WO2010117022A1 - 硬化剤組成物 - Google Patents
硬化剤組成物 Download PDFInfo
- Publication number
- WO2010117022A1 WO2010117022A1 PCT/JP2010/056326 JP2010056326W WO2010117022A1 WO 2010117022 A1 WO2010117022 A1 WO 2010117022A1 JP 2010056326 W JP2010056326 W JP 2010056326W WO 2010117022 A1 WO2010117022 A1 WO 2010117022A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- curing agent
- agent composition
- ester compound
- composition according
- branched
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/02—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by additives for special purposes, e.g. indicators, breakdown additives
- B22C1/10—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by additives for special purposes, e.g. indicators, breakdown additives for influencing the hardening tendency of the mould material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/11—Esters; Ether-esters of acyclic polycarboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
- B22C1/20—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents
- B22C1/22—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents of resins or rosins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
- B22C1/20—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents
- B22C1/22—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents of resins or rosins
- B22C1/2233—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents of resins or rosins obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- B22C1/2246—Condensation polymers of aldehydes and ketones
- B22C1/2253—Condensation polymers of aldehydes and ketones with phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G8/00—Condensation polymers of aldehydes or ketones with phenols only
- C08G8/04—Condensation polymers of aldehydes or ketones with phenols only of aldehydes
- C08G8/08—Condensation polymers of aldehydes or ketones with phenols only of aldehydes of formaldehyde, e.g. of formaldehyde formed in situ
- C08G8/20—Condensation polymers of aldehydes or ketones with phenols only of aldehydes of formaldehyde, e.g. of formaldehyde formed in situ with polyhydric phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G8/00—Condensation polymers of aldehydes or ketones with phenols only
- C08G8/04—Condensation polymers of aldehydes or ketones with phenols only of aldehydes
- C08G8/08—Condensation polymers of aldehydes or ketones with phenols only of aldehydes of formaldehyde, e.g. of formaldehyde formed in situ
- C08G8/20—Condensation polymers of aldehydes or ketones with phenols only of aldehydes of formaldehyde, e.g. of formaldehyde formed in situ with polyhydric phenols
- C08G8/22—Resorcinol
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/04—Condensation polymers of aldehydes or ketones with phenols only
- C08L61/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
Definitions
- the present invention relates to a curing agent composition for a water-soluble phenol resin used for the production of a mold and a method for producing a mold using the same.
- a self-hardening mold molding method As a molding method for producing a mold such as a main mold or a core using a binder, a self-hardening mold molding method is known.
- the organic self-hardening mold molding method is already a general-purpose molding method in place of inorganic systems from the viewpoint of productivity, casting quality, and safety and health, mainly in the field of mechanical casting.
- the organic self-hardening mold making method a mold making method in which a binder containing a water-soluble phenol resin is cured with an ester compound is known.
- Patent Document 1 discloses an organic ester curable casting that can extend the pot life without reducing the final strength of the mold by including a specific proportion of a phenol compound monomer with respect to the water-soluble phenol resin.
- a sand binder composition has been proposed.
- Patent Document 1 exemplifies cyclic ester compounds such as lactones and ester compounds derived from linear carboxylic acids and alcohols as organic esters.
- Patent Document 2 proposes a curing agent composition capable of obtaining high mold strength and effectively capturing formaldehyde generated in the production process by blending an organic ester having activated carbon. Also in the curing agent composition of Patent Document 2, a phenol compound monomer is blended for the purpose of extending the pot life without reducing the final strength of the mold. In addition to organic esters having activated carbon, organic esters for curing water-soluble phenolic resins are also blended. In addition, as for the organic ester for hardening the organic ester and water-soluble phenol resin which have the activated carbon shown by patent document 2, all are ester compounds derived from linear structure carboxylic acid and alcohol, or lactones, etc. Of the cyclic ester compound.
- the casting manufacturing environment is exposed to outside temperatures throughout the year. Further, a mold (sand mold) for producing a casting is in an environment where it is used while receiving heat by casting and repeating regeneration. Therefore, reclaimed sand obtained by collecting the mold once used for casting (in a state in which the cast mold is returned to the sand shape) rises in temperature especially in the summer. The curing reaction was accelerated excessively and the pot life of the kneaded sand tended to be shortened. As a result, particularly in the summer, problems such as a decrease in workability when molding kneaded sand into a wooden frame and a decrease in final strength of the mold are likely to occur.
- the pot life is extended by adding a phenol compound monomer such as resorcin to a curing agent composition or the like.
- a phenol compound monomer such as resorcin
- the effect of extending the pot life is still insufficient just by adding a phenol compound monomer, and it was difficult to secure the pot life sufficiently especially when the outside air temperature is high such as in summer. . *
- the present invention provides a curing agent composition capable of sufficiently securing the pot life without lowering the final strength of the mold, and a method for producing a mold using the same.
- the curing agent composition of the present invention is a curing agent composition for a water-soluble phenol resin used for the production of a mold, and is a branched ester compound having 5 to 13 carbon atoms derived from a carboxylic acid having a branched chain and an alcohol. It is a hardening
- the method for producing a mold of the present invention is a method for producing a mold in which a mixture obtained by adding a curing agent composition and a water-soluble phenol resin to casting sand is molded, and the curing agent composition comprises:
- the curing agent composition of the present invention is a method for producing a mold, wherein the temperature of the mixture at the time of molding is 30 ° C. or higher.
- an ester compound having a branched chain at a portion derived from a carboxylic acid in the skeleton and having 5 to 13 carbon atoms (hereinafter also referred to as a branched ester compound) is used as a curing component. Since it contains, the hardening time of water-soluble phenol resin can be adjusted to an appropriate range. Thereby, the pot life can be sufficiently secured without reducing the final strength of the mold. That is, according to the hardening
- the curing agent composition of the present invention is used in a mold molding method in which a water-soluble phenol resin is cured with an ester compound, and contains a branched ester compound having 5 to 13 carbon atoms derived from a carboxylic acid having a branched chain and an alcohol.
- the branched chain of the branched ester compound is preferably a branched alkyl group or a branched alkylene group.
- the above-mentioned branched ester compound is contained in the curing agent composition of the present invention in order to ensure a sufficient pot life without reducing the final strength of the mold.
- the branched ester compound has 5 to 13 carbon atoms, but in order to ensure a sufficient pot life, the carbon number is preferably 6 or more, and more preferably 7 or more. From the viewpoint of mold strength, the carbon number is preferably 10 or less. From the above viewpoints, the branched ester compound preferably has 6 to 13 carbon atoms, and more preferably 7 to 10 carbon atoms.
- the number of carbon atoms in the branched chain of the branched ester compound is preferably 1 to 4, more preferably 1 to 2, from the viewpoint of template strength.
- the number of ester bonds of the branched ester compound is preferably 1 to 5, more preferably 1 to 2, and further preferably 2 from the viewpoint of template strength.
- the branched ester compound may be a partial ester or a complete ester, but a complete ester is preferred from the viewpoint of template strength.
- the carboxylic acid having a branched chain for forming the branched ester compound preferably has 4 to 12 carbon atoms from the viewpoint of ensuring sufficient pot life and the strength of the template, and is 5 to 10. More preferably, it is 6-8. From the same viewpoint, the carboxylic acid having a branched chain preferably has a branch at the ⁇ -position of the carbonyl group, and the carbon at the ⁇ -position is divided into three carbons including the carbon of the carbonyl group and one hydrogen. More preferably, they are bonded.
- the alcohol for forming the branched ester compound preferably has 1 to 4 carbon atoms, more preferably 1 to 3 carbon atoms from the viewpoint of sufficiently securing the pot life and the mold strength. More preferably, it is 1 to 2.
- the alcohol is preferably a monohydric alcohol from the same viewpoint.
- the alcohol is preferably a linear alcohol from the same viewpoint.
- a preferable structure of the branched ester compound includes a structure represented by the following general formula (I). (However, n is an integer of 1 to 7, X is H or R 3 OCO—, and R 1 , R 2 and R 3 may be the same as an alkyl group having 1 to 4 carbon atoms. May be different.)
- n is preferably an integer of 1 to 5 from the viewpoint of sufficiently securing the pot life and the mold strength.
- R 1 , R 2 and R 3 are preferably alkyl groups having 1 to 2 carbon atoms from the viewpoint of ensuring a sufficient pot life and the strength of the template.
- Specific branched ester compounds include dimethyl 2-ethylsuccinate, dimethyl 2-methylglutarate, dimethyl 2-methyladipate, methyl 2-ethylhexanoate, ethyl 2-ethylhexanoate, dimethyl 2-methylsebacate, Dimethyl 2-ethylazelate, diethyl 2-ethylglutarate, dimethyl 2- (n-propyl) glutarate, diethyl 2- (n-butyl) succinate, dimethyl 2- (n-butyl) succinate, 2-methylpimerin Examples thereof include diethyl acid, dimethyl 2-methylsuberate, and mixtures thereof.
- dimethyl 2-ethylsuccinate, dimethyl 2-methylglutarate, and dimethyl 2-methyladipate are preferable because the curing time of the water-soluble phenol resin can be adjusted to a more appropriate range.
- dimethyl 2-ethylsuccinate, dimethyl 2-methylglutarate and dimethyl 2-methyladipate are preferred, dimethyl 2-methylglutarate, 2-methyl Dimethyl adipate is more preferred, and dimethyl 2-methyladipate is even more preferred.
- dimethyl 2-ethylsuccinate and dimethyl 2-methylglutarate are preferable, and a mixture of dimethyl 2-ethylsuccinate and dimethyl 2-methylglutarate is more preferable.
- the content of the branched ester compound in the curing agent composition is preferably 10% by weight or more, more preferably 25% by weight or more, and more preferably 50% by weight or more from the viewpoint of sufficiently securing the pot life. More preferably.
- curing agent composition of this invention may consist only of the branched ester compound mentioned above, another ester compound may be contained as a hardening component to such an extent that the effect of the said this invention is not inhibited.
- ester compounds include ester compounds having 1 to 5 ester bonds in the molecule, such as cyclic ester compounds, ester compounds derived from linear carboxylic acids and alcohols, and inorganic compounds.
- ester compounds selected from esters are listed.
- organic esters such as dimethyl acid and dimethyl adipate
- inorganic esters such as ethylene carbonate and propylene carbonate
- the curing agent composition of the present invention does not contain the above-mentioned other ester compound, but from the viewpoint of improving the final strength, the curing agent composition of the present invention is the above-mentioned other ester.
- its content in the curing agent composition is preferably 95% by weight or less, more preferably 10 to 95% by weight, and further preferably 10 to 80% by weight. preferable. If content is in the said range, the function as a hardening component of a water-soluble phenol resin can be exhibited to such an extent that the effect of this invention mentioned above is not inhibited.
- the weight ratio of the branched ester compound to the other ester compound is determined from the viewpoint of maintaining the pot life and ensuring the final strength.
- / Other ester compounds 1/99 to 99/1 are preferable, 1/49 to 49/1 are more preferable, 1/20 to 20/1 are still more preferable, and 1/20 to 5/1 are even more preferable.
- / 99 to 99/1 is preferable, 1/10 to 10/1 is more preferable, 1/5 to 5/1 is still more preferable, and 1/5 to 1/1 is still more preferable.
- the curing agent composition of the present invention may contain a phenol compound monomer. This is because the pot life can be extended without reducing the final strength of the mold even when the outside air temperature is high (for example, 40 ° C. or higher).
- the reason why the pot life can be extended without reducing the final strength of the mold when the phenol compound monomer is contained in the curing agent composition of the present invention is estimated as follows. That is, by allowing the phenol compound monomer and the branched ester compound to coexist, activation and polymerization of the water-soluble phenol resin by hydrolysis of the ester are delayed, and the pot life is increased.
- the monomer is incorporated into the water-soluble phenol resin, it is considered that the final strength of the mold does not decrease.
- these preferable effects are remarkable when the temperature of the mixture of the curing agent composition, the water-soluble phenol resin and the foundry sand is relatively high, that is, when the temperature is 30 ° C. or higher, further 40 ° C. or higher, and further 45 ° C. It becomes remarkable when it is above.
- phenol compound monomer examples include phenol, cresol, xylenol, cumylphenol, nonylphenol, butylphenol, phenylphenol, ethylphenol, octylphenol, amylphenol, naphthol, resorcin, bisphenol A, bisphenol F, bisphenol C, catechol, hydroquinone. , Pyrogallol, phloroglysin, mixtures thereof, and the like, and resorcin residues, bisphenol A residues, chlorophenol, dichlorophenol, and other substituted phenols can also be used.
- resorcin or bisphenol A is contained, more preferably resorcin, the pot life can be further extended without lowering the final strength of the template due to the synergistic effect with the aforementioned branched ester compound.
- the weight ratio of the phenol compound monomer to the branched ester compound is 1/99 to 9 / 1, preferably 3/97 to 8/2, more preferably 5/95 to 7/3.
- the content thereof is 1 to 1 in the curing agent composition. It is preferably 30% by weight, more preferably 2 to 20% by weight. From the viewpoint of extending the pot life, the content of the phenol compound monomer is preferably 1% by weight or more, and more preferably 2% by weight or more in the curing agent composition. From the viewpoint of maintaining the final strength, the content of the phenol compound monomer is preferably 30% by weight or less, and more preferably 20% by weight or less in the curing agent composition.
- an alkyl silicate having an alkyl group having 1 to 8 carbon atoms or a low condensate thereof may be added to the curing agent composition of the present invention.
- the addition amount of the alkyl silicate or the low condensate thereof is preferably 2 to 20 parts by weight, more preferably 3 to 15 parts by weight with respect to 100 parts by weight of the ester compound including the branched ester compound.
- additives such as fragrances and surfactants may be added to the extent that the effects of the present invention are not impaired.
- the addition amount of these additives is preferably 0.001 to 20 parts by weight with respect to 100 parts by weight of the ester compound containing the branched ester compound.
- the curing agent composition of the present invention is suitable for a method for producing a mold using a binder containing a water-soluble phenol resin. That is, the method for producing a mold of the present invention is a mold for molding by molding a mixture (temperature of 30 ° C. or higher) obtained by adding the curing agent composition of the present invention and a water-soluble phenol resin to foundry sand. It is a manufacturing method.
- fresh sand or reclaimed sand can be used as foundry sand.
- regenerated sand accumulates the heat received by casting, in order to effectively use the effects of the present invention, It is preferable to use recycled sand.
- the foundry sand may be natural sand or artificial sand.
- natural sand include silica sand, chromite sand, zircon sand, olivine sand, alumina sand, and the like whose main component is quartz.
- artificial sand include synthetic mullite sand, SiO 2 / Al 2 O 3 foundry sand, SiO 2 / MgO based foundry sand, and slag-derived foundry sand.
- the artificial sand is not cast sand produced from nature, but represents cast sand obtained by artificially adjusting the components of the metal oxide and melting or sintering.
- Recycled sand that can be used in the present invention is one or more times by a general recycling method (wet, dry, thermal, etc.) after separating the cast sand after producing a casting using a mold made of a water-soluble phenol resin.
- a general recycling method wet, dry, thermal, etc.
- the recycled sand that can be used in the present invention preferably has a loss on ignition (LOI) of 0.1 to 10% by weight, more preferably 0.2 to 5% by weight, and still more preferably, from the viewpoint of improving the strength of the mold. Is 0.2 to 1% by weight, more preferably 0.2 to 0.5% by weight.
- the LOI refers to the weight reduction rate when heated in air at 500 ° C. for 2 hours.
- the water-soluble phenol resin that can be used in the method for producing a mold of the present invention is a resin that can be cured with an ester compound, and is generally obtained by polycondensation of a phenol compound and an aldehyde compound under alkaline conditions.
- phenol compounds including phenol, bisphenol A, bisphenol F, cresol, 3,5-xylenol, resorcin, catechol, nonylphenol, p-tert-butylphenol, isopropenylphenol, phenylphenol, and other substituted phenols
- mixtures of various phenol compounds such as cashew nut shell liquid. At the time of manufacture, these can be used alone or in combination.
- aldehyde compound formaldehyde, a furfural, a glyoxal, etc. can be used 1 type or in mixture of 2 or more types. These compounds can be used as an aqueous solution as needed.
- monomers capable of condensing with aldehyde compounds such as urea, melamine, and cyclohexanone, monovalent aliphatic alcohol compounds such as methanol, ethanol, isopropyl alcohol, normal propyl alcohol, and butyl alcohol, and water-soluble polymers
- Polyacrylic acid salt, cellulose derivative polymer, polyvinyl alcohol, lignin derivative, etc. may be mixed.
- alkali catalyst used for the synthesis of the water-soluble phenol resin examples include hydroxides of alkali metals such as LiOH, NaOH, and KOH, and NaOH and KOH are particularly preferable. Moreover, you may mix and use these alkali catalysts.
- the molar ratio of the aldehyde compound to the phenol compound is preferably 1.0 to 6.0 mol times, more preferably 1.1 to 5.5 mol times. Further, the molar ratio of the alkali catalyst to the phenol compound is preferably 0.2 to 5.0 mole times, more preferably 0.5 to 4.0 mole times.
- the solid content weight in the water-soluble phenol resin (solid weight after drying at 105 ° C. for 3 hours) is preferably 25 to 90% by weight, more preferably 30 to 85% by weight from the viewpoint of mold strength. is there. Further, the weight average molecular weight (Mw) of the water-soluble phenol resin is preferably 500 to 8000, more preferably 800 to 5000, from the viewpoint of mold strength.
- weight average molecular weight (Mw) of water-soluble phenol resin can be measured on condition of the following by GPC (gel permeation chromatography).
- a mold is produced from a mixture (kneaded sand) obtained by adding the above-described curing agent composition of the present invention and a water-soluble phenol resin to foundry sand.
- a mold can be manufactured using the process of the conventional self-hardening mold making method.
- the temperature of the kneaded sand at the time of molding is usually about ⁇ 10 to 50 ° C. However, when the temperature of the kneaded sand is 30 ° C. or higher, the pot life is shortened with the conventional curing agent composition.
- molding becomes like this.
- it is 30 degreeC or more, More preferably, it is 40 degreeC or more, More preferably, it is 45 degreeC or more.
- the curing agent composition in the case of the above temperature range, from the viewpoint of improving the final strength of the mold and sufficiently securing the pot life, the curing agent composition further contains a phenol compound monomer. It is preferably contained.
- the content of the curing agent composition in the kneaded sand is preferably 0.01 to 5 parts by weight and more preferably 0.1 to 3 parts by weight with respect to 100 parts by weight of foundry sand from the viewpoint of mold strength. Further, the content of the water-soluble phenol resin in the kneaded sand is 0.1 to 10% by weight with respect to 100 parts by weight of the foundry sand as the solid content from the viewpoint of mold strength, workability, odor, and cost. Part is preferable, and 0.5 to 5 parts by weight is more preferable.
- the method of adding and mixing each component with a batch mixer, and the method of supplying and mixing each component to a continuous mixer are mentioned.
- glycols and / or ether alcohols may be added to the kneaded sand for the purpose of improving the strength of the obtained mold.
- glycols include diethylene glycol, triethylene glycol, polyethylene glycol, dipropylene glycol, and tripropylene glycol.
- ether alcohols include ethylene glycol monomethyl ether, diethylene glycol monomethyl ether, and diethylene glycol monobutyl ether. The compounding amount of these compounds is preferably 1 to 30 parts by weight, more preferably 5 to 20 parts by weight with respect to 100 parts by weight of water-soluble phenol resin (in terms of solid content).
- silane coupling agents include ⁇ - (2-amino) propylmethyldimethoxysilane, ⁇ -aminopropyltrimethoxysilane, ⁇ -aminopropyltriethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, N- ⁇ (Aminoethyl) ⁇ -aminopropylmethyldimethoxysilane and the like.
- the amount of the silane coupling agent is preferably 0.001 to 10 parts by weight, more preferably 0.02 to 1 part by weight, based on 100 parts by weight of the water-soluble phenol resin (in terms of solid content).
- the mold manufacturing method of the present invention is suitable for non-ferrous alloy castings such as aluminum castings, casting steel castings, cast iron castings, and the like, but is limited in applications related to casting. It is not a thing.
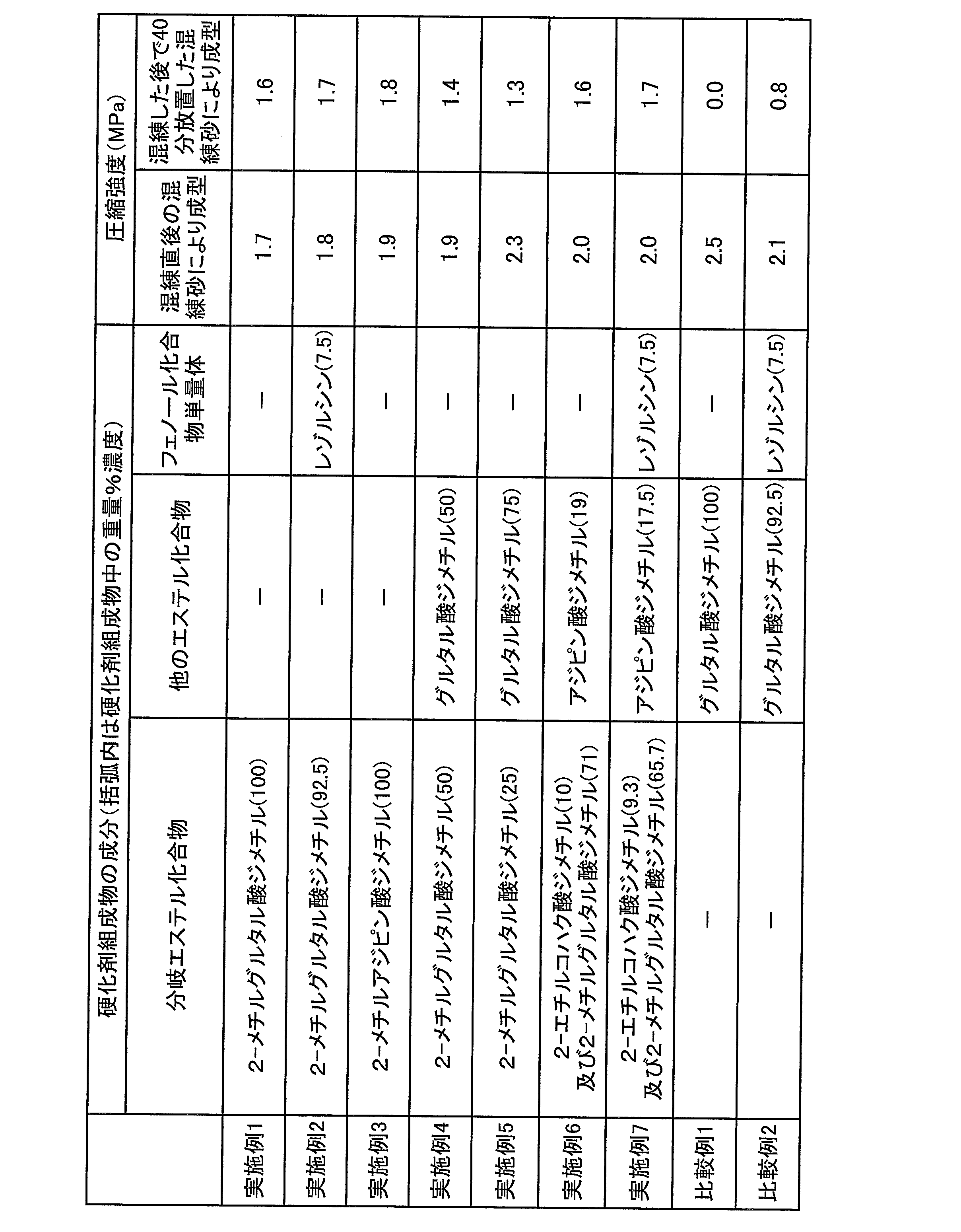
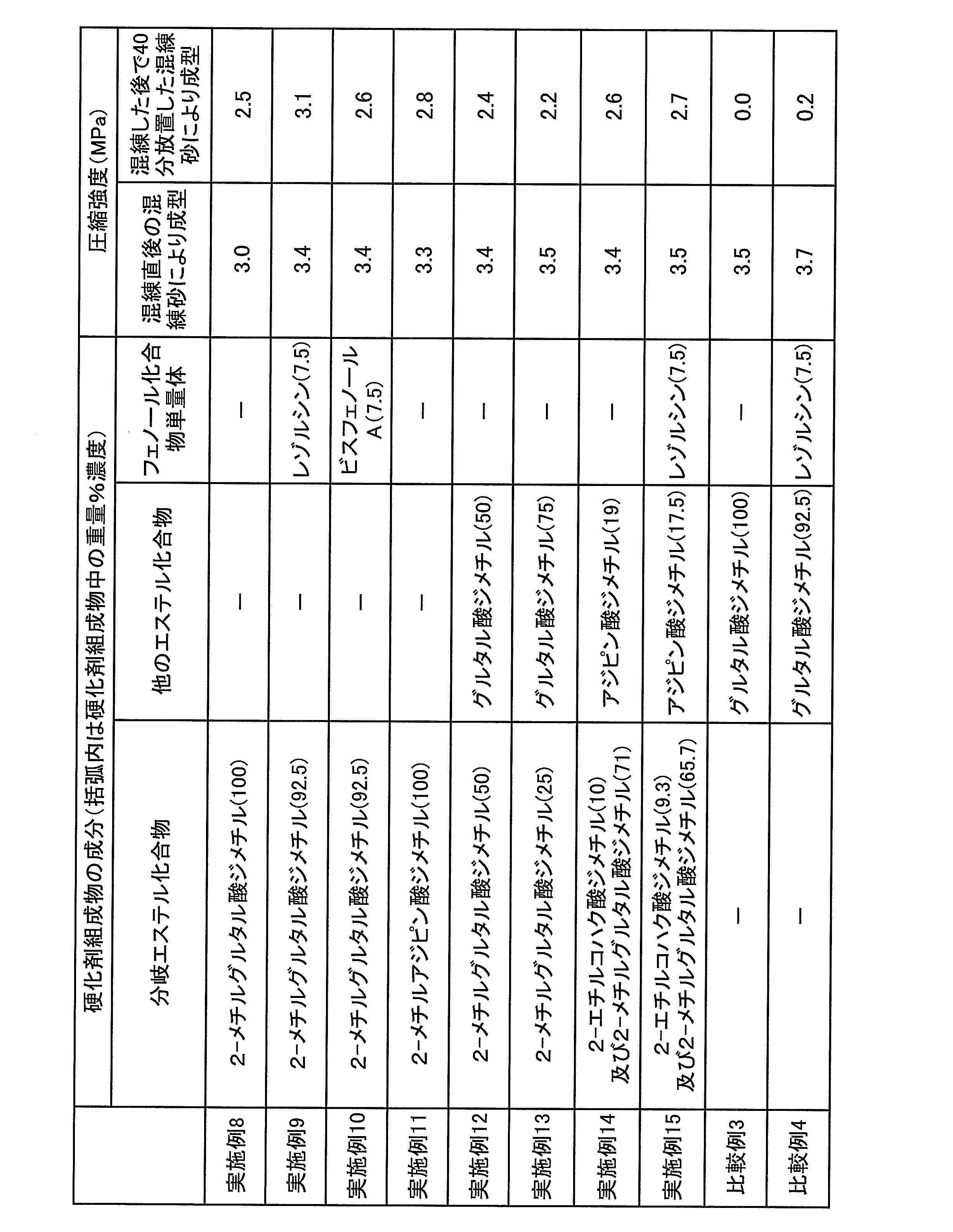
- the atmospheric temperature at the time of molding the kneaded sand and the atmospheric temperature at the time of compressive strength evaluation are 35 ° C. and 55% RH in the examples shown in Table 1, and 45 ° C. in the examples shown in Table 2. 55% RH.
- the temperature of the kneaded sand at the time of molding was 35 ° C. in the examples shown in Table 1, and 45 ° C. in the examples shown in Table 2.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Mold Materials And Core Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
Abstract
Description
本発明の硬化剤組成物には、鋳型の最終強度を低下させることなく、可使時間を充分に確保するために、上述した分岐エステル化合物が含有される。この分岐エステル化合物の炭素数は5~13であるが、可使時間を充分に確保するためには、炭素数が6以上であることが好ましく、7以上であることがより好ましい。また、鋳型強度の観点からは、炭素数が10以下であることが好ましい。以上の観点から、分岐エステル化合物の炭素数は、6~13であることが好ましく、7~10であることがより好ましい。

本発明の硬化剤組成物は、上述した分岐エステル化合物のみからなるものであっても良いが、上記本発明の効果を阻害しない程度に、硬化成分として他のエステル化合物が含有されてもよい。このような他のエステル化合物としては、分子内にエステル結合を1~5個有するエステル化合物が挙げられ、例えば、環状エステル化合物、直鎖構造のカルボン酸とアルコールとから導かれるエステル化合物、及び無機エステルから選ばれる1種以上のエステル化合物が挙げられる。具体的には、γ-ブチロラクトン、プロピオンラクトン、ε-カプロラクトン、ギ酸エチル、エチレングリコールジアセテート、ジエチレングリコールジアセテート、トリエチレングリコールジアセテート、エチレングリコールモノアセテート、トリアセチン、アセト酢酸エチル、コハク酸ジメチル、グルタル酸ジメチル、アジピン酸ジメチル等の有機エステルや、炭酸エチレン、炭酸プロピレン等の無機エステルや、これらの混合物等が例示できる。
本発明の硬化剤組成物には、フェノール化合物単量体が含有されてもよい。外気温度が高い場合(例えば40℃以上の場合)においても、鋳型の最終強度を低下させることなく、可使時間を延長できるからである。本発明の硬化剤組成物にフェノール化合物単量体を含有させた場合に、鋳型の最終強度を低下させることなく、可使時間を延長させ得る理由は、次の如く推定される。即ち、フェノール化合物単量体と分岐エステル化合物を共存させることにより、エステルの加水分解による水溶性フェノール樹脂の活性化及び高分子化が遅延され可使時間が延び、更に、活性化されたフェノール化合物単量体が水溶性フェノール樹脂中に組込まれることから、鋳型の最終強度が低下しないものと考えられる。また、これらの好ましい効果は、硬化剤組成物と水溶性フェノール樹脂と鋳物砂の混合物の温度が比較的高い場合、即ち30℃以上の場合に顕著であり、更に40℃以上、より更に45℃以上である場合に顕著となる。
本発明の硬化剤組成物には、混練砂の流動性を向上させるために、炭素数1~8のアルキル基を有するアルキルシリケート又はその低縮合物(縮合度1~10)を添加してもよい。前記アルキルシリケート又はその低縮合物の添加量は、分岐エステル化合物を含むエステル化合物100重量部に対して、2~20重量部が好ましく、3~15重量部がより好ましい。その他にも、本発明の効果を阻害しない程度に香料や界面活性剤等の添加剤を添加してもよい。これら添加剤の添加量は、分岐エステル化合物を含むエステル化合物100重量部に対して、0.001~20重量部が好ましい。
(a)サンプル調製:試料に同重量のイオン交換水を加え、0.1重量%のH2SO4を加えて中和する。生成した沈殿を濾過分離し、水洗し、乾燥する。これをテトラヒドロフラン(THF)に溶解し、GPC用のサンプルを調製する。
(b)カラム:ガードカラムTSX(東洋曹達工業社製)HXL(6.5mmφ×4cm)1本と、TSK3000HXL(7.8mmφ×30cm)1本と、TSK2500HXL(7.8mmφ×30cm)1本を使用する。注入口側よりガードカラム-3000HXL-2500HXLの順に接続する。
(c)標準物質:ポリスチレン(東洋曹達工業社製)
(d)溶出液:THF(流速:1cm3/min)
(e)カラム温度:25℃
(f)検出器:紫外分光光度計(フェノールの紫外吸収の最大ピークの波長において定量)
(g)分子量計算の為の分割法:時間分割(2sec)
Claims (15)
- 鋳型の製造に用いられる水溶性フェノール樹脂用の硬化剤組成物であって、
分岐鎖を有するカルボン酸とアルコールとから導かれる炭素数5~13の分岐エステル化合物を含有する、硬化剤組成物。 - 前記分岐エステル化合物が下記一般式(I)で示す構造である請求項1記載の硬化剤組成物。

- 前記分岐鎖を有するカルボン酸の炭素数が4~12である請求項1又は2記載の硬化剤組成物。
- 前記アルコールの炭素数が1~4である請求項1~3の何れか1項記載の硬化剤組成物。
- 前記分岐エステル化合物が2-エチルコハク酸ジメチル、2-メチルグルタル酸ジメチル、2-メチルアジピン酸ジメチル、2-エチルヘキサン酸メチル、2-エチルヘキサン酸エチル、2-メチルセバシン酸ジメチル、2-エチルアゼライン酸ジメチル、2-エチルグルタル酸ジエチル、2-(n-プロピル)グルタル酸ジメチル、2-(n-ブチル)コハク酸ジエチル、2-(n-ブチル)コハク酸ジメチル、2-メチルピメリン酸ジエチル及び2-メチルスベリン酸ジメチルから選ばれる1種以上である請求項1~4の何れか1項記載の硬化剤組成物。
- 前記分岐エステル化合物の含有量が10重量%以上である請求項1~5の何れか1項記載の硬化剤組成物。
- 更にフェノール化合物単量体を含有する請求項1~6の何れか1項記載の硬化剤組成物。
- 前記フェノール化合物単量体がレゾルシン及びビスフェノールAから選ばれる1種以上である請求項7記載の硬化剤組成物。
- 前記フェノール化合物単量体と前記分岐エステル化合物との重量比(フェノール化合物単量体/分岐エステル化合物)が、1/99~9/1である請求項7又は8記載の硬化剤組成物。
- 前記フェノール化合物単量体の含有量が1~30重量%である請求項7~9の何れか1項記載の硬化剤組成物。
- 更に他のエステル化合物を含有する請求項1~10の何れか1項記載の硬化剤組成物。
- 前記他のエステル化合物が、環状エステル化合物、直鎖構造のカルボン酸とアルコールとから導かれるエステル化合物、及び無機エステルから選ばれる1種以上のエステル化合物である請求項11記載の硬化剤組成物。
- 前記分岐エステル化合物と前記他のエステル化合物との重量比(分岐エステル化合物/他のエステル化合物)が、1/99~99/1である請求項11又は12記載の硬化剤組成物。
- 前記他のエステル化合物の含有量が10~95重量%である請求項11~13の何れか1項記載の硬化剤組成物。
- 鋳物砂に硬化剤組成物及び水溶性フェノール樹脂を添加して得られた混合物を型込めして造型する鋳型の製造方法であって、
前記硬化剤組成物が請求項1~14の何れか1項記載の硬化剤組成物であり、型込めする際の前記混合物の温度が30℃以上である、鋳型の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080015989.3A CN102387877B (zh) | 2009-04-10 | 2010-04-07 | 固化剂组合物 |
| EP10761721.9A EP2418030B1 (en) | 2009-04-10 | 2010-04-07 | Curing agent composition |
| US13/263,368 US8729152B2 (en) | 2009-04-10 | 2010-04-07 | Curing agent composition |
| KR1020117026608A KR101298252B1 (ko) | 2009-04-10 | 2010-04-07 | 경화제 조성물 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-096217 | 2009-04-10 | ||
| JP2009096217 | 2009-04-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010117022A1 true WO2010117022A1 (ja) | 2010-10-14 |
Family
ID=42936303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/056326 Ceased WO2010117022A1 (ja) | 2009-04-10 | 2010-04-07 | 硬化剤組成物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8729152B2 (ja) |
| EP (1) | EP2418030B1 (ja) |
| JP (1) | JP5520668B2 (ja) |
| KR (1) | KR101298252B1 (ja) |
| CN (1) | CN102387877B (ja) |
| MY (1) | MY155611A (ja) |
| WO (1) | WO2010117022A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102665961A (zh) * | 2009-12-24 | 2012-09-12 | 花王株式会社 | 铸型的制造方法 |
| US20130140498A1 (en) * | 2011-12-01 | 2013-06-06 | Rhodia Operations | Systems and methods for dispersing graphitic carbon |
| US20140031472A1 (en) * | 2012-01-10 | 2014-01-30 | Rhodia Operations | Systems and Methods for Polystyrene Foam Recycling Using Branched Dibasic Esters |
| JPWO2013125086A1 (ja) * | 2012-02-24 | 2015-07-30 | 日立化成株式会社 | 半導体用接着剤、フラックス剤、半導体装置の製造方法及び半導体装置 |
| US9425120B2 (en) | 2012-02-24 | 2016-08-23 | Hitachi Chemical Company, Ltd | Semiconductor device and production method therefor |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5665667B2 (ja) * | 2011-06-23 | 2015-02-04 | 花王株式会社 | 鋳型の製造方法 |
| JP5249447B1 (ja) * | 2012-05-17 | 2013-07-31 | 株式会社木村鋳造所 | 三次元積層造型用の鋳物砂 |
| JP6770528B2 (ja) * | 2015-11-27 | 2020-10-14 | 花王株式会社 | 鋳型造型用キット |
| US20170174813A1 (en) * | 2015-12-18 | 2017-06-22 | Ha-International, Llc | Compositions and Methods for Modified Ester-Curatives and Reduction of Formaldehyde Emission and Odor in Ester-Cured Phenolic Binder Systems |
| US20170174814A1 (en) * | 2015-12-18 | 2017-06-22 | Ha-International, Llc | Compositions and Methods for Modified Ester-Curatives and Reduction of Formaldehyde Emission and Odor in Ester-Cured Phenolic Binder Systems |
| CN108215389A (zh) * | 2017-12-21 | 2018-06-29 | 宁波远欣石化有限公司 | 一种耐水洗金属材料 |
| JP7328774B2 (ja) * | 2019-03-18 | 2023-08-17 | 株式会社きもと | スモークハードコートフィルム及びこれを用いた表示装置 |
| CN113943445B (zh) * | 2021-09-01 | 2023-02-28 | 四川东树新材料有限公司 | 有机酯固化剂及其应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200481A (ja) * | 1992-01-30 | 1993-08-10 | Kao Corp | 有機エステル硬化型鋳物砂用粘結剤組成物及びこれを用いた鋳型の製造方法 |
| JPH06277791A (ja) | 1992-01-30 | 1994-10-04 | Kao Corp | 有機エステル硬化型鋳物砂用粘結剤組成物及びこれを用いた鋳型の製造方法 |
| JPH07308732A (ja) * | 1994-05-16 | 1995-11-28 | Hodogaya Ashland Kk | 鋳型製造用粘結剤、及びそれを使用した鋳造用鋳型の製造方法 |
| JPH08164439A (ja) * | 1994-12-14 | 1996-06-25 | Asahi Organic Chem Ind Co Ltd | 樹脂被覆骨材 |
| JPH1133670A (ja) | 1997-07-14 | 1999-02-09 | Gun Ei Chem Ind Co Ltd | 鋳物砂用のエステル硬化型硬化剤組成物 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5214079A (en) * | 1990-08-02 | 1993-05-25 | Borden, Inc. | Accelerators for curing phenolic resole resins |
| US5096983A (en) * | 1990-08-02 | 1992-03-17 | Borden, Inc. | Method for making a phenolic resole resin composition having extended work life |
| CA2182761A1 (en) | 1995-08-08 | 1997-02-09 | Manabu Yoshioka | Curable resin composition, coating composition and method for forming coated film |
| JPH09104803A (ja) * | 1995-08-08 | 1997-04-22 | Nippon Paint Co Ltd | 硬化性樹脂組成物、塗料組成物および塗膜形成方法 |
| US6232368B1 (en) * | 1999-10-12 | 2001-05-15 | Borden Chemical, Inc. | Ester cured binders |
| JP4372535B2 (ja) | 2003-12-25 | 2009-11-25 | 旭有機材工業株式会社 | 鋳型用粘結剤組成物及びそれを用いてなる自硬性鋳型、並びに自硬性鋳型の製造方法 |
-
2010
- 2010-04-07 WO PCT/JP2010/056326 patent/WO2010117022A1/ja not_active Ceased
- 2010-04-07 MY MYPI2011004835A patent/MY155611A/en unknown
- 2010-04-07 CN CN201080015989.3A patent/CN102387877B/zh active Active
- 2010-04-07 JP JP2010088842A patent/JP5520668B2/ja active Active
- 2010-04-07 KR KR1020117026608A patent/KR101298252B1/ko not_active Expired - Fee Related
- 2010-04-07 EP EP10761721.9A patent/EP2418030B1/en active Active
- 2010-04-07 US US13/263,368 patent/US8729152B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200481A (ja) * | 1992-01-30 | 1993-08-10 | Kao Corp | 有機エステル硬化型鋳物砂用粘結剤組成物及びこれを用いた鋳型の製造方法 |
| JPH06277791A (ja) | 1992-01-30 | 1994-10-04 | Kao Corp | 有機エステル硬化型鋳物砂用粘結剤組成物及びこれを用いた鋳型の製造方法 |
| JPH07308732A (ja) * | 1994-05-16 | 1995-11-28 | Hodogaya Ashland Kk | 鋳型製造用粘結剤、及びそれを使用した鋳造用鋳型の製造方法 |
| JPH08164439A (ja) * | 1994-12-14 | 1996-06-25 | Asahi Organic Chem Ind Co Ltd | 樹脂被覆骨材 |
| JPH1133670A (ja) | 1997-07-14 | 1999-02-09 | Gun Ei Chem Ind Co Ltd | 鋳物砂用のエステル硬化型硬化剤組成物 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102665961A (zh) * | 2009-12-24 | 2012-09-12 | 花王株式会社 | 铸型的制造方法 |
| US20120261087A1 (en) * | 2009-12-24 | 2012-10-18 | Masahiko Kagitani | Process for producing a mold |
| US20130140498A1 (en) * | 2011-12-01 | 2013-06-06 | Rhodia Operations | Systems and methods for dispersing graphitic carbon |
| US20140031472A1 (en) * | 2012-01-10 | 2014-01-30 | Rhodia Operations | Systems and Methods for Polystyrene Foam Recycling Using Branched Dibasic Esters |
| US9045612B2 (en) * | 2012-01-10 | 2015-06-02 | Rhodia Operations | Systems and methods for polystyrene foam recycling using branched dibasic esters |
| JPWO2013125086A1 (ja) * | 2012-02-24 | 2015-07-30 | 日立化成株式会社 | 半導体用接着剤、フラックス剤、半導体装置の製造方法及び半導体装置 |
| US9425120B2 (en) | 2012-02-24 | 2016-08-23 | Hitachi Chemical Company, Ltd | Semiconductor device and production method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2418030B1 (en) | 2019-09-25 |
| US20120043694A1 (en) | 2012-02-23 |
| MY155611A (en) | 2015-11-13 |
| JP2010260101A (ja) | 2010-11-18 |
| CN102387877B (zh) | 2014-04-23 |
| KR101298252B1 (ko) | 2013-08-22 |
| EP2418030A4 (en) | 2016-12-07 |
| US8729152B2 (en) | 2014-05-20 |
| EP2418030A1 (en) | 2012-02-15 |
| JP5520668B2 (ja) | 2014-06-11 |
| KR20120007037A (ko) | 2012-01-19 |
| CN102387877A (zh) | 2012-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5520668B2 (ja) | 硬化剤組成物 | |
| JP5670172B2 (ja) | 鋳型の製造方法 | |
| JP2009022980A (ja) | 鋳型の製造方法 | |
| JP7079093B2 (ja) | 鋳型造型用粘結剤組成物 | |
| JP6216637B2 (ja) | 自硬性鋳型の製造方法、鋳型用粘結剤キット、及び鋳型用組成物 | |
| JP5430313B2 (ja) | 鋳型造型用粘結剤組成物 | |
| JP5541783B2 (ja) | 水溶性フェノール樹脂組成物の製造方法 | |
| JPH02302460A (ja) | フェノール樹脂結合剤システム用改良エステル硬化剤 | |
| JP2954402B2 (ja) | 鋳物砂用樹脂組成物 | |
| JP5422193B2 (ja) | 硬化剤組成物及び鋳型の製造方法 | |
| WO2021049150A1 (ja) | 鋳型造型用粘結剤組成物 | |
| JP2020142299A (ja) | 鋳型造型用粘結剤組成物 | |
| JP3025762B1 (ja) | 鋳型製造方法 | |
| JP2831830B2 (ja) | 鋳物砂用粘結剤組成物 | |
| JP2023050161A (ja) | 鋳型組成物 | |
| JP2504660B2 (ja) | 有機エステル硬化型鋳物砂用硬化剤組成物及びこれを用いた鋳型の製造方法 | |
| JPH07308731A (ja) | ガス硬化鋳型用フェノール樹脂組成物 | |
| JP2020082185A (ja) | 鋳型用添加剤 | |
| JP6895804B2 (ja) | 鋳型造型用硬化剤組成物 | |
| JP3221803B2 (ja) | 鋳型用粘結剤組成物、鋳型組成物および鋳型の製造方法 | |
| JP2000153338A (ja) | 鋳型製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080015989.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10761721 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13263368 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010761721 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117026608 Country of ref document: KR Kind code of ref document: A |