material des Schichtverbundes
keine Drucktinte auf. Somit werden beispielsweise von kreisrunden Rasterflächen, die mit einem Tintenstrahl-Druckverfahren hergestellt werden, zum Beispiel seitlich Bereiche abgeschnitten, oder diese Flächen entfallen ganz, sofern sie beim Druckvorgang auf die modifizierten Teilbereiche treffen. Denn auf diese Teilbereiche auftreffende Drucktinte wird von diesen Teilbereichen durch die veränderte Oberflächenenergie abgestoßen und fließt in benachbarte Teilbereiche der Oberfläche ab, in denen die Oberflächenenergie nicht verändert ist und auf denen die Drucktinte haftet.
Für den Fall, dass die Polymerschichten mit Wasser nicht benetzbar sind und die Tinten- Zusammensetzung im Wesentlichen mit Wasser nicht mischbar ist, beispielsweise wenn die Polymerschicht aus Polycarbonat besteht, können die Teilbereiche der Oberflächen in den Druckbereichen dadurch modifiziert werden, dass deren Hydrophilie erhöht wird, d.h. deren Neigung erhöht wird, von Wasser benetzt zu werden. Dadurch wird erreicht, dass die Tinte beim Druckverfahren von den modifizierten Bereichen nicht aufgenommen son- dem abgewiesen wird. Eine Hydrophilierung kann beispielsweise durch Anwendung von reaktiven Reagenzien auf die Oberflächen in den zu modifizierenden Teilbereichen vorgenommen werden.
Beispielsweise kann die Oberfläche mit einem rasterförmigen Druck mit einem dieses Raster wiedergebenden Silicon-Stempel im Microcontact Printing-Verfahren versehen werden. Alternativ kann auch ein Aerosol-Schreibverfahren eingesetzt werden, beispielsweise das M3D®-Verfahren von Optomec®, US. Es handelt sich hierbei um ein maskenloses Auftragsverfahren, bei dem die reaktiven Reagenzien mit einem Zerstäuber zerstäubt, das erzeugte Aerosol mit einem ersten Gasstrom zu einer Düse transportiert und mittels eines zweiten Gasstromes fokussiert auf die Oberflächenteilbereiche gesprüht wird.
Für den Druck kann die Oberfläche mit den reaktiven Reagenzien in Kontakt gebracht werden, die mit dem Material der Oberfläche reagieren und diese hydrophilieren. Derarti- ge hydrophile Reagenzien können vor allem Verbindungen sein, die mindestens eine mit dem Material der zu modifizierenden Polymerschichten reaktive Gruppe sowie mindestens eine hydrophile Gruppe aufweisen. Zwischen den reaktiven Gruppen und den hydrophilen Gruppen können Spacergruppen vorgesehen sein. Die reaktiven Gruppen können u.a. aus der Gruppe ausgewählt sein, umfassend Carbonsäurechlorid-, Carbonsäurean-
hydrid-, Oxiran- und Phthalimidgruppen. Derartige Reagenzien sind insbesondere bei der Modifizierung von Oberflächen von Polymerschichten aus Polycarbonat geeignet, das -0-(C=O)-O- -Gruppen enthält, an denen diese reaktiven Gruppen durch nukleophile Substitution binden können, so dass die hydrophilen Reagenzien chemisch gebunden werden. Daraus ist zu erkennen, dass grundsätzlich auch andere nukleophile Reagenzien verwendbar sind, die in geeigneter Weise eine chemische Bindung mit dem Polycarbonat eingehen können. Zur chemischen Bindung der hydrophilen Reagenzien an die Oberflächenteilbereiche sind geeignete Reaktionsbedingungen einzuhalten. Diese sind dem Fachmann auf dem Gebiet der organischen Synthese bekannt, so dass dieser die geeig- neten Bedingungen auswählen kann. Alternativ können die zu modifizierenden Teilbereiche der Oberfläche mit einem hydrophilen Überzug versehen werden, etwa mit einer hydrophilen Paste oder einer hydrophilen Dispersion. Zur Vermittlung der Haftung der Paste oder Dispersion auf der hydrophoben Oberfläche enthält die Paste oder Dispersion beispielsweise ein Tensid.
Dagegen werden hydrophile Oberflächen hydrophobiert, beispielsweise durch Fluorierung oder Siliconierung, beispielsweise durch Aufbringen einer hydrophoben Schicht, etwa einer Schicht die fluorierte Bindemittelanteile enthält. Die Strukturierung zur Erzeugung der hydrophoben Teilbereiche kann wiederum mit einem Stempel im Microcontact Printing- Verfahren oder mit einem drop-on-demand-Druckverfahren oder mit einem photolithographischen Verfahren realisiert werden. Auch Polycarbonatschichten können hydrophobiert werden.
Beispielsweise können mit dieser Ausführungsvariante rautenförmige, dreieckige, quadra- tische oder sechseckige oder auch unterschiedlich große Druckpixel erzeugt werden.
Selbstverständlich können die sich hinsichtlich ihrer Form und/oder Größe unterscheidenden Druckpixel, die durch diese Rasterung entstehen, wiederum einer Farbe zugeordnet werden, beispielsweise dreieckige Druckpixel der Farbe Cyan, quadratische Druckpixel der Farbe Magenta, sechseckige Druckpixel der Farbe Yellow und rautenförmige Druckpi- xel der Farbe Schwarz. Alternativ kann anstelle einer Rasterung auch ein beliebiges anderes Muster als sekundäres latent sichtbares Bild erzeugt werden, das das primäre sichtbare Bild überlagert, beispielsweise Guillochen.
In einer Ausführungsvariante kann das Sicherheitsmerkmal, das durch das primäre sichtbare Bild und das sekundäre latent sichtbare Muster gebildet wird, in einem Druckbereich erzeugt werden, der von dem Druckbereich verschieden ist, in dem das erfindungsgemäße Sicherheitsmerkmal, das durch Druckpixel mit Satellitenpixeln gebildet wird, erzeugt wird. In diesem Falle können sich die beiden Druckbereiche vorzugsweise auf Oberflächen im Schichtverbund befinden, die durch mindestens eine Schicht des Verbundes voneinander getrennt sind. Außerdem können diese beiden Druckbereiche zumindest teilweise überlappen, so dass sich überlappende Teilbilder in einer gemeinsamen Darstellung, beispielsweise eines Passbildes, ergeben. In den einzelnen Teilbildern sind in diesem Falle unterschiedliche Sicherheitsmerkmale verwirklicht: zum einen in einem ersten
Druckbereich das durch zusätzliche Satellitenpixel an den zugehörigen Hauptpixeln gebildete erfindungsgemäße Sicherheitsmerkmal und in einem zweiten Druckbereich das Sicherheitsmerkmal, das durch die Modifizierung der Teilbereiche der Oberflächen verwirklicht wird.
In einer anderen Ausführungsvariante kann die erfindungsgemäße Erzeugung von Sicherheitsmerkmalen durch Erzeugung von Satellitenpixeln zusätzlich zu Hauptpixeln auch mit der vorstehenden weiteren Ausführungsvariante, bei der die Oberfläche in Teilbereichen modifiziert wird, in demselben Druckbereich und somit auf derselben Oberfläche einer Po- lymerschicht kombiniert werden. Soll in diesem Falle das primäre sichtbare Druckbild mit Satelliten gedruckt werden, so ist es vorteilhaft, wenn die sekundäre latent sichtbare Information eine Oberflächenrasterung mit Rasterflächen, die größer sind als die Flächen der Druckpixel, ergibt. In diesem Falle sind die Satelliten an den Hauptpixeln sichtbar, weil die Druckpixel in den Rasterflächen im Wesentlichen vollständig enthalten sind. Somit stellt das Vorhandensein sowohl der Rasterung als auch der Ausbildung der Druckpixel mit Haupt- und Satellitenpixeln weitere Sicherheitsmerkmale dar.
Die vorstehenden Ausführungsformen können sich anstatt auf farbige Darstellungen auch auf eine schwarz/weiße Darstellung, gegebenenfalls mit Grautönen, beziehen. Diese Aus- führungsformen stellen zusätzliche Sicherheitsmerkmale zu den erfindungsgemäßen Sicherheitsmerkmalen dar und können mit diesen kombiniert werden.
Weiterhin ist es vorteilhaft, wenn die jeweiligen Druckschichten in dem Polymerschichtverbund auf innen liegenden Schichten des Verbundes angeordnet sind. In diesem Falle ist
eine Fälschung oder Verfälschung von als Sicherheitsmerkmalen dienenden Druckschichten erschwert oder sogar ausgeschlossen.
Allerdings besteht in diesem Falle das eingangs angegebene weitere Problem, dass her- kömmliche kartenförmige Datenträger durch Manipulation relativ leicht delaminiert werden können. Das Problem einer Delamination in dem Fall, dass durch drucktechnische Verfahren auf einer innen liegenden Schicht des Schichtverbundes ein Sicherheitsmerkmal aufgebracht ist, kann dadurch gelöst werden, dass die Druckschichten Bindemittel enthalten, die zumindest im Wesentlichen aus demselben Polymer bestehen wie das Material der Schichten des Schichtverbundes. In diesem Falle wird die Gefahr von Delaminationen praktisch ausgeschlossen, weil sich beim Laminieren ein monolithischer Verbund der einzelnen Schichten bildet. Besonders bevorzugt ist es, wenn die Druckschichten Bindemittel auf Polycarbonatbasis enthalten, wenn zumindest einige der Schichten des Verbundes ebenfalls aus Polycarbonat bestehen. In letzterem Falle werden die Druckschichten auf innen liegenden Schichten des Schichtverbundes gedruckt, wobei insbesondere alle an die Druckschichten angrenzenden Schichten des Schichtverbundes aus Polycarbonat gebildet sind.
Für den Druck auf Polycarbonat-Verbundschichten sind grundsätzlich alle fachüblichen Tinten einsetzbar. Bevorzugt ist die Verwendung einer Zubereitung, enthaltend: A) 0,1 bis 20 Gew.-% eines Bindemittels mit einem Polycarbonatderivat, B) 30 bis 99,9 Gew.-% eines vorzugsweise organischen Lösungsmittels oder Lösungsmittelgemischs, C) 0 bis 10 Gew.-% eines Farbmittels oder Farbmittelgemischs (Gew.-% bezogen auf dessen Trockenmasse), D) 0 bis 10 Gew.-% eines funktionalen Materials oder einer Mischung funk- tionaler Materialien, E) 0 bis 30 Gew.-% Additive und/oder Hilfsstoffe, oder einer Mischung solcher Stoffe, wobei die Summe der Komponenten A) bis E) stets 100 Gew.-% ergibt, als Drucktinte. Solche Polycarbonatderivate sind hochkompatibel mit Polycarbo- natwerkstoffen, insbesondere mit Polycarbonaten auf Basis Bisphenol A, wie beispielsweise Makrofol® Folien. Zudem ist das eingesetzte Polycarbonatderivat hochtemperatur- stabil und zeigt keinerlei Verfärbungen bei laminationstypischen Temperaturen bis zu 2000C und mehr, wodurch auch der Einsatz der vorstehend beschriebenen Nieder-Tg- Werkstoffe nicht notwendig ist. Im Einzelnen kann das Polycarbonatderivat funktionelle Carbonatstruktureinheiten der Formel (I) enthalten,

(I)
worin R1 und R2 unabhängig voneinander Wasserstoff, Halogen, bevorzugt Chlor oder Brom, C1-C8-AIkVl, C5-C6-Cycloalkyl, C6-C10-Aryl, bevorzugt Phenyl, und Cτ-C12-Aralkyl, bevorzugt Phenyl-Ci-C4-Alkyl, insbesondere Benzyl, sind;
m eine ganze Zahl von 4 bis 7, bevorzugt 4 oder 5 ist; R3 und R4 für jedes X individuell wählbar, unabhängig voneinander Wasserstoff oder C1-C6-AIkVl ist; X Kohlenstoff und n eine ganze Zahl größer 20 bedeuten, mit der Maßgabe, dass an mindestens einem Atom X, R3 und R4 gleichzeitig Alkyl bedeuten. Bevorzugt ist es, wenn an 1 bis 2 Atomen X, insbesondere nur an einem Atom X, R3 und R4 gleichzeitig Alkyl sind. R3 und R4 können insbesondere Methyl sein. Die X-Atome in σ-Stellung zu dem Diphenyl-substituierten C-Atom (C1 ) können nicht dialkylsubstituiert sein. Die X-Atome in /?-Stellung zu C1 können mit Alkyl disubstituiert sein. Bevorzugt ist m = 4 oder 5. Das Polycarbonatderivat kann beispielsweise auf Basis von Monomeren, wie 4,4'-(3,3,5-Trimethylcyclohexan-1 ,1-diyl)diphenol, 4,4'-(3,3-Dimethylcyclohexan-1 ,1-diyl)diphenol, oder 4,4'-(2,4,4-Trimethylcyclopentan- 1 ,1-diyl)diphenol, gebildet sein. Ein solches Polycarbonatderivat kann beispielsweise gemäß der Literaturstelle DE-A 38 32 396 aus Diphenolen der Formel (Ia) hergestellt werden, deren Offenbarungsgehalt hiermit vollumfänglich in den Offenbarungsgehalt dieser Beschreibung aufgenommen wird. Es können sowohl ein Diphenol der Formel (Ia) unter Bildung von Homopolycarbonaten als auch mehrere Diphenole der Formel (Ia) unter Bildung von Copolycarbonaten verwendet werden (Bedeutung von Resten, Gruppen und Parametern, wie in Formel I).
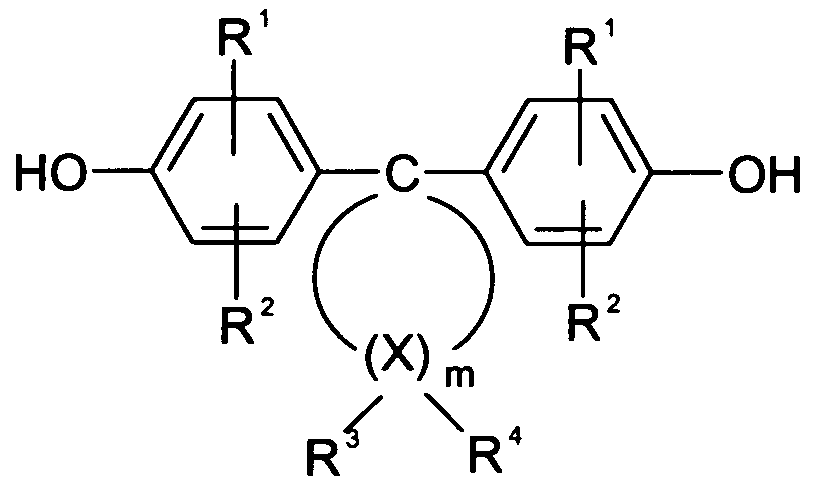
(Ia)
Außerdem können die Diphenole der Formel (Ia) auch im Gemisch mit anderen Dipheno- len, beispielsweise mit denen der Formel (Ib)
HO - Z - OH (Ib),
zur Herstellung von hochmolekularen, thermoplastischen, aromatischen Polycarbonatde- rivaten verwendet werden.
Geeignete andere Diphenole der Formel (Ib) sind solche, in denen Z ein aromatischer Rest mit 6 bis 30 C-Atomen ist, der einen oder mehrere aromatische Kerne enthalten kann, substituiert sein kann und aliphatische Reste oder andere cycloaliphatische Reste als die der Formel (Ia) oder Heteroatome als Brückenglieder enthalten kann. Beispiele der Diphenole der Formel (Ib) sind Hydrochinon, Resorcin, Dihydroxydiphenyle, Bi-(hydroxy- phenyl)-alkane, Bis-(hydroxyphenyl)-cycloalkane, Bis-(hydroxyphenyl)-sulfide, Bis-(hy- droxyphenyl)-ether, Bis-(hydroxyphenyl)-ketone, Bis-(hydroxyphenyl)-sulfone, Bis-(hy- droxyphenyl)-sulfoxide, σ,σ'-Bis-(hydroxyphenyl)-diisopropylbenzole sowie deren kernal- kylierte und kernhalogenierte Verbindungen. Diese und weitere geeignete Diphenole sind beispielsweise in US-A 3,028,365, US-A 2,999,835, US-A 3,148,172, US-A 3,275,601 , US-A 2,991 ,273, US-A 3,271 ,367, US-A 3,062,781 , US-A 2,970,131 , US-A 2,999,846, DE-A 1 570 703, DE-A 2 063 050, DE-A 2 063 052, DE-A 2 211 956, FR-A 1 561 518 und in H. Schnell in: Chemistry and Physics of Polycarbonates, Interscience Publishers, New York 1964, beschrieben, deren Offenbarungsgehalt hiermit vollumfänglich in den Offenba- rungsgehalt der vorliegenden Beschreibung aufgenommen werden. Bevorzugte andere Diphenole sind beispielsweise: 4,4'-Dihydroxydiphenyl, 2,2-Bis-(4-hydroxyphenyl)-propan, 2,4-Bis-(4-hydroxyphenyl)-2-methylbutan, 1 , 1 -Bis-(4-hydroxyphenyl)-cyclohexan, σ,σ-Bis-
(4-hydroxyphenyl)-p-diisopropylbenzol, 2,2-Bis-(3-methyl-4-hydroxyphenyl)-propan, 2,2- Bis-(3-chlor-4-hydroxyphenyl)-propan, Bis-(3,5-dimethyl-4-hydroxyphenyl)-methan, 2,2- Bis-(3,5-dimethyl-4-hydroxyphenyl)-propan, Bis-(3,5-dimethyl-4-hydroxyphenyl)-sulfon, 2,4-Bis-(3,5-dimethyl-4-hydroxyphenyl)-2-methylbutan, 1 ,1-Bis-(3,5-dimethyl-4-hydroxy- phenyl)-cyclohexan, σ,σ-Bis-(3,5-dimethyl-4-hydroxyphenyl)-p-diisopropylbenzol, 2,2-Bis- (3,5-dichlor-4-hydroxyphenyl)-propan und 2,2-Bis-(3,5-dibrom-4-hydroxyphenyl)-propan. Besonders bevorzugte Diphenole der Formel (Ib) sind beispielsweise 2,2-Bis-(4-hydroxy- phenyl)-propan, 2,2-Bis-(3,5-dimethyl-4-hydroxyphenyl)-propan, 2,2-Bis-(3,5-dichlor-4- hydroxyphenyl)-propan, 2,2-Bis-(3,5-dibrom-4-hydroxyphenyl)-propan und 1 ,1-Bis-(4-hy- droxyphenyl)-cyclohexan. Insbesondere ist 2,2-Bis-(4-hydroxyphenyl)-propan bevorzugt. Die anderen Diphenole können sowohl einzeln als auch im Gemisch eingesetzt werden. Das molare Verhältnis von Diphenolen der Formel (Ia) zu den gegebenenfalls mit zu verwendenden anderen Diphenolen der Formel (Ib), soll zwischen 100 Mol-% (Ia) zu 0 Mol-% (Ib) und 2 Mol-% (Ia) zu 98 Mol-% (Ib), vorzugsweise zwischen 100 Mol-% (Ia) zu 0 Mol-% (Ib) und 10 Mol-% (Ia) zu 90 Mol-% (Ib) und insbesondere zwischen 100 Mol-% (Ia) zu 0 Mol-% (Ib) und 30 Mol-% (Ia) zu 70 Mol-% (Ib) liegen. Die hochmolekularen Po- lycarbonatderivate aus den Diphenolen der Formel (Ia), gegebenenfalls in Kombination mit anderen Diphenolen, können nach den bekannten Polycarbonat-Herstellungsverfah- ren hergestellt werden. Dabei können die verschiedenen Diphenole sowohl statistisch als auch blockweise miteinander verknüpft sein. Die eingesetzten Polycarbonatderivate können in an sich bekannter Weise verzweigt sein. Wenn die Verzweigung gewünscht wird, kann diese in bekannter Weise durch Einkondensieren geringer Mengen, vorzugsweise von Mengen von 0,05 bis 2,0 Mol-% (bezogen auf eingesetzte Diphenole), an drei- oder mehr als dreifunktionellen Verbindungen, insbesondere solchen mit drei oder mehr als drei phenolischen Hydroxylgruppen, erreicht werden. Einige Verzweiger mit drei oder mehr als drei phenolischen Hydroxylgruppen sind Phloroglucin, 4,6-Dimethyl-2,4,6-tri-(4- hydroxyphenyl)-hepten-2,4,6-Dimethyl-2,4,6-tri-(4-hydroxyphenyl)-heptan, 1 ,3,5-Tri-(4- hydroxyphenyl)-benzol, 1 ,1 ,1-Tri-(4-hydroxyphenyl)-ethan, Tri-(4-hydroxyphenyl)-phenyl- methan, 2,2-Bis-[4,4-bis-(4-hydroxyphenyl)-cyclohexyl]-propan, 2,4-Bis-(4-hydroxyphenyl- isopropyl)-phenol, 2,6-Bis-(2-hydroxy-5-methyl-benzyl)-4-methylphenol, 2-(4-hydroxyphe- nyl)-2-(2,4-dihydroxyphenyl)-propan, Hexa-[4-(4-hydroxyphenyl-isopropyl)-phenyl]-ortho- terephthalsäureester, Tetra-(4-hydroxyphenyl)-methan, Tetra-[4-(4-hydroxyphenyl-isopro- pyl)phenoxy]-methan und 1 ,4-Bis-[4',4"-dihydroxytriphenyl)-methyl]-benzol. Einige der sonstigen dreifunktionellen Verbindungen sind 2,4-Dihydroxybenzoesäure, Trimesinsäure,
Cyanurchlorid und 3,3-Bis-(3-methyl-4-hydroxyphenyl)-2-oxo-2,3-dihydroindol. Als Kettenabbrecher zur an sich bekannten Regelung des Molekulargewichts der Polycarbonatderi- vate dienen monofunktionelle Verbindungen in üblichen Konzentraten. Geeignete Verbindungen sind z.B. Phenol, tert-Butylphenole oder andere Alkyl-substituierte Phenole. Zur Regelung des Molekulargewichts sind insbesondere kleine Mengen Phenole der Formel (Ic) geeignet

(Ic)
worin R einen verzweigten C8- und/oder C9-Alkylrest darstellt. Bevorzugt ist im Alkylrest R der Anteil an CH3-Protonen zwischen 47 und 89 % und der Anteil der CH- und CH2-Proto- nen zwischen 53 und 11 %; ebenfalls bevorzugt ist R in o- und/oder p-Stellung zur OH- Gruppe, und besonders bevorzugt die obere Grenze des ortho-Anteils 20 %. Die Ketten- abbrecher werden im allgemeinen in Mengen von 0,5 bis 10, bevorzugt 1,5 bis 8 Mol-%, bezogen auf eingesetzte Diphenole, eingesetzt. Die Polycarbonatderivate können vorzugsweise nach dem Phasengrenzflächenverhalten (vgl. H. Schnell in: Chemistry and Physics of Polycarbonates, Polymer Reviews, Vol. IX, Seite 33ff., Interscience Publ. 1964) in an sich bekannter Weise hergestellt werden. Hierbei werden die Diphenole der Formel (Ia) in wässrig alkalischer Phase gelöst. Zur Herstellung von Copolycarbonaten mit anderen Diphenolen werden Gemische von Diphenolen der Formel (Ia) und den anderen Di- phenolen, beispielsweise denen der Formel (Ib), eingesetzt. Zur Regulierung des Molekulargewichts können Kettenabbrecher z.B. der Formel (Ic) zugegeben werden. Dann wird in Gegenwart einer inerten, vorzugsweise Polycarbonat lösenden, organischen Phase mit Phosgen nach der Methode der Phasengrenzflächenkondensation umgesetzt. Die Reaktionstemperatur liegt im Bereich von O0C bis 400C. Die gegebenenfalls mit verwendeten Verzweiger (bevorzugt 0,05 bis 2,0 Mol-%) können entweder mit den Diphenolen in der wässrig alkalischen Phase vorgelegt werden oder in dem organischen Lösungsmittel gelöst vor Phosgenierung zugegeben werden. Neben den Diphenolen der Formel (Ia) und gegebenenfalls anderen Diphenolen (Ib) können auch deren Mono- und/oder Bis-chlor- kohlensäureester mit verwendet werden, wobei diese in organischen Lösungsmitteln ge-
löst zugegeben werden. Die Menge an Kettenabbrechern sowie an Verzweigern richtet sich dann nach der molaren Menge von Diphenolat-Resten entsprechend Formel (Ia) und gegebenenfalls Formel (Ib); bei Mitverwendung von Chlorkohlensäureestern kann die Phosgenmenge in bekannter Weise entsprechend reduziert werden. Geeignete organi- sehe Lösungsmittel für die Kettenabbrecher sowie gegebenenfalls für die Verzweiger und die Chlorkohlensäureester sind beispielsweise Methylenchlorid, Chlorbenzol sowie insbesondere Mischungen aus Methylenchlorid und Chlorbenzol. Gegebenenfalls können die verwendeten Kettenabbrecher und Verzweiger im gleichen Solvens gelöst werden. Als organische Phase für die Phasengrenzflächenpolykondensation dienen beispielsweise Me- thylenchlorid, Chlorbenzol sowie Mischungen aus Methylenchlorid und Chlorbenzol. Als wässrige alkalische Phase dient beispielsweise NaOH-Lösung. Die Herstellung der PoIy- carbonatderivate nach dem Phasengrenzflächenverfahren kann in üblicher Weise durch Katalysatoren, wie tertiäre Amine, insbesondere tertiäre aliphatische Amine, wie Tributyl- amin oder Triethylamin, katalysiert werden; die Katalysatoren können in Mengen von 0,05 bis 10 Mol-%, bezogen auf Mole an eingesetzten Diphenolen, eingesetzt werden. Die Katalysatoren können vor Beginn der Phosgenierung oder während oder auch nach der Phosgenierung zugesetzt werden. Die Polycarbonatderivate können nach dem bekannten Verfahren in homogener Phase, dem sogenannten "Pyridinverfahren" sowie nach dem bekannten Schmelzeumesterungsverfahren unter Verwendung von beispielsweise Diphe- nylcarbonat anstelle von Phosgen hergestellt werden. Die Polycarbonatderivate können linear oder verzweigt sein, sie sind Homopolycarbonate oder Copolycarbonate auf Basis der Diphenole der Formel (Ia). Durch die beliebige Komposition mit anderen Diphenolen, insbesondere mit denen der Formel (Ib) lassen sich die Polycarbonateigenschaften in günstiger Weise variieren. In solchen Copolycarbonaten sind die Diphenole der Formel (Ia) in Mengen von 100 Mol-% bis 2 Mol-%, vorzugsweise in Mengen von 100 Mol-% bis 10 Mol-% und insbesondere in Mengen von 100 Mol-% bis 30 Mol-%, bezogen auf die Gesamtmenge von 100 Mol-% an Diphenoleinheiten, in Polycarbonatderivaten enthalten. Das Polycarbonatderivat kann ein Copolymer sein, enthaltend, insbesondere hieraus bestehend, Monomereinheiten M1 auf Basis der Formel (Ib).vorzugsweise Bisphenol A, so- wie Monomereinheiten M2 auf Basis des geminal disubstituierten Dihydroxydiphenylcy- cloalkans, vorzugsweise des 4,4'-(3,3,5-trimethylcyclohexan-1 ,1-diyl)diphenols, wobei das Molverhältnis M2/M1 vorzugsweise größer als 0,3, insbesondere größer als 0,4, beispielsweise größer als 0,5 ist. Bevorzugt ist es, wenn das Polycarbonatderivat ein mittleres Mo-
lekulargewicht (Gewichtsmittel) von mindestens 10.000, vorzugsweise von 20.000 bis 300.000, aufweist.
Die Komponente B kann grundsätzlich im Wesentlichen organisch oder wässrig sein. Im Wesentlichen wässrig bedeutet dabei, dass bis zu 20 Gew.-% der Komponente B) organische Lösungsmittel sein können. Im Wesentlichen organisch bedeutet, dass bis zu 5 Gew.-% Wasser in der Komponente B) vorliegen können. Vorzugsweise enthält die Komponente B einen bzw. besteht aus einem flüssigen aliphatischen, cycloaliphatischen und/oder aromatischen Kohlenwasserstoff, einem flüssigen organischen Ester und/oder einer Mischung solcher Substanzen. Die eingesetzten organischen Lösungsmittel sind vorzugsweise halogenfreie organische Lösungsmittel. In Frage kommen insbesondere aliphatische, cycloaliphatische, aromatische Kohlenwasserstoffe, wie Mesitylen, 1 ,2,4- Trimethylbenzol, Cumol und Solvent Naptha, Toluol, XyIoI, (organische) Ester, wie Me- thylacetat, Ethylacetat, Butylacetat, Methoxypropylacetat, Ethyl-3-ethoxypropionat. Bevor- zugt sind Mesitylen, 1 ,2,4-Trimethylbenzol, Cumol und Solvent Naptha, Toluol, XyIoI, Essigsäuremethylester, Essigsäureethylester, Methoxypropylacetat. Ethyl-3-ethoxypropio- nat. Ganz besonders bevorzugt sind Mesitylen (1 ,3,5-Trimethylbenzol), 1 ,2,4-Trimethyl- benzol, Cumol (2-Phenylpropan), Solvent Naptha und Ethyl-3-ethoxypropionat. Ein geeignetes Lösungsmittelgemisch umfasst beispielsweise L1 ) 0 bis 10 Gew.-%, vorzugsweise 1 bis 5 Gew.-%, insbesondere 2 bis 3 Gew.-%, Mesitylen, L2) 10 bis 50 Gew.-%, vorzugsweise 25 bis 50 Gew.-%, insbesondere 30 bis 40 Gew.-%, 1-Methoxy-2-propanolacetat, L3) 0 bis 20 Gew.-%, vorzugsweise 1 bis 20 Gew.-%, insbesondere 7 bis 15 Gew.-%, 1 ,2,4-Trimethylbenzol, L4) 10 bis 50 Gew.-%, vorzugsweise 25 bis 50 Gew.-%, insbesondere 30 bis 40 Gew.-%, Ethyl-3-ethoxypropionat, L5) 0 bis 10 Gew.-%, vorzugsweise 0,01 bis 2 Gew.-%, insbesondere 0,05 bis 0,5 Gew.-%, Cumol, und L6) 0 bis 80 Gew.-%, vorzugsweise 1 bis 40 Gew.-%, insbesondere 15 bis 25 Gew.-%, Solvent Naphtha, wobei die Summe der Komponenten L1 bis L6 stets 100 Gew.-% ergibt.
Die Zubereitung kann im Detail enthalten: A) 0,1 bis 10 Gew.-%, insbesondere 0,5 bis 5 Gew.-%, eines Bindemittels mit einem Polycarbonatderivat auf Basis eines geminal disub- stituierten Dihydroxydiphenylcycloalkans, B) 40 bis 99,9 Gew.-%, insbesondere 45 bis 99,5 Gew.-%, eines organischen Lösungsmittels oder Lösungsmittelgemischs, C) 0,1 bis 6 Gew.-%, insbesondere 0,5 bis 4 Gew.-%, eines Farbmittels oder Farbmittelgemischs, D) 0,001 bis 6 Gew.-%, insbesondere 0,1 bis 4 Gew.-%, eines funktionalen Materials oder ei-
ner Mischung funktionaler Materialien, E) 0,1 bis 30 Gew.-%, insbesondere 1 bis 20 Gew.-%, Additive und/oder Hilfsstoffe, oder eine Mischung solcher Stoffe.
Als Komponente C, sofern ein Farbmittel vorgesehen sein soll, kommt grundsätzlich jedes beliebige Farbmittel oder Farbmittelgemisch in Frage. Unter Farbmittel sind alle farbge- benden Stoffe bezeichnet. Das bedeutet, es kann sich sowohl um Farbstoffe (einen Überblick über Farbstoffe gibt Ullmann's Encyclopedia of Industrial Chemistry, Electronic Release 2007, Wiley Verlag, Kapitel „Dyes, General Survey") wie auch um Pigmente (einen Überblick über organische wie anorganische Pigmente gibt Ullmann's Encyclopedia of Industrial Chemistry, Electronic Release 2007, Wiley Verlag, Kapitel „Pigments, Organic" bzw. "Pigments, Inorganic") handeln. Farbstoffe sollten in den Lösungsmitteln der Komponente B löslich bzw. (stabil) dispergierbar oder suspendierbar sein. Des Weiteren ist es vorteilhaft, wenn das Farbmittel bei Temperaturen von 1600C und mehr für einen Zeitraum von mehr als 5 min. stabil, insbesondere farbstabil, ist. Es ist auch möglich, dass das Farbmittel einer vorgegebenen und reproduzierbaren Farbveränderung unter den Verarbeitungsbedingungen unterworfen ist und entsprechend ausgewählt wird. Pigmente müssen neben der Temperaturstabilität insbesondere in feinster Partikelgrößenverteilung vorliegen. Für einen Tintenstrahldruck bedeutet dies in der Praxis, dass die Teilchengröße nicht über 1 ,0 μm hinausgehen sollte, da sonst Verstopfungen im Druckkopf die Folge sind. In der Regel haben sich nanoskalige Festkörperpigmente und gelöste Farbstoffe bewährt. Die Farbmittel können kationisch, anionisch oder auch neutral sein. Lediglich als Beispiele für im Tintenstrahldruck verwendbare Farbmittel seien genannt: Brillantschwarz Cl. Nr. 28440, Chromogenschwarz Cl. Nr. 14645, Direkttiefschwarz E Cl. Nr. 30235, Echtschwarzsalz B Cl. Nr. 37245, Echtschwarzsalz K Cl. Nr. 37190, Sudanschwarz HB Cl. 26150, Naphtholschwarz Cl. Nr. 20470, Bayscript® Schwarz flüssig, Cl. Basic Black 11 , Cl. Basic Blue 154, Cartasol® Türkis K-ZL flüssig, Cartasol® Türkis K-RL flüssig (Cl. Basic Blue 140), Cartasol Blau K5R flüssig. Geeignet sind des Weiteren z.B. die im Handel erhältlichen Farbstoffe Hostafine® Schwarz TS flüssig (vertrieben von Clariant GmbH Deutschland), Bayscript® Schwarz flüssig (C.l.-Gemisch, vertrieben von Bayer AG Deutschland), Cartasol® Schwarz MG flüssig (Cl. Basic Black 11 , Eingetragenes Markenzeichen der Clariant GmbH Deutschland), Flexonylschwarz® PR 100 (E Cl. Nr. 30235, vertrieben von Hoechst AG), Rhodamin B, Cartasol® Orange K3 GL1 Cartasol® Gelb K4 GL, Cartasol® K GL1 oder Cartasol® Rot K-3B. Des Weiteren können als lösliche Farbmittel Anthrachinon-, Azo-, Chinophthalon-, Cumarin-, Methin-, Perinon- und/oder Py-
razolfarbstoffe, z.B. unter dem Markennamen Macrolex® erhältlich, Verwendung finden. Weitere geeignete Farbmittel sind in der Literaturstelle Ullmann's Encyclopedia of Indus- trial Chemistry, Electronic Release 2007, Wiley Verlag, Kapitel "Colorants Used in Ink Jet Inks" beschrieben. Gut lösliche Farbmittel führen zu einer optimalen Integration in die Mat- rix bzw. das Bindemittel der Druckschicht. Die Farbmittel können entweder direkt als Farbstoff bzw. Pigment zugesetzt werden oder als Paste, einem Gemisch aus Farbstoff und Pigment zusammen mit einem weiteren Bindemittel. Dieses zusätzliche Bindemittel sollte chemisch kompatibel mit den weiteren Komponenten der Zubereitung sein. Sofern eine solche Paste als Farbmittel eingesetzt wird, bezieht sich die Mengenangabe der Komponente B auf das Farbmittel ohne die sonstigen Komponenten der Paste. Diese sonstigen Komponenten der Paste sind dann unter die Komponente E zu subsumieren. Bei Verwendung von so genannten Buntpigmenten in den Skalenfarben Cyan-Magenta- Yellow und bevorzugt auch (Ruß)-Schwarz sind Volltonfarbabbildungen möglich.
Die Komponente D umfasst Substanzen, die unter Einsatz von technischen Hilfsmitteln unmittelbar durch das menschliche Auge oder durch Verwendung von geeigneten Detektoren ersichtlich sind. Hier sind die dem Fachmann einschlägig bekannten Materialien (vgl. auch van Renesse in: Optica! document security, 3rd Ed., Artech House, 2005) gemeint, die zur Absicherung von Wert und Sicherheitsdokumenten eingesetzt werden. Da- zu zählen Lumineszenzstoffe (Farbstoffe oder Pigmente, organisch oder anorganisch) wie z.B. Photoluminophore, Elektroluminophore, Antistokes Luminophore, Fluorophore, aber auch magnetisierbare, photoakustisch adressierbare oder piezoelektrische Materialien. Des Weiteren können Raman-aktive oder Raman-verstärkende Materialien eingesetzt werden, ebenso wie so genannte Barcode-Materialien. Auch hier gelten als bevorzugte Kriterien entweder die Löslichkeit in der Komponente B oder bei pigmentierten Systemen Teilchengrößen < 1 μm sowie eine Temperaturstabilität für Temperaturen > 1600C im Sinne der Ausführungen zur Komponente C. Funktionale Materialien können direkt zugegeben werden oder über eine Paste, d.h. einem Gemisch mit einem weiteren Bindemittel, welches dann Bestandteil der Komponente E bildet, oder dem eingesetzten Bindemittel der Komponente A.
Die Komponente E umfasst bei Tinten für einen Tintenstrahldruck üblicherweise eingerichtete Stoffe wie Antischaummittel, Stellmittel, Netzmittel, Tenside, Fließmittel, Trockner, Katalysatoren, (Licht-) Stabilisatoren, Konservierungsmittel, Biozide, Tenside, organische
Polymere zur Viskositätseinstellung, Puffersysteme etc. Als Stellmittel kommen fachübliche Stellsalze in Frage. Ein Beispiel hierfür ist Natriumlactat. Als Biozide kommen alle handelsüblichen Konservierungsmittel, welche für Tinten verwendet werden, in Frage. Beispiele hierfür sind Proxel® GXL und Parmetol® A26. Als Tenside kommen alle han- delsüblichen Tenside, welche für Tinten verwendet werden, in Frage. Bevorzugt sind amphotere oder nichtionische Tenside. Selbstverständlich ist aber auch der Einsatz spezieller anionischer oder kationischer Tenside, welche die Eigenschaften des Farbstoffs nicht verändern, möglich. Beispiele für geeignete Tenside sind Betaine, ethoxylierte Diole usw. Beispiele sind die Produktreihen Surfynol® und Tergitol®. Die Menge an Tensiden wird insbesondere bei Anwendung für den Tintenstrahldruck beispielsweise mit der Maßgabe gewählt, dass die Oberflächenspannung der Tinte im Bereich von 10 bis 60 mN/m, vorzugsweise 20 bis 45 mN/m, gemessen bei 250C, liegt. Es kann ein Puffersystem eingerichtet sein, welches den pH-Wert im Bereich von 2,5 bis 8,5, insbesondere im Bereich von 5 bis 8, stabilisiert. Geeignete Puffersysteme sind Lithiumacetat, Boratpuffer, Trietha- nolamin oder Essigsäure/Natriumacetat. Ein Puffersystem wird insbesondere im Falle einer im Wesentlichen wässrigen Komponente B in Frage kommen. Zur Einstellung der Viskosität der Tinte können (ggf. wasserlösliche) Polymere vorgesehen sein. Hier kommen alle für übliche Tintenformulierungen geeigneten Polymere in Frage. Beispiele sind wasserlösliche Stärke, insbesondere mit einem mittleren Molekulargewicht von 3.000 bis 7.000, Polyvinylpyrrolidon, insbesondere mit einem mittleren Molekulargewicht von 25.000 bis 250.000, Polyvinylalkohol, insbesondere mit einem mittleren Molekulargewicht von 10.000 bis 20.000, Xanthan-Gummi, Carboxy-Methylcellulose, Ethylenoxid/Propylenoxid- Blockcopolymer, insbesondere mit einem mittleren Molekulargewicht von 1.000 bis 8.000. Ein Beispiel für das letztgenannte Blockcopolymer ist die Produktreihe Pluronic®. Der Anteil an Biozid, bezogen auf die Gesamtmenge an Tinte, kann im Bereich von 0 bis 0,5 Gew-%, vorzugsweise 0,1 bis 0,3 Gew.-%, liegen. Der Anteil an Tensid, bezogen auf die Gesamtmenge an Tinte, kann im Bereich von 0 bis 0,2 Gew.-% liegen. Der Anteil an Stellmitteln kann, bezogen auf die Gesamtmenge an Tinte, 0 bis 1 Gew.-%, vorzugsweise 0,1 bis 0,5 Gew.-%, betragen. Zu den Hilfsmitteln werden auch sonstige Komponenten ge- zählt, wie beispielsweise Essigsäure, Ameisensäure oder n-Methyl-Pyrrolidon oder sonstige Polymere aus der eingesetzten Farbstofflösung oder -Paste. Bezüglich Substanzen, welche als Komponente E geeignet sind, wird ergänzend beispielsweise auf Ullmann's Encyclopedia of Chemical Industry, Electronic Release 2007, Wiley Verlag, Kapitel „Paints and Coatings", Sektion „Paint Additives", verwiesen.
Die vorstehend beschriebene Tintenzusammensetzung ist insbesondere für den Tinten- strahldruck geeignet, kann aber auch für beliebige andere Drucktechniken eingesetzt werden, sofern das Verhältnis der einzelnen Komponenten an die Anwendung angepasst wird. Vorteilhaft in diesem Zusammenhang ist, dass die beschriebene Zusammensetzung als Bindemittel ein Polycarbonatderivat enthält, wenn die Polymerschichten des Verbundes ebenfalls aus Polycarbonat bestehen.
Nachfolgend wird die Erfindung an Hand von Beispielen beschrieben, die nicht beschrän- kend sind.
Fig. 1 zeigt typische Hauptpixel-Satellitenpixel-Ensembles; Fig. 2 zeigt verschiedene Varianten von Haupt- mit Satellitenpixeln; Fig. 3 zeigt eine schematische Darstellung eines über ein Druckmedium verfahrenen Tintenstrahldruckkopfes und die dabei erzeugten Haupt- und Satelliten-Druckpixel;
Fig. 4 zeigt eine schematische Darstellung einer Düsenplatte an einem Tintenstrahl- druckkopf im Querschnitt; Fig. 5 zeigt eine schematische Darstellung von Druckpixeln, bestehend aus Haupt- und
Satellitenpixeln; Fig. 6 zeigt eine schematische Darstellung von Druckpixeln, bestehend aus Haupt- und
Satellitenpixeln, die mit einem latent sichtbaren Bild aus einer rautenförmigen Ras- terung überlagert sind (Fig. 6C).
Gleiche Bezugsziffern in den Figuren bezeichnen jeweils gleiche Elemente.
In Fig. 1 sind zwei typische Hauptpixel-Satellitenpixel-Ensembles gezeigt. Das jeweilige Satellitenpixel B ist dem entsprechenden Hauptpixel A zugeordnet. Es befindet sich in einer definierten relativen Position zum Hauptpixel A, im vorliegenden Fall jeweils ungefähr in „7-Uhr-Position". Im linken Teil dieser Figur ist das Satellitenpixel B nicht so weit von dem Hauptpixel A entfernt, dass beide Pixel voneinander getrennt sind. Im rechten Teil der Figur sind beide Pixel voneinander getrennt. Dies lässt sich jeweils durch eine Einstellung der Ablenkung beim Ausstoßen der Tintentropfen aus dem Druckkopf erreichen. Verschiedene Ausführungsformen von Matrices von Haupt- und zugehörigen Satellitenpixeln sind in Fig. 2 gezeigt.
In Fig. 3 ist schematisch ein Druckkopf 1 gezeigt, der in einer Druckrichtung 2 über ein Druckmedium 3, beispielsweise eine Polymerfolie, bewegt wird. Aus Düsenaustrittsöffnungen 4 an der Unterseite des Druckkopfes 1 treten einzelne Tintentropfen aus, die zu- nächst in Form von Tropfenstrecken gebildet werden und sich dann in einen Haupttropfen und einen Satellitentropfen aufteilen. Der Haupttropfen wird entlang der Normalen zu der Ebene ausgestoßen, die durch die Unterseite des Druckkopfes 1 gebildet ist, in der sich die Austrittsöffnungen 4 befinden. Der Weg des Haupttropfens ist mit 5 markiert. Der Haupttropfen bildet das Hauptpixel 11. Der Satellitentropfen wird auf einem von der Nor- malen abgelenkten Weg auf die Polymerfolie 3 ausgestoßen. Dieser Weg ist mit 6 markiert. Der Satellitentropfen bildet das Satellitenpixel 12. Der Winkel, unter dem der Satellitentropfen gegenüber einer durch die Druckrichtung 2 und das Hauptpixel 11 definierten Ebene ausgelenkt ist, ist mit ß bezeichnet. Der Winkel, unter dem das Satellitenpixel 11 auf der Polymerfolie 3 relativ zum Hauptpixel 12 zur Druckrichtung 2 erscheint, ist mit a bezeichnet.
In Fig. 4 ist eine Auslenkeinrichtung 7 an einer Tropfenerzeugungseinrichtung 8 eines Druckkopfes 1 schematisch gezeigt. Die Tropfenerzeugungseinrichtung 8 weist Austrittsöffnungen 4 auf. Die Auslenkeinrichtung 7 ist mit Kanälen 9 versehen, deren Eintrittsöff- nungen 10 mit den Austrittsöffnungen 4 der Tropfenerzeugungseinrichtung 8 fluchten. Die Kanäle 9 sind S-förmig ausgebildet und lenken somit die Satellitentropfen aus, während die Auslenkung der Flugbahnen der Haupttropfen vernachlässigbar ist. Die Satellitentropfen werden im gezeigten Beispiel nach links ausgelenkt.
Zur Herstellung eines mittels Tintenstrahldruck erzeugten Musters auf einer Polycarbonat- folie wurden folgende Tintenzusammensetzungen hergestellt:
Beispiel 1 : Herstellung von Polycarbonatderivaten für eine Tintenzusammensetzung als
Bindemittel
149,0 g (0,65 Mol) Bisphenol A (2,2-Bis-(4-hydroxyphenyl)-propan, 107,9 g (0,35 Mol) 1 ,1- Bis-(4-hydroxyphenyl)-3,315-trimethylcyclohexan, 336,6 g (6 Mol) KOH und 2700 g Wasser werden in einer Inertgas-Atmosphäre unter Rühren gelöst. Dann wird eine Lösung von 1 ,88 g Phenol in 2500 ml Methylenchlorid zugefügt. In die gut gerührte Lösung werden bei
pH 13 bis 14 und 21 bis 25°C 198 g (2 Mol) Phosgen eingeleitet. Danach wird 1 ml Ethyl- piperidin zugegeben und noch 45 Min. gerührt. Die bisphenolatfreie wässrige Phase wird abgetrennt, die organische Phase nach Ansäuern mit Phosphorsäure mit Wasser neutral gewaschen und vom Lösungsmittel befreit.
Das Polycarbonatderivat zeigt eine relative Lösungsviskosität von 1 ,263. Die Glastemperatur wird zu 183°C bestimmt (DSC).
Beispiel 2: Herstellung einer für die Herstellung einer Tintenstrahldruckfarbe geeigneten flüssigen Zubereitung
Eine flüssige Zubereitung wird aus 17,5 Gew.-Teilen des Polycarbonatderivats aus Beispiel 1 und 82,5 Gew.-Teilen eines Lösungsmittel-Gemisches gemäß Tabelle I hergestellt (Angaben in Gew.-%, bezogen auf das Lösungsmittelgemisch).
Tabelle I

Es wird eine farblose, hochviskose Lösung mit einer Lösungsviskosität bei Raumtemperatur von 800 mPa.s erhalten.
Beispiel 3: Herstellung einer erfindungsgemäß eingesetzten Tintenstrahldruckfarbe
In einem 50 ml Weithalsgewindeglas werden 10 g Polycarbonatlösung aus Beispiel 2 und 32,5 g des Lösungsmittelgemisches aus Beispiel 2 mit einem Magnetrührer homogenisiert (4 %-ige PC-Lösung). Es wird eine farblose, niederviskose Lösung mit einer Lösungsviskosität bei 200C von 5,02 mPa.s erhalten.
Die erhaltene Polycarbonat-Lösung wird zusätzlich mit ca. 2% Pigment Black 28 versetzt. Es ergibt sich eine Tinte, mittels welcher schwarz/weiß Bilder auf Polycarbonatfolien gedruckt werden können. Durch eine äquivalente Zugabe anderer Pigmente oder Farbstoffe lassen sich entsprechend monochrome und/oder farbige Tinten herstellen.
Eine Änderung der Auflösung eines mit der Tinte gedruckten Pixelmusters tritt bei einem Fügevorgang, bei dem die mit dem Pixelmuster bedruckte Substratschicht mit einer darüber angeordneten Substratschicht verbunden wird, nahezu nicht auf. Dies bedeutet, dass das Pixelmuster auch nach der Lamination in nahezu dergleichen Auflösung erhalten bleibt.
Eine optische Untersuchung des Verbundes ergibt ansonsten keinerlei erkennbare Phasengrenze. Der Verbund zeigt sich als monolithischer Block, der auch Delaminationsver- suchen hervorragend widersteht.
Mit dieser schwarzen Tinte wird mit einem Tintenstrahldrucker mit einem Druckkopf, der gemäß Fig. 4 modifiziert ist, ein Pixelmuster auf eine Polycarbonatfolie gedruckt. Es ergibt sich die in Fig. 5 wiedergegebene Pixelmatrix. Jeder der Druckpixel ist bimodal und be- steht aus einem größeren Hauptpixel und einem kleineren Satellitenpixel. Das Satellitenpixel erscheint relativ zu dem Hauptpixel, dem es zugeordnet ist, unter einem Winkel a zur Transportrichtung (von rechts nach links durch die Reihen der Druckpixel definiert) von ca. 60°.
Beispiel 4: Bildung von Satelliten an einem mit einem Tintenstrahldruck erzeugten Muster auf zuvor in rautenförmigen Strukturen hydrophobierten Oberflächen.
Zur Herstellung eines mehrfarbigen Passbildes einer Person werden mehrere Farbauszüge des Bildes in Magenta, Cyan, Yellow und Schwarz erstellt.
In einem ersten Druckvorgang werden die Hauptpixel mit zugehörigen Satellitenpixeln auf einer ersten Polycarbonatfolie gedruckt (Fig. 6A).
Danach wird eine weitere Polycarbonatfolie zunächst in einem Druckbereich mit einem rautenförmigen Muster hydrophobiert. Die Rauten sind so groß, dass danach jeweils mindestens ein Druckpixel vollständig darin enthalten gedruckt werden kann. Hierzu wird die Polycarbonatfolie im wasserlosen Offset-Verfahren, dem sogenannten Toray-Verfahren, mit einer UV-härtenden und für das menschliche Auge unsichtbaren Farbe bedruckt. Diese Farbe ist Silikonhaltig, ohne Farbmittel und gegebenenfalls mit fluorierten Binderanteilen versehen. Für die Bedruckung wird auf eine Druckform ein Druckmotiv in Form von Rautenlinien kopiert und auf eine PC-Folie gedruckt. Dadurch werden die in Fig. 6B dargestellten Rautenlinien, für das menschliche Auge nicht sichtbar, auf die Oberfläche ge- druckt.
Danach wird ein Farbauszug des Passbildes der Person in Yellow in dem in Teilbereichen hydrophobierten Druckbereich mittels Tintenstrahldruck auf die Polycarbonatfolie gedruckt. Die hierfür verwendete Tintenzusammensetzung entspricht der von Beispiel 3. Dabei wird jedes Druckpixel in Form eines Hauptpixels und eines unter einem Winkel a relativ zum Hauptpixel gegenüber der Druckrichtung erscheinenden Satellitenpixels gedruckt. Dieser Winkel σ wird durch eine 1 -Uhr-Position gekennzeichnet. Dort wo sich die rautenförmige Rasterung befindet, können die Pixel nicht gedruckt werden (Fig. 6C).
Weitere Farbauszüge des Passbildes in Yellow, Cyan und Magenta werden in gleicher Weise auf ebenso vorher rautenförmig strukturiert hydrophobierte Polycarbonatfolien mittels Tintenstrahldruck in einem dem Druckbereich der ersten Polycarbonatfolie entsprechenden Druckbereich gedruckt. Die Tintenzusammensetzungen sind die von Beispiel 3. Allerdings werden anstelle von Pigment Black 28 zum Drucken des Yellow-, des Cyan- und des Magenta-Farbauszuges geeignete Farbstoffe verwendet. Der Tintenstrahldruck- kopf wird in allen drei Fällen so angesteuert, dass Satellitentropfen in einem Austrittswinkel ß ≠ 0 gegenüber einer durch die Druckrichtung und die Hauptpixel definierten Ebene ausgestoßen werden. Durch Verwendung geeigneter Ablenkeinrichtungen ergeben sich Druckbilder, die dem von Fig. 6C ähnlich sind, wobei allerdings die Orientierung der Satel- litenpixel an den Hauptpixeln jeweils anders ist. In jedem Farbauszug ist ein anderer Winkel a, unter dem die Satellitentropfen relativ zu den Haupttropfen gegenüber der Flugbahn der Haupttropfen auf die Polycarbonatfolie auftreffen, eingestellt: Die Lage der Satellitenpixel des Yellow-Farbauszuges wird relativ zu der der Hauptpixel in einer 4-Uhr-Position eingestellt. Die Lage der Satellitenpixel des Cyan-Farbauszuges wird relativ zu der der
Hauptpixel in einer 7 Uhr-Position eingestellt. Und die Lage der Satellitenpixel des Magen- ta-Farbauszuges wird relativ zu der der Hauptpixel in einer 10 Uhr-Position eingestellt. In jedem Falle sind die Satellitentropfen teilweise erkennbar und teilweise durch die Rautenmuster unterdrückt.
Die Folien werden dann übereinander gestapelt und laminiert. Es bildet sich ein monolithischer Verbund der Folien. Die gedruckten Farbauszüge im Schichtverbund können den einzelnen Lagen des Schichtverbundes zugeordnet werden: der Schwarz-Farbauszug ist daran erkennbar, dass dieser Satellitenpixel in 1 -Uhr-Position enthielt; der Yellow-Farb- auszug ist daran erkennbar, dass dieser Satellitenpixel in 4-Uhr-Position enthält; der Cy- an-Farbauszug ist daran erkennbar, dass dieser Satellitenpixel in 7-Uhr-Position enthält, und der Magenta-Farbauszug ist daran erkennbar, dass er Satellitenpixel in 10-Uhr-Posi- tion enthält.
Es versteht sich, dass die hier beschriebenen Beispiele und Ausführungsformen lediglich zur Veranschaulichung dienen und dass verschiedene Modifikationen und Änderungen der Beispiele und Ausführungsformen sowie Kombinationen von in dieser Anmeldung beschriebenen Merkmalen für einen Fachmann nahe liegend und in den Bereich der nach- stehend angegebenen Patentansprüche einbezogen sowie in den Offenbarungsgehalt der vorliegenden Anmeldung aufgenommen sind. Alle hier zitierten Veröffentlichungen, Patente und Patentanmeldungen sind hiermit ausdrücklich durch Referenzaufnahme in den Of- fenbarungsumfang der vorliegenden Anmeldung aufgenommen.
Claims
1. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument, umfassend mindestens zwei stoffschlüssig miteinander verbundene Polymerschichten, wobei auf mindestens einer Oberfläche mindestens einer der Polymerschichten jeweils aus Druckpixeln bestehende Druckschichten in einem Druckbereich aufgebracht werden, dadurch gekennzeichnet, dass die Druckpixel jeweils aus einem Hauptpixel und mindestens einem dem Hauptpixel zugeordneten Satellitenpixel bestehen.
2. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach Anspruch 1 , dadurch gekennzeichnet, dass jedem erzeugten Hauptpixel in der Druckschicht ein einziges Satellitenpixel zugeordnet ist.
3. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Druckschicht mittels Tintenstrahldruck erzeugt ist.
4. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass das Vorhandensein von Satellitenpixeln zusätzlich zu den Hauptpixeln, denen sie zugeordnet sind, ein Sicherheitsmerkmal in dem Sicherheits- und/oder Wertdokument darstellt.
5. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Druckschicht ein personalisiertes und/oder individualisiertes Merkmal wiedergibt.
6. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach Anspruch 5, dadurch gekennzeichnet, dass das personalisierte Merkmal ein Passbild ist.
7. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Druckschicht mit ei- nem Tintenstrahldruckkopf auf einer der Oberflächen erzeugt ist und dass jedes Satellitenpixel relativ zu einem jeweiligen Hauptpixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu der Richtung, mit der der Tintenstrahldruckkopf und die Oberfläche relativ zueinander bewegt werden, auf der Oberfläche erzeugt ist.
8. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach Anspruch 7, dadurch gekennzeichnet, dass der Winkel a ≠ 0° und α ≠ 180° ist.
9. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 7 und 8, dadurch gekennzeichnet, dass, unabhängig von der Richtung, mit der der Tintenstrahldruckkopf und die Oberfläche relativ zueinander bewegt werden, jedes Satellitenpixel relativ zu dem Hauptpixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu einer Verbindungslinie benachbarter gedruckter Hauptpixel auf der Oberfläche erzeugt ist.
10. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 7 - 9, dadurch gekennzeichnet, dass einem vorgegebenen Winkel a eine bestimmte Farbe zugeordnet ist, und dass das Hauptpixel und das zugeordnete Satellitenpixel unter diesem Winkel a und in dieser dem Winkel a zugeordneten Farbe erzeugt sind.
11. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 7 - 10, dadurch gekennzeichnet, dass mehreren vorgegebenen Winkeln a-\, a2 σn unter denen Satellitenpixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt sind, jeweils eine bestimmte Farbe zugeordnet ist, und dass die Hauptpixel und die zugehörigen Satellitenpixel unter dem jeweiligen Winkel σn und in dieser dem Winkel an zugeordneten Farbe erzeugt sind.
12. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 7 - 11 , dadurch gekennzeichnet, dass mehreren vorgegebenen Winkeln au a2 σn unter denen Satellitenpixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt sind, jeweils eine bestimmte Oberfläche in dem Schichtverbund zugeordnet ist, und dass die Hauptpixel und die zugeordneten Sa- tellitenpixel unter dem jeweiligen Winkel σn und auf dieser dem Winkel σn zugeordneten Oberfläche erzeugt sind.
13. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass mehrere auf unterschiedlichen Oberflächen gedruckte Druckschichten Farbauszüge einer farbigen Darstellung wiedergeben.
14. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach Anspruch 13, dadurch gekennzeichnet, dass die unterschiedlichen Oberflächen durch jeweils mindestens eine Schicht des Verbundes voneinander beabstandet sind.
15. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die jeweiligen Druck- schichten in dem Polymerschichtverbund auf innen liegenden Schichten des Verbundes angeordnet sind.
16. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass zumindest einige Schich- ten des Verbundes aus Polycarbonat bestehen.
17. Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die jeweiligen Druckschichten Bindemittel auf Polycarbonatbasis enthalten.
18. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument, umfassend mindestens zwei stoffschlüssig miteinander verbundene Polymerschichten, umfassend die Verfahrensschritte: Bereitstellen der Polymerschichten für den Polymerschichtverbund, Bilden von jeweiligen aus Druck- pixeln bestehenden Druckschichten auf mindestens einer Oberfläche mindestens einer der Polymerschichten in einem Druckbereich und Verbinden der Polymerschichten miteinander, dadurch gekennzeichnet, dass die Druckpixel jeweils aus einem Hauptpixel und mindestens einem dem Hauptpixel zugeordneten Satellitenpixel bestehen.
19. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach Anspruch 18, dadurch gekennzeichnet, dass jedem erzeugten Hauptpixel in der Druckschicht ein einziges Satellitenpixel zugeordnet wird.
20. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 und 19, dadurch gekennzeichnet, dass die Druckschicht mittels Tintenstrahldruck erzeugt wird.
21. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 20, dadurch gekennzeichnet, dass das Vorhandensein von Satellitenpixeln zusätzlich zu Hauptpixeln, denen sie zugeordnet sind, ein Sicherheitsmerkmal in dem Sicherheits- und/oder Wertdo- kument darstellt.
22. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 21 , dadurch gekennzeichnet, dass die Druckschicht ein personalisiertes oder individualisiertes Merkmal wie- dergibt.
23. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach Anspruch 22, dadurch gekennzeichnet, dass das personalisierte Merkmal ein Passbild ist.
24. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 23, dadurch gekennzeichnet, dass die Druckschicht mit einem Tintenstrahldruckkopf auf einer der Oberflächen erzeugt wird und dass jedes Satellitenpixel relativ zu einem jeweiligen Haupt- pixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu der Richtung, mit der der Tintenstrahldruckkopf und die Oberfläche relativ zueinander bewegt werden, auf der Oberfläche erzeugt wird.
25. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach Anspruch 24, dadurch gekennzeichnet, dass der Winkel a ≠ 0° und a ≠ 180° ist.
26. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 24 und 25, dadurch gekennzeichnet, dass, unabhängig von der Richtung, mit der der Tintenstrahldruckkopf und die Oberfläche relativ zueinander bewegt werden, jedes Satellitenpixel relativ zu dem Hauptpixel, dem es zugeordnet ist, unter einem vorgegebenen Winkel a zu ei- ner Verbindungslinie benachbarter gedruckter Hauptpixel auf der Oberfläche erzeugt wird.
27. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 24 - 26, dadurch gekennzeich- net, dass der Winkel a durch Justage oder geeignete Ausbildung einer an dem Tintenstrahldruckkopf vorgesehenen Einrichtung zur Ablenkung von aus dem Druckkopf austretenden Satelliten-Tintentropfen eingestellt wird.
28. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach Anspruch 27, dadurch gekennzeichnet, dass die Einrichtung zur Ablenkung von aus dem Druckkopf austretenden Satelliten-Tintentropfen eine durchgehende Öffnungen aufweisende Einrichtung ist, die unmittelbar angrenzend an Austrittsöffnungen des Druckkopfes angeordnet ist.
29. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 27 und 28, dadurch gekennzeichnet, dass die Einrichtung zur Ablenkung von aus dem Druckkopf austretenden Satelliten-Tintentropfen derart justiert wird und/oder derart ausgebildet ist, dass aus Austrittsöffnungen des Druckkopfes austretende, die Satellitenpixel bildende Tinten- flüssigkeit unter einem Winkel ß gegenüber einer Ebene, die durch den jeweiligen
Hauptpixel und die Richtung, mit der der Druckkopf und die Oberfläche relativ zueinander bewegt werden, bestimmt ist, austritt.
30. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 24 - 29, dadurch gekennzeichnet, dass einem vorgegebenen Winkel a eine bestimmte Farbe zugeordnet wird, und dass das Hauptpixel und das zugeordnete Satellitenpixel unter diesem Winkel a und in dieser dem Winkel a zugeordneten Farbe erzeugt werden.
31. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 24 - 30, dadurch gekennzeichnet, dass mehreren vorgegebenen Winkeln au a2, .... an unter denen Satelliten- pixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt werden, jeweils eine bestimmte Farbe zugeordnet wird, und dass die Hauptpixel und die zugehörigen Satellitenpixel unter dem jeweiligen Winkel an und in dieser dem Winkel σn zugeordneten Farbe erzeugt werden.
32. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 24 - 31, dadurch gekennzeichnet, dass mehreren vorgegebenen Winkeln au o2, ..., an unter denen Satellitenpixel relativ zu den jeweiligen Hauptpixeln, denen sie zugeordnet sind, erzeugt werden, jeweils eine bestimmte Oberfläche in dem Schichtverbund zugeordnet wird, und dass die Hauptpixel und die zugeordneten Satellitenpixel unter dem jeweiligen
Winkel an und auf dieser dem Winkel σn zugeordneten Oberfläche erzeugt werden.
33. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 32, dadurch gekennzeich- net, dass mehrere auf unterschiedlichen Oberflächen gedruckte Druckschichten
Farbauszüge einer farbigen Darstellung wiedergeben.
34. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach Anspruch 33, dadurch gekennzeichnet, dass die un- terschiedlichen Oberflächen durch jeweils mindestens eine Schicht des Verbundes voneinander beabstandet sind.
35. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 34, dadurch gekennzeich- net, dass die jeweiligen Druckschichten in dem Polymerschichtverbund auf innen liegenden Polymerschichten des Verbundes angeordnet werden.
36. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 35, dadurch gekennzeichnet, dass zumindest einige Schichten des Verbundes aus Polycarbonat bestehen.
37. Verfahren zur Herstellung eines Polymerschichtverbundes für ein Sicherheits- und/oder Wertdokument nach einem der Ansprüche 18 - 36, dadurch gekennzeich- net, dass die jeweiligen Druckschichten Bindemittel auf Polycarbonatbasis enthalten.
38. Sicherheits- und/oder Wertdokument, enthaltend einen Polymerschichtverbund nach einem der Ansprüche 1 - 17.
39. Verwendung des Sicherheits- und/oder Wertdokuments nach Anspruch 38 als Personalausweis, Reisepass, Kreditkarte, Barkarte, Barzahlungskarte, Kundenkarte, Visakarte, ID-Karte oder Führerschein.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08872939T ES2702817T3 (es) | 2008-02-29 | 2008-10-31 | Capa de impresión con píxeles principales y satélites sobre un compuesto polimérico estratificado para un documento de seguridad y/o de valor |
| EP08872939.7A EP2252470B1 (de) | 2008-02-29 | 2008-10-31 | Druckschicht mit haupt- und satellitenpixeln auf einem polymerschichtverbund für ein sicherheits- und/oder wertdokument |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008012428A DE102008012428B3 (de) | 2008-02-29 | 2008-02-29 | Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument und Verfahren zu dessen Herstellung sowie Sicherheits- und/oder Wertdokument und deren Verwendung |
| DE102008012428.1 | 2008-02-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009106106A1 true WO2009106106A1 (de) | 2009-09-03 |
Family
ID=40350228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2008/009335 Ceased WO2009106106A1 (de) | 2008-02-29 | 2008-10-31 | Druckschicht mit haupt- und satellitenpixeln auf einem polymerschichtverbund für ein sicherhets- und/oder wertdokument |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2252470B1 (de) |
| DE (1) | DE102008012428B3 (de) |
| ES (1) | ES2702817T3 (de) |
| WO (1) | WO2009106106A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013000717A1 (de) * | 2013-01-17 | 2014-07-17 | Bayer Material Science Ag | Datenblatt für ein Sicherheits- und/oder Wertdokument |
| RU2733702C2 (ru) * | 2017-08-31 | 2020-10-06 | Роман Леонидович Пушко | Способ контроля подлинности продукции и защиты от контрафакта и фальсификации |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0232709A1 (de) * | 1986-01-08 | 1987-08-19 | Lasercard Company L.P. | Verfahren zur Herstellung einer Identitätskarte |
| US4790566A (en) * | 1984-10-11 | 1988-12-13 | Matra | Identity document difficult to falsify and a process for manufacturing such a document |
| US4814594A (en) * | 1982-11-22 | 1989-03-21 | Drexler Technology Corporation | Updatable micrographic pocket data card |
| EP0384274A2 (de) * | 1989-02-20 | 1990-08-29 | Orell Füssli Graphische Betriebe AG | Verfahren zur Herstellung einer mehrschichtigen Ausweiskarte |
| WO1993025391A1 (en) * | 1992-06-15 | 1993-12-23 | Imperial Chemical Industries Plc | Receiver sheet and a method for the production thereof |
| US20030179258A1 (en) * | 2002-03-21 | 2003-09-25 | Xerox Corporation | Methods and apparatus for reducing or minimizing satellite defects in fluid ejector systems |
| US7093915B2 (en) * | 2004-06-30 | 2006-08-22 | Xerox Corporation | Controlling direction of satellite droplet ejection in ink jet printer |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2637844B1 (fr) * | 1988-10-18 | 1990-11-23 | Imaje Sa | Procede d'impression haute resolution au moyen de gouttes d'encre satellites mis en oeuvre dans une imprimante a jet d'encre continu |
| US6104812A (en) * | 1998-01-12 | 2000-08-15 | Juratrade, Limited | Anti-counterfeiting method and apparatus using digital screening |
| DE10008851A1 (de) * | 2000-02-25 | 2001-08-30 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung laserbeschriftbarer Datenträger und damit hergestellte Datenträger |
-
2008
- 2008-02-29 DE DE102008012428A patent/DE102008012428B3/de active Active
- 2008-10-31 ES ES08872939T patent/ES2702817T3/es active Active
- 2008-10-31 EP EP08872939.7A patent/EP2252470B1/de active Active
- 2008-10-31 WO PCT/EP2008/009335 patent/WO2009106106A1/de not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4814594A (en) * | 1982-11-22 | 1989-03-21 | Drexler Technology Corporation | Updatable micrographic pocket data card |
| US4790566A (en) * | 1984-10-11 | 1988-12-13 | Matra | Identity document difficult to falsify and a process for manufacturing such a document |
| EP0232709A1 (de) * | 1986-01-08 | 1987-08-19 | Lasercard Company L.P. | Verfahren zur Herstellung einer Identitätskarte |
| EP0384274A2 (de) * | 1989-02-20 | 1990-08-29 | Orell Füssli Graphische Betriebe AG | Verfahren zur Herstellung einer mehrschichtigen Ausweiskarte |
| WO1993025391A1 (en) * | 1992-06-15 | 1993-12-23 | Imperial Chemical Industries Plc | Receiver sheet and a method for the production thereof |
| US20030179258A1 (en) * | 2002-03-21 | 2003-09-25 | Xerox Corporation | Methods and apparatus for reducing or minimizing satellite defects in fluid ejector systems |
| US7093915B2 (en) * | 2004-06-30 | 2006-08-22 | Xerox Corporation | Controlling direction of satellite droplet ejection in ink jet printer |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2702817T3 (es) | 2019-03-05 |
| DE102008012428B3 (de) | 2009-07-23 |
| EP2252470A1 (de) | 2010-11-24 |
| EP2252470B1 (de) | 2018-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2207686B1 (de) | Verfahren zur herstellung eines polymerschichtverbunds mit mehrlagiger personalisierung und/oder individualisierung | |
| EP2214913B1 (de) | Verfahren zur herstellung eines sicherheits- und/oder wertdokuments mit personalisierten informationen | |
| EP2214912B1 (de) | Polymerschichtverbund für ein sicherheits- und/oder wertdokument | |
| EP2209653B1 (de) | Polymerschichtverbund für ein sicherheits- und/oder wertdokument und verfahren zu dessen herstellung | |
| EP2212122B1 (de) | Sicherung von dokumenten mittels digitaler wasserzeicheninformation | |
| EP2205686B1 (de) | Verfahren zur herstellung eines polycarbonat-schichtverbundes | |
| WO2009056355A1 (de) | Verfahren zur herstellung eines polymerschichtverbundes und polymerschichtverbund mit farbigem sicherheitsmerkmal | |
| EP2250028B1 (de) | Wert- und/oder sicherheitsdokument mit einem feinen linienmuster sowie verfahren zu dessen herstellung | |
| DE102008012430B4 (de) | Polymerschichtverbund für ein Sicherheits- und/oder Wertdokument und Verfahren zu dessen Herstellung sowie Sicherheits- und/oder Wertdokument (Veränderung der Oberflächenenergie) | |
| DE102008012422A1 (de) | Verfahren zum Herstellen eines Sicherheitsdokuments und Sicherheitsdokument mit blickrichtungsabhängigem Sicherheitsmerkmal | |
| EP3046777B1 (de) | Verfahren zum herstellen eines sicherheitsmerkmals eines wert- oder sicherheitsprodukts | |
| EP2252470B1 (de) | Druckschicht mit haupt- und satellitenpixeln auf einem polymerschichtverbund für ein sicherheits- und/oder wertdokument | |
| EP2259929B1 (de) | Dokument mit sicherheitsdruck aus pixeln bestehend aus variierten bildpunkten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08872939 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008872939 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |