WO2009138493A1 - Block copolymers obtained using raft - Google Patents
Block copolymers obtained using raft Download PDFInfo
- Publication number
- WO2009138493A1 WO2009138493A1 PCT/EP2009/055924 EP2009055924W WO2009138493A1 WO 2009138493 A1 WO2009138493 A1 WO 2009138493A1 EP 2009055924 W EP2009055924 W EP 2009055924W WO 2009138493 A1 WO2009138493 A1 WO 2009138493A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ethylenically unsaturated
- block
- unsaturated monomer
- mol
- monomer unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/38—Polymerisation using regulators, e.g. chain terminating agents, e.g. telomerisation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F293/00—Macromolecular compounds obtained by polymerisation on to a macromolecule having groups capable of inducing the formation of new polymer chains bound exclusively at one or both ends of the starting macromolecule
- C08F293/005—Macromolecular compounds obtained by polymerisation on to a macromolecule having groups capable of inducing the formation of new polymer chains bound exclusively at one or both ends of the starting macromolecule using free radical "living" or "controlled" polymerisation, e.g. using a complexing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/003—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/006—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to block copolymers containing at least one sequence of polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D151/00—Coating compositions based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Coating compositions based on derivatives of such polymers
- C09D151/003—Coating compositions based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Coating compositions based on derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D153/00—Coating compositions based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Coating compositions based on derivatives of such polymers
Definitions
- This invention relates to a process for preparing an aqueous coating composition
- an aqueous coating composition comprising a block copolymer and a polymer where the composition is preferably suitable for application to alkyd or wood surfaces for improved adhesion thereto, especially improved wet adhesion and in particular improved wet adhesion to aged alkyd or weathered wood surfaces.
- An alkyd surface is obtained when for example an alkyd containing composition such as a paint is applied to any substrate to give an alkyd containing coating.
- An aged alkyd surface is obtained when for example an alkyd paint is applied to a surface which is allowed to age under specified conditions such as for example allowing the alkyd film to dry for a day or a week at ambient conditions, then age it at elevated temperatures for a fixed period of time (e.g. 24 hours at 1 10 0 F or 1 week at 80 0 C), and then leave it for at least a day or a week at ambient conditions.
- the term 'ambient conditions' denotes a relative humidity of 50% ⁇ 5%, an air flow less than or equal to 0.1 m/s; and an 'ambient temperature' which herein denotes 23 0 C ⁇ 2°.
- a weathered wood surface is a wood surface exposed to outdoor conditions for a period of time.
- a freshly cut wood surface is usually smooth while a weathered wood surface is rough and more porous and furthermore the weathering tends to produce cracks in the wood.
- unpainted wood is exposed to UV radiation during the exposure to outdoor conditions which may causes chemical and physical change in the structure of the wood. It is well known that the surface of an alkyd based coating is polar in nature and that upon ageing, due to the influence of UV light and moisture, this polarity increases in time. The presence of these polar groups enables wetting and as such creates a favourable condition for strong adhesion.
- the dry adhesion to an aged alkyd surface is generally good but the adhesion under wet condition or high relative humidity is generally not good.
- good adhesion is meant good adhesion under both dry and humid or wet conditions. This so-called wet adhesion is an important requirement for paint systems in the joinery and decorative market segments.
- the prior art describes the use of functional groups to achieve wet adhesion to aged alkyd surfaces.
- Improved wet adhesion to aged alkyd coatings is typically achieved by using cyclic ureido compounds such as described in GB 2086917, US 4104220, US 4151 142, EP 1 167356, US 5496907, US 6031041 , WO 97/49676, WO 97/49685, WO 97/49686 and WO 97/49687.
- cyclic ureido compounds such as described in GB 2086917, US 4104220, US 4151 142, EP 1 167356, US 5496907, US 6031041 , WO 97/49676, WO 97/49685, WO 97/49686 and WO 97/49687.
- the functional groups at the alkyd surface give this surface a slight negative charge and the interaction of this slightly negative surface with cyclic ureido groups gives improved wet adhesion to aged alkyd surface.
- N-functional compounds have also been used to achieve wet adhesion to aged alkyds.
- the use of diacetone diacrylamide in combination with adipic acid dihydrazide to improve wet adhesion has been described in US 4176103.
- the combination of acetoacetoxy ethylmethacrylate and dimethylaminoethyl methacrylate has been described in US 5661212.
- the reaction of carboxylic acids groups of polymer latexes with aziridines has been described in US 3261796. However, aziridines are toxic and their use is preferably being avoided.
- a disadvantage of monomers bearing wet-adhesion promoting functional groups is that these monomers are often expensive and tend to have a negative effect on the water resistance of the coating as a result of their high water-solubility.
- a significant amount of adhesion promoting monomers is polymerised in the aqueous phase. Due to this inhomogeneous incorporation the efficiency of the expensive adhesion promoting monomers is strongly reduced, and consequently the level of adhesion of the binder to an aged alkyd or weathered wood substrate may be insufficient.
- the amount of adhesion promoting monomers can be increased, however, this is considered undesirable from an economical point of view and can furthermore be detrimental to the final film properties of the binder in terms of for example increased water-sensitivity.
- the adhesion to sanded aged alkyd substrate is generally quite good but it is desirable to eliminate the laborious sanding step to reduce cost. All in all, it is highly desirable to achieve good adhesion to unsanded aged alkyd substrates, especially under wet condition or high relative humidity.
- Another problem often encountered in the preparation of conventional waterbome copolymers is that the level of control over the polymer chain architecture and chain composition is often insufficient to attain the desired final application properties. For example, it may sometimes be desirable to have an adhesion promoting functionality in only one segment of a polymer and to have a different functionality in another segment of the polymer, such as for example a pigment wetting functionality.
- WO03/055919 discloses a method for preparing an aqueous dispersion of polymer particles comprising preparing a dispersion having a continuous aqueous phase, a dispersed organic phase comprising one or more ethylenically unsaturated monomers, and an amphiphilic RAFT agent as a stabiliser for said organic phase, and polymerising said one or more ethylenically unsaturated monomers under the control of said amphiphilic RAFT agent to form said aqueous dispersion of polymer particles.
- WO06/037161 discloses composite hetreogeneous particles which comprise polymeric outer shell at their surface surrounding a core, the polymeric shell being obtained by polymerising ethylenically unsaturated monomers using a RAFT agent. The particles encapsulate material within the core.
- Example 1 1 of this document describes (page 88, line 25 to 26) a paint with these particles which is coated onto a paper card (Leneta chart).
- AAEM acetoacetoxyethyl methacrylate
- RAFT reversible addition-fragmentation chain transfer
- block copolymers comprising one block having a specific concentration of adhesion promoting monomers and one block having a hydrophilic character.
- RAFT reversible addition-fragmentation chain transfer
- RAFT polymerisation performed in for example a homogeneous solution avoids the undesirable homopolymerisation of adhesion promoting monomers with a high water solubility and provides the possibility to fully control the polymer chain composition and the chain architecture of water-based polymers.
- [A][B] type of block copolymer followed by preparing polymer P, the above problems may be mediated, and waterbome polymer compositions having the desired combination of application properties like for example good resistances, good pigment wetting and good dry and wet adhesion to alkyd or wood substrates and in particular good wet adhesion to aged alkyd and or weathered wood substrates can be obtained.
- An aspect of the present invention relates to aqueous compositions that are capable of being applied to an alkyd, aged alkyd, wood or weathered wood substrate to form a coating thereon and a process for obtaining such compositions (which are also referred to herein as aqueous wood or alkyd coating compositions). It is an object of the present invention to address some or all of the problems described herein. It is a preferred object of one embodiment of the invention to provide compositions that adhere to substrates (preferably wood and/or alkyd substrates) to a comparable extent (preferably rated the same in the tests herein) when wet to that when dry. Wet adhesion may be tested as described herein and dry adhesion may be tested analogously omitting the wetting.
- a process for preparing an aqueous coating composition comprising a block copolymer and a polymer P; wherein the block copolymer comprises at least blocks [A] x [B] y , where at least block [A] is obtained by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer (RAFT) mechanism in the presence of a control agent and a source of free radicals; wherein block [A] comprises: i) 0 to 50 mol% of ethylenically unsaturated monomer unit bearing adhesion promoting functional group(s); ii) 20 to 100 mol % of ethylenically unsaturated monomer unit bearing water-dispersing functional group(s); iii) 0 to 50 mol % of ethylenically unsaturated monomer selected from: C 1 - I8 hydrocarbo (meth)acrylate
- Preferably block [A] is obtained and/or obtainable by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer mechanism in solution in the presence of a control agent and a source of free radicals.
- the average degree of polymerisation x is determined by the total molar amount of monomers in block [A] (or [B]) divided by the total molar amount of control (RAFT) agent.
- the compositions of the invention are coating compositions capable of being applied to alkyd or wood substrates to from a coating thereon.
- the resultant coatings of the invention exhibit good wet adhesion (e.g. are rated 4 or 5 in the scrub resistance test described herein measure when wet) and/or the coatings have a dry and wet adhesion which is comparable (i.e. are rated substantially the same in the scrub resistance test performed under dry conditions as when wet).
- the alkyd is an aged alkyd.
- New (or not aged) alkyd and aged alkyd are denoted herein as (aged) alkyd.
- the wood is weathered wood.
- Fresh and weathered wood are denoted herein as (weathered) wood.
- the block copolymer [A] x [B] y and polymer P are both obtained from ethylenically unsaturated monomers (vinyl monomers) and may therefore also be called a vinyl block copolymer and a vinyl polymer.
- integer x is in the range of from 4 to 50 and more preferably 5 to 40.
- integer y is the range of from 5 to 500, more preferably 10 to 300 and most preferably 15 to 200.
- the y : x ratio is in the range of from 55:45 to 99:1 , more preferably in the range of from 65:35 to 95:5 and most preferably in the range of from 70:30 to 90:10.
- the advantage of having such a y : x ratio for block [A] to block [B] is the provision of a good balance between water-dispersability of the block copolymer and the coating performance in terms of good wet adhesion properties and or low water sensitivity that is desired for outdoor coatings.
- the block copolymer obtained by the process of the invention comprises in the range of from 2 to 50 wt%, more preferably 4 to 40 wt% and especially 5 to 35 wt% of block [A] based on the weight of blocks [A] and [B].
- the composition obtained by the process of the invention comprises in the range of from 0.5 to 65 wt%, more preferably 1 to 50 wt%, even more preferably 2 to 35 wt%, especially 3 to 30 wt% and most preferably 4 to 25 wt% of blocks [A] x [B] y together, based on the weight of blocks [A] x [B] y and polymer P.
- the wt% of the block copolymer [A] x [B] y , based on the total amount of block coplymer and polymer P is preferably within the specified boundaries to maintain optimal balance between desired level of activity of the block copolymer within the coating (in terms of sufficient adhesion to (aged) alkyd and or (weathered) wood surfaces); and good overall coating performance properties provided by polymer P (in terms of for example film formation, stain resistances and mechanical properties).
- the amount of block copolymer is higher than 65 wt%, the coating becomes more water-sensitive and might show reduced mechanical properties.
- compositions of the invention substantially comprise substantially homogeneous polymer particles, for example where the material at the particle surface is substantially the same as the material in the bulk (interior) of the particle.
- composition is substantially free of hetreogeneous particles for example is substantialy free of core shell particles in which the material forming the surface of the particle is different from the bulk (interior) of particle, especially where said surface substantially comprises polymers obtained from one or more ethylenically unsaturated monomers under conrol of a RAFT agent.
- boundary value is included in each range for each parameter. All combinations of minimum and maximum values of the parameters described herein may be used to define the parameter ranges for various embodiments and preferences of the invention.
- the total sum of any quantities expressed herein as percentages cannot (allowing for rounding errors) exceed 100%.
- the sum of all components of which the composition of the invention (or part(s) thereof) comprises may, when expressed as a weight (or other) percentage of the composition (or the same part(s) thereof), total 100% allowing for rounding errors.
- the sum of the percentage for each of such components may be less than 100% to allow a certain percentage for additional amount(s) of any additional component(s) that may not be explicitly described herein.
- plural forms of the terms herein for example monomer, polymer, control agent, initiator and/or block) are to be construed as including the singular form and vice versa.
- chemical terms (other than IUPAC names for specifically identified compounds) which comprise features which are given in parentheses - such as (alkyl)acrylate, (meth)acrylate and/or (co)polymer - denote that that part in parentheses is optional as the context dictates, so for example the term (meth)acrylate denotes both methacrylate and acrylate.
- Optional substituent' and/or Optionally substituted' as used herein signifies the one or more of following groups (or substitution by these groups): carboxy, sulpho, sulphonyl, formyl, hydroxy, amino, imino, nitrilo, mercapto, cyano, nitro, methyl, methoxy and/or combinations thereof.
- These optional groups include all chemically possible combinations in the same moiety of a plurality (preferably two) of the aforementioned groups (e.g. amino and sulphonyl if directly attached to each other represent a sulphamoyl group).
- Preferred optional substituents comprise: carboxy, sulpho, hydroxy, amino, mercapto, cyano, methyl, halo, trihalomethyl and/or methoxy, more preferred being methyl, hydroxyl and cyano.
- hydrocarbo group' denotes any univalent or multivalent moiety (optionally attached to one or more other moieties) which consists of one or more hydrogen atoms and one or more carbon atoms and may comprise one or more saturated, unsaturated and/or aromatic moieties.
- Hydrocarbo groups may comprise one or more of the following groups.
- Hydrocarbyl groups comprise univalent groups formed by removing a hydrogen atom from a hydrocarbon (for example alkyl).
- Hydrocarbylene groups comprise divalent groups formed by removing two hydrogen atoms from a hydrocarbon, the free valencies of which are not engaged in a double bond (for example alkylene).
- Hydrocarbylidyne groups comprise trivalent groups (which may be represented by "RC ⁇ "), formed by removing three hydrogen atoms from the same carbon atom of a hydrocarbon the free valencies of which are engaged in a triple bond (for example alkylidyne).
- Hydrocarbo groups may also comprise saturated carbon to carbon single bonds (e.g. in alkyl groups); unsaturated double and/or triple carbon to carbon bonds (e.g. in respectively alkenyl and alkynyl groups); aromatic groups (e.g. in aryl groups) and/or combinations thereof within the same moiety and where indicated may be substituted with other functional groups
- 'alkyl' or its equivalent e.g. 'alk'
- any other hydrocarbo group such as those described herein (e.g. comprising double bonds, triple bonds, aromatic moieties (such as respectively alkenyl, alkynyl and/or aryl) and/or combinations thereof (e.g. aralkyl) as well as any multivalent hydrocarbo species linking two or more moieties (such as bivalent hydrocarbylene radicals e.g. alkylene).
- Any radical group or moiety mentioned herein may be a multivalent or a monovalent radical unless otherwise stated or the context clearly indicates otherwise (e.g. a bivalent hydrocarbylene moiety linking two other moieties). However where indicated herein such monovalent or multivalent groups may still also comprise optional substituents.
- a group which comprises a chain of three or more atoms signifies a group in which the chain wholly or in part may be linear, branched and/or form a ring (including spiro and/or fused rings).
- the total number of certain atoms is specified for certain substituents for example C ⁇ hydrocarbo, signifies a organo moiety comprising from 1 to N carbon atoms.
- substituents may replace any H and/or may be located at any available position on the moiety which is chemically suitable and/or effective.
- any of the organo groups listed herein comprise from 1 to 36 carbon atoms, more preferably from 1 to 18. It is particularly preferred that the number of carbon atoms in a hydrocarbo group is from 1 to 12, especially from 1 to 10 inclusive, for example from 1 to 4 carbon atoms.
- the substituents on the repeating unit of the polymer and/or block copolymer may be selected to improve the compatibility of the materials with the polymers and/or resins in which they may be formulated and/or incorporated for the uses described herein.
- the size and length of the substituents may be selected to optimise the physical entanglement or interlocation with the resin or they may or may not comprise other reactive entities capable of chemically reacting and/or crosslinking with such other resins as appropriate.
- a block copolymer is understood to be a copolymer comprising at least two successive sections of blocks of monomer unit s of different chemical constitutions.
- the block copolymers of the invention can therefore be diblock, triblock or multiblock copolymers.
- Block copolymers may be linear, branched, star or comb like, and have structures like [A][B], [A][B][A], [A][B][C], [A][B][A][B], [A][B][C][B] etc.
- the block copolymer is a linear diblock copolymer of structure [A][B], or a linear triblock copolymer of structure [A][B][A].
- Block copolymers may have multiple blocks [A], [B] and optionally [C] in which case the block copolymer is represented as for example [A] x [B] y or [A] x [B] y [C] z , where x, y and z are the degrees of polymerisation (DP) of the corresponding blocks [A], [B] or [C].
- DP degrees of polymerisation
- any of the blocks in the block copolymer could be either a homopolymer, meaning only one type of monomer, or a copolymer, meaning more than one type of monomer.
- the composition could be either random or gradient like, depending on the processing conditions used.
- a block with a gradient composition is understood to be a block having a continuously changing monomer composition along the block.
- the block copolymer may be oligomeric comprising only a few repeat unit s (such as up to 10) where typically any change in the number of repeat unit s may significantly effect the overall properties of the oligomer.
- the block copolymer may be a polymer with many more repeat unit s in which typically a small change in the number of repeat unit s in the polymer has little or no effect on the polymer's properties.
- controlled radical polymerisation is to be understood as a specific radical polymerisation process, also denoted by the term of “living radical polymerisation”, in which use is made of control agents, such that the block copolymer chains being formed are functionalised by end groups capable of being reactivated in the form of free radicals by virtue of reversible transfer or reversible termination reactions.
- RAFT reversible addition-fragmentation chain transfer
- MADIX xanthates
- Additional-fragmentation is a two-step chain transfer mechanism wherein a radical addition is followed by fragmentation to generate a new radical species.
- the end of the growing block is provided with a specific functionality that controls the growth of the block by means of reversible free radical deactivation.
- the functionality at the end of the block is of such a nature that it can reactivate the growth of the block in a second and/or third stage of the polymerization process with other ethylenically unsaturated monomers providing a covalent bond between for example a first and second block [A] and [B] and with any further optional blocks.
- the block copolymer is obtained from a controlled radical polymerisation process employing as a control agent, a reversible transfer agent.
- Reversible transfer agents may be one or more compounds selected from the group consisting of dithioesters, thioethers-thiones, trithiocarbonates, dithiocarbamates, xanthates and mixtures thereof.
- Reversible transfer agents also include symmetrical transfer agents.
- An example is a dibenzyltrithiocarbonate such as Control agents of the xanthate type have low transfer constants in the polymerisation of styrenes and in particular methacrylate type monomers which may result in a higher polydispersity and/or poor chain growth control of the resultant polymers and may be considered as less effective RAFT control agents, although the actual mechanism involved is similar to the reversible-addition fragmentation chain transfer (RAFT) mechanism described in WO98/01478.
- Reversible transfer agents of the dithioester type like for example benzyl dithiobenzoate derivatives are generally considered as having a high transfer constant and being more effective RAFT control agents.
- Transfer constants are descibed in WO98/01478.
- the block copolymer is obtained from a controlled radical polymerisation process employing a control agent having a group with formula
- the block copolymer is obtained from a controlled radical polymerisation process employing xanthates and/or dibenzyltrithiocarbonate.
- control agents for use in RAFT do not include diphenylethylene, which although it is a control agent can not be used as a RAFT control agent, i.e. for a RAFT polymerisation mechanism.
- component i) may comprise ethylenically unsaturated monomer unit s (usually d-i 8 alkyl (meth)acrylates or C 1 18 alkyl (meth)acrylamides) bearing adhesion promoting functional groups such as acetoacetoxyethyl (meth)acrylate (AAE(M)A), 2-aminoethyl (meth)acrylate, N,N-diethylamino
- ethylenically unsaturated monomer unit s usually d-i 8 alkyl (meth)acrylates or C 1 18 alkyl (meth)acrylamides
- adhesion promoting functional groups such as acetoacetoxyethyl (meth)acrylate (AAE(M)A), 2-aminoethyl (meth)acrylate, N,N-diethylamino
- (meth)acrylate dimethylaminoethyl (meth)acrylate (DMAE(M)A), dimethylaminopropyl (meth)acrylate (DMAP(M)A), 3-dimethylamino-2,2-dimethylpropyl-1-(meth)acrylate, 2-t-butylaminoethyl methacrylate, 2-N-morpholinoethyl (meth)acrylate, 2-N-piperidinoethyl (meth)acrylate, N-(3-dimethylaminopropyl) (meth)acrylamide, N-(3-dimethylamino-2,2-dimethylpropyl) (meth)acrylamide, N-dimethylaminoethyl
- the ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups are selected from the group consisting of acetoacetoxy functional monomers, tertiary amine functional monomers, carbonyl functional acrylamide monomers, iminated monomers (acid functional monomers iminated after polymerisation), ureido functional monomers, ureido allyl functional monomers and mixtures thereof.
- the ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups are selected from the group consisting of N-(2-methacrylamidoethyl) ethylene urea, N-(2-methacryloyloxyethyl) ethylene urea, AAEMA, DMAEMA and DAAM.
- block [A] comprises 0 to 35 mol%, more preferably 0 to 25 mol% of component i).
- block [B] comprises 5 to 50 mol%, more preferably 7 to
- polymer P comprises 0 to 3 wt%, more preferably 0 wt% of component i).
- component ii) may comprise ethylenically unsaturated monomer unit s bearing non-ionic, ionic or potentially ionic water-dispersing functional groups.
- the water-dispersing functional groups bearing ionic or potentially ionic functional groups need to be in their dissociated (i.e. salt) form to effect their water-dispersing action. If they are not dissociated they are considered as potential ionic groups which become ionic upon dissociation.
- the ionic water-dispersing groups are preferably fully or partially in the form of a salt in the final composition of the invention.
- Ionic or potentially ionic water-dispersing groups include cationic water-dispersing groups such as basic amine groups, quaternary ammonium groups, and anionic water-dispersing groups such as acid groups, for example phosphoric acid groups, sulphonic acid groups, and carboxylic acid groups.
- anionic water-dispersing groups such as acid groups, for example phosphoric acid groups, sulphonic acid groups, and carboxylic acid groups.
- any ionic water-dispersing groups are anionic water-dispersing groups.
- Preferred ethylenically unsaturated monomer unit s bearing ionic or potentially ionic water-dispersing functional groups include (meth)acrylic acid, itaconic acid, maleic acid, ⁇ -carboxyethyl acrylate, monoalkyl maleates (for example monomethyl maleate and monoethyl maleate), citraconic acid, styrenesulphonic acid, sodium styrenesulphonate, vinylbenzylsulphonic acid, vinylsulphonic acid, sodium vinylsulphonate, acryloyloxyalkyl sulphonic acids (for example acryloyloxymethyl sulphonic acid), 2-acrylamido-2-alkylalkane sulphonic acids (for example 2-acrylamido-2-methylpropanesulphonic acid (AMPS)), 2-methacrylamido-2-alkylalkane sulphonic acids (for example 2-methacrylamido-2-methylethanesulphonic acid), mono(acryloyloxy
- Ethylenically unsaturated monomer unit s bearing water-dispersing functional groups may also include ethylenically unsaturated monomer unit s bearing non-ionic water-dispersing groups such as pendant polyoxyalkylene groups, more preferably polyoxyethylene groups such as methoxy(polyethyleneoxide (meth)acrylate), hydroxy polyethylene glycol (meth)acrylates, alkoxy polypropylene glycol (meth)acrylates and hydroxy polypropylene glycol (meth)acrylates, preferably having a number average molecular weight of from 350 to 3000 g/mol.
- Examples of such ethylenically unsaturated monomers which are commercially available include ⁇ -methoxypolyethylene glycol (meth)acrylate.
- Other vinyl monomers which are considered as being water-dispersing are acrylamide and N,N-alkyl(meth)acrylamides such as N,N-dimethylacrylamide and N,N-diethylacrylamide.
- ethylenically unsaturated monomer unit s bearing water-dispersing functional groups are selected from the group consisting of ionic water-dispersing or potentially ionic water-dispersing functional groups with a pKa ⁇ 4.5, non-ionic water-dispersing groups and mixtures thereof.
- component (ii) (which can be considered the hydrophillic component) does not comprise acrylamide.
- ethylenically unsaturated monomer unit s bearing water- dispersing or potentially water-dispersing functional groups with a pKa ⁇ 4.5 examples include AMPS, phosphated hydroxyethyl (meth)acrylate and sodium styrene sulfonate (NaSS).
- component ii) is selected from (meth)acrylic acid and/or
- block [A] comprises 50 to 100 mol%, more preferably 75 to
- Preferably block [B] comprises 0 to 10 mol%, more preferably 0 to 7 mol% and especially 1 to 5 mol% of component ii).
- polymer P comprises 0 to 3 wt% and more preferably 0 wt% of component ii).
- component iii) may comprise optionally substituted monomers such as Ci-i 8 hydrocarbo (meth)acrylates, C 1-18 hydrocarbo acrylamide and/or styrenic monomers More conveniently component iii) may comprise: styrene , ⁇ -methyl styrene, t-butyl styrene, chloromethyl styrene, esters of acrylic and/or methacrylic acid(s), represented by Formula 1
- R 5 is H or methyl and R 4 is optionally substituted Cr 18 hydrocarbyl (e.g alkyl, cycloalkyl, aryl and/or (alkyl)aryl) and/or optionally substituted Cr 18 hydrocarbyl
- esters of Formula 1 are also known as acrylic monomers.
- component iii) may comprise monomers selected from the group consisting of: styrene, ⁇ -methylstyrene, t-butyl styrene, chloromethyl styrene, optionally substituted Cr 18 alkyl, (meth)acrylate(s), optionally substituted C 3 - 18 cycloalkyl (meth)acrylate(s), optionally substituted C 3 - 18 aryl (meth)acrylate(s), optionally substituted C 4 - is (alkyl)aryl) (meth)acrylate(s), hydrophobic acrylic monomers (such as side-chain crystallisable monomers), optionally substituted Cr 18 alkyl acrylamide, optionally substituted C 3 - 18 cycloalkyl acrylamide, optionally substituted C 3 - 18 aryl acrylamide, optionally substituted C 4 - 18 (alkyl)aryl) acrylamide and mixtures thereof.
- Usefully component iii) may comprise monomers selected from the group consisting of: styrene, ⁇ -methylstyrene, t-butyl styrene, chloromethyl styrene, methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate (all isomers), butyl (meth)acrylate (all isomers), 2-ethylhexyl (meth)acrylate, isodecyl (meth)acrylate, lauryl (meth)acrylate, tridecyl (meth)acrylate, isobomyl (meth)acrylate, dicyclopentenyloxymethyl (meth)acrylate, benzyl (meth)acrylate, 2-phenoxyethyl (meth)acrylate, 3,3,5-trimethyl-cyclohexyl (meth)acrylate, p-methylphenyl (meth)acrylate, 1-naph
- the monomers are selected from styrene, and the group of C 1 to C 12 , more preferably C 1 to C 8 alkyl (meth)acrylate monomers including methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate (all isomers), butyl (meth)acrylate (all isomers) and 2-ethylhexyl (meth)acrylate.
- block [A] comprises 0 to 35 mol% and more preferably 0 to 25 mol% of component iii).
- block [B] comprises 40 to 90 mol% and more preferably 50 to 85 mol% of component iii).
- polymer P comprises 60 to 100 wt% and more preferably
- component iv) may comprise diene monomers such as 1 ,3-butadiene and isoprene; vinyl toluene, divinyl benzene; vinyl monomers such as acrylonitrile, methacrylonitrile; vinyl halides such as vinyl chloride; vinylidene halides such as vinylidene chloride; vinyl esters such as vinyl acetate, vinyl propionate, vinyl laurate; vinyl esters of versatic acid such as VEOVATM 9 and VEOVATM 10 (VEOVATM is a trademark of Resolution); heterocyclic vinyl compounds; alkyl esters of mono-olefinically unsaturated dicarboxylic acids such as di-n-butyl maleate and di-n-butyl fumarate; amides of unsaturated carboxylic acids such as N-alkyl(meth)acrylamides that are different from those of components i) to iii).
- diene monomers such as 1 ,3-butadiene and iso
- component iv) may also include ethylenically unsaturated monomers (usually CrCi 2 alkyl (meth)acrylates) bearing crosslinking functional groups like hydroxyl, silane, maleic, epoxy, unsaturated fatty acid,
- ethylenically unsaturated monomers usually CrCi 2 alkyl (meth)acrylates
- crosslinking functional groups like hydroxyl, silane, maleic, epoxy, unsaturated fatty acid
- (meth)acryloyl or (meth)allyl functional groups examples of which include hydroxyalkyl (meth)acrylates such as hydroxyethyl (meth)acrylate (HE(M)A), 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate and their modified analogues like Tone M-100 (Tone is a trademark of Union Carbide Corporation), methacryloxypropyltrimethoxysilane, maleic anhydride, glycidyl (meth)acrylate, allyl (meth)acrylate, and/or mixtures thereof.
- hydroxyalkyl (meth)acrylates such as hydroxyethyl (meth)acrylate (HE(M)A), 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate and their modified analogues like Tone M-100 (Tone is a trademark of Union Carbide Corporation), methacryloxypropyltrimethoxysilane, male
- Preferred monomers suitable for crosslinking include for example hydroxyalkyl (meth)acrylates, glycidyl (meth)acrylates.
- block [A] comprises 0 to 30 mol%, more preferably 0 to 25 mol% and most preferably 0 to 20 mol% of component iv).
- block [B] comprises 0 to 30 mol%, more preferably 0 to
- polymer P comprises 0 to 20 wt%, more preferably 0 to 10 wt% and most preferably 0 to 5 wt% of component iv).
- the weight average molecular weights (Mw) or number average molecular weights (Mn) of the block copolymer may be determined by using gel permeation chromatography (GPC).
- the number average molecular weight (Mn) of block [A] is in the range of from 200 to 40,000 g/mol, more preferably from 500 to 20,000 g/mol, most preferably from 700 to 10,000 g/mol, and especially preferred from 700 to 5,000 g/mol.
- Mn number average molecular weight
- the Mn of block [B] is in range of from 200 to 40,000 g/mol, more preferably from 500 to 30,000 g/mol, most preferably from 700 to 20,000 g/mol, and especially preferred from 1 ,500 to 15,000 g/mol.
- the advantage of having a Mn for block [B] within the specified boundaries is to maintain a good water-dispersability of the block copolymer; when the Mn is higher than 40,000 g/mol the block copolymer cannot be dispersed properly and when the Mn is lower than 200 g/mol the block copolymer is too water-soluble, which can give issues regarding water-sensitivity and wet adhesion of the coating.
- the ratio of Mn value for block [B] to that of block [A] is in the range of from 60:40 to 99:1 , more preferably in the range of from 70:30 to 98:2 and most preferably in the range of from 75:25 to 97:3.
- the advantage of having such a ratio of Mn for block [B] to block [A] is the provision of a good balance between water-dispersability of the block copolymer and the coating performance in terms of water sensitivity, wet adhesion properties and mechanical properties desired for outdoor coatings.
- block copolymer [A] x [B] y has a weight average molecular weight ⁇ 100,000 g/mol, more preferably ⁇ 75,000 g/mol, most preferably ⁇ 50,000 g/mol, and especially 35,000 g/mol.
- polymer P has a weight average molecular weight
- the composition (block copolymer [A] x [B] y and polymer P) has a weight average molecular weight in the range of from 2,000 to 750,000 g/mol, more preferably 10,000 to 500,000 and especially 20,000 to 400,000 g/mol.
- the Tg of a polymer herein stands for the glass transition temperature and is well known to be the temperature at which a polymer changes from a glassy, brittle state to a rubbery state.
- DSC Differential Scanning Calorimetry
- Tg in Kelvin may be readily converted to 0 C.
- the Tg of block [A] is -20 0 C to 150 0 C, more preferably 0 0 C to 120 0 C and most preferably 10 0 C to 1 10 0 C.
- the Tg of block [B] is ⁇ 50 0 C, more preferably ⁇ 25 0 C and most preferably ⁇ 0 0 C.
- the advantage of having a Tg of block [B] within the specified boundaries is that a lower Tg can promote the dispersability and flexibility of the block copolymer.
- a high flexibility of the block copolymer gives a good chain mobility within the coating, which is advantageous for obtaining good adhesion of the coating to the substrate surface.
- the Tg of block [A] is higher than the Tg of block [B].
- the difference in Tg between block [A] and block [B] is > 20 0 C, more preferably > 40 0 C and especially > 50 0 C.
- the Tg of polymer P is > -5 0 C, more preferably in the range of from 0 to 70 0 C, most preferably 5 to 50 0 C and especially 10 to 40 0 C.
- block [B] and polymer P are more hydrophobic than block [A].
- the hydrophobicity of a polymer may be determined from the Hansch parameter.
- the Hansch parameter for a polymer is calculated using a group contribution method.
- the monomer unit s forming a polymer are assigned a hydrophobicity contribution and the hydrophobicity of the polymer, the Hansch parameter, is calculated based on the weight average of the monomers in the polymer as disclosed in for example C. Hansch, P. Maloney, T. Fujita, and R. Muir, Nature, 194. 178-180 (1962).
- hydrophobicity contributions for several monomers are for example: styrene 4.29, ⁇ -methylstyrene 4.7, methyl methacrylate 1.89, butyl acrylate 3.19, and acrylic acid -2.52. Therefore a polymer made up of STY (20) ⁇ MS (20) MMA (20) BA (10) AA (30) has a Hansch value of 1.74.
- the Hansch parameter for block [A] is lower than that for block [B] and lower than that for polymer P.
- block [A] has a Hansch parameter less than 1.7, more preferably less than 1.0, and especially preferred less than 0.5.
- Preferably block [B] has a Hansch parameter more than 1.0, more preferably more than 1.7, and especially preferred more than 2.0.
- polymer P has a Hansch parameter more than 1.7 and most preferred more than 2.0.
- the block copolymer [A] x [B] y preferably has an acid value in the range of from 5 to 200 mgKOH/g and more preferably 20 to 150 mgKOH/g of block copolymer [A] x [B] y
- Polymer P preferably has an acid value ⁇ 50, more preferably ⁇ 15 and especially ⁇ 10 mgKOH/g of polymer.
- the aqueous emulsion of the invention preferably has an acid value ⁇ 100, more preferably ⁇ 70 and especially ⁇ 50 mgKOH/g of total polymer in the composition.
- the RAFT polymerisation process for obtaining block [A] and/or block [B] may be carried out in bulk, in solution, in emulsion, in dispersion or in suspension.
- the RAFT polymerisation process for obtaining block [A] is performed in solution.
- the RAFT polymerisation process for obtaining block [B] is performed in solution or by emulsion polymerisation, more preferably in solution.
- Solution polymerisation is a polymerisation process in which all the reaction components including the monomers, initiator and control agent are dissolved in a non-monomeric liquid solvent either at the start or during the course of the reaction.
- non-monomeric is meant a solvent that does not comprise monomers, in other words the solvent won't react as part of the polymerisation. Usually the solvent is also able to dissolve the vinyl polymer or copolymer that is being formed.
- a solvent is meant water, organic solvents or mixtures thereof.
- the block copolymer is prepared according a solution dispersion polymerization process, which comprises the preparation of the block copolymer in solution using a RAFT radical polymerisation process and the dispersion of the obtained block copolymer in water.
- Dispersion of the block copolymer in water can be performed by adding water to the block copolymer solution or by adding the block copolymer solution to water.
- suitable surfactants can be used to aid in the dispersion process.
- the block copolymer preferably comprises acid-functional groups that can be transformed into anionic functional water-dispersing groups by addition of a suitable organic or inorganic base such as for example ammonia, triethylamine or sodium hydroxide.
- Preferred bases are volatile amines, such as ammonia, or neutralising agents which decompose without leaving inorganic residues which are sensitive to water in the final dried coating. After the block copolymer is dispersed in water the remaining solvent can optionally be removed for example under reduced pressure.
- Preferred organic solvents include alcohols (such as ethanol, isopropanol, n-butanol, n-propanol, cyclohexanol), esters (such as ethyl acetate, propyl acetate, isopropyl acetate, butyl acetate), ketone solvents (such as acetone, methyl ethyl ketone, methyl isobutyl ketone), and glycols (such as butyl glycol). More preferred organic solvents include solvents selected from the group consisting of acetone, ethanol, methyl ethyl ketone, iso-propanol, ethyl acetate, butyl glycol and mixtures thereof.
- alcohols such as ethanol, isopropanol, n-butanol, n-propanol, cyclohexanol
- esters such as ethyl acetate, propyl acetate, iso
- the solvent is a mixture of water and a suitable organic solvent like an alcohol.
- the solvent applied for the block copolymer preparation using the solution dispersion polymerisation process comprises an organic solvent with a low boiling point and or a high evaporation rate to allow fast removal of the organic solvent after the dispersion step under reduced pressure.
- solvents include acetone, ethanol, isopropanol, methyl ethyl ketone and ethyl acetate.
- a process for preparing a block having a gradient composition comprises continually introducing a first monomer feed to a reactor, where the first monomer feed continually varies in its compositional feed content during the continuous introduction by the addition of a different second monomer feed to the first monomer feed and polymerising the monomers introduced into the reactor.
- the addition of the second monomer feed to the first monomer feed may be in parallel to the introduction of the first monomer feed to the polymerisation (i.e. both feeds start and end at the same time).
- the start of monomer feed one to the reactor may precede the start of the addition of the second monomer feed to the first monomer feed, or both monomer feeds may be started simultaneously but the time taken for the addition of the second monomer feed to the first monomer feed may exceed the time taken for the introduction of the first monomer feed to the reactor.
- a block having a gradient composition may also be obtained by the simultaneous introduction of a first and a second monomer feed into the reactor where the rate of the introduction of the first monomer feeds varies with respect to the rate of the introduction of the second monomer feed.
- the at least two monomer feeds used to prepare the block having a gradient composition usually differ in composition.
- the difference between the at least two monomer feeds may be for example a difference in monomer composition, a difference in glass transition temperature (Tg), or simply a variation in the concentration of the respective monomers in each monomer feed.
- Block [A] and [B] can be prepared in any order.
- Polymer P is prepared using a radical emulsion polymerisation process in the presence of the block copolymer [A] x [B] y , where optionally the control agent functional group located at one of the chain ends of the prepared block copolymer [A] x [B] y can be deactivated or removed prior to the preparation of polymer P.
- Control agent functional group located at one of the chain ends of the prepared block copolymer [A] x [B] y can be deactivated or removed prior to the preparation of polymer P.
- General methods for preparing aqueous vinyl polymers are reviewed in the Journal of Coating Technology, volume 66, number 839, pages 89 to 105 (1995).
- the control agent may optionally be removed before or after dispersion of the block copolymer and before or after the polymer preparation.
- RAFT group can be deactivated or removed via for example oxidation reactions, radical induced reactions, hydrolysis, or aminolysis.
- control agent functional group is not removed or only partially removed prior to the preparation of polymer P at least part of the polymer P chains will grow onto or become covalently attached to at least part of the block copolymer chains.
- the chain end functionality of the block copolymer [A] x [B] y is retained to assist with the covalent bond formation between the block copolymer and polymer P.
- a process for preparing a composition according to the invention comprises the following steps: i. synthesis in a solvent by means of a RAFT radical polymerisation process of a first block [A] followed by the polymerisation of at least a second block [B].
- the order of preparation of [A] and [B] can also be reversed; ii. optional removal of the control agent before, during or after dispersing the block copolymer [A] x [B] y in water; iii. optional removal of the solvent from block copolymer [A] x [B] y ; iv.
- dispersion of the block copolymer [A] x [B] y in water optionally containing monomers by adding either water to the block copolymer [A] x [B] y or adding the block copolymer [A] x [B] y to water, optionally using surfactants, preferably by addition of a suitable base; v. optional removal of solvent from the block copolymer [A] x [B] y dispersion (if solvent is still present from step iv.); vi. performing an emulsion polymerisation process of monomers in the presence of the block copolymer [A] x [B] y dispersion prepared in step iv) and or step v) to obtain polymer P.
- step i) the solvent is removed by a suitable method to get a solid, which solid can be afterwards dispersed into water.
- the polymerisation process to make the block copolymer or the polymer may be carried out as either a batch, semi-batch or a continuous process.
- the reactor is typically charged with a polymerisation medium, typically an organic solvent, the control agent and monomer.
- a polymerisation medium typically an organic solvent, the control agent and monomer.
- the desired amount of initiator To the mixture is then added the desired amount of initiator.
- the mixture is then heated for the required reaction time.
- the reaction may be run under pressure to avoid monomer reflux.
- Semi-batch operation typically involves the continuous or step-wise addition of monomer (and/or other ingredients) during polymerisation, and is often applied in copolymerisations to minimize copolymer composition drift in case monomer reactivities are very different.
- the reaction is typically carried out as follows: the reactor is charged with a polymerisation medium, typically an organic solvent, the control agent, and optionally (part of) the initiator. Into a separate vessel are placed the monomer and optionally polymerisation medium and initiator. For safety reasons the initiator can also be added via another separate vessel.
- the polymerisation medium in the reactor is heated and stirred while the monomer and initiator are step-wise or gradually introduced.
- the rate of monomer and/or initiator addition is determined largely by the quantity of solution and/or the rate of polymerisation. When the additions are completed, heating may be continued for an additional period of time with or without additional initiator to reduce unreacted monomer levels.
- the prepared block can be purified from residual monomers and subsequently used for the polymerisation of a second monomer composition as a second block or the second monomer composition can be polymerised directly after the preparation of first block is completed.
- at least 80 wt%, preferably at least 90 wt%, most preferred at least 95 wt% of the first block monomer composition is reacted before the second monomer composition is reacted.
- the second block can contain up to 20 wt% (preferably 10 wt% or less) of the first monomer composition.
- a free-radical polymerisation of ethylenically unsaturated monomers to make either the block copolymer and or the polymer will require the use of a source of free radicals (i.e. an initiator) to initiate the polymerisation.
- Suitable free-radical-yielding initiators include inorganic peroxides such as K, Na or ammonium persulphate, hydrogen peroxide, or percarbonates; organic peroxides, such as acyl peroxides including for example benzoyl peroxide, alkyl hydroperoxides such as t-butyl hydroperoxide and cumene hydroperoxide; dialkyl peroxides such as di-t-butyl peroxide; peroxy esters such as t-butyl perbenzoate; mixtures may also be used.
- the peroxy compounds are in some cases advantageously used in combination with suitable reducing agents (redox systems) such as iso-ascorbic acid.
- suitable reducing agents such as iso-ascorbic acid.
- Metal compounds such as Fe. EDTA (ethylene diamine tetracetic acid) may also be usefully employed as part of the redox initiator system.
- Azo functional initiators such as 2,2'-azobis(isobutyronitrile) (AIBN), 2,2'-azobis(2-methyl-butyronitrile) (AMBN) and 4,4'-azobis(4-cyanovaleric acid) may also be used.
- the amount of initiator or initiator system to use is conventional.
- the molar amount of initiator does not exceed the molar amount of control agent that is applied.
- a further amount of initiator may optionally be added at the end of the polymerisation process to assist the removal of any residual ethylenically unsaturated monomers.
- a chain transfer agent may be added to control the molecular weight of the polymer.
- Suitable chain transfer agents include mercaptans such as n-dodecylmercaptan, n-octylmercaptan, t-dodecylmercaptan, mercaptoethanol, iso-octyl thioglycolate, C 2 to C 8 mercapto carboxylic acids and esters thereof such as 3-mercaptopropionic acid and 2-mercaptopropionic acid; and halogenated hydrocarbons such as carbon tetrabromide and bromotrichloromethane.
- no chain transfer agent is added during the preparation of the block copolymer.
- Surfactants can be utilised in order to assist in the dispersion of the the block copolymer and or polymer, and or in the emulsification of the monomers in water (even if self-dispersible).
- Suitable surfactants include but are not limited to conventional anionic, cationic and/or nonionic surfactants and mixtures thereof such as Na, K and NH 4 salts of dialkylsulphosuccinates, Na, K and NH 4 salts of alkyl sulphonic acids, Na, K and NH 4 alkyl sulphates, ethoxylated fatty acids and/or fatty amides, and Na, K and NH 4 salts of fatty acids such as Na stearate and Na oleate.
- anionic surfactants include alkyl or (alk)aryl groups linked to sulphonic acid groups, sulphuric acid half ester groups (linked in turn to polyglycol ether groups), phosphonic acid groups or carboxylic acid groups.
- Cationic surfactants include alkyl or (alk)aryl groups linked to quaternary ammonium salt groups.
- Nonionic surfactants include polyglycol ether compounds and preferably polyethylene oxide compounds as disclosed in "Nonionic surfactants - Physical chemistry" edited by M.J. Schick, M. Decker 1987.
- crosslinking may be introduced by combining the block copolymer obtained by the process of the invention with a separate crosslinker to provide either a self-crosslinking system (with a long potlife, triggered by for instance a change in temperature or pH or the evaporation of one of the ingredients in the overall system, like a solvent or water), or a two pack system.
- a separate crosslinking agent is preferably selected from group consisting of polyhydrazides (including dihydrazides such as adipic acid dihydrazide), polyisocyanates, carbodiimides, polyaziridines, epoxies, melamine resins and mixtures thereof.
- composition obtained by the process of the invention can be in the form of a solid, a solution or as an aqueous dispersion. Most preferably the composition is used in an aqueous composition.
- composition obtained by the process of the invention is particularly suitable for use in coating applications in which it may provide a key part of coating compositions or formulations.
- coating compositions can be pigmented or unpigmented.
- Such coating compositions may be applied to a variety of substrates by any conventional method including brushing, dipping, flow coating, spraying and the like.
- the aqueous carrier medium is removed by natural drying or accelerated drying (by applying heat) to form a coating.
- the coating composition can be applied to a broad variety of substrates, including for example fresh wood or weathered wood and substrates of any nature such as wood, metal, plastic, concrete, glass or leather substrates that are coated with alkyd based coatings that may or may not have been aged.
- the composition obtained by the process of the invention may also contain conventional ingredients, some of which have been mentioned above; examples include pigments, dyes, emulsifiers, surfactants, plasticisers, thickeners, heat stabilisers, leveling agents, anti-cratering agents, fillers, sedimentation inhibitors, UV absorbers, antioxidants, drier salts, organic co-solvents, wetting agents and the like introduced at any stage of the production process or subsequently. It is possible to include an amount of antimony oxide in the emulsion to enhance the fire retardant properties.
- Suitable organic co-solvents which may be added during the process or after the process during formulation steps are well known in the art and include xylene, toluene, methyl ethyl ketone, acetone, ethanol, isopropanol, ethyl acetate, butyl acetate, diethylene glycol, ethylene diglycol, butyl glycol, butyl diglycol, dipropylene glycol methyl ether, propylene glycol n-butyl ether, dipropylene glycol n-butyl ether, and 1-methyl-2-pyrrolidinone.
- the aqueous composition comprises ⁇ 50 wt%, more preferably from ⁇ 40 wt% and most preferably from ⁇ 35 wt% of organic co-solvent by weight of total polymer.
- a low concentration of aromatic solvent is added.
- the solids content of the aqueous composition is preferably within the range of from 20 to 60 wt%, and most preferably within the range of from 30 to 50 wt%.
- composition obtained by the process of the invention can be used in combination with other polymer compositions which are not according to the invention.
- an aqueous emulsion according to the invention additionally comprising a polymer Q, wherein the solids content of the block copolymer and polymer P together is > 1 wt% and ⁇ 35 wt% based on total solids content of block copolymer and polymer P and polymer Q together.
- polymer Q is an acrylic, urethane, urethane-acrylic, alkyd, alkyd-acrylic or another type of polymer.
- a blend of an aqueous polymer Q dispersion comprising an acrylic, urethane, urethane-acrylic, alkyd, alkyd-acrylic or another type of polymer Q with the aqueous emulsion of the invention is provided.
- the advantage of such blending is that the overall performance properties of the aqueous polymer dispersion (coating) are retained, and additionally the aqueous emulsion of the invention provides the coating with improved wet adhesion properties.
- the solids content of the aqueous emulsion prepared by the process of the invention added to the aqueous polymer Q dispersion amounts ⁇ 35 wt% on total solids content of the blend and more preferably ⁇ 25 wt%.
- the solids content of the aqueous emulsion prepared by the process of the invention added to the aqueous polymer Q dispersion amounts > 1 wt% on total solids content of the blend and more preferably > 5 wt%.
- the polymer Q dispersion that is added to the aqueous emulsion prepared by the process of the invention is an aqueous acrylic polymer dispersion.
- the particle size of the polymer Q dispersion that is blended with the aqueous emulsion prepared by the process of the invention of the invention is in the range of from 50 to 400 nm, preferably > 80 nm.
- the particle size of the aqueous emulsion according to the invention is ⁇ 80 nm.
- An aspect of the invention provides a coating composition and/or polymer obtained and/or obtainable by a process of the invention
- An aspect of the invention provides a coating composition obtained and/or obtainable by a process of the invention
- Another aspect of the invention provides a mixture of i) block copolymer comprising at least blocks [A] x [B] y ,and ii) polymer P; where said mixture is obtained and/or obtainable by a process of the invention
- Yet another aspect of the invention provides a block copolymer-polymer comprising as components thereof i) block copolymer comprising at least blocks [A] x [B] y and ii) polymer P; said block copolymer-polymer obtained and/or obtainable by a process of the invention.
- a further aspect of the invention provides a coating obtained and/or obtainable from a coating composition, mixture and/or block copolymer-polymer of the invention.
- Another aspect of the invention provides a substrate and/or article coated with a coating of the invention.
- a still other aspect of the invention provides a method of coating a substrate and/or article comprising the steps of i) applying a coating composition, mixture and/or block copolymer-polymer of the invention to the substrate and/or article; ii) drying the substrate and/or article to form a coating thereon.
- a further aspect of the invention provides use of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention to coat a substrate and/or article.
- a yet other aspect of the invention provides for a coated substrate and/or article obtained and/or obtainable by the method of coating of the invention.
- a further aspect of the invention provides use of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention in at least one of the applications descibed herein.
- a still yet other aspect of the invention provides a method of manufacture of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention for the purpose being used in at least one of the applications descibed herein.
- the gloss level of the dried film was determined using a Byk Gardner micro-TRI-gloss device set at an angle of 20 degrees or 60 degrees.
- the degree of blocking of a coating against the same coating was assessed with a Koehler Block tester (ex Instrument Company Inc.). The blocking resistance of dried films was measured after 16 hours in an oven at 50 0 C under a pressure of 1 kg/cm 2 . Coated Leneta test cards were cut into pieces of 30 x 100 mm and placed cross-wise so that the coating against coating was tested. The degree of blocking was determined on the ease of pulling the two test specimens apart and assessing each coating for any damage. Duplicate measurements were performed (test 1 and test 2).
- the level of wet adhesion to an unsanded aged alkyd paint layer was determined using a scrub test.
- Primed cold rolled steel metal panels were degreased with ethanol and spray coated with an alkyd paint (Schakelverf, available from Sigma Coatings) at a 100 ⁇ m layer thickness.
- the alkyd coated panels were left to dry for 1 day at approximately 20 0 C, aged for 1 week in an oven at 80 0 C, and left for at least 1 day at approximately 20 0 C.
- the formulated dispersions were applied onto the aged alkyd coated panels using a
- VYNATE. TM. Union Carbide Chemicals and Plastics Corporation
- Vinyl Emulsion Vehicles for Semigloss Interior Architectural Coatings M. J.
- the temperature was raised to 75 0 C and 10 wt% of a monomer feed mixture of 350 gram (4.86 mol) of AA and 600 gram of ethanol was added to the reaction mixture. Then a mixture of 4.0 gram (approximately 10 mmol) of 4,4'-azobis(4-cyanovaleric acid) (Aldrich, 75+%) and 40 gram of ethanol was added. After 15 minutes at 70 0 C the gradual addition was started of the remaining 90 wt% of the AA / ethanol mixture. The addition lasted 4 hours under a weak nitrogen stream and at a controlled temperature of 70 0 C, after which the mixture was kept for 4 hours at 70 0 C.
- block [B] of Block copolymer 2 For the preparation of block [B] of Block copolymer 2, 70 gram of the block [A] reaction mixture, corresponding to approximately 14 mmol of precursor block [A] based on a solids level of 33 % and a theoretical molecular weight of 1650 g/mol, was added together with 80 gram of ethanol to a 1 L three-necked glass flask equipped with condenser cooler, temperature measuring probe and mechanical stirring device. The reaction mixture was degassed by purging with nitrogen at room temperature for 15 minutes while stirring.
- the temperature was raised to 70 0 C and 10wt % of a monomer feed mixture of 179.5 gram (1.40 mol) of BA, 56.0 gram (0.14 mol) of Plex 6852-0 (50 % solution in water), and 70 gram of ethanol was added to the reaction mixture. Then a mixture of 1.1 gram (approximately 3 mmol) of 4,4'-azobis(4-cyanovaleric acid) (Aldrich, 75+%) and 10 gram of ethanol was added to the reaction mixture. After 15 minutes at 70 0 C the gradual addition was started of the remaining 90 wt% of the BA / Plex 6852-0 / ethanol mixture.
- block [B] of Block copolymer 3 180 gram of the block [A] reaction mixture, corresponding to approximately 33 mmol of precursor block [A] based on a solids level of 30 % and a theoretical molecular weight of 1650 g/mol, was added to a 1 L three-necked glass flask equipped with stirrer, condenser cooler, temperature measuring probe.
- the reaction mixture was purged with nitrogen at room temperature for 15 minutes while stirring.
- the temperature was raised to 70 0 C and 10 wt% of a monomer feed mixture of 168.0 gram (1.3 mol) of BA and 93 gram of ethanol was added to the reaction mixture.
- EXAMPLE 1 SYNTHESIS OF A MMA/BA EMULSION POLYMER BASED ON BLOCK COPOLYMER 1
- Example 2 and Comparative Example 1 were prepared according a similar recipe and procedure as applied for Example 1 , where only the type of block copolymer was varied (see Table 1 ).
- COMPARATIVE EXAMPLE 2 SYNTHESIS OF A MMA/BA/AA/PLEX EMULSION POLYMER
- reaction mixture was then heated to 85 0 C. After 10 minutes at 85 0 C an initiator mixture of 0.18 gram APS and 3.2 gram demineralised water was added. After 15 minutes the gradual addition was started of an initiator feed mixture of 0.42 gram APS and 41.1 gram water and the remaining 95 wt% of the pre-emulsified monomer feed. Both mixtures were added as parallel feeds to the reaction mixture over a time period of 3 hours and at a controlled reaction temperature of 85 0 C. At the end of the monomer and initiator feed the reaction mixture was kept for 30 minutes at 85 0 C. A post reaction with tert-butyl hydroperoxide and isoascorbic acid was performed to react any residual monomer.
- Comparative Example 3 was prepared according the same recipe and procedure as applied for Comparative Example 2, but then with twice the amount of AA and Plex 6852-0.
- premix 1 was a 75/25 mixture of butyl glycol / butyl diglycol (80 % in water)
- premix 2 was a 50/50 mixture of Fluowet SB / Byk 346 (2 % in water).
- the pH of premix 1 and 2 was adjusted to about 8 with ammonia before addition.
- Films of the formulated dispersions were cast onto a Leneta test chart (120 micron wet) and dried for a 2 to 4 hours at room temperature. The films were then dried in an oven at 5O 0 C for a period of 16 hours. The obtained dry films were then examined for gloss level, stain resistances and block resistance. The level of wet adhesion to an unsanded aged alkyd paint surface was determined using a wet scrub resistance test (see test descriptions). Test results are given in Table 3 below.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Paints Or Removers (AREA)
- Graft Or Block Polymers (AREA)
- Polymerisation Methods In General (AREA)
Abstract
A process for preparing an aqueous coating composition comprising a block copolymer and a polymer P; wherein the block copolymer comprises at least blocks [A]x[B]y, where block [A] is obtained by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer (RAFT) mechanism in solution in the presence of a control agent and a source of free radicals; and where block [A] has an average degeree of polymerisation (DP) from 3 to 80 and comprises i) 0 to 50 mol % of ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups, ii) 20 to 100 mol % of ethylenically unsaturated monomer unit s bearing water-dispersing functional groups; iii) 0 to 50 mol % of C1-18 hydrocarbo (meth)acrylate monomers and/or styrenic monomers; and iv) 0 to 35 mol % of ethylenically unsaturated monomers different from i), ii) or iii); where block [B] has a DP ≥ 10; and comprises i) 5 to 60 mol % of ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups; ii) 0 to 15 mol % of ethylenically unsaturated monomer unit s bearing water-dispersing functional groups; iii) 20 to 95 mol % of C1-18 hydrocarbo (meth)acrylate monomers and/or styrenic monomers; and iv) 0 to 35 mol % of ethylenically unsaturated monomers different from i), ii) or iii); and where polymer P is obtained by an emulsion polymerisation process in the presence of the block copolymer [A]x[B]y, and comprises: i) 0 to 15 wt % of ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups; ii) 0 to 15 wt % of ethylenically unsaturated monomer unit s bearing water-dispersing functional groups; iii) 50 to 100 mol % of C1-18 hydrocarbo (meth)acrylate monomers and/or styrenic monomers and/or styrenic monomers; and iv) 0 to 35 wt % of ethylenically unsaturated monomer unit s different from i), ii) or iii).
Description
BLOCK COPOLYMERS OBTAINED USING RAFT
This invention relates to a process for preparing an aqueous coating composition comprising a block copolymer and a polymer where the composition is preferably suitable for application to alkyd or wood surfaces for improved adhesion thereto, especially improved wet adhesion and in particular improved wet adhesion to aged alkyd or weathered wood surfaces.
An alkyd surface is obtained when for example an alkyd containing composition such as a paint is applied to any substrate to give an alkyd containing coating.
An aged alkyd surface is obtained when for example an alkyd paint is applied to a surface which is allowed to age under specified conditions such as for example allowing the alkyd film to dry for a day or a week at ambient conditions, then age it at elevated temperatures for a fixed period of time (e.g. 24 hours at 1 10 0F or 1 week at 80 0C), and then leave it for at least a day or a week at ambient conditions. As used herein, unless the context indicates otherwise, the term 'ambient conditions' denotes a relative humidity of 50% ±5%, an air flow less than or equal to 0.1 m/s; and an 'ambient temperature' which herein denotes 230C ±2°.
A weathered wood surface is a wood surface exposed to outdoor conditions for a period of time. A freshly cut wood surface is usually smooth while a weathered wood surface is rough and more porous and furthermore the weathering tends to produce cracks in the wood. Additionally unpainted wood is exposed to UV radiation during the exposure to outdoor conditions which may causes chemical and physical change in the structure of the wood. It is well known that the surface of an alkyd based coating is polar in nature and that upon ageing, due to the influence of UV light and moisture, this polarity increases in time. The presence of these polar groups enables wetting and as such creates a favourable condition for strong adhesion. The dry adhesion to an aged alkyd surface is generally good but the adhesion under wet condition or high relative humidity is generally not good. Herein by good adhesion is meant good adhesion under both dry and humid or wet conditions. This so-called wet adhesion is an important requirement for paint systems in the joinery and decorative market segments. The prior art describes the use of functional groups to achieve wet adhesion to aged alkyd surfaces. Improved wet adhesion to aged alkyd coatings is typically achieved by using cyclic ureido compounds such as described in GB 2086917, US 4104220, US 4151 142, EP
1 167356, US 5496907, US 6031041 , WO 97/49676, WO 97/49685, WO 97/49686 and WO 97/49687. According to R. W. Kreis, and A.M. Sherman in the 15th Proc. Symposium on waterbome and high solids coatings New Orleans, 1988, the functional groups at the alkyd surface give this surface a slight negative charge and the interaction of this slightly negative surface with cyclic ureido groups gives improved wet adhesion to aged alkyd surface. Other N-functional compounds have also been used to achieve wet adhesion to aged alkyds. The use of diacetone diacrylamide in combination with adipic acid dihydrazide to improve wet adhesion has been described in US 4176103. The combination of acetoacetoxy ethylmethacrylate and dimethylaminoethyl methacrylate has been described in US 5661212. The reaction of carboxylic acids groups of polymer latexes with aziridines has been described in US 3261796. However, aziridines are toxic and their use is preferably being avoided.
A disadvantage of monomers bearing wet-adhesion promoting functional groups is that these monomers are often expensive and tend to have a negative effect on the water resistance of the coating as a result of their high water-solubility. In addition, it has been found that especially for waterbome polymers prepared using the emulsion polymerisation process, a significant amount of adhesion promoting monomers is polymerised in the aqueous phase. Due to this inhomogeneous incorporation the efficiency of the expensive adhesion promoting monomers is strongly reduced, and consequently the level of adhesion of the binder to an aged alkyd or weathered wood substrate may be insufficient. In order to achieve the required adhesion properties the amount of adhesion promoting monomers can be increased, however, this is considered undesirable from an economical point of view and can furthermore be detrimental to the final film properties of the binder in terms of for example increased water-sensitivity.
The adhesion to sanded aged alkyd substrate is generally quite good but it is desirable to eliminate the laborious sanding step to reduce cost. All in all, it is highly desirable to achieve good adhesion to unsanded aged alkyd substrates, especially under wet condition or high relative humidity. Another problem often encountered in the preparation of conventional waterbome copolymers is that the level of control over the polymer chain architecture and chain composition is often insufficient to attain the desired final application properties. For example, it may sometimes be desirable to have an adhesion promoting functionality in only one segment of a polymer and to have a different functionality in another segment of the polymer, such as for example a pigment wetting functionality.
Furthermore for paint systems in the joinery and decorative market segments often a combination of good adhesion and pigment wetting is desired. In addition, these properties are preferably combined with desired mechanical properties such as elasticity and blocking resistance and with good stain resistances. In particular controlled radical polymerisation techniques such as nitroxide mediated polymerisation (NMP), atom transfer radical polymerisation (ATRP), and degenerative transfer techniques such as reversible addition-fragmentation chain transfer (RAFT) polymerisation have been investigated as means to control polymer chain composition and architecture. WO03/055919 discloses a method for preparing an aqueous dispersion of polymer particles comprising preparing a dispersion having a continuous aqueous phase, a dispersed organic phase comprising one or more ethylenically unsaturated monomers, and an amphiphilic RAFT agent as a stabiliser for said organic phase, and polymerising said one or more ethylenically unsaturated monomers under the control of said amphiphilic RAFT agent to form said aqueous dispersion of polymer particles.
WO06/037161 discloses composite hetreogeneous particles which comprise polymeric outer shell at their surface surrounding a core, the polymeric shell being obtained by polymerising ethylenically unsaturated monomers using a RAFT agent. The particles encapsulate material within the core. Example 1 1 of this document describes (page 88, line 25 to 26) a paint with these particles which is coated onto a paper card (Leneta chart).
Lubnin et. al in Surface Coatings Intern. Part B: Coatings Transactions, 2006, vol 89 B4, pages 269-380) report on the polymerisation of a DAAM containing monomer mixture via a solution/dispersion process. The DAAM containing monomer mixture (MMA/BA/DAAM/MAA = 50/38/8/4) was polymerised with AMBN in either EtOH or IPA in the presence of a dithiocarbamate RAFT agent to obtain a random copolymer.
Monteiro in Macromol. Rapid Commun. 2002, 23, 370-374 reports on RAFT block copolymers containing acetoacetoxyethyl methacrylate (AAEM) in the form of an [A][B] block copolymer, with [A] = styrene and [B] = BA-co-AAEM, by performing RAFT emulsion polymerisation mediated by xanthates.
We have surprisingly found that according to the present invention the reversible addition-fragmentation chain transfer (RAFT) polymerisation process provides a useful route for preparing a waterbome polymer composition that provides
- A -
good dry and wet adhesion to alkyd or wood substrates, and in particular good wet adhesion to aged alkyd and or weathered wood substrates, in combination with good general properties such as good mechanical properties, pigment wetting and stain resistances. This advantageous combination of properties may be achieved with block copolymers comprising one block having a specific concentration of adhesion promoting monomers and one block having a hydrophilic character. Furthermore the reversible addition-fragmentation chain transfer (RAFT) polymerisation process may be used to provide a useful route for making water-based (or water-dispersable) block copolymers that contain an adhesion promoting block next to at least a hydrophilic block. When a suitable polymer is prepared in the presence of such a block copolymer it means that waterbome coatings with an advantageous combination of coating properties can be obtained that is difficult to achieve otherwise. Furthermore, these block copolymers can provide waterbome coatings with advantageous adhesion promoting properties without the need of high levels of costly adhesion promoting monomers.
RAFT polymerisation performed in for example a homogeneous solution avoids the undesirable homopolymerisation of adhesion promoting monomers with a high water solubility and provides the possibility to fully control the polymer chain composition and the chain architecture of water-based polymers. By making an [A][B] type of block copolymer, followed by preparing polymer P, the above problems may be mediated, and waterbome polymer compositions having the desired combination of application properties like for example good resistances, good pigment wetting and good dry and wet adhesion to alkyd or wood substrates and in particular good wet adhesion to aged alkyd and or weathered wood substrates can be obtained. An aspect of the present invention relates to aqueous compositions that are capable of being applied to an alkyd, aged alkyd, wood or weathered wood substrate to form a coating thereon and a process for obtaining such compositions (which are also referred to herein as aqueous wood or alkyd coating compositions). It is an object of the present invention to address some or all of the problems described herein. It is a preferred object of one embodiment of the invention to provide compositions that adhere to substrates (preferably wood and/or alkyd substrates) to a comparable extent (preferably rated the same in the tests herein) when wet to that when dry. Wet adhesion may be tested as described herein and dry adhesion may be tested analogously omitting the wetting.
Broadly according to the invention there is provided a process for preparing an aqueous coating composition comprising a block copolymer and a polymer P; wherein the block copolymer comprises at least blocks [A]x[B]y, where at least block [A] is obtained by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer (RAFT) mechanism in the presence of a control agent and a source of free radicals; wherein block [A] comprises: i) 0 to 50 mol% of ethylenically unsaturated monomer unit bearing adhesion promoting functional group(s); ii) 20 to 100 mol % of ethylenically unsaturated monomer unit bearing water-dispersing functional group(s); iii) 0 to 50 mol % of ethylenically unsaturated monomer selected from: C1-I8 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 mol % of ethylenically unsaturated monomer unit different from those from i), ii) and/or iii); where i), ii), iii) and iv) add up to 100 %; and block [A] has an average degree of polymerisation x, where x is an integer from 3 to 80; wherein block [B] comprises: i) 5 to 60 mol% of ethylenically unsaturated monomer unit bearing adhesion promoting functional groups; ii) 0 to 15 mol % of ethylenically unsaturated monomer unit bearing water-dispersing functional groups; iii) 20 to 95 mol % of ethylenically unsaturated monomer selected from: CM8 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 mol % of ethylenically unsaturated monomer unit different from those from i), ii) and/or iii); where i), ii), iii) and iv) add up to 100 %; and block [B] has an average degree of polymerisation y, where y is an integer > 10; and wherein polymer P is obtained by an emulsion polymerisation process in the presence of the block copolymer, and where the polymer P comprises: i) 0 to 15 wt% of ethylenically unsaturated monomer unit bearing adhesion promoting functional groups;
ii) 0 to 15 wt% of ethylenically unsaturated monomer unit bearing water-dispersing functional groups; iii) 50 to 100 mol % of ethylenically unsaturated monomer selected from: C1-I8 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 wt % of ethylenically unsaturated monomer unit different from those from i), U) + Ui); where i), ii), iii) + iv) add up to 100 %.
Preferably block [A] is obtained and/or obtainable by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer mechanism in solution in the presence of a control agent and a source of free radicals.
The average degree of polymerisation x (or y) is determined by the total molar amount of monomers in block [A] (or [B]) divided by the total molar amount of control (RAFT) agent. It is preferred that the compositions of the invention are coating compositions capable of being applied to alkyd or wood substrates to from a coating thereon. Preferably the resultant coatings of the invention exhibit good wet adhesion (e.g. are rated 4 or 5 in the scrub resistance test described herein measure when wet) and/or the coatings have a dry and wet adhesion which is comparable (i.e. are rated substantially the same in the scrub resistance test performed under dry conditions as when wet).
Preferably the alkyd is an aged alkyd. New (or not aged) alkyd and aged alkyd are denoted herein as (aged) alkyd.
Preferably the wood is weathered wood. Fresh and weathered wood are denoted herein as (weathered) wood.
The terms monomer, polymer, control agent, initiator, block are intended to cover the singular as well as the plural.
The block copolymer [A]x[B]y and polymer P are both obtained from ethylenically unsaturated monomers (vinyl monomers) and may therefore also be called a vinyl block copolymer and a vinyl polymer.
Preferably integer x is in the range of from 4 to 50 and more preferably 5 to 40. Preferably integer y is the range of from 5 to 500, more preferably 10 to 300 and most preferably 15 to 200. Preferably y > x. Preferably the y : x ratio is in the range of from 55:45 to 99:1 , more preferably in the range of from 65:35 to 95:5 and most preferably in the range of from 70:30 to 90:10. The advantage of having such a
y : x ratio for block [A] to block [B] is the provision of a good balance between water-dispersability of the block copolymer and the coating performance in terms of good wet adhesion properties and or low water sensitivity that is desired for outdoor coatings. Preferably the block copolymer obtained by the process of the invention comprises in the range of from 2 to 50 wt%, more preferably 4 to 40 wt% and especially 5 to 35 wt% of block [A] based on the weight of blocks [A] and [B].
Preferably the composition obtained by the process of the invention comprises in the range of from 0.5 to 65 wt%, more preferably 1 to 50 wt%, even more preferably 2 to 35 wt%, especially 3 to 30 wt% and most preferably 4 to 25 wt% of blocks [A]x[B]y together, based on the weight of blocks [A]x[B]y and polymer P. The wt% of the block copolymer [A]x[B]y, based on the total amount of block coplymer and polymer P is preferably within the specified boundaries to maintain optimal balance between desired level of activity of the block copolymer within the coating (in terms of sufficient adhesion to (aged) alkyd and or (weathered) wood surfaces); and good overall coating performance properties provided by polymer P (in terms of for example film formation, stain resistances and mechanical properties). When the amount of block copolymer is higher than 65 wt%, the coating becomes more water-sensitive and might show reduced mechanical properties. In one embodiment of the invention the compositions of the invention substantially comprise substantially homogeneous polymer particles, for example where the material at the particle surface is substantially the same as the material in the bulk (interior) of the particle. In another embodiment of the invention the composition is substantially free of hetreogeneous particles for example is substantialy free of core shell particles in which the material forming the surface of the particle is different from the bulk (interior) of particle, especially where said surface substantially comprises polymers obtained from one or more ethylenically unsaturated monomers under conrol of a RAFT agent.
The term "comprising" as used herein means that the list that immediately follows is non exhaustive and may or may not include any other additional suitable items, for example one or more further feature(s), component(s), ingredient(s) and/or substituent(s) as appropriate. "Substantially comprising" as used herein means a component or list of component(s) is present in a given material in an amount greater than or equal to about 90%, preferably ≥ 95%, more preferably ≥ 98% by weight of the total amount of the given material. The term "consisting of" as used herein mean that
the list that follows is exhaustive and does not include additional items.
For all upper and lower boundaries of any parameters given herein, the boundary value is included in each range for each parameter. All combinations of minimum and maximum values of the parameters described herein may be used to define the parameter ranges for various embodiments and preferences of the invention.
It will be understood that the total sum of any quantities expressed herein as percentages cannot (allowing for rounding errors) exceed 100%. For example the sum of all components of which the composition of the invention (or part(s) thereof) comprises may, when expressed as a weight (or other) percentage of the composition (or the same part(s) thereof), total 100% allowing for rounding errors. However where a list of components is non-exhaustive the sum of the percentage for each of such components may be less than 100% to allow a certain percentage for additional amount(s) of any additional component(s) that may not be explicitly described herein. Unless the context clearly indicates otherwise, as used herein plural forms of the terms herein (for example monomer, polymer, control agent, initiator and/or block) are to be construed as including the singular form and vice versa.
As used herein chemical terms (other than IUPAC names for specifically identified compounds) which comprise features which are given in parentheses - such as (alkyl)acrylate, (meth)acrylate and/or (co)polymer - denote that that part in parentheses is optional as the context dictates, so for example the term (meth)acrylate denotes both methacrylate and acrylate.
The terms Optional substituent' and/or Optionally substituted' as used herein (unless followed by a list of other substituents) signifies the one or more of following groups (or substitution by these groups): carboxy, sulpho, sulphonyl, formyl, hydroxy, amino, imino, nitrilo, mercapto, cyano, nitro, methyl, methoxy and/or combinations thereof. These optional groups include all chemically possible combinations in the same moiety of a plurality (preferably two) of the aforementioned groups (e.g. amino and sulphonyl if directly attached to each other represent a sulphamoyl group). Preferred optional substituents comprise: carboxy, sulpho, hydroxy, amino, mercapto, cyano, methyl, halo, trihalomethyl and/or methoxy, more preferred being methyl, hydroxyl and cyano.
The term 'hydrocarbo group' as used herein denotes any univalent or multivalent moiety (optionally attached to one or more other moieties) which consists of one or more hydrogen atoms and one or more carbon atoms and may comprise one or
more saturated, unsaturated and/or aromatic moieties. Hydrocarbo groups may comprise one or more of the following groups. Hydrocarbyl groups comprise univalent groups formed by removing a hydrogen atom from a hydrocarbon (for example alkyl). Hydrocarbylene groups comprise divalent groups formed by removing two hydrogen atoms from a hydrocarbon, the free valencies of which are not engaged in a double bond (for example alkylene). Hydrocarbylidene groups comprise divalent groups (which may be represented by "R2C=") formed by removing two hydrogen atoms from the same carbon atom of a hydrocarbon, the free valencies of which are engaged in a double bond (for example alkylidene). Hydrocarbylidyne groups comprise trivalent groups (which may be represented by "RC≡"), formed by removing three hydrogen atoms from the same carbon atom of a hydrocarbon the free valencies of which are engaged in a triple bond (for example alkylidyne). Hydrocarbo groups may also comprise saturated carbon to carbon single bonds (e.g. in alkyl groups); unsaturated double and/or triple carbon to carbon bonds (e.g. in respectively alkenyl and alkynyl groups); aromatic groups (e.g. in aryl groups) and/or combinations thereof within the same moiety and where indicated may be substituted with other functional groups
The term 'alkyl' or its equivalent (e.g. 'alk') as used herein may be readily replaced, where appropriate and unless the context clearly indicates otherwise, by terms encompassing any other hydrocarbo group such as those described herein (e.g. comprising double bonds, triple bonds, aromatic moieties (such as respectively alkenyl, alkynyl and/or aryl) and/or combinations thereof (e.g. aralkyl) as well as any multivalent hydrocarbo species linking two or more moieties (such as bivalent hydrocarbylene radicals e.g. alkylene).
Any radical group or moiety mentioned herein (e.g. as a substituent) may be a multivalent or a monovalent radical unless otherwise stated or the context clearly indicates otherwise (e.g. a bivalent hydrocarbylene moiety linking two other moieties). However where indicated herein such monovalent or multivalent groups may still also comprise optional substituents. A group which comprises a chain of three or more atoms signifies a group in which the chain wholly or in part may be linear, branched and/or form a ring (including spiro and/or fused rings). The total number of certain atoms is specified for certain substituents for example C^hydrocarbo, signifies a organo moiety comprising from 1 to N carbon atoms. In any of the formulae herein if one or more substituents are not indicated as attached to any particular atom in a moiety (e.g. on a particular position along a chain and/or ring) the substituent may replace any H and/or may be located at any available position on the moiety which is
chemically suitable and/or effective.
Preferably any of the organo groups listed herein comprise from 1 to 36 carbon atoms, more preferably from 1 to 18. It is particularly preferred that the number of carbon atoms in a hydrocarbo group is from 1 to 12, especially from 1 to 10 inclusive, for example from 1 to 4 carbon atoms.
The substituents on the repeating unit of the polymer and/or block copolymer may be selected to improve the compatibility of the materials with the polymers and/or resins in which they may be formulated and/or incorporated for the uses described herein. Thus the size and length of the substituents may be selected to optimise the physical entanglement or interlocation with the resin or they may or may not comprise other reactive entities capable of chemically reacting and/or crosslinking with such other resins as appropriate.
A block copolymer is understood to be a copolymer comprising at least two successive sections of blocks of monomer unit s of different chemical constitutions. The block copolymers of the invention can therefore be diblock, triblock or multiblock copolymers. Block copolymers may be linear, branched, star or comb like, and have structures like [A][B], [A][B][A], [A][B][C], [A][B][A][B], [A][B][C][B] etc. Preferably the block copolymer is a linear diblock copolymer of structure [A][B], or a linear triblock copolymer of structure [A][B][A]. Block copolymers may have multiple blocks [A], [B] and optionally [C] in which case the block copolymer is represented as for example [A]x[B]yor [A]x[B]y[C]z, where x, y and z are the degrees of polymerisation (DP) of the corresponding blocks [A], [B] or [C].
Furthermore any of the blocks in the block copolymer could be either a homopolymer, meaning only one type of monomer, or a copolymer, meaning more than one type of monomer. In case of a copolymer type of block the composition could be either random or gradient like, depending on the processing conditions used. A block with a gradient composition is understood to be a block having a continuously changing monomer composition along the block.
The block copolymer may be oligomeric comprising only a few repeat unit s (such as up to 10) where typically any change in the number of repeat unit s may significantly effect the overall properties of the oligomer. Alternatively the block copolymer may be a polymer with many more repeat unit s in which typically a small change in the number of repeat unit s in the polymer has little or no effect on the polymer's properties.
The term "controlled radical polymerisation" is to be understood as a specific radical polymerisation process, also denoted by the term of "living radical polymerisation", in which use is made of control agents, such that the block copolymer chains being formed are functionalised by end groups capable of being reactivated in the form of free radicals by virtue of reversible transfer or reversible termination reactions.
Controlled radical polymerisation processes in which reversible deactivation of radicals proceeds by reversible transfer reactions include for example the process for radical polymerisation controlled by control agents, such as reversible transfer agents of the dithioester (R-S-C(=S)-R') type as described in WO 98/01478 and WO 99/35178, the process for radical polymerisation controlled by reversible transfer agents of trithiocarbonate (R-S-C(=S)-S-R') type as described in for example WO 98/58974, the process for radical polymerisation controlled by reversible transfer agents of xanthate (R-S-C(=S)-OR') type as described in WO 98/58974, WO 00/75207 and WO 01/42312, and the process for radical polymerisation controlled by reversible transfer agents of dithiocarbamate (R-S-C^=S)-NR1R2) type as described for example in WO 99/31 144 and WO 99/35177.
Such controlled radical polymerisations are known in the art as reversible addition-fragmentation chain transfer (RAFT) polymerisation (WO 98/01478; Macromolecules 1998 31 , 5559-5562) or macromolecular design via interchange of xanthates (MADIX) polymerisation (WO 98/58974; Macromolecular Symposia 2000 150, 23-32).
"Addition-fragmentation" is a two-step chain transfer mechanism wherein a radical addition is followed by fragmentation to generate a new radical species.
When preparing for example a block copolymer in the presence of the control agent, the end of the growing block is provided with a specific functionality that controls the growth of the block by means of reversible free radical deactivation. The functionality at the end of the block is of such a nature that it can reactivate the growth of the block in a second and/or third stage of the polymerization process with other ethylenically unsaturated monomers providing a covalent bond between for example a first and second block [A] and [B] and with any further optional blocks.
Preferably the block copolymer is obtained from a controlled radical polymerisation process employing as a control agent, a reversible transfer agent. Reversible transfer agents may be one or more compounds selected from the group
consisting of dithioesters, thioethers-thiones, trithiocarbonates, dithiocarbamates, xanthates and mixtures thereof.
Reversible transfer agents also include symmetrical transfer agents. An example is a dibenzyltrithiocarbonate such as
 Control agents of the xanthate type have low transfer constants in the polymerisation of styrenes and in particular methacrylate type monomers which may result in a higher polydispersity and/or poor chain growth control of the resultant polymers and may be considered as less effective RAFT control agents, although the actual mechanism involved is similar to the reversible-addition fragmentation chain transfer (RAFT) mechanism described in WO98/01478. Reversible transfer agents of the dithioester type like for example benzyl dithiobenzoate derivatives are generally considered as having a high transfer constant and being more effective RAFT control agents.
Control agents of the xanthate type have low transfer constants in the polymerisation of styrenes and in particular methacrylate type monomers which may result in a higher polydispersity and/or poor chain growth control of the resultant polymers and may be considered as less effective RAFT control agents, although the actual mechanism involved is similar to the reversible-addition fragmentation chain transfer (RAFT) mechanism described in WO98/01478. Reversible transfer agents of the dithioester type like for example benzyl dithiobenzoate derivatives are generally considered as having a high transfer constant and being more effective RAFT control agents.
Transfer constants are descibed in WO98/01478. "Chain transfer constant" (Ctr) means the ratio of the rate constant for chain transfer (ktr) to the rate constant for propagation (kp) at zero conversion of monomer and CTA. If chain transfer occurs by addition-fragmentation, the rate constant for chain transfer (ktr) is defined as follows: ktr = kadd X [kβ / (k.ac|d + kβ)] where kadd is the rate constant for addition to the CTA and k.add and kβ are the rate constants for fragmentation in reverse and forward directions respectively.
In an embodiment of the invention the control agent preferably has a transfer constant Ctr = (kadd /kp)[kβ /(k.add+kβ)] of less than 50, more preferably less than 20 and most preferably below 10. Preferably the block copolymer is obtained from a controlled radical polymerisation process employing a control agent having a group with formula
-S-C(=S)-.
Preferably the block copolymer is obtained from a controlled radical polymerisation process employing xanthates and/or dibenzyltrithiocarbonate. Preferably the block copolymer is obtained from a controlled radical polymerisation process employing a xanthate such as O-ethyl-S-(i-methoxycarbonyl) ethyl dithiocarbonate [ RSC(=S)-OC2H5 where R = -CH(CH3)-C(=O)-OCH3]. For clarity, control agents for use in RAFT do not include diphenylethylene, which although it is a control agent can not be used as a RAFT control agent, i.e. for a RAFT polymerisation mechanism.
Component i)
Conveniently component i) may comprise ethylenically unsaturated monomer unit s (usually d-i8alkyl (meth)acrylates or C1 18alkyl (meth)acrylamides) bearing adhesion promoting functional groups such as acetoacetoxyethyl (meth)acrylate (AAE(M)A), 2-aminoethyl (meth)acrylate, N,N-diethylamino
(meth)acrylate, dimethylaminoethyl (meth)acrylate (DMAE(M)A), dimethylaminopropyl (meth)acrylate (DMAP(M)A), 3-dimethylamino-2,2-dimethylpropyl-1-(meth)acrylate, 2-t-butylaminoethyl methacrylate, 2-N-morpholinoethyl (meth)acrylate, 2-N-piperidinoethyl (meth)acrylate, N-(3-dimethylaminopropyl) (meth)acrylamide, N-(3-dimethylamino-2,2-dimethylpropyl) (meth)acrylamide, N-dimethylaminoethyl
(meth)acrylamide, N-dimethylaminomethyl (meth)acrylamide, N-(4-morpholino-methyl) (meth)acrylamide, vinylimidazole, vinylpyrrolidone, 2-(1-imidazolidin-2-on)ethyl (meth)acrylate, 3-allyl-4,5-methoxy-2-imidazolidinone, carboxylic acid monomers that are reacted with an alkylene imine after radical polymerisation of these monomers (typical monomers with carboxylic acid functionality are acrylic acid, methacrylic acid, β-carboxyethyl acrylate, or itaconic acid), ureido functional monomers, such as N-(2-methacrylamidoethyl) ethylene urea (for example Sipomer WAM II, available from Rhodia), N-(2-methacryloyloxyethyl) ethylene urea (for example Plex 6852-0, available from Degussa, or Norsocryl 104, available from Ato Fina), N-(2-methacryloxyacetamidoethyl)-N,N'-ethylene urea, allyl ureido wet adhesion monomer (Sipomer WAM, available from Rhodia), allylalkyl ethylene urea, Cylink C4 wet adhesion monomer (available from Cytec), N-methacrylamido-methyl urea, N-methacryloyl urea, N-[3-(1 ,3-diazacyclohexan-2-one)propyl] methacrylamide, 2-(1-imidazolyl)ethyl methacrylate and 2-(1-imidazolidin-2-on)ethyl methacrylate. Diacetone acrylamide (DAAM) is also a suitable monomer especially when used in combination with polyhydrazides including dihydrazides such as adipic acid dihydrazide.
Preferably the ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups are selected from the group consisting of acetoacetoxy functional monomers, tertiary amine functional monomers, carbonyl functional acrylamide monomers, iminated monomers (acid functional monomers iminated after polymerisation), ureido functional monomers, ureido allyl functional monomers and mixtures thereof. Most preferably the ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups are selected from the
group consisting of N-(2-methacrylamidoethyl) ethylene urea, N-(2-methacryloyloxyethyl) ethylene urea, AAEMA, DMAEMA and DAAM.
Preferably block [A] comprises 0 to 35 mol%, more preferably 0 to 25 mol% of component i). Preferably block [B] comprises 5 to 50 mol%, more preferably 7 to
40 mol% of component i).
Preferably polymer P comprises 0 to 3 wt%, more preferably 0 wt% of component i).
Component ii)
Conveniently component ii) may comprise ethylenically unsaturated monomer unit s bearing non-ionic, ionic or potentially ionic water-dispersing functional groups. Preferably the water-dispersing functional groups bearing ionic or potentially ionic functional groups need to be in their dissociated (i.e. salt) form to effect their water-dispersing action. If they are not dissociated they are considered as potential ionic groups which become ionic upon dissociation. The ionic water-dispersing groups are preferably fully or partially in the form of a salt in the final composition of the invention. Ionic or potentially ionic water-dispersing groups include cationic water-dispersing groups such as basic amine groups, quaternary ammonium groups, and anionic water-dispersing groups such as acid groups, for example phosphoric acid groups, sulphonic acid groups, and carboxylic acid groups. There are also potentially ionic functional monomers that may become cationic upon addition of acid, such as dimethylamino ethyl (meth)acrylate, dimethylamino propyl (meth)acrylate, and dimethylamino propyl (meth)acrylamide. Preferably any ionic water-dispersing groups are anionic water-dispersing groups.
Preferred ethylenically unsaturated monomer unit s bearing ionic or potentially ionic water-dispersing functional groups include (meth)acrylic acid, itaconic acid, maleic acid, β-carboxyethyl acrylate, monoalkyl maleates (for example monomethyl maleate and monoethyl maleate), citraconic acid, styrenesulphonic acid, sodium styrenesulphonate, vinylbenzylsulphonic acid, vinylsulphonic acid, sodium vinylsulphonate, acryloyloxyalkyl sulphonic acids (for example acryloyloxymethyl sulphonic acid), 2-acrylamido-2-alkylalkane sulphonic acids (for example 2-acrylamido-2-methylpropanesulphonic acid (AMPS)), 2-methacrylamido-2-alkylalkane sulphonic acids (for example
2-methacrylamido-2-methylethanesulphonic acid), mono(acryloyloxyalkyl)phosphates (for example, mono(acryloyloxyethyl)phosphate and mono(3-acryloyloxypropyl)phosphates) and mono(methacryloyloxyalkyl)phosphates, and/or mixtures thereof. Ethylenically unsaturated monomer unit s bearing water-dispersing functional groups may also include ethylenically unsaturated monomer unit s bearing non-ionic water-dispersing groups such as pendant polyoxyalkylene groups, more preferably polyoxyethylene groups such as methoxy(polyethyleneoxide (meth)acrylate), hydroxy polyethylene glycol (meth)acrylates, alkoxy polypropylene glycol (meth)acrylates and hydroxy polypropylene glycol (meth)acrylates, preferably having a number average molecular weight of from 350 to 3000 g/mol. Examples of such ethylenically unsaturated monomers which are commercially available include ω-methoxypolyethylene glycol (meth)acrylate. Other vinyl monomers which are considered as being water-dispersing are acrylamide and N,N-alkyl(meth)acrylamides such as N,N-dimethylacrylamide and N,N-diethylacrylamide.
Preferably ethylenically unsaturated monomer unit s bearing water-dispersing functional groups are selected from the group consisting of ionic water-dispersing or potentially ionic water-dispersing functional groups with a pKa < 4.5, non-ionic water-dispersing groups and mixtures thereof. In one preferred embodiment of the invention component (ii) (which can be considered the hydrophillic component) does not comprise acrylamide.
Examples of ethylenically unsaturated monomer unit s bearing water- dispersing or potentially water-dispersing functional groups with a pKa < 4.5 include AMPS, phosphated hydroxyethyl (meth)acrylate and sodium styrene sulfonate (NaSS). Preferably component ii) is selected from (meth)acrylic acid and/or
AMPS .
For the purpose of this invention, monomers which may also provide some crosslinking properties such as (meth)acrylic acid, herein are considered as monomers providing water-dispersing functional groups, i.e. component ii). Preferably block [A] comprises 50 to 100 mol%, more preferably 75 to
100 mol% of component ii)
Preferably block [B] comprises 0 to 10 mol%, more preferably 0 to 7 mol% and especially 1 to 5 mol% of component ii).
Preferably polymer P comprises 0 to 3 wt% and more preferably 0 wt% of component ii).
Component iii)
Conveniently component iii) may comprise optionally substituted monomers such as Ci-i8 hydrocarbo (meth)acrylates, C1-18 hydrocarbo acrylamide and/or styrenic monomers More conveniently component iii) may comprise: styrene , α-methyl styrene, t-butyl styrene, chloromethyl styrene, esters of acrylic and/or methacrylic acid(s), represented by Formula 1
CH2=CR5-COOR4 'Formula 1 wherein R5 is H or methyl and R4 is optionally substituted Cr18 hydrocarbyl (e.g alkyl, cycloalkyl, aryl and/or (alkyl)aryl) and/or optionally substituted Cr18 hydrocarbyl
(meth)acrylamides . The esters of Formula 1 are also known as acrylic monomers.
Most conveniently component iii) may comprise monomers selected from the group consisting of: styrene, α-methylstyrene, t-butyl styrene, chloromethyl styrene, optionally substituted Cr18 alkyl, (meth)acrylate(s), optionally substituted C3-18 cycloalkyl (meth)acrylate(s), optionally substituted C3-18 aryl (meth)acrylate(s), optionally substituted C4- is (alkyl)aryl) (meth)acrylate(s), hydrophobic acrylic monomers (such as side-chain crystallisable monomers), optionally substituted Cr18 alkyl acrylamide, optionally substituted C3-18 cycloalkyl acrylamide, optionally substituted C3-18 aryl acrylamide, optionally substituted C4-18 (alkyl)aryl) acrylamide and mixtures thereof.
Usefully component iii) may comprise monomers selected from the group consisting of: styrene, α-methylstyrene, t-butyl styrene, chloromethyl styrene, methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate (all isomers), butyl (meth)acrylate (all isomers), 2-ethylhexyl (meth)acrylate, isodecyl (meth)acrylate, lauryl (meth)acrylate, tridecyl (meth)acrylate, isobomyl (meth)acrylate, dicyclopentenyloxymethyl (meth)acrylate, benzyl (meth)acrylate, 2-phenoxyethyl (meth)acrylate, 3,3,5-trimethyl-cyclohexyl (meth)acrylate, p-methylphenyl (meth)acrylate, 1-naphtyl (meth)acrylate, 3-phenyl-n-propyl (meth)acrylate, tetradecyl (meth)acrylate, hexadecyl (meth)acrylate, octadecyl (meth)acrylate (= stearyl (meth)acrylate), t-octyl (meth)acrylamide, n-decyl (meth)acrylamide and mixtures thereof.
Preferably, the monomers are selected from styrene, and the group of C1 to C12 , more preferably C1 to C8 alkyl (meth)acrylate monomers including methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate (all isomers), butyl (meth)acrylate (all isomers) and 2-ethylhexyl (meth)acrylate.
Preferably block [A] comprises 0 to 35 mol% and more preferably 0 to 25 mol% of component iii).
Preferably block [B] comprises 40 to 90 mol% and more preferably 50 to 85 mol% of component iii). Preferably polymer P comprises 60 to 100 wt% and more preferably
70 to 100 wt% of component iii).
Component iv)
Conveniently component iv) may comprise diene monomers such as 1 ,3-butadiene and isoprene; vinyl toluene, divinyl benzene; vinyl monomers such as acrylonitrile, methacrylonitrile; vinyl halides such as vinyl chloride; vinylidene halides such as vinylidene chloride; vinyl esters such as vinyl acetate, vinyl propionate, vinyl laurate; vinyl esters of versatic acid such as VEOVA™ 9 and VEOVA™ 10 (VEOVA™ is a trademark of Resolution); heterocyclic vinyl compounds; alkyl esters of mono-olefinically unsaturated dicarboxylic acids such as di-n-butyl maleate and di-n-butyl fumarate; amides of unsaturated carboxylic acids such as N-alkyl(meth)acrylamides that are different from those of components i) to iii).
Examples of component iv) may also include ethylenically unsaturated monomers (usually CrCi2 alkyl (meth)acrylates) bearing crosslinking functional groups like hydroxyl, silane, maleic, epoxy, unsaturated fatty acid,
(meth)acryloyl or (meth)allyl functional groups, examples of which include hydroxyalkyl (meth)acrylates such as hydroxyethyl (meth)acrylate (HE(M)A), 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate and their modified analogues like Tone M-100 (Tone is a trademark of Union Carbide Corporation), methacryloxypropyltrimethoxysilane, maleic anhydride, glycidyl (meth)acrylate, allyl (meth)acrylate, and/or mixtures thereof.
Preferred monomers suitable for crosslinking include for example hydroxyalkyl (meth)acrylates, glycidyl (meth)acrylates.
For clarity, monomers which may also provide some water-dispersing properties, such as hydroxyalkyl (meth)acrylates like for example hydroxyethyl (meth)acrylate (HE(M)A), herein are considered as ethylenically unsaturated monomers providing crosslinking functional groups and therefore as component iv). Preferably block [A] comprises 0 to 30 mol%, more preferably 0 to 25 mol% and most preferably 0 to 20 mol% of component iv).
Preferably block [B] comprises 0 to 30 mol%, more preferably 0 to
25 mol% and most preferably 2 to 20 mol% of component iv).
Preferably polymer P comprises 0 to 20 wt%, more preferably 0 to 10 wt% and most preferably 0 to 5 wt% of component iv). The weight average molecular weights (Mw) or number average molecular weights (Mn) of the block copolymer may be determined by using gel permeation chromatography (GPC).
Preferably the number average molecular weight (Mn) of block [A] is in the range of from 200 to 40,000 g/mol, more preferably from 500 to 20,000 g/mol, most preferably from 700 to 10,000 g/mol, and especially preferred from 700 to 5,000 g/mol. The advantage of having a Mn for block [A] within the specified boundaries is to maintain a good balance between water-sensitivity of the final coating (which increases when Mn is higher than 40,000 g/mol) and water-dispersability of the block copolymer
(which is poor when Mn is lower than 200 g/mol). Preferably the Mn of block [B] is in range of from 200 to 40,000 g/mol, more preferably from 500 to 30,000 g/mol, most preferably from 700 to 20,000 g/mol, and especially preferred from 1 ,500 to 15,000 g/mol. The advantage of having a Mn for block [B] within the specified boundaries is to maintain a good water-dispersability of the block copolymer; when the Mn is higher than 40,000 g/mol the block copolymer cannot be dispersed properly and when the Mn is lower than 200 g/mol the block copolymer is too water-soluble, which can give issues regarding water-sensitivity and wet adhesion of the coating.
Preferably the ratio of Mn value for block [B] to that of block [A] is in the range of from 60:40 to 99:1 , more preferably in the range of from 70:30 to 98:2 and most preferably in the range of from 75:25 to 97:3. The advantage of having such a ratio of Mn for block [B] to block [A] is the provision of a good balance between water-dispersability of the block copolymer and the coating performance in terms of water sensitivity, wet adhesion properties and mechanical properties desired for outdoor coatings. Preferably block copolymer [A]x[B]y has a weight average molecular weight < 100,000 g/mol, more preferably < 75,000 g/mol, most preferably < 50,000 g/mol, and especially 35,000 g/mol.
Preferably polymer P has a weight average molecular weight
< 1 ,000,000 g/mol, more preferably < 750,000 g/mol and especially < 500,000 g/mol.
Preferably the composition (block copolymer [A]x[B]y and polymer P) has a weight average molecular weight in the range of from 2,000 to 750,000 g/mol, more preferably 10,000 to 500,000 and especially 20,000 to 400,000 g/mol.
The Tg of a polymer herein stands for the glass transition temperature and is well known to be the temperature at which a polymer changes from a glassy, brittle state to a rubbery state. Tg values of polymers may be determined experimentally using techniques such as Differential Scanning Calorimetry (DSC) or calculated theoretically using the well-known Fox equation where the Tg (in Kelvin) of a copolymer having "n" copolymerised comonomers is given by the weight fractions "W" and the Tg values of the respective homopolymers (in Kelvin) of each comonomer type according to the equation "1/Tg = W1ZTg1 + W2/Tg2 + Wn/Tgn". The calculated
Tg in Kelvin may be readily converted to 0C.
Preferably the Tg of block [A] is -200C to 150 0C, more preferably 0 0C to 120 0C and most preferably 10 0C to 1 10 0C. Preferably the Tg of block [B] is < 50 0C, more preferably < 25 0C and most preferably < 0 0C. The advantage of having a Tg of block [B] within the specified boundaries is that a lower Tg can promote the dispersability and flexibility of the block copolymer. A high flexibility of the block copolymer gives a good chain mobility within the coating, which is advantageous for obtaining good adhesion of the coating to the substrate surface.
Preferably the Tg of block [A] is higher than the the Tg of block [B]. Preferably the difference in Tg between block [A] and block [B] is > 20 0C, more preferably > 40 0C and especially > 50 0C.
Preferably the Tg of polymer P is > -5 0C, more preferably in the range of from 0 to 70 0C, most preferably 5 to 50 0C and especially 10 to 40 0C.
Preferably block [B] and polymer P are more hydrophobic than block [A]. The hydrophobicity of a polymer may be determined from the Hansch parameter. The Hansch parameter for a polymer is calculated using a group contribution method. The monomer unit s forming a polymer are assigned a hydrophobicity contribution and the hydrophobicity of the polymer, the Hansch parameter, is calculated based on the weight average of the monomers in the polymer as disclosed in for example C. Hansch, P. Maloney, T. Fujita, and R. Muir, Nature, 194. 178-180 (1962). Values of the hydrophobicity contributions for several monomers are for example: styrene 4.29, α-methylstyrene 4.7, methyl methacrylate 1.89, butyl acrylate 3.19, and acrylic acid
-2.52. Therefore a polymer made up of STY (20) αMS (20) MMA (20) BA (10) AA (30) has a Hansch value of 1.74.
Preferably the Hansch parameter for block [A] is lower than that for block [B] and lower than that for polymer P. Preferably block [A] has a Hansch parameter less than 1.7, more preferably less than 1.0, and especially preferred less than 0.5.
Preferably block [B] has a Hansch parameter more than 1.0, more preferably more than 1.7, and especially preferred more than 2.0.
Preferably polymer P has a Hansch parameter more than 1.7 and most preferred more than 2.0.
The block copolymer [A]x[B]y preferably has an acid value in the range of from 5 to 200 mgKOH/g and more preferably 20 to 150 mgKOH/g of block copolymer [A]x[B]y
Polymer P preferably has an acid value < 50, more preferably < 15 and especially < 10 mgKOH/g of polymer.
The aqueous emulsion of the invention preferably has an acid value < 100, more preferably < 70 and especially < 50 mgKOH/g of total polymer in the composition.
The RAFT polymerisation process for obtaining block [A] and/or block [B] may be carried out in bulk, in solution, in emulsion, in dispersion or in suspension. Preferably the RAFT polymerisation process for obtaining block [A] is performed in solution. Preferably the RAFT polymerisation process for obtaining block [B] is performed in solution or by emulsion polymerisation, more preferably in solution. Solution polymerisation is a polymerisation process in which all the reaction components including the monomers, initiator and control agent are dissolved in a non-monomeric liquid solvent either at the start or during the course of the reaction. By non-monomeric is meant a solvent that does not comprise monomers, in other words the solvent won't react as part of the polymerisation. Usually the solvent is also able to dissolve the vinyl polymer or copolymer that is being formed. By a solvent is meant water, organic solvents or mixtures thereof.
Preferably the block copolymer is prepared according a solution dispersion polymerization process, which comprises the preparation of the block copolymer in solution using a RAFT radical polymerisation process and the dispersion of the obtained block copolymer in water. Dispersion of the block copolymer in water can be performed by adding water to the block copolymer solution or by adding the
block copolymer solution to water. Optionally suitable surfactants can be used to aid in the dispersion process. The block copolymer preferably comprises acid-functional groups that can be transformed into anionic functional water-dispersing groups by addition of a suitable organic or inorganic base such as for example ammonia, triethylamine or sodium hydroxide. Preferred bases are volatile amines, such as ammonia, or neutralising agents which decompose without leaving inorganic residues which are sensitive to water in the final dried coating. After the block copolymer is dispersed in water the remaining solvent can optionally be removed for example under reduced pressure. Preferred organic solvents include alcohols (such as ethanol, isopropanol, n-butanol, n-propanol, cyclohexanol), esters (such as ethyl acetate, propyl acetate, isopropyl acetate, butyl acetate), ketone solvents (such as acetone, methyl ethyl ketone, methyl isobutyl ketone), and glycols (such as butyl glycol). More preferred organic solvents include solvents selected from the group consisting of acetone, ethanol, methyl ethyl ketone, iso-propanol, ethyl acetate, butyl glycol and mixtures thereof. Preferably the solvent is a mixture of water and a suitable organic solvent like an alcohol. Preferably the solvent applied for the block copolymer preparation using the solution dispersion polymerisation process comprises an organic solvent with a low boiling point and or a high evaporation rate to allow fast removal of the organic solvent after the dispersion step under reduced pressure. Examples of such solvents include acetone, ethanol, isopropanol, methyl ethyl ketone and ethyl acetate.
A process for preparing a block having a gradient composition comprises continually introducing a first monomer feed to a reactor, where the first monomer feed continually varies in its compositional feed content during the continuous introduction by the addition of a different second monomer feed to the first monomer feed and polymerising the monomers introduced into the reactor.
The addition of the second monomer feed to the first monomer feed may be in parallel to the introduction of the first monomer feed to the polymerisation (i.e. both feeds start and end at the same time). Alternatively the start of monomer feed one to the reactor may precede the start of the addition of the second monomer feed to the first monomer feed, or both monomer feeds may be started simultaneously but the time taken for the addition of the second monomer feed to the first monomer feed may exceed the time taken for the introduction of the first monomer feed to the reactor.
A block having a gradient composition may also be obtained by the simultaneous introduction of a first and a second monomer feed into the reactor where
the rate of the introduction of the first monomer feeds varies with respect to the rate of the introduction of the second monomer feed.
The at least two monomer feeds used to prepare the block having a gradient composition usually differ in composition. The difference between the at least two monomer feeds may be for example a difference in monomer composition, a difference in glass transition temperature (Tg), or simply a variation in the concentration of the respective monomers in each monomer feed.
Block [A] and [B] can be prepared in any order. Polymer P is prepared using a radical emulsion polymerisation process in the presence of the block copolymer [A]x[B]y, where optionally the control agent functional group located at one of the chain ends of the prepared block copolymer [A]x [B]y can be deactivated or removed prior to the preparation of polymer P. General methods for preparing aqueous vinyl polymers are reviewed in the Journal of Coating Technology, volume 66, number 839, pages 89 to 105 (1995). The control agent may optionally be removed before or after dispersion of the block copolymer and before or after the polymer preparation. When a RAFT agent is used as control agent the RAFT group can be deactivated or removed via for example oxidation reactions, radical induced reactions, hydrolysis, or aminolysis. In the case that the control agent functional group is not removed or only partially removed prior to the preparation of polymer P at least part of the polymer P chains will grow onto or become covalently attached to at least part of the block copolymer chains.
Optionally the chain end functionality of the block copolymer [A]x [B]y, is retained to assist with the covalent bond formation between the block copolymer and polymer P. The chain end functionality of the block copolymer may be a RAFT group (-S-C(=S)-) or a thiol (-SH) group or any other group derived from the RAFT control agent that can provide covalent bond formation between the block copolymer and polymer P.
In another embodiment of the invention there is provided a process for preparing a composition according to the invention wherein said method comprises the following steps: i. synthesis in a solvent by means of a RAFT radical polymerisation process of a first block [A] followed by the polymerisation of at least a second block [B]. The order of preparation of [A] and [B] can also be reversed; ii. optional removal of the control agent before, during or after dispersing the block copolymer [A]x[B]y in water;
iii. optional removal of the solvent from block copolymer [A]x[B]y; iv. dispersion of the block copolymer [A]x[B]y in water optionally containing monomers, by adding either water to the block copolymer [A]x[B]y or adding the block copolymer [A]x[B]y to water, optionally using surfactants, preferably by addition of a suitable base; v. optional removal of solvent from the block copolymer [A]x[B]y dispersion (if solvent is still present from step iv.); vi. performing an emulsion polymerisation process of monomers in the presence of the block copolymer [A]x[B]y dispersion prepared in step iv) and or step v) to obtain polymer P.
Alternatively after step i) the solvent is removed by a suitable method to get a solid, which solid can be afterwards dispersed into water.
Furthermore the polymerisation process to make the block copolymer or the polymer may be carried out as either a batch, semi-batch or a continuous process. When the polymerisation process for the block copolymer is carried out in the batch mode, the reactor is typically charged with a polymerisation medium, typically an organic solvent, the control agent and monomer. To the mixture is then added the desired amount of initiator. The mixture is then heated for the required reaction time. In a batch process, the reaction may be run under pressure to avoid monomer reflux. Semi-batch operation typically involves the continuous or step-wise addition of monomer (and/or other ingredients) during polymerisation, and is often applied in copolymerisations to minimize copolymer composition drift in case monomer reactivities are very different. If the polymerisation process for the block copolymer is to be carried out as a semi-batch process, the reaction is typically carried out as follows: the reactor is charged with a polymerisation medium, typically an organic solvent, the control agent, and optionally (part of) the initiator. Into a separate vessel are placed the monomer and optionally polymerisation medium and initiator. For safety reasons the initiator can also be added via another separate vessel. The polymerisation medium in the reactor is heated and stirred while the monomer and initiator are step-wise or gradually introduced. The rate of monomer and/or initiator addition is determined largely by the quantity of solution and/or the rate of polymerisation. When the additions are completed, heating may be continued for an additional period of time with or without additional initiator to reduce unreacted monomer levels.
Furthermore after preparation of a first block, the prepared block can be purified from residual monomers and subsequently used for the polymerisation of a
second monomer composition as a second block or the second monomer composition can be polymerised directly after the preparation of first block is completed. In this case at least 80 wt%, preferably at least 90 wt%, most preferred at least 95 wt% of the first block monomer composition is reacted before the second monomer composition is reacted. The second block can contain up to 20 wt% (preferably 10 wt% or less) of the first monomer composition.
A free-radical polymerisation of ethylenically unsaturated monomers to make either the block copolymer and or the polymer will require the use of a source of free radicals (i.e. an initiator) to initiate the polymerisation. Suitable free-radical-yielding initiators include inorganic peroxides such as K, Na or ammonium persulphate, hydrogen peroxide, or percarbonates; organic peroxides, such as acyl peroxides including for example benzoyl peroxide, alkyl hydroperoxides such as t-butyl hydroperoxide and cumene hydroperoxide; dialkyl peroxides such as di-t-butyl peroxide; peroxy esters such as t-butyl perbenzoate; mixtures may also be used. The peroxy compounds are in some cases advantageously used in combination with suitable reducing agents (redox systems) such as iso-ascorbic acid. Metal compounds such as Fe. EDTA (ethylene diamine tetracetic acid) may also be usefully employed as part of the redox initiator system. Azo functional initiators such as 2,2'-azobis(isobutyronitrile) (AIBN), 2,2'-azobis(2-methyl-butyronitrile) (AMBN) and 4,4'-azobis(4-cyanovaleric acid) may also be used. The amount of initiator or initiator system to use is conventional. For the preparation of the block copolymer preferably the molar amount of initiator does not exceed the molar amount of control agent that is applied. A further amount of initiator may optionally be added at the end of the polymerisation process to assist the removal of any residual ethylenically unsaturated monomers.
A chain transfer agent may be added to control the molecular weight of the polymer. Suitable chain transfer agents include mercaptans such as n-dodecylmercaptan, n-octylmercaptan, t-dodecylmercaptan, mercaptoethanol, iso-octyl thioglycolate, C2 to C8 mercapto carboxylic acids and esters thereof such as 3-mercaptopropionic acid and 2-mercaptopropionic acid; and halogenated hydrocarbons such as carbon tetrabromide and bromotrichloromethane. Preferably no chain transfer agent is added during the preparation of the block copolymer.
Surfactants can be utilised in order to assist in the dispersion of the the block copolymer and or polymer, and or in the emulsification of the monomers in water (even if self-dispersible). Suitable surfactants include but are not limited to
conventional anionic, cationic and/or nonionic surfactants and mixtures thereof such as Na, K and NH4 salts of dialkylsulphosuccinates, Na, K and NH4 salts of alkyl sulphonic acids, Na, K and NH4 alkyl sulphates, ethoxylated fatty acids and/or fatty amides, and Na, K and NH4 salts of fatty acids such as Na stearate and Na oleate. Other anionic surfactants include alkyl or (alk)aryl groups linked to sulphonic acid groups, sulphuric acid half ester groups (linked in turn to polyglycol ether groups), phosphonic acid groups or carboxylic acid groups. Cationic surfactants include alkyl or (alk)aryl groups linked to quaternary ammonium salt groups. Nonionic surfactants include polyglycol ether compounds and preferably polyethylene oxide compounds as disclosed in "Nonionic surfactants - Physical chemistry" edited by M.J. Schick, M. Decker 1987.
If monomers bearing crosslinking functional groups are present, then crosslinking may be introduced by combining the block copolymer obtained by the process of the invention with a separate crosslinker to provide either a self-crosslinking system (with a long potlife, triggered by for instance a change in temperature or pH or the evaporation of one of the ingredients in the overall system, like a solvent or water), or a two pack system.
A separate crosslinking agent is preferably selected from group consisting of polyhydrazides (including dihydrazides such as adipic acid dihydrazide), polyisocyanates, carbodiimides, polyaziridines, epoxies, melamine resins and mixtures thereof.
The composition obtained by the process of the invention can be in the form of a solid, a solution or as an aqueous dispersion. Most preferably the composition is used in an aqueous composition.
Furthermore the composition obtained by the process of the invention is particularly suitable for use in coating applications in which it may provide a key part of coating compositions or formulations. Such coating compositions can be pigmented or unpigmented. Such coating compositions may be applied to a variety of substrates by any conventional method including brushing, dipping, flow coating, spraying and the like. The aqueous carrier medium is removed by natural drying or accelerated drying (by applying heat) to form a coating.
The coating composition can be applied to a broad variety of substrates, including for example fresh wood or weathered wood and substrates of any nature such as wood, metal, plastic, concrete, glass or leather substrates that are coated with alkyd based coatings that may or may not have been aged.
The composition obtained by the process of the invention may also contain conventional ingredients, some of which have been mentioned above; examples include pigments, dyes, emulsifiers, surfactants, plasticisers, thickeners, heat stabilisers, leveling agents, anti-cratering agents, fillers, sedimentation inhibitors, UV absorbers, antioxidants, drier salts, organic co-solvents, wetting agents and the like introduced at any stage of the production process or subsequently. It is possible to include an amount of antimony oxide in the emulsion to enhance the fire retardant properties.
Suitable organic co-solvents which may be added during the process or after the process during formulation steps are well known in the art and include xylene, toluene, methyl ethyl ketone, acetone, ethanol, isopropanol, ethyl acetate, butyl acetate, diethylene glycol, ethylene diglycol, butyl glycol, butyl diglycol, dipropylene glycol methyl ether, propylene glycol n-butyl ether, dipropylene glycol n-butyl ether, and 1-methyl-2-pyrrolidinone. Preferably the aqueous composition comprises < 50 wt%, more preferably from < 40 wt% and most preferably from < 35 wt% of organic co-solvent by weight of total polymer.
Preferably only a low concentration of aromatic solvent is added. Preferably less than 10 wt %, more preferably less than 5 wt % and most preferred less than 2 wt % of aromatic solvent by weight of total polymer is added.
The solids content of the aqueous composition is preferably within the range of from 20 to 60 wt%, and most preferably within the range of from 30 to 50 wt%.
If desired the composition obtained by the process of the invention can be used in combination with other polymer compositions which are not according to the invention.
In another embodiment there is provided an aqueous emulsion according to the invention additionally comprising a polymer Q, wherein the solids content of the block copolymer and polymer P together is > 1 wt% and < 35 wt% based on total solids content of block copolymer and polymer P and polymer Q together. Preferably polymer Q is an acrylic, urethane, urethane-acrylic, alkyd, alkyd-acrylic or another type of polymer.
In a preferred embodiment there is provided a blend of an aqueous polymer Q dispersion comprising an acrylic, urethane, urethane-acrylic, alkyd, alkyd-acrylic or another type of polymer Q with the aqueous emulsion of the invention. The advantage of such blending is that the overall performance properties of the
aqueous polymer dispersion (coating) are retained, and additionally the aqueous emulsion of the invention provides the coating with improved wet adhesion properties.
Preferably the solids content of the aqueous emulsion prepared by the process of the invention added to the aqueous polymer Q dispersion amounts < 35 wt% on total solids content of the blend and more preferably < 25 wt%. Preferably the solids content of the aqueous emulsion prepared by the process of the invention added to the aqueous polymer Q dispersion amounts > 1 wt% on total solids content of the blend and more preferably > 5 wt%.
Preferably the polymer Q dispersion that is added to the aqueous emulsion prepared by the process of the invention is an aqueous acrylic polymer dispersion.
Preferably the particle size of the polymer Q dispersion that is blended with the aqueous emulsion prepared by the process of the invention of the invention is in the range of from 50 to 400 nm, preferably > 80 nm. Preferably the particle size of the aqueous emulsion according to the invention is < 80 nm.
An aspect of the invention provides a coating composition and/or polymer obtained and/or obtainable by a process of the invention
An aspect of the invention provides a coating composition obtained and/or obtainable by a process of the invention Another aspect of the invention provides a mixture of i) block copolymer comprising at least blocks [A]x[B]y,and ii) polymer P; where said mixture is obtained and/or obtainable by a process of the invention
Yet another aspect of the invention provides a block copolymer-polymer comprising as components thereof i) block copolymer comprising at least blocks [A]x[B]y and ii) polymer P; said block copolymer-polymer obtained and/or obtainable by a process of the invention.
A further aspect of the invention provides a coating obtained and/or obtainable from a coating composition, mixture and/or block copolymer-polymer of the invention. Another aspect of the invention provides a substrate and/or article coated with a coating of the invention.
A still other aspect of the invention provides a method of coating a substrate and/or article comprising the steps of i) applying a coating composition, mixture and/or block copolymer-polymer of the invention to the substrate and/or article; ii) drying the substrate and/or article to form a coating thereon.
A further aspect of the invention provides use of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention to coat a substrate and/or article.
A yet other aspect of the invention provides for a coated substrate and/or article obtained and/or obtainable by the method of coating of the invention.
A further aspect of the invention provides use of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention in at least one of the applications descibed herein.
A still yet other aspect of the invention provides a method of manufacture of a coating composition, mixture, block copolymer-polymer, substrate and/or article of the invention for the purpose being used in at least one of the applications descibed herein.
The terms 'effective', 'acceptable' 'active' and/or 'suitable' (for example with reference to any process, use, method, application, preparation, product, material, formulation, compound, monomer, block copolymer, polymer precursor, and/or polymers of the present invention and/or described herein as appropriate) will be understood to refer to those features of the invention which if used in the correct manner provide the required properties to that which they are added and/or incorporated to be of utility as described herein. Such utility may be direct for example where a material has the required properties for the aforementioned uses and/or indirect for example where a material has use as a synthetic intermediate and/or diagnostic tool in preparing other materials of direct utility. As used herein these terms also denote that a functional group is compatible with producing effective, acceptable, active and/or suitable end products. Many other variations embodiments of the invention will be apparent to those skilled in the art and such variations are contemplated within the broad scope of the present invention.
Further aspects of the invention and preferred features thereof are given in the claims herein. The present invention is now illustrated by reference to the following examples. Unless otherwise specified, all parts, percentages and ratios are on a weight basis.
TEST DESCRIPTIONS
Molecular weights were determined by GPC using polymer standards and eluents as described below.
GLOSS
The gloss level of the dried film was determined using a Byk Gardner micro-TRI-gloss device set at an angle of 20 degrees or 60 degrees.
STAIN RESISTANCE TEST A small piece of cotton wool was placed on the dried film, which was then soaked with the test liquid, such as demineralised water, alcohol/water (30/70) mixture, coffee or CIF (cleaning agent). The soaked pieces of cotton wool were then covered by a petri-dish to prevent drying out. After 16 hours the pieces of cotton wool and residual liquid were removed and the degree of coating damage was determined as follows: 5 = very good: no visible damage or degradation / discoloration; 4 = only slight visible damage or haze / blooming; 3 = clear haze / blooming or damage; 2 = coating partially dissolved; 1 = coating is almost completely dissolved; 0 = very poor: coating is completely dissolved.
BLOCK RESISTANCE
The degree of blocking of a coating against the same coating was assessed with a Koehler Block tester (ex Instrument Company Inc.). The blocking resistance of dried films was measured after 16 hours in an oven at 50 0C under a pressure of 1 kg/cm2. Coated Leneta test cards were cut into pieces of 30 x 100 mm and placed cross-wise so that the coating against coating was tested. The degree of blocking was determined on the ease of pulling the two test specimens apart and assessing each coating for any damage. Duplicate measurements were performed (test 1 and test 2). The block resistance was classified as follows: 5 = very good: entirely separated and undamaged; 4 = good: entirely separated and minor damage; 3 = fair: some sticking and some damage; 2 = mediocre; 1 = poor; 0 = very poor: stuck together; once pulled apart, they are both completely damaged.
WET ADHESION TO AN UNSANDED AGED ALKYD PAINT LAYER
The level of wet adhesion to an unsanded aged alkyd paint layer was determined using a scrub test. Primed cold rolled steel metal panels were degreased
with ethanol and spray coated with an alkyd paint (Schakelverf, available from Sigma Coatings) at a 100 μm layer thickness. The alkyd coated panels were left to dry for 1 day at approximately 20 0C, aged for 1 week in an oven at 80 0C, and left for at least 1 day at approximately 20 0C. After having degreased the coated panels with ethanol, the formulated dispersions were applied onto the aged alkyd coated panels using a
120 μm wire rod. The films were dried for 4 hours at room temperature and then for 64 hours in an oven at 500C to remove all traces of volatiles. Cross-cuts were made onto the dried coated panels using a standard knife so that the complete coating was divided into 1 cm2 squares. The panel was placed under an Erichsen™ scrub tester and subjected to a scrub test using 15 ml_ of scrub medium. The scrub medium was 1 part of Marlon A 350 (available from Sasol) in 200 parts of demineralised water. The scrub test was then performed up to 2000 cycles. After each 500 scrubs 15 ml_ of scrub medium was applied. At the end of the scrub test the panel was carefully rinsed with demineralised water and dried with a tissue. The degree of wet scrub resistance was then visually determined and classified from 0 to 5, where 0 = more than 65% of the coating is removed (very poor wet adhesion), 1 = 36 to 65% of the coating removed, 2 = 16 to 35% of the coating removed, 3 = 6 to 15% of the coating removed, 4 = 1 to 5% of the coating removed, 5 = coating completely intact (excellent wet adhesion). An alternative procedure to test the adhesion of a coating to an aged, alkyd substrate is described in "VYNATE. TM. (Union Carbide Chemicals and Plastics Corporation) Vinyl Emulsion Vehicles for Semigloss Interior Architectural Coatings", M. J. Collins, et al., presented at the 19th Annual "Water-Borne High-Solids and Powder Coating Symposium", Feb. 26-28, 1992, New Orleans, La., USA where a commercial gloss alkyd paint is coated onto Leneta. The alkyd film is allowed to age one week at ambient conditions, then baked at 1 10 0F. for 24 hours, and then aged at least one more week at ambient conditions. A seven-mil drawdown of the test paint is then made over the aged alkyd and allowed to air dry three days before a scrub test is carried out. In the examples, the following abbreviations and terms are specified: DP = degree of polymerisation
AA = acrylic acid
BA = butyl acrylate
MMA = methyl methacrylate xanthate 1 = O-ethyl-S-(1-methoxycarbonyl)ethyl dithiocarbonate
SLS = sodium lauryl sulfate APS = ammonium persulfate Plex 6852-0 = N-(2-methacyloyloxyethyl)ethylene urea (50% solution in water; provided by Degussa) An overview of the Examples and the Comparatives is given in Table
1 below.
Table 1
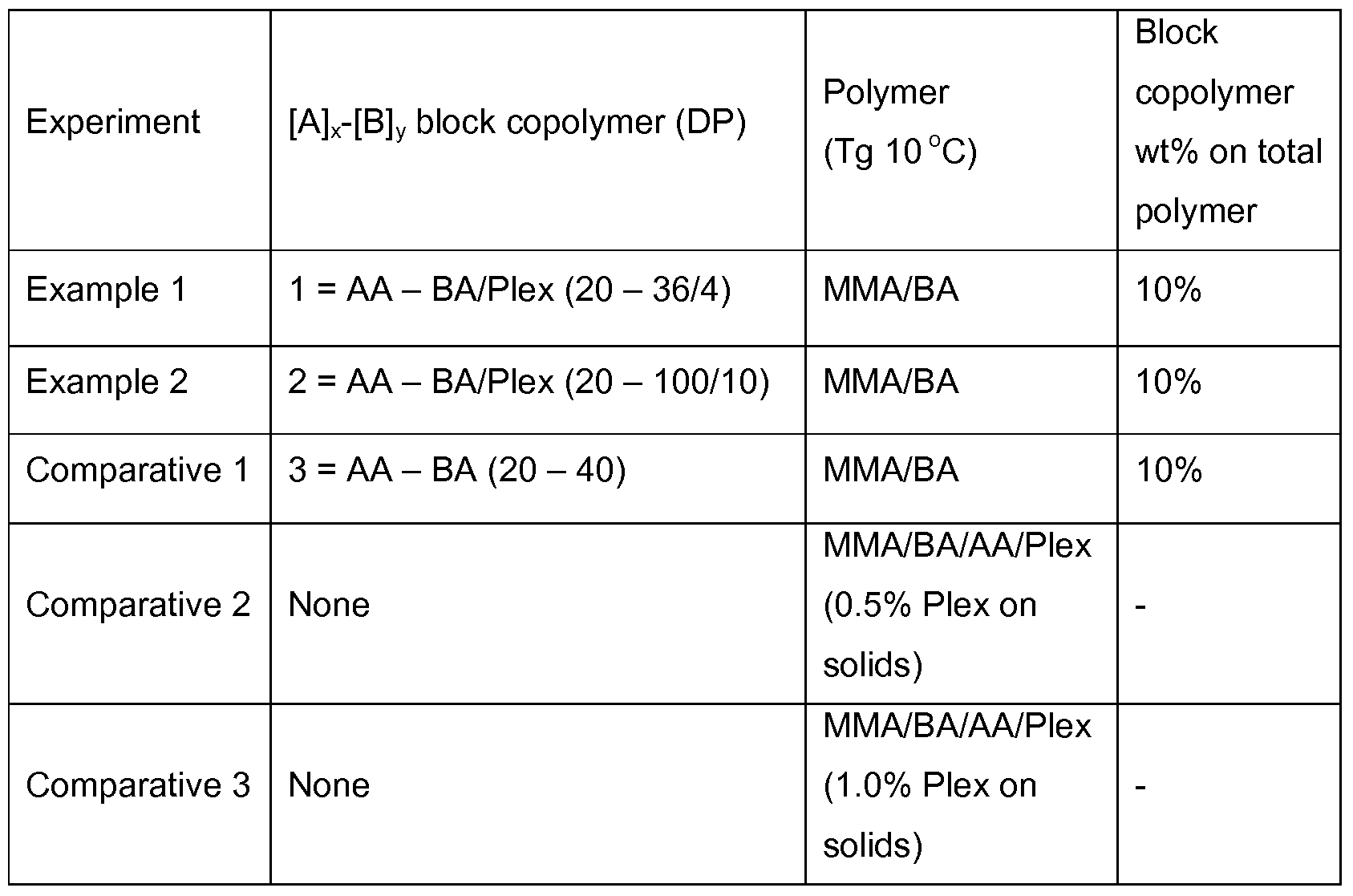
Synthesis of a [A1v-[B1y diblock copolymer where block [AI is based on AA and x = 20 and block [BI is based on BA and Plex 6852-0 with v = 40 (DP BA = 36; DP Plex = 4): Block [A]: 300 gram of ethanol and 50 gram (0.24 mol) of xanthate 1 were added to a 2L three-necked glass flask equipped with condenser cooler, temperature measuring probe and mechanical stirring device. The reaction mixture was degassed by purging with nitrogen at room temperature for 15 minutes while stirring. The temperature was raised to 75 0C and 10 wt% of a monomer feed mixture of 350 gram (4.86 mol) of AA and 600 gram of ethanol was added to the reaction mixture. Then a mixture of 4.0 gram (approximately 10 mmol) of 4,4'-azobis(4-cyanovaleric acid)
(Aldrich, 75+%) and 40 gram of ethanol was added. After 15 minutes at 70 0C the gradual addition was started of the remaining 90 wt% of the AA / ethanol mixture. The addition lasted 4 hours under a weak nitrogen stream and at a controlled temperature of 70 0C, after which the mixture was kept for 4 hours at 70 0C. The reaction mixture was then cooled to 20 0C and a sample was withdrawn for further analysis. The conversion of AA as determined with gas chromatography was found to be 94% and the solids level was experimentally determined at 33%. GPC analysis of the final product (using THF as solvent and calibration on polystyrene standards) resulted in the following values: Mn = 1441 g/mol, PDI (=Mw/Mn) = 1.20. BIoCk [B]:
181.8 gram of the block [A] reaction mixture, corresponding to approximately 36.4 mmol of precursor block [A] based on a solids level of 33% and a theoretical molecular weight of 1650 g/mol, was added together with 20 gram of ethanol to a 1 L three-necked glass flask equipped with condenser cooler, temperature measuring probe and mechanical stirring device. The reaction mixture was degassed by purging with nitrogen at room temperature for 15 minutes while stirring. The temperature was raised to 70 0C and 10 wt% of a monomer feed mixture of 167.8 gram (1.31 mol) of BA, 58.0 gram (0.146 mol) of Plex 6852-0 (50 % solution in water), and 70 gram of ethanol was added to the reaction mixture. Then a mixture of 2.0 gram (approximately 5.4 mmol) of 4,4'-azobis(4-cyanovaleric acid) (Aldrich, 75+%) and 20 gram of ethanol was added to the reaction mixture. After 15 minutes at 70 0C the gradual addition was started of the remaining 90 wt% of the BA / Plex 6852-0 / ethanol mixture. The addition lasted approximately 4 hours under a weak nitrogen stream and at a controlled temperature of 70 0C, after which the mixture was kept for 4 hours at 70 0C. The reaction mixture was then cooled to 20 0C and a sample was withdrawn for further analysis. The conversion of BA as determined with gas chromatography was found to be 97 %. The final solids level was experimentally determined at 49.4 % and adjusted to 40 % by addition of ethanol. GPC analysis of the final product (using hexafluoroisopropanol as solvent and calibration on poly(methyl methacrylate) standards) resulted in the following values: Mn = 10590 g/mol, PDI (=Mw/Mn) = 1.88.
BLOCK COPOLYMER 2
Synthesis of a [A]r [B]y diblock copolymer where block [A] is based on AA and x = 20 and block [BI is based on BA and Plex 6852-0 with v = 1 10 (DP BA = 100; DP Plex = 10): The block [A] reaction mixture used for the preparation of Block copolymer 1 was also used to prepare Block copolymer 2. For the preparation of block [B] of Block copolymer 2, 70 gram of the block [A] reaction mixture, corresponding to approximately 14 mmol of precursor block [A] based on a solids level of 33 % and a theoretical molecular weight of 1650 g/mol, was added together with 80 gram of ethanol to a 1 L three-necked glass flask equipped with condenser cooler, temperature measuring probe and mechanical stirring device. The reaction mixture was degassed by purging with nitrogen at room temperature for 15 minutes while stirring. The temperature was raised to 70 0C and 10wt % of a monomer feed mixture of 179.5 gram (1.40 mol) of BA, 56.0 gram (0.14 mol) of Plex 6852-0 (50 % solution in water), and 70 gram of ethanol was added to the reaction mixture. Then a mixture of 1.1 gram (approximately 3 mmol) of 4,4'-azobis(4-cyanovaleric acid) (Aldrich, 75+%) and 10 gram of ethanol was added to the reaction mixture. After 15 minutes at 70 0C the gradual addition was started of the remaining 90 wt% of the BA / Plex 6852-0 / ethanol mixture. The addition lasted approximately 4 hours under a weak nitrogen stream and at a controlled temperature of 70 0C, after which the mixture was kept for 4 hours at 70 0C. The reaction mixture was then cooled to 20 0C and a sample was withdrawn for further analysis. The conversion of BA as determined with gas chromatography was found to be 96 %. The final solids level was experimentally determined at 57 % and adjusted to 40 % by addition of ethanol. GPC analysis of the final product (using hexafluoroisopropanol as solvent and calibration on poly(methyl methacrylate) standards) resulted in the following values: Mn = 20450 g/mol, PDI (=Mw/Mn) = 1.92.
BLOCK COPOLYMER 3
Synthesis of a [A1v-[B1y diblock copolymer where block [AI is based on AA and x = 20 and block [BI is based on BA and v = 40:
The block [A] reaction mixture was prepared according a similar procedure as described for Block copolymer 1 (data for block [A] from GPC analysis: Mn = 1315 g/mol, PDI = 1.22). For the preparation of block [B] of Block copolymer 3, 180 gram of the block [A] reaction mixture, corresponding to approximately 33 mmol of precursor block [A] based on a solids level of 30 % and a theoretical molecular weight
of 1650 g/mol, was added to a 1 L three-necked glass flask equipped with stirrer, condenser cooler, temperature measuring probe. The reaction mixture was purged with nitrogen at room temperature for 15 minutes while stirring. The temperature was raised to 70 0C and 10 wt% of a monomer feed mixture of 168.0 gram (1.3 mol) of BA and 93 gram of ethanol was added to the reaction mixture. Then a mixture of 1.8 gram
(approximately 5 mmol) of 4,4'-azobis(4-cyanovaleric acid) (Aldrich, 75+%) and 7 gram of ethanol was added to the reaction mixture. After 10 minutes at 70 0C the gradual addition was started of the remaining 90 wt% of the BA / ethanol mixture. The addition lasted 5 hours under a weak nitrogen stream and at a controlled temperature of 70 0C, after which the mixture was kept for an additional 5 hours at 70 0C. The reaction mixture was then cooled to 20 0C and a sample was withdrawn for further analysis. The conversion of BA as determined with gas chromatography was found to be 97 %. The final solids level was 50 %. GPC analysis of the final product (using THF as solvent and calibration on polystyrene standards) resulted in the following values: Mn = 4465 g/mol, PDI = 1.51.
PREPARATION OF AN AQUEOUS DISPERSION OF BLOCK COPOLYMER 1
250 gram of block copolymer 1 was slowly added to a mixture of 400 gram of demineralised water and 23 gram of triethylamine at 20 0C whilst stirring. A stable aqueous solution/dispersion was obtained of which the pH was further adjusted to 8 by addition of 2.7 gram of triethylamine. After removal of residual ethanol from the dispersion under reduced pressure (rotary evaporation) and extra addition of demineralised water the final solids was experimentally determined at 21.2 %.
PREPARATION OF AN AQUEOUS DISPERSION OF BLOCK COPOLYMER 2
250 gram of block copolymer 2 was slowly added to a mixture of 400 gram of demineralised water and 8.6 gram of triethylamine at 20 0C whilst stirring. A stable aqueous dispersion was obtained of which the pH was further adjusted to 8 by addition of 2.1 gram of triethylamine. After removal of residual ethanol from the dispersion under reduced pressure (rotary evaporation) and extra addition of demineralised water the final solids was experimentally determined at 20.3 %. The particle size of the dispersion as determined with light scattering was 47nm.
PREPARATION OF AN AQUEOUS DISPERSION OF BLOCK COPOLYMER 3
200 gram of block copolymer 3 was slowly added to a mixture of 250 gram of demineralised water and 17.5 gram of triethylamine at 20 0C whilst stirring. A stable aqueous solution/dispersion was obtained of which the pH was further adjusted to 8 by addition of 7 gram of triethylamine. After removal of residual ethanol from the dispersion under reduced pressure (rotary evaporation) and extra addition of demineralised water the final solids was experimentally determined at 23.8 %.
EXAMPLE 1 : SYNTHESIS OF A MMA/BA EMULSION POLYMER BASED ON BLOCK COPOLYMER 1
104 gram of demineralised water and 93.3 gram of the aqueous dispersion of block copolymer 1 prepared above (21.2 % in water) were added to a 1 L three-necked glass flask equipped with stirrer, condenser cooler and temperature measuring probe. The reaction mixture was heated while stirring to 65 0C under nitrogen atmosphere. Then a mixture of 5.3 gram MMA and 4.6 gram BA was added and the reaction mixture was heated to 75 0C. After 5 minutes mixing at 75 0C an initiator mixture of 0.18 gram APS and 3.2 gram demineralised water, set at pH = 8 with triethylamine, was added. The reaction mixture was then heated to 85 0C. After 15 minutes at 85 0C the gradual addition was started of an initiator feed mixture of 0.42 gram APS and 41.1 gram of demineralised water, set at pH = 8 with triethylamine, and of a pre-emulsified monomer feed mixture of 83 gram demineralised water, 3.3 gram SLS (30 wt% in water), 101.0 gram MMA and 86.8 gram BA. Both mixtures were added as parallel feeds to the reaction mixture over a time period of 3 hours and at a controlled reaction temperature of 85 0C. During the reaction the pH of the reaction mixture was kept above 7.0. At the end of the monomer and initiator feed the reaction mixture was kept for 30 minutes at 85 0C. A post reaction with tert-butyl hydroperoxide and isoascorbic acid was performed to react any residual monomer. The resultant emulsion was then cooled to room temperature.
Example 2 and Comparative Example 1 were prepared according a similar recipe and procedure as applied for Example 1 , where only the type of block copolymer was varied (see Table 1 ).
COMPARATIVE EXAMPLE 2: SYNTHESIS OF A MMA/BA/AA/PLEX EMULSION POLYMER
163 gram of demineralised water and 6.5 gram of SLS (30 wt% in water) were added to a 1 L three-necked glass flask equipped with stirrer, condenser cooler and temperature measuring probe. The reaction mixture was heated while stirring to 65 0C under nitrogen atmosphere. Then 5 wt% of a pre-emulsified monomer feed mixture consisting of in total 88 gram demineralised water, 3.3 gram SLS (30 wt% in water), 1.6 gram AA, 2.1 gram Plex 6852-0 (50 wt% in water), 105.1 gram MMA, 90.4 gram BA and 0.4 gram iso-octyl thioglycolate was added. The reaction mixture was then heated to 85 0C. After 10 minutes at 85 0C an initiator mixture of 0.18 gram APS and 3.2 gram demineralised water was added. After 15 minutes the gradual addition was started of an initiator feed mixture of 0.42 gram APS and 41.1 gram water and the remaining 95 wt% of the pre-emulsified monomer feed. Both mixtures were added as parallel feeds to the reaction mixture over a time period of 3 hours and at a controlled reaction temperature of 85 0C. At the end of the monomer and initiator feed the reaction mixture was kept for 30 minutes at 85 0C. A post reaction with tert-butyl hydroperoxide and isoascorbic acid was performed to react any residual monomer. The resultant emulsion was then cooled to room temperature and the pH of the latex was adjusted to 8.0 by addition of ammonia. Comparative Example 3 was prepared according the same recipe and procedure as applied for Comparative Example 2, but then with twice the amount of AA and Plex 6852-0.
The properties of the final prepared block copolymer / polymer P dispersions are given in Table 2 below. Final free monomer levels were all below 500ppm. All latices were processed with little or no fouling and/or sediment formation. Molecular weights were determined with GPC using THF as solvent and calibration on polystyrene standards.
Table 2

1 ) gravimetrically determined
Prior to testing the acrylic dispersions were all formulated with 7 % on total dispersion of premix 1 , and 2 % on total dispersion of premix 2, where premix 1 was a 75/25 mixture of butyl glycol / butyl diglycol (80 % in water), and premix 2 was a 50/50 mixture of Fluowet SB / Byk 346 (2 % in water). The pH of premix 1 and 2 was adjusted to about 8 with ammonia before addition.
Films of the formulated dispersions were cast onto a Leneta test chart (120 micron wet) and dried for a 2 to 4 hours at room temperature. The films were then dried in an oven at 5O 0C for a period of 16 hours. The obtained dry films were then examined for gloss level, stain resistances and block resistance. The level of wet adhesion to an unsanded aged alkyd paint surface was determined using a wet scrub resistance test (see test descriptions). Test results are given in Table 3 below.
Table 3

Claims
1. A process for preparing an aqueous coating composition comprising a block copolymer and a polymer P; wherein the block copolymer comprises at least blocks [A]x[B]y, where at least block [A] is obtained by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer (RAFT) mechanism in the presence of a control agent and a source of free radicals; wherein block [A] comprises: i) 0 to 50 mol% of ethylenically unsaturated monomer unit bearing adhesion promoting functional group(s); ii) 20 to 100 mol % of ethylenically unsaturated monomer unit bearing water-dispersing functional group(s); iii) 0 to 50 mol % of ethylenically unsaturated monomer selected from: C-ι-18 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 mol % of ethylenically unsaturated monomer unit different from those from i), ii) and/or iii); where i), ii), iii) and iv) add up to 100 %; and block [A] has an average degree of polymerisation x, where x is an integer from 3 to 80; wherein block [B] comprises: i) 5 to 60 mol% of ethylenically unsaturated monomer unit bearing adhesion promoting functional groups; ii) 0 to 15 mol % of ethylenically unsaturated monomer unit bearing water-dispersing functional groups; iii) 20 to 95 mol % of ethylenically unsaturated monomer selected from: CM8 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 mol % of ethylenically unsaturated monomer unit different from those from i), ii) and/or iii); where i), ii), iii) and iv) add up to 100 %; and block [B] has an average degree of polymerisation y, where y is an integer > 10; and wherein polymer P is obtained by an emulsion polymerisation process in the presence of the block copolymer, and where the polymer P comprises: i) 0 to 15 wt% of ethylenically unsaturated monomer unit bearing adhesion promoting functional groups; ii) 0 to 15 wt% of ethylenically unsaturated monomer unit bearing water-dispersing functional groups; iii) 50 to 100 mol % of ethylenically unsaturated monomer selected from:
C1-18 hydrocarbo (meth)acrylate(s) and/or styrenic monomer(s); iv) 0 to 35 wt % of ethylenically unsaturated monomer unit different from those from i), ii) + iii); where i), ii), iii) + iv) add up to 100 %.
2. A process according to claim 1 , where block [A] is obtained and/or obtainable by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer mechanism in solution in the presence of a control agent and a source of free radicals.
3. A process according to either preceding claim, in which the aqueous coating composition is capable of being applied to a wood substrate.
4. A process according to either claim 1 or 2, in which the aqueous coating composition is capable of being applied to an alkyd substrate.
5. A process according to any one of the preceding claims, where block [B] is obtained by a controlled radical polymerisation of at least one ethylenically unsaturated monomer via a reversible addition-fragmentation chain transfer mechanism in solution in the presence of a control agent and a source of free radicals.
6. A process according to any one of the preceding claims wherein the control agent is selected from the group consisting of dithioesters, thioethers-thiones, trithiocarbonates, dithiocarbamates, xanthates and mixtures thereof.
7. A process according to any one of the preceding claims wherein the the ethylenically unsaturated monomer unit s bearing adhesion promoting functional groups are selected from the group consisting of
N-(2-methacrylamidoethyl) ethylene urea, N-(2-methacryloyloxyethyl) ethylene urea, AAEMA, DMAEMA, DAAM and mixtures therof.
8. A process according to any one of the preceding claims in which the ethylenically unsaturated monomer unit bearing water-dispersing functional group(s) comprise ionic functional groups.
9. A process according to any one of the preceding claims in which the ethylenically unsaturated monomer unit bearing water-dispersing functional group(s) are other than acrylamide(s).
10. A process according to any one of the preceding claims wherein the difference in Tg between block [A] and block [B] is > 20 0C.
1 1. A composition obtained and/or obtainable by a process as claimed in any preceding claim.
12. A method of coating a surface comprising the steps of: a) applying a composition as claimed in claim 1 1 to a surface; b) optionally drying the composition thereon.
13. A method of coating as claimed in claim 12, where the surface comprises wood and/or alkyd.
14. A method of coating as claimed in claim 12 or 13, where the surface is weathered wood and/or aged alkyd.
15. Use of a coating composition as claimed in claim 1 1 , to coat a surface.
16. Use as claimed in claim 15, where the surface comprises wood and/or an alkyd.
17. Use as claimed in claim 15 or 16, where the surface is weathered wood and/or aged alkyd.
18. An aqueous, wood and/or alkyd coating composition comprising a composition as claimed in claim 1 1.
19. A method of manufacturing a composition as claimed in claim 1 1 , for the purpose of coating surfaces comprising wood and/or alkyd.
20. A substrate coated with a composition as claimed in claim 1 1 , where the substrate surface, before coating, comprises wood and/or alkyd.
21. A coated substrate as claimed in claim 20, in which the surface before coating is weathered wood or aged alkyd.
22. A coated substrate as claimed in claim 20 or 21 in which the adhesion of the coating to the substrate when wet (wet adhesion) is substantially the same as the adhesion to the substrate when dry (dry adhesion).
23. An article comprising a coated substrate as claimed in any one of claims 20 to 22.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200980117542.4A CN102027029B (en) | 2008-05-15 | 2009-05-15 | Block copolymers obtained using RAFT |
| EP09745825A EP2276782A1 (en) | 2008-05-15 | 2009-05-15 | Block copolymers obtained using raft |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08156241 | 2008-05-15 | ||
| EP08156241.5 | 2008-05-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009138493A1 true WO2009138493A1 (en) | 2009-11-19 |
Family
ID=39731704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2009/055924 Ceased WO2009138493A1 (en) | 2008-05-15 | 2009-05-15 | Block copolymers obtained using raft |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2276782A1 (en) |
| CN (1) | CN102027029B (en) |
| WO (1) | WO2009138493A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102746474A (en) * | 2012-08-27 | 2012-10-24 | 同济大学 | Preparation method of temperature and pH sensitive shell cross-linked polymeric micelle |
| US20120315237A1 (en) * | 2011-06-07 | 2012-12-13 | Basf Se | Associative Thickeners Based on Methacrylate |
| US20230303857A1 (en) * | 2022-03-25 | 2023-09-28 | Basf Se | Block-copolymers in elastomeric roof coatings |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102308798A (en) * | 2011-04-22 | 2012-01-11 | 扬州斯培德化工有限公司 | Agricultural macromolecular surfactant and preparation method and application thereof |
| CN102746475B (en) * | 2012-06-18 | 2014-04-23 | 浙江理工大学 | Trithiocarbonate compound containing isocyanate group, preparation method and application |
| KR102032076B1 (en) * | 2016-10-31 | 2019-10-14 | 오츠카 가가쿠 가부시키가이샤 | Block Copolymers, Dispersants, and Pigment Dispersion Compositions |
| WO2019011693A1 (en) * | 2017-07-12 | 2019-01-17 | Dsm Ip Assets B.V. | Aqueous binder composition |
| EP3917975B1 (en) | 2019-01-30 | 2023-03-29 | Covestro (Netherlands) B.V. | Process for preparing waterborne dispersion |
| CN109957047B (en) * | 2019-02-27 | 2021-11-16 | 宁波大学 | Polyhydroxy dodecahydrazide initiator and use method thereof |
| WO2022073880A1 (en) * | 2020-10-09 | 2022-04-14 | Rhodia Operations | Metal surface treatment |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503975B1 (en) * | 2000-03-29 | 2003-01-07 | E. I Du Pont De Nemours And Company | Surfactant free aqueous emulsions |
| US20030114548A1 (en) * | 1999-12-10 | 2003-06-19 | William Bett | Surface chemistry modified latex and resdispersible powders, production and use thereof |
| US20040122160A1 (en) * | 2002-12-16 | 2004-06-24 | Piro Bonnie D. | Pigment dispersions for solventborne coatings with improved rheology |
| WO2005097854A1 (en) * | 2004-04-08 | 2005-10-20 | Dsm Ip Assets B.V. | Aqueous vinyl oligomer and vinyl polymer compositions |
| WO2006037161A1 (en) * | 2004-10-04 | 2006-04-13 | The University Of Sydney | Surface polymerisation process and polymer product using raft agent |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101084241B (en) * | 2004-10-04 | 2011-08-17 | 悉尼大学 | Surface polymerization method and polymerization products using RAFT reagents |
-
2009
- 2009-05-15 WO PCT/EP2009/055924 patent/WO2009138493A1/en not_active Ceased
- 2009-05-15 EP EP09745825A patent/EP2276782A1/en not_active Withdrawn
- 2009-05-15 CN CN200980117542.4A patent/CN102027029B/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030114548A1 (en) * | 1999-12-10 | 2003-06-19 | William Bett | Surface chemistry modified latex and resdispersible powders, production and use thereof |
| US6503975B1 (en) * | 2000-03-29 | 2003-01-07 | E. I Du Pont De Nemours And Company | Surfactant free aqueous emulsions |
| US20040122160A1 (en) * | 2002-12-16 | 2004-06-24 | Piro Bonnie D. | Pigment dispersions for solventborne coatings with improved rheology |
| WO2005097854A1 (en) * | 2004-04-08 | 2005-10-20 | Dsm Ip Assets B.V. | Aqueous vinyl oligomer and vinyl polymer compositions |
| WO2006037161A1 (en) * | 2004-10-04 | 2006-04-13 | The University Of Sydney | Surface polymerisation process and polymer product using raft agent |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120315237A1 (en) * | 2011-06-07 | 2012-12-13 | Basf Se | Associative Thickeners Based on Methacrylate |
| US9095730B2 (en) * | 2011-06-07 | 2015-08-04 | Basf Se | Associative thickeners based on methacrylate |
| CN102746474A (en) * | 2012-08-27 | 2012-10-24 | 同济大学 | Preparation method of temperature and pH sensitive shell cross-linked polymeric micelle |
| CN102746474B (en) * | 2012-08-27 | 2014-07-16 | 同济大学 | Preparation method of temperature and pH sensitive shell cross-linked polymeric micelle |
| US20230303857A1 (en) * | 2022-03-25 | 2023-09-28 | Basf Se | Block-copolymers in elastomeric roof coatings |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102027029A (en) | 2011-04-20 |
| EP2276782A1 (en) | 2011-01-26 |
| CN102027029B (en) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9567476B2 (en) | Water-borne crosslinkable block copolymers obtained using raft | |
| EP2276782A1 (en) | Block copolymers obtained using raft | |
| US9255211B2 (en) | Adhesion to plastic with block copolymers obtained using RAFT | |
| US20110159306A1 (en) | Adhesion to metal surfaces with block copolymers obtained using raft | |
| US9340699B2 (en) | Aqueous oligomer / polymer emulsion with cationic functionality | |
| US7402624B2 (en) | Graft copolymers with segmented arms and their preparation and use | |
| EP2173777B1 (en) | Aqueous dispersions containing crystallisable block copolymers | |
| US20040220329A1 (en) | Aqueous polymer composition and coating produced therefrom | |
| HK1152059A (en) | Water borne crosslinkable block copolymers obtained using raft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980117542.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09745825 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009745825 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009745825 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |