WO2009141930A1 - フレキソ印刷原版 - Google Patents
フレキソ印刷原版 Download PDFInfo
- Publication number
- WO2009141930A1 WO2009141930A1 PCT/JP2009/000202 JP2009000202W WO2009141930A1 WO 2009141930 A1 WO2009141930 A1 WO 2009141930A1 JP 2009000202 W JP2009000202 W JP 2009000202W WO 2009141930 A1 WO2009141930 A1 WO 2009141930A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- protective layer
- photosensitive resin
- modulus
- young
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/12—Printing plates or foils; Materials therefor non-metallic other than stone, e.g. printing plates or foils comprising inorganic materials in an organic matrix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/05—Heat-generating engraving heads, e.g. laser beam, electron beam
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/09—Photosensitive materials characterised by structural details, e.g. supports, auxiliary layers
- G03F7/092—Photosensitive materials characterised by structural details, e.g. supports, auxiliary layers characterised by backside coating or layers, by lubricating-slip layers or means, by oxygen barrier layers or by stripping-release layers or means
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
- G03F7/2002—Exposure; Apparatus therefor with visible light or UV light, through an original having an opaque pattern on a transparent support, e.g. film printing, projection printing; by reflection of visible or UV light from an original such as a printed image
- G03F7/2014—Contact or film exposure of light sensitive plates such as lithographic plates or circuit boards, e.g. in a vacuum frame
- G03F7/2016—Contact mask being integral part of the photosensitive element and subject to destructive removal during post-exposure processing
- G03F7/202—Masking pattern being obtained by thermal means, e.g. laser ablation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/14—Production or use of a mask
Definitions
- the present invention relates to a flexographic printing plate used for producing a flexographic printing plate by computer plate making technology, and more particularly to a flexographic printing plate that is water-developable and excellent in fine line reproducibility.
- CTP technology Computer to Plate, CTP technology
- digital image forming technology is a method for obtaining a relief uneven pattern by directly outputting information processed on a computer onto a printing plate. This technology eliminates the need for a negative film manufacturing process and reduces costs and the time required to create the negative.
- This photosensitive printing original plate is composed of a photosensitive resin layer, a barrier layer (protective layer), and an infrared-sensitive layer.
- the barrier layer is a material transfer between the photosensitive resin layer and the infrared-sensitive layer, and in the atmosphere. It functions to prevent polymerization inhibition of the photosensitive resin layer by oxygen.
- a photosensitive resin layer that can be developed with an aqueous solution is strongly required from the viewpoint of environmental impact and workability.
- a flexographic photosensitive resin layer that can be developed with water a layer made of synthetic rubber and a hydrophilic polymer is commercially available (see Patent Document 3).
- a water-development plate with higher resolution has been developed by using latex present in the form of fine particles as a main component (see Patent Document 4).
- the photosensitive resin has a high flexibility, and thus problems arise. Specifically, there are problems of wrinkles on the entire printing plate and fine line reproduction failure. These occur when the plate is attached to the drum during laser processing and then removed and returned to a flat surface. The above problem becomes particularly noticeable when a photosensitive resin layer mainly composed of latex is used. This is probably because latex is present in the form of fine particles and the plate is more flexible.
- the present invention was created in view of the current state of the prior art, and an object of the present invention is to provide a flexographic printing original plate with good reproduction of fine lines while being a flexible water development plate.
- the present inventors have found that the problem of poor fine line reproducibility in the water-development plate is that the plate is attached to the drum and then removed and returned to a flat surface. It has been found that the stretched heat-sensitive mask layer deforms the underlying protective layer, and the deformed protective layer is formed by sinking into the flexible photosensitive resin layer. And, as a result of further investigation, the present inventors have found that the above problems can be solved by appropriately controlling the Young's modulus and layer thickness of the protective layer so that the deformation of the photosensitive resin layer by the protective layer does not occur. The present invention has been completed.
- a photosensitive printing original plate that is sequentially laminated wherein (B) the photosensitive resin layer is a water developable layer, (C) the Young's modulus of the protective layer is 4 MPa to 35 MPa, and (C) the protective layer Provided is a flexographic printing plate having a layer thickness of 0.2 ⁇ m to 2.0 ⁇ m, and (C) Young's modulus (MPa) and layer thickness ( ⁇ m) of the protective layer satisfy the following formula 1. . 1 ⁇ Young's modulus ⁇ (layer thickness) 2 ⁇ 18 (Formula 1)
- the photosensitive resin layer is mainly composed of latex
- the protective layer is soluble in water.
- the Young's modulus and layer thickness of the protective layer are appropriately controlled so that the photosensitive resin layer is not deformed by the protective layer.
- Printing plate having excellent properties, resolution, and printability.
- the flexographic printing original plate of the present invention has a configuration in which at least (A) a support, (B) a photosensitive resin layer, (C) a protective layer, and (D) a thermal mask layer are sequentially laminated.
- the (A) support used in the original plate of the present invention is flexible, but is preferably a material excellent in dimensional stability.
- a metal support such as steel, aluminum, copper, or nickel, a polyethylene terephthalate film And a thermoplastic resin support such as a polyethylene naphthalate film, a polybutylene terephthalate film, or a polycarbonate film.
- a polyethylene terephthalate film having excellent dimensional stability and sufficiently high viscoelasticity is particularly preferable.
- the thickness of the support is preferably from 50 to 350 ⁇ m, and preferably from 100 to 250 ⁇ m, from the standpoint of mechanical properties, shape stabilization, or handleability during plate making.
- the photosensitive resin layer (B) used in the original plate of the present invention comprises a synthetic polymer compound, a photopolymerizable unsaturated compound, and essential components of a photopolymerization initiator, a plasticizer, a thermal polymerization inhibitor, a dye, and a pigment. , UV absorbers, fragrances, or optional additives such as antioxidants.
- the photosensitive resin layer (B) must be developable with an aqueous developer.
- the synthetic polymer compound that can be developed with water latex is preferably used.
- the water-developable photosensitive resin layer is generally flexible, but the use of latex inevitably makes the printing plate very flexible. When latex is not used, for example, those described in JP-A-3-198058 can be used.
- Usable latexes include polybutadiene latex, natural rubber latex, styrene-butadiene copolymer latex, acrylonitrile-butadiene copolymer latex, polychloroprene latex, polyisoprene latex, polyurethane latex, methyl methacrylate-butadiene copolymer latex, Water-dispersed latex polymers such as vinylpyridine polymer latex, butyl polymer latex, thiocol polymer latex, and acrylate polymer latex, and heavy polymers obtained by copolymerizing these polymers with other components such as acrylic acid and methacrylic acid. Coalescence is mentioned.
- an aqueous dispersion latex polymer containing a butadiene skeleton or an isoprene skeleton in the molecular chain is preferably used from the viewpoint of hardness and rubber elasticity.
- polybutadiene latex, styrene-butadiene copolymer latex, acrylonitrile-butadiene copolymer latex, methyl methacrylate-butadiene copolymer latex, and polyisoprene latex are preferable. Latex needs to be confirmed as independent fine particles.
- the protective layer used in the original plate of the present invention is provided in order to prevent polymerization inhibition due to oxygen in the photosensitive resin layer.
- the protective layer is not particularly limited as long as it can be removed with an aqueous developer, and can be constructed using any polymer soluble or insoluble in water. Even a water-insoluble polymer can be removed and developed by physically rubbing with a brush, but a water-soluble polymer is preferred for shortening the development time.
- Examples of such a polymer constituting the protective layer include soluble polyamide, polyvinyl alcohol, polyacrylic acid, polyethylene oxide, alkyl cellulose, cellulose polymers (particularly hydroxypropyl cellulose, hydroxyethyl cellulose, nitrocellulose), and cellulose acetate. Examples include butyrate, polybutyral, butyl rubber, NBR rubber, acrylic rubber, styrene-butadiene rubber, latex, and soluble polyester. These polymers are not limited to one type of use, and two or more types of polymers can be used in combination.
- the protective layer preferably has a higher thermal decomposition temperature than the thermal mask layer. This is because if the thermal decomposition temperature of the protective layer is lower than that of the thermal mask layer, the protective layer may also be thermally decomposed during ablation of the thermal mask layer.
- the protective layer (C) needs to satisfy Young's modulus (MPa) and layer thickness ( ⁇ m) of the following formula 1.
- MPa Young's modulus
- ⁇ m layer thickness
- the Young's modulus (MPa) and the layer thickness ( ⁇ m) of the protective layer (C) satisfy the following formula 2, and more preferably satisfy the following formula 3.
- the present inventor examined the cause of fine line reproducibility failure of a printing original plate using a conventional water-developable photosensitive resin layer, and found that it occurs when the original plate is attached to a drum and then returned to a flat surface. I found it. Specifically, the heat-sensitive mask layer wound around the drum and stretched does not immediately return to its original length from the stretched state when it is returned to the flat surface, so the stretched portion loses its place, and at the thin line location The adjacent protective layer is subjected to a force that is pushed inward from both sides by the extended thermal mask layer, and the protective layer is indented (deformed) into the photosensitive resin layer, resulting in poor fine line reproducibility. I found it.
- (C) As a method for adjusting (lowering) the Young's modulus of the protective layer so as to satisfy the above formula 1, for example, a polymer having a low saponification degree or a polymer having a low glass transition temperature is used as a polymer constituting the protective layer. Or a latex, or a large amount of a plasticizer that is compatible with the polymer to be used. In addition, when latex is used as the polymer constituting the protective layer, there is an additional effect that the protective layer is hardly thermally decomposed during IR irradiation of the printing original plate. Further, (C) As a method for adjusting the layer thickness of the protective layer so as to satisfy the above formula 1, for example, adjusting the type of bar coater used for coating or the solid content concentration during coating may be considered. .
- the (C) protective layer has a Young's modulus of 4 MPa to 35 MPa. If the Young's modulus of the protective layer is out of the above range, it may be difficult to satisfy Formula 1.
- the thickness of the protective layer (C) needs to be 0.2 ⁇ m to 2.0 ⁇ m. If the thickness of the protective layer is out of the above range, it may be difficult to satisfy Formula 1.
- the heat-sensitive mask layer used in the original plate of the present invention is composed of a binder, a material having a function of absorbing infrared laser to convert it into heat and a function of blocking ultraviolet light. Further, as an optional component other than these, a pigment dispersant, a filler, a surfactant, a coating aid, or the like can be contained within a range that does not impair the effects of the present invention.
- the thermal mask layer preferably has an optical density of 2.0 or more with respect to actinic radiation, more preferably an optical density of 2.0 to 3.0, and particularly preferably 2.2 to 2.
- the optical density is 5.
- the thickness of the thermal mask layer is preferably 0.5 to 5.0 ⁇ m, more preferably 1.0 to 2.0 ⁇ m. If it is more than the said minimum, a high coating technique is not required but an optical density more than fixed can be obtained. Moreover, if it is below the said upper limit, high energy is not required for evaporation of a thermal mask layer, and it is advantageous in cost.
- the binder is not particularly limited, but a polar copolyamide is preferably used.
- the polyamide used may be appropriately selected from conventionally known cationic polyamides, nonionic polyamides, and anionic polyamides, such as tertiary amine group-containing polyamides, quaternary ammonium base-containing polyamides, ether group-containing polyamides, and sulfonic acids. Examples thereof include group-containing polyamide.
- Examples of the material having the infrared absorption function and the ultraviolet light blocking function include dyes such as phthalocyanine, substituted phthalocyanine derivatives, cyanine, merocyanine dyes, and polymethine dyes, and pigments such as carbon black, graphite, chromium oxide, and iron oxide. .
- dyes such as phthalocyanine, substituted phthalocyanine derivatives, cyanine, merocyanine dyes, and polymethine dyes
- pigments such as carbon black, graphite, chromium oxide, and iron oxide. .
- carbon black is particularly preferable from the viewpoints of photothermal conversion, economic efficiency, and handleability.
- the material having the infrared absorption function and the ultraviolet light blocking function is appropriately used at a concentration that can achieve the optical density and the layer thickness. Generally, 1 to 60% by weight with respect to the total weight of the (D) thermal mask layer. %, Preferably 10 to 50% by weight. If it is less than the lower limit, the optical density becomes less than 2.0, and there is a possibility that the infrared absorption function and the ultraviolet light blocking function are not exhibited. On the other hand, when the above upper limit is exceeded, other components such as a binder are insufficient, and the film-forming property may be lowered.
- a peelable flexible cover film On the thermal mask layer.
- Suitable examples of the peelable flexible cover film include a polyethylene terephthalate film, a polyethylene naphthalate film, and a polybutylene terephthalate film.
- a protective film is not absolutely necessary.
- the method for producing the flexographic printing original plate of the present invention is not particularly limited, but is generally produced as follows. First, a solution is prepared by dissolving all the components of the heat-sensitive mask layer in an appropriate solvent, or when using a pigment such as carbon black, all components other than the pigment are dissolved in an appropriate solvent, and the pigment is added thereto. Disperse to prepare a dispersion. Next, such a solution or dispersion is applied onto a support for a thermal mask layer (eg, a PET film), and the solvent is evaporated. Thereafter, the protective layer component is overcoated to produce one laminate. Further, separately from this, a photosensitive resin layer is formed on the support by coating, and the other laminate is prepared. The two laminates thus obtained are laminated so that the photosensitive resin layer is adjacent to the protective layer under pressure and / or heating.
- the heat-sensitive mask layer support functions as a protective film on the surface of the printing original plate after completion.
- the protective film is first removed from the photosensitive printing plate. Thereafter, the thermal mask layer is irradiated imagewise with an IR laser to form a mask on the photosensitive resin layer.
- suitable IR lasers include ND / YAG laser (1064 nm) or diode laser (eg, 830 nm).
- a laser system suitable for computer plate making technology is commercially available, and for example, a diode laser system CDI Spark (Barco Graphics) can be used. This laser system includes a rotating cylindrical drum that holds a printing original, an IR laser irradiation device, and a layout computer, and image information is directly transferred from the layout computer to the laser device.
- the photosensitive printing original plate is irradiated with actinic rays through the mask.
- actinic rays having a wavelength of 150 to 500 nm, particularly 300 to 400 nm can be used.
- a low pressure mercury lamp, a high pressure mercury lamp, an ultrahigh pressure mercury lamp, a metal halide lamp, a xenon lamp, a zirconium lamp, a carbon arc lamp, an ultraviolet fluorescent lamp, or the like can be used. Thereafter, the irradiated plate is developed to obtain a printing plate.
- the development step can be performed with a conventional development unit.
- the present invention will be specifically described by way of examples, but the present invention is not limited thereto.
- the measuring method of the Young's modulus, layer thickness, and indentation displacement amount of a protective layer is shown below.
- the composition constituting the protective layer is dissolved in water, water / isopropyl alcohol mixed solution or any solvent that can dissolve the composition, coated on polyethylene terephthalate, and dried at 120 ° C. for 5 minutes.
- the coating film was peeled off.
- the solid content concentration and the bar coater were adjusted so that the thickness of the coat film was 2 ⁇ m.
- a strip having a width of 10 mm was cut from the sheet using a microtome blade to obtain a test piece.
- the test piece was subjected to a tensile break test using a Tensilon universal testing machine 1210A manufactured by Orientec Corporation under the conditions of a crosshead speed of 200 mm / min, a distance between chucks of 20 mm, and a chart speed of 200 mm / min.
- the Young's modulus was calculated from the stress when stretched by 2% on the recorded chart paper.
- Layer thickness measurement A protective layer solution was applied to the release-treated PET film using a bar coater and then dried at 120 ° C. for 5 minutes to form a protective layer. The formed protective layer was cut into 10 cm ⁇ 10 cm, and after the PET film was peeled off, the weight of the protective layer was measured with a precision balance, and the thickness of the protective layer was calculated.
- a disc-shaped indenter having a diameter of 10 mm is applied to a printing original plate in which a photosensitive resin layer having a thickness of 1.70 mm is arranged on a support with a load of 120 g for 60 seconds, and the displacement at that time is made by ONO SOKKI. Measured using a LINEAR SENSOR (GS-112). The larger the indentation displacement, the more flexible the plate.
- Photosensitive resin composition A (photosensitive resin composition capable of water development): Acrylonitrile-butadiene latex (Nipol SX1503, nonvolatile content 42%, manufactured by Nippon Zeon Co., Ltd.) 10 parts by weight, butadiene latex (Nipol LX111NF, nonvolatile content 55%, manufactured by Nippon Zeon Co., Ltd.) 58 parts by weight, oligobutadiene acrylate (ABU-2S Kyoeisha) 28 parts by weight of Chemical Co., Ltd., 4 parts by weight of lauryl methacrylate (manufactured by Kyoeisha Chemical Co., Ltd.), 4 parts by weight of dimethylol tricyclodecane diacrylate, 1 part by weight of a photopolymerization initiator, and a polymerization inhibitor 0.1 part by weight of hydroquinone monomethyl ether and 0.1 part by weight of a nonionic surfactant as other additives were
- Photosensitive resin composition B (photosensitive resin composition capable of water development): 21.8 parts by weight of hexamethylene diisocyanate, 15.4 parts by weight of dimethylolpropionic acid, 7.6 parts by weight of polytetramethylene glycol (PG-100 manufactured by Nippon Polyurethane Industry Co., Ltd.), and di-n-butyltin dilaurate 1
- a solution prepared by dissolving 0.0 part by weight in 300 parts by weight of tetrahydrofuran was placed in a 1-liter flask equipped with a stirrer, and the reaction was continued for 3 hours by heating the flask to 65 ° C. while continuing stirring.
- Photosensitive resin composition C photosensitive resin composition capable of solvent development: Toughprene A (made by Asahi Kasei Kogyo Co., Ltd., styrene-butadiene-styrene block copolymer) 60 parts by weight, B-2000 (manufactured by Nippon Petrochemical Co., Ltd., liquid polybutadiene) 30 parts by weight, 1,9 nonanediol diacrylate 7 parts by weight, 2, 2 parts by weight of 2-dimethoxy-2-phenylacetophenone and 0.3 parts by weight of 2,6-di-t-butyl-p-cresol were kneaded with a kneader to obtain a photosensitive resin composition C. When the indentation displacement amount of the composition C was measured, it was 3 ⁇ m.
- Protective layer composition I Low saponification degree polyvinyl alcohol (KH20 manufactured by Nihon Gosei Co., Ltd.) and plasticizer (Sunflex SE270 manufactured by Sanyo Kasei Kogyo Co., Ltd. Aliphatic polyhydric alcohol polyether polyol solid concentration 85%) and NBR latex (SX1503A Nippon Zeon Co., Ltd.) ) Produced at a weight ratio of 50/20/30 to obtain a protective layer composition I. The Young's modulus of this composition I was measured and found to be 10 MPa.
- Protective layer composition II Low saponification degree polyvinyl alcohol (KH20 manufactured by Nihon Gosei Co., Ltd.) and plasticizer (Sunflex SE270 manufactured by Sanyo Kasei Kogyo Co., Ltd. Aliphatic polyhydric alcohol polyether polyol solid concentration 85%) and NBR latex (SX1503A Nippon Zeon Co., Ltd.) ) Produced at a weight ratio of 50/40/10 to obtain a protective layer composition II. The Young's modulus of this composition II was measured and found to be 5 MPa.
- Protective layer composition III Low saponification degree polyvinyl alcohol (KH20 manufactured by Nihon Gosei Co., Ltd.) and plasticizer (Sanflex SE270, manufactured by Sanyo Kasei Kogyo Co., Ltd., aliphatic polyhydric alcohol polyether polyol, solid content concentration: 85%) at a weight ratio of 65/35
- plasticizer Sanflex SE270, manufactured by Sanyo Kasei Kogyo Co., Ltd., aliphatic polyhydric alcohol polyether polyol, solid content concentration: 85%
- Protective layer composition IV Copolymerized polyester (Byron 300, manufactured by Toyobo Co., Ltd., glass transition temperature 6 ° C) and copolymerized polyester (Byron 200, manufactured by Toyobo Co., Ltd., glass transition temperature 67 ° C) in a weight ratio of 80/20. By mixing, a protective layer composition IV was obtained. The Young's modulus of this composition IV was measured and found to be 20 MPa.
- Protective layer composition V High saponification degree polyvinyl alcohol (AH26 manufactured by Nihon Gosei Co., Ltd.) and plasticizer (Sunflex SE270 manufactured by Sanyo Kasei Kogyo Co., Ltd., aliphatic polyhydric alcohol-based polyether polyol solid concentration 85%) at a weight ratio of 80/20 By mixing, a protective layer composition V was obtained. The Young's modulus of this composition V was measured and found to be 100 MPa.
- thermo mask layer coating liquid a mixture of carbon black dispersion (Orient Chemical Industries, Ltd., AMBK-8) and copolymerized polyamide was used.
- thermal mask film After release treatment was performed on both sides of a PET film (Toyobo Co., Ltd., E5000, thickness 100 ⁇ m), a thermal mask layer coating solution was applied using bar coater # 12. Dry at 5 ° C. for 5 minutes. The optical density at this time was 2.3. This optical density was measured by a black and white transmission densitometer DM-520 (Dainippon Screen Mfg. Co., Ltd.). Next, the protective layer composition was applied using a suitable type of bar coater so as to have a predetermined thickness, and dried at 120 ° C. for 5 minutes.
- the above photosensitive resin composition is placed on a PET film support (Toyobo Co., Ltd., E5000, thickness 125 ⁇ m) coated with a flexographic printing plate copolymer polyester adhesive, and a thermal mask film is stacked thereon. Combined. Lamination was performed at 100 ° C. using a heat press machine to obtain a flexographic printing original plate comprising a PET support, an adhesive layer, a photosensitive resin layer, a protective layer, a thermal mask layer, and a release-treated PET protective film (cover film). The total thickness of the plate was 1.90 mm.
- ⁇ The characters are clear. ⁇ : Characters are slightly thick. ⁇ : Cannot be read.
- Printability Printing was performed using the relief after plate making, and the ink paste at the solid portion was evaluated. ⁇ : Ink paste is extremely good. ⁇ : Good ink transfer. X: Ink sticking failure. Water developability: The relief state after development was confirmed visually. ⁇ : good development in a short time. ⁇ : Time is required for good development. X: Development failure.
- Comparative Example 2 is inferior in printability, and the relationship between the Young's modulus of the protective layer and the layer thickness is Only when satisfied (Examples 1 to 10), good results were obtained in all of the wrinkles, fine line reproducibility, resolution, and printability of the entire printing plate. Further, in Comparative Example 6 in which no protective layer was provided, printability and resolution were inferior because polymerization of the photosensitive resin layer by oxygen in the atmosphere was severely inhibited.
- the flexographic printing original plate of the present invention is a flexible water-developable plate, and does not have any problem of fine line reproducibility, so it is extremely useful as a CTP plate made by a computer plate making technique.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Materials For Photolithography (AREA)
- Photosensitive Polymer And Photoresist Processing (AREA)
Abstract
Description
1≦ヤング率×(層厚)2≦18・・・(式1)
1≦ヤング率×(層厚)2≦18・・・(式1)
上記範囲の上限より大きいと、版面全体にシワが入り、且つ細線再現不良が起こり、下限より小さいと版の印刷性が劣ることになり好ましくない。好ましくは、(C)保護層のヤング率(MPa)及び層厚(μm)は、以下の式2を満足し、さらに好ましくは以下の式3を満足する。
1.5≦ヤング率×(層厚)2≦16.5・・・(式2)
2.0≦ヤング率×(層厚)2≦15・・・・・(式3)
まず、感熱マスク層の全成分を適当な溶媒に溶解させて溶液を作製するか、或いはカーボンブラック等の顔料を用いるときは、顔料以外の全成分を適当な溶媒に溶解させ、そこに顔料を分散させて分散液を作製する。次に、このような溶液又は分散液を感熱マスク層用支持体(例、PETフィルム)上に塗布して、溶剤を蒸発させる。その後、保護層成分を上塗りし、一方の積層体を作成する。さらに、これとは別に支持体上に塗工により感光性樹脂層を形成し、他方の積層体を作成する。このようにして得られた二つの積層体を、圧力及び/又は加熱下に、感光性樹脂層が保護層に隣接するように積層する。なお、感熱マスク層用支持体は、印刷原版の完成後はその表面の保護フィルムとして機能する。
保護層を構成する組成物を、水、水・イソプロピルアルコール混合液あるいは有機溶剤のうち組成物が溶解可能ないずれかの溶媒に溶解し、ポリエチレンテレフタレート上にコートし、120℃で5分間乾燥させ、コート膜を剥ぎ取った。コート膜の厚みは2μmになるように、固形分濃度、バーコーターを調整した。このシートから幅10mmの短冊をミクロトームの刃を用いて切り取り、試験片とした。この試験片をオリエンテック社製テンシロン万能試験機1210Aでクロスヘッドスピード200mm/分、チャック間距離20mm、チャートスピード200mm/分の条件で引っ張り破断試験を行った。記録したチャート用紙上の2%伸ばした時の応力からヤング率を算出した。
離型処理を施したPETフィルムに、バーコーターを用いて保護層溶液を塗工した後、120℃で5分乾燥して保護層を形成させた。形成した保護層を10cm×10cmに切り取り、PETフィルムを剥離した後、精密天秤で保護層の重量を測定し、保護層の層厚を算出した。
支持体の上に1.70mmの厚みを有する感光性樹脂層が配置された印刷原版に直径10mmの円盤状の圧子を120g重の荷重で60秒間負荷し、その際の変位量をONO SOKKI製LINEAR SENSOR(GS-112)を用いて測定した。押し込み変位量が大きいほど、版は柔軟である。
感光性樹脂組成物A(水現像可能な感光性樹脂組成物):
アクリロニトリル-ブタジエンラテックス(Nipol SX1503 不揮発分42% 日本ゼオン(株)製)10重量部、ブタジエンラテックス(Nipol LX111NF 不揮発分55% 日本ゼオン(株)製)58重量部、オリゴブタジエンアクリレート(ABU-2S 共栄社化学(株)製)28重量部、ラウリルメタクリレート(ライトエステルL 共栄社化学(株)製)4重量部、ジメチロールトリシクロデカンジアクリレート4重量部、光重合開始剤1重量部、重合禁止剤としてハイドロキノンモノメチルエーテル0.1重量部、その他の添加剤としてノニオン系界面活性剤0.1重量部をトルエン15重量部とともに容器中で混合し、次に加圧ニーダーを用いて105℃で混練し、その後トルエンと水を減圧除去することにより、感光性樹脂組成物Aを得た。この組成物Aの押し込み変位量を測定したところ、15μmであった。
ヘキサメチレンジイソシアネート21.8重量部、ジメチロールプロピオン酸15.4重量部、ポリテトラメチレングリコール(PG-100 日本ポリウレタン工業(株)製)7.6重量部、およびジラウリン酸ジ-n-ブチルスズ1.0重量部をテトラヒドロフラン300重量部に溶解した溶液を撹拌機の付いた1lフラスコに入れ、撹拌を続けながらフラスコを65℃に加熱し3時間反応を続けた。別の容器で、末端アミノ基含有アクリロニトリル・ブタジエンオリゴマー(Hycar ATBNB.X 1300×16 宇部興産(株)製)55.3重量部をメチルエチルケトン100重量部に溶解して調製した溶液を上記の1lフラスコ内に室温下で撹拌しながら添加した。得られたポリマー溶液を減圧乾燥してテトラヒドロフラン、メチルエチルケトンを除去し、数平均分子量が21,000のポリマーを得た。次にこのポリマー100重量部をメチルエチルケトン100重量部に溶解した溶液に、水酸化リチウム4.8重量部をメチルアルコール100重量部に溶解した溶液を室温下で撹拌しながら添加し、さらに30分間撹拌することによって親水性ポリマー〔I〕を得た。
この親水性ポリマー〔I〕10重量部、疎水性ポリマーとして塩素化ポリエチレン(H-135 大阪曹達(株)製)45重量部およびスチレン・ブタジエンゴム(SBR 1507 日本合成ゴム(株)製)15重量部、エチレン性不飽和基を含有する化合物としてブタジエンオリゴアクリレート(PB-A 共栄社油脂(株)28.5重量部、光重合開始剤としてベンジルジメチルケタノール(イルガキュア651、チバガイギー(株)製)1重量部、および重合禁止剤としてハイドロキノンモノメチルエーテル0.5重量部をトルエン40重量部、水10重量部に溶解、分散させ、加熱ニーダーを用いて105℃で混練し、その後トルエンと水を減圧除去することにより、感光性樹脂組成物Bを得た。この組成物Bの押し込み変位量を測定したところ、10μmであった。
タフプレンA(旭化成工業製、スチレン―ブタジエン―スチレンブロック共重合体)60重量部、B-2000(日本石油化学製、液状ポリブタジエン)30重量部、1,9ノナンジオールジアクリレート7重量部、2,2-ジメトキシ-2-フェニルアセトフェノン2重量部、及び2,6-ジ-t-ブチル-p-クレゾール0.3重量部をニーダーで混練し、感光性樹脂組成物Cを得た。この組成物Cの押し込み変位量を測定したところ、3μmであった。
保護層用組成物I:
低ケン化度ポリビニルアルコール(KH20 日本合成(株)製)と可塑剤(サンフレックスSE270 三洋化成工業製 脂肪族多価アルコール系ポリエーテルポリオール 固形分濃度85%)とNBRラテックス(SX1503A 日本ゼオン(株)製 固形分濃度42%)を、50/20/30の重量割合で混合して保護層用組成物Iを得た。この組成物Iのヤング率を測定したところ、10MPaであった。
低ケン化度ポリビニルアルコール(KH20 日本合成(株)製)と可塑剤(サンフレックスSE270 三洋化成工業製 脂肪族多価アルコール系ポリエーテルポリオール 固形分濃度85%)とNBRラテックス(SX1503A 日本ゼオン(株)製 固形分濃度42%)を、50/40/10の重量割合で混合して保護層用組成物IIを得た。この組成物IIのヤング率を測定したところ、5MPaであった。
低ケン化度ポリビニルアルコール(KH20 日本合成(株)製)と可塑剤(サンフレックスSE270 三洋化成工業製 脂肪族多価アルコール系ポリエーテルポリオール 固形分濃度85%)を、65/35の重量割合で混合して保護層用組成物IIIを得た。この組成物IIIのヤング率を測定したところ、30MPaであった。
共重合ポリエステル(バイロン300、東洋紡績(株)製、ガラス転移温度 6℃)と共重合ポリエステル(バイロン200、東洋紡績(株)製、ガラス転移温度 67℃)を、80/20の重量割合で混合して保護層用組成物IVを得た。この組成物IVのヤング率を測定したところ、20MPaであった。
高ケン化度ポリビニルアルコール(AH26 日本合成(株)製)と可塑剤(サンフレックスSE270 三洋化成工業製 脂肪族多価アルコール系ポリエーテルポリオール 固形分濃度85%)を、80/20の重量割合で混合して保護層用組成物Vを得た。この組成物Vのヤング率を測定したところ、100MPaであった。
感熱マスク層の塗工液には、カーボンブラック分散液(オリエント化学工業(株)製、AMBK-8)と共重合ポリアミドの混合物を用いた。混合物中の各成分の混合割合は、固形分重量比でカーボンブラック:分散樹脂:共重合ポリアミド=35:28:37であった。
PETフィルム(東洋紡績(株)、E5000、厚さ100μm)の両面に離型処理を施した後、感熱マスク層塗工液をバーコーター♯12を用いて塗工し、120℃×5分乾燥した。この時の光学濃度は2.3であった。この光学濃度は白黒透過濃度計DM-520(大日本スクリーン製造(株))によって測定した。次いで、上記保護層用組成物を所定の厚みになるように適切な種類のバーコーターを用いて塗工し、120℃×5分乾燥した。
共重合ポリエステル系接着剤を塗工したPETフィルム支持体(東洋紡績(株)、E5000、厚さ125μm)上に上記感光性樹脂組成物を配置し、その上から感熱マスクフィルムを重ね合わせた。ヒートプレス機を用いて100℃でラミネートし、PET支持体、接着層、感光性樹脂層、保護層、感熱マスク層および離型処理PET保護フィルム(カバーフィルム)からなるフレキソ印刷原版を得た。版の総厚は1.90mmであった。
原版のPET支持体側から化学線(光源Philips10R、365nmにおける照度8mW/cm2)を1分間照射した。続いて、離型処理PETフィルム(カバーフィルム)を剥離した。この版を、Digital Imager Spark(バルコ社製)の回転ドラムに感熱マスク層が表側にくるように巻き付け、真空引き後、画像形成を行った。アブレーション後、版を取り出し平面に戻し、化学線(光源Philips10R、365nmにおける照度8mW/cm2)を6分照射した。その後、A&V(株)製現像機(Stuck System)で、40℃で8分現像を行った。現像液には、食器洗剤Cascade(米国P&G製)を1%添加した水道水を使用した。現像後、60℃で10分乾燥し、化学線を10分間照射し、最後に表面粘着性を除去するために殺菌灯を5分間照射した。
上記のようにして得られた各印刷版の性能を、以下のようにして評価した。
版面全体のシワ:シワを目視で評価した。
○:シワなし。
×:シワあり。
細線再現性:50μ幅の細線(伸縮方向と垂直の細線)を100倍の顕微鏡を用いて評価した。
○:細線表面が平滑。
△:細線表面がほぼ平滑。
(保護層が感光性樹脂層に若干めりこんだ痕がある)
×:細線表面が平滑でない。
(保護層が感光性樹脂層に大きくめりこんだ痕がある)
解像度: 製版後のレリーフを使用して印刷し、印刷された1ポイントの文字を100倍の顕微鏡を用いて評価した。
○:文字が鮮明である。
△:文字に若干太りがある。
×:読むことができない。
印刷性: 製版後のレリーフを使用して印刷し、ベタ箇所のインキのりを評価した。
○:インキのり極めて良好。
△:インキのり良好。
×:インキのり不良。
水現像性: 現像後のレリーフ状態を目視で確認した。
○:短時間で良好に現像できている。
△:良好な現像に時間を要する。
×:現像不良。
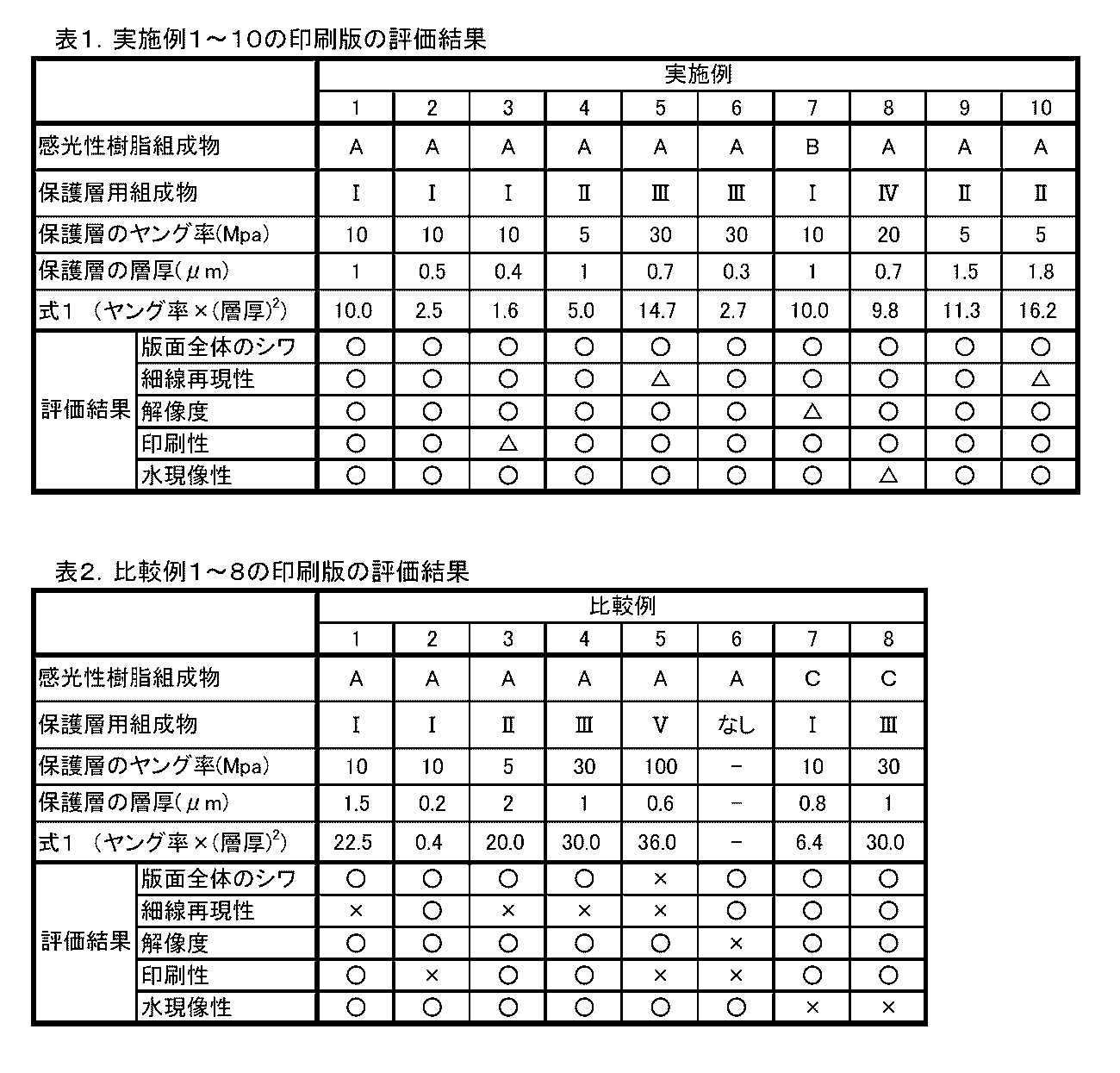
以上の結果から、水現像可能な柔軟なフレキソ印刷原版においては、保護層のヤング率と層厚の関係が極めて重要であり、この関係が式1を満足する場合にのみ、版面全体のシワがなく、細線再現性、解像度、及び印刷性に優れる印刷版が得られることがわかる。
Claims (3)
- 少なくとも(A)支持体、(B)感光性樹脂層、(C)感光性樹脂層の酸素による重合阻害を防止するための保護層、(D)感熱マスク層が順次積層されてなる感光性印刷原版であって、(B)感光性樹脂層が水現像可能な層であり、(C)保護層のヤング率が4MPa~35MPaであり、(C)保護層の層厚が0.2μm~2.0μmであり、(C)保護層のヤング率(MPa)及び層厚(μm)が以下の式1を満足することを特徴とするフレキソ印刷原版。
1≦ヤング率×(層厚)2≦18・・・(式1) - (B)感光性樹脂層がラテックスを主成分とすることを特徴とする請求項1に記載のフレキソ印刷原版。
- (C)保護層が水に可溶性であることを特徴とする請求項1又は2に記載のフレキソ印刷原版。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09750292T PL2284612T3 (pl) | 2008-05-23 | 2009-01-21 | Fleksograficzna pierwotna płyta drukowa |
| EP09750292.6A EP2284612B1 (en) | 2008-05-23 | 2009-01-21 | Flexographic printing original plate |
| JP2009513500A JP4332865B1 (ja) | 2008-05-23 | 2009-01-21 | フレキソ印刷原版 |
| ES09750292.6T ES2483998T3 (es) | 2008-05-23 | 2009-01-21 | Una plancha original de impresión flexográfica |
| US12/937,482 US8991312B2 (en) | 2008-05-23 | 2009-01-21 | Flexographic printing original plate |
| CN2009801166552A CN102016720B (zh) | 2008-05-23 | 2009-01-21 | 柔版印刷原版 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-135374 | 2008-05-23 | ||
| JP2008135374 | 2008-05-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009141930A1 true WO2009141930A1 (ja) | 2009-11-26 |
Family
ID=41339875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/000202 Ceased WO2009141930A1 (ja) | 2008-05-23 | 2009-01-21 | フレキソ印刷原版 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8991312B2 (ja) |
| EP (1) | EP2284612B1 (ja) |
| CN (1) | CN102016720B (ja) |
| ES (1) | ES2483998T3 (ja) |
| PL (1) | PL2284612T3 (ja) |
| WO (1) | WO2009141930A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011013601A1 (ja) * | 2009-07-30 | 2011-02-03 | 東洋紡績株式会社 | フレキソ印刷原版 |
| JP2012002899A (ja) * | 2010-06-15 | 2012-01-05 | Toppan Printing Co Ltd | 印刷用凸版の版材及び印刷用凸版、並びにそれを用いた有機エレクトロルミネッセンス素子の製造方法、並びに有機エレクトロルミネッセンス素子、並びに有機エレクトロルミネッセンスディスプレイ |
| JP2014507677A (ja) * | 2011-01-05 | 2014-03-27 | マクダーミッド プリンティング ソリューションズ, エルエルシー | フレキソ刷版における印刷性能を向上させる方法 |
| JP2014512576A (ja) * | 2011-04-21 | 2014-05-22 | マクダーミッド プリンティング ソリューションズ, エルエルシー | 感光性樹脂積層体及びその熱加工 |
| JP2016532884A (ja) * | 2013-06-14 | 2016-10-20 | フリント、グループ、ジャーマニー、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | デジタル画像が形成可能であり、極性の極薄障壁層を有するフレキソ印刷素子 |
| US9709888B2 (en) | 2012-03-30 | 2017-07-18 | Toyobo Co., Ltd. | Photosensitive resin composition for CTP flexographic printing original plate and printing original plate prepared therefrom |
| WO2020122001A1 (ja) * | 2018-12-10 | 2020-06-18 | 旭化成株式会社 | フレキソ印刷原版及びフレキソ印刷版の製造方法 |
| JP2020140182A (ja) * | 2019-03-01 | 2020-09-03 | 旭化成株式会社 | フレキソ印刷版用原版 |
| WO2022210577A1 (ja) * | 2021-03-30 | 2022-10-06 | 旭化成株式会社 | フレキソ印刷原版及びフレキソ印刷版の製造方法 |
| WO2025069850A1 (ja) | 2023-09-26 | 2025-04-03 | 富士フイルム株式会社 | フレキソ印刷版原版およびフレキソ印刷版の製造方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010070918A1 (ja) | 2008-12-18 | 2010-06-24 | 旭化成イーマテリアルズ株式会社 | アブレーション層、感光性樹脂構成体、当該感光性樹脂構成体を用いた凸版印刷版の製造方法 |
| DE102010031527A1 (de) * | 2010-07-19 | 2012-01-19 | Flint Group Germany Gmbh | Verfahren zur Herstellung von Flexodruckformen umfassend die Bestrahlung mit UV-LEDs |
| JP5710961B2 (ja) * | 2010-12-24 | 2015-04-30 | 住友理工株式会社 | フレキソ印刷版原版 |
| US20130005135A1 (en) * | 2011-06-30 | 2013-01-03 | Guardian Industries Corp. | Planar patterned transparent contact, devices with planar patterned transparent contacts, and/or methods of making the same |
| JP5255100B2 (ja) * | 2011-07-29 | 2013-08-07 | 富士フイルム株式会社 | レーザー彫刻型フレキソ印刷版原版及びその製造方法、並びに、フレキソ印刷版及びその製版方法 |
| CN103782236A (zh) * | 2011-09-09 | 2014-05-07 | 东洋纺株式会社 | 柔版印刷原版及水显影性感光性树脂层积板 |
| JP5360326B1 (ja) * | 2012-08-29 | 2013-12-04 | 東洋紡株式会社 | フレキソ印刷原版用感光性樹脂組成物 |
| ES2664762T3 (es) | 2013-09-18 | 2018-04-23 | Flint Group Germany Gmbh | Elemento de impresión flexográfica en donde puede realizarse la formación de imagen de forma digital y procedimiento para fabricar placas de impresión flexográfica |
| CN107969149B (zh) | 2015-05-28 | 2021-12-17 | 富林特集团德国有限公司 | 具有集成阻挡层的可数字成像柔版印版 |
| US11067892B2 (en) * | 2017-03-31 | 2021-07-20 | Toyobo Co., Ltd. | Photosensitive CTP flexographic printing original plate |
| US11148228B2 (en) | 2017-07-10 | 2021-10-19 | Guardian Glass, LLC | Method of making insulated glass window units |
| US10987902B2 (en) | 2017-07-10 | 2021-04-27 | Guardian Glass, LLC | Techniques for laser ablation/scribing of coatings in pre- and post-laminated assemblies, and/or associated methods |
| WO2019072701A1 (de) * | 2017-10-10 | 2019-04-18 | Flint Group Germany Gmbh | Reliefvorläufer mit geringem cupping und fluting |
| US20220314679A1 (en) * | 2019-08-23 | 2022-10-06 | Toyobo Co., Ltd. | Flexographic printing plate |
| CN111526613B (zh) * | 2020-05-18 | 2022-07-12 | 无锡格菲电子薄膜科技有限公司 | 一种铜电极石墨烯电热膜及其制备方法 |
| JP7811200B2 (ja) * | 2021-02-25 | 2026-02-04 | 富士フイルム株式会社 | フレキソ印刷版原版およびフレキソ印刷版の製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124559A (ja) * | 1985-11-25 | 1987-06-05 | Asahi Chem Ind Co Ltd | 感光性樹脂製凸版 |
| JPH03198058A (ja) | 1989-12-27 | 1991-08-29 | Toyobo Co Ltd | 感光性樹脂印刷原版 |
| DE4117127A1 (de) | 1991-05-25 | 1992-11-26 | Basf Ag | Lichtempfindliche aufzeichnungselemente, verfahren zu ihrer herstellung und weiterverarbeitung sowie geraete fuer die durchfuehrung dieser verfahren |
| JPH07506201A (ja) | 1992-08-07 | 1995-07-06 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | フレキソ印刷板を調製するために使用される感光性印刷要素およびフレキソ印刷板の作製方法 |
| JPH08305030A (ja) | 1995-05-01 | 1996-11-22 | E I Du Pont De Nemours & Co | 赤外アブレーション性層をもつフレキソグラフ用エレメントおよびフレキソグラフ印刷板の作成方法 |
| JPH09171247A (ja) * | 1995-10-02 | 1997-06-30 | Basf Lacke & Farben Ag | 感光性重合体による凸版印刷板の製造法およびこれにより得られる凸版印刷板 |
| JPH10509254A (ja) * | 1994-11-18 | 1998-09-08 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | フレキソ印刷板の製造方法 |
| JP2004163925A (ja) * | 2002-10-24 | 2004-06-10 | Toray Ind Inc | 感光性樹脂印刷版原版、その製造方法およびこれを用いた樹脂凸版印刷版の製造方法 |
| WO2004090638A1 (ja) | 2003-04-07 | 2004-10-21 | Toyo Boseki Kabushiki Kaisha | 感光性樹脂組成物、それを用いた感光層および感光性樹脂印刷用原版 |
| JP2006003706A (ja) | 2004-06-18 | 2006-01-05 | Toyobo Co Ltd | 感光性樹脂積層体 |
| JP2006276385A (ja) * | 2005-03-29 | 2006-10-12 | Toray Ind Inc | 直描型水なし平版印刷版原版 |
| JP2007114255A (ja) * | 2005-10-18 | 2007-05-10 | Toray Ind Inc | 感光性樹脂印刷版原版およびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI297809B (ja) * | 2001-10-24 | 2008-06-11 | Toyo Boseki | |
| WO2004038507A1 (ja) | 2002-10-24 | 2004-05-06 | Toray Industries, Inc. | 感光性樹脂印刷版原版、その製造方法およびこれを用いた樹脂凸版印刷版の製造方法 |
| JP4393236B2 (ja) * | 2004-03-15 | 2010-01-06 | 富士フイルム株式会社 | 硬化性組成物及びそれを用いた画像形成材料 |
-
2009
- 2009-01-21 PL PL09750292T patent/PL2284612T3/pl unknown
- 2009-01-21 WO PCT/JP2009/000202 patent/WO2009141930A1/ja not_active Ceased
- 2009-01-21 ES ES09750292.6T patent/ES2483998T3/es active Active
- 2009-01-21 CN CN2009801166552A patent/CN102016720B/zh active Active
- 2009-01-21 US US12/937,482 patent/US8991312B2/en active Active
- 2009-01-21 EP EP09750292.6A patent/EP2284612B1/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124559A (ja) * | 1985-11-25 | 1987-06-05 | Asahi Chem Ind Co Ltd | 感光性樹脂製凸版 |
| JPH03198058A (ja) | 1989-12-27 | 1991-08-29 | Toyobo Co Ltd | 感光性樹脂印刷原版 |
| DE4117127A1 (de) | 1991-05-25 | 1992-11-26 | Basf Ag | Lichtempfindliche aufzeichnungselemente, verfahren zu ihrer herstellung und weiterverarbeitung sowie geraete fuer die durchfuehrung dieser verfahren |
| JPH07506201A (ja) | 1992-08-07 | 1995-07-06 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | フレキソ印刷板を調製するために使用される感光性印刷要素およびフレキソ印刷板の作製方法 |
| JPH10509254A (ja) * | 1994-11-18 | 1998-09-08 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | フレキソ印刷板の製造方法 |
| JPH08305030A (ja) | 1995-05-01 | 1996-11-22 | E I Du Pont De Nemours & Co | 赤外アブレーション性層をもつフレキソグラフ用エレメントおよびフレキソグラフ印刷板の作成方法 |
| JPH09171247A (ja) * | 1995-10-02 | 1997-06-30 | Basf Lacke & Farben Ag | 感光性重合体による凸版印刷板の製造法およびこれにより得られる凸版印刷板 |
| JP2004163925A (ja) * | 2002-10-24 | 2004-06-10 | Toray Ind Inc | 感光性樹脂印刷版原版、その製造方法およびこれを用いた樹脂凸版印刷版の製造方法 |
| WO2004090638A1 (ja) | 2003-04-07 | 2004-10-21 | Toyo Boseki Kabushiki Kaisha | 感光性樹脂組成物、それを用いた感光層および感光性樹脂印刷用原版 |
| JP2006003706A (ja) | 2004-06-18 | 2006-01-05 | Toyobo Co Ltd | 感光性樹脂積層体 |
| JP2006276385A (ja) * | 2005-03-29 | 2006-10-12 | Toray Ind Inc | 直描型水なし平版印刷版原版 |
| JP2007114255A (ja) * | 2005-10-18 | 2007-05-10 | Toray Ind Inc | 感光性樹脂印刷版原版およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2284612A4 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8663808B2 (en) | 2009-07-30 | 2014-03-04 | Toyo Boseki Kabushiki Kaisha | Flexographic printing original plate |
| EP2461215A4 (en) * | 2009-07-30 | 2014-03-26 | Toyo Boseki | FLEXOGRAPHIC ORIGINAL PRESSURE PLATE |
| JP5573675B2 (ja) * | 2009-07-30 | 2014-08-20 | 東洋紡株式会社 | フレキソ印刷原版 |
| WO2011013601A1 (ja) * | 2009-07-30 | 2011-02-03 | 東洋紡績株式会社 | フレキソ印刷原版 |
| JP2012002899A (ja) * | 2010-06-15 | 2012-01-05 | Toppan Printing Co Ltd | 印刷用凸版の版材及び印刷用凸版、並びにそれを用いた有機エレクトロルミネッセンス素子の製造方法、並びに有機エレクトロルミネッセンス素子、並びに有機エレクトロルミネッセンスディスプレイ |
| JP2014507677A (ja) * | 2011-01-05 | 2014-03-27 | マクダーミッド プリンティング ソリューションズ, エルエルシー | フレキソ刷版における印刷性能を向上させる方法 |
| JP2014512576A (ja) * | 2011-04-21 | 2014-05-22 | マクダーミッド プリンティング ソリューションズ, エルエルシー | 感光性樹脂積層体及びその熱加工 |
| JP2015179284A (ja) * | 2011-04-21 | 2015-10-08 | マクダーミッド プリンティング ソリューションズ, エルエルシー | 感光性樹脂積層体及びその熱加工 |
| US9709888B2 (en) | 2012-03-30 | 2017-07-18 | Toyobo Co., Ltd. | Photosensitive resin composition for CTP flexographic printing original plate and printing original plate prepared therefrom |
| JP2016532884A (ja) * | 2013-06-14 | 2016-10-20 | フリント、グループ、ジャーマニー、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | デジタル画像が形成可能であり、極性の極薄障壁層を有するフレキソ印刷素子 |
| WO2020122001A1 (ja) * | 2018-12-10 | 2020-06-18 | 旭化成株式会社 | フレキソ印刷原版及びフレキソ印刷版の製造方法 |
| US12099302B2 (en) | 2018-12-10 | 2024-09-24 | Asahi Kasei Kabushiki Kaisha | Flexographic printing raw plate and manufacturing method of flexographic printing plate |
| JP2020140182A (ja) * | 2019-03-01 | 2020-09-03 | 旭化成株式会社 | フレキソ印刷版用原版 |
| JP7267777B2 (ja) | 2019-03-01 | 2023-05-02 | 旭化成株式会社 | フレキソ印刷版用原版 |
| WO2022210577A1 (ja) * | 2021-03-30 | 2022-10-06 | 旭化成株式会社 | フレキソ印刷原版及びフレキソ印刷版の製造方法 |
| EP4316845A4 (en) * | 2021-03-30 | 2024-09-25 | Asahi Kasei Kabushiki Kaisha | ORIGINAL FLEXOGRAPHIC PRINTING PLATE, AND METHOD FOR MANUFACTURING FLEXOGRAPHIC PRINTING PLATE |
| WO2025069850A1 (ja) | 2023-09-26 | 2025-04-03 | 富士フイルム株式会社 | フレキソ印刷版原版およびフレキソ印刷版の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110023739A1 (en) | 2011-02-03 |
| EP2284612A1 (en) | 2011-02-16 |
| CN102016720A (zh) | 2011-04-13 |
| PL2284612T3 (pl) | 2014-10-31 |
| EP2284612A4 (en) | 2013-07-03 |
| EP2284612B1 (en) | 2014-07-02 |
| ES2483998T3 (es) | 2014-08-08 |
| CN102016720B (zh) | 2013-01-09 |
| US8991312B2 (en) | 2015-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009141930A1 (ja) | フレキソ印刷原版 | |
| JP4332865B1 (ja) | フレキソ印刷原版 | |
| EP1306725B1 (en) | Photosensitive resin laminate | |
| EP2461215B1 (en) | Flexographic printing original plate | |
| JP5525074B2 (ja) | アブレーション層、感光性樹脂構成体、当該感光性樹脂構成体を用いた凸版印刷版の製造方法 | |
| EP3109702B1 (en) | Resin laminate and relief printing original plate | |
| JP2011033690A (ja) | フレキソ印刷版及びフレキソ印刷版作成方法 | |
| JP2004170597A (ja) | 感光性印刷用原版 | |
| JP2003035955A (ja) | 感光性印刷用原版 | |
| JP2003035954A (ja) | 感光性印刷用原版 | |
| JP2017181781A (ja) | Ctpフレキソ印刷原版用感光性樹脂組成物およびそれから得られる印刷原版 | |
| JP2020027171A (ja) | 感光性ctpフレキソ印刷原版 | |
| JP2023049236A (ja) | 感光性フレキソ印刷版原版 | |
| JP2004325567A (ja) | 感光性樹脂積層体、それからなる感光性樹脂印刷版およびその製造方法 | |
| JP2004317964A (ja) | 感光性樹脂積層体 | |
| JP2007108476A (ja) | 感光性樹脂積層体及びそれを用いた新聞用印刷原版 | |
| JP3750806B2 (ja) | 感光性印刷用原版 | |
| JP2007086152A (ja) | 感光性樹脂積層体 | |
| JP2004314402A (ja) | 感光性樹脂積層体およびそれからなる標識板用版材 | |
| JP2004133057A (ja) | 感光性樹脂積層体 | |
| JP2004325513A (ja) | 感光性樹脂積層体 | |
| JP2004309985A (ja) | 感光性樹脂積層体 | |
| JP2003302748A (ja) | 感光性印刷原版 | |
| JP2004317736A (ja) | 感光性樹脂積層体およびその製造方法 | |
| HK1055799B (en) | Photosensitive resin laminate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980116655.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009513500 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09750292 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12937482 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009750292 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |