Kautschukmodifizierte flammgeschützte Formmassen
Beschreibung
Die Erfindung betrifft thermoplastische Formmassen enthaltend
A) 55 bis 98 Gew.-% mindestens eines mit einem partikelförmigen Pfropfkautschuk schlagzäh modifizierten vinylaromatischen Copolymers,
B) 1 bis 44 Gew.-% eines Flammschutzmittels enthaltend B1 ) einen expandierbaren Graphit,
B2) eine Phosphor enthaltende Flammschutz-Verbindung, und B3) ein fluorhaltiges Polymer,
C) 1 bis 20 Gew.-% eines polare Gruppen enthaltenden, nicht-partikelförmigen Kautschuks, und D) 0 bis 40 Gew.-% weiterer Zusatzstoffe,
wobei die Gewichtsprozente jeweils auf das Gesamtgewicht der Komponenten A) bis
D) bezogen sind und zusammen 100 Gew.-% ergeben.
Außerdem betrifft die vorliegende Erfindung Verfahren zur Herstellung derartiger
Formmassen, die Verwendung derartiger Formmassen zur Herstellung von Formkörpern, Fasern, Schäumen und Folien sowie die hierbei erhältlichen Formkörpern, Fasern, Schäume und Folien.
Expandierbaren Graphit, der auch als Blähgraphit bezeichnet wird, als Flammschutzmittel in Polystyrol („PS") oder schlagzäh modifiziertem Polystyrol („HIPS") einzusetzen ist beispielsweise aus WO 03/046071 A1 bekannt. Darüberhinaus wird laut dieser Schrift als weitere Flammschutzmittelkomponente eine halogenhaltige Verbindung in Mengen von 2 bis 1 1 %, gerechnet als Halogen, benötigt. Aus beispielsweise toxikologischen Gründen ist es jedoch wünschenswert, den Einsatz halogenhaltiger Flammschutzmittel möglichst weitgehend zu vermeiden.
Halogenfrei flammgeschützte Styrolpolymerisate, die expandierbaren Graphit und eine Phosphorverbindung als Flammschutzkomponenten enthalten werden in WO 00/34367 und WO 00/34342 offenbart. Formmassen auf Basis solcherart flammgeschützter Styrolpolymerisate sind bzgl. ihres Abtropfverhaltens im Brandfall aber verbesserungswürdig.
WO 2005/103136 offenbart flammgeschützte Styrolpolymere die neben expandierba- rem Graphit und einer Phosphorverbindung ein weiteres Coadditiv enthalten, welches die Migration des phosphorhaltigen Flammschutzmittels an die Polymeroberfläche unterdrücken soll. Explizit als Coadditiv genannt wird Polycarbonat.
Die KR1996-0001006 offenbart flammgeschütztes Polystyrol, wobei die Flammschutzmittelkomponenten expandierbaren Graphit, eine Phosphorverbindung und Teflon umfassen. Die mittlere Teilchengröße des expandierbaren Graphits beträgt 5 μm. Das als Antitropfmittel zugesetzte Teflon wird in Mengen von 1 bis 5 Gewichtsprozent einge- setzt. Die so erhaltenen halogenfrei flammgeschützten Formmassen besitzen eine gute Wärmebeständigkeit und Stoßfestigkeit.
Die Patentanmeldung EP 07112183.4 (Aktenzeichen) beschreibt Acrylnitril-Styrol- Acrylat-Polymerisate („ASA") und Acrylnitril-Butadien-Styrol-Polymerisate („ABS"), die mit einem Flammschutzmittelsystem enthaltend expandierbaren Graphit, eine Phosphorverbindung und Teflon ausgerüstet sind, und die darüberhinaus lineare Styrol- Butadien-Blockcopolymere enthalten.
Aufgabe der vorliegenden Erfindung war es, flammhemmend ausgerüstete Formmas- sen bereitzustellen, die auf mit partikelförmigen Pfropfkautschuken schlagzäh modifizierten vinylaromatischen Copolymeren basieren, insbesondere auf ASA und/oder ABS, und die gegenüber bekannten Formmassen eine verbesserte Kombination von flammhemmenden, mechanischen und rheologischen Eigenschaften besitzen.
Demgemäß wurden die eingangs definierten Formmassen gefunden, wobei erfindungswesentlich ist, daß diese 1 bis 20 Gew.-%, bezogen auf das Gesamtgewicht der Komponenten A) bis D), eines polare Gruppen enthaltenden, nicht-partikelförmigen Kautschuks enthalten.
Die erfindungsgemäßen flammhemmend ausgerüsteten Formmassen basierend auf mit partikelförmigen Pfropfkautschuken schlagzäh modifizierten vinylaromatischen Copolymeren weisen ggü. bekannten Formmassen eine verbesserte Kombination von flammhemmenden, mechanischen und rheologischen Eigenschaften auf.
Die erfindungsgemäßen Formmassen sowie die weiteren erfindungsgemäßen Verfahren und Gegenstände werden im folgenden beschrieben.
Die erfindungsgemäßen Formmassen enthalten
A) 55 bis 98 Gew.-%, bevorzugt 57 bis 92 Gew.-%, besonders bevorzugt 60 bis 85 Gew.-%, Komponente A,
B) 1 bis 44 Gew.-%, bevorzugt 5 bis 40 Gew.-%, besonders bevorzugt 10 bis 35 Gew.-%, Komponente B,
C) 1 bis 20 Gew.-%, bevorzugt 3 bis 18 Gew.-%, besonders bevorzugt 5 bis 15 Gew.-% Komponente C, und
D) 0 bis 40 Gew.-%, bevorzugt 0 bis 30 Gew.-%, besonders bevorzugt 0 bis 25 Gew.-% Komponente D,
wobei die Gewichtsprozente jeweils auf das Gesamtgewicht der Komponenten A) bis D) bezogen sind und zusammen 100 Gew.-% ergeben.
Die Flammschutzmittelkomponente B) umfaßt insbesondere
B1 ) 20 bis 79,99 Gew.-%, bevorzugt 30 bis 69,9 Gew.-%, besonders bevorzugt 40 bis 59,5 Gew.-%, der Komponente B1 ),
B2) 20 bis 79,99 Gew.-%, bevorzugt 30 bis 69,9 Gew.-%, besonders bevorzugt 40 bis 59,5 Gew.-%, der Komponente B2) und
B3) 0,01 bis 4 Gew.-%, bevorzugt 0,1 bis 3 Gew.-%, besonders bevorzugt 0,5 bis 2 Gew.-%, der Komponente B3),
wobei die Gewichtsprozente jeweils auf das Gesamtgewicht der Komponenten B1) bis B3) bezogen sind und zusammen 100 Gew.-% ergeben.
Komponente A):
Als Komponente A sind grundsätzlich alle mit einem partikelförmigen Pfropfkautschuk schlagzäh modifizierte vinylaromatische Copolymere geeignet. Diese mit einem partikelförmigen Pfropfkautschuk schlagzäh modifizierten vinylaromatischen Copolymere und ihre Herstellung sind dem Fachmann bekannt, in der Literatur beschrieben (beispielsweise in A. Echte, Handbuch der technischen Polymerchemie, VCH Verlagsgesellschaft, Weinheim, 1993; und Saechtling, Kunststoff Taschenbuch, Carl Hanser Ver- lag, München, 29. Ausgabe, 2004) und kommerziell verfügbar.
Bevorzugte Komponenten A) enthalten als Kautschukphase einen partikelförmigen Pfropfkautschuk und als thermoplastische Hartphase Copolymerisate aus vinylaromatischen Monomeren und Vinylcyaniden (SAN), insbesondere aus α-Methylstyrol und Acrylnitril, besonders bevorzugt aus Styrol und Acrylnitril.
Die Komponente A) enthält in der Regel 15 bis 60 Gew.-%, bevorzugt 25 bis 55 Gew.- %, insbesondere 30 bis 50 Gew.-%, partikelförmigen Pfropfkautschuk und 40 bis 85 Gew.-%, bevorzugt 45 bis 75 Gew.-%, insbesondere 50 bis 70 Gew.-%, vinylaromati- sehe Copolymere, wobei die Gewichtsprozente jeweils auf das Gesamtgewicht aus partikelförmigen Pfropfkautschuk und vinylaromatischem Copolymer bezogen sind und zusammen 100 Gew.-% ergeben.
Bevorzugt werden als mit einem partikelförmigen Pfropfkautschuk schlagzähmodifizier- tes SAN Acrylnitril-Styrol-Acrylat-Polymerisate („ASA") und/oder Acrylnitril-Butadien- Styrol-Polymerisate („ABS") eingesetzt, sowie (Meth)acrylat-Acrylnitril-Butadien-Styrol- Polymerisate ("MABS", transparentes ABS), aber auch Blends von SAN, ABS, ASA
und MABS mit anderen Thermoplasten wie Polycarbonat, Polyamid, Polyethylente- rephthalat, Polybutylenterephthalat, Polyvinylchlorid, Polyolefinen, ganz besonders bevorzugt mit Polycarbonat.
Unter ASA-Polymerisaten werden im allgemeinen mit einem partikelförmigen Pfropfkautschuk schlagzähmodifizierte SAN-Polymerisate verstanden, bei denen kautschukelastische Pfropfcopolymerisate von vinylaromatischen Verbindungen, insbesondere Styrol, und Vinylcyaniden, insbesondere Acrylnitril, auf Polyalkylacrylatkautschuken in einer Copolymermatrix aus insbesondere Styrol und/oder α-Methylstyrol und Acrylnitril vorliegen. ASA-Polymerisate und ihre Herstellung sind dem Fachmann bekannt und in der Literatur beschriebenen, beispielsweise in DIN EN ISO 6402-1 DE vom Februar 2003, WO 02/00745, WO 00/1 1080, EP-A 450 485 und WO 2007/031445.
Unter ABS-Polymerisaten werden im allgemeinen schlagzähmodifizierte SAN- Polymerisate verstanden, bei denen Dien-Polymerisate, insbesondere 1 ,3- Polybutadien, in einer Copolymermatrix aus insbesondere Styrol und/oder α- Methylstyrol und Acrylnitril vorliegen. ABS-Polymerisate und ihre Herstellung sind dem Fachmann bekannt und in der Literatur beschriebenen, beispielsweise in DIN EN ISO 2580-1 DE vom Februar 2003, WO 02/00745 und WO 2008/020012.
Komponente B):
Die thermoplastischen Formmassen enthalten als Komponente B) erfindungsgemäß eine Flammschutzmittelmischung enthaltend
B1 ) expandierbaren Graphit,
B2) eine Phosphor enthaltende Flammschutzverbindung und
B3) ein fluorhaltiges Polymer.
Die erfindungsgemäßen Formmassen enthalten als Komponente B1) dem Fachmann bekannten und in der Literatur beschriebenen expandierbaren Graphit, sogenannten Blähgraphit (wärme- bzw. hitzeexpandierbarer Graphit). Dieser leitet sich in der Regel von natürlichem oder künstlichem Graphit ab.
Der Blähgraphit ist beispielsweise erhältlich durch Oxidation von natürlichem und/oder künstlichem Graphit. Als Oxidationsagentien können H2O2 oder Salpetersäure in Schwefelsäure eingesetzt werden.
Weiterhin kann der Blähgraphit durch Reduktion, z.B. mit Natriumnaphthalenid in ei- nem aprotischen organischen Lösungsmittel hergestellt werden.
Aufgrund seiner Schichtgitterstruktur ist Graphit in der Lage, spezielle Formen von Einlagerungsverbindungen zu bilden. In diesen so genannten Zwischengitterverbindungen sind Fremdatome oder -moleküle in z.T. stöchiometrischen Verhältnissen in die Räume zwischen den Kohlenstoffatomen aufgenommen worden.
Die Oberfläche des Blähgraphits kann zur besseren Verträglichkeit ggü. der Thermoplastmatrix mit einem Beschichtungsmittel beschichtet sein, beispielsweise mit dem Fachmann bekannten Silanschlichten.
Für den Fall, dass der Blähgraphit durch o.g. Oxidation erhalten wurde, kann es notwendig sein, eine alkalische Verbindung zuzusetzen, da der Blähgraphit (durch die enthaltende Säure) ansonsten Korrosion der Formmassen und/oder Lager- und Herstellapparate derartiger Formmassen verursachen kann. Insbesondere Alkaliverbindungen sowie Mg(OH)2 oder AI-Hydroxide können in Mengen bis zu 10, vorzugsweise bis zu 5 Gew.-% (bezogen auf 100 Gew.-% B1 ) zugegeben werden. Vorteilhaft erfolgt die Mischung bevor die Komponenten compoundiert werden.
Vorzugsweise beträgt die Hitze-Ausdehnung des Blähgraphits bei schnellem Aufheizen von Raumtemperatur auf 8000C (in Richtung der c-Achse des Kristalls) mindestens 100 ml/g, vorzugsweise mindestens 1 10 ml/g (sog. spezifische Volumenänderung).
Wesentlich für die Eignung als Flammschutzmittel ist es, dass der Blähgraphit sich nicht in größerem Ausmaß ausdehnt bei Temperaturen unter 2700C, bevorzugt unter 2800C. Darunter versteht der Fachmann, dass der Blähgraphits bei den genannten Temperaturen in einem Zeitraum von 10 min eine Volumenexpansion von weniger als 20 % erfährt.
Der Ausdehnungskoeffizient (als spezifische Kerngröße) bedeutet in der Regel die Differenz zwischen dem spezifischen Volumen (ml/g) nach Erhitzen und dem spezifischen Volumen bei 200C Raumtemperatur. Dies wird allgemein gemessen nach folgender Vorschrift: Ein Quarzbehälter wird auf 10000C in einem elektrischen Schmelzeofen erhitzt. 2 g des Blähgraphits werden schnell in den Quarzbehälter gegeben und dieser 10 sec. im Schmelzeofen belassen.
Das Gewicht von 100 ml des expandierten Graphits wird gemessen, um die sog. „loo- sened apparent specific gravity" zu bestimmen. Der Kehrwert bildet dann das spezifische Volumen bei dieser Temperatur. Das spezifische Volumen bei Raumtemperatur wird entsprechend bei 20°C gemessen. (Ausdehnungskoeffizient = spez. Volumen nach Erhitzen - spezifisches Volumen bei 20°C).
Die mittlere Teilchengröße D50 des Blähgraphits soll vorzugsweise zwischen 10 μm und 1000 μm, bevorzugt zwischen 30 μm und 850 μm, insbesondere bevorzugt zwi-
sehen 200 μm und 700 μm, liegen. Sind die mittleren Teilchengrößen niedriger, wird in der Regel keine ausreichend Flammschutzwirkung erzielt; sind sie größer, werden üblicherweise die mechanischen Eigenschaften der thermoplastischen Formmassen nachteilig beeinflußt.
Die mittlere Teilchengröße und die Teilchengrößenverteilung des Blähgraphits B1 ) kann aus der integralen Volumenverteilung bestimmt werden. Bei den mittleren Teilchengrößen handelt es sich in allen Fällen um das Volumenmittel der Teilchengrößen, wie sie mittels Laserlichtbeugung an einem Malvern-Mastersizer 2000 am Trockenpul- ver ermittelt werden. Die Laserlichtbeugung liefert die integrale Verteilung des Teilchendurchmessers einer Probe. Hieraus läßt sich entnehmen, wieviel Prozent der Teilchen einen Durchmesser gleich oder kleiner einer bestimmten Größe haben. Der mittlere Teilchendurchmesser, der auch als Dso-Wert der integralen Volumenverteilung bezeichnet wird, ist dabei als der Teilchendurchmesser definiert, bei dem 50 Gew.-% der Teilchen einen kleineren Durchmesser haben als der Durchmesser, der dem Dso- Wert entspricht. Ebenso haben dann 50 Gew.-% der Teilchen einen größeren Durchmesser als der D5o-Wert.
Die Dichte des Blähgraphits liegt üblicherweise im Bereich von 0,4 bis 2 g/cm3.
Bei den phosphorhaltigen Verbindungen der Komponente B2) handelt es sich um organische und anorganische Phosphor enthaltende Verbindungen, in denen der Phosphor die Wertigkeitsstufe -3 bis +5 besitzt. Unter der Wertigkeitsstufe soll der Begriff "Oxidationsstufe" verstanden werden, wie er im Lehrbuch der Anorganischen Chemie von A.F. Hollemann und E. Wiberg, Walter des Gruyter und Co. (1964, 57. bis 70. Auflage), Seite 166 bis 177, wiedergegeben ist. Phosphorverbindungen der Wertigkeitsstufen -3 bis +5 leiten sich von Phosphin (-3), Diphosphin (-2), Phosphinoxid (-1 ), elementarem Phosphor (+0), hypophosphoriger Säure (+1), phosphoriger Säure (+3), Hy- podiphosphorsäure (+4) und Phosphorsäure (+5) ab.
Aus der großen Zahl von als Komponente B2) geeigneten phosphorhaltigen Verbindungen, insbesondere den anorganischen oder organischen Phosphaten, Phosphiten, Phosphonaten, Phosphatestern, rotem Phosphor und Triphenylphosphinoxid, seien nur einige Beispiele erwähnt.
Beispiele für Phosphorverbindungen der Phosphin-Klasse, die die Wertigkeitsstufe -3 aufweisen, sind aromatische Phosphine, wie Triphenylphosphin, Tritolylphosphin, Tri- nonylphosphin, Trinaphthylphosphin und Trisnonylphenylphosphin u.a. Besonders geeignet ist Triphenylphosphin.
Beispiele für Phosphorverbindungen der Diphosphinklasse, die die Wertigkeitsstufe -2 aufweisen, sind Tetraphenyldiphosphin, Tetranaphthyldiphosphin u.a.. Besonders geeignet ist Tetranaphthyldiphosphin.
Phosphorverbindungen der Wertigkeitsstufe -1 leiten sich vom Phosphinoxid ab.
Geeignet sind Phosphinoxide der allgemeinen Formel I j
R1
Rz— P =O
/
R3
wobei R1, R2 und R3 in Formel I gleiche oder verschiedene Alkyl-, Aryl-, Alkylaryl- oder Cycloalkylgruppen mit 8 bis 40 C-Atomen bedeuten.
Beispiele für Phosphinoxide sind Triphenylphosphinoxid, Tritolylphosphinoxid, Trisno- nylphenylphosphinoxid, Tricyclohexylphosphinoxid, Tris-(n-butyl)-phosphinoxid, Tris- (n-hexyl)-phosphinoxid, Tris-(n-octyl)-phosphinoxid, Tris-(cyanoethyl)-phosphinoxid, Benzylbis-(cyclohexyl)-phosphinoxid, Benzylbisphenylphosphinoxid, Phenylbis-(n- hexyl)-phosphinoxid. Bevorzugt sind weiterhin oxidierte Umsetzungsprodukte aus Phosphin mit Aldehyden, insbesondere aus t-Butylphosphin mit Glyoxal. Besonders bevorzugt eingesetzt werden Triphenylphosphinoxid, Tricyclohexlyphosphinoxid, Tris- (n-octyl)-phosphinoxid und Tris-(cyanoethyl)-phosphinoxid, insbesondere Triphenylphosphinoxid.
Ebenso geeignet ist Triphenylphosphinsulfid und dessen wie oben beschriebene Deri- vate der Phosphinoxide.
Phosphor der Wertigkeitsstufe +0 ist der elementare Phosphor. In Frage kommen roter und schwarzer Phosphor. Bevorzugt ist roter Phosphor, insbesondere oberflächenbeschichteter roter Phosphor, wie er dem Fachmann bekannt, in der Literatur beschrie- ben und als Flammschutzmittel für Polymere kommerziell verfügbar ist.
Phosphorverbindungen der "Oxidationsstufe" +1 sind z.B. Hypophosphite rein organischer Natur, z.B. organische Hypophosphite, wie Cellulosehypophosphitester, Ester der hypophosphorigen Säuren mit Diolen, wie z.B. von 1 ,10-Dodecyldiol. Auch substi- tuierte Phosphinsäuren und deren Anhydride, wie z.B. Diphenylphosphinsäure, können eingesetzt werden. Des weiteren kommen in Frage Diphenylphosphinsäure, Di-p- Tolylphosphinsäure, Di-Kresylphosphinsäureanhydrid, Es kommen aber auch Verbindungen wie Hydrochinon-, Ethylenglykol-, Propylenglykol-bis(diphenylphosphinsäure)- ester u.a. in Frage. Ferner sind geeignet Aryl(Alkyl)phosphinsäureamide, wie z.B.
Diphenylphosphinsäure-dimethylamid und Sulfonamidoaryl(alkyl)phosphinsäure- derivate, wie z.B. p-Tolylsulfonamidodiphenylphosphinsäure. Bevorzugt eingesetzt werden Hydrochinon- und Ethylenglykol-bis-(diphenylphosphinsäure)ester und das Bisdiphenylphosphinat des Hydrochinons.
Phosphorverbindungen der Oxidationsstufe +3 leiten sich von der phosphorigen Säure ab. Geeignet sind cyclische Phosphonate, die sich vom Pentaerythrit, Neopentylglykol oder Brenzkatechin ableiten wie z.B. Verbindungen gemäß Formel Il
wobei R einen Ci bis C4-Alkylrest, bevorzugt Methylrest, x=0 oder 1 bedeutet (Am- gard® P 45 der Firma Albright & Wilson).
Ferner ist Phosphor der Wertigkeitsstufe +3 in Triaryl(alkyl)phosphiten, wie z.B.
Triphenylphosphit, Tris(4-decylphenyl)phosphit, Tris(2,4-di-tert.-butylphenyl)phosphit oder Phenyldidecylphosphit u.a. enthalten. Es kommen aber auch Diphosphite, wie z.B. Propylenglykol-1 ,2-bis(diphosphit) oder cyclische Phosphite, die sich vom Pentaerythrit, Neopentylglykol oder Brenzkatechin ableiten, in Frage.
Besonders bevorzugt werden Methylneopentylglycolphosphonat und -phosphit sowie Dimethylpentaerythritdiphosphonat und -phosphit.
Als Phosphorverbindungen der Oxidationsstufe +4 kommen vor allem Hypodiphospha- te, wie z.B. Tetraphenylhypodiphosphat oder Bisneopentylhypodiphosphat in Betracht.
Als Phosphorverbindungen der Oxidationsstufe +5 kommen vor allem alkyl- und aryl- substituierte Phosphate in Betracht. Beispiele sind Phenylbisdodecylphosphat, Pheny- lethylhydrogenphosphat, Phenyl-bis(3,5,5-trimethylhexyl)phosphat, Ethyldiphe- nylphosphat, 2-Ethylhexyldi(tolyl)phosphat, Diphenylhydrogenphosphat, Bis(2- ethylhexyl)-p-tolylphosphat, Tritolylphosphat, Bis(2-ethylhexyl)-phenylphosphat, Di(nonyl)phenylphosphat, Phenylmethylhydrogenphosphat, Di(dodecyl)-p- tolylphosphat, p-Tolyl-bis(2,5,5-trimethylhexyl)phosphat oder 2-Ethylhexyldiphenyl- phosphat. Besonders geeignet sind Phosphorverbindungen, bei denen jeder Rest ein Aryloxi-Rest ist. Ganz besonders geeignet ist Triphenylphosphat und Resorcinol-bis- (diphenylphosphat) und dessen kernsubstituierten Derivate der allgemeinen Formel III (RDP):
in der die Substituenten in Formel III folgende Bedeutung haben:
R4-R7 ein aromatischer Rest mit 6 bis 20 C-Atomen, bevorzugt ein Phenylrest, welcher mit Alkylgruppen mit 1 bis 4 C-Atomen bevorzugt Methyl, substituiert sein kann,
R8 ein zweiwertiger Phenolrest, bevorzugt
und n einen Durchschnittswert zwischen 0,1 bis 100, bevorzugt 0,5 bis 50, insbesonde- re 0,8 bis 10 und ganz besonders 1 bis 5.
Die im Handel erhältlichen RPD-Produkte unter dem Warenzeichen Fyroflex®oder Fyrol®-RDP (Akzo) sowie CR 733-S (Daihachi) sind bedingt durch das Herstellungsverfahren Gemische aus ca. 85 % RDP (n=1 ) mit ca. 2,5 % Triphenylphosphat sowie ca. 12,5 % oligomeren Anteilen, in denen der Oligomerisierungsgrad meist kleiner 10 beträgt.
Des weiteren können auch cyclische Phosphate eingesetzt werden. Besonders geeignet ist hierbei Diphenylpentaerythritdiphosphat und Phenylneopentylphosphat.
Außer den oben angeführten niedermolekularen Phosphorverbindungen kommen noch oligomere und polymere Phosphorverbindungen in Frage.
Solche polymeren, halogenfreien organischen Phosphorverbindungen mit Phosphor in der Polymerkette entstehen beispielsweise bei der Herstellung von pentacyclischen, ungesättigten Phosphindihalogeniden, wie beispielsweise in der DE-A 20 36 173 beschrieben ist. Das Molekulargewicht gemessen durch Dampfdruckosmometrie in Di- methylformamid, der Polyphospholinoxide soll im Bereich von 500 bis 7000, vorzugsweise im Bereich von 700 bis 2000 liegen.
Das Phosphor besitzt hierbei die Oxidationsstufe -1.
Ferner können anorganische Koordinationspolymere von Aryl(alkyl)-phosphinsäuren wie z.B. Poly-ß-natrium(l)-methylphenylphosphinat eingesetzt werden. Ihre Herstellung wird in DE-A 31 40 520 angegeben. Der Phosphor besitzt die Oxidationszahl +1.
Weiterhin können solche halogenfreien polymeren Phosphorverbindungen durch die Reaktion eines Phosphonsäurechlorids, wie z.B. Phenyl-, Methyl-, Propyl-, Styryl- und Vinylphosphonsäuredichlorid mit bifunktionellen Phenolen, wie z.B. Hydrochinon, Re- sorcin, 2,3,5-Trimethylhydrochinon, Bisphenol-A, Tetramethylbiphenol-A entstehen.
Weitere halogenfreie polymere Phosphorverbindungen, die in den erfindungsgemäßen Formmassen enthalten sein können, werden durch Reaktion von Phosphoroxidtrichlo- rid oder Phosphorsäureesterdichloriden mit einem Gemisch aus mono-, bi- und trifunk- tionellen Phenolen und anderen Hydroxylgruppen tragenden Verbindungen hergestellt (vgl. Houben-Weyl-Müller, Thieme-Verlag Stuttgart, Organische Phosphorverbindungen Teil Il (1963)). Ferner können polymere Phosphonate durch Umesterungsreaktio- nen von Phosphonsäureestern mit bifunktionellen Phenolen (vgl. DE-A 29 25 208) oder durch Reaktionen von Phosphonsäureestern mit Diaminen oder Diamiden oder Hydraziden (vgl. US-PS 4 403 075) hergestellt werden. In Frage kommt aber auch das anorganische Poly(ammoniumphosphat).
Es können auch oligomere Pentaerythritphosphite, -phosphate und -phosphonate gemäß EP-B 8 486, z.B. Mobil Antiblaze® 19 (eingetragene Marke der Firma Mobil OiI), verwendet werden (s. Formeln IV und V):
O O
— O-P-R-P-O M. V
R' K
wobei die Substituenten in den Formeln IV und V folgende Bedeutung haben:
R1, R2 Wasserstoff, d- bis Cβ-Alkyl, der gegebenenfalls eine Hydroxylgruppe enthält, vorzugsweise d- bis C4-AIkVl, linear oder verzweigt, z.B. Methyl, Ethyl, n-Propyl, iso-Propyl, n-Butyl, tert.-Butyl, n-Pentyl; Phenyl; wobei bevorzugt mindestens ein Rest R1 oder R2, insbesondere R1 und R2 Wasserstoff ist;
R3 Cr bis C-io-Alkylen, linear oder verzweigt, z.B. Methylen, Ethylen, n-Propylen, iso-Propylen, n-Butylen, tert.-Butylen, n-Pentylen, n-Octylen, n-Dodecylen; Arylen, z.B. Phenylen, Naphthylen; Alkylarylen, z.B. Methyl-phenylen, Ethyl-phenylen, tert.-Butyl-phenylen, Methyl- naphthylen, Ethyl-naphthylen, tert.-Butyl-naphthylen; Arylalkylen, z.B. Phenyl-methylen, Phenyl-ethylen, Phenyl-propylen, Phenyl-butylen;
M ein Erdalkali-, Alkalimetall, AI, Zn, Fe, Bor;
m eine ganze Zahl von 1 bis 3;
n eine ganze Zahl von 1 und 3 und
x 1 oder 2.
Besonders bevorzugt sind Verbindungen der Formel IV, in denen R1 und R2 Wasserstoff ist, wobei M vorzugsweise Ca, Zn oder AI ist und Calciumphosphinat als Verbindung ganz besonders bevorzugt ist.
Derartige Produkte sind im Handel z.B. als Calciumphosphinat erhältlich.
Geeignete Salze der Formel IV oder V, in denen nur ein Rest R1 oder R2 Wasserstoff bedeutet, sind z.B. Salze der Phenylphosphinsäure, wobei deren Na- und/oder Ca- Salze bevorzugt sind.
Weiterhin bevorzugte Salze weisen einen hydroxylgruppenhaltigen Alkylrest R1 und/oder R2 auf. Diese sind beispielsweise durch Hydroxymethylierung erhältlich. Bevorzugte Verbindungen sind Ca, Zn und AI-Salze.
Die mittlere Teilchengröße D50 (gemessen nach der oben beschriebenen Methode zur Teilchengrößenbestimmung der Komponente B1)) der Komponente B2) ist vorzugsweise kleiner 10 μm, vorzugsweise kleiner 7 μm und insbesondere kleiner 5 μm. Der Dio-Wert ist vorzugsweise kleiner 4 μm, insbesondere 3 μm und ganz besonders bevorzugt kleiner 2 μm.
Bevorzugte Dgo-Werte sind kleiner 40 μm und insbesondere kleiner 30 μm und ganz besonders bevorzugt kleiner 20 μm.
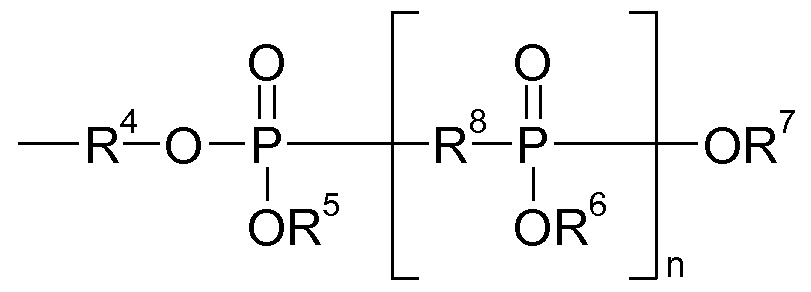
Weiterhin bevorzugt sind Phosphorverbindungen der allgemeinen Formel VI:
wobei die Substituenten in Formel VI folgende Bedeutung haben:
R1 bis R20 unabhängig voneinander Wasserstoff, eine lineare oder verzweigte Al- kylgruppe bis zu 6 C-Atomen
n einen Durchschnittswert von 0,5 bis 50 und
X eine Einfachbindung, C=O, S, SO2, C(CH3)2
Bevorzugte Verbindungen B2) sind solche der Formel VI, in denen R1 bis R20 unabhängig voneinander Wasserstoff und/oder einen Methylrest bedeuten. Für den Fall, daß R1 bis R20 unabhängig voneinander einen Methylrest bedeuten, sind solche Ver- bindungen bevorzugt, in welchen die Reste R1, R5, R6, R10, R11, R15, R16, R20 in ortho Stellung zum Sauerstoff der Phosphatgruppe mindestens einen Methylrest darstellen. Weiterhin bevorzugt sind Verbindungen B2) in denen pro aromatischem Ring eine Methylgruppe, vorzugsweise in ortho-Stellung vorhanden ist und die anderen Reste Wasserstoff bedeuten.
Insbesondere bevorzugt sind als Substituenten SO2 und S, sowie ganz besonders bevorzugt C(CHs)2 für X in obiger Formel (VI).
n beträgt in obiger Formel (VI) vorzugsweise als Durchschnittswert 0,5 bis 5, insbeson- dere 0,7 bis 2 und insbesondere « 1.
Die Angabe von n als Durchschnittswert ergibt sich durch das Herstellverfahren der oben aufgeführten Verbindungen, so daß der Oligomerisierungsgrad meist kleiner 10 beträgt und geringe Anteile (meist < 5 Gew.-%) an Triphenylphosphat enthalten sind, wobei dies von Charge zu Charge unterschiedlich ist. Solche Verbindungen B2) sind als CR - 741 der Firma Daihachi im Handel erhältlich.
Als ganz besonders bevorzugte Ausführungsform der Erfindung hat sich der Einsatz einer Mischung aus rotem Phosphor und mindestens einer der oben beschriebenen,
von rotem Phosphor verschiedenen Phosphorverbindungen als Komponente B2) erwiesen. Eine insbesonders als Komponente B2) bevorzugte Mischung besteht aus rotem Phosphor und mindestens einem anorganischen oder organischen Phosphat, Phosphit, Phosphonat, Phosphatester oder Triphenylphosphinoxid. Besonders vorteil- haft sind Mischungen aus rotem Phosphor und Ammoniumpolyphosphat, aus rotem Phosphor und Bisphenol-A-bis-diphenylphosphat oder aus rotem Phosphor und Triphe- nylphosphat. Eine ganz besonders als Komponente B2) bevorzugte Mischung umfaßt roten Phosphor und Ammoniumpolyphosphat. Eine weitere ganz besonders als Komponente B2) bevorzugte Mischung besteht aus rotem Phosphor und Ammoniumpo- lyphosphat und Triphenylphosphat.
Wenn als Komponente B2) die genannte Mischung aus rotem Phosphor und aus mindestens einer der oben beschriebenen, von rotem Phosphor verschiedenen Phosphorverbindungen eingesetzt wird, weisen diese erfindungsgemäßen Formmassen eine verbesserte Kombination von flammhemmenden, mechanischen und rheologischen Eigenschaften, insbesondere auch eine hohe Wärmeformbeständigkeit (Vicat- Temperatur), auf.
Wenn als Komponente B2) die genannten Mischungen aus rotem Phosphor und min- destens einer der oben beschriebenen, von rotem Phosphor verschiedenen Phosphorverbindungen eingesetzt werden, enthält die Komponente B2) in der Regel 10 bis 90 Gew.-%, bevorzugt 20 bis 80 Gew.-%, besonders bevorzugt 30 bis 70 Gew.- %, roten Phosphor und
10 bis 90 Gew.-%, bevorzugt 20 bis 80 Gew.-%, besonders bevorzugt 30 bis 70 Gew.- %, mindestens einer der oben beschriebenen, von rotem Phosphor verschiedenen Phosphorverbindungen wobei die Gewichtsprozente von rotem Phosphor und der mindestens einen oben beschriebenen, von rotem Phosphor verschiedenen Phosphorverbindung jeweils auf das Gesamtgewicht der Komponente B2) bezogen sind und zusammen 100 Gew.-% erge- ben.
Als Komponente B3) enthalten die Formmassen ein fluorhaltiges Polymer. Bevorzugt sind fluorhaltige Ethylenpolymerisate. Hierbei handelt es sich um Polymerisate des Ethylens mit einem Fluorgehalt von 55 bis 76 Gew.-%, vorzugsweise 70 bis 76 Gew.- %.
Beispiele hierfür sind Polytetrafluorethylen (PTFE), Tetrafluorethylen-hexafluor- propylen-Copolymere oder Tetrafluorethylen-Copolymerisate mit kleineren Anteilen (in der Regel bis zu 50 Gew.-%) copolymerisierbarer ethylenisch ungesättigter Mono- merer. Diese werden z.B. von Schildknecht in "Vinyl and Related Polymers", Wiley- Verlag, 1952, Seite 484 bis 494 und von Wall in "Fluorpolymers" (Wiley Interscience, 1972) beschrieben.
Diese fluorhaltigen Ethylenpolymerisate liegen homogen verteilt in den Formmassen vor und weisen bevorzugt eine mittlere Teilchengröße D5o im Bereich von 0,05 bis 10 μm, insbesondere von 0,1 bis 5 μm auf. Diese geringen Teilchengrößen lassen sich besonders bevorzugt durch Verwendung von wässrigen Dispersionen von fluorhaltigen Ethylenpolymerisaten und deren Einarbeitung in eine Polymerschmelze erzielen.
In einer bevorzugten Ausführungsform der Erfindung beträgt der Gewichtsanteil des fluorhaltigen Polymers B3) bezogen auf das Gesamtgewicht der Komponenten A) bis D) von 0,01 bis 0,5 Gew.-%, bevorzugt von 0,1 bis 0,45 Gew.-%, besonders bevorzugt von 0,2 bis 0,4 Gew.-%.
Komponente C):
Als Komponente C) sind grundsätzlich alle dem Fachmann bekannten und in der Literatur beschriebenen polaren Gruppen enthaltende, nicht-partikelförmige Kautschuke geeignet. Als erfindungsgemäß geeignete Komponenten C) sind beispielsweise polare Gruppen enthaltende, nicht-partikelförmige Kautschuke einsetzbar, die vernetzt sind. Bevorzugte Komponenten C) sind aber polare Gruppen enthaltende unvernetzte Kau- tschuke, insbesondere polare Gruppen enthaltende lineare Kautschuke.
Polare Gruppen im Sinne dieser Erfindung sind bevorzugt O- und/oder N-haltige funktionelle Gruppen, insbesondere Hydroxy-, Alkoxy-, Amino-, Imino-, Alkoxycarbonyl-, Carboxamid- und/oder Carboxygruppen, besonders bevorzugt sich von Acrylsäure oder Maleinsäure ableitende Säure- oder Estergruppen.
Insbesondere als Komponente C) geeignet sind Ethylen-Acrylat-Kautschuke.
Bevorzugte Ethylen-Acrylat-Kautschuke sind Copolymere aus Ethylen und Methylacry- lat oder insbesondere Terpolymere aus Ethylen, Methylacrylat und einer ungesättigten Carbonsäure; als ungesättigte Carbonsäure sind zur Herstellung dieser Terpolymere Maleinsäure oder deren Halbester, bevorzugt aber Acrylsäure geeignet.
Die Ethylen-Acrylat-Kautschuke lassen sich auch in einer beispielsweise mit Diaminen, insbesondere mit Hexan-1 ,6-diamin oder 4,4 '-Methylendianilin, vernetzten Form als Komponente C) einsetzen.
Im Rahmen der vorliegenden Erfindung besonders geeignete Ethylen-Acrylat- Kautschuke sind unter der Bezeichnung Elvaloy® 1330 EAC (Fa. DuPont) kommerziell verfügbar.
Komponente D):
Die thermoplastischen Formmassen können ein oder mehrere - von den Komponenten A), B) und C) verschiedene - Zusatzstoffe als Komponente D) enthalten. Geeignet sind grundsätzlich alle dem Fachmann bekannten und in der Literatur beschriebenen kunststoffüblichen Zusatzstoffe. Kunststoffübliche Zusatzstoffe im Sinne der vorliegenden Erfindung sind beispielsweise Stabilisatoren und Oxidationsverzögerer, Mittel gegen Wärmezersetzung und Zersetzung durch ultraviolettes Licht, Gleit- und Entformungs- mittel, Farbstoffe und Pigmente und Weichmacher sowie Fasern, beispielsweise Glas- fasern oder Kohlenstofffasern.
Oxidationsverzögerer und Wärmestabilisatoren, die der thermoplastischen Formmasse gemäß der Erfindung zugesetzt werden können, sind z. B. Halogenide von Metallen der Gruppe I des Periodensystems, z. B. Natrium-, Kalium-, Lithium-Halogenide. Wei- terhin können Zinkfluorid und Zinkchlorid verwendet werden. Ferner sind sterisch gehinderte Phenole, Hydrochinone, substituierte Vertreter dieser Gruppe, sekundäre a- romatische Amine, gegebenenfalls in Verbindung mit phosphorhaltigen Säuren bzw. deren Salze, und Mischungen dieser Verbindungen, vorzugsweise in Konzentrationen bis zu 1 Gew.-%, bezogen auf das Gewicht der thermoplastischen Formmassen, ein- setzbar.
Beispiele für UV-Stabilisatoren sind verschiedene substituierte Resorcine, Salicylate, Benzotriazole und Benzophenone, die im Allgemeinen in Mengen bis zu 2 Gew.-%, bezogen auf das Gewicht der thermoplastischen Formmassen, eingesetzt werden.
Gleit- und Entformungsmittel, die in der Regel in Mengen bis zu 1 Gew.-%, bezogen auf das Gewicht der thermoplastischen Formmassen, zugesetzt werden können, sind Stearinsäure, Stearylalkohol, Stearinsäurealkylester und -amide sowie Ester des Pen- taerythrits mit langkettigen Fettsäuren. Es können auch Salze des Calciums, Zinks oder Aluminiums der Stearinsäure sowie Dialkylketone, z. B. Distearylketon, eingesetzt werden. Erfindungsgemäß geeignet sind insbesondere Zink-, Magnesium- und Calci- umstearat sowie N,N'-Ethylen-bis-stearamid.
Als Glasfasern können in den erfindungsgemäßen Formmassen alle dem Fachmann bekannten und in der Literatur beschriebenen Glasfasern eingesetzt werden (siehe beispielsweise Milewski, J.V., Katz, H. S. „Handbook of Reinforcements for Plastics", S. 233 ff., Van Nostrand Reinholt Company Ine, 1987).
Herstellverfahren:
Die erfindungsgemäßen thermoplastischen Formmassen können nach an sich bekannten Verfahren hergestellt werden, in dem man die Ausgangskomponenten in üblichen
Mischvorrichtungen wie Schneckenextrudern, Brabender-Mühlen oder Banbury-Mühlen mischt und anschließend extrudiert. Nach der Extrusion kann das Extrudat abgekühlt und zerkleinert werden. Es können auch einzelne Komponenten vorgemischt werden und dann die restlichen Ausgangsstoffe einzeln und/oder ebenfalls gemischt hinzuge- geben werden. Die Mischtemperaturen liegen in der Regel bei 200 bis 2800C.
Nach einer bevorzugten Arbeitsweise können in einem ersten Schritt die Komponenten B) und C) vorvermischt werden. Bevorzugt erfolgt die Vormischung der gesamten Komponente B) mit zumindest einem Teil der Komponente C) in Schmelze auf einem Schneckenextruder. Die vorgemischten Komponenten B) und C) können entweder konfektioniert und beispielsweise granuliert werden, sie können aber auch direkt als Schmelze, beispielsweise auf dem gleichen Extruder, in einem nachfolgenden zweiten Schritt mit Komponente A) und ggf. D) schmelzevermischt werden.
Die erfindungsgemäßen flammhemmend ausgerüsteten Formmassen basierend auf die auf mit partikelförmigen Pfropfkautschuken schlagzäh modifizierten vinylaromati- schen Copolymeren weisen ggü. bekannten Formmassen eine verbesserte Kombination von flammhemmenden, mechanischen und rheologischen Eigenschaften auf.
Die Erfindung wird nachstehend anhand von Beispielen näher erläutert.
Beispiele:
Meßmethoden:
Kerbschlagzähigkeit ak [kJ/m2]:
Die Kerbschlagzähigkeit ak wurde gemäß ISO 179 IeA(F) bei 23°C bestimmt.
Schlagzähigkeit an [kJ/m2]: Die Kerbschlagzähigkeit an wurde gemäß ISO 179 1 eU bei 23°C bestimmt.
Fließfähigkeit MVR [ml/10 min]:
Als Maß für die Fließfähigkeit wurde die Melt-Volume-Rate MVR 200/5 gemäß DIN EN
ISO 1133 bestimmt.
Wärmeformbeständigkeit, Vicat B, [0C]:
Die Wärmeformbeständigkeit wurde als Vicat-Erweichungstemperatur an Normkleinstäben bei einer Heizrate von 50 K/Stunde und einer Kraft von 49,05 N nach DIN 53460, Verfahren B, bestimmt.
Nachbrennzeit t.N [s]:
Im Brandtest in Anlehnung an UL 94, vertical burning Standard, wurde an Stäben mit einer Dicke von 1 ,6 mm nach einer ersten Beflammungsdauer von 10 Sekunden die erste Nachbrennzeit t1 gemessen. Nach einer sich an das Verlöschen der Flammen direkt anschließenden zweiten Beflammungsdauer von 10 Sekunden wurde die zweite Nachbrennzeit t2 gemessen. Die Summe der Nachbrennzeiten t1 und t2 ergibt die Nachbrennzeit .N (angegeben wird jeweils der Mittelwert der an zwei Stäben bestimmten Nachbrennzeiten .N).
Einsatzstoffe
Komponenten oder Versuche mit vorangestelltem "V-" sind nicht erfindungsgemäß und dienen zum Vergleich.
Polymer-Komponente A):
Als Komponenten A wurde eingesetzt:
a-l: ein handelsübliches Acrylnitril-Butadien-Styrol-Copolymer (ABS), Terluran® HM O, der BASF SE, enthaltend eine Styrol-Acrylnitril-Copolymer-Hartphase und einen parti- kelförmigen Butadien-Pfropfkautschuk.
Flammschutzmittelkomponente B):
Als Komponente B1) wurde eingesetzt:
b1-l: Blähgraphit Nord-Min® 503 der Firma Nordmann, Rassmann, GmbH, mit einer mittleren Teilchengröße D50 von 465 μm, einer freien Expansion (beginnend bei ca. 3000C) von mindestens 150 ml/g und einer Schüttdichte von 0,5 g/ml bei 200C.
Als Komponente B2) wurde eingesetzt:
b2-l: Disflammol® TP, ein Triphenylphosphat der Lanxess Aktiengesellschaft. b2-ll: Nord-Min® JLS, ein Ammoniumpolyphosphat der Firma Nordmann, Rassmann, GmbH. b2-lll:Exolit® RP 607, ein roter Phosphor der Clariant Produkte GmbH.
Als Komponente B3) wurde eingesetzt:
b3-l: Polytetrafluorethylen PTFE TE-3893, Teflon® Dispersion der Fa. C. H. Erbslöh mit einem PTFE-Gehalt von 60 Gew.-% (bezogen auf das Gesamtgewicht der Dispersion).
Kautschuk-Komponente C):
Als Komponente C) wurde eingesetzt:
c-l: Ein handelsübliches lineares Etylen-Methacrylat-Copolymer, Elvaloy® 1330 EAC, der Fa. DuPont.
Als Vergleichskomponente V-C) wurde eingesetzt:
V-c-ll: Ein handelsübliches kautschukelastisches Styrol-Butadien-Styrol- Blockcopolymer der BASF SE, vertrieben unter der Marke Styroflex®.
Weitere Zusatzstoffe D):
Als Komponente D) wurde eingesetzt:
d-l: Acrawax® C, ein handelsübliches h^N'-Ethyien-bis-steararnid der Fa. Lonza ine. d-ll: Black Pearls® 880, ein handelsüblicher Ruß (carbon black) der Fa. Cabot Corp.
Herstellung der Formmassen und Formkörper:
Die Komponenten A) bis D) (jeweilige Gew.-teile s. Tabelle 1 ) wurden zur Bestimmung der in Tabelle 1 genannten mechanischen und rheologischen Eigenschaften in einem Zweischneckenextruder ZSK30 von Fa.Werner & Pfleiderer bei 2200C homogenisiert und zu Standardformkörpern spritzgegossen.
Zur Bestimmung der in Tabelle 1 genannten Brandeigenschaften wurden die Komponenten A) bis D) (jeweilige Gew.-teile s. Tabelle 1 ) auf einem DSM Midiextruder homogenisiert und mit einem Spritzgußaufsatz bei 2400C Schmelzetemperatur und 800C Werkzeugoberflächentemperatur zu Prüfkörpern gemäß UL 94, vertical burning Standard, mit einer Dicken von 1 ,6 mm extrudiert.
Tabelle 1 : Zusammensetzung und Eigenschaften der Formmassen (vorangestelltes V: zum Vergleich, nb: nicht bestimmt)
Tabelle 1 (Fortsetzung): Zusammensetzung und Eigenschaften der Formmassen (vorangestelltes V: zum Vergleich, nb: nicht bestimmt)
Die Beispiele belegen, daß die erfindungsgemäßen flammhemmend ausgerüsteten Formmassen basierend auf mit partikelförmigen Pfropfkautschuken schlagzäh modifizierten vinylaromatischen Copolymeren ggü. bekannten Formmassen eine verbesserte Kombination von flammhemmenden, mechanischen und rheologischen Eigenschaften aufweisen.