WO2009106706A1 - Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite deseparation par membrane - Google Patents
Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite deseparation par membrane Download PDFInfo
- Publication number
- WO2009106706A1 WO2009106706A1 PCT/FR2008/001746 FR2008001746W WO2009106706A1 WO 2009106706 A1 WO2009106706 A1 WO 2009106706A1 FR 2008001746 W FR2008001746 W FR 2008001746W WO 2009106706 A1 WO2009106706 A1 WO 2009106706A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- propylene
- permeate
- pressure
- column
- membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C7/00—Purification; Separation; Use of additives
- C07C7/04—Purification; Separation; Use of additives by distillation
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C11/00—Aliphatic unsaturated hydrocarbons
- C07C11/02—Alkenes
- C07C11/06—Propene
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C7/00—Purification; Separation; Use of additives
- C07C7/144—Purification; Separation; Use of additives using membranes, e.g. selective permeation
Definitions
- the present invention can be considered as an improvement of the existing processes based on distillation alone by using a combination of membrane separation units and distillation columns which we call later "hybrid" process text.
- distillation column One of the limiting steps of "hybrid” processes is the separation of propane and propylene by the distillation column. Indeed, this column is sized for a certain capacity and is generally the bottleneck among the fractionation units existing in refineries.
- propane and propylene distillation distillation columns generally have more than 150 theoretical plates and operate with very high reflux rates.
- the present invention describes a method for reducing the energy cost of propylene propylene separation, and for lowering or shifting the bottleneck limit of the distillation columns currently in place to higher values.
- the method which is the subject of the present invention is based on a coupling of the membrane separation units with the distillation column (s) allowing the separation of propane and propylene, as well as on the choice of the operating conditions of said membrane separation units which allows to reduce the costs of recompression of the permeate.
- Membrane techniques are often considered as an alternative in the separation of olefin / paraffin pairs. Membrane separation makes it possible to reduce operating costs significantly compared to the distillation conventionally employed. Separation membranes already know some industrial applications. Among these we can mention:
- Pervaporation membrane separation especially in the field of solvent dehydration.
- This technique is applied in particular for the purification of ethanol (coupling distillation - pervaporation), isopropyl alcohol, acetone and acetic acid.
- Pervaporation is also used in the removal of volatile organic compounds from aqueous effluents.
- the use of hydrophobic rubber membranes eliminates traces of organic components in the water. In this case, the separation is based on the differences in solubilities between the liquid filler and the membrane material, so it is very effective for compounds such as chloroform and aromatic hydrocarbons.
- pervaporation is also used for the separation of organic mixture. In this particular case, pervaporation may eventually substitute (or associate) with distillation. It can be used especially in the context of the production of ether fuel.
- US Patent 6,899,743 B2 describes a hybrid method involving a combination of membranes and a dephlegmator. This method makes it possible to obtain separations four to six times more efficient than a simple partial condensation. This method can be used in various fields such as the separation of an azeotrope, the improvement of performance of a membrane alone in the case of a monophasic charge with a view to being injected into a distillation column or not. This patent essentially deals with the efficiency of the permselective membrane.
- the membranes in question are effective in the separation of mixtures of aromatic / aliphatic compounds, azeotropes (especially mixtures containing light alcohols), mixtures of isomers of light hydrocarbons, and also light hydrocarbons olefins / paraffins (especially propane / propylene).
- the described material provides a permeability of 40 to 50 GPUs (about 40 to 50 bars) for a membrane thickness of 1 ⁇ m and for a propylene average selectivity of 4.5.
- the authors do not explain the targeted operating conditions.
- the patent still explains the fact that the permeate is kept under vacuum using a vacuum pump.
- the method of the cited patent is different from the present invention in particular by the fact that the authors add a dephlegmation step.
- US Pat. No. 7,070,694 B2 also deals with the integration of "perm-selective" membranes in processes for the separation by distillation of organic mixtures. The performances of the processes were evaluated with membranes having a very high selectivity propane / propylene
- the membrane separation processes described in the literature require a permeate at low pressure (close to atmospheric pressure, or even under vacuum) so as to benefit from the greatest pressure difference possible on either side of the membrane.
- a permeate at low pressure (close to atmospheric pressure, or even under vacuum) so as to benefit from the greatest pressure difference possible on either side of the membrane.
- it is necessary either to condense it with a refrigeration unit (very costly operation in investment and operating costs), or to recompress it (operation also very expensive).
- the present process unlike the methods described in the prior art, uses a propylene partial pressure in the feed near the upstream critical point, to then have a permeate flow at such a pressure that it can be directly re-injected easily into the propane / propylene separation distillation column at a pressure close to the pressure of the injection tray of said column. If the pressure of the permeate is equal to that of the injection tray, the permeate can be injected directly into the gas phase in the column. If the pressure of the permeate is only close
- the reduction in the energy cost of the distillation column is also accompanied by a favorable impact on the environment due to the reduction of greenhouse gas emissions.
- membrane module to designate the membrane alone (set of hollow fibers covered with polymer and grouped in the same calender), and of membrane separation unit to designate a membrane module group
- said group may comprise one, two, three or more membrane modules operating in series as well as the apparatus necessary for the proper functioning of said unit (exchanger, pump).
- FIG. 1 is a representation of a process diagram according to the invention, comprising a membrane separation unit situated upstream of the distillation column.
- FIG. 2 is a representation of a process scheme according to the invention, comprising a membrane separation unit located downstream of the distillation column.
- Figure 3 is a representation of a process scheme according to the invention comprising both a membrane separation unit upstream of the column, and a membrane separation unit downstream of said column.
- Figure 4 shows a membrane separation unit, having a single membrane module, and working in pervaporation conditions.
- Figure 4a shows a membrane separation unit, having a single membrane module, and working in pervaporation conditions with permeate pressure equal to (or very close to) the pressure of the reintroduction plate in the column.
- FIG. 5 represents a membrane separation unit, having two membrane modules working in series, and in pervaporation conditions.
- FIG. 5a represents a membrane separation unit, having two membrane modules working in series, and in pervaporation conditions with a permeate pressure equal to (or very close to) the pressure of the reintroduction plate in the column.
- Figure 6 shows a membrane separation unit, having two membrane modules working in series and under supercritical conditions.
- Figure 6a shows a membrane separation unit, having two membrane modules working in series and under supercritical conditions with a permeate pressure equal to (or very close to) the pressure of the reintroduction plate in the column.
- the present invention can be defined as a process for separating propane and propylene using a distillation column and at least one membrane separation unit consisting of several membrane modules working in series, said membrane separation unit being placed either upstream either downstream or upstream and downstream of the distillation column, the membrane separation unit or units operating with permeability polymer membranes greater than 0.1 bar and with a propane / propylene selectivity greater than 5,
- each membrane module either at the following pervaporation conditions, taken at the inlet of each membrane module: 20 bar ⁇ pressure ⁇ 47 bar and 50 ° C. ⁇ temperature ⁇ 92 ° C.,
- each membrane module 47 ⁇ pressure ⁇ 100 bar and 92 ° C. ⁇ temperature ⁇ 200 ° C.
- the said separation unit or units operate with a pressure difference such that the permeate is at a pressure of at least 10 bar.
- the permeate can be: a) reinjected directly into the vapor phase column or b) directly upgraded as high purity propylene.
- each membrane module When the process operates under supercritical conditions taken at the inlet of each membrane module (charge pressure between 47 and 100 bar, and charging temperature between 92 ° C. and 200 ° C.), said separation unit or units operate with a difference pressure such that the permeate is at a pressure of at least 10 bar.
- the permeate can be: a) reinjected directly into the vapor phase column b) condensed, repompered and then reintroduced into the liquid phase in the column. c) upgraded as high purity propylene for use in polymerization processes.
- the pressure of the permeate In supercritical operating conditions, and when the pressure of the permeate is greater than or equal to the pressure of the column, the latter can be reintroduced directly into the column, possibly with expansion or condensation (case c).
- the present invention is a process for separating propane and propylene using a distillation column and at least one membrane separation unit placed downstream, upstream or downstream and upstream of said column, said method making it possible to reduce the charge of propylene propylene distillation column, without adding a compressor, which is an essential point in the economics of the process.
- the method may optionally use a plurality of distillation columns, the present invention being applicable to one or more of these columns.
- the flow of charge to be treated is a C3 refinery cut.
- This stream mainly contains propane and propylene.
- This stream may further contain impurities such as COS, H2S, mercaptans and dienes.
- impurities such as COS, H2S, mercaptans and dienes.
- the propylene content of the feedstock to be treated is at least 60% by weight.
- the process according to the invention may for example be applied in the context of the debottlenecking of an FCC plant gas (abbreviation for catalytic cracking in a fluidized bed).
- FCC plant gas abbreviation for catalytic cracking in a fluidized bed.
- propane / propylene separation column or columns very often constitute a bottleneck for the production of propylene.
- the feed preferably contains 70% by weight of propylene, and in the case of a separation unit situated downstream of the distillation column, it will preferentially use a feedstock containing a minimum of 90% by mass of propylene.
- the transport of the species to be separated through the membrane is ensured by maintaining the partial pressure in the permeate lower than in the retentate.
- This low partial pressure of the permeate can be ensured by various means such as condensation of the permeate.
- condensation of the flow of permeate is the most common option. Nevertheless, any other solution for achieving a low permeate pressure level remains within the scope of the present invention.
- the two streams of retentate and permeate are then reinjected into the propane / propylene distillation column at levels of said column which preferably best correspond to the compositions of said retentate and permeate.
- Part of the process schemes according to the present invention is based on the technique of pervaporation.
- the driving force involved in pervaporation comes from the difference in partial pressure on both sides of the membrane.
- the flows enter the membrane in the liquid state, are evaporated through the membrane wall and emerge in the gas state.
- the efficiency of the membranes is defined in terms of selectivity (ratio of the permeability of propylene to that of propane) and permeability (characteristic of the membrane defining the diffusivity of the charge to be treated through said membrane).
- Membrane modules involved in the membrane separation units of the process according to the invention operate on the principle of pervaporation or gas permeation, this for temperature and pressure conditions covering a wide range of use. Typically between
- the polymer constituting the membrane is of the organic type. This has a propane / propylene selectivity of at least 5, and preferably at least 10, and a permeability of at least 0.1 bar (selectivity and permeability being related to the propane / propylene pair).
- the bar is a specific unit for diffusion separation technologies through dense films, and is equivalent to 10 -10 NCm 3 XnVcHf 2 Xm Hg- 1 . s "1
- the permeate pressure is chosen equal to or close to the pressure of the distillation column. , ie greater than or equal to 15 bar.
- the temperature set in the membrane module is thus chosen so that a) the charge is in the liquid phase, b) the partial pressure of propylene in the feed is always greater than the partial pressure of propylene in the permeate, and c) that the permeate is always in the gas phase.
- the permeate pressure is chosen equal to or close to the pressure of the distillation column, ie greater than or equal to 15 bar.
- the flow of charge to be treated is a C3 refinery cut.
- This stream mainly contains propane and propylene.
- This stream may further contain impurities such as COS, H2S, mercaptans and dienes.
- impurities such as COS, H2S, mercaptans and dienes.
- the propylene content of such a filler is at least 60% by weight.
- the first configuration of the process referred to as the "upstream case", is shown schematically in FIG. 1.
- a membrane separation unit (SP1) having one or more membrane modules placed upstream of the distillation column (CD) is used. said membrane separation unit operating in a pervaporation condition or under supercritical conditions.
- the charge to be separated (1) is introduced into the membrane separation unit (SPl), from which a vapor permeate (2) and a liquid retentate (3) are extracted.
- SPl membrane separation unit
- the vapor permeate (2) is reintroduced into the upper part of the column (CD).
- the liquid retentate (3) is reintroduced into the lower part of the column (CD).
- FIG. 2 The second configuration of the process according to the invention, referred to as the "downstream case", is represented by FIG. 2.
- a membrane separation unit (SP2) having one or more membrane modules operating in series is used, said membrane separation unit being placed downstream of the column (CD) and can operate in pervaporation conditions or in supercritical conditions.
- the charge to be separated (1) is introduced into the column (CD), possibly after pumping by means of a pump (P), and reheating by means of an exchanger (E) to end up under pressure and temperature conditions. adjacent to those existing at the point of introduction in the said column.
- the flow (1a) is withdrawn from the column (CD) and is introduced into the membrane separation unit (SP2) after passing through the pump P2 to reach the desired pressure level.
- a retentate (3bis) is returned from the membrane separation unit (SP2) which is returned to the bottom of the column (CD), and a permeate (2a) which is a) is reintroduced into the upper part of the column. (b) is directly recovered as high purity propylene by the stream (6).
- the choice between the two possibilities a) and b) depends essentially on the point of withdrawal of the flow supplying the membrane separation unit (SP2).
- the third configuration of the process according to the invention is represented by FIG. 3.
- Two membrane separation units (SP1) and (SP2) are used, one (SP1) being placed upstream. the other (SP2) being placed downstream of the column (CD).
- This configuration can be described as the superposition of the "upstream” case and the "downstream” case described above. It should be noted that in this "upstream + downstream” configuration, the upstream separation unit can operate under pervaporation conditions, and the downstream separation unit can operate under supercritical conditions.
- the upstream separation unit can operate under supercritical conditions, and the downstream separation unit can operate under pervaporation conditions.
- the upstream and downstream separation units can both operate under pervaporation conditions or under supercritical conditions.
- FIGS. 4 and 4a show a separation unit having a single membrane module
- said separation unit being able to be placed upstream or downstream of the column (CD not shown in FIGS. 4 and 4a).
- the charge to be treated (1) is pumped by means of the pump P1 and then heated by means of the exchanger
- the permeate (2 ') becoming (2) is: a) is condensed in the condenser (C2), then pumped into the pump (P2 1 ), and then reintroduced into the distillation column (CD) as shown in Figure 4 , b) reintroduced directly into the column (CD) as shown in Figure 4a.
- the liquid retentate (3 ') becoming (3) is reintroduced into the bottom of the distillation column (CD) after cooling in the exchanger (E3) and expansion in the expander (D3).
- FIGS 5 and 5a show the case where the separation unit has two membrane modules operating in pervaporation conditions.
- the charge to be treated (1) is pumped by means of the pump P1 and then reheated by means of the exchanger
- the charge (1) is then introduced into the first membrane module (MeI) from which a retentate (3 ') and a permeate (2') are extracted.
- the liquid retentate (3 ') from the first membrane module (MeI) passes through an exchanger (E2) to be heated to a temperature approaching less than 1O 0 C the bubble temperature of this retentate, then is reintroduced into the second membrane module (Me2).
- the permeate (2 ") from the second membrane module (Me2) is then added to the permeate (2 ') from the first membrane module (MeI) using the mixer (M1)
- the permeate (2") is: a) condensed in the condenser (C2) and reintroduced into the distillation column (CD), not shown in FIGS. 5 and 5a, by the flow (2) after passing through a pump (P2 1 ) as represented in FIG. 5, b) is reintroduced directly into the column (CD) by the stream (2) as shown in Figure 5a.
- the liquid retentate (3 ") from the second membrane module (Me2) is reintroduced at the bottom of the distillation column (CD) in the form of the stream (3) after cooling in the exchanger (E3) and expansion in the expander ( D3).
- FIGS 6 and 6a show the case where the separation unit has two membrane modules operating under supercritical conditions.
- the charge to be treated (1) is pumped by means of the pump P1 and then reheated by means of the exchanger
- the filler (1) is then introduced into the first membrane module (MeI) from which a liquid retentate (3 ') and a vapor permeate (2') are extracted.
- MeI first membrane module
- the liquid retentate (3 ') from the first membrane module (MeI) is reintroduced directly into the second membrane module (Me2).
- the permeate (2 "), becoming (2), from the second membrane module (Me2) is then added to the permeate (2 ') from the first membrane module (MeI) through the mixer (M1)
- the permeate (2") is a) is condensed in the condenser (C2) and reintroduced into the distillation column (CD), not shown in Figures 6 and 6a, by the flow (2) after passing through a pump (P2) as shown Figure 6, b) is reintroduced directly into the column (CD) by the stream (2), as shown in Figure 6a.
- the liquid retentate (3 ") becoming (3) from the second membrane module (Me2) is reintroduced into the bottom of the distillation column (CD) after cooling in the exchanger (E3) and expansion in the expander (D3).
- the first two examples are conceived in the form of a comparison between 3 schemes according to the invention, (denoted “upstream” / “downstream” / “upstream + downstream” cases) and a base case corresponding to the art. prior art and having only one distillation column (without any membrane separation unit).
- the third example according to the invention compares the operating conditions in pervaporation and supercritical.
- This example makes it possible to evaluate the attainable gain by integrating the membrane separation units with the propane / propylene distillation column in order to treat the same load capacity.
- the basic case consists of a separation of a propane / propylene feed carried out by means of a distillation column comprising 170 trays and working with a reflux ratio of 13.
- the main operating cost of the distillation column is in the heat to be supplied to the reboiler and the condenser.
- Table 1 below gives the composition of the feed to be treated, the operating conditions, and the specifications on the products set as objectives.
- Table 3 gives the heat exchanged at the reboiler and the condenser of the distillation column for the base case.
- FIG. 1 represents the diagram of the process according to the invention according to the upstream case in which the separation unit (SP1) is placed upstream of the column (CD).
- the charge is initially pumped and heated by the pump (Pl) and the exchanger (El).
- the separation unit (SPl) operates in pervaporation conditions.
- the unit separation unit (SP1) (MeI) is described in Figure 4.
- the charge is raised to 40 bar and 83 ° C (4 ° C below the bubble point).
- the pressure difference across the membrane is a parameter to be defined according to two possibilities:
- the permeate [2] is reintroduced between the plates 1 and 85, specifically in this example to the plate 76.
- the retentate [3] is reintroduced between the plates 170 and 86, precisely in this plateau example.
- FIG. 2 represents a diagram of the method according to the invention according to the downstream case in which the separation unit (SP2) is placed downstream of the column (CD).
- the permeate (2) can be either reinjected into the column by the flow (2a), or exited from the process in the case where the latter by the flow (6) already has the specified purity.
- the charge to be treated is withdrawn from a plate such that the composition of the charge is greater than the composition at the process inlet, then the charge is pumped and heated by means of the pump (P1) and the exchanger (E1).
- the liquid withdrawal (I 1 ) is carried out from the column to the plate 70.
- the withdrawn liquid (I 1 ) is injected into the membrane separation unit (SP2) under pressure and temperature close to the critical point.
- the permeate (2) is reinjected into the column (stream 2bis), at the level of the plate 28, and the retentate (3) is reintroduced at the level of the plate 83.
- Possible configurations for the separation unit (SP2) to a module are described in Figure 4 and 4a.
- the operating conditions chosen for the example are the following:
- FIG. 3 represents a diagram of the process according to the invention in the "upstream + downstream" case which uses 2 membrane units, SP1 placed upstream of the distillation column (CD), and SP2 placed downstream of said column.
- the membrane separation unit (SPl) downstream operates under the same conditions as in the "downstream” case.
- the membrane separation unit (SP2) upstream operates under the same conditions as in the "upstream" case.
- the operating conditions are given in Table 8 below:
- Table 8 Configuration used for calculating the "upstream + downstream” case example
- the processes according to the invention (“ upstream “/” downstream ”) / "upstream + downstream”) allow a reduction of the heat exchanged at the reboiler of the column up to 20% for the "upstream + downstream” case.
- Example No. 2 illustrating the increase in the capacity of the distillation column in the "pervaporation conditions"
- the process according to the invention makes it possible to increase the processing capacity of the distillation column in place.
- Simulations carried out on the commercial software (PROII) made it possible to define the new bottleneck limits of the column to be distilled in the process according to the invention, and thus to access the maximum processing capacity of the process according to the invention. .
- the upstream case operating under pervaporation conditions corresponds to FIGS. 5 and 5a
- the upstream case operating under supercritical conditions corresponds to FIGS. 6 and 6a.
- the flow of charge (1) is brought to a pressure higher than the critical point (P> 50bar), which makes it possible to have the permeate at a pressure of approximately 25 bar (keeping the same pressure difference ( ⁇ P) at the passage of the membrane).
- the permeate is at higher pressure and can be condensed with an air condenser, denoted (C2) in FIG. 6, requiring fewer utilities than a water condenser such as that of the operating case under pervaporation conditions.
- C2 air condenser
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Water Supply & Treatment (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
Procédé de séparation du propane et du propylène mettant en oeuvre une colonne à distiller et au moins une unité de séparation par membrane constituée d'un ou plusieurs modules travaillant en série, ladite unité de séparation par membrane étant placée soit en amont, soit en aval, soit en amont et en aval de la colonne à distiller.
Description
PROCEDE DE SEPARATION DU PROPANE ET DU PROPYLENE METTANT EN OEUVRE UNE COLONNE A DISTILLER ET UNE UNITE DESEPARATION PAR MEMBRANE
DOMAINE DE L'INVENTION
Dans un contexte économique marqué par une demande croissante en propylène haute pureté (c'est à dire supérieure à 99,5 % molaire en propylène), utilisable dans les procédés de polymérisation, il est nécessaire, soit de développer de nouveaux moyens de production de propylène, soit d'améliorer les solutions existantes.
La présente invention peut être considérée comme une amélioration des procédés existants basés sur la distillation seule en faisant appel à une combinaison d'unités de séparation par membrane et de colonnes de distillation que nous appelons dans la suite du texte procédé "hybride".
Une des étapes limitantes des procédés "hybrides" réside dans la séparation du propane et du propylène par la colonne à distiller. En effet, cette colonne est dimensionnée pour une certaine capacité et constitue généralement le goulot d'étranglement parmi les unités de fractionnement existantes dans les raffineries.
En effet, les colonnes de séparation par distillation du propane et du propylène possèdent généralement plus de 150 plateaux théoriques et opèrent avec des taux de reflux très élevés
(généralement compris entre 10 et 15), ce qui a pour conséquence directe des consommations énergétiques très importantes.
Outre l'aspect économique, il est important de noter également l'impact environnemental des émissions de CO2 produites par les dites colonnes.
Il y a donc actuellement un enjeu décisif, aussi bien économique qu' environnemental, dans l'amélioration de la séparation du propane et du propylène.
La présente invention décrit un procédé permettant de réduire le coût énergétique de la séparation propane propylène, et de faire tomber ou de déplacer vers des valeurs plus élevées la limite d'engorgement des colonnes de distillation actuellement en place.
Le procédé objet de la présente invention est basé sur un couplage des unités de séparation par membranes avec la ou les colonnes à distiller permettant la séparation du propane et du propylène, ainsi que sur le choix des conditions opératoires desdites unités de séparation par membrane qui permet de réduire les coûts de recompression du perméat.
EXAMEN DE L'ART ANTERIEUR
Les techniques membranaires sont souvent envisagées comme une alternative dans la séparation des couples oléfines/paraffmes. Les séparation par membranes permettent de réduire les coûts d'opérations de manière notable comparativement à la distillation classiquement employée. Les membranes de séparation connaissent déjà certaines applications industrielles. Parmi celles ci on peut citer:
- la séparation par membrane de pervaporation, notamment dans le domaine de la déshydratation de solvant. Cette technique est appliquée notamment pour la purification de l'éthanol (couplage distillation - pervaporation), de l'alcool isopropylique, de l'acétone et de l'acide acétique. La pervaporation est également utilisée dans l'élimination des composés organiques volatiles des effluents aqueux. L'utilisation de membranes caoutchouteuses hydrophobes permet d'éliminer les traces de composants organiques dans l'eau. Dans ce cas, la séparation est basée sur les différences de solubilités entre la charge liquide et le matériau membranaire, elle est donc très efficace pour des composés tels que le chloroforme et les hydrocarbures aromatiques. Enfin, la pervaporation est aussi utilisée pour la séparation de mélange organique. Dans ce cas particulier, la pervaporation peut éventuellement se substituer (ou s'associer) à la distillation. Elle peut être utilisée notamment dans le cadre de la production d'éther carburant.
- Dans le cadre de la séparation oléfines/paraffmes, il a été démontré que les membranes de séparation ne pouvaient pas être économiquement viables lorsqu'elles sont utilisées seules "Séparation of Ethylene form Ethane using Perfluorosulfonic Acid Ion Exchange Membranes" (de Sungpet et al., ACS Symposium Séries "Chemical Séparation with Liquid Membranes" 270-285, 1996. [2] qu'on peut traduire par "Séparation de l'éthylène et de l'éthane utilisant une membrane échangeuse d'ions à l'acide perfluorosulfonique".
Les travaux de Petterson et al. (Séparation Technology 6, (1996), 175-187) se sont focalisés sur le couplage membrane de séparation avec une colonne à distiller. La colonne à distiller de référence appelée aussi "splitter" dans la terminologie anglo saxonne, est constitué de 152 plateaux théoriques et fonctionne initialement à un reflux de 24,1 pour séparer le propane/propylène jusqu'à obtention d'une pureté de 99,5%. En ce qui concerne le matériau membranaire, les auteurs évoquent l'utilisation d'un matériau type Nafïon de sélectivité fixée. Dans leurs travaux, les membranes (fonctionnant en perméation gazeuse) sont essentiellement positionnées en parallèle de la colonne, celles-ci sont alimentées par un flux à la pression de la colonne (17,5 bar), le perméat étant à 3,5 bar, ce qui nécessite l'emploi d'un compresseur pour réinjecter le flux dans la colonne. Les auteurs affirment obtenir une capacité de traitement accrue grâce à l'addition de membrane, ainsi qu'une éventuelle réduction du trafic interne, et du reflux de la colonne. L'évaluation économique n'a pas été poursuivi
jusqu'à son terme, les coûts de recompression du perméat recyclé dans la colonne n'ayant pas été pris en compte.
- Kookos dans Industrial and Engineering Chemistry Research 42 (2003) 1731-1738, qu'on peut traduire par "Recherche en génie chimique industriel" a également mené des recherches sur ce sujet. Ses travaux ont essentiellement porté sur des configurations de membranes (fonctionnant en perméation gazeuse) en parallèle de la colonne à distiller. Le procédé décrit par Kookos traite une charge à 70/30% molaire de propylène/propane, et vise des spécifications à 99% molaire en propylène en tête de colonne. Cette étude s'appuie sur une membrane de type carbone ayant une perméabilité de 390 barrer pour une sélectivité propylène/propane de 18,4. Le couple perméabilité/sélectivité est donc très élevé, mais la membrane type carbone est très fragile. Les auteurs envisagent l'aspect économique dans le cas de la construction d'unité nouvelle, mais pas dans un objectif de dégoulottage. De plus, en raison des conditions opératoires décrites (pression dans le perméat relativement faible), le procédé fait appel à un compresseur pour réinjecter le perméat en phase gazeuse dans la colonne.
- Le brevet US 2004/0173529 Al décrit plusieurs schémas de séparation couplant les membranes de séparation à une colonne à distiller. Les différentes configurations envisagées (en amont et en aval de la membrane) dans le brevet cité comprennent des compresseurs, ce qui implique des coûts d'investissements importants. Ces compresseurs sont en effet nécessaires pour comprimer le flux du peπnéat se trouvant à pression atmosphérique, voir sous vide.
Les exemples utilisés dans ce brevet font état d'une colonne à distiller de 58 plateaux théoriques fonctionnant avec un taux de reflux de 53 pour obtenir un propylène à 99% molaire en sortie. Ce taux de reflux est très supérieur aux valeurs rencontrées industriellement. Par ailleurs, le procédé décrit dans le brevet cité est destiné à la purification du propylène obtenu par déshydrogénation du propane, ce qui n'est pas le cas dans la présente invention.
Le brevet US 6,899,743 B2 décrit un procédé hybride impliquant une combinaison de membranes et d'un déflegmateur. Ce procédé permet d'obtenir des séparations quatre à six fois plus efficaces qu'une simple condensation partielle. Ce procédé peut être utilisé dans différents domaines tels que la séparation d'un azéotrope, l'amélioration de performance d'une membrane seule dans le cas d'une charge monophasique en vue ou non d'être injecté dans une colonne à distiller. Ce brevet traite essentiellement de l'efficacité de la membrane permsélective. Les membranes en question sont efficaces dans la séparation des mélanges de composés aromatiques/aliphatiques, d'azéotropes (en particulier les mélanges contenant des alcools légers), de mélanges d'isomères d'hydrocarbures légers, et également d'hydrocarbures légers oléfines/paraffmes (notamment le propane/propylène). Le matériau décrit assure une perméabilité de 40 à 50 GPU (environ 40 à 50 barrer) pour une épaisseur sélective de membrane de lμm et pour une sélectivité moyenne du propylène sur le propane de 4,5.
Dans ce brevet, les auteurs n'explicitent pas les conditions opératoires ciblées. Le brevet explicite tout de même le fait que le perméat est maintenu sous vide à l'aide d'une pompe à vide. Le procédé du brevet cité est différent de la présente invention notamment par le fait que les auteurs ajoutent une étape de déflegmation.
Enfin, le brevet US 7,070,694 B2 traite également de l'intégration des membranes "perm-sélectives" dans les procédés de séparation par distillation de mélanges organiques. Les performances des procédés ont été évaluées avec des membranes possédant une très forte sélectivité propane/propylène
(environ 15) et une perméabilité réduite (2 barrer).
Ces membranes sont opérées en perméation gazeuse et placées en tête de la colonne à distiller ou en parallèle. La faible pression en sortie de la membrane (environ 40 psia, soit 2,75 bar selon les exemples) impose de comprimer le perméat afin de récupérer le propylène PG (99,5% molaire en propylène), d'où des coûts de recompression vraisemblablement élevés.
De manière générale, les procédés de séparation membranaire décrit dans la littérature nécessitent un perméat à basse pression (proche de la pression atmosphérique, voire sous vide) de manière à bénéficier de la plus grande différence de pression possible de part et d'autre de la membrane. Dans ce cas, afin de pouvoir réinjecter le perméat dans le procédé, il est nécessaire soit de le condenser avec un groupe frigorifique (opération très coûteuse en investissement et coûts opératoires), soit de le recomprimer (opération également très coûteuse).
Le présent procédé, à la différence des procédés décrit dans l'art antérieur, utilise une pression partielle de propylène dans la charge proche du point critique en amont, pour disposer ensuite d'un flux de perméat à une pression telle qu'il puisse être directement réinjecté aisément dans la colonne à distiller de séparation propane/propylène à une pression proche de la pression du plateau d'injection de ladite colonne. Si la pression du perméat est égale à celle du plateau d'injection, le perméat peut être injecté directement en phase gaz dans la colonne. Si la pression du perméat est seulement proche
( par exemple à plus ou moins 3 bars) de celle du plateau de réinjection, on réalisera alors une condensation (à eau ou à air), puis une remise en pression par pompe, procédé très peu coûteux.
Un des avantages significatifs d'utiliser le module membranaire à des pressions et température plus importantes que celles pratiquées selon l'art antérieur, réside dans le fait que le présent procédé ne nécessite pas de compression du perméat gazeux, contrairement aux autres procédé décrit dans l'art antérieur.
Globalement, le procédé selon l'invention est donc nettement plus économique que les procédés de l'art antérieur.
De plus, la réduction du coût énergétique de la colonne à distiller s'accompagne également d'un impact favorable sur l'environnement en raison de la diminution des rejets de gaz à effets de serre
(GES), notamment du CO2.
DESCRIPTION SOMMAIRE DES FIGUIŒS ET DEFINITION DES TERMES
Dans la suite du texte on parle de module membranaire pour désigner la membrane seule (ensemble de fibres creuses recouvertes de polymère et regroupés dans la même calandre), et d'unité de séparation membranaire pour désigner un groupe de module membranaire, ledit groupe pouvant comporter une, deux, trois ou davantage de modules membranaire fonctionnant en série ainsi que l'appareillage nécessaire au bon fonctionnement de ladite unité (échangeur, pompe).
On parle de "conditions de pervaporation", lorsque la pression prise en entrée de chaque module membranaire sur la face amont de la membrane (en contact avec la charge à séparer) est comprise entre 20 bar et 47 bar ( 1 bar = 105 pascal), et lorsque la température de charge est comprise entre
500C et 92°C.
On parle de "conditions supercritiques" lorsque la pression prise en entrée de chaque module membranaire sur la face amont de la membrane (en contact avec la charge à séparer) est comprise entre 47 bar et 100 bar, et lorsque la température de charge est comprise entre 92°C et 2000C.
La figure 1 est une représentation d'un schéma de procédé selon l'invention, comportant une unité de séparation membranaire située en amont de la colonne à distiller.
La figure 2 est une représentation d'un schéma de procédé selon l'invention, comportant une unité de séparation membranaire située en aval de la colonne à distiller.
La figure 3 est une représentation d'un schéma de procédé selon l'invention comportant à la fois une unité de séparation membranaire en amont de la colonne, et une unité de séparation membranaire en aval de ladite colonne.
La figure 4 représente une unité de séparation membranaire, possédant un seul module membranaire, et travaillant en conditions de pervaporation.
La figure 4 bis représente une unité de séparation membranaire, possédant un seul module membranaire, et travaillant en conditions de pervaporation avec une pression du perméat égale à (ou très proche de) la pression du plateau de réintroduction dans la colonne.
La figure 5 représente une unité de séparation membranaire, possédant deux modules membranaires travaillant en série, et en conditions de pervaporation.
La figure 5 bis représente une unité de séparation membranaire, possédant deux modules membranaires travaillant en série, et en conditions de pervaporation avec une pression du perméat égale à ( ou très proche de) la pression du plateau de réintroduction dans la colonne.
La figure 6 représente une unité de séparation membranaire, possédant deux modules membranaires travaillant en série et en conditions supercritiques.
la figure 6 bis représente une unité de séparation membranaire, possédant deux modules membranaires travaillant en série et en conditions supercritiques avec une pression du perméat égale à ( ou très proche de) la pression du plateau de réintroduction dans la colonne.
DESCRIPTION SOMMAIRE DE L'INVENTION
La présente invention peut se définir comme un procédé de séparation du propane et du propylène mettant en oeuvre une colonne à distiller et au moins une unité de séparation membranaire constituée de plusieurs modules membranaire travaillant en série, ladite unité de séparation membranaire étant placée soit en amont, soit en aval, soit en amont et en aval de la colonne à distiller, la ou lesdites unités de séparation membranaires fonctionnant avec des membranes polymères de perméabilité supérieures à 0,1 barrer et de sélectivité propane/propylène supérieure à 5,
- soit aux conditions de pervaporation suivantes, prises en entrée de chaque module membranaire: 20 bar < pression < 47 bar et 500C < température < 92°C,
- soit aux conditions supercritiques suivantes, prises en entrée de chaque module membranaire: 47< pression<100 bar et 92°C<température <200°C.
Lorsque le procédé selon l'invention fonctionne en conditions de pervaporation prises en entrée de chaque module membranaire (pression de charge comprise entre 20 et 47 bar et température de charge entre 200C et 92°C), la ou les dites unités de séparation fonctionnent avec une différence de pression telle que le perméat soit à une pression d'au minimum 10 bar. Dans ce cas, le perméat peut être: a) réinjecté directement dans la colonne en phase vapeur ou b) directement valorisé en tant que propylène haute pureté.
En conditions de fonctionnement de pervaporation, et lorsque la pression du perméat est égale ou supérieure à la pression de la colonne, ce dernier peut être réintroduit directement dans la dite colonne, moyennant éventuellement une détente ou une condensation ( cas b).
Lorsque le procédé fonctionne en conditions supercritiques prises en entrée de chaque module membranaire (pression de charge comprise entre 47 et 100 bar, et température de charge entre 92°C et 2000C), la ou les dites unités de séparation fonctionnent avec une différence de pression telle que le perméat soit à une pression d'au minimum de 10 bar. Dans ce cas, le perméat peut être: a) réinjecté directement dans la colonne en phase vapeur b) condensé, repompé puis réintroduit en phase liquide dans la colonne. c) valorisé en tant que propylène haute pureté utilisable dans les procédés de polymérisation.
En conditions de fonctionnement supercritiques, et lorsque la pression du perméat est supérieure ou égale à la pression de la colonne, ce dernier peut être réintroduit directement dans la colonne, moyennant éventuellement une détente ou une condensation ( cas c).
DESCRIPTION DETAILLEE DE L'INVENTION
La présente invention est un procédé de séparation du propane et du propylène mettant en oeuvre une colonne de distillation et au moins une unité de séparation membranaire placée en aval, en amont ou encore en aval et en amont de ladite colonne, ledit procédé permettant de diminuer la charge de la colonne de distillation propane propylène, et ce, sans ajouter de compresseur, ce qui est un point essentiel dans l'économie du procédé.
Le procédé peut éventuellement mettre en oeuvre plusieurs colonnes à distiller, la présente invention pouvant s'appliquer à l'une ou plusieurs de ces colonnes.
De manière générale, c'est à dire pour toutes les configurations correspondant au procédé selon l'invention, le flux de charge à traiter est une coupe C3 de raffinerie. Ce flux contient majoritairement du propane et du propylène.
Ce flux peut contenir en outre des impuretés tels que le COS, H2S, des mercaptans et des diènes. De manière générale, la teneur en propylène de la charge à traiter est au minimum de 60% poids.
Le procédé selon l'invention peut par exemple être appliqué dans le cadre du dégoulottage d'un gaz plant de FCC ( abréviation de craquage catalytique en lit fluidisé). En effet, la ou les colonnes de séparation propane/propylène constituent très souvent un goulot d'étranglement pour la production de propylène.
Or l'intégration d'unités de séparation membranaire en amont, en aval, ou en amont et en aval de la colonne de distillation augmente la capacité de traitement de la dite colonne d'environ 30%, comme cela est montré dans l'exemple faisant partie de la présente demande.
Ces unités de séparation par membranes, placées selon diverses configurations autour de la colonne de distillation propane/propylène, permettent de concentrer en propylène le flux traversant la membrane appelé perméat, et par voie de conséquence d'en appauvrir le flux résiduel appelé rétentat.
Ces unités peuvent fonctionner de manière générale avec un flux de charge contenant au minimum
60% massique en propylène. Dans le cas des unités de séparation dont le perméat est réintroduit dans la colonne (en amont ou en aval), la charge contient de manière préférée 70 % massique en propylène, et dans le cas d'une unité de séparation située en aval de la colonne à distiller, on utilisera préférentiellement une charge contenant un minimum de 90% massique de propylène.
Le transport des espèces à séparer à travers la membrane est assuré en maintenant la pression partielle dans le perméat plus faible que dans le rétentat. Cette faible pression partielle du perméat peut être assurée par divers moyens tels que la condensation du perméat. En vue d'atteindre le niveau de
pression voulu dans le perméat dans le cadre de cette invention, la condensation du flux du perméat constitue l'option la plus courante. Néanmoins, toute autre solution permettant de réaliser un faible niveau de pression du perméat reste dans le cadre de la présente invention.
Les deux flux de rétentat et de perméat sont ensuite réinjectés dans la colonne de distillation propane/propylène à des niveaux de ladite colonne qui, de préférence, correspondent au mieux aux compositions desdits rétentat et perméat.
Une partie des schémas de procédé selon la présente invention repose sur la technique de la pervaporation. La force motrice mise en jeu dans la pervaporation provient de la différence de pression partielle de part et d'autre de la membrane. Les flux entrent dans la membrane à l'état liquide, sont évaporés à travers la paroi membranaire et ressortent à l'état gaz.
L'efficacité des membranes est définie en terme de sélectivité (rapport de la perméabilité du propylène sur celle du propane) et de perméabilité (caractéristique de la membrane définissant la diffusivité de la charge à traiter à travers ladite membrane).
Les modules membranaires intervenant dans les unités de séparation membranaire du procédé selon l'invention fonctionnent sur le principe de la pervaporation ou de la perméation gazeuse, ceci pour des conditions de température et de pression couvrant un large domaine d'utilisation. Typiquement entre
200C et +2000C, et préférentiellement entre 500C et 100 0C, pour des pressions de charge comprises entre 20 bar absolu et 100 bar ( 1 bar = 10 5 pascal).
Le polymère constituant la membrane est du type organique. Celui-ci présente une sélectivité propane/propylène d'au moins 5, et préférentiellement d'au moins 10, et une perméabilité au minimum de 0,1 barrer (sélectivité et perméabilité étant rapportées au couple propane/propylène). Le barrer est une unité spécifique aux technologies de séparation par diffusion à travers des films denses, et équivaut à 10"10 NCm3XnVcHf2XmHg "1. s"1
- Dans le cas où les conditions opératoires des unités de séparation par membrane sont choisies inférieures au point critique (P < 47 bar et T < 92°C), la pression de perméat est choisie égale ou proche de la pression de la colonne à distiller, c'est à dire supérieure ou égale à 15 bar. La température fixée dans le module membranaire est donc choisie de manière que a) la charge soit en phase liquide, b) la pression partielle du propylène dans la charge soit toujours supérieure à la pression partielle du propylène dans le perméat, et c) que le perméat soit toujours en phase gaz.
Le flux de charge devant être réchauffé pour permettre l'évaporation du perméat au cours de l'étape de pervaporation, il en résulte la présence d'un réchauffeur intermédiaire entre chaque module membranaire, comme cela est montré dans les figures 5 et 5bis.
- Dans le cas où les conditions opératoires sont choisies en milieu supercritique (P > 47 bar et T>92°C), la charge en amont de la membrane est dans des conditions supercritiques, alors que le
perméat est en phase vapeur. La membrane n'est alors plus le siège d'une évaporation puisqu'en conditions supercritiques, il n'y a pas de changement d'état lorsque l'on passe du domaine supercritique à la phase vapeur. Si l'on compare cette situation avec celle de pervaporation, il n'y a donc plus dans le rétentat de perte de chaleur induite par la vaporisation du perméat. Ceci implique qu'il n'y a plus besoin de réchauffeur intermédiaire entre les différents modules membranaires, comme cela est montré sur les figure 6 et 6 bis. De la même manière que précédemment, la pression de perméat est choisie égale ou proche à la pression de la colonne à distiller c'est à dire supérieure ou égale à 15 bar.
De manière générale, c'est à dire pour toutes les configurations correspondant au procédé selon l'invention, Le flux de charge à traiter est une coupe C3 de raffinerie. Ce flux contient majoritairement du propane et du propylène.
Ce flux peut contenir en outre des impuretés tels que le COS, H2S, des mercaptans et des diènes. La teneur en propylène d'une telle charge est d'un minimum de 60% poids.
La suite de la description sera mieux comprise au moyen des figures 1 à 6 décrites ci dessous.
Figure 1
La première configuration du procédé, dite "cas amont", est représentée de manière schématique par la figure 1. On utilise une unité de séparation membranaire (SPl) possédant un ou plusieurs modules membranaires placés en amont de la colonne à distiller (CD), ladite unité de séparation membranaire fonctionnant en condition de pervaporation ou en conditions supercritiques.
La charge à séparer (1) est introduite dans l'unité de séparation membranaire (SPl), de laquelle on extrait un perméat vapeur (2) et un rétentat liquide (3).
Le perméat vapeur (2) est réintroduit dans la partie supérieure de la colonne (CD).
Le rétentat liquide (3) est réintroduit dans la partie inférieure de la colonne (CD).
On extrait en tête de la colonne (CD) un flux (5) de propylène à haute pureté, et en fond de colonne un flux (4) de propane.
Figure 2
La seconde configuration du procédé selon l'invention, dite "cas aval", est représentée par la figure 2. On utilise une unité de séparation membranaire (SP2) possédant un ou plusieurs modules membranaires fonctionnant en série, ladite unité de séparation membranaire étant placée en aval de la colonne (CD) et pouvant fonctionner en conditions de pervaporation ou en conditions supercritiques. La charge à séparer (1) est introduite dans la colonne (CD), éventuellement après pompage au moyen d'une pompe (P), et réchauffage au moyen d'un échangeur (E) pour se retrouver dans des conditions de pression et température voisines de celles existantes au point d'introduction dans ladite colonne.
Le flux (1 bis) est soutiré de la colonne (CD) et est introduit dans l'unité de séparation membranaire (SP2) après passage dans la pompe P2 pour atteindre le niveau de pression souhaité. On extrait de l'unité de séparation membranaire (SP2) un rétentat (3bis) qui est renvoyé dans la partie inférieure de la colonne (CD), et un perméat (2bis) qui est a) soit réintroduit dans la partie supérieure de la colonne, b) soit directement valorisé comme propylène haute pureté par le flux (6). Le choix entre les deux possibilités a) et b) dépend essentiellement du point de soutirage du flux alimentant l'unité de séparation membranaire (SP2).
Figure 3
La troisième configuration du procédé selon l'invention, dite cas "amont+aval", est représentée par la figure 3. On utilise deux unités de séparation membranaires ( SPl) et (SP2), l'une (SPl) étant placée en amont, l'autre (SP2) étant placée en aval de la colonne (CD).
Cette configuration peut être décrite comme la superposition du cas "amont" et du cas "aval" précédemment décrit. Il convient de noter que dans cette configuration "amont +aval", l'unité de séparation amont peut fonctionner en conditions de pervaporation, et l'unité de séparation aval peut fonctionner en conditions supercritiques.
Ou bien encore, l'unité de séparation amont peut fonctionner en conditions supercritiques, et l'unité de séparation aval peut fonctionner en conditions de pervaporation.
Enfin, les unités de séparation amont et aval peuvent fonctionner toutes les deux en conditions de pervaporation ou en conditions supercritiques.
Les flux ayant le même numéro sur les figures 1, 2 et 3 correspondent à des flux identiques.
Figures 4 et 4 bis
Les figure 4 et 4 bis représentent une unité de séparation possédant un seul module membranaire (
MeI), ladite unité de séparation pouvant être placée en amont ou en aval de la colonne (CD non représentée sur les figures 4 et 4 bis).
La charge à traiter (1) est pompée au moyen de la pompe Pl, puis réchauffée au moyen de l'échangeur
(El) jusqu'à une température approchant de moins de 100C la température de bulle de la charge à la pression amont du module membranaire (MeI). La charge (1) devenant (I1) est ensuite introduite dans le module membranaire (MeI) duquel on extrait un rétentat (3') et un perméat (2').
Le perméat (2') devenant (2) est: a) soit condensé dans le condenseur (C2), puis pompée dans la pompe (P21), puis réintroduit dans la colonne à distiller (CD) tel que représenté sur la figure 4, b) soit réintroduit directement dans la colonne (CD) tel que représenté sur la figure 4 bis.
Le rétentat liquide (3') devenant (3) est réintroduit en fond de la colonne à distiller (CD) après refroidissement dans l'échangeur (E3) et détente dans le détendeur (D3).
La description reste la même, que le module membranaire fonctionne en conditions de pervaporation ou en conditions supercritiques.
Figures 5 et 5 bis
Les figures 5 et 5 bis représentent le cas où l'unité de séparation possède deux modules membranaires fonctionnant en conditions de pervaporation.
La charge à traiter (1) est pompée au moyen de la pompe Pl puis réchauffée au moyen de l'échangeur
(El) jusqu'à une température approchant de moins de 1O0C la température de bulle de la charge à la pression amont du module membranaire (MeI). La charge (1) est ensuite introduite dans le premier module membranaire (MeI) duquel on extrait un rétentat (3') et un perméat (2').
Le rétentat liquide (3') issu du premier module membranaire (MeI) passe à travers un échangeur (E2) pour être réchauffé jusqu'à une température approchant de moins de 1O0C la température de bulle de ce rétentat, puis est réintroduit dans le second module membranaire (Me2).
Le perméat (2") issu du second module membranaire (Me2) est alors ajouté au perméat (2') issu du premier module membranaire (MeI) grâce au mélangeur (Ml). Le perméat (2") est: a) soit condensé dans le condenseur (C2) et réintroduit dans la colonne à distiller (CD), non représentée sur les figures 5 et 5 bis, par le flux (2) après passage dans une pompe (P21) tel que représenté figure 5, b) soit réintroduit directement dans la colonne (CD) par le flux (2) tel que représenté figure 5 bis.
Le rétentat liquide (3") issu du second module membranaire (Me2) est réintroduit en fond de la colonne à distiller (CD) sous la forme du flux (3) après refroidissement dans l'échangeur (E3) et détente dans le détendeur (D3).
La description est la même que l'unité membranaire soit placée en amont ou en aval de la colonne
(CD).
Figures 6 et 6 bis
Les figures 6 et 6 bis représentent le cas où l'unité de séparation possède deux modules membranaires fonctionnant en conditions supercritiques.
La charge à traiter (1) est pompée au moyen de la pompe Pl puis réchauffée au moyen de l'échangeur
(El) jusqu'à une température supérieure à 92°C.
La charge (1) est ensuite introduite dans le premier module membranaire (MeI) duquel on extrait un rétentat liquide (3') et un perméat vapeur (2').
Le rétentat liquide (3') issu du premier module membranaire (MeI) est réintroduit directement dans le second module membranaire (Me2).
Le perméat (2"), devenant (2), issu du second module membranaire (Me2) est alors ajouté au perméat (2') issu du premier module membranaire (MeI) grâce au mélangeur (Ml). Le perméat (2") est a) soit condensé dans le condenseur (C2) et réintroduit dans la colonne à distiller (CD), non représentée sur les figures 6 et 6 bis, par le flux (2), après passage dans une pompe (P2) tel que représenté figure 6, b) soit réintroduit directement dans la colonne (CD) par le flux (2), tel que représenté figure 6 bis.
Le rétentat liquide (3") devenant (3) issu du second module membranaire (Me2) est réintroduit en fond de la colonne à distiller (CD) après refroidissement dans l'échangeur (E3) et détente dans le détendeur (D3).
EXEMPLES
Les trois exemples suivants illustrent l'intérêt de l'invention en termes de rentabilité économique et d'augmentation de la capacité de production.
Les 2 premiers exemples sont conçus sous la forme d'une comparaison entre 3 schémas selon l'invention, (notés cas "amont"/ cas "aval" / cas "amont+aval") et un cas de base correspondant à l'art antérieur et ne possédant qu'une colonne à distiller ( sans aucune unité de séparation par membrane).
Le troisième exemple selon l'invention, compare les conditions de fonctionnement en pervaporation et en supercritiques.
Dans tous les exemples selon l'invention, on utilise une membrane polymère de perméabilité égale à
10 barrer et de sélectivité du Propane/Propylène égale à 10.
Exemple N°l : Comparaison des performances du procédé selon l'invention / art antérieur dans les "conditions de pervaporation ")
Cet exemple permet d'évaluer le gain atteignable en intégrant les unités de séparations membranaire à la colonne de distillation propane/propylène dans l'objectif de traiter une même capacité de charge.
• Cas de base (art antérieur )
Le cas de base consiste en une séparation d'une charge propane/propylène réalisée au moyen d'une colonne à distiller comportant 170 plateaux et travaillant avec un taux de reflux de 13.

Tableau 1: Caractéristique de la colonne à distiller Propane/Propylène utilisée pour le cas de base
Le coût de fonctionnement principal de la colonne de distillation se trouve dans la chaleur à fournir au rebouilleur et au condenseur.
Le tableau 1 ci dessous donne la composition de la charge à traiter, les conditions opératoires, et les spécifications sur les produits fixées comme objectifs.

Tableau 2 : bilan matière du cas de base
Le tableau 3 donne les chaleurs échangées au rebouilleur et au condenseur de la colonne de distillation pour le cas de base.
Appareillage Chaleur échangée [MW]
Condenseur 18,3
Rebouilleur (type BKT) 18,2
Tableau 3 : Chaleurs au condenseur et au rebouilleur de la colonne à distiller dans le cas de base
• Cas amont (selon l'invention)
La Figure 1 représente le schéma du procédé selon l'invention selon le cas amont dans lequel l'unité de séparation (SPl) est placée en amont de la colonne (CD).
La charge est initialement pompée et réchauffée par la pompe (Pl) et l'échangeur (El).
L'unité de séparation (SPl) fonctionne en conditions de pervaporation.
L'unité de séparation (SPl) à un module (MeI) est décrite à la Figure 4.
La charge est portée à 40 bar et 83°C (4°C en dessous du point de bulle).
La différence de pression à travers la membrane est un paramètre à définir selon deux possibilités :
• ΔP = 20 bar, le perméat est à la même pression que le plateau d'injection, ce qui permet de réinjecter le perméat directement dans la colonne. Ce n'est pas le choix fait dans cet exemple.
• ΔP = 25 bar (configuration choisie dans cet exemple), la différence de pression est maximisée pour obtenir plus d'efficacité de séparation. Le perméat se trouve alors à une pression inférieure à celle de la colonne, on place donc un condenseur sur le flux du perméat suivi d'une pompe avant de le réinjecter (ici T condensation = 330C, utilisation d'un condenseur à eau).
Le perméat [2] est réintroduit entre les plateaux 1 et 85, précisément dans cet exemple au plateau 76.
Le rétentat [3] est réintroduit entre les plateaux 170 et 86, précisément dans cet exemple au plateau
133.
Les conditions de fonctionnement choisies pour l'exemple sont les suivantes :
Tableau 4 : Configuration utilisée pour le calcul de l'exemple "cas amont"
Le tableau 5 ci dessous donne le bilan matière autour de l'unité de séparation

Tableau 5 : bilan matière sur la membrane placée en amont de la colonne à distiller
• Cas aval (selon l'invention)
La figure 2 représente un schéma du procédé selon l'invention selon le cas aval dans lequel l'unité de séparation (SP2) est placée en aval de la colonne (CD). Comme indiqué sur la figure 2, le perméat (2) peut être soit réinjecté dans la colonne par le flux (2bis), soit sortit du procédé dans le cas ou celui-ci par le flux (6) possède déjà la pureté spécifiée.
La charge à traiter est soutirée à un plateau tel que la composition de la charge est supérieure à la composition en entrée de procédé, puis la charge est pompée et réchauffée au moyen de la pompe (Pl) et de l'échangeur (El).
On effectue le soutirage de liquide (I1) à partir de la colonne au plateau 70.
Le liquide soutiré (I1) est injecté dans l'unité de séparation membranaire (SP2) sous pression et température proche du point critique.
En sortie de l'unité de séparation membranaire aval (SP2), on réinjecte le perméat (2) dans la colonne (flux 2bis), au niveau du plateau 28, et on réintroduit le rétentat (3) au niveau du plateau 83. Les configurations possible pour l'unité de séparation (SP2) à un module sont décrites à la Figure 4 et 4 bis. Les conditions de fonctionnement choisies pour l'exemple sont les suivantes:

Tableau 6 : Configuration utilisée pour le calcul de l'exemple "cas aval"
Le tableau 7 ci dessous donne le bilan matière autour de l'unité de séparation

Tableau 7 : bilan matière sur la membrane placée en aval de la colonne à distiller
• Cas amont + aval ("selon l'invention)
La figure 3 représente un schéma du procédé selon l'invention dans le cas "amont + aval" qui fait appel à 2 unités membranaires, SPl placé en amont de la colonne à distiller (CD), et SP2 placé en aval de ladite colonne.
L'unité de séparation membranaires (SPl) en aval, fonctionne aux mêmes conditions que dans le cas "aval".
L'unité de séparation membranaire (SP2) en amont, fonctionne aux mêmes conditions que dans le cas "amont". Les conditions de fonctionnement sont données dans le tableau 8 ci dessous:
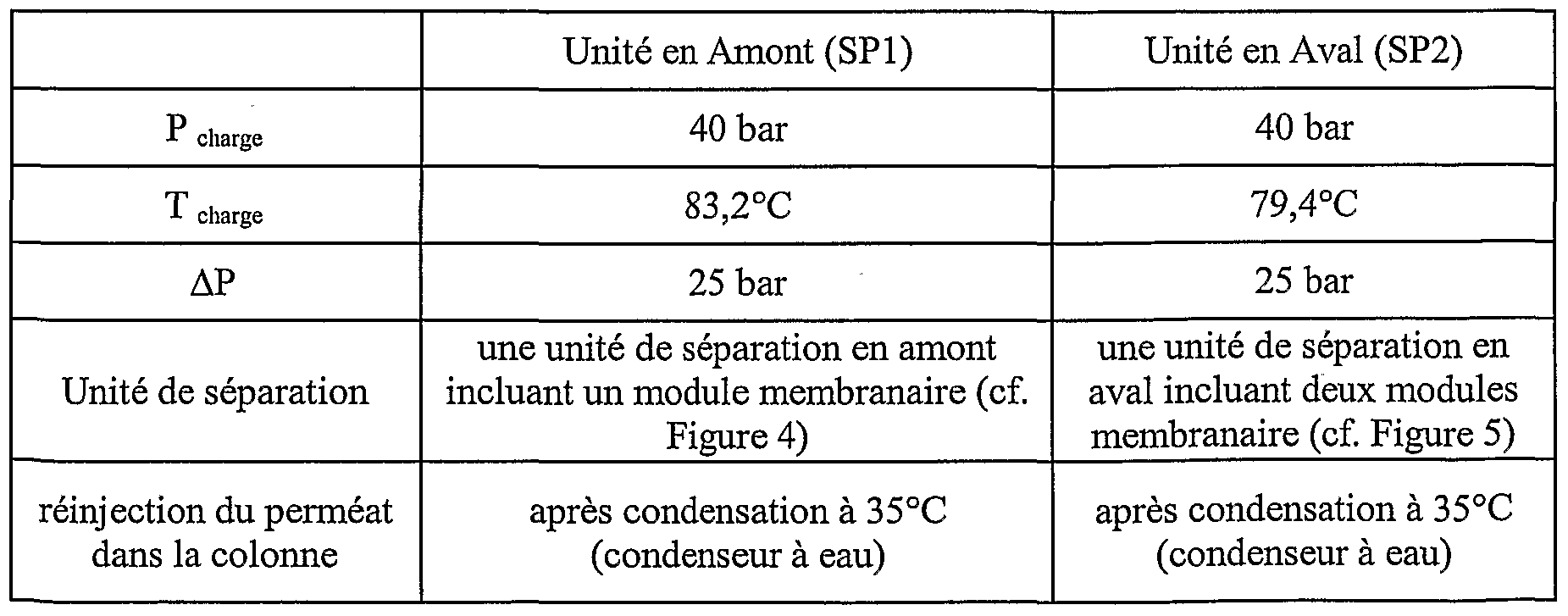
Tableau 8 : Configuration utilisée pour le calcul de l'exemple cas "amont + aval"
Les trois cas "amont"/"avar'/"amont+aval" ont été comparés par simulation au moyen du logiciel commercial PROU pour un même débit de charge à séparer. Les procédés selon l'invention ( "amont"/ "aval"/ "amont +aval") permettent une réduction de la chaleur échangée au rebouilleur de la colonne allant jusqu'à 20% pour le cas "amont+aval".
Le tableau 9 ci dessous présente les résultats de cette comparaison.

Tableau 9 : Évaluation du Gain d'énergie pour les 3 schémas proposés
Exemple N°2 illustrant l'augmentation de la capacité de la colonne à distiller dans les "conditions de pervaporation "
Le procédé selon l'invention permet d'augmenter la capacité de traitement de la colonne de distillation en place.
Des simulations effectuées sur le logiciel commercial (PROII) ont permis de définir les nouvelles limites d'engorgements de la colonne à distiller dans le procédé selon l'invention, et donc d'accéder à la capacité maximale de traitement du procédé selon l'invention.
Les calculs ont montré une capacité de traitement jusqu'à 37% supérieure au cas de référence pour le cas "amont+aval".
Le procédé selon l'invention dans le cas "amont +aval" présente un intérêt particulièrement important dans le cadre d'un dégoulottage du gaz plant.
La réduction sur le coût de fabrication pour cette configuration est évaluée jusqu'à 17% par rapport au cas de référence, comme le montre le tableau 10 ci dessous.

Tableau 10 : Évaluation du coût de séparation du propylène pour le cas "amont" et le cas
"amont+aval". *calculé avec les coûts des utilités en Europe en 2006
Exemple N°3 : Comparaison des conditions de pervaporation et des conditions supercritiques ( selon l'invention)
Une comparaison a été effectuée entre les conditions en pervaporation et les conditions supercritiques pour le cas amont selon l'invention (selon la figurel) mettant en oeuvre une unité de séparation en amont, elle même constitué de 2 modules membranaires en série.
Le cas amont fonctionnant en conditions de pervaporation correspond aux figures 5 et 5 bis, et le cas amont fonctionnant en conditions supercritiques correspond aux figures 6 et 6 bis.
Le fonctionnement en conditions supercritique permet d'éviter la vaporisation à travers la membrane, rendant ainsi inutile le réchauffeur intermédiaire (noté E2 sur la figure 5).
Concernant le cas supercritique, nous avons ici calculé les deux options pour la réinjection du perméat :
- perméat condensé, pompée et réinjecté sous forme liquide dans la colonne (Cas amont supercritique- 1 selon la figure 6)
- perméat injecté directement dans la colonne (Cas amont supercritique-2 selon la figure 6 bis).

Tableau 11 : Configurations utilisées pour les exemples de comparaison des conditions industrielles et des conditions supercritiques
Le flux de charge (1) est porté à une pression supérieure au point critique (P>50bar), ce qui permet de disposer du perméat à une pression d'environ 25 bar (en gardant la même différence de pression (ΔP) au passage de la membrane). De ce fait, le perméat se trouve à plus haute pression et peut être
condensé avec un condenseur à air, noté (C2) sur la figure 6, nécessitant moins d'utilités qu'un condenseur à eau tel que celui du cas de fonctionnement en conditions de pervaporation Pour déterminer l'avantage du régime supercritique, un bilan en utilités a été effectué pour le fonctionnement en conditions de pervaporation et le fonctionnement en conditions supercritiques. Le tableau 12 ci dessous rassemble les résultats.

Tableau 12 : Comparaison des régimes pervaporation et supercritique, et impact sur le coût de séparation du propylène
L'utilisation des conditions supercritiques dans un schéma "amont" avec une unité de séparation mettant en oeuvre deux modules membranaires permet une réduction sur les coûts de fabrication d'environ 12% par rapport au cas de référence.
Claims
REVENDICATIONS
1 -Procédé de séparation du propane et du propylène mettant en oeuvre une colonne à distiller et au moins une unité de séparation constituée de plusieurs modules membranaires fonctionnant en série, la ou lesdites unités de séparation étant placées soit en amont, soit en aval, soit en amont et en aval de la colonne à distiller, le ou lesdits modules membranaires fonctionnant avec des membranes polymères de perméabilité en propylène supérieure à 0,1 barrer et de sélectivité propane/propylène supérieure à 5, le ou lesdits modules membranaires fonctionnant aux conditions de pervaporation suivantes prises en entrée de chaque module membranaire : pression de charge comprise entre 20 et 47 bar et température de charge entre 200C et 92°C, la ou les dites unités de séparation fonctionnant avec une différence de pression telle que le perméat soit à une pression d'au minimum 10 bar.
2-Procédé de séparation du propane et du propylène selon la revendication 1 dans lequel le perméat est réinjecté directement dans la colonne en phase vapeur.
3-Procédé de séparation du propane et du propylène selon la revendication 1 dans lequel le perméat est directement valorisé en tant que propylène haute pureté.
4-Procédé de séparation du propane et du propylène mettant en oeuvre une colonne à distiller et au moins une unité de séparation constituées de plusieurs modules membranaires fonctionnant en série, la ou lesdites unités de séparation étant placées soit en amont, soit en aval, soit en amont et en aval de la colonne à distiller, le ou lesdits modules membranaires fonctionnant avec des membranes polymères de perméabilité en propylène supérieure à 0,1 barrer et de sélectivité propane/propylène supérieure à 5, le ou lesdits modules fonctionnant aux conditions supercritiques suivantes prises en entrée de chaque module membranaire : pression de charge comprise entre 47 et 100 bar et température de charge entre 92°C et 2000C, la ou les dites unités de séparation fonctionnant avec une différence de pression telle que le perméat soit à une pression d'au minimum 10 bar.
5-Procédé de séparation du propane et du propylène selon la revendication 4, dans lequel le perméat est réinjecté directement dans la colonne en phase vapeur.
6-Procédé de séparation du propane et du propylène selon la revendication 4, dans lequel le perméat est condensé, repompé puis réintroduit en phase liquide dans la colonne.
7-Procédé de séparation du propane et du propylène selon la revendication 4, dans lequel le perméat est valorisé en tant que propylène haute pureté utilisable dans les procédés de polymérisation.
8-Procédé de séparation du propane et du propylène selon la revendication 1 , dans lequel la pression du perméat est égale ou supérieure à la pression de la colonne.
9-Procédé de séparation du propane et du propylène selon la revendication 4, dans lequel la pression du perméat est égale ou supérieure à la pression de la colonne.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/864,762 US8475567B2 (en) | 2008-01-28 | 2008-12-16 | Process for separating propane and propylene using a distillation column and a membrane separation column |
| EP08872860.5A EP2247559B1 (fr) | 2008-01-28 | 2008-12-16 | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite deseparation par membrane |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0800436A FR2926813B1 (fr) | 2008-01-28 | 2008-01-28 | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite de separation par membrane |
| FR0800436 | 2008-01-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009106706A1 true WO2009106706A1 (fr) | 2009-09-03 |
Family
ID=39810264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2008/001746 Ceased WO2009106706A1 (fr) | 2008-01-28 | 2008-12-16 | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite deseparation par membrane |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8475567B2 (fr) |
| EP (1) | EP2247559B1 (fr) |
| FR (1) | FR2926813B1 (fr) |
| TW (1) | TW200940501A (fr) |
| WO (1) | WO2009106706A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011041179A1 (fr) * | 2009-09-30 | 2011-04-07 | L'air Liquide Societe Anonyme Pourl'etude Et L'exploitation Des Procedes Georges Claude | Séparation par membrane d'un mélange de composants hydrocarbures à points d'ébullition rapprochés |
| WO2013110718A1 (fr) | 2012-01-26 | 2013-08-01 | Total Research & Technology Feluy | Procédé de purge de propane dans un procédé de fabrication de polypropylène |
| CN109745725A (zh) * | 2019-02-02 | 2019-05-14 | 南京工业大学 | 一种节能型精馏-膜法耦合分离有机共沸体系的方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2926813B1 (fr) * | 2008-01-28 | 2011-10-21 | Inst Francais Du Petrole | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite de separation par membrane |
| US8603300B2 (en) * | 2011-09-15 | 2013-12-10 | United Technologies Corporation | Fuel fractionation using membrane distillation |
| US9809662B2 (en) | 2015-06-02 | 2017-11-07 | Uop Llc | Polypropylene production processes |
| EA201990449A1 (ru) * | 2016-09-07 | 2019-06-28 | Сабик Глобал Текнолоджис Б.В. | Система и способ разделения пропилена и пропана |
| US10683246B2 (en) * | 2017-09-30 | 2020-06-16 | Uop Llc | Method and system for light olefin separation |
| US10427997B2 (en) * | 2017-12-27 | 2019-10-01 | Uop Llc | Modular membrane system and method for olefin separation |
| US11918974B2 (en) * | 2018-04-30 | 2024-03-05 | The Regents Of The University Of Colorado | Functionalization of zeolites |
| US10472306B1 (en) * | 2018-06-29 | 2019-11-12 | Uop Llc | Process for separation of propylene from a liquefied petroleum gas stream |
| US10507405B1 (en) * | 2018-06-29 | 2019-12-17 | Uop Llc | Process for separation of propylene from a liquefied petroleum gas stream |
| US10471368B1 (en) * | 2018-06-29 | 2019-11-12 | Uop Llc | Process for separation of propylene from a liquefied petroleum gas stream |
| US11136280B2 (en) * | 2019-05-29 | 2021-10-05 | Uop Llc | Process and system for removal of light ends and non-condensables to prevent buildup in an olefin/paraffin membrane separation process |
| JP2024502866A (ja) * | 2021-01-12 | 2024-01-23 | ビーエーエスエフ ソシエタス・ヨーロピア | プロピレンとプロパンを含むガス混合物(gm)からプロピレンを分離する新しい方法 |
| CN113385035A (zh) * | 2021-06-09 | 2021-09-14 | 海南天然橡胶产业集团股份有限公司 | 一种胶清自动化浓缩系统及其浓缩方法 |
| CN119633430B (zh) * | 2024-12-30 | 2025-12-26 | 南京工业大学 | 一种利用精馏-膜分离耦合实现Kr/CF4分离的系统及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030233934A1 (en) * | 2002-06-12 | 2003-12-25 | Membrane Technology And Research, Inc. | Separation of organic mixtures using gas separation or pervaporation and dephlegmation |
| US20040000513A1 (en) * | 2002-06-27 | 2004-01-01 | Colling Craig W. | Apparatus using solid perm-selective membranes in multiple groups for simultaneous recovery of specified products from a fluid mixture |
| US20040173529A1 (en) * | 2003-03-07 | 2004-09-09 | Membrane Technology And Research, Inc. | Liquid-phase separation of low molecular weight organic compounds |
| US20040182786A1 (en) * | 2003-03-20 | 2004-09-23 | Colling Craig W | Purification of fluid compounds utilizing a distillation - membrane separation process |
| WO2008084415A2 (fr) * | 2007-01-08 | 2008-07-17 | L'air Liquide-Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Systèmes et procédés améliorés de séparation du propylène et du propane |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5131928A (en) * | 1990-04-09 | 1992-07-21 | The Standard Oil Company | High pressure facilitated membranes for selective separation and process for the use thereof |
| US5837032A (en) * | 1991-01-30 | 1998-11-17 | The Cynara Company | Gas separations utilizing glassy polymer membranes at sub-ambient temperatures |
| US6316684B1 (en) * | 1999-09-01 | 2001-11-13 | Membrane Technology And Research, Inc. | Filled superglassy membrane |
| US6361582B1 (en) * | 2000-05-19 | 2002-03-26 | Membrane Technology And Research, Inc. | Gas separation using C3+ hydrocarbon-resistant membranes |
| US6414202B1 (en) * | 2000-08-30 | 2002-07-02 | Membrane Technology And Research, Inc. | Membrane-augmented manufacture of propylene derivatives |
| US20040152786A1 (en) * | 2001-05-24 | 2004-08-05 | Bang Luu | Preventive or remedy for diseases caused by cerebrovascular disturbances |
| US7250545B2 (en) * | 2003-01-27 | 2007-07-31 | L'air Societe Anonyme A Directoire Et Conseil De Surveillance Pour L'etude At L'exploration Des Procedes Georges Claude | Method of separating olefins from mixtures with paraffins |
| FR2853899B1 (fr) * | 2003-04-18 | 2007-12-28 | Air Liquide | Procede de traitement d'un melange gazeux comprenant du propane et du propylene |
| GB0325647D0 (en) * | 2003-11-03 | 2003-12-10 | Finsbury Dev Ltd | Prosthetic implant |
| FR2904779B1 (fr) * | 2006-08-09 | 2008-10-31 | Inst Francais Du Petrole | Procede de separation par membrane d'une olefine contenue dans un melange d'hydrocarbures |
| WO2008073863A2 (fr) * | 2006-12-08 | 2008-06-19 | Auspex Pharmaceuticals, Inc. | Préparation et utilité d'allylamines substituées |
| FR2926813B1 (fr) * | 2008-01-28 | 2011-10-21 | Inst Francais Du Petrole | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite de separation par membrane |
| US20110077446A1 (en) * | 2009-09-30 | 2011-03-31 | American Air Liquide, Inc. | Membrane Separation of a Mixture of Close Boiling Hydrocarbon Components |
-
2008
- 2008-01-28 FR FR0800436A patent/FR2926813B1/fr not_active Expired - Fee Related
- 2008-12-16 WO PCT/FR2008/001746 patent/WO2009106706A1/fr not_active Ceased
- 2008-12-16 US US12/864,762 patent/US8475567B2/en not_active Expired - Fee Related
- 2008-12-16 EP EP08872860.5A patent/EP2247559B1/fr not_active Not-in-force
-
2009
- 2009-01-23 TW TW098103112A patent/TW200940501A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030233934A1 (en) * | 2002-06-12 | 2003-12-25 | Membrane Technology And Research, Inc. | Separation of organic mixtures using gas separation or pervaporation and dephlegmation |
| US20040000513A1 (en) * | 2002-06-27 | 2004-01-01 | Colling Craig W. | Apparatus using solid perm-selective membranes in multiple groups for simultaneous recovery of specified products from a fluid mixture |
| US20040173529A1 (en) * | 2003-03-07 | 2004-09-09 | Membrane Technology And Research, Inc. | Liquid-phase separation of low molecular weight organic compounds |
| US20040182786A1 (en) * | 2003-03-20 | 2004-09-23 | Colling Craig W | Purification of fluid compounds utilizing a distillation - membrane separation process |
| WO2008084415A2 (fr) * | 2007-01-08 | 2008-07-17 | L'air Liquide-Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Systèmes et procédés améliorés de séparation du propylène et du propane |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011041179A1 (fr) * | 2009-09-30 | 2011-04-07 | L'air Liquide Societe Anonyme Pourl'etude Et L'exploitation Des Procedes Georges Claude | Séparation par membrane d'un mélange de composants hydrocarbures à points d'ébullition rapprochés |
| CN102665863A (zh) * | 2009-09-30 | 2012-09-12 | 乔治洛德方法研究和开发液化空气有限公司 | 沸点接近烃组分混合物的膜分离 |
| TWI490201B (zh) * | 2009-09-30 | 2015-07-01 | Air Liquide | 近沸烴組份混合物之薄膜分離 |
| CN102665863B (zh) * | 2009-09-30 | 2016-02-24 | 乔治洛德方法研究和开发液化空气有限公司 | 沸点接近烃组分混合物的膜分离 |
| WO2013110718A1 (fr) | 2012-01-26 | 2013-08-01 | Total Research & Technology Feluy | Procédé de purge de propane dans un procédé de fabrication de polypropylène |
| US9120882B2 (en) | 2012-01-26 | 2015-09-01 | Total Research & Technology Feluy | Process for purging propane in a polypropylene manufacturing process |
| CN109745725A (zh) * | 2019-02-02 | 2019-05-14 | 南京工业大学 | 一种节能型精馏-膜法耦合分离有机共沸体系的方法 |
| CN109745725B (zh) * | 2019-02-02 | 2021-08-10 | 南京工业大学 | 一种节能型精馏-膜法耦合分离有机共沸体系的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2926813B1 (fr) | 2011-10-21 |
| US8475567B2 (en) | 2013-07-02 |
| EP2247559B1 (fr) | 2013-07-31 |
| EP2247559A1 (fr) | 2010-11-10 |
| FR2926813A1 (fr) | 2009-07-31 |
| TW200940501A (en) | 2009-10-01 |
| US20110049051A1 (en) | 2011-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2247559B1 (fr) | Procede de separation du propane et du propylene mettant en oeuvre une colonne a distiller et une unite deseparation par membrane | |
| Bernardo et al. | Membrane gas separation progresses for process intensification strategy in the petrochemical industry | |
| EP0652194B1 (fr) | Procédé de séparation des composés oxygénés d'hydrocarbures, combinant une distillation et une perméation et son utilisation en éthérification | |
| TWI490201B (zh) | 近沸烴組份混合物之薄膜分離 | |
| EP0691155B1 (fr) | Procédé de désacidification d'un gaz pour production de gaz acides concentrés | |
| EP3465035B1 (fr) | Procédé de séparation cryogénique d'un débit d'alimentation contenant du méthane et des gaz de l'air et installation pour la production de bio méthane par épuration de biogaz issus d'installations de stockage de déchets non-dangereux (isdnd) mettant en oeuvre ledit procédé | |
| EP1565249A1 (fr) | Procede de separation par membrane | |
| FR3026101A1 (fr) | Procede de production de butadiene a partir d'ethanol en une etape reactionnelle a faible consommation en eau et en energie | |
| CA2452991A1 (fr) | Procede de desacidification et de deshydratation d`un gaz naturel | |
| CN1713949A (zh) | 膜分离方法 | |
| FR2771022A1 (fr) | Procede de desacidification d'un gaz a tres forte teneur en gaz acides | |
| FR2760653A1 (fr) | Procede de desacidification avec production de gaz acides en phase liquide | |
| WO2015173499A1 (fr) | Procédé de traitement pour la séparation de dioxyde de carbone et d'hydrogène d'un mélange | |
| EP1685212A1 (fr) | Procede de production d'essences a haut indice d'octane a partir d'une coupe c5/c6 utilisant une unite de separation par membrane | |
| FR3034509B1 (fr) | Procede de traitement du gaz naturel pour minimiser la perte d'ethane | |
| EP3389832B1 (fr) | Système de régénération membranaire d'un solvant de captage de gaz acide | |
| EP4313923A1 (fr) | Procédé d'extraction d'alcools à partir d'un mélange initial comprenant des alcools en phase aqueuse | |
| WO2011051622A1 (fr) | Procédé et dispositif de séparation de mélanges gazeux par perméation | |
| US20130213086A1 (en) | Methods and apparatuses for processing natural gas | |
| FR3141864A1 (fr) | Procédé de traitement d’un gaz issu d’un gisement pour obtenir de l’hélium et système de mise en œuvre d’un tel procédé | |
| EP3564343A1 (fr) | Procede et dispositif de separation d'aromatiques sous vide | |
| WO2013076433A1 (fr) | Procédé de traitement d'effluent gazeux en tête de distillation atmosphérique | |
| FR2866346A1 (fr) | Procede d'extraction d'un anti-hydrates contenu dans des hydrocarbures condenses | |
| KR20120084822A (ko) | 저농도 바이오 케미칼의 효율적인 회수, 농축, 탈수방법 | |
| FR2928563A1 (fr) | Procede de sechage et de demercaptanisation de melanges gazeux. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08872860 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008872860 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12864762 Country of ref document: US |