WO2009122535A1 - ハニカム構造体の製造方法 - Google Patents
ハニカム構造体の製造方法 Download PDFInfo
- Publication number
- WO2009122535A1 WO2009122535A1 PCT/JP2008/056409 JP2008056409W WO2009122535A1 WO 2009122535 A1 WO2009122535 A1 WO 2009122535A1 JP 2008056409 W JP2008056409 W JP 2008056409W WO 2009122535 A1 WO2009122535 A1 WO 2009122535A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- honeycomb structure
- aluminum titanate
- honeycomb
- manufacturing
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
- F01N3/0222—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous the structure being monolithic, e.g. honeycombs
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/478—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on aluminium titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
- C04B2235/3234—Titanates, not containing zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3472—Alkali metal alumino-silicates other than clay, e.g. spodumene, alkali feldspars such as albite or orthoclase, micas such as muscovite, zeolites such as natrolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5472—Bimodal, multi-modal or multi-fraction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/606—Drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
- C04B2235/6584—Oxygen containing atmosphere, e.g. with changing oxygen pressures at an oxygen percentage below that of air
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/79—Non-stoichiometric products, e.g. perovskites (ABO3) with an A/B-ratio other than 1
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Definitions
- the present invention relates to a method for manufacturing a honeycomb structure.
- exhaust gas discharged from an internal combustion engine such as a diesel engine contains particulate matter (hereinafter also referred to as PM).
- PM particulate matter
- various filters using honeycomb structures made of cordierite, silicon carbide, aluminum titanate, etc. have been proposed as filters for collecting PM in exhaust gas and purifying the exhaust gas.
- a honeycomb structure made of aluminum titanate has a higher melting temperature than a honeycomb structure made of cordierite, and is less resistant to melting when burning PM. ing.
- a honeycomb structure made of aluminum titanate has a lower thermal expansion coefficient than that of a honeycomb structure made of silicon carbide, so that cracks due to thermal stress are unlikely to occur and the thermal shock resistance is high.
- a method for manufacturing a honeycomb structure made of aluminum titanate as described above for example, a method disclosed in Patent Document 1 is known.
- Patent Document 1 discloses a method for manufacturing a honeycomb structure, in which a honeycomb structure mainly made of aluminum titanate is manufactured by adding alkali feldspar and MgO to a mixture of TiO 2 and Al 2 O 3 and firing the mixture. Is disclosed.
- Patent Document 1 describes that by using the method for manufacturing a honeycomb structure described in this document, a honeycomb structure mainly made of aluminum titanate having high heat resistance and thermal shock resistance can be manufactured. ing. Moreover, it is described that the honeycomb structure manufactured by the manufacturing method described in Patent Document 1 has high heat decomposition resistance and high fracture strength due to the effect of alkali feldspar-derived components and MgO-derived Mg.
- the honeycomb structure manufacturing method described in Patent Document 1 has a problem that it is difficult to stably manufacture a honeycomb structure having high fracture strength. Accordingly, the present inventors have further studied the method for manufacturing a honeycomb structure described in Patent Document 1.
- a plurality of honeycomb structures were manufactured using the method for manufacturing a honeycomb structure described in Patent Document 1.
- the pore size distribution was measured for each of the obtained honeycomb structures.
- a plurality of manufactured honeycomb structures had a narrow pore size distribution such that the number of pores included in the range of average pore diameter ⁇ 2 ⁇ m was 60% or more of the total number of pores.
- the cause of the variation in the pore size distribution in the honeycomb structure manufactured by the method for manufacturing a honeycomb structure described in Patent Document 1 is considered as follows.
- alkali feldspar, MgO, or the like is added to a mixture composed of TiO 2 and Al 2 O 3, and is formed and then fired, and then mainly composed of aluminum titanate.
- a honeycomb structure is manufactured. That is, this honeycomb structure manufacturing method uses a reactive sintering method.
- Such a method for manufacturing a honeycomb structure using the reactive sintering method involves a reaction between TiO 2 and Al 2 O 3 , which reduces the size of pores formed in the cell walls of the honeycomb structure. This is considered to be one of the reasons why it is difficult to control. That is, it is considered that it is difficult to stably manufacture a honeycomb structure having a desired pore size distribution by the method for manufacturing a honeycomb structure using the reactive sintering method. Therefore, in the method for manufacturing a honeycomb structure using the reactive sintering method, it is considered difficult to stably manufacture a honeycomb structure having high fracture strength. Therefore, it is desired to stably manufacture a honeycomb structure having a high breaking strength.
- the present inventor has intensively studied in order to solve the above-mentioned problems, and by using, as a raw material, a mixture containing aluminum titanate powder having a specific composition ratio, not a mixture composed of TiO 2 and Al 2 O 3.
- the present inventors have found that a honeycomb structure having a high breaking strength can be stably manufactured, and the present invention has been completed.
- a method for manufacturing a honeycomb structured body according to claim 1 A wet mixture containing aluminum titanate powder having a composition ratio of 40-60 mass% for Al 2 O 3 , 30-50 mass% for TiO 2 and 1-15 mass% for the total of MgO and SiO 2 is molded. A forming step of producing a columnar honeycomb formed body in which a large number of cells are arranged in the longitudinal direction; And a firing step of firing the honeycomb formed body at 1200 to 1700 ° C.
- the honeycomb formed body is fired. By doing so, a honeycomb structure is manufactured.
- a honeycomb formed body containing aluminum titanate powder is fired, and no reaction between TiO 2 and Al 2 O 3 is required in the firing process.
- a honeycomb structure can be manufactured stably. Further, in this method for manufacturing a honeycomb structure, since the aluminum titanate powder having the specific composition ratio described above is used as the aluminum titanate powder, a honeycomb structure with high fracture strength can be manufactured.
- a honeycomb structure having a desired pore size distribution and high fracture strength can be stably manufactured. Furthermore, in the method for manufacturing a honeycomb structured body according to claim 1, when preparing the wet mixture containing the aluminum titanate powder, the particle diameter of the aluminum titanate powder is adjusted in advance, thereby manufacturing the honeycomb structure to be manufactured. The pore diameter of the structure can be controlled.
- the honeycomb formed body is fired at 1200 to 1700 ° C. Therefore, the particles can be bonded to each other, the degree of shrinkage during firing can be reduced, and the decomposition of aluminum titanate can be suppressed. Moreover, by firing at a temperature in the above range, the honeycomb fired body is sintered without excess and deficiency, and the variation in the pore size distribution of the manufactured honeycomb structure is reduced. Therefore, in the method for manufacturing a honeycomb structure of the present invention, a honeycomb structure having a high breaking strength can be manufactured stably.
- the firing temperature is less than 1200 ° C., the sintering of aluminum titanate may not sufficiently proceed.
- the said calcination temperature exceeds 1700 degreeC, the shrinkage degree at the time of baking will become large, As a result, a pore diameter may not be uniform.
- aluminum titanate may be decomposed.
- the method for manufacturing a honeycomb structure according to claim 2 is more suitable for stably manufacturing a honeycomb structure having a high breaking strength.
- the fine powder of aluminum titanate means one whose average particle diameter is smaller than the average particle diameter of the coarse powder of aluminum titanate. Accordingly, in the method for manufacturing a honeycomb structured body according to claim 2, when the average particle diameter of the coarse powder of aluminum titanate is 3 ⁇ m, the average particle diameter of the fine powder of aluminum titanate is 0.1 ⁇ m or more. 3 ⁇ m or less.
- a method for manufacturing a honeycomb structured body wherein a sealing step of filling one end of each cell of the honeycomb formed body with a plug material paste is performed.
- the manufactured honeycomb structure can be used as a filter for purifying exhaust gas.
- the honeycomb structure since the pore diameter can be controlled as described above, the honeycomb structure has a pore diameter suitable for collecting PM in the exhaust gas, and is capable of capturing PM. A honeycomb structure with high collection efficiency can be manufactured.
- FIG. 1 (a) is a perspective view schematically showing the honeycomb structure manufactured in the first embodiment of the present invention
- FIG. 1 (b) is a cross-sectional view taken along the line AA in FIG. 1 (a). It is.
- a honeycomb structure 10 shown in FIG. 1 (a) is made of aluminum titanate and has a cylindrical shape. In the interior thereof, as shown in FIG. 1B, a plurality of cells 11 are formed along the longitudinal direction of the honeycomb structure 10, and each cell 11 is separated by a cell wall 13. . One end of the cell 11 is sealed with a sealing material 12.
- the sealing material 12 is made of the same material as the honeycomb structure 10 and is made of aluminum titanate.
- the sealing material 12 seals the honeycomb structure 10 so that the exhaust gas does not leak from one end of the cell 11. For this reason, the exhaust gas flowing into one cell (indicated by an arrow in FIG. 1B) always passes through the cell wall 13 separating the one cell and then flows out from the other cells. Therefore, when exhaust gas passes through the cell wall 13, PM is collected inside the cell wall 13 and the exhaust gas is purified.
- a wet mixture is prepared by mixing aluminum titanate powder, a pore-forming agent, an organic binder, a plasticizer, a lubricant, and water and stirring sufficiently.
- the composition ratio is 40 to 60% by mass of Al 2 O 3 , 30 to 50% by mass of TiO 2 , and the total of MgO and SiO 2 is 1 to 15% by mass. Is used.
- the composition ratio of the aluminum titanate powder is measured using ICP emission spectroscopic analysis. In ICP emission spectroscopic analysis, plasma energy is applied to an analysis sample from the outside, the contained elements (atoms) are excited, and emitted light (spectrum) is emitted when the excited atoms return to a low energy level. Line) for each photon wavelength. Then, the type of the component element is determined from the position of the emission line, and the content of the component element is obtained from the intensity of the emission line.
- the reason why the composition ratio of the aluminum titanate powder is in the above range is as follows. That is, when the composition ratio of Al 2 O 3 and TiO 2 is out of the above range, when the manufactured honeycomb structure is used, the honeycomb structure is repeatedly exposed to heat such as exhaust gas, whereby aluminum titanate. Will gradually decompose into Al 2 O 3 and TiO 2 . As a result, the physical properties of aluminum titanate cannot be exhibited, and the strength of the honeycomb structure is reduced.
- the total composition ratio of MgO and SiO 2 is less than 1.0 mass%, when the manufactured honeycomb structure is used, the honeycomb structure is repeatedly exposed to heat such as exhaust gas, so that titanium The aluminum acid is gradually decomposed into Al 2 O 3 and TiO 2 .
- the total composition ratio of MgO and SiO 2 exceeds 15 mass%, when the manufactured honeycomb structure is used, the honeycomb structure is repeatedly exposed to heat such as exhaust gas, and cracks due to thermal expansion occur.
- the lower limit of the total composition ratio of MgO and SiO 2 is preferably 2.5% by mass. This is because when the content is 2.5% by mass or more, the decomposition of aluminum titanate is less likely to proceed.
- the aluminum titanate powder coarse aluminum titanate powder having an average particle diameter of 3 to 50 ⁇ m and fine aluminum titanate powder having an average particle diameter of 0.1 to 3 ⁇ m are used.
