WO2010053440A1 - Woven airbag fabric - Google Patents
Woven airbag fabric Download PDFInfo
- Publication number
- WO2010053440A1 WO2010053440A1 PCT/SE2009/051259 SE2009051259W WO2010053440A1 WO 2010053440 A1 WO2010053440 A1 WO 2010053440A1 SE 2009051259 W SE2009051259 W SE 2009051259W WO 2010053440 A1 WO2010053440 A1 WO 2010053440A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- filament yarn
- type
- fabric
- woven
- airbag fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23509—Fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23533—Inflatable members characterised by their material characterised by the manufacturing process
- B60R2021/23542—Weaving
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2008—Fabric composed of a fiber or strand which is of specific structural definition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2139—Coating or impregnation specified as porous or permeable to a specific substance [e.g., water vapor, air, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
- Y10T442/2918—Polypropylene fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/322—Warp differs from weft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/322—Warp differs from weft
- Y10T442/3228—Materials differ
Definitions
- the present invention relates to a woven airbag fabric.
- Airbags are widely used in motor vehicles to protect the occupants in case of an impact event. Upon actuation of such an airbag it is inflated with gas produced or supplied by an airbag inflator. Airbags are often sewn from a woven fabric formed by weaving techniques which are well known in the art. Airbag fabrics need to fulfil a number of requirements. For instance, they need to be flexible to enable folding of an airbag formed thereof to fit inside an airbag housing. Also, airbag fabrics need to be strong enough to withstand high stresses during inflation of the airbag. Furthermore, it is realised that airbag fabrics are exposed to a wide range of ambient temperature conditions and that they need to preserve their material performance during a long time. It is known to provide a woven airbag fabric with a coating in order to improve the heat resistance and reduce the permeability thereof.
- woven airbag fabrics are today formed from a polyamide yarn.
- An object of the present invention is to provide an improved airbag fabric.
- a woven airbag fabric comprising a first type of filament yarn, said first type of filament yarn being chosen from the group of polyolefin filament yarns, and at least a second type of filament yarn, said second type of filament yarn being chosen from the group of polyamide and polyester filament yarns, said woven airbag fabric comprising a silicone-based coating.
- the silicone-based coating serves to improve the heat resistance and to reduce the permeability of the woven airbag fabric.
- the adhesion of the coating is crucial to secure a proper function of the coated fabric. If the coating is not adhered to the fabric in a proper manner it may release from the fabric. The coating must not release from the woven fabric due to, for instance, abrasion, which may appear during folding of an airbag formed from the woven fabric to fit inside an airbag housing. Also, the coating must not release during storage or during inflation of such an airbag. During inflation an airbag may be inflated with hot gases which could damage the airbag fabric if it is not coated in a proper manner.
- Silicone-based coating materials are generally preferred due to their ability to withstand varying environmental and storage conditions for long periods of time.
- the woven airbag fabric comprises a first type of filament yarn being a polyolefin filament yarn.
- the adhesion of a silicone-based coating on polyolefin filament yarns is, however, very poor.
- the adhesion of a silicone-based coating on polyamide filament yarns and polyester filament yarns is very good.
- An advantage of the present invention is that a polyolefin filament yarn can be used in a coated woven airbag fabric although a silicone-based coating does not adhere to such filament yarns in a proper manner. Instead, the silicone-based coating adheres to a second type of filament yarn used in the woven fabric.
- a less expensive woven airbag fabric may be provided since polyolefin filament yarns are often less expensive than polyamide filament yarns and polyester filament yarns.
- weight reductions are enabled since the density of polyolefin filament yarns is normally lower than the density of polyamide and polyester filament yarns. Weight reductions of components are today very important in the development of vehicles in order to reduce the fuel consumption and emissions of vehicles.
- a woven airbag fabric that takes the advantage of the low cost and low weight of polyolefin filament yarns and the ability to receive a coating of the second type of filament yarn is provided.
- a woven airbag fabric that exhibits high strength and low permeability that works properly in a wide range of ambient temperature conditions, such as a temperature interval of -40 to 100 0 C, is achieved.
- the first type of filament yarn is preferably polypropylene filament yarn.
- a cost-effective airbag fabric is provided since the woven fabric is partly formed from polypropylene filament yarn, which are less expensive than yarn formed from for instance polyamide 6.6.
- the second type of filament yarn is preferably polyamide filament yarn, such as polyamide or polyamide 6.6.
- the second type of filament yarn is polyamide 6.6 filament yarn, which exhibits particularly good adhesion to silicone-based coatings.
- the woven airbag fabric comprises at least 25 percent by weight of said first type of filament yarn, more preferably at least 35 percent by weight of said first type of filament yarn and most preferably at least 40 percent by weight of said first type of filament yarn, based on the total filament yarn weight of said woven airbag fabric.
- the second type of filament yarn often is less expensive and the weight thereof normally is lower compared to the second type of filament yarns it is desired to minimize the amount of the second type of filament yarn.
- a certain amount of the second type of filament yarn is preferable to provide sufficient adhesion of the silicone-based coating to the woven fabric.
- the woven airbag fabric preferably contains at least 30 percent by weight of the second type of filament yarn, based on the total filament yarn weight of said woven airbag fabric.
- An advantage of this embodiment is that a firm adhesion of the silicone-based coating is achieved. More preferably the woven airbag fabric contains 30-70% by weight of the second type of filament yarn, and still more preferably 40-60% by weight of the second type of filament yarn, based on the total filament yarn weight of said woven airbag fabric.
- An advantage of this is that a good adhesion of the silicon-based coating in combination with low weight and low cost is achieved.
- weft threads of said woven airbag fabric are formed from one of said first type of filament yarn and said second type of filament yarn, and warp threads are formed from the other one of said first type of filament yarn and said second type of filament yarn.
- the fabric may be woven in a particularly cost-effective manner.
- the weft threads of said woven airbag fabric are formed from said first type of filament yarn. Since a polyolefin filament yarn has lower density than the second type of filament yarn, the polyolefin filament yarn is preferably used in the weft direction to enable faster weaving of an airbag fabric.
- the threads of the polyolefin yarn may, due to the lower density, have a larger diameter and thus each thread may cover a larger surface.
- the warp threads of said woven airbag fabric are formed from said second type of filament yarn.
- the first type of filament yarn has a yarn tenacity of at least 5 g/den, more preferably at least 6g/den and most preferably at least 7 g/den in order provide a woven airbag fabric suitable for a variety of airbag applications.
- den denier which unit in the Sl-system corresponds to the weight expressed in g of 9000 m filament yarn.
- 1 g/den 0.0883 N/tex. It has been found that coated fabrics woven from such a high-strength polyelofin filament yarn combined with for instance polyamide filament yarn is comparable to a coated fabric woven from solely polyamide filament yarn as regards the strength and performance thereof. It is thus possible to use such a coated fabric comprising polyolefin filament yarn in a variety of airbag applications.
- the polyolefin filament yarn has a yarn tenacity of 5-10 g/den, more preferably 6-9 g/den and most preferably 6.5-8 g/den in order to provide a woven airbag fabric suitable for a variety of airbag applications.
- the first type of filament yarn has a linear density in the range from 110 dtex to 940 dtex, more preferably in the range from 220 dtex to 700 dtex and most preferably in the range from 330 dtex to 550 dtex in order provide a woven airbag fabric suitable for a variety of airbag applications.
- the second type of filament yarn has a yarn tenacity of 5-10 g/den, more preferably 6-9 g/den and most preferably 6.5-8 g/den.
- the second type of filament yarn has a linear density in the range from 110 dtex to 940 dtex, more preferably in the range from 235 dtex to 700 dtex and most preferably in the range from 400 dtex to 550 dtex.
- the woven airbag fabric is preferably a plain weave and more preferably a 1/1 plain weave.
- a fabric having well balanced characteristics, such as strength in different directions of the fabric may be provided. That is, the fabric will behave in a similar manner independently of the direction of a load applied to the fabric. Also, the strength as regards seams joining different woven fabric parts, is high.
- a tight fabric is achieved by a plain weave, which is advantegous since an airbag fabric having high seam strength and low permeability is desired.
- Fig. 1 shows a part of a woven airbag fabric.
- Fig. 2 shows the woven airbag fabric of Fig. 1 , as seen in a sectional view.
- filament yarn refers to a yarn which is made from a multitude of individual fibers or filaments, e.g. 10-500 individual fibers or filaments, that have been attached to each other, for example by means of a spinning process, to form said filament yarn.
- the pieces of said yarn making up the woven fabric are referred to as "threads". It will be appreciated that each such thread comprises the same number of individual fibers or filaments as the filament yarn from which the thread originates.
- warp threads refers to threads running along the length of a woven fabric and “weft threads” refers to threads running across the length of a woven structure.
- a woven airbag fabric 1 according to an embodiment of the present invention is shown in Fig. 1.
- the fabric 1 is a 1/1 plain weave. In a 1/1 plain weave each weft thread passes over and under each warp thread in alternating rows.
- the fabric may be woven in a weave that origins from this type of weave, but is woven in another weaving pattern, such as in a 2/2, 2/1 , 1/2 or similar weave. It is realized that such a fabric 1 may be woven by any suitable weaving process, such as weaving processes that are per se known and include rapier, fluid jet, air-jet or projectile-type looms.
- the woven fabric 1 comprises threads 3 of a first type of continuous filament yarn arranged in a first direction, also referred to as the weft direction, and threads 5 of a second type of continous filament yarn arranged in a second direction, also referred to as the warp direction, the second direction being, as illustrated in Fig, 1 , substantially perpendicular to said first direction.
- the first direction i.e. the weft direction
- the second direction i.e. the warp direction
- Threads arranged in the weft direction A are also referred to as weft threads 3
- threads arranged in the warp direction B are also referred to as warp threads 5.
- the woven airbag fabric 1 comprises threads 3 of a first type of filament yarn, in this case polypropylene (PP) filament yarn.
- the woven airbag fabric 1 further comprises threads 5 of a second type of filament yarn, in this case polyamide 6.6 (PA 6.6) filament yarn.
- the threads 3 of polypropylene filament yarn are arranged in the weft direction, and the threads 5 of polyamide 6.6 filament yarn are arranged in the warp direction.
- the airbag fabric 1 is thus a 1/1 plain weave having weft threads formed from polypropylene and warp threads formed from polyamide 6.6.
- threads of polypropylene filament yarn may be arranged in the warp direction and threads of polyamide 6.6 filaments yarn may be arranged in the weft direction.
- the polypropylene filament yarns are intermingled using 1-50 intermingle points per meter, more preferably 20-40 and most preferably 25-35 intermingle points per meter. In this case polypropylene filament yarn intermingled with in average 30 intermingle points per meter was used.
- the polyamide or polyester filament yarns are intermingled using 1-50 intermingle points per meter, more preferably 15-40, and most preferably 20-30 intermingle points per meter. In this case a polyamide 6.6 filament yarn intermingled with in average 27 intermingle points per meter was used.
- twisting may be applied to the yarn prior to weaving.
- the fabric 1 further comprises a silicone-based coating 7, as best illustrated in Fig. 2, which shows a cross-section of the woven airbag fabric 1.
- Fig. 1 the silicone-based coating 7 is partly removed for clarity reasons.
- the silicone-based coating 7 mainly serves to improve the heat resistance and to reduce the permeability of the woven airbag fabric 1.
- the adhesion of the silicone-based coating 7 to the threads 5 of the second type of filament yarn is good and the woven fabric is thus coated in a proper manner since the threads 5 of the second type of filament yarns is evenly distributed over the woven fabric 1.
- Such a silicone-based coating 7 has very good performance in the temperature interval of interest for the actual airbag applications.
- the silicone-based coating may be applied to a woven fabric using techniques well known in the art, such as spraying, gravure coating, bar coating, coating by knife-over-roller, coating by knife-over-air, padding or screen-printing.
- a silicone-based coating may be applied to one or both sides of a woven fabric.
- a silicone-based coating is applied on the surface of the fabric 1 that, when an airbag is formed from the fabric, is meant to be exposed to gas from an airbag inflator, which means that a robust and flexible fabric having low permeability can be provided in a cost-effective manner.
- a proper adhesion of the silicone-based coating is important to secure a proper function of the coated airbag fabric.
- the coated fabric need to withstand different types of mechanical impacts, such as abrasion, without releasing the coating.
- the adhesion of such a silicone- based coating to a polypropylene filament yarn is poor.
- the adhesion of such a silicone-based coating to a polyamide or polyester filament yarns is very good. It has been found that if the amount of polyamide filament yarn or polyester filament yarn in the woven fabric is too low the coating may release from the surface, which would result in that the fabric no longer fulfils the performance requirements.
- the airbag fabric contains 45 percent by weight of polypropylene filament yarn and 55 percent by weight of polyamide 6.6 filament yarn.
- An airbag fabric was woven in a 1/1 plain weave construction using a rapier weaving machine.
- Polyamide 6.6 (PA 6.6) filament yarn was used in the warp direction and polypropylene (PP) filament yarn was used in the weft direction.
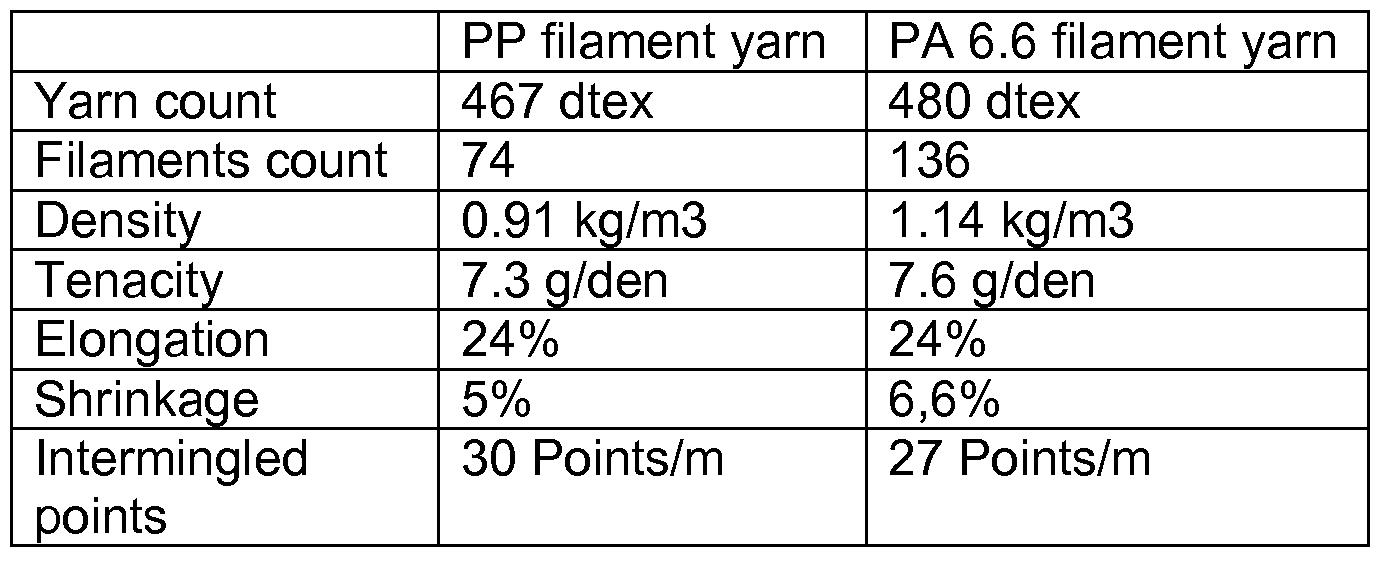
- PA 6.6 filament yarn was 470dtex f.136 type 749 supplied from INVISTA U.K., Brockworth, Glouester, ENGLAND.
- the PP filament yarn was of the type T-0567 supplied from INDUSTRIAS MURTRA SA, Granollers, Barcelona, Spain.
- the woven fabric was coated, after the weaving, with a silicone-based coating having a coating weight of approximately 25 g/m2 to form the woven airbag fabric.
- Table 1 shows a specification of the filament yarns used in example 1.
- the silicone-based coating was of the type Rhodorsil TCS supplied from Bluestar Silicones, Lyon, France. Table 1
- a first reference fabric which is known in the art and widely used in a variety of airbag applications today, was used.
- the first reference fabric was formed from 100% PA 6.6 filament yarn of the same type as was used in Example 1 , as specified in Table 1.
- the first reference fabric was coated with the same type of silicone-based coating was used in example 1 , i.e. a silicone-based coating having a coating weight of approximately 25 g/m2.
- the second reference fabric was coated with the same type of silicone-based coating as was used in example 1 , i.e. a silicone-based coating having a coating weight of approximately 25 g/m2.
- the material performance of the woven fabric of example 1 is comparable to the first reference fabric.
- the second reference fabric has a very poor result in the Flex abrasion tests, which indicates that the second reference fabric is not capable of receiving a silicone-based coating in a proper manner and is thus not suitable for airbag applications.
- polypropylene filament yarn can be combined with polyamide 6.6 yarn in a woven fabric to form a fabric capable of receiving a silicone-based coating in a proper manner. It is also realized that a woven fabric comprising polypropylene filament yarn and a second type of filament yarn, such as polyamide filament yarn, is suitable for a variety of airbag applications.
- Example 2 the fabric set is lower in Example 1 compared to the first reference fabric. This is a result of the lower density of polypropylene that gives a larger diameter of the thread. The cover factor however remains almost the same as indicated by the air permeability of the woven fabric prior to coating with a silicone-based coating.
- a woven airbag fabric in one embodiment may comprise more than two types of filament yarns. That is, in one embodiment a woven airbag fabric may comprise a first type of filament yarn chosen in the group of polyolefin filament yarns, such as polypropylene filament yarn, a second type of filament yarns, such as polyamide filament yarn and a third type of filament yarn, such as polyester filament yarn.
- the woven airbag fabric 1 described above comprises threads 3 of polypropylene (PP) filament yarn.
- the first type of filament yarn may be another filament yarn chosen in the group of polyolefin filament yarns, said group including, in addition to polypropylene filament yarns, polyethylene (PE) filament yarn
- the woven airbag fabric 1 described above further comprises threads 5 of polyamide 6.6 (PA 6.6) filament yarn.
- the second type of filament yarn may be another type of filament yarn chosen in the group comprising polyamide filament yarns, including, for example, polyamide 6, polyamide 4.6, and the above referenced polyamide 6.6, and polyester filament yarns.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Air Bags (AREA)
- Woven Fabrics (AREA)
Abstract
The present invention relates to a woven airbag fabric (1) comprising a first type of filament yarn, said first type of filament yarn being chosen from the group of polyolefin filament yarns, and at least a second type of filament yarn, said second type of filament yarn being chosen from the group of polyamide and polyester filament yarns, said woven airbag fabric (1) comprising a silicone-based coating (7).
Description
WOVEN AIRBAG FABRIC
Technical Field
The present invention relates to a woven airbag fabric.
Technical Background
Airbags are widely used in motor vehicles to protect the occupants in case of an impact event. Upon actuation of such an airbag it is inflated with gas produced or supplied by an airbag inflator. Airbags are often sewn from a woven fabric formed by weaving techniques which are well known in the art. Airbag fabrics need to fulfil a number of requirements. For instance, they need to be flexible to enable folding of an airbag formed thereof to fit inside an airbag housing. Also, airbag fabrics need to be strong enough to withstand high stresses during inflation of the airbag. Furthermore, it is realised that airbag fabrics are exposed to a wide range of ambient temperature conditions and that they need to preserve their material performance during a long time. It is known to provide a woven airbag fabric with a coating in order to improve the heat resistance and reduce the permeability thereof.
Typically, woven airbag fabrics are today formed from a polyamide yarn.
Summary of the Invention
An object of the present invention is to provide an improved airbag fabric.
This and other objects are achieved by a woven airbag fabric comprising a first type of filament yarn, said first type of filament yarn being chosen from the group of polyolefin filament yarns, and at least a second type of filament yarn, said second type of filament yarn being chosen from the group of polyamide and polyester filament yarns, said woven airbag fabric comprising a silicone-based coating.
The silicone-based coating serves to improve the heat resistance and to reduce the permeability of the woven airbag fabric. The adhesion of the
coating is crucial to secure a proper function of the coated fabric. If the coating is not adhered to the fabric in a proper manner it may release from the fabric. The coating must not release from the woven fabric due to, for instance, abrasion, which may appear during folding of an airbag formed from the woven fabric to fit inside an airbag housing. Also, the coating must not release during storage or during inflation of such an airbag. During inflation an airbag may be inflated with hot gases which could damage the airbag fabric if it is not coated in a proper manner.
Silicone-based coating materials are generally preferred due to their ability to withstand varying environmental and storage conditions for long periods of time. The woven airbag fabric comprises a first type of filament yarn being a polyolefin filament yarn. The adhesion of a silicone-based coating on polyolefin filament yarns is, however, very poor. On the other hand, the adhesion of a silicone-based coating on polyamide filament yarns and polyester filament yarns is very good. In order to achieve a proper coating of the woven airbag fabric it therefore comprises also a second type of filament yarn to which the adhesion of a silicone-based coating is very good.
An advantage of the present invention is that a polyolefin filament yarn can be used in a coated woven airbag fabric although a silicone-based coating does not adhere to such filament yarns in a proper manner. Instead, the silicone-based coating adheres to a second type of filament yarn used in the woven fabric. Thus, a less expensive woven airbag fabric may be provided since polyolefin filament yarns are often less expensive than polyamide filament yarns and polyester filament yarns. Also, weight reductions are enabled since the density of polyolefin filament yarns is normally lower than the density of polyamide and polyester filament yarns. Weight reductions of components are today very important in the development of vehicles in order to reduce the fuel consumption and emissions of vehicles. Thus, a woven airbag fabric that takes the advantage of the low cost and low weight of polyolefin filament yarns and the ability to receive a coating of the second type of filament yarn is provided.
Furthermore, a woven airbag fabric that exhibits high strength and low permeability that works properly in a wide range of ambient temperature
conditions, such as a temperature interval of -40 to 1000C, is achieved.
The first type of filament yarn is preferably polypropylene filament yarn. Thus, a cost-effective airbag fabric is provided since the woven fabric is partly formed from polypropylene filament yarn, which are less expensive than yarn formed from for instance polyamide 6.6.
The second type of filament yarn is preferably polyamide filament yarn, such as polyamide or polyamide 6.6. Most preferably, the second type of filament yarn is polyamide 6.6 filament yarn, which exhibits particularly good adhesion to silicone-based coatings.
Preferebly, the woven airbag fabric comprises at least 25 percent by weight of said first type of filament yarn, more preferably at least 35 percent by weight of said first type of filament yarn and most preferably at least 40 percent by weight of said first type of filament yarn, based on the total filament yarn weight of said woven airbag fabric. Since the second type of filament yarn often is less expensive and the weight thereof normally is lower compared to the second type of filament yarns it is desired to minimize the amount of the second type of filament yarn. However, a certain amount of the second type of filament yarn is preferable to provide sufficient adhesion of the silicone-based coating to the woven fabric.
The woven airbag fabric preferably contains at least 30 percent by weight of the second type of filament yarn, based on the total filament yarn weight of said woven airbag fabric. An advantage of this embodiment is that a firm adhesion of the silicone-based coating is achieved. More preferably the woven airbag fabric contains 30-70% by weight of the second type of filament yarn, and still more preferably 40-60% by weight of the second type of filament yarn, based on the total filament yarn weight of said woven airbag fabric. An advantage of this is that a good adhesion of the silicon-based coating in combination with low weight and low cost is achieved.
Preferably, weft threads of said woven airbag fabric are formed from one of said first type of filament yarn and said second type of filament yarn, and warp threads are formed from the other one of said first type of filament yarn and said second type of filament yarn. Thus, the fabric may be woven in a particularly cost-effective manner.
Preferably, the weft threads of said woven airbag fabric are formed from said first type of filament yarn. Since a polyolefin filament yarn has lower density than the second type of filament yarn, the polyolefin filament yarn is preferably used in the weft direction to enable faster weaving of an airbag fabric. Faster weaving is enabled since the threads of the polyolefin yarn may, due to the lower density, have a larger diameter and thus each thread may cover a larger surface. Preferably, the warp threads of said woven airbag fabric are formed from said second type of filament yarn.
Preferably, the first type of filament yarn has a yarn tenacity of at least 5 g/den, more preferably at least 6g/den and most preferably at least 7 g/den in order provide a woven airbag fabric suitable for a variety of airbag applications. It will be appreciated that den=denier which unit in the Sl-system corresponds to the weight expressed in g of 9000 m filament yarn. Furthermore, 1 g/den=0.0883 N/tex. It has been found that coated fabrics woven from such a high-strength polyelofin filament yarn combined with for instance polyamide filament yarn is comparable to a coated fabric woven from solely polyamide filament yarn as regards the strength and performance thereof. It is thus possible to use such a coated fabric comprising polyolefin filament yarn in a variety of airbag applications.
Preferably, the polyolefin filament yarn has a yarn tenacity of 5-10 g/den, more preferably 6-9 g/den and most preferably 6.5-8 g/den in order to provide a woven airbag fabric suitable for a variety of airbag applications.
Preferably, the first type of filament yarn has a linear density in the range from 110 dtex to 940 dtex, more preferably in the range from 220 dtex to 700 dtex and most preferably in the range from 330 dtex to 550 dtex in order provide a woven airbag fabric suitable for a variety of airbag applications.
Preferably, the second type of filament yarn has a yarn tenacity of 5-10 g/den, more preferably 6-9 g/den and most preferably 6.5-8 g/den.
Preferably, the second type of filament yarn has a linear density in the range from 110 dtex to 940 dtex, more preferably in the range from 235 dtex to 700 dtex and most preferably in the range from 400 dtex to 550 dtex.
The woven airbag fabric is preferably a plain weave and more
preferably a 1/1 plain weave. Thus, an even distribution of the second type of filament yarn is achieved, which results in a good adhesion of a silicon-based coating to the woven airbag fabric. Furthermore, a fabric having well balanced characteristics, such as strength in different directions of the fabric may be provided. That is, the fabric will behave in a similar manner independently of the direction of a load applied to the fabric. Also, the strength as regards seams joining different woven fabric parts, is high. Furthermore, a tight fabric is achieved by a plain weave, which is advantegous since an airbag fabric having high seam strength and low permeability is desired.
Brief description of the Drawings
The present invention will now be described in more detail with the reference to the accompanying schematic drawings which shows an embodiment of the invention and in which:
Fig. 1 shows a part of a woven airbag fabric.
Fig. 2 shows the woven airbag fabric of Fig. 1 , as seen in a sectional view.
Technical Description
As used in the present description, "filament yarn" refers to a yarn which is made from a multitude of individual fibers or filaments, e.g. 10-500 individual fibers or filaments, that have been attached to each other, for example by means of a spinning process, to form said filament yarn. When said filament yarn has been utilized for weaving a fabric, the pieces of said yarn making up the woven fabric are referred to as "threads". It will be appreciated that each such thread comprises the same number of individual fibers or filaments as the filament yarn from which the thread originates.
Furthermore, "warp threads" refers to threads running along the length of a woven fabric and "weft threads" refers to threads running across the length of a woven structure.
A woven airbag fabric 1 according to an embodiment of the present invention is shown in Fig. 1. The fabric 1 is a 1/1 plain weave. In a 1/1 plain weave each weft thread passes over and under each warp thread in alternating rows. Alternatively, the fabric may be woven in a weave that
origins from this type of weave, but is woven in another weaving pattern, such as in a 2/2, 2/1 , 1/2 or similar weave. It is realized that such a fabric 1 may be woven by any suitable weaving process, such as weaving processes that are per se known and include rapier, fluid jet, air-jet or projectile-type looms.
The woven fabric 1 comprises threads 3 of a first type of continuous filament yarn arranged in a first direction, also referred to as the weft direction, and threads 5 of a second type of continous filament yarn arranged in a second direction, also referred to as the warp direction, the second direction being, as illustrated in Fig, 1 , substantially perpendicular to said first direction. The first direction, i.e. the weft direction, is indicated by arrow A and the second direction, i.e. the warp direction, is indicated by arrow B. Threads arranged in the weft direction A are also referred to as weft threads 3 and threads arranged in the warp direction B are also referred to as warp threads 5.
The woven airbag fabric 1 comprises threads 3 of a first type of filament yarn, in this case polypropylene (PP) filament yarn. The woven airbag fabric 1 further comprises threads 5 of a second type of filament yarn, in this case polyamide 6.6 (PA 6.6) filament yarn. In this embodiment the threads 3 of polypropylene filament yarn are arranged in the weft direction, and the threads 5 of polyamide 6.6 filament yarn are arranged in the warp direction. The airbag fabric 1 is thus a 1/1 plain weave having weft threads formed from polypropylene and warp threads formed from polyamide 6.6. Alternatively, threads of polypropylene filament yarn may be arranged in the warp direction and threads of polyamide 6.6 filaments yarn may be arranged in the weft direction.
In order to increase the strength of a filament yarn in handling and during weaving an intermingling of the yarn, which is well known in the art, may be carried out prior to weaving a fabric. Preferably, the polypropylene filament yarns are intermingled using 1-50 intermingle points per meter, more preferably 20-40 and most preferably 25-35 intermingle points per meter. In this case polypropylene filament yarn intermingled with in average 30 intermingle points per meter was used. Preferably, the polyamide or polyester filament yarns are intermingled using 1-50 intermingle points per meter, more
preferably 15-40, and most preferably 20-30 intermingle points per meter. In this case a polyamide 6.6 filament yarn intermingled with in average 27 intermingle points per meter was used.
If an even higher "protection" of the yarn is needed, which especially may be the case when polypropylene yarn is used as warp yarn, twisting may be applied to the yarn prior to weaving.
The fabric 1 further comprises a silicone-based coating 7, as best illustrated in Fig. 2, which shows a cross-section of the woven airbag fabric 1. In Fig. 1 , the silicone-based coating 7 is partly removed for clarity reasons. The silicone-based coating 7 mainly serves to improve the heat resistance and to reduce the permeability of the woven airbag fabric 1. The adhesion of the silicone-based coating 7 to the threads 5 of the second type of filament yarn is good and the woven fabric is thus coated in a proper manner since the threads 5 of the second type of filament yarns is evenly distributed over the woven fabric 1. Such a silicone-based coating 7 has very good performance in the temperature interval of interest for the actual airbag applications. The silicone-based coating may be applied to a woven fabric using techniques well known in the art, such as spraying, gravure coating, bar coating, coating by knife-over-roller, coating by knife-over-air, padding or screen-printing. A silicone-based coating may be applied to one or both sides of a woven fabric. Most preferably, a silicone-based coating is applied on the surface of the fabric 1 that, when an airbag is formed from the fabric, is meant to be exposed to gas from an airbag inflator, which means that a robust and flexible fabric having low permeability can be provided in a cost-effective manner.
A proper adhesion of the silicone-based coating is important to secure a proper function of the coated airbag fabric. The coated fabric need to withstand different types of mechanical impacts, such as abrasion, without releasing the coating. As mentioned above the adhesion of such a silicone- based coating to a polypropylene filament yarn is poor. On the other hand the adhesion of such a silicone-based coating to a polyamide or polyester filament yarns is very good. It has been found that if the amount of polyamide filament yarn or polyester filament yarn in the woven fabric is too low the coating may release from the surface, which would result in that the fabric no
longer fulfils the performance requirements. In order to secure that the coating adheres to the woven fabric in a proper manner a certain amount of filament yarn of the second type, to which the adhesion of a silicone-based coating is very good, is thus needed. In this embodiment the airbag fabric contains 45 percent by weight of polypropylene filament yarn and 55 percent by weight of polyamide 6.6 filament yarn.
By having a certain amount of the second type of filament yarn a fabric capable of receiving a silicone-based coating a firm adhesion of the silicone- based coating is achieved.
The invention will now be described in more detail with reference to the following example and results from tests carried out in accordance with standardized test methods for airbag fabrics.
Example 1
An airbag fabric was woven in a 1/1 plain weave construction using a rapier weaving machine. Polyamide 6.6 (PA 6.6) filament yarn was used in the warp direction and polypropylene (PP) filament yarn was used in the weft direction. Of the total filament yarn weight of said woven fabric in example 1 , 45 percent by weight was PP filament yarn, and 55 percent by weight was PA 6.6 filament yarn. The PA 6.6 filament yarn was 470dtex f.136 type 749 supplied from INVISTA U.K., Brockworth, Glouester, ENGLAND. The PP filament yarn was of the type T-0567 supplied from INDUSTRIAS MURTRA SA, Granollers, Barcelona, Spain.
The woven fabric was coated, after the weaving, with a silicone-based coating having a coating weight of approximately 25 g/m2 to form the woven airbag fabric. Table 1 shows a specification of the filament yarns used in example 1. The silicone-based coating was of the type Rhodorsil TCS supplied from Bluestar Silicones, Lyon, France.
Table 1
Reference fabrics
A first reference fabric, which is known in the art and widely used in a variety of airbag applications today, was used. The first reference fabric was formed from 100% PA 6.6 filament yarn of the same type as was used in Example 1 , as specified in Table 1. The first reference fabric was coated with the same type of silicone-based coating was used in example 1 , i.e. a silicone-based coating having a coating weight of approximately 25 g/m2.
A second reference fabric woven from 100% polypropylene (PP) filament yarn of the same type as was used in example 1 , as specified in Table 1. The second reference fabric was coated with the same type of silicone-based coating as was used in example 1 , i.e. a silicone-based coating having a coating weight of approximately 25 g/m2.
In order to evaluate the woven fabric described in example 1 above and to be able to compare the characteristics thereof to reference fabrics a number of tests in accordance with standardized test methods for airbag fabrics were carried out. In Table 2 some of the test results are summarized. All tests where carried out in accordance with the standards listed in EASC 9904 0180 (European Airbag Standardization Committee), "Stating requirements and test conditions". For instance the flex abrasion (scrub) tests in accordance with ISO 5981 , described in the above mentioned standards, where carried out in order to evaluate the adhesion of the silicon-based coating applied to the fabrics.
Table 2

As can be seen in Table 2 the material performance of the woven fabric of example 1 is comparable to the first reference fabric. The second reference fabric has a very poor result in the Flex abrasion tests, which indicates that the second reference fabric is not capable of receiving a silicone-based coating in a proper manner and is thus not suitable for airbag applications.
It is thus realized that it is possible to meet the very high demands of woven airbag fabrics using polypropylene in combination with for instance polyamide 6.6 as yarn material. It has thus been found that polypropylene filament yarn can be combined with polyamide 6.6 yarn in a woven fabric to form a fabric capable of receiving a silicone-based coating in a proper manner. It is also realized that a woven fabric comprising polypropylene filament yarn and a second type of filament yarn, such as polyamide filament yarn, is suitable for a variety of airbag applications.
Referring to table 2 it should be noted that the fabric set is lower in Example 1 compared to the first reference fabric. This is a result of the lower density of polypropylene that gives a larger diameter of the thread. The cover factor however remains almost the same as indicated by the air permeability of the woven fabric prior to coating with a silicone-based coating.
It will be appreciated that the described embodiment of the invention can be modified and varied by a person skilled in the art without departing from the inventive concept defined in the claims.
It is for instance realised that a woven airbag fabric in one embodiment may comprise more than two types of filament yarns. That is, in one
embodiment a woven airbag fabric may comprise a first type of filament yarn chosen in the group of polyolefin filament yarns, such as polypropylene filament yarn, a second type of filament yarns, such as polyamide filament yarn and a third type of filament yarn, such as polyester filament yarn.
The woven airbag fabric 1 described above comprises threads 3 of polypropylene (PP) filament yarn. In an alternative embodiment the first type of filament yarn may be another filament yarn chosen in the group of polyolefin filament yarns, said group including, in addition to polypropylene filament yarns, polyethylene (PE) filament yarn
The woven airbag fabric 1 described above further comprises threads 5 of polyamide 6.6 (PA 6.6) filament yarn. In an alternative embodiment the second type of filament yarn may be another type of filament yarn chosen in the group comprising polyamide filament yarns, including, for example, polyamide 6, polyamide 4.6, and the above referenced polyamide 6.6, and polyester filament yarns.
Claims
1. A woven airbag fabric (1 ), c h a r a c t e r i s e d in said woven airbag fabric (1 ) comprising a first type of filament yarn, said first type of filament yarn being chosen from the group of polyolefin filament yarns, and at least a second type of filament yarn, said second type of filament yarn being chosen from the group of polyamide and polyester filament yarns, said woven airbag fabric (1 ) comprising a silicone-based coating (7).
2. A woven airbag fabric (1 ) according to claim 1 , wherein said first type of filament yarn is polypropylene filament yarn.
3. A woven airbag fabric (1 ) according to any one of the preceding claims, wherein said second type of filament yarn is polyamide filament yarn, such as polyamide 6 filament yarn or polyamide 6.6 filament yarn.
4. A woven airbag fabric (1 ) according to any one of the preceding claims, said fabric comprising at least 30 percent by weight of said first type of filament yarn, more preferably at least 40 percent by weight of said first type of filament yarn and most preferably at least 45 percent by weight of said first type of filament yarn, based on the total filament yarn weight of said woven airbag fabric.
5. A woven airbag fabric (1 ) according to any one of the preceding claims comprising at least 30 percent by weight of the second type of filament yarn, and preferably 40-60 percent by weight, based on the total filament yarn weight of said woven airbag fabric.
6. A woven airbag fabric (1 ) according to any one of the preceding claims, wherein weft threads (3) are formed from one of said first type of filament yarn and said second type of filament yarn, and warp threads (5) are formed from the other one of said first type of filament yarn and said second type of filament yarn.
7. A woven airbag fabric according to claim 6, wherein the weft threads (3) are formed from said first type of filament yarn.
8. A woven airbag fabric according to any one of claims 5-6, wherein the warp threads (5) are formed from said second type of filament yarn.
9. A woven airbag fabric (1 ) according to any one of the preceding claims, wherein said first type of filament yarn has a yarn tenacity of 5-10 g/den.
10. A woven airbag fabric according to any one of the preceding claims, wherein said first type of filament yarn has a linear density of 110 -940 dtex.
11. A woven airbag fabric according to any one of the preceding claims, wherein said woven airbag fabric is a plain weave.
12. Airbag comprising a woven airbag fabric according to any one of claims 1 -11.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/127,728 US8722553B2 (en) | 2008-11-07 | 2009-11-06 | Woven airbag fabric |
| JP2011534453A JP5255738B2 (en) | 2008-11-07 | 2009-11-06 | Woven air bag base fabric |
| EP20090825068 EP2344366B1 (en) | 2008-11-07 | 2009-11-06 | Woven airbag fabric |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0802363A SE532148C2 (en) | 2008-11-07 | 2008-11-07 | Woven airbag fabric |
| SE0802363-2 | 2008-11-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010053440A1 true WO2010053440A1 (en) | 2010-05-14 |
Family
ID=41227117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/SE2009/051259 Ceased WO2010053440A1 (en) | 2008-11-07 | 2009-11-06 | Woven airbag fabric |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8722553B2 (en) |
| EP (1) | EP2344366B1 (en) |
| JP (1) | JP5255738B2 (en) |
| SE (1) | SE532148C2 (en) |
| WO (1) | WO2010053440A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012007121A1 (en) | 2010-07-13 | 2012-01-19 | Autoliv Development Ab | Airbag |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2374923B1 (en) * | 2010-04-09 | 2013-12-25 | Autoliv Development AB | Method of making an inflatable air-bag |
| EP2500454B1 (en) * | 2011-03-16 | 2015-05-13 | Autoliv Development AB | A fabric for use in the manufacture of an inflatable air-bag |
| DE102012005790A1 (en) * | 2012-03-21 | 2013-09-26 | Global Safety Textiles Gmbh | Textile lever device |
| KR102286173B1 (en) * | 2014-03-31 | 2021-08-06 | 도요보 가부시키가이샤 | Coated base fabric for airbags |
| US11084451B2 (en) * | 2019-05-08 | 2021-08-10 | Ford Global Technologies, Llc | Airbag including reinforcing threads |
| US11306419B2 (en) | 2019-11-18 | 2022-04-19 | Dongguan Shichang Metals Factory Ltd. | Woven fabric |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5215795A (en) * | 1990-10-02 | 1993-06-01 | Teijin Limited | Shock-absorbing air bag |
| DE4206997A1 (en) * | 1992-03-05 | 1993-09-09 | Milliken Europ Nv | Synthetic textile fabric - has heat treatment carried out by calendering to melt a proportion of the yarn mixture |
| EP0646672A1 (en) * | 1993-08-26 | 1995-04-05 | Wacker-Chemie GmbH | Coated fabrics for air bags |
| US5700870A (en) * | 1995-08-01 | 1997-12-23 | Wacker-Chemie Gmbh | Coated airbags, coating material and coating process |
| WO1998006570A1 (en) * | 1996-08-14 | 1998-02-19 | The Tensar Corporation | Bonded composite engineered mesh structural textiles |
| EP0866164A1 (en) * | 1997-03-18 | 1998-09-23 | Dow Corning Limited | Silicone coated fabric |
| EP0953675A2 (en) * | 1998-04-28 | 1999-11-03 | Dow Corning Corporation | Silicone coated textile fabrics |
| US6037279A (en) | 1998-03-11 | 2000-03-14 | Dow Corning Limited | Coated textile fabrics |
| US6632754B1 (en) * | 1997-01-16 | 2003-10-14 | Precision Fabrics Group, Inc. | Unbalanced twill weave fabric and airbag device |
| US20030194934A1 (en) * | 2000-07-14 | 2003-10-16 | Thomas Wayne Newbill | Low permeability, high strength timing fabric for utilization within airbag inflation modules |
| US20070184733A1 (en) | 2006-02-07 | 2007-08-09 | Safety Components Fabric Technologies, Inc. | Water jet woven air bag fabric made from sized yarns |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0692218B2 (en) * | 1987-12-11 | 1994-11-16 | 旭化成工業株式会社 | Shock absorbing bag and manufacturing method thereof |
| JPH0325051A (en) * | 1989-06-22 | 1991-02-01 | Atsushi Kitamura | Shock absorbing bag |
| US6604666B1 (en) | 2001-08-20 | 2003-08-12 | Tricord Solutions, Inc. | Portable electrical motor driven nail gun |
-
2008
- 2008-11-07 SE SE0802363A patent/SE532148C2/en not_active IP Right Cessation
-
2009
- 2009-11-06 US US13/127,728 patent/US8722553B2/en active Active
- 2009-11-06 JP JP2011534453A patent/JP5255738B2/en not_active Expired - Fee Related
- 2009-11-06 WO PCT/SE2009/051259 patent/WO2010053440A1/en not_active Ceased
- 2009-11-06 EP EP20090825068 patent/EP2344366B1/en not_active Not-in-force
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5215795A (en) * | 1990-10-02 | 1993-06-01 | Teijin Limited | Shock-absorbing air bag |
| DE4206997A1 (en) * | 1992-03-05 | 1993-09-09 | Milliken Europ Nv | Synthetic textile fabric - has heat treatment carried out by calendering to melt a proportion of the yarn mixture |
| EP0646672A1 (en) * | 1993-08-26 | 1995-04-05 | Wacker-Chemie GmbH | Coated fabrics for air bags |
| US5700870A (en) * | 1995-08-01 | 1997-12-23 | Wacker-Chemie Gmbh | Coated airbags, coating material and coating process |
| WO1998006570A1 (en) * | 1996-08-14 | 1998-02-19 | The Tensar Corporation | Bonded composite engineered mesh structural textiles |
| US6632754B1 (en) * | 1997-01-16 | 2003-10-14 | Precision Fabrics Group, Inc. | Unbalanced twill weave fabric and airbag device |
| EP0866164A1 (en) * | 1997-03-18 | 1998-09-23 | Dow Corning Limited | Silicone coated fabric |
| US6037279A (en) | 1998-03-11 | 2000-03-14 | Dow Corning Limited | Coated textile fabrics |
| EP0953675A2 (en) * | 1998-04-28 | 1999-11-03 | Dow Corning Corporation | Silicone coated textile fabrics |
| US20030194934A1 (en) * | 2000-07-14 | 2003-10-16 | Thomas Wayne Newbill | Low permeability, high strength timing fabric for utilization within airbag inflation modules |
| US20070184733A1 (en) | 2006-02-07 | 2007-08-09 | Safety Components Fabric Technologies, Inc. | Water jet woven air bag fabric made from sized yarns |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2344366A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012007121A1 (en) | 2010-07-13 | 2012-01-19 | Autoliv Development Ab | Airbag |
| DE102010027085A1 (en) | 2010-07-13 | 2012-01-19 | Autoliv Development Ab | air bag |
| US8669194B2 (en) | 2010-07-13 | 2014-03-11 | Autoliv Development Ab | Airbag |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5255738B2 (en) | 2013-08-07 |
| JP2012508329A (en) | 2012-04-05 |
| EP2344366A1 (en) | 2011-07-20 |
| EP2344366B1 (en) | 2013-07-17 |
| US8722553B2 (en) | 2014-05-13 |
| US20110210532A1 (en) | 2011-09-01 |
| EP2344366A4 (en) | 2012-03-28 |
| SE0802363L (en) | 2009-11-03 |
| SE532148C2 (en) | 2009-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8722553B2 (en) | Woven airbag fabric | |
| CN100507142C (en) | Silicone coating cloth and air bag | |
| US11634841B2 (en) | Low permeability and high strength woven fabric and methods of making the same | |
| EP3279377B1 (en) | Coated base fabric for airbag, airbag, and method for producing coated base fabric for airbag | |
| JP6760067B2 (en) | Manufacturing method of airbag base cloth, airbag and airbag base cloth | |
| WO2004031472A1 (en) | Coated base fabric for air bags and air bags | |
| CN101506430B (en) | Base fabric for airbag and airbag | |
| US20210122323A1 (en) | Coated Fabric for Airbag | |
| WO2020153446A1 (en) | Coated base fabric for airbag and airbag including same | |
| JP6105192B2 (en) | Airbag fabric | |
| US20210140074A1 (en) | Hollow-woven base fabric | |
| WO2024048153A1 (en) | Airbag fabric | |
| JP2008138305A (en) | Airbag base fabric and airbag | |
| JP2006291396A (en) | Airbag base fabric, airbag and method of manufacturing the same | |
| JP4190740B2 (en) | Bag-woven airbag base fabric and bag-woven airbag | |
| JP2010013770A (en) | Woven fabric for airbag and airbag | |
| JP2010254081A (en) | Occupant protecting air bag | |
| JP2010047872A (en) | Ground fabric for air-bag, and method for producing the same | |
| JP4277296B2 (en) | Bag-woven airbag base fabric and airbag | |
| JP4980806B2 (en) | Airbag fabrics and airbags | |
| JP2004189102A (en) | Airbag | |
| WO2022196191A1 (en) | Non-coated textile for airbag | |
| JP2001295155A (en) | Weaving method by air jet loom | |
| JP2006273110A (en) | Airbag base fabric and air bag | |
| CN118804856A (en) | Airbag cushion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09825068 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011534453 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13127728 Country of ref document: US Ref document number: 2009825068 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |