WO2010090108A1 - ポリエステルモノフィラメントおよびポリエステルモノフィラメントの製造方法 - Google Patents
ポリエステルモノフィラメントおよびポリエステルモノフィラメントの製造方法 Download PDFInfo
- Publication number
- WO2010090108A1 WO2010090108A1 PCT/JP2010/051023 JP2010051023W WO2010090108A1 WO 2010090108 A1 WO2010090108 A1 WO 2010090108A1 JP 2010051023 W JP2010051023 W JP 2010051023W WO 2010090108 A1 WO2010090108 A1 WO 2010090108A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyester
- polyester monofilament
- yarn
- dtex
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
- D02J1/228—Stretching in two or more steps, with or without intermediate steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/24—Stencils; Stencil materials; Carriers therefor
- B41N1/247—Meshes, gauzes, woven or similar screen materials; Preparation thereof, e.g. by plasma treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
- B65H55/04—Wound packages of filamentary material characterised by method of winding
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D7/00—Collecting the newly-spun products
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/313—Synthetic polymer threads
- B65H2701/3132—Synthetic polymer threads extruded from spinnerets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2929—Bicomponent, conjugate, composite or collateral fibers or filaments [i.e., coextruded sheath-core or side-by-side type]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
Definitions
- the present invention relates to a polyester monofilament and a method for producing the polyester monofilament.
- the present invention particularly relates to a polyester monofilament suitable for screen printing for precision printing and a method for producing the same.
- mesh fabrics made of natural fibers such as silk and inorganic fibers such as stainless steel have been widely used as printing screens.
- mesh fabrics made of organic fibers such as nylon and polyester which have flexibility and durability and are dimensionally stable, are often used.
- screen baskets made of polyester monofilament are widely used because they are less affected by moisture and relatively cheaper than screen baskets made of nylon.
- the snar attached to the polyester monofilament is a problem.
- the warp is wound around a warping drum at a unwinding speed of 200 m / min to 500 m / min by a partial warping machine of about 600 to 800 units.
- a partial warping machine of about 600 to 800 units.
- the snare is wound around the warp drum while maintaining this shape, so that warp breakage occurs frequently during weaving, and a part of the snare is woven into the reed so that the reed quality is remarkably lowered.
- the fineness of the polyester monofilament is 13 dtex or less, the snare is deteriorated.
- the unstretched yarn that has been once spun and wound is stretched in a single stage or multiple stages at a speed of 500 to 1500 m / min using a known drawing machine (draw twister).
- draw twister A method of winding up into a shape is known.
- the draw twister the winding tension increases due to the ironing of the traveler, the degree of relaxation of the residual shrinkage stress of the yarn at the package end and the center of the package is different, and the punning (gloss that appears periodically in the weft direction) We can't avoid the difference in horizontal stripes).
- a drawing machine draw twister
- a problem of snare occurs.
- a so-called direct spinning stretching method is known in which a spun unstretched yarn is directly stretched and wound without being wound once.
- a drawing system composed of a tension applying roll, a heated supply roll, a heated drawing roll, and a non-heated godet roll at a speed of 3000 m / min or more, 0.1% is applied to the yarn between the heated drawing roll and the non-heated godet roll.
- a method of applying a stretch of ⁇ 10% and winding the drum has been proposed (Patent Document 1).
- Another method has been proposed in which the same method is used for direct spinning and drawing and then pirn winding (Patent Document 2).
- the conventional techniques have not been able to solve the conflicting problems of the high strength and high modulus of the raw yarn and the prevention of pirn shrinkage.
- the object of the present invention is to provide a polyester monofilament that has fineness, high strength, high modulus, excellent dimensional stability when used in screen wrinkles, and has no problems such as panning or snare and has excellent wrinkle quality. There is to do.
- the method for producing a polyester monofilament of the present invention is to provide a method for producing an excellent polyester monofilament with less yarn breakage and stably in a process.
- the present invention relates to a polyester monofilament in which a high-viscosity polyester as a core component and a low-viscosity polyester as a sheath component are combined in a core-sheath type, having a fineness of 3.0 to 13.0 dtex and a breaking strength of 6.0 to 9 .3 cN / dtex
- a polyester monofilament having a 10% elongation strength of 5.0 to 9.0 cN / dtex, a wet heat stress difference in the longitudinal direction of the fiber of 3.0 cN or less, and a residual torque value of 4 co / m or less.
- the present invention is a composite of two components, a high-viscosity polyester as a core component and a low-viscosity polyester as a sheath component, in a core-sheath type, melt-extruded from a spinneret, cooled and solidified, and then obtained unstretched
- the intrinsic viscosity of the high-viscosity polyester constituting the core component is 0.70 to 2.00
- the intrinsic viscosity of the low-viscosity polyester constituting the sheath component is 0.40 to 0.70
- the core component polyester and sheath The intrinsic viscosity difference of the component polyester is 0.20 to 1.00
- unstretched yarn is stretched by 4.0 to 7.0 times in a multistage stretching process with 3 or more sets of hot rolls, it is relaxed between -2% and 8% between the final hot roll and the unheated godet roll.
- the yarn heat-treated by the final hot roll is wound up through two or more unheated godet rolls,
- a bobbin attached to the spindle is arranged by arranging the spindle so that the rotation axis is perpendicular to the traveling direction of the yarn traveling out of the unheated godet roll and traversing the spindle in the direction of the spindle rotation axis.
- the polyester monofilament of the present invention has a fineness, high strength, high modulus, and excellent dimensional stability when used as a screen wrinkle, resulting in an excellent wrinkle without punning or snare.
- the polyester monofilament of the present invention is a polyester monofilament suitable for screen printing for precision printing, which could not be achieved by the prior art.
- the screen basket using the polyester monofilament of the present invention is suitable for applications with higher mesh and stringent screen quality requirements, such as graphic design products such as compact disc labels and high precision printing of electronic circuit boards. Can be used.
- the method for producing a polyester monofilament according to the present invention is a high mesh screen suitable for high-precision screen printing with excellent strength and high dimensional stability due to high strength and high modulus, and without problems such as panning and snare.
- a polyester monofilament suitable for cocoons can be produced.
- the method for producing a polyester monofilament according to the present invention is a method for producing a polyester monofilament that is stable in a process with little yarn breakage.
- polyester monofilament of the present invention will be described.
- the polyester monofilament of the present invention is a core-sheath type composite polyester monofilament arranged so that the core component is covered with the sheath component in the cross section and the core component is not exposed on the surface.
- polyester of the polyester monofilament of the present invention a polyester mainly composed of polyethylene terephthalate (hereinafter referred to as PET) is used.
- the PET used in the present invention is a polyester having terephthalic acid as the main acid component and ethylene glycol as the main glycol component, and 90 mol% or more of ethylene terephthalate repeating units.
- the PET used in the present invention can contain a copolymer component capable of forming other ester bonds at a ratio of 10 mol% or less.
- a copolymerization component for example, as an acidic component, isofunctional acid, phthalic acid, dibromoterephthalic acid, naphthalene dicarboxylic acid, bifunctional aromatic carboxylic acid such as octethoxybenzoic acid, sebacic acid, oxalic acid, adipic acid
- dicarboxylic acids include difunctional aliphatic carboxylic acids such as dimer acid and cyclohexanedicarboxylic acid.
- the glycol component include ethylene glycol, diethylene glycol, propanediol, butanediol, neopentyl glycol, and bisphenol.
- polyoxyalkylene glycols such as cyclohexanedimethanol, polyethylene glycol and polypropylene glycol can be used.
- the polyester monofilament of the present invention is made of titanium dioxide as a matting agent, silica or alumina fine particles as a lubricant, hindered phenol derivatives as an antioxidant, flame retardant, antistatic agent, ultraviolet absorber and coloring as necessary. Pigments and the like can be added to PET.
- the inorganic particles added to the polyester monofilament core PET of the present invention is preferably less than 0.5 wt%. On the other hand, it is preferable to add about 0.1 wt% to 0.5 wt% of inorganic particles in the sheath component PET in order to improve the abrasion resistance of the polyester monofilament.
- the intrinsic viscosity of the polyester used for the sheath component is preferably lower than the intrinsic viscosity of the core component polyester, and the difference is 0.20 to 1.00. Is more preferable.
- the polyester monofilament of the present invention preferably reduces the occurrence of scum by making the intrinsic viscosity of the polyester used for the sheath component lower than the intrinsic viscosity of the core component polyester.
- the screen cocoon manufacturing process involves weaving a high-density fabric at high speed, so it is exposed to strong friction such as cocoons very many times, and in combination with the progress of crystallization of the surface, part of the filament surface is scraped off and In some cases, so-called scum may be generated. Even if the amount of scum is small, it is scattered on the loom, and there is a risk that a part of the scum is woven into the screen basket.
- the difference in intrinsic viscosity between the polyester used for the sheath component and the core component polyester is preferably 0.20 or more. The degree of conversion can be suppressed, and better scum resistance can be obtained.
- the polyester monofilament of the present invention has a difference in intrinsic viscosity between the polyester used for the sheath component and the core component polyester, preferably 0.20 or more, so that the shear stress on the inner wall surface of the nozzle hole for melt spinning can be increased. Since the sheath component bears, the shearing force received by the core component is reduced, and the core component has a low degree of molecular chain orientation and is spun in a uniform state, so that the strength of the finally obtained polyester monofilament tends to be improved. is there. Further, the intrinsic viscosity difference of the polyester is preferably 0.30 to 0.70.
- the intrinsic viscosity of the high-viscosity polyester as the core component is preferably 0.70 to 2.00.
- the intrinsic viscosity is preferably 0.70 or more, it becomes possible to produce a polyester monofilament having both sufficient strength and elongation.
- a more preferable intrinsic viscosity is 0.80 or more.
- the upper limit of the intrinsic viscosity is preferably 2.00 or less from the viewpoint of ease of molding such as melt extrusion, and further the influence of molecular weight reduction due to molecular chain breakage caused by production cost, heat or shear force during the process. Is more preferably 1.50 or less.
- the stable viscosity can be obtained by setting the intrinsic viscosity of the low-viscosity polyester as the sheath component to preferably 0.40 or more.
- a more preferable intrinsic viscosity is 0.50 or more.
- the intrinsic viscosity of the low-viscosity polyester is preferably 0.70 or less.
- the fineness of the polyester monofilament of the present invention is in the range of 3.0 dtex to 13.0 dtex.
- the fineness is 13.0 dtex or less.
- a screen mesh having a medium number of meshes has a mesh size of 120 to 300 mesh, and polyester monofilaments having a fineness of 15 to 25 dtex are used.
- the mesh lattice spacing per line is very small, so when using a polyester monofilament with a fineness of 15 to 25 dtex, the opening per mesh (opening) Is very small, and scum is generated by rubbing the cocoon and the polyester monofilament.
- the upper limit of the fineness of the polyester monofilament of the present invention is 13.0 dtex.
- the fineness of the polyester monofilament is preferably 8.0 dtex or less, and in a screen mesh of 500 mesh or more, it is preferably 6.0 dtex or less.
- the lower limit of the fineness is 3.0 dtex or more, more preferably 4.0 dtex or more in terms of weaving property, particularly the weft flying property in a through the loom.
- the polyester monofilament of the present invention has a breaking strength of 6.0 cN / dtex or more and a 10% elongation strength (modulus) of 5.0 cN / dtex or more.
- the breaking strength is preferably 7.0 cN / dtex or more, and more preferably 8.0 cN / dtex or more.
- the strength (modulus) at 10% elongation is preferably 6.0 cN / dtex or more, more preferably 7.0 cN / dtex or more.
- the breaking strength is 9.3 cN / dtex or less, and preferably 9.0 cN / dtex or less.
- the strength (modulus) at 10% elongation is 9.0 cN / dtex or less, and preferably 8.7 cN / dtex or less.
- the polyester monofilament of the present invention has a stress difference of 3.0 cN or less during wet heat shrinkage in the fiber longitudinal direction.
- the stress difference that is, the stress difference during wet heat shrinkage in the longitudinal direction of the fiber exceeds a certain limit, that is, 3.0 cN
- Pann shrinkage occurs and the quality of the screen wrinkles decreases. Therefore, by setting the stress difference at the time of wet heat shrinkage in the longitudinal direction of the fiber to 3.0 cN or less, it is possible to suppress the occurrence of panning, which has the excellent dimensional stability aimed at by the present application, and the panning Thus, it is possible to obtain a high-quality screen wrinkle yarn suitable for precision printing.
- the polyester monofilament of the present invention has a residual torque value obtained by a residual torque test of 4 co / m or less.
- a residual torque value obtained by a residual torque test of 4 co / m or less.
- the smaller the residual torque value obtained in the residual torque test that is, the closer it is to 0, the more preferable it is, and it is preferably 3 co / m or less, more preferably 2 co / m or less.
- the polyester monofilament of the present invention is a core-sheath type composite polyester monofilament arranged so that the core component is covered with the sheath component in the cross section and the core component is not exposed on the surface.
- the core-sheath type is not limited as long as the core component is completely covered by the sheath component and is not necessarily arranged concentrically.
- the cross-sectional shape has a number of shapes such as round, flat, triangular, square, pentagon, etc., but due to the ease of obtaining stable spinning and high-order workability, the stability of the screen crease, etc. A round cross section is preferred.
- the composite ratio of the core component: sheath component is preferably in the range of 60:40 to 95: 5 in terms of achieving both a scum suppressing effect by the sheath component and an increase in strength by the core component.
- a preferred composite ratio is in the range of 70:30 to 90:10.
- the composite ratio defined in the present invention is a cross-sectional area ratio of two kinds of polyester constituting the polyester monofilament in a cross-sectional photograph of the polyester monofilament.
- the polyester monofilament of the present invention When used as a screen bowl, it has excellent dimensional stability and is an excellent bowl without panning or snare.
- the polyester monofilament of the present invention has a fineness, high strength and high modulus. Furthermore, when the polyester monofilament of the present invention is used as a screen wrinkle, it has excellent dimensional stability and becomes an excellent screen wrinkle free from panning, snare and the like. For this reason, the screen ⁇ using the polyester monofilament of the present invention has higher mesh and strict quality requirements for the screen ⁇ , for example, graphic design such as a compact disc label, high precision printing such as electronic circuit board, etc. Can be suitably used.
- polyester monofilament of the present invention When used as a screen kite, it may be used alone for warp or weft, or may be used in combination with other fibers.
- a high-viscosity polyester as a core component and a low-viscosity polyester as a sheath component are combined in a core-sheath type, melt extruded from a spinneret, cooled and solidified, and the resulting undrawn yarn is
- This is a method for producing a polyester monofilament, in which a polyester monofilament is produced by a direct spinning and drawing method that continuously stretches and winds.
- the intrinsic viscosity of the high-viscosity polyester constituting the core component is 0.70 to 2.00, and the intrinsic viscosity of the low-viscosity polyester constituting the sheath component is 0.40 to 0.00. Further, the intrinsic viscosity difference between the core component polyester and the sheath component polyester is 0.20 to 1.00.
- the intrinsic viscosity of the high viscosity polyester as the core component is 0.70 to 2.00.
- the intrinsic viscosity is 0.80 or more.
- the upper limit of the intrinsic viscosity is 2.00 or less from the viewpoint of ease of molding such as melt extrusion, and further considering the effect of molecular weight reduction due to molecular chain breakage caused by heat and shear force during the manufacturing process Preferably, it is 1.50 or less.
- stable yarn-making properties can be obtained by setting the intrinsic viscosity of the low-viscosity polyester as the sheath component to 0.40 or more.
- a preferable intrinsic viscosity is 0.50 or more.
- the low viscosity polyester has an intrinsic viscosity of 0.70 or less.
- the difference in intrinsic viscosity between the polyester used for the sheath component and the core component polyester is 0.20 or more.
- the sheath component bears the shear stress on the inner wall surface of the die discharge hole of melt spinning, the shear force applied to the core component is reduced, and the core component is spun in a uniform state with a low degree of molecular chain orientation.
- the strength of the finally obtained polyester monofilament is improved.
- a preferable intrinsic viscosity difference of the polyester is 0.30 to 0.70.
- the difference in intrinsic viscosity between the polyester used for the sheath component and the core component polyester is 0.20 or more, so that the degree of orientation of the polyester of the sheath component, that is, the polyester monofilament surface is increased.
- the degree of crystallinity can be suppressed, and good scum resistance can be obtained.
- an unstretched yarn is subjected to multistage stretching by 4.0 to 7.0 times by a multistage stretching process having three or more sets of hot rolls.
- multi-stage drawing refers to a process of drawing an undrawn yarn from 4.0 times to 7.0 times by changing the speed of a hot roll combined in multiple stages.
- the number of hot rolls is preferably 3 to 6 sets.
- the hot roll either a 1 hot roll-1 separate roll configuration or a 2 hot roll configuration (so-called duo type) may be used, and one set is counted by 2 hot rolls.
- the total draw ratio of the multistage drawing in the present invention is 4.0 times to 7.0 times.
- the draw ratio is less than 4.0 times, the fiber structure of the obtained drawn yarn has a low orientation, and thus a high-strength polyester monofilament cannot be obtained.
- the drawing tension becomes extremely high, so that yarn breakage occurs frequently, and not only the yarn-making property is deteriorated, but also the panic shrinkage due to the increase in residual stress occurs.
- the draw ratio of the multi-stage drawing is 4.0 times to 7.0 times, more preferably 4.5 times to 6.5 times, and still more preferably 5.0 times to 6.0 times.
- an undrawn yarn is subjected to multistage drawing and then subjected to a relaxation treatment at -2% to 8% between the final hot roll and an unheated godet roll.
- the relaxation treatment in the present invention is performed by changing the speed of the roll between the final hot roll and the unheated godet roll.
- the relaxation rate is set to -2% to 8%.
- the speed ratio (V 2 / V 1 ) between the final hot roll speed (V 1 ) and the unheated godet roll speed (V 2 ) is set to 0.92 to 1. 02.
- the relaxation rate is less than -2%, the tension between the rolls becomes high, and thread breakage occurs frequently.
- the relaxation rate is in a range exceeding 8%, the orientation of the amorphous portion is lowered, and thus a high modulus polyester monofilament cannot be obtained.
- a more preferable range of the relaxation rate is -1% to 3%.
- the yarn heat-treated by the final hot roll is wound up via two or more non-heated godet rolls.
- a relaxation treatment is performed between the final hot roll and the unheated godet roll as described above.
- the winding tension at the time of winding the yarn from the unheated godet roll around the pirn is as low as possible in order to avoid punning. It is very difficult to wind a fine yarn like the present invention at a low tension.
- two or more unheated godet rolls are provided after the final hot roll.
- the physical properties are solidified by relaxing treatment between the final hot roll and the non-heated godet roll, and then between the plurality of unheated godet rolls,
- the fiber structure can be relaxed to a certain level and a high degree of tension adjustment is possible, so between unheated godet roll and winding
- the tension applied to the yarn can be easily adjusted and stable low tension winding can be achieved.
- the final godet roll speed is set faster than the previous godet roll speed to absorb the yarn sway caused by the low tension winding between the godet rolls. Thereby, the yarn traveling is stabilized.
- the unheated godet roll after the final hot roll can be configured as one set with two rolls, and then the final godet roll can be provided to separate the tensions of the two.
- the number of godet rolls here refers to the number of godet rolls for which the speed can be individually set, and a set of two rolls is counted as one.
- the surface state of the non-heated godet roll used in the present invention is preferably a mirror surface or a grooved mirror surface roll in order to maintain the yarn gripping property.
- a satin roll can also be used.
- the mirror surface means that the roller has a surface roughness of 1S or less
- the satin surface means that the surface roughness is 2 to 4S.
- the surface roughness is a category of maximum height (Rmax) described in JIS-B-0601.
- the spindle is arranged so that the rotation axis is perpendicular to the traveling direction of the yarn traveling out of the unheated godet roll, and the spindle is traversed in the spindle rotation axis direction.
- the yarn is wound up on the bobbin attached to the spindle so that both ends of the package are tapered.
- the traverse control is preferably configured by a control device having a sufficiently high position control accuracy, because if the repeatability of the traverse reversal position is low, the yarn overruns at the end of the package and leads to yarn dropping. .
- the production method of the polyester monofilament of the present invention is represented by the following formula: 0.1 L ⁇ Lt ⁇ 0.4 L (L represents the length of the part where the yarn is wound in the pirn, and Lt represents the length of the tapered part in the pirn package.)
- L represents the length of the part where the yarn is wound in the pirn
- Lt represents the length of the tapered part in the pirn package.
- pan winding refers to a taper end package, ie, a tapered end package as shown in FIG. 1, and “drum winding” refers to a cylindrical package in which both ends of the package are not tapered. .
- pirn winding or drum winding is used as a fiber winding method.
- the winding tension can be set low by making the pirn winding, the stress generated by the high magnification stretching can be easily relieved, the package is stable without yarn dropping, mold deformation, etc.
- the unwinding property in the next processing step is good, the high-order passage property is stable, and it is easy to cope with the fineness in equipment and work.
- the mechanical strain i.e. stress
- the mechanical strain i.e. stress, generated by high-stretch drawing begins to relax immediately after the fiber is wound on the bobbin, but the relaxation does not occur uniformly throughout the PAN package, but the taper portion of the package and others. There is a difference in the way of proceeding in the portion, and stress is more likely to remain in the tapered portion.
- the polyester monofilament manufacturing method according to the present invention is based on the following formula: 0.1L ⁇ Lt ⁇ 0.4L in terms of the shape of the parn package, from the viewpoint of preventing the deformation of the mold and the prevention of panning.
- L represents the length of the part where the yarn is wound in the pirn
- Lt represents the length of the tapered part in the pirn package.
- Lt is 0.4 L or less, an effect of suppressing Panning is obtained, and Lt is preferably 0.3 L or less.
- FIG. 1 an example of the package shape of the pan in this invention is shown.
- the winding tension is controlled in the range of 0.1 cN / dtex to 0.4 cN / dtex.
- the winding tension is set to 0.4 cN / dtex or less, thereby avoiding panning. Moreover, by setting the winding tension to 0.1 cN / dtex or more, yarn swaying between the unheated godet roll and the winding machine can be reduced, and even when the winding speed is increased, the yarn can be stably stabilized. Can be wound up.
- a more preferable winding tension is 0.2 cN / dtex to 0.3 cN / dtex.
- a known winding control device is used to control the rotation speed of the spindle motor on which the bobbin is mounted so that the tension of the traveling yarn detected by the tension sensor is kept constant. That's fine.
- the method for producing a polyester monofilament of the present invention is a polyester monofilament in which a high-viscosity polyester as a core component and a low-viscosity polyester as a sheath component are combined in a core-sheath type, having a fineness of 3.0 to 13.0 dtex and a breaking strength.
- a high-viscosity polyester as a core component and a low-viscosity polyester as a sheath component are combined in a core-sheath type, having a fineness of 3.0 to 13.0 dtex and a breaking strength.
- the strength at 10% elongation is 5.0 to 9.0 cN / dtex
- the wet heat stress difference in the longitudinal direction of the fiber is 3.0 cN or less
- the residual torque value is 4 co / m or less
- the method for producing a polyester monofilament according to the present invention is a high mesh screen suitable for high-precision screen printing with excellent strength and high dimensional stability due to high strength and high modulus, and without problems such as panning and snare.
- a polyester monofilament suitable for cocoons can be produced.
- the polyester monofilament of the present invention is melt-spun, it is preferable to melt the high-viscosity PET as the core component and the low-viscosity PET as the sheath component at a temperature of 280 ° C. to 300 ° C., respectively.
- a method for melting PET include a pressure melter method and an extruder method. From the viewpoint of uniform melting and prevention of retention, melting by an extruder method is preferable.
- the separately melted polymers pass through different pipes, are weighed, and then flow into the spinneret pack.
- the pipe passage time is preferably within 30 minutes.
- the high-viscosity PET and the low-viscosity PET that have flowed into the pack are merged by the above-described spinneret, combined into a core-sheath type form, and discharged from the spinneret.
- the spinning temperature is suitably 280 to 300 ° C. When the spinning temperature is 280 to 300 ° C., a polyester monofilament utilizing the characteristics of PET can be preferably produced.
- the take-up speed by the non-heated godet roll is preferably 300 m / min to 1500 m / min, more preferably 500 m / min to 1000 m / min.
- the take-up speed by the non-heated godet roll is in the range of 300 m / min to 1500 m / min, the fiber orientation of the undrawn yarn is not formed on the spinning line, high-stretching is possible, and the productivity is high with high strength.
- a polyester monofilament can be obtained.
- the spun yarn is subjected to multi-stage stretching and relaxation treatment through a hot roll and an unheated godet roll, and wound into a panic shape.
- the temperature condition of the hot roll is appropriately selected so that the running yarn is not fused to the roll.
- the first hot roll has a glass transition temperature of the core component polyester + 10 ° C. to 30 ° C., and the temperature is gradually increased after the second hot roll.
- the roll temperature before the final hot roll is preferably not higher than the final hot roll temperature.
- the final hot roll temperature is preferably 130 ° C to 230 ° C.
- a more preferred final hot roll temperature is in the range of 200 ° C to 220 ° C.
- the orientation can be easily controlled, and a high-strength polyester monofilament can be obtained. Further, no fusion occurs in the final hot roll, and the yarn forming property is good.
- the winding speed is usually 2500 to 5000 m / min. In consideration of process stability, the winding speed is more preferably 2700 to 4500 m / min.
- an appropriate finishing agent is applied at any part of the process for the purpose of improving the smoothness, abrasion resistance and antistatic property of the obtained polyester monofilament.
- oil agent an appropriate finishing agent
- examples of the oiling method include an oiling guide method, an oiling roll method, a spray method, and the like, and oil supply may be performed a plurality of times from spinning to winding.
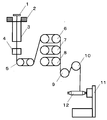
- FIG. 2 is a side view showing an example of a yarn production process (direct spinning drawing method) used in the present invention.
- the yarn discharged from the spinneret (1) is cooled, and then the oil agent is applied by the oil agent applying device (4).
- the sheet is taken up by a non-heated first godet roll (5), wound around a first hot roll (6) having a mirror surface and preheated, and then stretched between the second hot roll (7). .
- the film is stretched between the second hot roll (7) and the third hot roll (8). Further, it is wound around the third hot roll (8) for several turns, heat set, and drawn around the godet rollers (9) and (10).
- the heat-set yarn is cooled by the godet rollers (9) and (10) and the tension is adjusted, and is wound around the package (12). In the winder, the package winding tension is adjusted by controlling the rotational speed of the spindle on which the package (12) is mounted.
- polyester monofilament of the present invention will be specifically described with examples.
- the measured value of the Example was measured by the following method.
- Intrinsic viscosity The definition formula ⁇ r is a solution of 0.8 g of a sample polymer in 10 mL of o-chlorophenol (hereinafter abbreviated as OCP) having a purity of 98% or more at a temperature of 25 ° C., and an Ostwald viscometer at a temperature of 25 ° C.
- OCP o-chlorophenol
- the relative viscosity ⁇ r was obtained from the following formula, and the intrinsic viscosity (IV) was calculated.
- Residual torque value (co / m)
- the polyester monofilament used as a measurement sample is folded in half into a U-shape with a pin as a fulcrum so that untwisting and twisting do not occur, and under an initial load of 0.1 cN / dtex. Both upper ends were fixed so that the sample length was 1 m. After a slight load of 0.4 cN / dtex was applied to the sample portion of the support pin, the support pin was removed from the measurement sample, and the sample was rotated in a suspended state. After self-turning stopped, the test was twisted and the number of turns was measured to obtain the torque value. Measurement was performed 10 times on the same sample, the average value was calculated, and the unit was expressed in “co / m”. However, the measurement atmosphere was a temperature of 20 ° C. and a relative humidity of 65%.
- Thread breakage rate is less than 3.0% ⁇ : Thread breakage rate is 3.0% or more and less than 5.0% ⁇ : Thread breakage rate is 5.0% or more and less than 7.0% ⁇ : Thread breakage rate 7.0% or higher The pass level is ⁇ or higher.
- the obtained screen hoe was run at a speed of 2 m / min, and a visually inspected inspection engineer inspected it, and evaluated the punning and the quality of the cocoon according to the inspection rule of the screen heel. Thereafter, the distortion of the printed pattern due to dimensional stability when printing 1000 sheets was observed, and comprehensively evaluated in the following four stages.
- ⁇ ⁇ No defect of defect quality such as panning, and very good dimensional stability
- ⁇ No defect of defect quality, such as panning
- good dimensional stability No defect of defect quality, such as panning
- the dimensional stability is good. That's it.
- polyester monofilaments were obtained by the DSD method and the two-step method under the production conditions shown in Tables 1 to 7.
- the hot roll is called HR and the godet roll is called GR.
- the piping passage time of each polymer was 15 minutes, respectively.
- the yarn discharged from the die was spun and drawn using the equipment shown in FIG. That is, the polyester monofilament yarn discharged from the spinneret (1) was positively heated and kept warm by the heating body (2) so that the atmospheric temperature immediately below the spinneret was 290 ° C. Then, it cooled with the yarn cooling air blower (3), and provided the finishing agent with the oil agent providing device (4). Subsequently, it was taken up by a non-heated first godet roll (5) at a speed of 500 m / min. The first hot roll (6) heated to a temperature of 90 ° C.
- the film was drawn to a third hot roll (8) heated to a temperature of 220 ° C. at a speed of 2929 m / min, and stretched and heat set. Furthermore, it was drawn around two surface roughness 0.8S, unheated godet rolls (9) and (10) at speeds of 2944 m / min and 2958 m / min.
- Example 2 A polyester monofilament of 10.0 dtex was obtained in the same manner as in Example 1 except that the fineness was changed by changing the discharge amount.
- the property evaluation results of the obtained polyester monofilament are as shown in Table 1, and the yarn forming property was as excellent as that of Example 1.
- Example 3 A polyester monofilament of 3.0 dtex was obtained in the same manner as in Example 1 except that the fineness was changed by changing the discharge amount. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 1.
- Example 4 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the intrinsic viscosity of the core component polyester (glass transition temperature 80 ° C.) was 1.50. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 1.
- Example 5 Discharge so that the intrinsic viscosity of the core component polyester (glass transition temperature 80 ° C.) is 0.80, the total draw ratio is 4.2 times, and the relaxation rate between the third hot roll and the second godet roll is 1.4%.
- a polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the amount, each roll speed and the third hot roll temperature were changed.
- the property evaluation results of the obtained polyester monofilament are as shown in Table 1, and the yarn-making property was very excellent as in Example 1.
- Example 6 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the total draw ratio was 6.8 times.
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 2.
- Example 7 Example 1 except that the discharge amount, each roll speed and the third hot roll temperature were changed so that the total draw ratio was 4.6 times and the relaxation rate between the third hot roll and the second godet roll was 5.0%. In the same manner, a 6.0 dtex polyester monofilament was obtained. The property evaluation results of the obtained polyester monofilament are as shown in Table 2, and the yarn-making property was as excellent as that of Example 1.
- Example 8 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the relaxation rate between the third hot roll and the second godet roll was -1.5%. .
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 2.
- Example 9 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the relaxation rate between the third hot roll and the second godet roll was 8.0%.
- the property evaluation results of the obtained polyester monofilament are as shown in Table 2, and the yarn forming property was as excellent as that in Example 1.
- the results of property evaluation of the obtained polyester monofilament are as shown in Table 3, and the yarn-making property was very excellent as in Example 1.
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 3.
- the screen quality was very excellent as in Example 1.
- Example 12 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the winding speed was adjusted so that the winding tension was 0.4 cN / dtex.
- the property evaluation results of the obtained polyester monofilament are as shown in Table 3, and the yarn-making property was very excellent as in Example 1.
- Example 13 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the winding speed was 0.1 cN / dtex and the spindle rotation speed was controlled. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 3. The screen quality was very excellent as in Example 1.
- Comparative Example 1 A polyester monofilament of 15.0 dtex was obtained in the same manner as in Example 1 except that the fineness was changed by changing the discharge amount. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 4.
- Comparative Example 2 A polyester monofilament of 2.0 dtex was obtained in the same manner as in Example 1 except that the fineness was changed by changing the discharge amount. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 4. Since the fineness became very small, the yarn forming property was poor.
- Comparative Example 3 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the intrinsic viscosity of the core component polyester was 2.50. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 4. Since the intrinsic viscosity was increased, the spinning tension was excessive and the spinning performance was poor.
- Comparative Example 4 The intrinsic viscosity of the core component polyester is 0.50, the intrinsic viscosity of the sheath component polyester is 0.30, the total draw ratio is 4.2 times, and the relaxation rate between the third hot roll and the second godet roll is 1.4%.
- a 6.0 dtex polyester monofilament was obtained in the same manner as in Example 1 except that the discharge amount, each roll speed, and the third hot roll temperature were changed so that The characteristic evaluation results of the obtained polyester monofilament are shown in Table 4. Since the intrinsic viscosities of both components were reduced, the strength of the yarn was minimized, and the yarn-making property was poor.
- Comparative Example 5 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the total draw ratio was 7.5 times.
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 4.
- Example 1 except that the discharge amount, each roll speed, and the third hot roll temperature were changed so that the total draw ratio was 3.5 times and the relaxation rate between the third hot roll and the second godet roll was 5.0%. In the same manner, a 6.0 dtex polyester monofilament was obtained. The characteristic evaluation results of the obtained polyester monofilament are shown in Table 5.
- Comparative Example 7 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the relaxation rate between the third hot roll and the second godet roll was -2.5%. .
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 5. The tension between the third hot roll and the second godet roll was excessive, and the yarn forming property was poor.
- Comparative Example 8 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the discharge amount and each roll speed were changed so that the relaxation rate between the third hot roll and the second godet roll was 10.0%.
- the characteristic evaluation results of the obtained polyester monofilament are shown in Table 5.
- Comparative Example 11 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the winding speed was adjusted so that the winding tension was 0.5 cN / dtex, and the winding was controlled. The evaluation results of the properties of the obtained polyester monofilament are shown in Table 6.
- Comparative Example 12 A polyester monofilament of 6.0 dtex was obtained in the same manner as in Example 1 except that the winding speed was controlled so that the spindle rotation speed was 0.05 cN / dtex. The evaluation results of the properties of the obtained polyester monofilament are shown in Table 6. The yarn-making property was poor because the winding tension on the roll became unstable due to the very small winding tension.
- Comparative Example 13 For Comparative Example 13, a 6.0 dtex polyester monofilament was obtained in the same manner as in Example 1 except that the number of unheated godet rolls after the third hot roll was one. The evaluation results of the properties of the obtained polyester monofilament are shown in Table 6.
- PET having an intrinsic viscosity of 1.00 (in Comparative Example 14, a polymer of terephthalic acid and ethylene glycol) and PET having an intrinsic viscosity of 0.50 (in Comparative Example 14, a polymer of terephthalic acid and ethylene glycol)
- the polymer temperature was 290 ° C.
- the pressure applied to the die was 15 MPa for each polymer.
- the piping passage time of each polymer was 15 minutes, respectively.
- the yarn discharged from the base was spun and drawn using the equipment shown in FIG. That is, the yarn discharged from the spinneret (13) was actively heated and kept warm by the heating body (14) so that the atmospheric temperature immediately below the spinneret was 290 ° C. Then, it cooled with the yarn cooling air blower (15), and provided the finishing agent with the oil agent provision apparatus (16). Thereafter, the first hot roll (18) which was taken up to a non-heated first godet roll (17) at a speed of 1200 m / min and heated to a temperature of 92 ° C. at a speed of 1205 m / min without being wound once, 3950 m / min.
- the quality of the screen bottle is one-stage drawing and the draw ratio is low, so the strength is low, that is, the dimensional stability of the screen bottle is poor, and the relaxation between the second hot roll and the godet roll is not sufficient, so the residual stress is low. It was bad because it was large and easy to panic.
- Comparative Example 15 About Comparative Example 15 and Comparative Example 16, it experimented by changing a manufacturing method. Polyester monofilaments were obtained by a two-step method under the production conditions shown in Table 7.
- PET having an intrinsic viscosity of 0.80 (in Comparative Example 15, a polymer of terephthalic acid and ethylene glycol) (glass transition temperature 80 ° C.) and PET having an intrinsic viscosity of 0.50 (in Comparative Example 15)
- the first hot roll (25) heated to a temperature of 90 ° C. was heated to a temperature of 90 ° C. using the drawing machine shown in FIG.
- the second hot roll (26) is stretched at a stretching ratio of 2.9 times between the first hot roll and the second hot roll, and further heated by a third hot roll (27) heated to a temperature of 200 ° C.
- the film was stretched and heat-treated at a roll-third hot roll stretch ratio of 1.6. Further, 5.0% relaxation treatment was performed between the third hot roll and the first and second godet rolls (28) and (29) having a surface roughness of 0.8S with no heating to obtain 6.0 dtex polyester monofilament. .
- the property evaluation results of the polyester monofilament are shown in Table 7.
- polyester monofilament of the present invention and the screen basket obtained therefrom can be suitably used particularly for screen printing for precision printing.
- the method for producing a polyester monofilament according to the present invention is a high mesh screen suitable for high-precision screen printing with excellent strength and high dimensional stability due to high strength and high modulus, and without problems such as panning and snare.
- a polyester monofilament suitable for cocoons can be produced.
- the method for producing a polyester monofilament according to the present invention is a method for producing a polyester monofilament that is stable in a process with little yarn breakage.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Plasma & Fusion (AREA)
- Thermal Sciences (AREA)
- Multicomponent Fibers (AREA)
- Artificial Filaments (AREA)
- Printing Plates And Materials Therefor (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Woven Fabrics (AREA)
Abstract
Description
芯成分を構成する高粘度ポリエステルの固有粘度が0.70~2.00であり、鞘成分を構成する低粘度ポリエステルの固有粘度が0.40~0.70であり、さらに芯成分ポリエステルと鞘成分ポリエステルの固有粘度差が0.20~1.00であり、
未延伸糸を、ホットロールを3セット以上有する多段延伸工程により4.0~7.0倍で多段延伸した後に、最終ホットロールと非加熱のゴデットロールの間で-2%~8%でリラックス処理を行い、
最終ホットロールにより熱処理された糸条を、2個以上の非加熱のゴデットロールを介して巻き取り、
非加熱のゴデットロールを出て走行する糸条の進行方向に対して、回転軸が直角となるようスピンドルを配置し、該スピンドルをスピンドル回転軸方向にトラバース動作させることで、スピンドルに装着されたボビン上に糸条をパッケージの両端部がテーパー状となるように巻き上げ、
下記式で示されるパーンのパッケージ形状とし、
0.1L≦Lt≦0.4L
(Lは、パーンにおいて糸が巻き取られている部分の長さ、Ltは、パーンパッケージにおけるテーパー部分の長さを表す。)
巻取張力を0.1~0.4cN/dtexに制御する
ポリエステルモノフィラメントの製造方法である。
本発明のポリエステルモノフィラメントは、鞘成分に用いるポリエステルと、芯成分ポリエステルの固有粘度の差を、好ましくは、0.20以上とすることで、鞘成分のポリエステル、すなわちポリエステルモノフィラメント表面の配向度および結晶化度を抑えることができ、より良好な耐スカム性を得ることができる。
紗張りのテンションをより高くし、より精密な印刷を可能にするには、破断強度を7.0cN/dtex以上であることが好ましく、より好ましくは8.0cN/dtex以上である。
0.1L≦Lt≦0.4L
(Lは、パーンにおいて糸が巻き取られている部分の長さ、Ltは、パーンパッケージにおけるテーパー部分の長さを表す。)
パーンのパッケージ形状とする。
0.1L≦Lt≦0.4L
(Lは、パーンにおいて糸が巻き取られている部分の長さ、Ltは、パーンパッケージにおけるテーパー部分の長さを表す。)
で示される。パーン引けを抑制するためには、パーンパッケージの形状を上記の形状にて巻き取ることで、残留応力の差異を小さくなる。
定義式のηrは、25℃の温度の純度98%以上のo-クロロフェノール(以下、OCPと略記する。)10mL中に試料ポリマーを0.8g溶かし、25℃の温度にてオストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。
ηr=η/η0=(t×d)/(t0×d0)
固有粘度(IV)=0.0242ηr+0.2634
ここで、
η:ポリマー溶液の粘度
η0:OCPの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:OCPの落下時間(秒)
d0:OCPの密度(g/cm3)
である。
糸条を500mかせ取り、かせの質量(g)に20を乗じた値を繊度とした。
JIS L1013(1999)に従い、オリエンテック製テンシロンUCT-100を用いて測定した。
東レ(株)製フィラメントサーマルアナライシスシステム(略称:FTA-500)を用い、下記の測定条件にて測定を行い、
湿熱温度:100℃
給糸張力:19.6cN
給糸速度:10m/分
測定糸長:400m
熱収縮により繊維に発生する収縮応力を張力計で連続的に測定しチャート化した上で、最大応力と最小応力の差異を読みとった。
測定試料とするポリエステルモノフィラメントを、解舒撚りが加わらないように、また撚りもどりが起こらないようにして、ピンを支点に試料をU字に二つ折りにし、0.1cN/dtexの初荷重下でその試料長が1mになるように両上端を固定した。支えピンの試料部分に0.4cN/dtexの微荷重をかけてから測定試料から支えピンを外し、懸垂状態のまま自己旋回させた。自己旋回が止まってから検撚し、旋回数を測ってトルク値とした。同一試料に対して10回測定し、その平均値を算出し単位を「コ/m」で表した。ただし、測定雰囲気は温度20℃、相対湿度65%とした。
32錘建て直接紡糸延伸機を用いて、168時間(7日間)連続紡糸を行い、製糸性(糸切れ率)を次の4段階で評価した。
○○:糸切れ率が3.0%未満
○ :糸切れ率が3.0%以上5.0%未満
△ :糸切れ率が5.0%以上7.0%未満
× :糸切れ率が7.0%以上
合格レベルは、○以上である。
経糸、緯糸共に、本発明の各実施例および各比較例のポリエステルモノフィラメントを用いて、スルーザ型織機により織機の回転数200回転/分として下記のスクリーン紗(400メッシュ)を
経密度 :400本/2.54cm
緯密度 :400本/2.54cm
製織した。
○○:パーン引け等の紗品位の欠点がなく、寸法安定性が極めて良好
○ :パーン引け等の紗品位の欠点がなく、寸法安定性が良好
△ :パーン引け等の紗品位の欠点はないが、寸法安定性が不良、もしくは、パーン引け等の紗品位の欠点はあるが、寸法安定性が良好
× :パーン引け等の紗品位の欠点があり、寸法安定性が不良
合格レベルは、○以上である。
本実施例と比較例については、表1~表7のとおりの製造条件で、DSD法および2工程法にてポリエステルモノフィラメントを得た。なお、表中ではホットロールをHR、ゴデットロールをGRと称する。
芯成分として固有粘度1.00のPET(実施例1では、テレフタル酸とエチレングリコールの重合体である)(ガラス転移温度80℃)と、鞘成分として固有粘度0.50のPET(実施例1では、テレフタル酸とエチレングリコールの重合体である)を、エクストルーダーを用いて、それぞれ295℃の温度で溶融した。その後、ポリマー温度290℃で、複合比が芯成分:鞘成分=80:20となるようにポンプ計量を行い、芯鞘型となるよう公知の複合口金に流入させた。口金にかかる圧力は、各ポリマーそれぞれ15MPaであった。また、各ポリマーの配管通過時間はそれぞれ15分であった。口金から吐出された糸条は、図2の設備を用いて紡糸・延伸した。すなわち、紡糸口金(1)から吐出されたポリエステルモノフィラメント糸条を紡糸口金直下の雰囲気温度が290℃となるよう、加熱体(2)により積極的に加熱保温した。その後、糸条冷却送風装置(3)により冷却し、油剤付与装置(4)により仕上げ剤を付与した。次いで、500m/分の速度で非加熱の第1ゴデットロール(5)に引き取った。一旦巻き取ることなく505m/分の速度で、90℃の温度に加熱された第1ホットロール(6)に、2092m/分の速度で90℃の温度に加熱された第2ホットロール(7)に、2929m/分の速度で220℃の温度に加熱された第3ホットロール(8)に引き回し、延伸、熱セットを行った。さらに、2944m/分、2958m/分の速度で2個の表面粗度0.8S、非加熱のゴデットロール(9)、(10)に引き回した。その後、巻取張力が0.2cN/dtexとなるようにスピンドル回転数を制御して、パーンの形状がLt=0.2Lとなるようにパッケージ12に巻き取り、6.0dtexのポリエステルモノフィラメントを得た。このポリエステルモノフィラメントの特性評価結果は表1のとおりであった。非常に優れた製糸性およびスクリーン紗品位が得られた。
吐出量を変えて繊度を変更したこと以外は、実施例1と同様にして10.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表1のとおりであり、製糸性は実施例1と同等に非常に優れていた。
吐出量を変えて繊度を変更したこと以外は、実施例1と同様にして3.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表1のとおりであった。
芯成分ポリエステル(ガラス転移温度80℃)の固有粘度を1.50としたこと以外は、実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表1のとおりであった。
芯成分ポリエステル(ガラス転移温度80℃)の固有粘度を0.80とし、トータル延伸倍率を4.2倍、第3ホットロール-第2ゴデットロール間のリラックス率を1.4%となるように吐出量、各ロール速度および第3ホットロール温度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表1のとおりであり、製糸性は実施例1同等非常に優れたものとなった。

トータル延伸倍率が6.8倍となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表2のとおりであった。
トータル延伸倍率を4.6倍、第3ホットロール-第2ゴデットロール間のリラックス率を5.0%となるように吐出量、各ロール速度および第3ホットロール温度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表2のとおりであり、製糸性は実施例1と同等に非常に優れていた。
第3ホットロール-第2ゴデットロール間のリラックス率を-1.5%となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表2のとおりであった。
第3ホットロール-第2ゴデットロール間のリラックス率を8.0%となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表2のとおりであり、製糸性は実施例1と同等に非常に優れるものとなった。

パーンの形状がLt=0.4Lとなるようにパッケージを巻き取った以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表3のとおりであり、製糸性は実施例1同等に非常に優れるものとなった。
パーンの形状がLt=0.1Lとなるようにパッケージを巻き取った以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表3のとおりであった。スクリーン紗品位については実施例1同等に非常に優れたものとなった。
巻取張力が0.4cN/dtexとなるようにスピンドル回転数を制御して巻き取った以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表3のとおりであり、製糸性は実施例1同等に非常に優れたものとなった。
巻取張力が0.1cN/dtexとなるようにスピンドル回転数を制御して巻き取った以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表3のとおりであった。スクリーン紗品位については実施例1同等に非常に優れたものとなった。

吐出量を変えて繊度を変更したこと以外は、実施例1と同様にして15.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表4のとおりであった。
吐出量を変えて繊度を変更したこと以外は、実施例1と同様にして2.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表4のとおりであった。繊度が非常に小さくなったために製糸性は悪かった。
芯成分ポリエステルの固有粘度を2.50としたこと以外は、実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表4のとおりであった。固有粘度が大きくなったために紡糸張力が過大となり、製糸性は悪かった。
芯成分ポリエステルの固有粘度を0.50とし、鞘成分ポリエステルの固有粘度を0.30とし、トータル延伸倍率を4.2倍、第3ホットロール-第2ゴデットロール間のリラックス率を1.4%となるように吐出量、各ロール速度および第3ホットロール温度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表4のとおりであった。両成分の固有粘度が小さくなったために糸の強度が極小となり、製糸性は悪かった。
トータル延伸倍率が7.5倍となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表4のとおりであった。

トータル延伸倍率を3.5倍、第3ホットロール-第2ゴデットロール間のリラックス率を5.0%となるように吐出量、各ロール速度、第3ホットロール温度を変更した以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表5のとおりであった。
第3ホットロール-第2ゴデットロール間のリラックス率を-2.5%となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表5のとおりであった。第3ホットロール-第2ゴデットロール間の張力が過大となり、製糸性は悪かった。
第3ホットロール-第2ゴデットロール間のリラックス率を10.0%となるように吐出量および各ロール速度を変更した以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表5のとおりであった。
パーンの形状がLt=0.6Lとなるようにパッケージを巻き取った以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表5のとおりであった。
パーンの形状がLt=0.04Lとなるようにパッケージを巻き取った以外は実施例1と同様にして、6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表5のとおりであった。

巻取張力が0.5cN/dtexとなるようにスピンドル回転数を制御して巻き取った以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表6のとおりであった。
巻取張力が0.05cN/dtexとなるようにスピンドル回転数を制御して巻き取った以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表6のとおりであった。製糸性は巻取張力が非常に小さくなったことでロール上の糸条走行性が不安定となり、悪かった。
比較例13については第3ホットロール後の非加熱のゴデットロールを1個にした以外は実施例1と同様にして6.0dtexのポリエステルモノフィラメントを得た。得られたポリエステルモノフィラメントの特性評価結果は表6のとおりであった。
特開平5-295617号公報の実施例1を参考にして製造方法を変更し、表4のとおりの製造条件にて実験を行った。

比較例15および比較例16については、製造方法を変更して実験を行った。表7のとおりの製造条件にて2工程法でポリエステルモノフィラメントを得た。
比較例16においては、固有粘度1.00のPET(比較例16では、テレフタル酸とエチレングリコールの重合体である)と固有粘度0.50のPET(比較例16では、テレフタル酸とエチレングリコールの重合体である)を、エクストルーダーを用いてそれぞれ295℃の温度で溶融した。その後、ポリマー温度290℃で、複合比が芯成分:鞘成分=80:20となるようにポンプ計量を行い、芯鞘型となるよう公知の複合口金に流入させた。これを紡糸口金直下の雰囲気温度が290℃となるよう積極的に加熱保温し、紡糸速度1000m/分で引き取り、26.4dtexの芯鞘型ポリエステルモノフィラメント未延伸糸を得た。さらに該未延伸糸を環境温度25℃×2日間エージングした後、図4に示す延伸機を用い、90℃の温度に加熱された第1ホットロール(25)、90℃の温度に加熱された第2ホットロール(26)、第1ホットロール-第2ホットロール間延伸倍率2.9倍で延伸後、さらに200℃の温度に加熱された第3ホットロール(27)にて、第2ホットロール-第3ホットロール間延伸倍率1.6倍で延伸、熱処理した。さらに第3ホットロール-非加熱の表面粗度0.8Sの第1、第2ゴデットロール(28)、(29)の間で5.0%リラックス処理して、6.0dtexのポリエステモノフィラメントを得た。該ポリエステルモノフィラメントの特性評価結果は表7のとおりであった。

Lt:パーンパッケージにおけるテーパー部分の長さ
1:紡糸口金
2:加熱体
3:糸条冷却送風装置
4:油剤付与装置
5:第1ゴデットロール
6:第1ホットロール
7:第2ホットロール
8:第3ホットロール
9:第2ゴデットロール
10:第3ゴデットロール
11:糸条巻取装置
12:パッケージ
13:紡糸口金
14:加熱体
15:糸条冷却送風装置
16:油剤付与装置
17:第1ゴデットロール
18:第1ホットロール
19:第2ホットロール
20:第2ゴデットロール
21:糸条巻取装置
22:パッケージ
23:未延伸糸
24:供給ロール
25:第1ホットロール
26:第2ホットロール
27:第3ホットロール
28:第1ゴデットロール
29:第2ゴデットロール
30:パッケージ
Claims (8)
- 芯成分の高粘度ポリエステルと、鞘成分の低粘度ポリエステルが芯鞘型に複合されたポリエステルモノフィラメントであって、繊度が3.0~13.0dtex、破断強度が6.0~9.3cN/dtex、10%伸長時の強度が5.0~9.0cN/dtex、繊維長手方向の湿熱応力差が3.0cN以下、残留トルク値が4コ/m以下であるポリエステルモノフィラメント。
- 鞘成分に用いるポリエステルと、芯成分ポリエステルの固有粘度の差が、0.20以上である請求項1記載のポリエステルモノフィラメント。
- 芯成分:鞘成分の複合比が、60:40~95:5である請求項1記載のポリエステルモノフィラメント。
- 請求項1記載のポリエステルモノフィラメントからなるスクリーン紗。
- 芯成分の高粘度ポリエステルと、鞘成分の低粘度ポリエステルの2成分を、芯鞘型に複合して紡糸口金から溶融押出しして、冷却固化した後、得られた未延伸糸を連続して延伸し巻き取る直接紡糸延伸法によりポリエステルモノフィラメントを製造するポリエステルモノフィラメントの製造方法であって、
芯成分を構成する高粘度ポリエステルの固有粘度が0.70~2.00であり、鞘成分を構成する低粘度ポリエステルの固有粘度が0.40~0.70であり、さらに芯成分ポリエステルと鞘成分ポリエステルの固有粘度差を0.20~1.00であり、
未延伸糸を、ホットロールを3セット以上有する多段延伸工程により4.0~7.0倍で多段延伸した後に、最終ホットロールと非加熱のゴデットロールの間で-2%~8%でリラックス処理を行い、
最終ホットロールにより熱処理された糸条を、2個以上の非加熱のゴデットロールを介して巻き取り、
非加熱のゴデットロールを出て走行する糸条の進行方向に対して、回転軸が直角となるようスピンドルを配置し、該スピンドルをスピンドル回転軸方向にトラバース動作させることで、スピンドルに装着されたボビン上に糸条をパッケージの両端部がテーパー状となるように巻き上げ、
下記式で示されるパーンのパッケージ形状とし、
0.1L≦Lt≦0.4L
(Lは、パーンにおいて糸が巻き取られている部分の長さ、Ltは、パーンパッケージにおけるテーパー部分の長さを表す。)
巻取張力を0.1~0.4cN/dtexに制御する
ポリエステルモノフィラメントの製造方法。 - 非加熱のゴデットロールによる引取速度が、300m/分~1500m/分である請求項5記載のポリエステルモノフィラメントの製造方法。
- 最終ホットロール温度が130℃~230℃である請求項5記載のポリエステルモノフィラメントの製造方法。
- 請求項5に記載のポリエステルモノフィラメントを製造する方法によって得られたポリエステルモノフィラメントからなるスクリーン紗。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/147,501 US9085833B2 (en) | 2009-02-03 | 2010-01-27 | Polyester monofilament and method for producing polyester monofilament |
| CN201080006399.4A CN102308033B (zh) | 2009-02-03 | 2010-01-27 | 聚酯单丝以及聚酯单丝的制造方法 |
| EP10738443.0A EP2395136B1 (en) | 2009-02-03 | 2010-01-27 | Polyester monofilament and process for producing polyester monofilament |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009022847A JP5487629B2 (ja) | 2009-02-03 | 2009-02-03 | ポリエステルモノフィラメントおよびその製造方法 |
| JP2009-022847 | 2009-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010090108A1 true WO2010090108A1 (ja) | 2010-08-12 |
Family
ID=42542008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/051023 Ceased WO2010090108A1 (ja) | 2009-02-03 | 2010-01-27 | ポリエステルモノフィラメントおよびポリエステルモノフィラメントの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9085833B2 (ja) |
| EP (1) | EP2395136B1 (ja) |
| JP (1) | JP5487629B2 (ja) |
| KR (1) | KR101610682B1 (ja) |
| CN (1) | CN102308033B (ja) |
| TW (1) | TWI529270B (ja) |
| WO (1) | WO2010090108A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013014859A (ja) * | 2011-07-05 | 2013-01-24 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメント |
| CN103842564A (zh) * | 2011-07-25 | 2014-06-04 | 特吕茨勒瑞士有限公司 | 用于生产连续线的方法和装置 |
| CN114318616A (zh) * | 2021-12-14 | 2022-04-12 | 苏州盛虹纤维有限公司 | 一种fdy超细旦少孔纤维的连续性生产方法 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6068868B2 (ja) * | 2012-08-16 | 2017-01-25 | 日本エステル株式会社 | 湿式不織布用ショートカット繊維 |
| KR101354261B1 (ko) * | 2012-11-01 | 2014-02-05 | (주) 나노비젼텍 | 복합기능성 폴리에스터 섬유의 제조방법 및 그에 의해서 제조된 복합기능성 폴리에스터 섬유 |
| CN104674367B (zh) * | 2013-11-29 | 2016-09-21 | 中国科学院兰州化学物理研究所 | 一种易染涤纶连续膨体长丝的制备方法 |
| JP6530259B2 (ja) * | 2014-08-12 | 2019-06-12 | Tmtマシナリー株式会社 | 紡糸延伸装置、及び、紡糸延伸方法 |
| US10407800B2 (en) | 2014-10-18 | 2019-09-10 | Oerlikon Textile Gmbh & Co. Kg | Method and device for producing a multifilament thread from a polyamide melt |
| CN105063777B (zh) * | 2015-07-17 | 2017-12-05 | 北京中丽制机工程技术有限公司 | 拉丝装置及涤纶、锦纶6通用型分纤母丝纺丝系统 |
| JP6787211B2 (ja) * | 2017-03-24 | 2020-11-18 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP7176413B2 (ja) * | 2017-11-28 | 2022-11-22 | 東レ株式会社 | 高強力細繊度ポリエステルマルチフィラメント |
| CN108624987B (zh) * | 2018-05-24 | 2021-02-05 | 浙江佑威新材料股份有限公司 | 一种皮芯型有色工业丝及其制备方法 |
| CN108754647B (zh) * | 2018-09-07 | 2024-01-30 | 闽江学院 | 一种纺丝窗 |
| CN113166978B (zh) * | 2019-02-25 | 2023-05-12 | 东丽株式会社 | 高精细高目数过滤器用芯鞘复合聚酯单纤丝 |
| CN110685028B (zh) * | 2019-11-05 | 2022-03-01 | 金华市恒兴化纤有限公司 | 一种涤纶丝加工用热拉伸设备 |
| CN110803576B (zh) * | 2019-11-11 | 2021-04-27 | 南通新帝克单丝科技股份有限公司 | 一种聚合物单丝的卷绕装置 |
| CN111118916B (zh) * | 2019-12-29 | 2023-01-31 | 江苏恒力化纤股份有限公司 | 一种车用地毯的制备方法 |
| CN111118624B (zh) * | 2019-12-29 | 2021-05-14 | 江苏恒力化纤股份有限公司 | 一种吸湿快干面料的制备方法 |
| JP2021155854A (ja) * | 2020-03-25 | 2021-10-07 | 東レ株式会社 | 複合ポリエステルモノフィラメントパッケージおよびその製造方法 |
| WO2022158310A1 (ja) * | 2021-01-25 | 2022-07-28 | 東レ株式会社 | 複合繊維並びにこれを含む複合混繊繊維、織編物及び衣類 |
| EP4112789A4 (en) | 2021-03-31 | 2024-11-06 | KB Seiren, Ltd. | Polyphenylene sulfide monofilament, method for manufacturing same, and fiber package |
| WO2023056894A1 (zh) * | 2021-09-17 | 2023-04-13 | 北京中丽制机工程技术有限公司 | 一种产业用生物基聚酰胺纺丝牵伸卷绕装置及联合机 |
| KR102549830B1 (ko) * | 2023-03-16 | 2023-06-30 | (주)태기산자 | 폴리에스테르 모노필라멘트로 제직되는 스크린사를 이용한 디지털 프린팅용 인쇄시트 제조방법 및 이의 제조방법에 따른 디지털 프린팅용 인쇄시트 |
| CN117845396A (zh) * | 2024-01-19 | 2024-04-09 | 福建永荣锦江股份有限公司 | 高强度锦纶6纤维及其生产方法 |
| DE102024201614A1 (de) * | 2024-02-22 | 2025-08-28 | Zf Friedrichshafen Ag | Verfahren zum Aufbringen eines Faserbündels auf ein Bauteil, Applikationsvorrichtung, Computerprogramm und computerlesbares Medium |
| DE102024201609A1 (de) * | 2024-02-22 | 2025-08-28 | Zf Friedrichshafen Ag | Verfahren zum Aufbringen eines Faserbündels auf ein Bauteil, Applikationsvorrichtung, Computerprogramm und computerlesbares Medium |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05295617A (ja) | 1992-04-15 | 1993-11-09 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメントの製造方法 |
| JPH08267948A (ja) * | 1995-03-28 | 1996-10-15 | Teijin Ltd | スクリーン紗用ポリエステルモノフィラメント及びその製造方法 |
| JP2001355123A (ja) * | 2000-06-13 | 2001-12-26 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメント |
| JP2003054149A (ja) * | 2002-07-22 | 2003-02-26 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメントの製造方法 |
| JP2004225224A (ja) | 2003-01-27 | 2004-08-12 | Toray Ind Inc | ポリエステルモノフィラメントの製造方法 |
| JP2006052493A (ja) * | 2004-08-11 | 2006-02-23 | Opelontex Co Ltd | ポリエステル捲縮糸及びその製造方法 |
| JP2008101290A (ja) * | 2006-10-18 | 2008-05-01 | Teijin Fibers Ltd | スクリーン紗用モノフィラメント |
| JP2008291385A (ja) * | 2007-05-24 | 2008-12-04 | Teijin Fibers Ltd | スクリーン紗用芯鞘型モノフィラメント |
| JP2009084712A (ja) | 2007-09-27 | 2009-04-23 | Toray Ind Inc | 細繊度ポリエステルモノフィラメントの紡糸方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4944561B2 (ja) | 2006-10-18 | 2012-06-06 | 帝人ファイバー株式会社 | スクリーン紗用モノフィラメント |
| US20100151244A1 (en) * | 2007-05-04 | 2010-06-17 | Teijin Fibers Limited | Monofilament for screen mesh cloth, and method for producing screen mesh cloth |
-
2009
- 2009-02-03 JP JP2009022847A patent/JP5487629B2/ja active Active
-
2010
- 2010-01-27 EP EP10738443.0A patent/EP2395136B1/en active Active
- 2010-01-27 WO PCT/JP2010/051023 patent/WO2010090108A1/ja not_active Ceased
- 2010-01-27 US US13/147,501 patent/US9085833B2/en not_active Expired - Fee Related
- 2010-01-27 CN CN201080006399.4A patent/CN102308033B/zh active Active
- 2010-01-27 KR KR1020117009583A patent/KR101610682B1/ko not_active Expired - Fee Related
- 2010-02-02 TW TW099102943A patent/TWI529270B/zh not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05295617A (ja) | 1992-04-15 | 1993-11-09 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメントの製造方法 |
| JPH08267948A (ja) * | 1995-03-28 | 1996-10-15 | Teijin Ltd | スクリーン紗用ポリエステルモノフィラメント及びその製造方法 |
| JP2001355123A (ja) * | 2000-06-13 | 2001-12-26 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメント |
| JP2003054149A (ja) * | 2002-07-22 | 2003-02-26 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメントの製造方法 |
| JP2004225224A (ja) | 2003-01-27 | 2004-08-12 | Toray Ind Inc | ポリエステルモノフィラメントの製造方法 |
| JP2006052493A (ja) * | 2004-08-11 | 2006-02-23 | Opelontex Co Ltd | ポリエステル捲縮糸及びその製造方法 |
| JP2008101290A (ja) * | 2006-10-18 | 2008-05-01 | Teijin Fibers Ltd | スクリーン紗用モノフィラメント |
| JP2008291385A (ja) * | 2007-05-24 | 2008-12-04 | Teijin Fibers Ltd | スクリーン紗用芯鞘型モノフィラメント |
| JP2009084712A (ja) | 2007-09-27 | 2009-04-23 | Toray Ind Inc | 細繊度ポリエステルモノフィラメントの紡糸方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013014859A (ja) * | 2011-07-05 | 2013-01-24 | Toray Ind Inc | スクリーン紗用ポリエステルモノフィラメント |
| CN103842564A (zh) * | 2011-07-25 | 2014-06-04 | 特吕茨勒瑞士有限公司 | 用于生产连续线的方法和装置 |
| CN103842564B (zh) * | 2011-07-25 | 2017-05-17 | 特吕茨勒瑞士有限公司 | 用于生产连续线的方法和装置 |
| CN114318616A (zh) * | 2021-12-14 | 2022-04-12 | 苏州盛虹纤维有限公司 | 一种fdy超细旦少孔纤维的连续性生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102308033B (zh) | 2014-01-15 |
| KR101610682B1 (ko) | 2016-04-08 |
| JP5487629B2 (ja) | 2014-05-07 |
| TW201035398A (en) | 2010-10-01 |
| CN102308033A (zh) | 2012-01-04 |
| EP2395136A1 (en) | 2011-12-14 |
| KR20110115565A (ko) | 2011-10-21 |
| EP2395136A4 (en) | 2012-09-26 |
| US9085833B2 (en) | 2015-07-21 |
| EP2395136B1 (en) | 2018-04-18 |
| US20110287676A1 (en) | 2011-11-24 |
| TWI529270B (zh) | 2016-04-11 |
| JP2010180484A (ja) | 2010-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5487629B2 (ja) | ポリエステルモノフィラメントおよびその製造方法 | |
| JP5045846B2 (ja) | ポリエステルモノフィラメントパッケージ | |
| CN102165110B (zh) | 聚酯单丝、其制造方法以及使用其的丝网制造方法 | |
| WO2016052269A1 (ja) | ポリエステルフィラメントパッケージ | |
| US6495254B1 (en) | Poly(trimethylene terephthalate) fiber | |
| JP2009150022A (ja) | 芯鞘複合繊維およびその繊維布帛 | |
| JP2018040077A (ja) | 液晶ポリエステルマルチフィラメント | |
| JP2013249143A (ja) | ポリエステルモノフィラメントパッケージ | |
| JP2019203215A (ja) | ポリエステルフィラメントパッケージおよびその製造方法 | |
| JP2013194330A (ja) | スクリーン紗用ポリエステルモノフィラメントの製造方法 | |
| JP2021155854A (ja) | 複合ポリエステルモノフィラメントパッケージおよびその製造方法 | |
| JP4655967B2 (ja) | スクリーン紗用ポリエステルモノフィラメントの製造方法およびモノフィラメント | |
| JP4893179B2 (ja) | スクリーン紗用ポリエステルモノフィラメントの製造方法およびモノフィラメント | |
| JP2010077563A (ja) | ポリエステルモノフィラメント | |
| JP2008231590A (ja) | スクリーン紗用ポリエステルモノフィラメントの製造方法およびスクリーン紗用ポリエステルモノフィラメント | |
| HK1043165A (en) | Poly(trimethylene terephthalate) fiber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080006399.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10738443 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20117009583 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010738443 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13147501 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |