WO2012008597A1 - 延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 - Google Patents
延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2012008597A1 WO2012008597A1 PCT/JP2011/066290 JP2011066290W WO2012008597A1 WO 2012008597 A1 WO2012008597 A1 WO 2012008597A1 JP 2011066290 W JP2011066290 W JP 2011066290W WO 2012008597 A1 WO2012008597 A1 WO 2012008597A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- ferrite
- dip galvanized
- high yield
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0218—Pretreatment, e.g. heating the substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12958—Next to Fe-base component
- Y10T428/12965—Both containing 0.01-1.7% carbon [i.e., steel]
Definitions
- the present invention relates to a high yield ratio high strength hot-dip galvanized steel sheet excellent in ductility and hole expansibility suitable as a member used in the automotive industrial field and a method for producing the same.
- Patent Document 1 defines chemical components for improving the hole-expandability of high-strength steel sheets, and the area ratio and crystal grain size of ferrite in the composite structure, and the size and amount of fine precipitates present in the ferrite.
- Patent Document 2 defines chemical components, and the hard phase structure of martensite, retained austenite and bainite is finely dispersed in the ferrite matrix.
- Patent Document 3 discloses a hot-rolled steel sheet having excellent fatigue characteristics and stretch flangeability, and a method for producing the same, by defining chemical components and controlling the ratio of Ti content and C content in a structure mainly composed of ferrite. Proposed.
- Patent Document 1 since the main purpose is to improve hole expansibility, improvement of ductility and increase in yield ratio are not considered.
- Patent Documents 2 and 3 consideration is given to improvement of hole expansibility and increase of yield ratio, but improvement of ductility is not studied. Therefore, the development of a high-strength hot-dip galvanized steel sheet that has both high ductility, high hole expansibility, and a high yield ratio becomes an issue.
- the present invention provides a hot dip galvanized steel sheet having high strength (tensile strength TS of 590 MPa or more), excellent ductility and hole expansibility, and a high yield ratio, and a method for producing the same. With the goal.
- the inventors of the present invention have made extensive studies to obtain a hot-dip galvanized steel sheet having high strength (tensile strength TS of 590 MPa or more), excellent ductility and hole expansibility, and a high yield ratio. I found out.
- the ductility is improved by improving the work hardening ability of the ferrite itself, the strength is ensured by strengthening the solid solution of the ferrite, and the hole expandability is improved by reducing the hardness difference from the second phase. Became possible.
- the size and aspect ratio of carbides such as cementite existing at the ferrite grain boundaries the amount of microvoids generated during punching by punching is reduced, and crack propagation during hole expansion is further suppressed. It was possible to further improve the hole expandability.
- a high yield ratio was made possible by building a structure with a low martensite fraction. As described above, the steel sheet having a tensile strength TS of 590 MPa or higher has high ductility and high hole expansibility, and further has a high yield ratio.
- the present invention has been made based on the above knowledge and has the following features.
- Component composition is C: 0.04% to 0.13%, Si: 0.9% to 2.3%, Mn: 0.8% to 2.4% by mass%, P : 0.1% or less, S: 0.01% or less, Al: 0.01% or more and 0.1% or less, N: 0.008% or less, with the balance being iron and inevitable impurities, Is an area ratio, ferrite is 94% or more, martensite is 2% or less, the average crystal grain size of ferrite is 10 ⁇ m or less, the Vickers hardness of ferrite is 140 or more, and exists on the crystal grain boundary of ferrite. High yield ratio and high strength with excellent ductility and hole expansibility, characterized in that the average grain size of carbide is 0.5 ⁇ m or less and the aspect ratio of carbide present on the grain boundary of ferrite is 2.0 or less Hot dip galvanized steel sheet.
- a component composition it contains at least one element selected from Ca: 0.001% to 0.005% and REM: 0.001% to 0.005% in mass%.
- the high yield ratio high strength hot-dip galvanized steel sheet excellent in ductility and hole expansibility according to any one of [1] to [4].
- a component composition contains at least one element selected from Ta: 0.001% to 0.010% and Sn: 0.002% to 0.2% by mass.
- the high yield ratio high strength hot-dip galvanized steel sheet excellent in ductility and hole expansibility according to any one of [1] to [5] above.
- the “high-strength galvanized steel sheet” is a galvanized steel sheet having a tensile strength TS of 590 MPa or more.
- a steel sheet in which zinc is plated on the steel sheet by a hot dip galvanizing method is generically called a hot dip galvanized steel sheet. That is, the hot dip galvanized steel sheet in the present invention includes both a hot dip galvanized steel sheet that has not been subjected to an alloying treatment and an alloyed hot dip galvanized steel sheet that has been subjected to an alloying treatment.
- a hot dip galvanized steel sheet having high strength (tensile strength TS of 590 MPa or more), excellent ductility and hole expansibility, and a high yield ratio can be obtained.
- the present inventor is based on the solid solution strengthening of ferrite by actively utilizing Si as a structural structure mainly composed of ferrite, the second phase is kept low in the martensite fraction, and is mainly composed of carbides such as cementite.
- the possibility of securing ductility by securing the strength and improving the work hardening ability of the ferrite itself.
- the amount of microvoids generated during punching is reduced, and crack propagation during hole expansion is further reduced.
- the component composition is C: 0.04% to 0.13%, Si: 0.9% to 2.3%, and Mn: 0.8% to 2.4% by mass%.
- P 0.1% or less
- S 0.01% or less
- Al 0.01% or more and 0.1% or less
- N 0.008% or less
- the structure is the area ratio
- ferrite is 94% or more
- martensite is 2% or less
- the average crystal grain size of ferrite is 10 ⁇ m or less
- the Vickers hardness of ferrite is 140 or more
- the average grain size of the carbides present in the steel is 0.5 ⁇ m or less
- the aspect ratio of the carbides present on the ferrite grain boundaries is 2.0 or less.
- C 0.04% or more and 0.13% or less
- C is an austenite generating element, which is a main element for improving the strength and ductility by compounding the structure. If the C content is less than 0.04%, it is difficult to ensure the strength. On the other hand, if the amount of C exceeds 0.13% and is added excessively, the amount of carbide that becomes the starting point of stretch flange cracking increases, and the hole expandability decreases. Therefore, C is made 0.04% or more and 0.13% or less. Preferably they are 0.06% or more and 0.11% or less.
- Si 0.9% or more and 2.3% or less
- Si is a ferrite-forming element and is also an element effective for strengthening the solid solution of ferrite.
- addition of 0.9% or more is necessary.
- Si is made 0.9% or more and 2.3% or less. Preferably, it is 1.0% or more and 1.8% or less.
- Mn 0.8% or more and 2.4% or less Mn is an element effective for strengthening steel. Moreover, it is an austenite generating element, and when the amount of Mn is less than 0.8%, it is difficult to ensure strength. On the other hand, when it exceeds 2.4% and it adds excessively, the quantity of the carbide
- P 0.1% or less
- P is an element effective for strengthening steel.
- P is set to 0.1% or less.
- S 0.01% or less S is an inclusion such as MnS, which causes deterioration in impact resistance and cracks along the metal flow of the weld.
- To S is set to 0.01% or less.
- Al 0.01% or more and 0.1% or less
- Al is an element added to deoxidize steel, and is effective for refining the steel structure after hot rolling with AlN and improving the material. It is an element. If the Al content is less than 0.01%, the effect of addition becomes poor, so the lower limit is made 0.01%. However, excessive addition of Al leads to deterioration of surface properties and formability due to an increase in oxide inclusions, and increases the cost, so Al is made 0.1% or less.
- N 0.008% or less
- N is an element that causes the most deterioration of the aging resistance of the steel, and it is preferably as small as possible. If it exceeds 0.008%, the deterioration of the aging resistance becomes significant. Therefore, N is set to 0.008% or less.
- the balance is Fe and inevitable impurities.
- the following alloy elements can be added as necessary.
- Cr 0.05% to 1.0%
- V 0.005% to 0.5%
- Mo 0.005% to 0.5%
- Ni 0.05% to 1.0%
- at least one selected from Cu: 0.05% or more and 1.0% or less Cr, V, Mo, Ni, and Cu are elements effective for strengthening steel and are within the range defined in the present invention. Can be used to strengthen steel. The effect is obtained when Cr is 0.05% or more, V is 0.005% or more, Mo is 0.005% or more, Ni is 0.05% or more, and Cu is 0.05% or more.
- one or more elements selected from the following Ti, Nb and B can be contained.
- Ti 0.01% or more and 0.1% or less
- Nb 0.01% or more and 0.1% or less
- B 0.0003% or more and 0.005% or less
- B is an element effective for strengthening steel, and the effect is obtained at 0.0003% or more.
- B is added in excess of over 0.005%, the fraction of the second phase becomes excessive, and there is a concern that ductility and hole expansibility are lowered due to a significant increase in strength.
- the cost increases. Therefore, when adding B, the quantity shall be 0.0003% or more and 0.005% or less.
- Ca 0.001% or more and 0.005% or less
- REM at least one selected from 0.001% or more and 0.005% or less
- Ca and REM are sulfides that spheroidize the shape of sulfides to expand the hole. It is an effective element to improve the adverse effects of In order to obtain this effect, 0.001% or more is required for each. However, excessive addition causes an increase in inclusions and the like, and causes surface and internal defects. Therefore, when Ca and REM are added, the addition amounts are 0.001% or more and 0.005% or less, respectively.
- Ta 0.001% or more and 0.010% or less
- Sn at least one selected from 0.002% or more and 0.2% or less
- Ta forms alloy carbide or alloy carbonitride like Ti and Nb. Not only contributes to high strength, but also partially dissolves in Nb carbide and Nb carbonitride to form composite precipitates such as (Nb, Ta) (C, N), It is considered that there is an effect of suppressing the coarsening and stabilizing the contribution to the strength by precipitation strengthening. Therefore, when Ta is added, the content is preferably 0.001% or more. However, if added excessively, not only the above-mentioned precipitate stabilization effect is saturated but also the alloy cost increases. Therefore, when Ta is added, its content is preferably 0.010% or less. .
- Sn can be added from the viewpoint of suppressing decarburization in the region of several tens of ⁇ m of the steel sheet surface layer caused by nitriding, oxidation, or oxidation of the steel sheet surface. By suppressing such nitriding and oxidation, the amount of martensite generated on the steel sheet surface is prevented from decreasing, and fatigue characteristics and aging resistance are improved. From the viewpoint of suppressing nitriding and oxidation, when adding Sn, its content is preferably 0.002% or more, and if it exceeds 0.2%, the toughness is reduced, so its content is reduced to 0. .2% or less is desirable.
- Sb 0.002% or more and 0.2% or less Sb can also be added from the viewpoint of suppressing decarburization in the region of several tens of ⁇ m of the steel sheet surface layer caused by nitridation, oxidation, or oxidation of the steel sheet surface, similarly to Sn. By suppressing such nitriding and oxidation, the amount of martensite generated on the steel sheet surface is prevented from decreasing, and fatigue characteristics and aging resistance are improved. From the viewpoint of suppressing nitriding and oxidation, when Sb is added, its content is preferably 0.002% or more, and if it exceeds 0.2%, the toughness is reduced, so the content is reduced to 0. .2% or less is desirable.
- Ferrite area ratio 94% or more In order to ensure good ductility and hole expansibility, ferrite should have an area ratio of 94% or more.
- Martensite area ratio 2% or less In order to ensure a high yield ratio and good hole expansibility, martensite must have an area ratio of 2% or less.
- Average crystal grain size of ferrite 10 ⁇ m or less
- the average crystal grain size of ferrite needs to be 10 ⁇ m or less.
- Vickers hardness of ferrite 140 or more
- the Vickers hardness of ferrite needs to be 140 or more.
- the Vickers hardness of the ferrite is 150 or more.
- Average grain size of carbides present on ferrite grain boundaries 0.5 ⁇ m or less In order to ensure good hole expansibility, the average grain size of carbides present on ferrite grain boundaries is 0. It must be 5 ⁇ m or less.
- Aspect ratio of carbides present on ferrite grain boundaries 2.0 or less In order to ensure good hole expansion, the aspect ratio of carbides present on ferrite grain boundaries is 2.0 or less. There is a need.
- carbides such as ferrite, martensite, and cementite
- bainitic ferrite, pearlite, spheroidized pearlite, retained austenite, etc. may be produced, but the above-mentioned ferrite area ratio, martensite area ratio, etc. If satisfied, the object of the present invention can be achieved.
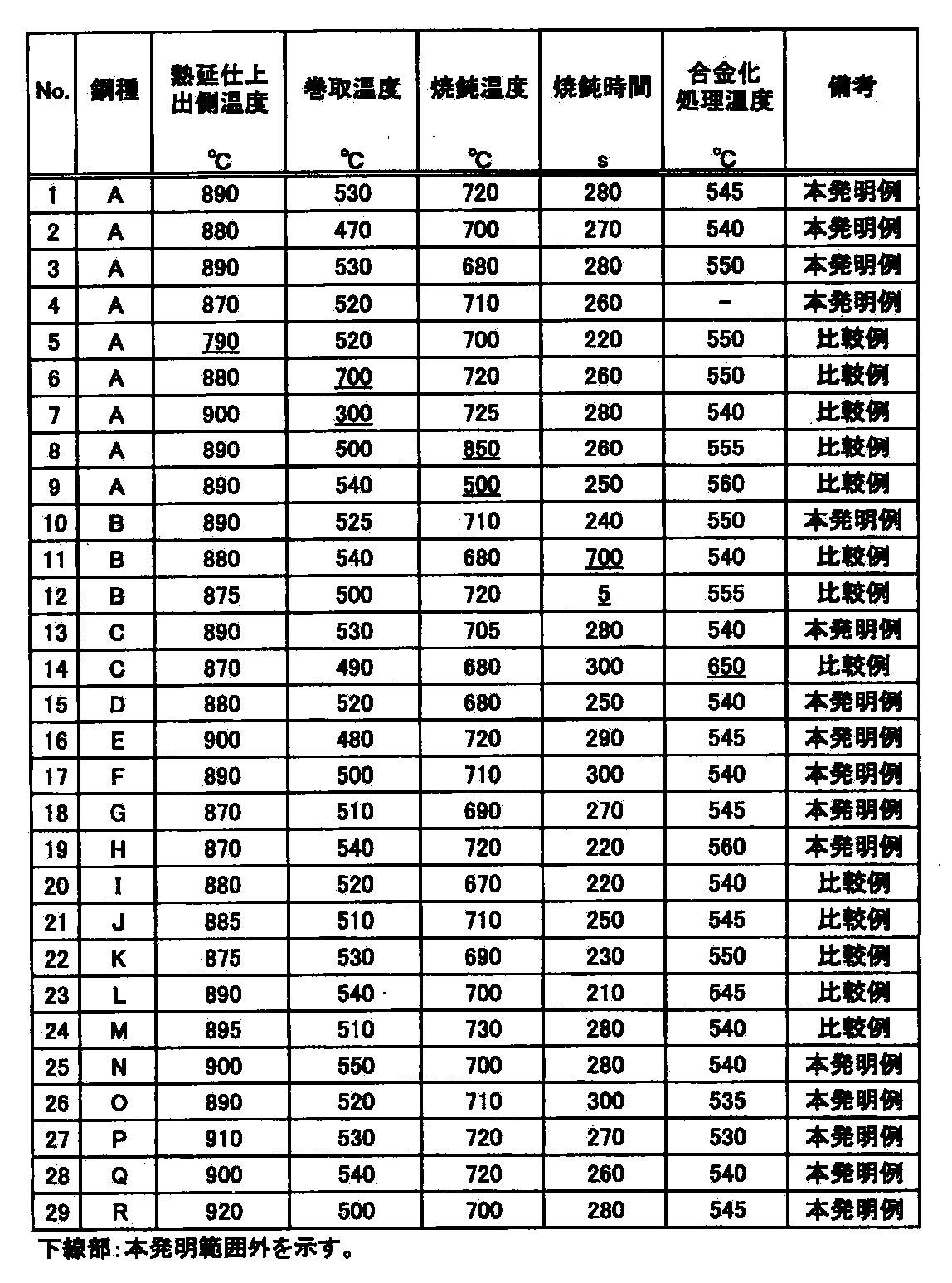
- the high-strength hot-dip galvanized steel sheet according to the present invention is obtained by hot rolling a steel slab having a component composition suitable for the above-mentioned component composition range at a finish side temperature of 850 ° C. or more and winding it at 450 to 600 ° C. Washing and holding for 50 to 550 s in a temperature range of 600 to 750 ° C., annealing, cooling, then hot dip galvanizing, and hot galvanizing as necessary, 470 to 600 ° C. It can be produced by a method of alloying galvanizing in a temperature range.
- the steel having the above composition is melted by a generally known process, and then slabed through a lump or continuous casting, and then hot-rolled into a hot-rolled sheet.
- the heating of the slab is not particularly limited. For example, after heating to 1100 to 1300 ° C, hot rolling is performed at a finishing side temperature of 850 ° C or higher, and winding is performed at 450 to 600 ° C.
- Hot-rolling finish side temperature 850 ° C or higher
- the hot-rolling finish side temperature is less than 850 ° C
- the ferrite has an elongated structure in the rolling direction, and the aspect ratio of carbides such as cementite is increased, and the hole expandability is reduced. To do. Therefore, the hot rolling finish delivery side temperature is set to 850 ° C. or higher.
- Winding temperature 450 ⁇ 600 °C
- the hot-rolled structure is mostly composed of martensite and bainite hard phase, and finally becomes a structure with a lot of tempered martensite and bainite. Decreases.
- the subsequent annealing treatment when the steel structure is observed with a 3000 ⁇ scanning electron microscope, it is possible to secure 0.005 grains / ⁇ m 2 or more of ferrite grains containing 5 or more carbides in the grains. It becomes difficult and a high yield ratio cannot be obtained.
- the coiling temperature exceeds 600 ° C., the crystal grain size of ferrite becomes large, and a desired strength cannot be obtained. Therefore, the winding temperature is set to 450 to 600 ° C.
- the hot-rolled sheet obtained above is pickled by a generally known method, and if necessary, pretreatment such as degreasing is performed, and then the following annealing is performed.
- Annealing Holding for 50 to 550 s in a temperature range of 600 to 750 ° C.
- annealing is performed in a temperature range of 600 to 750 ° C., specifically, in a ferrite single phase region for 50 to 550 s.
- the annealing temperature is less than 600 ° C. or when the holding time (annealing time) is less than 50 s, pearlite generated during hot rolling remains and ductility is lowered.
- the annealing temperature exceeds 750 ° C., annealing in a two-phase region of ferrite and austenite occurs, and most of the second phase is finally transformed into martensite, and a high yield ratio cannot be obtained.
- the annealing time exceeds 550 s, the crystal grains become coarse and it is difficult to ensure a desired strength. Therefore, the annealing is performed under the condition that the temperature is maintained at 600 to 750 ° C. for 50 to 550 s.
- the steel sheet After annealing, it is cooled, the steel sheet is infiltrated into a plating bath at a normal bath temperature, hot dip galvanized, and the amount of adhesion is adjusted by gas wiping or the like.
- alloying treatment temperature When the alloying treatment temperature is higher than 600 ° C., ferrite crystal grains become coarse and it is difficult to secure a desired strength. On the other hand, when the alloying treatment temperature is lower than 470 ° C., alloying does not proceed and an alloyed hot-dip galvanized steel sheet cannot be obtained.
- the steel sheet may be heat-treated in any equipment as long as the heat history condition is satisfied.
- the alloying treatment is performed after the hot dip galvanizing, it is also included in the scope of the present invention to temper the steel plate of the present invention for shape correction after the alloying treatment.
- a part of the hot-dip galvanized steel sheet (plating type: GI in Table 3) not subjected to alloying treatment was obtained.
- a zinc bath containing Al: 0.14% was used, and the bath temperature was 460 ° C.
- the amount of zinc plating was adjusted to 45 g / m 2 per side, and the alloying treatment was adjusted so that the Fe concentration in the film was 9 to 12%.
- the area ratio of ferrite and martensite with respect to the obtained hot dip galvanized steel sheet was corroded with 3% nital after polishing the plate thickness section parallel to the rolling direction of the steel plate, 10 fields of view were observed at a magnification of 2000 using a (scanning electron microscope), the area ratio of each phase was calculated for 10 fields using Image-Pro of Media Cybernetics, and those values were averaged to obtain. .
- the average crystal grain size of ferrite was obtained by calculating the area of each ferrite crystal grain using the above-mentioned Image-Pro, calculating the equivalent circle diameter, and averaging these values.
- the average grain size of the carbides present on the ferrite grain boundaries is determined by observing the carbides present on the 20 ferrite grain boundaries with a TEM (transmission electron microscope) and calculating the area of each carbide. The equivalent circle diameter was calculated and the values were averaged. Furthermore, the aspect ratio of the carbides present on the ferrite grain boundaries is determined by observing the carbides present on the 20 ferrite grain boundaries with a TEM and using the above-mentioned Image-Pro to determine the length of each carbide. The value obtained by dividing the axis by the minor axis was averaged.
- the steel structure was observed at a magnification of 3000 times with a total magnification of 10,000 ⁇ m 2 using SEM, and 5 carbides were observed in the crystal grains.
- the number of ferrite crystal grains contained at least was calculated and converted to the number per 1 ⁇ m 2 .
- the Vickers hardness of ferrite was measured using a Vickers hardness tester with a load of 2 g and a load time of 15 s. The hardness of 10 ferrite particles was measured near the center of the ferrite, and the average value was defined as the Vickers hardness of the ferrite.
- the tensile test is performed in accordance with JIS Z2241, using a JIS No. 5 test piece sampled so that the tensile direction is perpendicular to the rolling direction of the steel sheet.
- YS yield strength
- TS tensile strength
- EL total elongation
- YR yield ratio
- Ductility was evaluated by a value of TS ⁇ EL. In the present invention, the case of YR ⁇ 0.75 and TS ⁇ EL ⁇ 19000 MPa ⁇ % was determined to be good.
- the hole expansibility was measured with respect to the hot dip galvanized steel sheet obtained as described above.
- the hole expandability was performed in accordance with Japan Iron and Steel Federation Standard JFST1001.
- Each steel plate obtained was cut into 100 mm ⁇ 100 mm, punched out a hole with a diameter of 10 mm with a clearance of 12% ⁇ 1%, and then a 60 ° conical shape with a crease holding force of 8 tons using a die with an inner diameter of 75 mm.
- the punch was pushed into the hole, the hole diameter at the crack initiation limit was measured, the critical hole expansion rate ⁇ (%) was obtained from the following formula, and the hole expansion property was evaluated from the value of the critical hole expansion rate.
- Limit hole expansion ratio ⁇ (%) ⁇ (D f ⁇ D 0 ) / D 0 ⁇ ⁇ 100
- D f hole diameter at crack initiation (mm) D 0 is the initial hole diameter (mm).
- ⁇ ⁇ 80 (%) was determined to be good.
- the high-strength hot-dip galvanized steel sheets of the examples of the present invention all have a TS of 590 MPa or more, are excellent in ductility and hole expandability, and have a high yield ratio.
- any one or more of strength, ductility, hole expansibility, and yield ratio is inferior.
- a hot dip galvanized steel sheet having high strength (tensile strength TS of 590 MPa or more), excellent ductility and hole expansibility, and a high yield ratio can be obtained.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Coating With Molten Metal (AREA)
Abstract
Description
Cはオーステナイト生成元素であり、組織を複合化し、強度と延性向上に主要な元素である。C量が0.04%未満では、強度の確保が難しい。一方、C量が0.13%を超えて過剰に添加すると、伸びフランジ割れの起点となる炭化物の量が増加し、穴広げ性が低下する。よって、Cは0.04%以上0.13%以下とする。好ましくは0.06%以上0.11%以下である。
Siはフェライト生成元素であり、フェライトの固溶強化に有効な元素でもある。強度と延性のバランスの向上およびフェライトの硬度確保のためには0.9%以上の添加が必要である。しかしながら、Siの過剰な添加は、赤スケール等の発生により表面性状の劣化や、めっき付着・密着性の劣化を引き起こす。よって、Siは0.9%以上2.3%以下とする。好ましくは、1.0%以上1.8%以下である。
Mnは、鋼の強化に有効な元素である。また、オーステナイト生成元素であり、Mn量は0.8%未満では強度の確保が難しい。一方、2.4%を超えて過剰に添加すると、伸びフランジ割れの起点となる炭化物の量が増加し、穴広げ性が低下する。また近年、Mnの合金コストが高騰しているため、コストアップの要因にもなる。Mnは0.8%以上1.8%以下が好ましく、より好ましくは1.0%以上1.8%以下である。
Pは、鋼の強化に有効な元素であるが、0.1%を超えて過剰に添加すると、粒界偏析により脆化を引き起こし、耐衝撃性を劣化させる。また0.1%を超えると合金化速度を大幅に遅延させる。従って、Pは0.1%以下とする。
Sは、MnSなどの介在物となって、耐衝撃性の劣化や溶接部のメタルフローに沿った割れの原因となるので極力低い方がよいが、製造コストの面からSは0.01%以下とする。
Alは、鋼を脱酸させるために添加される元素であり、AlNによる熱間圧延後の鋼組織を微細化し、材質を改善するために有効な元素である。Al量が0.01%に満たないとその添加効果に乏しくなるため、下限を0.01%とする。しかしながら、Alの過剰な添加は、酸化物系介在物の増加による表面性状や成形性の劣化を招き、コスト高にもなるため、Alは0.1%以下とする。
Nは、鋼の耐時効性を最も大きく劣化させる元素であり、少ないほど好ましく、0.008%を超えると耐時効性の劣化が顕著となる。従って、Nは0.008%以下とする。
Cr、V、Mo、Ni、Cuは鋼の強化に有効な元素であり、本発明で規定した範囲内であれば鋼の強化に使用して差し支えない。その効果は、Crは0.05%以上、Vは0.005%以上、Moは0.005%以上、Niは0.05%以上、Cuは0.05%以上で得られる。しかしながら、Crは1.0%、Vは0.5%、Moは0.5%、Niは1.0%、Cuは1.0%を超えて過剰に添加すると、第二相の分率が過大となり著しい強度上昇による延性および穴広げ性の低下の懸念が生じる。また、コストアップの要因にもなる。したがって、これらの元素を添加する場合には、その量をそれぞれCrは0.05%以上1.0%以下、Vは0.005%以上0.5%以下、Moは0.005%以上0.5%以下、Niは0.05%以上1.0%以下、Cuは0.05%以上1.0%以下とする。
Ti、Nbは鋼の析出強化に有効な元素である。その効果は、Tiは0.01%以上、Nbは0.01%以上で得られる。しかしながら、Tiは0.1%、Nbは0.1%を超えて過剰に添加すると、第二相の分率が過大となり著しい強度上昇による延性および穴広げ性の低下の懸念が生じる。また、コストアップの要因にもなる。従って、Ti、Nbを添加する場合には、その添加量をTiは0.01%以上0.1%以下、Nbは0.01%以上0.1%以下とする。
CaおよびREMは、硫化物の形状を球状化し穴拡げ性への硫化物の悪影響を改善するために有効な元素である。この効果を得るためには、それぞれ0.001%以上必要である。しかしながら、過剰な添加は、介在物等の増加を引き起こし表面および内部欠陥などを引き起こす。したがって、Ca、REMを添加する場合は、その添加量はそれぞれ0.001%以上0.005%以下とする。
Taは、TiやNbと同様、合金炭化物や合金炭窒化物を形成して高強度化に寄与するのみならず、Nb炭化物やNb炭窒化物に一部固溶し、(Nb,Ta)(C,N)のような複合析出物を形成することで、析出物の粗大化を著しく抑制して、析出強化による強度への寄与を安定化させる効果があると考えられる。そのため、Taを添加する場合は、その含有量を0.001%以上とすることが望ましい。しかし、過剰に添加した場合、上記の析出物安定化効果が飽和するのみならず、合金コストが上昇するため、Taを添加する場合は、その含有量を0.010%以下とすることが望ましい。
SbもSnと同様に鋼板表面の窒化、酸化、あるいは酸化により生じる鋼板表層の数10μm領域の脱炭を抑制する観点から添加することができる。このような窒化や酸化を抑制することで鋼板表面においてマルテンサイトの生成量が減少するのを防止し、疲労特性や耐時効性を改善させる。窒化や酸化を抑制する観点から、Sbを添加する場合は、その含有量は0.002%以上とすることが望ましく、0.2%を超えると靭性の低下を招くため、その含有量を0.2%以下とすることが望ましい。
良好な延性と穴広げ性を確保するためには、フェライトは面積率で94%以上必要である。
高い降伏比と良好な穴広げ性を確保するためには、マルテンサイトは面積率で2%以下にする必要がある。
所望の強度を確保するためには、フェライトの平均結晶粒径が10μm以下である必要がある。
所望の強度と良好な穴広げ性を確保するためには、フェライトのビッカース硬度が140以上である必要がある。好ましくは、フェライトのビッカース硬度が150以上である。
良好な穴広げ性を確保するためには、フェライトの結晶粒界上に存在する炭化物の平均結晶粒径が0.5μm以下である必要がある。
良好な穴広げ性を確保するためには、フェライトの結晶粒界上に存在する炭化物のアスペクト比が2.0以下である必要がある。
より高い降伏比を確保するためには、鋼組織を3000倍の走査型電子顕微鏡で観察した際に、結晶粒内に炭化物を5個以上含むフェライトの結晶粒が0.005個/μm2以上存在することが好ましい。3000倍の倍率で観察するのは、この倍率が降伏比を高める作用のある炭化物の観察と個数算出に適した倍率であるためである。
熱延仕上出側温度が850℃未満の場合、フェライトが圧延方向に伸長した組織となるとともにセメンタイト等の炭化物のアスペクト比が大きくなり、穴広げ性が低下する。そのため、熱延仕上出側温度を850℃以上とする。
巻取温度が450℃未満の場合、熱延組織において、マルテンサイトやベイナイトの硬質相が大半を占め、最終的に焼戻しマルテンサイトおよびベイナイトが多い組織となり、著しい強度上昇によって、延性および穴広げ性が低下する。さらに、その後の焼鈍処理後、3000倍の走査型電子顕微鏡で鋼組織を観察した際、結晶粒内に炭化物を5個以上含むフェライトの結晶粒を0.005個/μm2以上確保することが困難となり、高い降伏比が得られない。また、巻取温度が600℃を超えた場合、フェライトの結晶粒径が大きくなり、所望の強度が得られない。そのため、巻取温度は450~600℃とする。
本発明では、600~750℃の温度域にて、具体的には、フェライト単相域で、50~550s間保持して焼鈍する。焼鈍温度が600℃未満の場合や、保持時間(焼鈍時間)が50s未満の場合は、熱延時に生成されたパーライトが残存し、延性が低下する。一方、焼鈍温度が750℃を超えると、フェライトとオーステナイトの二相域での焼鈍となり、最終的に第二相の殆どがマルテンサイトに変態し、高降伏比が得られない。また、保持時間(焼鈍時間)が550sを超えると、結晶粒が粗大化し、所望の強度の確保が困難となる。そのため、焼鈍は600~750℃の温度域で50~550s保持する条件とする。

ただし、Dfは亀裂発生時の穴径(mm)、D0は初期穴径(mm)である。なお、本発明では、λ≧80(%)の場合を良好と判定した。

Claims (9)
- 成分組成は、質量%でC:0.04%以上0.13%以下、Si:0.9%以上2.3%以下、Mn:0.8%以上2.4%以下、P:0.1%以下、S:0.01%以下、Al:0.01%以上0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、フェライトが94%以上、マルテンサイトが2%以下であり、フェライトの平均結晶粒径が10μm以下、フェライトのビッカース硬度が140以上、かつ、フェライトの結晶粒界上に存在する炭化物の平均結晶粒径が0.5μm以下、フェライトの結晶粒界上に存在する炭化物のアスペクト比が2.0以下であることを特徴とする延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、鋼組織を3000倍の走査型電子顕微鏡で観察した際に、結晶粒内に炭化物を5個以上含むフェライトの結晶粒が0.005個/μm2以上存在することを特徴とする請求項1に記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、成分組成として、質量%で、Cr:0.05%以上1.0%以下、V:0.005%以上0.5%以下、Mo:0.005%以上0.5%以下、Ni:0.05%以上1.0%以下、Cu:0.05%以上1.0%以下から選ばれる少なくとも1種の元素を含有することを特徴とする請求項1または2に記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、成分組成として、質量%で、Ti:0.01%以上0.1%以下、Nb:0.01%以上0.1%以下、B:0.0003%以上0.005%以下から選ばれる少なくとも1種の元素を含有することを特徴とする請求項1~3のいずれかに記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、成分組成として、質量%で、Ca:0.001%以上0.005%以下、REM:0.001%以上0.005%以下から選ばれる少なくとも1種の元素を含有することを特徴とする請求項1~4のいずれかに記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、成分組成として、質量%で、Ta:0.001%以上0.010%以下、Sn:0.002%以上0.2%以下から選ばれる少なくとも1種の元素を含有することを特徴とする請求項1~5のいずれかに記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- さらに、成分組成として、質量%で、Sb:0.002%以上0.2%以下を含有することを特徴とする請求項1~6のいずれかに記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
- 請求項1、3~7のいずれかに記載の成分組成を有する鋼スラブを仕上出側温度850℃以上で熱間圧延し、450~600℃で巻き取った後、酸洗し、600~750℃の温度域で50~550s保持して焼鈍した後、冷却し、次いで、溶融亜鉛めっきを施すことを特徴とする延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板の製造方法。
- 溶融亜鉛めっきを施した後、470~600℃の温度域で亜鉛めっきの合金化処理を施すことを特徴とする請求項8に記載の延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180034603.8A CN103003460B (zh) | 2010-07-15 | 2011-07-12 | 延展性和扩孔性优良的高屈服比高强度热镀锌钢板及其制造方法 |
| US13/809,953 US9765413B2 (en) | 2010-07-15 | 2011-07-12 | High-strength galvanized steel sheet with high yield ratio having excellent ductility and stretch flange formability and method for manufacturing the same |
| EP11806927.7A EP2594656B1 (en) | 2010-07-15 | 2011-07-12 | High-strength galvanized steel sheet with high yield ratio having excellent ductility and stretch flange formability and method for manufacturing the same. |
| KR1020137002766A KR101485271B1 (ko) | 2010-07-15 | 2011-07-12 | 연성과 구멍 확장성이 우수한 고항복비 고강도 용융 아연 도금 강판 및 그 제조 방법 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010160401 | 2010-07-15 | ||
| JP2010-160401 | 2010-07-15 | ||
| JP2011-144093 | 2011-06-29 | ||
| JP2011144093A JP5765092B2 (ja) | 2010-07-15 | 2011-06-29 | 延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012008597A1 true WO2012008597A1 (ja) | 2012-01-19 |
Family
ID=45469590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/066290 Ceased WO2012008597A1 (ja) | 2010-07-15 | 2011-07-12 | 延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9765413B2 (ja) |
| EP (1) | EP2594656B1 (ja) |
| JP (1) | JP5765092B2 (ja) |
| KR (1) | KR101485271B1 (ja) |
| CN (1) | CN103003460B (ja) |
| TW (1) | TWI425100B (ja) |
| WO (1) | WO2012008597A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104066864A (zh) * | 2012-01-23 | 2014-09-24 | 杰富意钢铁株式会社 | 合金化热镀锌钢板 |
| WO2024203544A1 (ja) * | 2023-03-28 | 2024-10-03 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5578288B2 (ja) | 2012-01-31 | 2014-08-27 | Jfeスチール株式会社 | 発電機リム用熱延鋼板およびその製造方法 |
| TWI507539B (zh) * | 2012-12-10 | 2015-11-11 | Nippon Steel & Sumitomo Metal Corp | 熱軋鋼板及其製造方法 |
| PL2933346T3 (pl) | 2012-12-11 | 2019-02-28 | Nippon Steel & Sumitomo Metal Corp | Blacha stalowa cienka walcowana na gorąco i sposób jej wytwarzania |
| JP5610003B2 (ja) | 2013-01-31 | 2014-10-22 | Jfeスチール株式会社 | バーリング加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5637225B2 (ja) | 2013-01-31 | 2014-12-10 | Jfeスチール株式会社 | バーリング加工性に優れた高強度熱延鋼板およびその製造方法 |
| EP3262205A1 (en) * | 2015-02-25 | 2018-01-03 | ArcelorMittal | Post annealed high tensile strength coated steel sheet having improved yield strength and hole expansion |
| EP3266897B1 (en) | 2015-03-06 | 2019-11-13 | JFE Steel Corporation | High strength steel sheet and manufacturing method therefor |
| KR101989371B1 (ko) | 2015-03-25 | 2019-06-14 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| MX2017015085A (es) | 2015-05-26 | 2018-05-07 | Nippon Steel & Sumitomo Metal Corp | Lamina de acero y metodo de fabricacion de la misma. |
| US10526678B2 (en) | 2015-07-06 | 2020-01-07 | Jfe Steel Corporation | High-strength thin steel sheet and method for manufacturing the same |
| WO2017018659A1 (ko) * | 2015-07-24 | 2017-02-02 | 주식회사 포스코 | 내시효성 및 소부경화성이 우수한 용융아연도금강판, 합금화 용융아연도금강판 및 그 제조방법 |
| KR101795918B1 (ko) | 2015-07-24 | 2017-11-10 | 주식회사 포스코 | 내시효성 및 소부경화성이 우수한 용융아연도금강판, 합금화 용융아연도금강판 및 그 제조방법 |
| WO2017029814A1 (ja) * | 2015-08-19 | 2017-02-23 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP6179584B2 (ja) | 2015-12-22 | 2017-08-16 | Jfeスチール株式会社 | 曲げ性に優れた高強度鋼板およびその製造方法 |
| KR101746995B1 (ko) | 2015-12-24 | 2017-06-28 | 주식회사 포스코 | 가공성이 우수한 열연도금강판 및 그 제조방법 |
| KR101786318B1 (ko) * | 2016-03-28 | 2017-10-18 | 주식회사 포스코 | 항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 |
| EP3460088B1 (en) | 2016-08-08 | 2021-12-08 | Nippon Steel Corporation | Steel sheet |
| BR112019008329A2 (pt) * | 2017-08-31 | 2019-07-16 | Nippon Steel Corporation | chapa de aço para carburação, e método de fabricação da chapa de aço para carburação |
| CN111886354B (zh) | 2018-03-30 | 2021-10-08 | 日本制铁株式会社 | 具有优异的延性和扩孔性的高强度钢板 |
| WO2020136988A1 (ja) | 2018-12-26 | 2020-07-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP6760525B1 (ja) * | 2018-12-26 | 2020-09-23 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| CN112522596B (zh) * | 2019-09-19 | 2022-10-21 | 宝山钢铁股份有限公司 | 一种基于废钢的高强高扩孔钢及其生产方法 |
| EP3925771A1 (en) * | 2020-06-16 | 2021-12-22 | SSAB Technology AB | High strength steel product and method of manufacturing the same |
| CN114790532B (zh) * | 2022-06-22 | 2022-09-02 | 江苏省沙钢钢铁研究院有限公司 | 一种合金耐蚀钢筋及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001335892A (ja) | 2000-05-25 | 2001-12-04 | Nippon Steel Corp | 成形性に優れた高強度熱延鋼板及び高強度溶融亜鉛めっき鋼板並びに高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2002161317A (ja) * | 2000-11-20 | 2002-06-04 | Nisshin Steel Co Ltd | 伸びフランジ成形性に優れた高強度溶融亜鉛めっき鋼板の製造方法 |
| JP2007321180A (ja) * | 2006-05-30 | 2007-12-13 | Toyo Kohan Co Ltd | 光学ピックアップ部品のカバー材用表面処理鋼板、その製造方法およびその製造方法により製造された光学ピックアップ部品のカバー材 |
| JP2008274416A (ja) | 2007-03-30 | 2008-11-13 | Nippon Steel Corp | 疲労特性と伸びフランジ性に優れた熱延鋼板およびその製造方法 |
| JP2008291314A (ja) | 2007-05-24 | 2008-12-04 | Sumitomo Metal Ind Ltd | 高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2009102714A (ja) * | 2007-10-25 | 2009-05-14 | Jfe Steel Corp | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2255768T3 (es) * | 1999-02-22 | 2006-07-01 | Nippon Steel Corporation | Lamina de acero galvanizado de alta resistencia, con excelente adherencia de un baño metalico y conformabilidad bajo presion y lamina de acero galvanizado aleado de alta resistencia y metodo para su produccion. |
| JP3624772B2 (ja) | 2000-01-06 | 2005-03-02 | Jfeスチール株式会社 | 延性に優れる低降伏比高張力溶融亜鉛めっき鋼板およびその製造方法 |
| TW520398B (en) * | 2000-11-28 | 2003-02-11 | Kawasaki Steel Co | Composite structure type high tensile strength steel plate, plated plate of composite structure type high tensile strength steel and method for their production |
| CA2387322C (en) * | 2001-06-06 | 2008-09-30 | Kawasaki Steel Corporation | High-ductility steel sheet excellent in press formability and strain age hardenability, and method for manufacturing the same |
| JP4681290B2 (ja) | 2004-12-03 | 2011-05-11 | 本田技研工業株式会社 | 高強度鋼板及びその製造方法 |
| JP5223366B2 (ja) * | 2007-02-08 | 2013-06-26 | Jfeスチール株式会社 | 成形性および溶接性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5223360B2 (ja) * | 2007-03-22 | 2013-06-26 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5194811B2 (ja) * | 2007-03-30 | 2013-05-08 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板 |
| JP5256690B2 (ja) * | 2007-10-25 | 2013-08-07 | Jfeスチール株式会社 | 加工性および耐衝撃特性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| EP3696292B1 (en) * | 2007-10-25 | 2024-03-13 | JFE Steel Corporation | A high tensile strength galvanized steel sheet with excellent formability and anti-crush properties and method of manufacturing the same |
| US8128762B2 (en) | 2008-08-12 | 2012-03-06 | Kobe Steel, Ltd. | High-strength steel sheet superior in formability |
| CN101760694B (zh) * | 2009-12-17 | 2011-06-22 | 河北钢铁股份有限公司 | 一种热基高强度镀锌板及生产方法 |
-
2011
- 2011-06-29 JP JP2011144093A patent/JP5765092B2/ja not_active Expired - Fee Related
- 2011-07-12 WO PCT/JP2011/066290 patent/WO2012008597A1/ja not_active Ceased
- 2011-07-12 US US13/809,953 patent/US9765413B2/en active Active
- 2011-07-12 KR KR1020137002766A patent/KR101485271B1/ko not_active Expired - Fee Related
- 2011-07-12 CN CN201180034603.8A patent/CN103003460B/zh not_active Expired - Fee Related
- 2011-07-12 EP EP11806927.7A patent/EP2594656B1/en not_active Not-in-force
- 2011-07-13 TW TW100124781A patent/TWI425100B/zh not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001335892A (ja) | 2000-05-25 | 2001-12-04 | Nippon Steel Corp | 成形性に優れた高強度熱延鋼板及び高強度溶融亜鉛めっき鋼板並びに高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2002161317A (ja) * | 2000-11-20 | 2002-06-04 | Nisshin Steel Co Ltd | 伸びフランジ成形性に優れた高強度溶融亜鉛めっき鋼板の製造方法 |
| JP2007321180A (ja) * | 2006-05-30 | 2007-12-13 | Toyo Kohan Co Ltd | 光学ピックアップ部品のカバー材用表面処理鋼板、その製造方法およびその製造方法により製造された光学ピックアップ部品のカバー材 |
| JP2008274416A (ja) | 2007-03-30 | 2008-11-13 | Nippon Steel Corp | 疲労特性と伸びフランジ性に優れた熱延鋼板およびその製造方法 |
| JP2008291314A (ja) | 2007-05-24 | 2008-12-04 | Sumitomo Metal Ind Ltd | 高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2009102714A (ja) * | 2007-10-25 | 2009-05-14 | Jfe Steel Corp | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2594656A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104066864A (zh) * | 2012-01-23 | 2014-09-24 | 杰富意钢铁株式会社 | 合金化热镀锌钢板 |
| CN104066864B (zh) * | 2012-01-23 | 2016-08-24 | 杰富意钢铁株式会社 | 合金化热镀锌钢板 |
| WO2024203544A1 (ja) * | 2023-03-28 | 2024-10-03 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103003460A (zh) | 2013-03-27 |
| JP2012036497A (ja) | 2012-02-23 |
| EP2594656B1 (en) | 2018-11-07 |
| JP5765092B2 (ja) | 2015-08-19 |
| KR101485271B1 (ko) | 2015-01-21 |
| CN103003460B (zh) | 2015-08-19 |
| EP2594656A4 (en) | 2017-08-23 |
| EP2594656A1 (en) | 2013-05-22 |
| US9765413B2 (en) | 2017-09-19 |
| KR20130025961A (ko) | 2013-03-12 |
| TWI425100B (zh) | 2014-02-01 |
| US20130266821A1 (en) | 2013-10-10 |
| TW201213561A (en) | 2012-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5765092B2 (ja) | 延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| CN109642288B (zh) | 高强度钢板及其制造方法 | |
| JP5786316B2 (ja) | 加工性および耐衝撃特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4998756B2 (ja) | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| KR101615463B1 (ko) | 용융 아연 도금 강판 및 그 제조 방법 | |
| KR101218530B1 (ko) | 가공성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| KR101485236B1 (ko) | 가공성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| JP5365673B2 (ja) | 材質均一性に優れた熱延鋼板およびその製造方法 | |
| JP5397437B2 (ja) | 加工性と材質安定性に優れた冷延鋼板用熱延鋼板、溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法 | |
| JP5786318B2 (ja) | 疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5924332B2 (ja) | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4883216B2 (ja) | 加工性とスポット溶接性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| TW201323625A (zh) | 加工性優異之高強度鋼板及其製造方法 | |
| TWI433961B (zh) | 材質安定性和加工性優異之高強度熔融鍍鋅鋼板及其製造方法 | |
| JP2013237877A (ja) | 高降伏比型高強度鋼板、高降伏比型高強度冷延鋼板、高降伏比型高強度亜鉛めっき鋼板、高降伏比型高強度溶融亜鉛めっき鋼板、高降伏比型高強度合金化溶融亜鉛めっき鋼板、高降伏比型高強度冷延鋼板の製造方法、高降伏比型高強度溶融亜鉛めっき鋼板の製造方法、および高降伏比型高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2016188395A (ja) | 溶接性と加工性に優れた高強度冷延鋼板とその製造方法 | |
| JP5591443B2 (ja) | 成形性に優れた高強度溶融亜鉛めっき鋼板 | |
| WO2016147550A1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| WO2013069210A1 (ja) | 高張力熱延めっき鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11806927 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137002766 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011806927 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13809953 Country of ref document: US |