- coarse aluminum titanate powder having an average particle diameter of 3 to 50 ⁇ m
- fine aluminum titanate powder having an average particle diameter of 0.1 to 3 ⁇ m
- the wet mixture is extrusion-molded by an extruder to produce a columnar honeycomb molded body having a large number of cells arranged in parallel in the longitudinal direction. Thereafter, the long body of the honeycomb formed body is cut by a cutting device having a cutting disk as a cutting member to obtain a honeycomb formed body having a predetermined length.
- the honeycomb formed body is dried for 1 to 30 minutes under a condition of 100 to 150 ° C. in an air atmosphere using a microwave dryer and a hot air dryer.
- the honeycomb formed body in which one end of each cell is filled with the plug material paste is dried again.
- the sealing material paste a paste having the same composition as the wet mixture is used.
- the honeycomb formed body is degreased in a degreasing furnace for 3 to 15 hours under conditions of an oxygen concentration of 5% by volume to an atmospheric atmosphere at 250 to 400 ° C. Thereafter, it is baked in a baking furnace at a temperature of 1200 to 1700 ° C. for 1 to 24 hours.
- a baking furnace at a temperature of 1200 to 1700 ° C. for 1 to 24 hours.
- the firing temperature is less than 1200 ° C.
- the sintering of aluminum titanate may not proceed sufficiently.
- the said calcination temperature exceeds 1700 degreeC, the shrinkage degree at the time of baking will become large, As a result, a pore diameter may not be uniform.
- aluminum titanate may be decomposed.
- the honeycomb structure 10 described above can be manufactured through such steps.
- a honeycomb formed body is produced using a wet mixture containing aluminum titanate powder. Therefore, in the step of firing the honeycomb fired body, TiO 2 and Al A honeycomb structure having a desired pore size distribution can be stably produced without requiring a reaction with 2 O 3 .
- the composition ratio of the aluminum titanate powder is 40 to 60% by mass of Al 2 O 3 , 30 to 50% by mass of TiO 2 , MgO and SiO 2 Since the aluminum titanate powder with a total amount of 1 to 15% by mass is used, in the manufactured honeycomb structure, decomposition of aluminum titanate proceeds or cracks due to thermal expansion occur in the manufactured honeycomb structure. It has a high breaking strength.
- the honeycomb formed body is fired at 1200 to 1700 ° C., so that the particles are bonded to each other, the degree of shrinkage during firing is reduced, and the aluminum titanate is decomposed. Can be suppressed.
- the sintering of the honeycomb fired body proceeds without excess and deficiency, and variation in pore size distribution is reduced in the manufactured honeycomb structure.
- the honeycomb structure manufacturing method of the present embodiment as the aluminum titanate powder, coarse aluminum titanate powder having an average particle size of 3 to 50 ⁇ m and aluminum titanate having an average particle size of 0.1 to 3 ⁇ m And fine powder. Therefore, the pore diameter of the honeycomb structure is easier to control.
- a sealing step of filling a plug material paste into one end of each cell of the honeycomb formed body is performed. Therefore, the manufactured honeycomb structure can be used as a filter for purifying exhaust gas.
- the total amount of each component is not 100% by mass, because the aluminum titanate powder contains impurities.
- the impurities include alkali feldspar-derived substances (K 2 O, Na 2 O, etc.), Al 2 O 3 powder as a raw material for iron compounds and aluminum titanate powders when the aluminum titanate powder is pulverized or mixed. And substances originally contained in TiO 2 powder.
- Each aluminum titanate powder was subjected to a classification step to prepare an aluminum titanate coarse powder having an average particle diameter of 20 ⁇ m and an aluminum titanate fine powder having an average particle diameter of 0.5 ⁇ m.
- Example 1 Coarse powder of aluminum titanate A 2000 parts by weight, aluminum titanate A fine powder 500 parts by weight, pore former (spherical acrylic particles) 300 parts by weight, organic binder (methyl cellulose) 188 parts by weight, plasticizer (Japan) A wet mixture was prepared by mixing 96 parts by weight (Unilube, manufactured by Yushi Co., Ltd.), 44 parts by weight of a lubricant (glycerin), and 725 parts by weight of water and stirring sufficiently.
- the pore-forming agent one having an average particle size of 20 ⁇ m and a particle size distribution of 1.8 was used.
- honeycomb formed body was cut using a cutting device provided with a cutting disk as a cutting member. Thereby, a honeycomb formed body made of columnar aluminum titanate was obtained.
- honeycomb formed body was dried with a microwave dryer and a hot air dryer under the atmosphere at 120 ° C. for 20 minutes to remove moisture contained in the honeycomb formed body.
- the degreased honeycomb formed body was fired in a firing furnace at 1500 ° C. for 15 hours.
- cells having a wall thickness of 0.25 mm, a cell density of 46.5 cells / cm 2 , and a diameter of 143 along the longitudinal direction.
- ten honeycomb structures were produced.
- the honeycomb structure manufactured in Example 1 had an average pore diameter of 15 ⁇ m and an average porosity of 40%. The average pore diameter and average porosity were measured by mercury porosimetry. Further, in the honeycomb structure manufactured in Example 1, the number of pores included in the range of the average porosity ⁇ 2 ⁇ m in all the ten honeycomb structures was 60% or more of the total number of pores.
- Example 2 Ten honeycomb structures were manufactured in the same manner as in Example 1 except that any of the aluminum titanate powders B to H was used in place of the aluminum titanate powder A.
- the aluminum titanate powder used in each example and comparative example is as shown in Table 2 below.
- Table 2 also shows the average pore diameter and average porosity of the honeycomb structures manufactured in Examples 2 to 5 and Comparative Examples 1 to 3.
- the number of pores included in the range of average porosity ⁇ 2 ⁇ m in all the ten honeycomb structures was 60 of the total number of pores. % Or more.
- honeycomb structure (Evaluation of honeycomb structure) The honeycomb structures manufactured in Examples 1 to 5 and Comparative Examples 1 to 3 were regenerated 10 times by the following method, and then the fracture strength of the honeycomb structures was measured by the following method.
- the honeycomb structures of the example and the comparative example are respectively disposed in the exhaust passage of a 2 L engine, and further on the gas inflow side of the honeycomb structure, a catalyst support (diameter: 200 mm, Length: 100 mm, cell density: 400 cells / inch 2 , platinum carrying amount: 5 g / L) is set as an exhaust gas purification device, and the engine is collected for 7 hours at a rotational speed of 3000 min ⁇ 1 and a torque of 50 Nm. did. The amount of particulates collected was 8 g / L. After that, the engine is set at a rotational speed of 1250 min ⁇ 1 and a torque of 60 Nm, and the filter temperature is kept constant for 1 minute.
- the post-injection is performed, and the exhaust gas temperature is raised using the oxidation catalyst in front.
- the particulates were burned.
- the post-injection conditions were set so that the temperature of the exhaust gas flowing into the honeycomb structure after 1 minute from the start became substantially constant at 600 ° C.
- the composition ratio was 40 to 60 mass% for Al 2 O 3 , 30 to 50 mass% for TiO 2 , and the total of MgO and SiO 2 was 1 to It was revealed that when a honeycomb structure was manufactured using 15% by mass of aluminum titanate powder, a honeycomb structure having high fracture strength could be manufactured.
- Comparative Example 1 in the composition ratio of the aluminum titanate powder, when Al 2 O 3 is less than 40% by mass, the bending strength measured by the above method is small, and the fracture strength is reduced. It became clear that it was inferior.
- FIG. 2 is a graph showing the relationship between the total composition ratio of MgO and SiO 2 in the aluminum titanate powder and the bending strength of the manufactured honeycomb structure for Examples 1 to 5 and Comparative Examples 2 and 3. .
- titanium whose composition ratio is 40 to 60% by mass of Al 2 O 3 , 30 to 50% by mass of TiO 2 , and the total of MgO and SiO 2 is 1 to 15% by mass. It has been found that when a honeycomb structure is manufactured using aluminum acid powder, a honeycomb structure having a high breaking strength can be manufactured.
- Comparative Example 2 when the total of MgO and SiO 2 was less than 1% by mass, it was revealed that the bending strength measured by the above method was small and the fracture strength was inferior.
- a part of the aluminum titanate was decomposed into Al 2 O 3 and TiO 2 in the honeycomb structure after the regeneration treatment was performed 10 times. Such decomposition of aluminum titanate is considered to be a cause of a decrease in the strength of the honeycomb structure.
- Comparative Example 3 even if the total content of MgO and SiO 2 is more than 15 mass%, the bending strength is low as measured by the above method was found to be inferior in breaking strength.
- the aluminum titanate fine powder and the aluminum titanate powder are used as the aluminum titanate powder
- the mixing ratio with the coarse powder is preferably 9: 1 to 6: 4.
- the mixing ratio of the two is within the above range, when the honeycomb formed body is fired, the size after firing can be prevented from being reduced by shrinkage, and the average pore diameter, pore diameter distribution, and porosity can be reduced. This is because it can be controlled.
- the firing time when firing the honeycomb formed body is preferably 1 to 24 hours. This is because if the firing time is less than 1 hour, firing may not proceed, and if it exceeds 24 hours, shrinkage after firing may increase.
- the organic binder used when preparing the said wet mixture is not specifically limited, For example, methylcellulose, carboxymethylcellulose, hydroxyethylcellulose, polyethyleneglycol etc. are mentioned. Of these, methylcellulose is desirable.
- the amount of the organic binder is desirably 1 to 10 parts by weight per 100 parts by weight of the aluminum titanate powder.
- the plasticizer and lubricant used in preparing the wet mixture are not particularly limited, and examples of the plasticizer include glycerin.
- examples of the lubricant include polyoxyalkylene compounds such as polyoxyethylene alkyl ether and polyoxypropylene alkyl ether.
- Specific examples of the lubricant include polyoxyethylene monobutyl ether and polyoxypropylene monobutyl ether. In some cases, the plasticizer and the lubricant may not be contained in the wet mixture.
- the pore forming agent used when preparing the wet mixture is not particularly limited, and examples thereof include spherical acrylic particles and graphite. In some cases, the pore-forming agent may not be contained in the wet mixture.
- a dispersion medium liquid other than water may be used.
- examples of such a dispersion medium liquid include alcohols such as methanol and organic solvents such as benzene and toluene. Can be mentioned.
- a molding aid may be added to the wet mixture.
- the molding aid is not particularly limited, and examples thereof include ethylene glycol, dextrin, fatty acid, fatty acid soap, polyalcohol and the like.
- the temperature of the wet mixture is preferably 10 ° C. or lower. It is because an organic binder may gelatinize when temperature is too high.
- the plug material paste for sealing cells is not particularly limited, but the porosity of the plug material formed through a subsequent process is 40 to 50%.
- a thing similar to the said wet mixture can be used, for example.
- an apparatus used for producing a long body of a honeycomb formed body by extrusion molding is not particularly limited, and for example, a single screw extrusion molding Machine, multi-screw type extruder, plunger type machine and the like.
- a plunger type molding machine can be particularly preferably used.
- the dryer used for drying the honeycomb formed body is not particularly limited, and examples thereof include a microwave heating dryer, a hot air dryer, an infrared dryer, and the like. Is mentioned. These may be used alone or in combination.
- the shape of the cross section perpendicular to the longitudinal direction of the honeycomb structure manufactured in the embodiment of the present invention is not particularly limited to a circular shape, and may be various shapes such as a rectangle. And a shape surrounded by a straight line.
- a shape in which a part of a simple closed curve such as an ellipse, an ellipse, a racetrack, an ellipse, or an ellipse has a concave portion (concave shape) can be given.
- a desirable value of the aperture ratio of the honeycomb structure manufactured in the embodiment of the present invention is a lower limit of 50% and an upper limit of 75%.
- the opening ratio is less than 50%, the pressure loss when the exhaust gas flows into and out of the honeycomb structure may increase, and when it exceeds 75%, the strength of the honeycomb structure may decrease.
- a desirable lower limit of the cell wall thickness is 0.15 mm. This is because if the thickness is less than 0.15 mm, the strength of the honeycomb structure may be lowered.
- the desirable upper limit of the cell wall thickness is 0.4 mm. When the thickness of the cell wall exceeds 0.4 mm, the cell aperture ratio and / or the filtration area may be reduced, and the pressure loss may increase accordingly.
- the cell density is not particularly limited, and a desirable lower limit is 23.3 / cm 2 (150 / in 2 ), and a desirable upper limit is 93.0) / cm 2 (600 / in 2 ), the more desirable lower limit is 31 / cm 2 (200 / in 2 ), and the more desirable upper limit is 77.5 / cm 2 (500.0 / in 2 ). is there.
- the shape of the cell in plan view is not particularly limited to a quadrangle, and examples thereof include a triangle, a hexagon, an octagon, a dodecagon, a circle, an ellipse, and a star.
- a catalyst may be supported on the honeycomb structure as necessary.
- the type of catalyst supported on the honeycomb structure is not particularly limited, and examples thereof include noble metal elements, alkali metal elements, alkaline earth metal elements, and metal oxides. These may be used alone or in combination of two or more.
- Examples of the noble metal element include platinum, palladium, rhodium and the like, examples of the alkali metal element include potassium and sodium, and examples of the alkaline earth metal element include barium and the like. It is done.
- Examples of the metal oxide include CeO 2 , K 2 O, ZrO 2 , FeO 2 , Fe 2 O 3 , CuO, CuO 2 , Mn 2 O 3 , MnO, composition formula An B 1-n CO 3 (where 0 ⁇ n ⁇ 1, A is La, Nd, Sm, Eu, Gd or Y, B is an alkali metal or alkaline earth metal, and C is Mn, Co, Fe or Ni) ) And the like.
- the PM combustion temperature can be lowered when the honeycomb structure is used as a honeycomb filter for the regeneration treatment.
- an alumina film having a high specific surface area may be formed on the surface of the honeycomb structure, and the catalyst may be applied to the surface of the alumina film.
- FIG. 1 (a) is a perspective view schematically showing the honeycomb structure manufactured in the first embodiment of the present invention
- FIG. 1 (b) is a cross-sectional view taken along the line AA in FIG. 1 (a).
- It is. 6 is a graph showing the relationship between the total composition ratio of MgO and SiO 2 in an aluminum titanate powder and the bending strength of the manufactured honeycomb structure for Examples 1 to 5 and Comparative Examples 2 and 3.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Filtering Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Catalysts (AREA)
Abstract
本発明は、チタン酸アルミニウムを主成分とする破壊強度が高いハニカム構造体の製造方法を提供することを目的とするものであり、本発明のハニカム構造体の製造方法は、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を含む湿潤混合物を成形して、長手方向に多数のセルが並設された柱状のハニカム成形体を作製する成形工程と、上記ハニカム成形体を1200~1700°Cで焼成する焼成工程とを行う。
Description
本発明は、ハニカム構造体の製造方法に関する。
従来、ディーゼルエンジン等の内燃機関から排出される排ガス中には、パティキュレートマター(以下、PMともいう)が含まれており、近年、このPMが環境や人体に害を及ぼすことが問題となっている。
そこで、排ガス中のPMを捕集して排ガスを浄化するフィルタとして、コージェライト、炭化ケイ素、チタン酸アルミニウムなどからなるハニカム構造体を用いたものが種々提案されている。
そこで、排ガス中のPMを捕集して排ガスを浄化するフィルタとして、コージェライト、炭化ケイ素、チタン酸アルミニウムなどからなるハニカム構造体を用いたものが種々提案されている。
これらのなかで、チタン酸アルミニウムからなるハニカム構造体は、コージェライトからなるハニカム構造体よりも溶融温度が高く、PMを燃焼させた際に溶損が発生しにくいため、耐熱性が高いとされている。
また、チタン酸アルミニウムからなるハニカム構造体は、炭化ケイ素からなるハニカム構造体よりも熱膨張係数が低いので、熱応力によるクラックが発生しにくく耐熱衝撃性が高いとされている。
そして、上述したようなチタン酸アルミニウムからなるハニカム構造体を製造する方法としては、例えば、特許文献1に開示された方法が知られている。
また、チタン酸アルミニウムからなるハニカム構造体は、炭化ケイ素からなるハニカム構造体よりも熱膨張係数が低いので、熱応力によるクラックが発生しにくく耐熱衝撃性が高いとされている。
そして、上述したようなチタン酸アルミニウムからなるハニカム構造体を製造する方法としては、例えば、特許文献1に開示された方法が知られている。
特許文献1には、TiO2とAl2O3とからなる混合物に、アルカリ長石、MgOを添加し、焼成することにより主にチタン酸アルミニウムからなるハニカム構造体を製造するハニカム構造体の製造方法が開示されている。
特許文献1には、この文献に記載のハニカム構造体の製造方法を用いることにより、耐熱性及び耐熱衝撃性の高い、主にチタン酸アルミニウムからなるハニカム構造体を製造することができると記載されている。
また、特許文献1に記載の製造方法で製造したハニカム構造体は、アルカリ長石由来の成分及びMgO由来のMgの効果により、耐熱分解性及び破壊強度が高いと記載されている。
また、特許文献1に記載の製造方法で製造したハニカム構造体は、アルカリ長石由来の成分及びMgO由来のMgの効果により、耐熱分解性及び破壊強度が高いと記載されている。
しかしながら、本発明者等が検討したところ、特許文献1に記載のハニカム構造体の製造方法では、破壊強度の高いハニカム構造体を安定して製造することが困難であるという問題があった。
そこで、本発明者らは、特許文献1に記載されているハニカム構造体の製造方法についてさらに検討を行った。
そこで、本発明者らは、特許文献1に記載されているハニカム構造体の製造方法についてさらに検討を行った。
まず、特許文献1に記載のハニカム構造体の製造方法を用いて複数個のハニカム構造体を製造した。そして、得られたハニカム構造体のそれぞれについて気孔径分布を測定した。
その結果、製造した複数個のハニカム構造体には、平均気孔径±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であるような狭い気孔径分布を示すハニカム構造体の他に、平均気孔径±2μmの範囲に含まれる気孔の数が、全気孔数の60%未満であるようなゆるやかな気孔径分布を示すハニカム構造体が存在しており、各々のハニカム構造体の気孔径分布には、バラツキがあることが分かった。
即ち、特許文献1に記載のハニカム構造体の製造方法では、特定の気孔径分布を有するハニカム構造体を安定して製造することが困難であることが明らかとなった。
そして、特定の気孔径分布を有するハニカム構造体を安定して製造することが困難であることが、破壊強度の高いハニカム構造体を安定して製造することが困難である原因であると推測される。
その結果、製造した複数個のハニカム構造体には、平均気孔径±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であるような狭い気孔径分布を示すハニカム構造体の他に、平均気孔径±2μmの範囲に含まれる気孔の数が、全気孔数の60%未満であるようなゆるやかな気孔径分布を示すハニカム構造体が存在しており、各々のハニカム構造体の気孔径分布には、バラツキがあることが分かった。
即ち、特許文献1に記載のハニカム構造体の製造方法では、特定の気孔径分布を有するハニカム構造体を安定して製造することが困難であることが明らかとなった。
そして、特定の気孔径分布を有するハニカム構造体を安定して製造することが困難であることが、破壊強度の高いハニカム構造体を安定して製造することが困難である原因であると推測される。
特許文献1に記載のハニカム構造体の製造方法によって製造したハニカム構造体において、気孔径分布のバラツキが生じる原因は、次のように考えられる。
特許文献1に記載のハニカム構造体の製造方法では、TiO2とAl2O3とからなる混合物に、アルカリ長石、MgO等を添加し、成形後、焼成することにより主にチタン酸アルミニウムからなるハニカム構造体を製造する。即ち、このハニカム構造体の製造方法は、反応焼結法を用いている。
特許文献1に記載のハニカム構造体の製造方法では、TiO2とAl2O3とからなる混合物に、アルカリ長石、MgO等を添加し、成形後、焼成することにより主にチタン酸アルミニウムからなるハニカム構造体を製造する。即ち、このハニカム構造体の製造方法は、反応焼結法を用いている。
このような、反応焼結法を用いるハニカム構造体の製造方法は、TiO2とAl2O3との反応を伴っており、これが、ハニカム構造体のセル壁に形成される気孔の大きさを制御することを困難にする理由の1つと考えられる。即ち、反応焼結法を用いるハニカム構造体の製造方法では、所望の気孔径分布を有するハニカム構造体を安定して製造することが困難であると考えられる。
従って、反応焼結法を用いたハニカム構造体の製造方法においては、破壊強度の高いハニカム構造体を安定して製造することが困難であると考えられる。
そのため、破壊強度の高いハニカム構造体を安定して製造することが望まれている。
従って、反応焼結法を用いたハニカム構造体の製造方法においては、破壊強度の高いハニカム構造体を安定して製造することが困難であると考えられる。
そのため、破壊強度の高いハニカム構造体を安定して製造することが望まれている。
本発明者は、上記課題を解決するために鋭意検討を行い、原料として、TiO2とAl2O3とからなる混合物ではなく、特定の組成比のチタン酸アルミニウム粉末を含む混合物を用いることにより、破壊強度の高いハニカム構造体を安定して製造することができることを見出し、本発明を完成した。
請求項1に記載ののハニカム構造体の製造方法は、
組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を含む湿潤混合物を成形して、長手方向に多数のセルが並設された柱状のハニカム成形体を作製する成形工程と、
上記ハニカム成形体を1200~1700℃で焼成する焼成工程と
を行うことを特徴とする。
組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を含む湿潤混合物を成形して、長手方向に多数のセルが並設された柱状のハニカム成形体を作製する成形工程と、
上記ハニカム成形体を1200~1700℃で焼成する焼成工程と
を行うことを特徴とする。
請求項1に記載のハニカム構造体の製造方法では、予め作製しておいた特定の組成比のチタン酸アルミニウム粉末を含む湿潤混合物を用いてハニカム成形体を作製した後、このハニカム成形体を焼成することによりハニカム構造体を作製する。
このハニカム構造体の製造方法では、チタン酸アルミニウム粉末を含むハニカム成形体を焼成しており、焼成工程において、TiO2とAl2O3との反応を必要としないため、所望の気孔径分布のハニカム構造体を安定的に製造することができる。
また、このハニカム構造体の製造方法では、上記チタン酸アルミニウム粉末として、上述した特定の組成比のチタン酸アルミニウム粉末を用いているため、破壊強度の高いハニカム構造体を製造することができる。
従って、請求項1に記載のハニカム構造体の製造方法では、所望の気孔径分布を備え、破壊強度の高いハニカム構造体を安定的に製造することができる。
さらに、請求項1に記載のハニカム構造体の製造方法では、上記チタン酸アルミニウム粉末を含む湿潤混合物を調製する際に、予めチタン酸アルミニウム粉末の粒子径を調整しておくことにより、製造するハニカム構造体の気孔径を制御することができる。
このハニカム構造体の製造方法では、チタン酸アルミニウム粉末を含むハニカム成形体を焼成しており、焼成工程において、TiO2とAl2O3との反応を必要としないため、所望の気孔径分布のハニカム構造体を安定的に製造することができる。
また、このハニカム構造体の製造方法では、上記チタン酸アルミニウム粉末として、上述した特定の組成比のチタン酸アルミニウム粉末を用いているため、破壊強度の高いハニカム構造体を製造することができる。
従って、請求項1に記載のハニカム構造体の製造方法では、所望の気孔径分布を備え、破壊強度の高いハニカム構造体を安定的に製造することができる。
さらに、請求項1に記載のハニカム構造体の製造方法では、上記チタン酸アルミニウム粉末を含む湿潤混合物を調製する際に、予めチタン酸アルミニウム粉末の粒子径を調整しておくことにより、製造するハニカム構造体の気孔径を制御することができる。
また、請求項1に記載のハニカム構造体の製造方法では、ハニカム成形体を1200~1700℃で焼成する。
そのため、粒子同士を結合させ、焼成時の収縮度合いを低減し、チタン酸アルミニウムの分解を抑えることができる。また、上記範囲の温度で焼成を行うことにより、ハニカム焼成体の焼結が過不足なく進行し、製造したハニカム構造体の気孔径分布のバラツキが小さくなる。
従って、本発明のハニカム構造体の製造方法では、破壊強度の高いハニカム構造体を安定して製造することができる。
一方、上記焼成温度が1200℃未満では、チタン酸アルミニウムの焼結が充分に進行しないことがある。
また、上記焼成温度が1700℃を超えると、焼成時の収縮度合が大きくなり、その結果、気孔径が揃わない場合がある。また、チタン酸アルミニウムが分解してしまうことがある。
そのため、粒子同士を結合させ、焼成時の収縮度合いを低減し、チタン酸アルミニウムの分解を抑えることができる。また、上記範囲の温度で焼成を行うことにより、ハニカム焼成体の焼結が過不足なく進行し、製造したハニカム構造体の気孔径分布のバラツキが小さくなる。
従って、本発明のハニカム構造体の製造方法では、破壊強度の高いハニカム構造体を安定して製造することができる。
一方、上記焼成温度が1200℃未満では、チタン酸アルミニウムの焼結が充分に進行しないことがある。
また、上記焼成温度が1700℃を超えると、焼成時の収縮度合が大きくなり、その結果、気孔径が揃わない場合がある。また、チタン酸アルミニウムが分解してしまうことがある。
請求項2に記載のハニカム構造体の製造方法は、上記チタン酸アルミニウム粉末として、平均粒子径が3~50μmのチタン酸アルミニウムの粗粉末と、平均粒子径が0.1~3μmのチタン酸アルミニウムの微粉末とを用いる。
このように平均粒子径の異なる2種類のチタン酸アルミニウム粉末(チタン酸アルミニウムの粗粉末、及び、チタン酸アルミニウムの微粉末)を用いることにより、ハニカム構造体の気孔径をより制御し易くなる。
そのため、請求項2に記載のハニカム構造体の製造方法は、破壊強度の高いハニカム構造体を安定して製造するのにより適している。
そのため、請求項2に記載のハニカム構造体の製造方法は、破壊強度の高いハニカム構造体を安定して製造するのにより適している。
なお、本明細書において、チタン酸アルミニウムの微粉末とは、その平均粒子径が、チタン酸アルミニウムの粗粉末の平均粒子径よりも小さいものをいう。
従って、請求項2に記載のハニカム構造体の製造方法において、上記チタン酸アルミニウムの粗粉末の平均粒子径が3μmの場合には、上記チタン酸アルミニウムの微粉末の平均粒子径は0.1μm以上、3μm未満となる。
従って、請求項2に記載のハニカム構造体の製造方法において、上記チタン酸アルミニウムの粗粉末の平均粒子径が3μmの場合には、上記チタン酸アルミニウムの微粉末の平均粒子径は0.1μm以上、3μm未満となる。
請求項3に記載のハニカム構造体の製造方法は、前記ハニカム成形体の各セルのいずれか一方の端部に封止材ペーストを充填する封止工程を行う。
請求項3に記載のハニカム構造体の製造方法では、上記封止工程を行うため、製造されたハニカム構造体は、排ガスを浄化するためのフィルタとして用いることができる。
そして、請求項3に記載のハニカム構造体の製造方法では、上述したように、気孔径を制御することができるため、排ガス中のPMの捕集に適した気孔径を有し、PMの捕集効率が高いハニカム構造体を製造することができる。
請求項3に記載のハニカム構造体の製造方法では、上記封止工程を行うため、製造されたハニカム構造体は、排ガスを浄化するためのフィルタとして用いることができる。
そして、請求項3に記載のハニカム構造体の製造方法では、上述したように、気孔径を制御することができるため、排ガス中のPMの捕集に適した気孔径を有し、PMの捕集効率が高いハニカム構造体を製造することができる。
以下、本発明の一実施形態である第一実施形態について説明する。
まず、第一実施形態で製造するハニカム構造体について、図面を参照しながら簡単に説明する。
図1(a)は、本発明の第一実施形態で製造するハニカム構造体を模式的に示した斜視図であり、図1(b)は、図1(a)のA-A線断面図である。
まず、第一実施形態で製造するハニカム構造体について、図面を参照しながら簡単に説明する。
図1(a)は、本発明の第一実施形態で製造するハニカム構造体を模式的に示した斜視図であり、図1(b)は、図1(a)のA-A線断面図である。
図1(a)に示すハニカム構造体10は、チタン酸アルミニウムからなり、その形状は、円柱形状である。そして、その内部においては、図1(b)に示すように、複数のセル11がハニカム構造体10の長手方向に沿って形成されており、各セル11は、セル壁13によって隔てられている。
また、セル11の一端は、封止材12によって目封じされている。
また、セル11の一端は、封止材12によって目封じされている。
封止材12は、ハニカム構造体10と同様の材質からなり、チタン酸アルミニウムから構成されている。この封止材12によって、ハニカム構造体10は、セル11の一端から排ガスが洩れない様に目封じされている。このため、一のセルに流入した排ガス(図1(b)中、矢印で示す)は、必ず一のセルを隔てるセル壁13を通過した後、他のセルから流出するようになっている。従って、排ガスがこのセル壁13を通過する際にPMがセル壁13の内部で捕集され、排ガスが浄化されることとなる。
次に、本実施形態のハニカム構造体の製造方法について工程順に説明する。
(1)チタン酸アルミニウム粉末、造孔剤、有機バインダ、可塑剤、潤滑剤及び水を混合し、充分攪拌することによって湿潤混合物を調製する。
(1)チタン酸アルミニウム粉末、造孔剤、有機バインダ、可塑剤、潤滑剤及び水を混合し、充分攪拌することによって湿潤混合物を調製する。
上記チタン酸アルミニウム粉末としては、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を使用する。
チタン酸アルミニウム粉末の組成比は、ICP発光分光分析法を用いて測定する。
ICP発光分光分析法では、分析試料にプラズマのエネルギを外部から与え、含有されている元素(原子)を励起させ、その励起された原子が低いエネルギ準位に戻る際に放出する発光線(スペクトル線)を光子の波長別に測定する。そして、発光線の位置から成分元素の種類を判定し、発光線の強度から成分元素の含有量を求める。
チタン酸アルミニウム粉末の組成比は、ICP発光分光分析法を用いて測定する。
ICP発光分光分析法では、分析試料にプラズマのエネルギを外部から与え、含有されている元素(原子)を励起させ、その励起された原子が低いエネルギ準位に戻る際に放出する発光線(スペクトル線)を光子の波長別に測定する。そして、発光線の位置から成分元素の種類を判定し、発光線の強度から成分元素の含有量を求める。
本発明の実施形態において、上記チタン酸アルミニウム粉末の組成比が上記範囲にある理由は以下のとおりである。
即ち、Al2O3及びTiO2の組成比が上記範囲を外れる場合には、製造したハニカム構造体を使用した際、上記ハニカム構造体が排ガスなどの熱に繰り返しさらされることにより、チタン酸アルミニウムがAl2O3とTiO2に徐々に分解してしまう。
その結果、チタン酸アルミニウムが持つ物性を発揮できなくなり、ハニカム構造体の強度の低下などが発生することとなる。
即ち、Al2O3及びTiO2の組成比が上記範囲を外れる場合には、製造したハニカム構造体を使用した際、上記ハニカム構造体が排ガスなどの熱に繰り返しさらされることにより、チタン酸アルミニウムがAl2O3とTiO2に徐々に分解してしまう。
その結果、チタン酸アルミニウムが持つ物性を発揮できなくなり、ハニカム構造体の強度の低下などが発生することとなる。
また、MgOとSiO2の合計の組成比が1.0質量%未満の場合には、製造したハニカム構造体を使用した際、上記ハニカム構造体が排ガスなどの熱に繰り返しさらされることにより、チタン酸アルミニウムがAl2O3とTiO2に徐々に分解してしまう。
一方、MgOとSiO2の合計の組成比が15質量%を超えると、製造したハニカム構造体を使用した際、上記ハニカム構造体が排ガスなどの熱に繰り返しさらされ、熱膨張によるクラックが発生することがある。
MgOとSiO2の合計の組成比の下限は、2.5質量%が望ましい。2.5質量%以上であると、チタン酸アルミニウムの分解がより進行しにくくなるからである。
一方、MgOとSiO2の合計の組成比が15質量%を超えると、製造したハニカム構造体を使用した際、上記ハニカム構造体が排ガスなどの熱に繰り返しさらされ、熱膨張によるクラックが発生することがある。
MgOとSiO2の合計の組成比の下限は、2.5質量%が望ましい。2.5質量%以上であると、チタン酸アルミニウムの分解がより進行しにくくなるからである。
さらに、上記チタン酸アルミニウム粉末としては、平均粒子径が3~50μmのチタン酸アルミニウムの粗粉末と、平均粒子径が0.1~3μmのチタン酸アルミニウムの微粉末とを用いる。
このように平均粒子径の異なる2種類のチタン酸アルミニウム粉末(チタン酸アルミニウムの粗粉末、及び、チタン酸アルミニウムの微粉末)を用いることにより、ハニカム構造体の気孔径のより制御し易くなる。
このように平均粒子径の異なる2種類のチタン酸アルミニウム粉末(チタン酸アルミニウムの粗粉末、及び、チタン酸アルミニウムの微粉末)を用いることにより、ハニカム構造体の気孔径のより制御し易くなる。
(2)上記湿潤混合物を押出成形機により押出成形し、長手方向に多数のセルが並設された円柱状のハニカム成形体の長尺体を作製する。その後、上記ハニカム成形体の長尺体を、切断ディスクを切断部材として備えた切断装置により切断し、所定の長さのハニカム成形体とする。
(3)上記ハニカム成形体をマイクロ波乾燥機及び熱風乾燥機を用いて、大気雰囲気下、100~150℃の条件で1~30分間乾燥する。
(4)上記ハニカム成形体の各セルのいずれか一方の端部が封止されるように、所定の端部に封止材ペーストを充填する。その後、各セルのいずれか一方の端部に封止材ペーストが充填されたハニカム成形体を再度乾燥させる。
上記封止材ペーストとしては、上記湿潤混合物と同様の組成のペーストを使用する。
上記封止材ペーストとしては、上記湿潤混合物と同様の組成のペーストを使用する。
(5)上記ハニカム成形体を、脱脂炉中で、酸素濃度5容積%~大気雰囲気下、250~400℃の条件で3~15時間脱脂する。
その後、焼成炉中で、1200~1700℃の温度で1~24時間焼成する。
上記温度で焼成することにより、粒子同士を結合させ、焼成時の収縮度合いを低減し、チタン酸アルミニウムの分解を抑えることができる。また、ハニカム焼成体の焼結が過不足なく進行し、製造したハニカム構造体において、気孔径分布のバラツキが小さくなる。
これに対し、上記焼成温度が1200℃未満ではチタン酸アルミニウムの焼結が充分に進行しないことがある。
また、上記焼成温度が1700℃を超えると、焼成時の収縮度合が大きくなり、その結果、気孔径が揃わない場合がある。また、チタン酸アルミニウムが分解してしまうことがある。
このような工程を経ることにより、上述したハニカム構造体10を製造することができる。
その後、焼成炉中で、1200~1700℃の温度で1~24時間焼成する。
上記温度で焼成することにより、粒子同士を結合させ、焼成時の収縮度合いを低減し、チタン酸アルミニウムの分解を抑えることができる。また、ハニカム焼成体の焼結が過不足なく進行し、製造したハニカム構造体において、気孔径分布のバラツキが小さくなる。
これに対し、上記焼成温度が1200℃未満ではチタン酸アルミニウムの焼結が充分に進行しないことがある。
また、上記焼成温度が1700℃を超えると、焼成時の収縮度合が大きくなり、その結果、気孔径が揃わない場合がある。また、チタン酸アルミニウムが分解してしまうことがある。
このような工程を経ることにより、上述したハニカム構造体10を製造することができる。
以下、第一実施形態のハニカム構造体の製造方法についての作用効果を列挙する。
(1)本実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末を含む湿潤混合物を用いて、ハニカム成形体を作製しているため、ハニカム焼成体を焼成する工程では、TiO2とAl2O3との反応を必要とせず、所望の気孔径分布のハニカム構造体を安定的に製造することができる。
(1)本実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末を含む湿潤混合物を用いて、ハニカム成形体を作製しているため、ハニカム焼成体を焼成する工程では、TiO2とAl2O3との反応を必要とせず、所望の気孔径分布のハニカム構造体を安定的に製造することができる。
(2)本実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末としては、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を使用しているため、製造したハニカム構造体において、チタン酸アルミニウムの分解が進行したり、製造したハニカム構造体に熱膨張によるクラックが発生したりすることがなく、高い破壊強度を備える。
(3)本実施形態のハニカム構造体の製造方法では、ハニカム成形体を1200~1700℃で焼成しているため、粒子同士を結合させ、焼成時の収縮度合いを低減し、チタン酸アルミニウムの分解を抑えることができる。また、ハニカム焼成体の焼結が過不足なく進行し、製造したハニカム構造体において、気孔径分布のバラツキが小さくなる。
(4)本実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末として、平均粒子径が3~50μmのチタン酸アルミニウムの粗粉末と、平均粒子径が0.1~3μmのチタン酸アルミニウムの微粉末とを用いている。
そのため、ハニカム構造体の気孔径がより制御し易い。
そのため、ハニカム構造体の気孔径がより制御し易い。
(5)本実施形態のハニカム構造体の製造方法では、前記ハニカム成形体の各セルのいずれか一方の端部に封止材ペーストを充填する封止工程を行う。そのため、製造したハニカム構造体は、排ガスを浄化するためのフィルタとして用いることができる。
以下、本発明の第一実施形態をより具体的に開示した実施例を示すが、本実施形態はこれら実施例のみに限定されるものではない。
ここでは、まず、組成比の異なるチタン酸アルミニウム粉末A~Hを用意した。
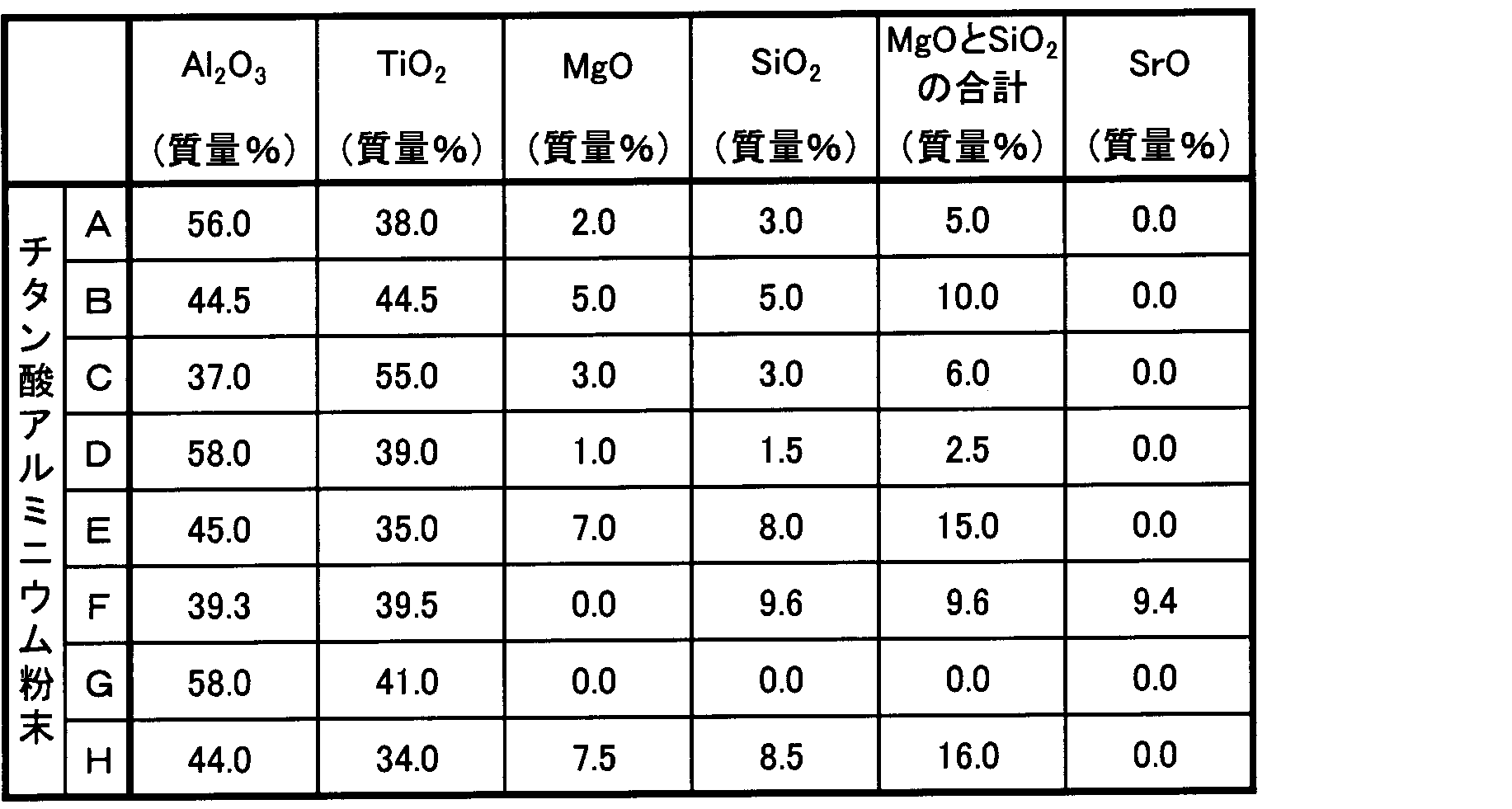
チタン酸アルミニウム粉末A~Hの各組成比は表1に示すとおりである。
ここでは、まず、組成比の異なるチタン酸アルミニウム粉末A~Hを用意した。
チタン酸アルミニウム粉末A~Hの各組成比は表1に示すとおりである。
なお、表1に示したチタン酸アルミニウム粉末A~Hの組成比において、各成分の合計量は100質量%となっていないが、これは、チタン酸アルミニウム粉末中に不純物が含まれるからである。
上記不純物は、アルカリ長石由来の物質(K2O、Na2O等)、チタン酸アルミニウム粉末を粉砕したり、混合したりする際に鉄化合物、チタン酸アルミニウム粉末の原料のAl2O3粉末やTiO2粉末に元々含まれる物質等である。
上記不純物は、アルカリ長石由来の物質(K2O、Na2O等)、チタン酸アルミニウム粉末を粉砕したり、混合したりする際に鉄化合物、チタン酸アルミニウム粉末の原料のAl2O3粉末やTiO2粉末に元々含まれる物質等である。
そして、各チタン酸アルミニウム粉末について、分級工程を行い、平均粒子径が20μmのチタン酸アルミニウムの粗粉末と、平均粒子径が0.5μmのチタン酸アルミニウムの微粉末とを調整した。
(実施例1)
(1)チタン酸アルミニウムAの粗粉末2000重量部、チタン酸アルミニウムAの微粉末500重量部、造孔剤(球状アクリル粒子)300重量部、有機バインダ(メチルセルロース)188重量部、可塑剤(日本油脂社製 ユニルーブ)96重量部、潤滑剤(グリセリン)44重量部及び水725重量部を混合し、充分攪拌することによって湿潤混合物を調製した。
なお、造孔剤としては、平均粒子径が20μmであって、その粒度分布が1.8であるものを用いた。
(1)チタン酸アルミニウムAの粗粉末2000重量部、チタン酸アルミニウムAの微粉末500重量部、造孔剤(球状アクリル粒子)300重量部、有機バインダ(メチルセルロース)188重量部、可塑剤(日本油脂社製 ユニルーブ)96重量部、潤滑剤(グリセリン)44重量部及び水725重量部を混合し、充分攪拌することによって湿潤混合物を調製した。
なお、造孔剤としては、平均粒子径が20μmであって、その粒度分布が1.8であるものを用いた。
(2)上記湿潤混合物をプランジャー式押出成形機の混合物タンクよりシリンダー内に投入し、ピストンをダイス側に押し込んで円柱形状のダイスより湿潤混合物を押し出し、セル壁で隔てられた多数のセルが長手方向に沿って形成された円柱形状のチタン酸アルミニウムからなるハニカム成形体の長尺体を作製した。
(3)上記ハニカム成形体の長尺体を、切断ディスクを切断部材として備えた切断装置を用いて切断した。これにより、円柱形状のチタン酸アルミニウムからなるハニカム成形体を得た。
(4)上記ハニカム成形体を、マイクロ波乾燥機及び熱風乾燥機により、大気雰囲気下、120℃の条件で20分間、乾燥処理し、ハニカム成形体中に含まれる水分を除去した。
(5)上記乾燥処理後のハニカム成形体の各セルのいずれか一方の端部に封止材ペーストが充填されるように、(1)で調整した湿潤混合物と同様の組成の封止材ペーストをハニカム成形体の所定のセルに充填した。
(6)上記封止材ペーストを充填したハニカム成形体を大気雰囲気下、120℃の条件で10分間、再度乾燥処理した。その後、脱脂炉中で、酸素濃度6容量%の下、300℃の条件で12時間脱脂処理した。
(7)上記脱脂処理したハニカム成形体を、焼成炉中、1500℃の条件で15時間焼成処理した。
このような(1)~(7)の工程を経ることにより、長手方向に沿って、壁厚が0.25mmで、セル密度が46.5個/cm2のセルを有し、直径が143.8mmで、長手方向の長さが150mmのチタン酸アルミニウムからなるハニカム構造体を完成した。
実施例1では、ハニカム構造体を10個作製した。
このような(1)~(7)の工程を経ることにより、長手方向に沿って、壁厚が0.25mmで、セル密度が46.5個/cm2のセルを有し、直径が143.8mmで、長手方向の長さが150mmのチタン酸アルミニウムからなるハニカム構造体を完成した。
実施例1では、ハニカム構造体を10個作製した。
なお、実施例1で製造したハニカム構造体の平均気孔径は15μmであり、平均気孔率は40%であった。上記平均気孔径及び平均気孔率は、水銀圧入法により測定した。
また、実施例1で製造したハニカム構造体は、10個のハニカム構造体全てにおいて、平均気孔率±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であった。
また、実施例1で製造したハニカム構造体は、10個のハニカム構造体全てにおいて、平均気孔率±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であった。
(実施例2~5、比較例1~3)
チタン酸アルミニウム粉末Aに代えて、チタン酸アルミニウム粉末B~Hのいずれかを使用した以外は、実施例1と同様にして、ハニカム構造体を10個ずつ製造した。
各実施例及び比較例で使用したチタン酸アルミニウム粉末は、下記表2に示したとおりである。また、表2には、実施例2~5及び比較例1~3で製造したハニカム構造体の平均気孔径及び平均気孔率も記載した。
なお、実施例2~5、比較例1~3で製造したハニカム構造体は、10個のハニカム構造体全てにおいて、平均気孔率±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であった。
チタン酸アルミニウム粉末Aに代えて、チタン酸アルミニウム粉末B~Hのいずれかを使用した以外は、実施例1と同様にして、ハニカム構造体を10個ずつ製造した。
各実施例及び比較例で使用したチタン酸アルミニウム粉末は、下記表2に示したとおりである。また、表2には、実施例2~5及び比較例1~3で製造したハニカム構造体の平均気孔径及び平均気孔率も記載した。
なお、実施例2~5、比較例1~3で製造したハニカム構造体は、10個のハニカム構造体全てにおいて、平均気孔率±2μmの範囲に含まれる気孔の数が、全気孔数の60%以上であった。

(ハニカム構造体の評価)
実施例1~5及び比較例1~3で製造したハニカム構造体について、下記の方法による再生処理を10回行い、その後、下記の方法によりハニカム構造体の破壊強度を測定した。
実施例1~5及び比較例1~3で製造したハニカム構造体について、下記の方法による再生処理を10回行い、その後、下記の方法によりハニカム構造体の破壊強度を測定した。
(再生処理)
実施例及び比較例のハニカム構造体をそれぞれ、2Lのエンジンの排気通路に配置し、さらにハニカム構造体よりガス流入側に、市販のコージェライトからなるハニカム構造体の触媒担持体(直径:200mm、長さ:100mm、セル密度:400セル/inch2、白金担持量:5g/L)を設置して排気ガス浄化装置とし、エンジンを回転数3000min-1、トルク50Nmでパティキュレートを7時間捕集した。パティキュレートの捕集量は、8g/Lであった。
その後、エンジンを回転数1250min-1、トルク60Nmとし、フィルタの温度が一定となった状態で、1分間保持した後、ポストインジェクションを行い、前方にある酸化触媒を利用して排気温度を上昇させ、パティキュレートを燃焼させた。
上記ポストインジェクションの条件は、開始1分間後からハニカム構造体に流入する排ガスの温度が600℃でほぼ一定になるように設定した。
実施例及び比較例のハニカム構造体をそれぞれ、2Lのエンジンの排気通路に配置し、さらにハニカム構造体よりガス流入側に、市販のコージェライトからなるハニカム構造体の触媒担持体(直径:200mm、長さ:100mm、セル密度:400セル/inch2、白金担持量:5g/L)を設置して排気ガス浄化装置とし、エンジンを回転数3000min-1、トルク50Nmでパティキュレートを7時間捕集した。パティキュレートの捕集量は、8g/Lであった。
その後、エンジンを回転数1250min-1、トルク60Nmとし、フィルタの温度が一定となった状態で、1分間保持した後、ポストインジェクションを行い、前方にある酸化触媒を利用して排気温度を上昇させ、パティキュレートを燃焼させた。
上記ポストインジェクションの条件は、開始1分間後からハニカム構造体に流入する排ガスの温度が600℃でほぼ一定になるように設定した。
(破壊強度の測定)
上記再生処理を10回行ったハニカム構造体から34.3mm角、長さ150mmの試験片を切り出し、JIS R 1601に準拠して、インストロン5582を用い、スパン間距離:130mm、スピード0.5mm/分で3点曲げ試験を行い、各実施例及び比較例のハニカム構造体の曲げ強度を測定した。
結果を表3に示した。
上記再生処理を10回行ったハニカム構造体から34.3mm角、長さ150mmの試験片を切り出し、JIS R 1601に準拠して、インストロン5582を用い、スパン間距離:130mm、スピード0.5mm/分で3点曲げ試験を行い、各実施例及び比較例のハニカム構造体の曲げ強度を測定した。
結果を表3に示した。

表3に示した結果より、実施例1~5のように、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を用いて、ハニカム構造体を製造した場合には、高い破壊強度を有するハニカム構造体を製造することができることが明らかとなった。
これに対して、比較例1のように、チタン酸アルミニウム粉末の組成比において、Al2O3が40質量%未満である場合には、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例1のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、一部のチタン酸アルミニウムがAl2O3とTiO2とに分解していた。このようなチタン酸アルミニウムの分解がハニカム構造体の強度低下の原因と考えられる。
これに対して、比較例1のように、チタン酸アルミニウム粉末の組成比において、Al2O3が40質量%未満である場合には、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例1のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、一部のチタン酸アルミニウムがAl2O3とTiO2とに分解していた。このようなチタン酸アルミニウムの分解がハニカム構造体の強度低下の原因と考えられる。
図2は、実施例1~5及び比較例2、3について、チタン酸アルミニウム粉末中のMgO及びSiO2の合計の組成比と、製造したハニカム構造体の曲げ強度との関係を示すグラフである。
表3及び図2に示したように、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を用いて、ハニカム構造体を製造した場合には、高い破壊強度を有するハニカム構造体を製造することができることが明らかとなった。
これに対して、比較例2のように、MgO及びSiO2の合計が1質量%未満では、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例2のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、一部のチタン酸アルミニウムがAl2O3とTiO2とに分解していた。このようなチタン酸アルミニウムの分解がハニカム構造体の強度低下の原因と考えられる。
また、比較例3のように、MgO及びSiO2の合計が15質量%を超える場合も、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例3のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、ハニカム構造体の一部のクラックが発生していた。これは、再生処理を行った際に、ハニカム構造体が熱膨張し、その結果、ハニカム構造体にクラックが発生したものと考えられた。
また、実施例及び比較例の結果から、チタン酸アルミニウム粉末中のMgO及びSiO2の合計量は、2.5質量%以上がより望ましいことが明らかとなった。
表3及び図2に示したように、組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を用いて、ハニカム構造体を製造した場合には、高い破壊強度を有するハニカム構造体を製造することができることが明らかとなった。
これに対して、比較例2のように、MgO及びSiO2の合計が1質量%未満では、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例2のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、一部のチタン酸アルミニウムがAl2O3とTiO2とに分解していた。このようなチタン酸アルミニウムの分解がハニカム構造体の強度低下の原因と考えられる。
また、比較例3のように、MgO及びSiO2の合計が15質量%を超える場合も、上記の方法で測定した曲げ強度が小さく、破壊強度に劣ることが明らかとなった。そして、比較例3のハニカム構造体では、再生処理を10回行った後のハニカム構造体において、ハニカム構造体の一部のクラックが発生していた。これは、再生処理を行った際に、ハニカム構造体が熱膨張し、その結果、ハニカム構造体にクラックが発生したものと考えられた。
また、実施例及び比較例の結果から、チタン酸アルミニウム粉末中のMgO及びSiO2の合計量は、2.5質量%以上がより望ましいことが明らかとなった。
(その他の実施形態)
本発明の実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末として、必ずしもチタン酸アルミニウムの微粉末とチタン酸アルミニウムの粗粉末とを使用する必要はなく、平均粒子径が1種類のチタン酸アルミニウム粉末のみを使用してもよい。
本発明の実施形態のハニカム構造体の製造方法では、チタン酸アルミニウム粉末として、必ずしもチタン酸アルミニウムの微粉末とチタン酸アルミニウムの粗粉末とを使用する必要はなく、平均粒子径が1種類のチタン酸アルミニウム粉末のみを使用してもよい。
本発明の実施形態のハニカム構造体の製造方法において、チタン酸アルミニウム粉末として、チタン酸アルミニウムの微粉末とチタン酸アルミニウムの粗粉末とを使用する場合、チタン酸アルミニウムの微粉末とチタン酸アルミニウムの粗粉末との混合比は、9:1~6:4が望ましい。
両者の混合比が上記範囲内であると、ハニカム成形体を焼成した際に、焼成後のサイズが収縮により小さくなることを抑制することができるとともに、平均気孔径、気孔径分布及び気孔率を制御することができるからである。
両者の混合比が上記範囲内であると、ハニカム成形体を焼成した際に、焼成後のサイズが収縮により小さくなることを抑制することができるとともに、平均気孔径、気孔径分布及び気孔率を制御することができるからである。
本発明の実施形態のハニカム構造体の製造方法において、ハニカム成形体を焼成する際の焼成時間は、1~24時間であることが望ましい。
上記焼成時間が、1時間未満では、焼成が進まないことがあり、24時間を超えると、焼成後の収縮が大きくなる場合があるからである。
上記焼成時間が、1時間未満では、焼成が進まないことがあり、24時間を超えると、焼成後の収縮が大きくなる場合があるからである。
上記湿潤混合物を調製する際に使用する有機バインダは、特に限定されず、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリエチレングリコール等が挙げられる。このなかでは、メチルセルロースが望ましい。
上記有機バインダの配合量は、通常、チタン酸アルミニウム粉末100重量部に対して、1~10重量部が望ましい。
上記有機バインダの配合量は、通常、チタン酸アルミニウム粉末100重量部に対して、1~10重量部が望ましい。
上記湿潤混合物を調製する際に使用する可塑剤や潤滑剤は、特に限定されず、可塑剤としては、例えば、グリセリン等が挙げられる。また、潤滑剤としては、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシプロピレンアルキルエーテル等のポリオキシアルキレン系化合物等が挙げられる。
潤滑剤の具体例としては、例えば、ポリオキシエチレンモノブチルエーテル、ポリオキシプロピレンモノブチルエーテル等が挙げられる。
なお、可塑剤、潤滑剤は、場合によっては、上記湿潤混合物に含まれていなくてもよい。
潤滑剤の具体例としては、例えば、ポリオキシエチレンモノブチルエーテル、ポリオキシプロピレンモノブチルエーテル等が挙げられる。
なお、可塑剤、潤滑剤は、場合によっては、上記湿潤混合物に含まれていなくてもよい。
上記湿潤混合物を調製する際に使用する造孔剤は、特に限定されず、例えば、球状アクリル粒子、グラファイト等が挙げられる。
なお、造孔剤は、場合によっては、上記湿潤混合物に含まれていなくてもよい。
なお、造孔剤は、場合によっては、上記湿潤混合物に含まれていなくてもよい。
また、上記湿潤混合物を調製する際には、水以外の分散媒液を使用してもよく、このような分散媒液としては、例えば、メタノール等のアルコール、ベンゼン、トルエン等の有機溶媒等が挙げられる。
さらに、上記湿潤混合物中には、成形助剤が添加されていてもよい。
成形助剤としては特に限定されず、例えば、エチレングリコール、デキストリン、脂肪酸、脂肪酸石鹸、ポリアルコール等が挙げられる。
さらに、上記湿潤混合物中には、成形助剤が添加されていてもよい。
成形助剤としては特に限定されず、例えば、エチレングリコール、デキストリン、脂肪酸、脂肪酸石鹸、ポリアルコール等が挙げられる。
本発明の実施形態のハニカム構造体の製造方法において、上記湿潤混合物を成形してハニカム成形体を作製する際、上記湿潤混合物の温度は10℃以下であることが望ましい。温度が高すぎると、有機バインダがゲル化してしまうことがあるからである。
本発明の実施形態のハニカム構造体の製造方法において、セルを封止する封止材ペーストとしては特に限定されないが、後工程を経て形成される封止材の気孔率が40~50%となるものが望ましく、例えば、上記湿潤混合物と同様のものを用いることができる。
本発明の実施形態のハニカム構造体の製造方法において、押出成形により、ハニカム成形体の長尺体を作製する際に用いる装置は、特に限定されるものではなく、例えば、単軸スクリュー式押出成形機、多軸スクリュー式押出成形機、プランジャー式成形機等が挙げられる。この中でも、プランジャー式成形機を特に好適に用いることができる。
本発明の実施形態のハニカム構造体の製造方法において、ハニカム成形体の乾燥に用いる乾燥機としては、特に限定されるものではなく、例えば、マイクロ波加熱乾燥機、熱風乾燥機、赤外線乾燥機等が挙げられる。これらは単独で用いてもよいし、複数組み合わせてもよい。
本発明の実施形態で製造するハニカム構造体の長手方向に対して垂直な断面の形状は、特に円形に限られるものではなく、矩形等、種々の形状とすることができるが、曲線のみ又は曲線と直線とで囲まれた形状であることが望ましい。
その具体例として、円形以外には、例えば、楕円形、長円形、レーストラック形、楕円形又は長円形等の単純閉曲線の一部が凹部を有する形状(concave形状)等を挙げることができる。
その具体例として、円形以外には、例えば、楕円形、長円形、レーストラック形、楕円形又は長円形等の単純閉曲線の一部が凹部を有する形状(concave形状)等を挙げることができる。
本発明の実施形態で製造するハニカム構造体の開口率の望ましい値は、下限が50%であり、上限が75%である。
上記開口率が50%未満では、ハニカム構造体に排ガスが流入出する際の圧力損失が大きくなる場合があり、75%を超えると、ハニカム構造体の強度が低下したりする場合がある。
上記開口率が50%未満では、ハニカム構造体に排ガスが流入出する際の圧力損失が大きくなる場合があり、75%を超えると、ハニカム構造体の強度が低下したりする場合がある。
本発明の実施形態で製造するハニカム構造体において、セル壁の厚さの望ましい下限は0.15mmである。0.15mm未満では、ハニカム構造体の強度が低下することがあるからである。
一方、上記セル壁の厚さの望ましい上限は0.4mmである。セル壁の厚さが0.4mmを超えると、セルの開口率及び/又は濾過面積が小さくなり、それに伴って圧力損失が増加することがある。
一方、上記セル壁の厚さの望ましい上限は0.4mmである。セル壁の厚さが0.4mmを超えると、セルの開口率及び/又は濾過面積が小さくなり、それに伴って圧力損失が増加することがある。
本発明の実施形態で製造するハニカム構造体において、セル密度は特に限定されず、望ましい下限は、23.3個/cm2(150個/in2)、望ましい上限は、93.0)個/cm2(600個/in2)、より望ましい下限は、31個/cm2(200個/in2)、より望ましい上限は、77.5個/cm2(500.0個/in2)である。
なお、上記セルの平面視形状については特に四角形に限定されず、例えば、三角形、六角形、八角形、十二角形、円形、楕円形、星型等の形状を挙げることができる。
上記ハニカム構造体には、必要に応じて、触媒を担持させてもよい。ハニカム構造体に担持させる触媒の種類は特に限定されるものでないが、例えば、貴金属元素、アルカリ金属元素、アルカリ土類金属元素、金属酸化物等が挙げられる。これらは、単独で用いてもよいし、2種以上併用してもよい。
上記貴金属元素としては、例えば、白金、パラジウム、ロジウム等が挙げられ、上記アルカリ金属元素としては、例えば、カリウム、ナトリウム等が挙げられ、上記アルカリ土類金属元素としては、例えば、バリウム等が挙げられる。また、上記金属酸化物としては、例えば、CeO2、K2O、ZrO2、FeO2、Fe2O3、CuO、CuO2、Mn2O3、MnO、組成式AnB1-nCO3(式中、0≦n≦1であり、AはLa、Nd、Sm、Eu、Gd又はYであり、Bはアルカリ金属又はアルカリ土類金属であり、CはMn、Co、Fe又はNi)で表される複合酸化物等が挙げられる。
上記触媒を担持させることにより、上記ハニカム構造体をハニカムフィルタとして再生処理に用いる際に、PMの燃焼温度を低下させることができる。
上記触媒を担持させることにより、上記ハニカム構造体をハニカムフィルタとして再生処理に用いる際に、PMの燃焼温度を低下させることができる。
また、上記触媒を担持させる場合には、ハニカム構造体の表面に高い比表面積のアルミナ膜を形成し、このアルミナ膜の表面に上記触媒を付与してもよい。
10 ハニカム構造体
11 セル
12 封止材
13 セル壁
11 セル
12 封止材
13 セル壁
Claims (3)
- 組成比が、Al2O3が40~60質量%、TiO2が30~50質量%、MgO及びSiO2の合計が1~15質量%であるチタン酸アルミニウム粉末を含む湿潤混合物を成形して、長手方向に多数のセルが並設された柱状のハニカム成形体を作製する成形工程と、
前記ハニカム成形体を1200~1700℃で焼成する焼成工程と
を行うことを特徴とするハニカム構造体の製造方法。 - 前記チタン酸アルミニウム粉末として、平均粒子径が3~50μmのチタン酸アルミニウムの粗粉末と、平均粒子径が0.1~3μmのチタン酸アルミニウムの微粉末とを用いる請求項1に記載のハニカム構造体の製造方法。
- 前記ハニカム成形体の各セルのいずれか一方の端部に封止材ペーストを充填する封止工程を行う請求項1又は2に記載のハニカム構造体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08739522A EP2261192A4 (en) | 2008-03-31 | 2008-03-31 | METHOD FOR PRODUCING A HONEYCOMB STRUCTURE |
| JP2010505194A JPWO2009122535A1 (ja) | 2008-03-31 | 2008-03-31 | ハニカム構造体の製造方法 |
| PCT/JP2008/056409 WO2009122535A1 (ja) | 2008-03-31 | 2008-03-31 | ハニカム構造体の製造方法 |
| US12/729,246 US20100216634A1 (en) | 2008-03-31 | 2010-03-23 | Method for manufacturing honeycomb structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2008/056409 WO2009122535A1 (ja) | 2008-03-31 | 2008-03-31 | ハニカム構造体の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/729,246 Continuation US20100216634A1 (en) | 2008-03-31 | 2010-03-23 | Method for manufacturing honeycomb structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009122535A1 true WO2009122535A1 (ja) | 2009-10-08 |
Family
ID=41134956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/056409 Ceased WO2009122535A1 (ja) | 2008-03-31 | 2008-03-31 | ハニカム構造体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20100216634A1 (ja) |
| EP (1) | EP2261192A4 (ja) |
| JP (1) | JPWO2009122535A1 (ja) |
| WO (1) | WO2009122535A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011008938A1 (en) * | 2009-07-15 | 2011-01-20 | E.I. Du Pont De Nemours And Company | Aluminium magnesium titanate composite ceramics |
| JP2011125776A (ja) * | 2009-12-16 | 2011-06-30 | Sumitomo Chemical Co Ltd | 触媒担体用多孔質セラミックス成形体の製造方法および触媒担体用多孔質セラミックス成形体 |
| JP2011526573A (ja) * | 2008-07-04 | 2011-10-13 | サン−ゴバン サントル ドゥ ルシェルシェ エ デトゥードゥ ユーロペン | チタン酸アルミニウム型の多孔質構造体を製造するための粒子混合物 |
| WO2012014684A1 (ja) * | 2010-07-28 | 2012-02-02 | 住友化学株式会社 | グリーン成形体 |
| WO2012014681A1 (ja) * | 2010-07-28 | 2012-02-02 | 住友化学株式会社 | グリーン成形体 |
| JP2012036079A (ja) * | 2010-07-14 | 2012-02-23 | Sumitomo Chemical Co Ltd | グリーン成形体、および、チタン酸アルミニウム焼成体の製造方法 |
| JPWO2014054169A1 (ja) * | 2012-10-05 | 2016-08-25 | イビデン株式会社 | ハニカム乾燥体の切断方法、及び、ハニカム構造体の製造方法 |
| JPWO2014054167A1 (ja) * | 2012-10-05 | 2016-08-25 | イビデン株式会社 | ハニカム成形体の乾燥方法、及び、ハニカム構造体の製造方法 |
| JP6041902B2 (ja) * | 2012-12-27 | 2016-12-14 | 住友化学株式会社 | ハニカムフィルタ及びその製造方法 |
| WO2018012564A1 (ja) * | 2016-07-14 | 2018-01-18 | イビデン株式会社 | ハニカム構造体及び該ハニカム構造体の製造方法 |
| CN109415274A (zh) * | 2016-07-05 | 2019-03-01 | 揖斐电株式会社 | 蜂窝结构体和蜂窝结构体的制造方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2009122539A1 (ja) * | 2008-03-31 | 2011-07-28 | イビデン株式会社 | ハニカム構造体 |
| JP4866889B2 (ja) * | 2008-09-26 | 2012-02-01 | 日本碍子株式会社 | ハニカム成形体の乾燥方法 |
| JP4774564B2 (ja) * | 2008-10-07 | 2011-09-14 | 住友化学株式会社 | チタン酸アルミニウム系セラミックス粉末の製造方法 |
| WO2013186922A1 (ja) | 2012-06-15 | 2013-12-19 | イビデン株式会社 | ハニカムフィルタ |
| WO2013186923A1 (ja) | 2012-06-15 | 2013-12-19 | イビデン株式会社 | ハニカムフィルタ |
| WO2014054159A1 (ja) | 2012-10-04 | 2014-04-10 | イビデン株式会社 | ハニカムフィルタ |
| JP6239304B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239303B2 (ja) * | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239305B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239306B2 (ja) * | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP6239307B2 (ja) | 2013-07-31 | 2017-11-29 | イビデン株式会社 | ハニカムフィルタ |
| JP7524245B2 (ja) * | 2022-03-31 | 2024-07-29 | 日本碍子株式会社 | 円柱状ハニカム焼成体の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138083A (ja) * | 1993-11-11 | 1995-05-30 | Toyota Motor Corp | 多孔質チタン酸アルミニウム焼結体の製造方法 |
| JPH08290963A (ja) * | 1995-04-21 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 低熱膨張材料及びそれを用いた排ガスフィルター |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5689844A (en) * | 1979-12-25 | 1981-07-21 | Asahi Glass Co Ltd | Ceramic honeycomb and its production |
| DE4339167B4 (de) * | 1992-11-20 | 2006-09-14 | Corning Inc. | Verfahren zur Herstellung von Cordieritkörpern |
| US6113829A (en) * | 1997-08-27 | 2000-09-05 | Corning Incorporated | Method of forming and shaping plasticized mixtures by low to moderate shear extrusion |
| US6764743B2 (en) * | 2001-05-01 | 2004-07-20 | Ngk Insulators, Ltd. | Porous honeycomb structure and process for production thereof |
| JP4945056B2 (ja) * | 2003-09-12 | 2012-06-06 | オーセラ株式会社 | 排ガス浄化触媒用ハニカム担体及びその製造方法 |
| JP2005269886A (ja) * | 2004-02-18 | 2005-09-29 | Tdk Corp | 円筒状磁石及びその製造方法 |
| JP2005270755A (ja) * | 2004-03-24 | 2005-10-06 | Ngk Insulators Ltd | ハニカム構造体及びその製造方法 |
| WO2007097004A1 (ja) * | 2006-02-24 | 2007-08-30 | Ibiden Co., Ltd. | 湿式混合機、湿式混合方法及びハニカム構造体の製造方法 |
| WO2007116529A1 (ja) * | 2006-04-11 | 2007-10-18 | Ibiden Co., Ltd. | 成形体切断装置、セラミック成形体の切断方法、及び、ハニカム構造体の製造方法 |
| WO2007122680A1 (ja) * | 2006-04-13 | 2007-11-01 | Ibiden Co., Ltd. | 押出成形機、押出成形方法及びハニカム構造体の製造方法 |
| WO2007129399A1 (ja) * | 2006-05-08 | 2007-11-15 | Ibiden Co., Ltd. | ハニカム構造体の製造方法、ハニカム成形体受取機及びハニカム成形体取出機 |
| US8974724B2 (en) * | 2006-11-29 | 2015-03-10 | Corning Incorporated | Aluminum titanate batch compositions and method |
| JP5267131B2 (ja) * | 2006-12-27 | 2013-08-21 | 日立金属株式会社 | チタン酸アルミニウム質セラミックハニカム構造体の製造方法 |
| WO2008120291A1 (ja) * | 2007-02-28 | 2008-10-09 | Ibiden Co., Ltd. | ハニカム構造体の製造方法 |
| EP2231552A2 (en) * | 2007-11-05 | 2010-09-29 | Corning Incorporated | Low expansion cement compositions for ceramic monoliths |
| WO2009066388A1 (ja) * | 2007-11-21 | 2009-05-28 | Ibiden Co., Ltd. | ハニカム構造体及びハニカム構造体の製造方法 |
| WO2009101682A1 (ja) * | 2008-02-13 | 2009-08-20 | Ibiden Co., Ltd. | ハニカム構造体、排ガス浄化装置、及び、ハニカム構造体の製造方法 |
| WO2009101683A1 (ja) * | 2008-02-13 | 2009-08-20 | Ibiden Co., Ltd. | ハニカム構造体の製造方法 |
| WO2009101691A1 (ja) * | 2008-02-14 | 2009-08-20 | Ibiden Co., Ltd. | ハニカム構造体 |
| WO2009118813A1 (ja) * | 2008-03-24 | 2009-10-01 | イビデン株式会社 | ハニカム構造体及びハニカム構造体の製造方法 |
| WO2009118862A1 (ja) * | 2008-03-27 | 2009-10-01 | イビデン株式会社 | ハニカム構造体の製造方法 |
| JPWO2009122539A1 (ja) * | 2008-03-31 | 2011-07-28 | イビデン株式会社 | ハニカム構造体 |
| WO2009122532A1 (ja) * | 2008-03-31 | 2009-10-08 | イビデン株式会社 | ハニカム構造体 |
| JPWO2009122534A1 (ja) * | 2008-03-31 | 2011-07-28 | イビデン株式会社 | ハニカム構造体 |
| WO2009122538A1 (ja) * | 2008-03-31 | 2009-10-08 | イビデン株式会社 | ハニカム構造体 |
-
2008
- 2008-03-31 WO PCT/JP2008/056409 patent/WO2009122535A1/ja not_active Ceased
- 2008-03-31 EP EP08739522A patent/EP2261192A4/en not_active Withdrawn
- 2008-03-31 JP JP2010505194A patent/JPWO2009122535A1/ja active Pending
-
2010
- 2010-03-23 US US12/729,246 patent/US20100216634A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138083A (ja) * | 1993-11-11 | 1995-05-30 | Toyota Motor Corp | 多孔質チタン酸アルミニウム焼結体の製造方法 |
| JPH08290963A (ja) * | 1995-04-21 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 低熱膨張材料及びそれを用いた排ガスフィルター |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2261192A4 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011526573A (ja) * | 2008-07-04 | 2011-10-13 | サン−ゴバン サントル ドゥ ルシェルシェ エ デトゥードゥ ユーロペン | チタン酸アルミニウム型の多孔質構造体を製造するための粒子混合物 |
| WO2011008938A1 (en) * | 2009-07-15 | 2011-01-20 | E.I. Du Pont De Nemours And Company | Aluminium magnesium titanate composite ceramics |
| JP2011125776A (ja) * | 2009-12-16 | 2011-06-30 | Sumitomo Chemical Co Ltd | 触媒担体用多孔質セラミックス成形体の製造方法および触媒担体用多孔質セラミックス成形体 |
| JP2012036079A (ja) * | 2010-07-14 | 2012-02-23 | Sumitomo Chemical Co Ltd | グリーン成形体、および、チタン酸アルミニウム焼成体の製造方法 |
| WO2012014684A1 (ja) * | 2010-07-28 | 2012-02-02 | 住友化学株式会社 | グリーン成形体 |
| WO2012014681A1 (ja) * | 2010-07-28 | 2012-02-02 | 住友化学株式会社 | グリーン成形体 |
| JPWO2014054169A1 (ja) * | 2012-10-05 | 2016-08-25 | イビデン株式会社 | ハニカム乾燥体の切断方法、及び、ハニカム構造体の製造方法 |
| JPWO2014054167A1 (ja) * | 2012-10-05 | 2016-08-25 | イビデン株式会社 | ハニカム成形体の乾燥方法、及び、ハニカム構造体の製造方法 |
| JP6041902B2 (ja) * | 2012-12-27 | 2016-12-14 | 住友化学株式会社 | ハニカムフィルタ及びその製造方法 |
| CN109415274A (zh) * | 2016-07-05 | 2019-03-01 | 揖斐电株式会社 | 蜂窝结构体和蜂窝结构体的制造方法 |
| WO2018012564A1 (ja) * | 2016-07-14 | 2018-01-18 | イビデン株式会社 | ハニカム構造体及び該ハニカム構造体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009122535A1 (ja) | 2011-07-28 |
| EP2261192A1 (en) | 2010-12-15 |
| US20100216634A1 (en) | 2010-08-26 |
| EP2261192A4 (en) | 2011-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009122535A1 (ja) | ハニカム構造体の製造方法 | |
| KR100882767B1 (ko) | 허니컴 구조체 및 그 제조 방법 | |
| EP1977809B1 (en) | Honeycomb filter | |
| EP1974792B1 (en) | Honeycomb filter | |
| EP1974795B1 (en) | Honeycomb filter | |
| EP1977813B1 (en) | Honeycomb filter | |
| WO2009122539A1 (ja) | ハニカム構造体 | |
| EP1974813B1 (en) | Honeycomb structured body | |
| WO2008032390A1 (fr) | Procédé de production d'une structure en nid d'abeille | |
| JP5260982B2 (ja) | ハニカムフィルタ | |
| US20150071829A1 (en) | Honeycomb filter, exhaust gas purifying apparatus, and method for purifying exhaust gas | |
| EP2366677A1 (en) | Honeycomb structured body | |
| JP2006096634A (ja) | 多孔質セラミック体 | |
| JP5199618B2 (ja) | ハニカム構造体の製造方法 | |
| JP5856793B2 (ja) | チタン酸アルミニウム質ハニカム構造体 | |
| WO2009122536A1 (ja) | ハニカム構造体の製造方法 | |
| WO2009122537A1 (ja) | ハニカム構造体の製造方法 | |
| KR20090106483A (ko) | 탄화 규소를 기초로 한 다공성 구조물을 얻는 방법 | |
| CN112569923A (zh) | 复合氧化物催化剂、多孔质复合体以及复合氧化物催化剂的制造方法 | |
| EP2329874A1 (en) | Honeycomb filter and exhaust gas purifying apparatus | |
| JP2011224538A (ja) | ハニカムフィルタ及び排ガス浄化装置 | |
| US11071937B2 (en) | Ceramic porous body and method for producing the same, and dust collecting filter | |
| JP2008303133A (ja) | 炭化ケイ素焼成用原料の製造方法、及び、ハニカム構造体の製造方法 | |
| JP2009113995A (ja) | ハニカム構造体の製造方法、及び、ハニカム焼成体用原料組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08739522 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008739522 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010505194 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |