WO2012036312A1 - 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 - Google Patents
耐疲労特性に優れた高強度熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2012036312A1 WO2012036312A1 PCT/JP2011/071764 JP2011071764W WO2012036312A1 WO 2012036312 A1 WO2012036312 A1 WO 2012036312A1 JP 2011071764 W JP2011071764 W JP 2011071764W WO 2012036312 A1 WO2012036312 A1 WO 2012036312A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- rolled steel
- temperature
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a high-strength hot-rolled steel sheet suitable as a material for automobile undercarriage parts, structural parts, frameworks, truck frames, and the like, and more particularly to improvement of fatigue resistance.
- “high strength” refers to the case where the tensile strength TS is 780 MPa or more.
- Patent Document 1 includes, in mass%, C: 0.01 to 0.10%, Si: 2.0% or less, and Mn: 0.5 to 2.5%. Furthermore, V: 0.01 to 0.30%, Nb: 0.01 to 0.30%, Ti: 0.01 to 0.30%, Mo: 0.01 to 0.30%, Zr: 0.
- the composition containing one or more of 01 to 0.30%, W: 0.01 to 0.30% in total of 0.5 or less, and the average particle size of precipitates with a bainite fraction of 80% or more F is greater than the value obtained by the specific formula of the average atomic weight ratio of the elements constituting the precipitate, and the ratio r / f of the average particle size r to the precipitate fraction f satisfies 12000 or less.
- a high-strength hot-rolled steel sheet excellent in stretch flangeability is described.
- the structure is mainly composed of bainite, and bainite is strengthened by precipitation with carbides such as Nb, V, Ti, etc., thereby improving the strength, enhancing stretch flangeability, and further increasing the precipitate size. It is said that high fatigue strength can be secured by appropriately coarsening.
- Patent Document 2 includes mass%, C: 0.05 to 0.15%, Si: 1.50% or less, Mn: 0.5 to 2.5%, P: 0.035% or less, Further, Al: 0.020 to 0.15%, Ti: 0.05 to 0.2%, 60 to 95% by volume of bainite, and further solid solution strengthened or precipitation strengthened ferrite or ferrite and martensite
- a high-strength hot-rolled steel sheet having a structure including it and excellent in hole expansion workability with a fracture surface transition temperature of 0 ° C. or lower is described.
- the technique described in Patent Document 2 after winding on a coil and cooling at a cooling rate of 50 ° C./h or more to 300 ° C. or less, diffusion of P to the grain boundary can be prevented, and the fracture surface transition temperature Is 0 ° C. or lower, and the toughness is improved and the hole expandability is improved.
- the weight percentage is C: 0.18% or less, Si: 0.5 to 2.5%, Mn: 0.5 to 2.5%, P: 0.05% or less, S: 0.02% or less, Al: 0.01 to 0.1%, Ti: 0.02 to 0.5%, Nb: 0.02 to 1.0%, one or two In which C, Ti, and Nb satisfy a specific relationship, and are composed of ferrite and martensite in which Ti and Nb carbides are precipitated, or ferrite, martensite and residual austenite in which Ti and Nb carbides are precipitated
- a low yield ratio high strength hot-rolled steel sheet having the following is described:
- a high-density movable dislocation network is formed around the second phase and has a low yield ratio. Further, the presence of the second phase prevents the propagation of fatigue cracks, thereby preventing fatigue resistance. It is said that the characteristics will be improved.
- JP 2009-84737 A Japanese Patent No. 3889766 Japanese Patent No. 3219820
- the fatigue phenomenon of a thin steel sheet has a surface layer of up to several hundred ⁇ m. Since the state greatly affects the occurrence of fatigue cracks, the technique of Patent Document 1 has a problem that the fatigue characteristics of the thin steel sheet including the surface layer are not sufficiently evaluated.
- Patent Document 2 it is said that hole enlargement workability is improved by preventing grain boundary segregation of P, but Patent Document 2 does not mention improvement of fatigue resistance, Therefore, it cannot be said that prevention of segregation of P to grain boundaries immediately contributes to improvement of fatigue resistance.
- Patent Document 3 it is considered that the fatigue strength is improved by precipitation strengthening the ferrite phase and reducing the strength difference from the martensite phase.
- the present invention is desirable because the plastic deformability and deformation behavior are different between the ferrite phase and the martensite phase, and the heterogeneous interface between the ferrite phase and the martensite phase tends to be the starting point of fatigue cracks. Fatigue resistance is not satisfied.
- An object of the present invention is to provide a high-strength hot-rolled steel sheet excellent in fatigue resistance and a method for producing the same, which advantageously solves the above-described problems of the prior art.
- excellent in fatigue resistance means, for example, a smooth test piece with a black skin that has not been subjected to scale removal of the surface layer, and has a stress ratio of 0.05 with a stress amplitude of ⁇ A tensile type axial tensile fatigue test is conducted, and the fatigue strength at 2 million cycles is 580 MPa or more.
- the fatigue strength if the strength of a steel material (material) increases, the fatigue strength also increases. However, it has been found that in fatigue in a thin steel plate, the fatigue strength may decrease even if the base metal strength of the steel plate is increased. Therefore, the present inventors diligently studied various factors affecting the fatigue resistance characteristics of thin steel sheets. As a result, the fatigue phenomenon in thin steel sheets is that fatigue cracks occur in the surface layer of the steel sheet, the crack grows, propagates, and eventually breaks. It came to mind that the fatigue resistance was greatly affected.
- the surface crack region from the surface to the thickness direction of 500 ⁇ m, in particular, from the surface to the thickness direction has been found that fatigue cracks are greatly affected by the surface roughness of the steel sheet and the microstructure of the steel sheet surface layer.
- the microstructure of the fine bainite phase 50% or more, by utilizing the hot-scaling descaling and reducing the unevenness of the steel sheet surface as much as possible, the resistance to the occurrence of fatigue cracks, It was found that the fatigue crack initiation characteristics were improved and the fatigue crack propagation characteristics were also improved.
- the inventors of the present invention have made the structure of the central portion of the steel sheet thickness a structure in which the fine bainite phase is 90% or more in area ratio, thereby maintaining fatigue strength cracks while maintaining a desired high strength. It was found that the propagation characteristics can also be improved.
- the present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
- the cooling is started immediately, and the first stage cooling stop temperature is set to 550 to 6 as the first stage cooling. 10 ° C., the process of cooling from the finish rolling finish temperature to the cooling stop temperature of the first stage cooling at an average cooling rate of 25 ° C./s or more, and then the second stage cooling as the first stage cooling.
- the cooling from the cooling stop temperature to the coiling temperature is cooled at an average cooling rate of 100 ° C./s or more, and two-stage cooling is performed, and the coiling temperature is 350 to 550 ° C.
- the said steel raw material is further mass%, Cr: 0.01-0.2%, Mo: 0.005-0.2%, Cu: 0.005
- a method for producing a high-strength hot-rolled steel sheet comprising one or more selected from 0.2 to 0.2% and Ni: 0.005 to 0.2%.
- the steel material in addition to the composition, further includes, in mass%, Ca: 0.0005 to 0.03%, REM: 0.0005 to 0.03. %, 1 type or 2 types selected from among them.
- a high-strength hot-rolled steel sheet having a tensile strength TS of 780 MPa or more and excellent fatigue resistance can be easily and inexpensively produced, and the industrially remarkable effect is achieved.
- C 0.05 to 0.15%
- C is an element that increases the strength of the steel sheet mainly through transformation strengthening and contributes to refinement of the bainite phase.
- the content of 0.05% or more is required.
- the content exceeding 0.15% reduces weldability. Therefore, C is limited to a range of 0.05 to 0.15%.
- Si 0.2-1.2%
- Si is an element that increases the strength of the steel sheet by solid solution strengthening and contributes to the improvement of the ductility of the steel sheet.
- the content of 0.2% or more is required.
- the content exceeding 1.2% reduces the surface property of the steel sheet and frequently uses descaling during hot rolling. Even so, it becomes difficult to suppress unevenness on the surface of the steel sheet.
- Si was limited to the range of 0.2 to 1.2%.
- the content is preferably 0.2 to 0.8%.
- Mn 1.0 to 2.0%
- Mn is an element that increases the strength of the steel sheet through solid solution strengthening and transformation strengthening. In order to exhibit such an effect, the content of 1.0% or more is required. On the other hand, if the content exceeds 2.0%, the center segregation becomes remarkable and various characteristics are remarkably deteriorated. For this reason, Mn was limited to the range of 1.0 to 2.0%. Note that the content is preferably 1.2 to 1.9%.
- P 0.03% or less
- P is an element that has the effect of increasing the strength of a steel sheet by solid solution, but it is easy to form an internal oxide layer on the steel sheet surface layer during hot-rolled steel sheet production, and fatigue cracks are generated and propagated. It is desirable to reduce as much as possible, but it is acceptable up to 0.03%. For this reason, P was limited to 0.03% or less. In addition, Preferably it is 0.02% or less.
- S 0.0030% or less Since S forms sulfides and lowers the ductility and workability of the steel sheet, it is desirable to reduce it as much as possible, but 0.0030% is acceptable. For this reason, S was limited to 0.0030% or less. In addition, Preferably it is 0.0020% or less, More preferably, it is 0.0010% or less.
- Al 0.005 to 0.10%
- Al is an element that acts as a deoxidizer, and in order to exhibit such an effect, the content of 0.005% or more is required.
- the content exceeds 0.10%, the oxide is remarkably increased, and the fatigue characteristics and various characteristics of the steel sheet are deteriorated.
- Al was limited to the range of 0.005 to 0.10%.
- the content is 0.015 to 0.06%.
- N 0.006% or less N combines with a nitride-forming element, precipitates as a nitride, and contributes to refinement of crystal grains.
- N content increases, coarse nitrides are formed, which causes a decrease in workability. For this reason, it is desirable to reduce N as much as possible, but it is acceptable up to 0.006%. For this reason, N was limited to 0.006% or less.
- Ti 0.03-0.13%, Nb: 0.02-0.10%, V: 0.02-0.15%
- Ti, Nb, V are All of them are elements that play a major role in the formation of bainite phase by forming carbonitrides and contributing to increase in strength through grain refinement and precipitation strengthening, as well as improving hardenability.
- the content exceeds Ti: 0.13%, Nb: 0.10%, V: 0.15%, deformation resistance increases, the rolling load of hot rolling increases, and the load on the rolling mill increases.
- Ti 0.03-0.13%
- Nb 0.02-0.10%
- V 0.02-0.15%
- Ti is 0.05 to 0.12%
- Nb is 0.02 to 0.07%
- V is 0.02 to 0.10%.
- the above-mentioned components are basic components.
- Cr 0.01 to 0.2%
- Mo 0.005 to 0.2%
- Cu 0.0.
- REM One or two selected from 0.0005 to 0.03% can be contained.
- Cr 0.01 to 0.2%, Mo: 0.005 to 0.2%, Cu: 0.005 to 0.2%, Ni: 0.005 to 0.2%
- Species or two or more types Cr, Mo, Cu, and Ni are all elements that have an effect of improving hardenability, particularly lowering the bainite transformation temperature and contributing to refinement of the bainite phase. It can select and can contain 1 type (s) or 2 or more types. In order to express such effects, it is necessary to contain Cr: 0.01% or more, Mo: 0.005% or more, Cu: 0.005% or more, Ni: 0.005% or more, respectively. . On the other hand, the content exceeding Cr: 0.2% reduces the corrosion resistance.
- B 0.0002 to 0.003% B segregates at the grain boundaries and has the effect of increasing the grain boundary strength. Such an effect is manifested when the content is 0.0002% or more. However, if the content exceeds 0.003%, there is a concern of causing cracks in the weld. For this reason, when contained, B is preferably limited to a range of 0.0002 to 0.003%. More preferably, the content is 0.0002 to 0.0015%.
- Ca 0.0005 to 0.03% and REM: 0.0005 to 0.03%. Both Ca and REM effectively act to control the form of sulfide. It is an element and can be selected and contained as necessary. Such effects are manifested when Ca: 0.0005% or more and REM: 0.0005% or more, respectively, but Ca: 0.03% or REM: 0.03% or more may be contained. , The effect is saturated and an effect commensurate with the content cannot be expected. For this reason, when it contains, it is preferable to limit to the range of Ca: 0.0005-0.03% and REM: 0.0005-0.03%, respectively. More preferably, Ca: 0.0005 to 0.005%, REM: 0.0005 to 0.005%. The balance other than the above components is Fe and inevitable impurities.
- the surface layer portion has a structure having a fine bainite phase having an area ratio of 50% or more, and the plate thickness central portion has a structure having a bainite phase having an area ratio of 90% or more.
- the structure of the surface layer portion is a fine structure having an area ratio of 50% or more and a bainite phase having an average particle diameter of 5 ⁇ m or less as a main phase.
- the “surface layer portion” refers to a region from the surface to 500 ⁇ m in the plate thickness direction.
- the surface layer portion is defined as a region from the surface to the thickness direction of 500 ⁇ m.
- a fine bainite phase with an average particle diameter of 5 ⁇ m or less as the main phase in the surface layer structure, it is possible to suppress the occurrence of fatigue cracks while ensuring the desired high strength, and the fatigue resistance characteristics are improved.
- the area ratio of the bainite phase in the surface layer portion is less than 50% or the average particle size of the bainite phase exceeds 5 ⁇ m, the ability to suppress the occurrence of fatigue cracks is significantly reduced.
- it is 4 micrometers or less.
- the term “bainite” used herein refers to bainite and bainitic ferrite other than polygonal ferrite, pearlite, martensite, carbide and the like.
- the surface layer portion is the second phase except for “bainite” which is the main phase described above.
- the second phase include martensite, pearlite, and residual ⁇ .
- the area ratio of the second phase is preferably 20% or less.
- the structure in the central part of the plate thickness is a main phase having a fine bainite phase with an area ratio of 90% or more and an average particle diameter of 4 ⁇ m or less.
- the “plate thickness central portion” refers to a range from a 1/4 position to a 3/4 position of the plate thickness.
- the fine bainite phase having an average particle size of 4 ⁇ m or less As the fraction of the bainite phase increases and the bainite phase becomes finer, the yield strength increases, the plastic zone at the crack tip becomes smaller, and the propagation of fatigue cracks can be delayed.
- the fine bainite phase is less than 90% in area ratio, or when the average particle size of the bainite phase exceeds 4 ⁇ m, the ability to suppress fatigue crack propagation is significantly reduced.
- the average particle diameter of a bainite phase is 3.5 micrometers or less, and the area ratio of a bainite phase is 95% or more.
- examples of the second phase other than the main phase include martensite phase, pearlite, and residual ⁇ phase.
- the fraction of the second phase is preferably less than 10% in terms of area ratio from the viewpoint of suppressing fatigue crack growth.
- a single phase having only a fine bainite phase as a main phase can be obtained.
- the steel material having the above composition is heated and subjected to hot rolling consisting of rough rolling and finish rolling to obtain a hot rolled steel sheet.
- the method for producing the steel material is not particularly limited, and there is a conventional method in which molten steel having the above composition is melted in a converter or the like and is made into a steel material such as a slab by a casting method such as a continuous casting method. Either can be applied. It should be noted that there is no problem even if the ingot-making method is used.
- Heating temperature 1100 ⁇ 1250 °C
- the heating temperature is an important factor in forming a fine bainite phase in the surface layer portion, and is a temperature in the range of 1100 to 1250 ° C.
- the heating temperature is less than 1100 ° C.
- remelting of the carbonitride precipitated in the steel material becomes insufficient, and the desired alloy element-containing effect cannot be expressed.
- the austenite grains on the surface of the steel material are particularly coarsened, and consequently the bainite phase on the surface layer is also coarsened.
- a low melting point eutectic oxide containing Si is formed in the scale, and it penetrates into the steel sheet surface layer through the grain boundary, and facilitates the generation and propagation of fatigue cracks.
- the heating temperature of the steel material was limited to the range of 1100 to 1250 ° C.
- the heated steel material is subjected to hot rolling consisting of rough rolling and finish rolling to obtain a hot rolled steel sheet having a desired dimensional shape.
- Rolling ratio in rough rolling 80% or more In rough rolling, the rolling ratio is 80% or more in order to obtain the desired surface texture of the steel sheet.
- the rolling reduction is calculated by ⁇ (slab thickness) ⁇ (coarse bar thickness) ⁇ / (slab thickness) ⁇ 100 (%). More preferably, it is 85% or more.
- the grain boundary oxide and granular oxide formed in the heating furnace are stretched, and the surface properties such as the surface irregularities of the final steel sheet contribute to the suppression of the occurrence of fatigue cracks. It can be a property.
- descaling is preferably performed before rough rolling or finish rolling or during rolling between stands.
- Finishing rolling finish temperature 800 ⁇ 950 °C
- finish rolling finish temperature 800 ⁇ 950 °C
- finish rolling finish temperature 800 ⁇ 950 °C
- the finish rolling finish temperature is less than 800 ° C.
- the rolling is performed at a two-phase region temperature, so that a coarse work structure remains on the surface layer of the steel sheet, so that the fatigue resistance is deteriorated.
- the finish rolling finish temperature is higher than 950 ° C., the austenite grains become too coarse, and the surface layer structure of the finally obtained steel sheet becomes a coarse bainite phase, which deteriorates fatigue resistance.
- the finish rolling finish temperature is limited to a range of 800 to 950 ° C.
- the temperature is preferably 830 to 920 ° C.
- finish rolling finish temperature shall be represented by surface temperature.
- first stage cooling Immediately after finishing rolling, cooling is started preferably within 1.5 s, and two-stage cooling comprising first-stage cooling and second-stage cooling is performed.
- first stage cooling the first stage cooling stop temperature is 550 to 610 ° C.
- the cooling from the finish rolling end temperature to the first stage cooling stop temperature is performed at an average cooling rate of 25 ° C./s or more.
- second stage cooling the temperature from the cooling stop temperature to the coiling temperature is cooled at an average cooling rate of 100 ° C./s or more, and wound in a coil shape.
- the display temperature means the surface temperature.
- the cooling rate is less than 25 ° C./s, pro-eutectoid ferrite is precipitated, A desired structure having a bainite phase as a main phase cannot be secured.
- the average cooling rate from the finish rolling finish temperature to the cooling stop temperature of the first stage cooling was limited to 25 ° C./s or more.
- the upper limit of the cooling rate in the first stage cooling does not need to be specified. However, if it is attempted to increase the cooling rate beyond 300 ° C./s, the manufacturing cost becomes very high. Is preferred.
- the cooling stop temperature in the first stage cooling is 550 to 610 ° C.
- the cooling stop temperature is less than 550 ° C. or exceeds 610 ° C., it is difficult to secure a desired structure. For this reason, in the first-stage cooling, the cooling stop temperature is limited to a range of 550 to 610 ° C.
- Average cooling rate from the first stage cooling stop temperature to the coiling temperature 100 ° C./s or more
- transformation from austenite to bainite occurs in this temperature range. Cooling in this temperature range is important for securing a desired fine bainite structure.
- a fine bainite structure can be formed in the surface layer portion and the central portion of the plate thickness by setting the cooling rate in the second stage cooling to rapid cooling of 100 ° C./s or more.
- the average cooling rate is less than 100 ° C./s, the structure becomes coarse during cooling, so that a fine bainite phase having an average particle size of 5 ⁇ m or less at the surface layer portion and an average particle size of 4 ⁇ m or less at the center portion of the plate thickness is obtained.
- the average cooling rate in the second stage cooling was limited to 100 ° C./s or more.
- the upper limit of the cooling rate in the second stage cooling does not need to be specified, but if it is attempted to increase beyond 350 ° C./s, the manufacturing cost becomes very high, so that it should be about 350 ° C./s. Is preferred.
- Winding temperature 350 ⁇ 550 °C
- the coiling temperature is less than 350 ° C.
- a hard martensite phase is formed, a desired structure cannot be secured, fatigue resistance is lowered, and required formability is not satisfied.
- the coiling temperature is higher than 550 ° C.
- a pearlite phase may be formed, and the fatigue resistance is deteriorated.
- the coiling temperature is limited to a range of 350 to 550 ° C.
- it is 500 degrees C or less, More preferably, it is 450 degrees C or less.
- the scale formed on the surface may be removed by pickling according to a conventional method.
- the hot-rolled sheet may be subjected to temper rolling, plating treatment such as hot dip galvanization, electroplating, chemical conversion treatment, and the like after the pickling treatment.
- the present invention can be expected to have a further effect when applied to a hot-rolled steel sheet having a thickness of more than 4 mm.
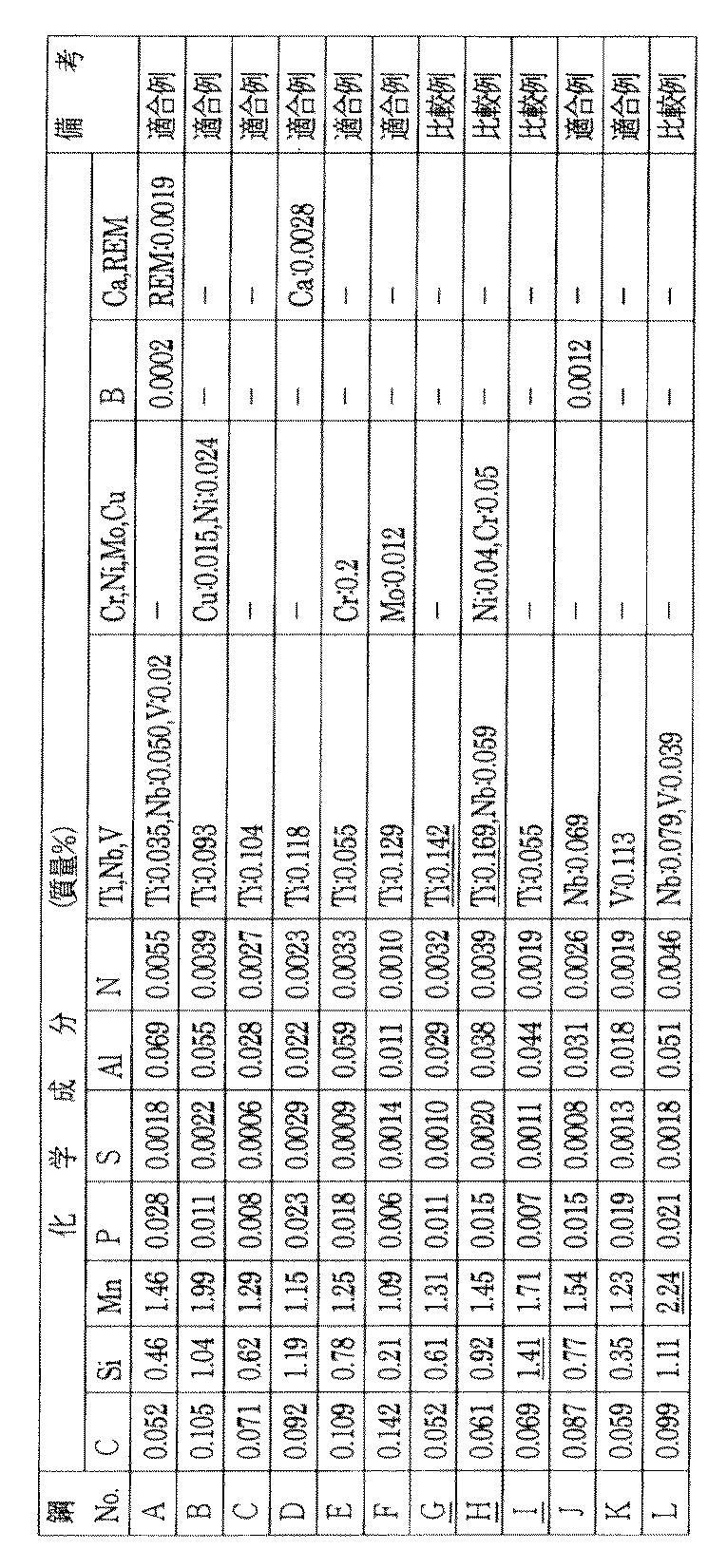
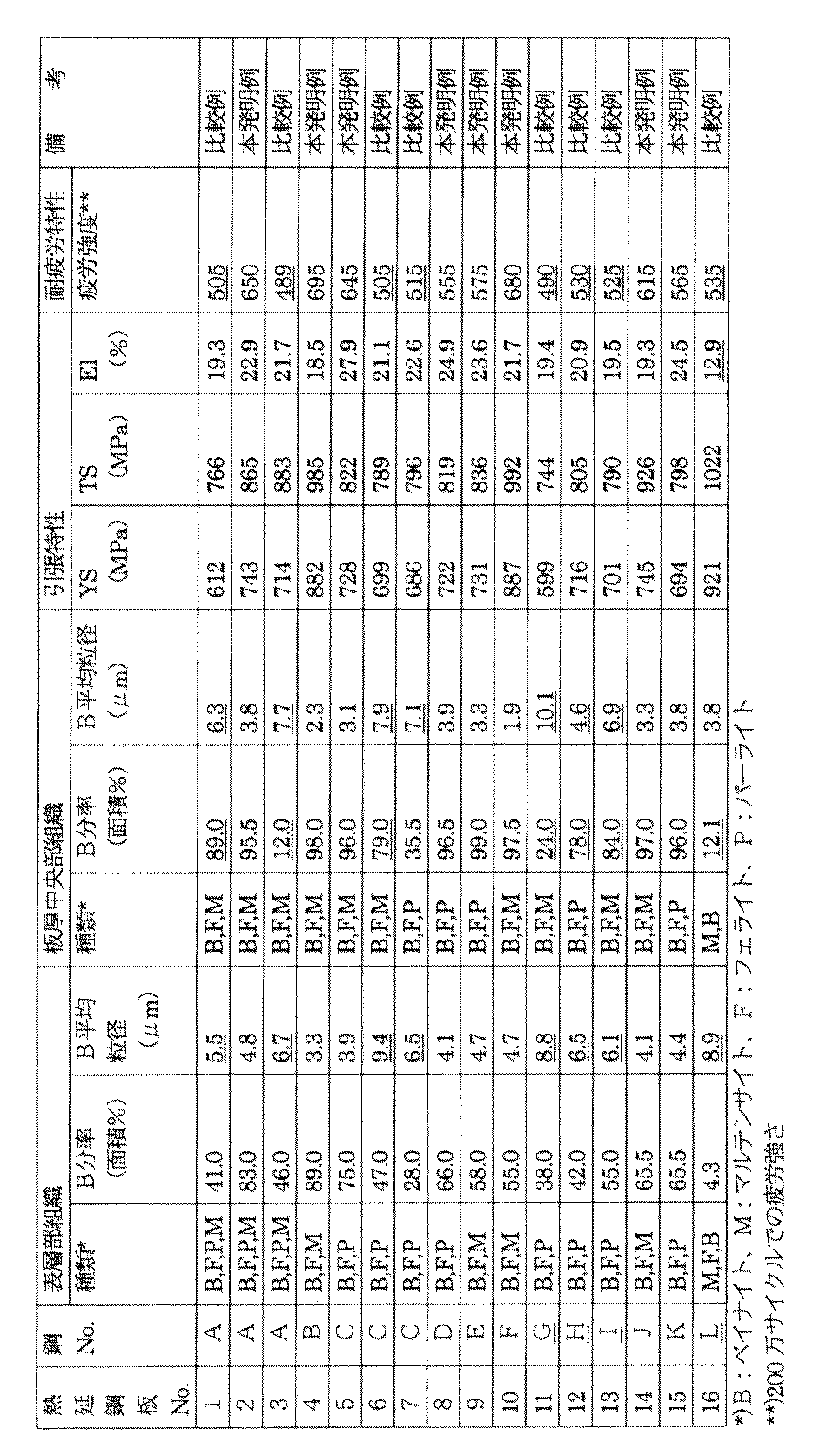
- Molten steel having the composition shown in Table 1 was melted in a converter and a steel slab (steel material) was produced by a continuous casting method. These steel slabs are heated under the conditions shown in Table 2 and subjected to hot rolling consisting of rough rolling and finish rolling. After finishing rolling, the steel slabs are cooled under the conditions shown in Table 2 and at the winding temperature shown in Table 2. Winding and a hot-rolled steel sheet having the thickness shown in Table 2 were obtained. After finishing rolling, cooling was started within 1.5 seconds. Here, in the first stage cooling, the average cooling rate from the finish rolling finish temperature to the cooling stop temperature is shown. In the second-stage cooling, the average cooling rate from the first-stage cooling stop temperature to the winding temperature is shown.
- test piece was collected and subjected to a structure observation, a tensile test, and a fatigue test to evaluate strength and fatigue resistance characteristics.
- the test method is as follows. (1) Structure observation From the obtained hot-rolled steel sheet, a structure observation specimen was collected, the plate thickness section parallel to the rolling direction was polished, corroded with 3% nital solution, and the structure was revealed. About the central part of the plate thickness, the structure is observed with a scanning electron microscope (magnification: 3000 times), imaged with 5 fields of view or more, and the texture fraction of each phase and the average particle size of the bainite phase are calculated by image processing. did.
- the first image was imaged at a position excluding the range of depth of 50 ⁇ m from the outermost surface, and imaged at an interval of 50 ⁇ m from that position.
- a total of 5 images were taken at each of the positions 2/8, 3/8, 4/8, 5/8, and 6/8 of the plate thickness in the plate thickness direction.
- the average grain size is drawn on the photographed tissue photograph at 45 ° in the plate thickness direction so as to intersect a straight line with a length of 80 mm at right angles, and the length of each slice is measured for each grain.
- the arithmetic average of the section length was calculated, and the obtained average value was taken as the average grain size of the bainite phase of the steel sheet.
- the surface layer portion refers to a region from the surface to 500 ⁇ m in the plate thickness direction
- the plate thickness central portion refers to a region in the plate thickness direction from a 1/4 position to a 3/4 position of the plate thickness.
- test piece (GL: 50 mm) was sampled from the obtained hot-rolled steel sheet so that the tensile direction was perpendicular to the rolling direction, and the tensile test was conducted in accordance with JIS Z 2241.
- the tensile properties (yield strength (yield point) YP, tensile strength TS, elongation El) were determined.
- (3) Fatigue test From the obtained hot-rolled steel sheet as it is, a smooth test piece having the dimensions shown in FIG. 1 was taken so that the longitudinal direction of the test piece was perpendicular to the rolling direction, and axial tensile fatigue was obtained. The test was conducted.
- the load stress amplitude was changed in six stages, the stress cycle until fracture was measured, the SN curve was determined, and the fatigue strength (stress amplitude value) at 2 million cycles was determined.
- All examples of the present invention are high-strength hot-rolled steel sheets having both high strength of tensile strength TS: 780 MPa or more and excellent fatigue resistance with fatigue strength of 580 MPa or more at 2 million cycles.
- TS tensile strength
- TS tensile strength
- fatigue resistance with fatigue strength of 580 MPa or more at 2 million cycles.
- either the strength or the fatigue resistance property or both cannot satisfy the desired property.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
また、特許文献3に記載された技術では、フェライト相を析出強化し、マルテンサイト相との強度差を低減することで耐疲労特性の向上を狙ったものと考えられる。しかし、フェライト相とマルテンサイト相とで、塑性変形能、変形挙動が異なり、さらに、フェライト相とマルテンサイト相との異相界面が疲労亀裂の発生起点となりやすいことなどのため、本発明が所望する耐疲労特性は満足しない。
本発明は、斯かる知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨はつぎのとおりである。
Cは、主に変態強化を介して、鋼板強度を増加させるとともに、ベイナイト相の微細化にも寄与する元素である。このような効果を発現させるためには0.05%以上の含有を必要とする。一方、0.15%を超える含有は、溶接性を低下させる。このため、Cは0.05~0.15%の範囲に限定した。なお、好ましくは0.07%超0.11%以下である。
Siは、固溶強化により鋼板強度を増加させるとともに、鋼板の延性向上にも寄与する元素である。このような効果を発現させるためには、0.2%以上の含有を必要とする、一方、1.2%を超える含有は、鋼板表面性状を低下させ、熱間圧延時のデスケーリングを多用しても鋼板表面の凹凸を抑制することが難しくなる。このため、Siは0.2~1.2%の範囲に限定した。なお、好ましくは0.2~0.8%である。
Mnは、固溶強化および変態強化を介して、鋼板強度を増加させる元素である。このような効果を発現させるためには1.0%以上の含有を必要とする。一方、2.0%を超える含有は、中心偏析が著しくなり、各種特性が著しく低下する。このため、Mnは1.0~2.0%の範囲に限定した。なお、好ましくは1.2~1.9%である。
Pは、固溶して鋼板の強度を増加させる作用を有する元素であるが、熱延鋼板製造時に鋼板表層に内部酸化層を形成しやすく、疲労亀裂の発生、伝播に悪影響を及ぼすことが懸念され、できるだけ低減することが望ましいが、0.03%までは許容できる。このため、Pは0.03%以下に限定した。なお、好ましくは0.02%以下である。
Sは、硫化物を形成し、鋼板の延性、加工性を低下させるため、極力低減することが望ましいが、0.0030%までは許容できる。このため、Sは0.0030%以下に限定した。なお、好ましくは0.0020%以下、さらに好ましくは0.0010%以下である。
Alは、脱酸剤として作用する元素であり、このような効果を発現するためには0.005%以上の含有を必要とする。一方、0.10%を超えて含有すると、酸化物が著しく増加し、鋼板の疲労特性や各種特性が低下する。このため、Alは0.005~0.10%の範囲に限定した。なお、好ましくは0.015~0.06%である。
Nは、窒化物形成元素と結合し、窒化物として析出し、結晶粒の微細化に寄与する。しかし、N含有量が多くなると、粗大な窒化物を形成し、加工性低下の原因となる。このため、Nはできるだけ低減することが望ましいが、0.006%までは許容できる。このため、Nは0.006%以下に限定した。なお、好ましくは0.005%以下、さらに好ましくは0.004%以下である。
Ti、Nb、Vはいずれも、炭窒化物を形成し結晶粒の微細化、さらには析出強化を介して強度増加に寄与するとともに、焼入れ性の向上にも寄与し、ベイナイト相の形成に大きな役割を果す元素であり、選択して少なくとも1種を含有する。このような効果を発現させるためには、それぞれ、Ti:0.03%以上、Nb:0.02%以上、V:0.02%以上の含有を必要とする。一方、Ti:0.13%、Nb:0.10%、V:0.15%を、それぞれ超える含有は、変形抵抗が増加し、熱間圧延の圧延荷重が増大し圧延機への負荷が大きくなりすぎて圧延操業そのものが困難になる。また、上記した値を超える含有は、粗大な析出物を形成し、疲労特性やその他の各種特性を低下させる。このため含有する場合には、それぞれ、Ti:0.03~0.13%、Nb:0.02~0.10%、V:0.02~0.15%の範囲に限定した。なお、好ましくはTi:0.05~0.12%、Nb:0.02~0.07%、V:0.02~0.10%である。
Cr、Mo、Cu、Niはいずれも、焼入れ性を向上させる作用を有し、とくにベイナイト変態温度を低下させ、ベイナイト相の微細化に寄与する元素であり、必要に応じて選択して、1種または2種以上含有できる。このような効果を発現させるためには、それぞれ、Cr:0.01%以上、Mo:0.005%以上、Cu:0.005%以上、Ni:0.005%以上の含有を必要とする。一方、Cr:0.2%を超える含有は耐食性を低下させる。また、Mo:0.2%を超えて含有しても、効果が飽和して含有量に見合う効果を期待できず、経済的に不利となる。また、Cu:0.2%、Ni:0.2%をそれぞれ、超える含有は、熱間圧延中に表面疵を発生させたり、鋼板表面にCuやNiの濃化層が残存するようになり、疲労亀裂の発生を助長しやすくなる。このようなことから、含有する場合にはそれぞれ、Cr:0.01~0.2%、Mo:0.005~0.2%、Cu:0.005~0.2%、Ni:0.005~0.2%に限定することが好ましい。なお、より好ましくはCr:0.01~0.1%、Mo:0.005~0.1%、Cu:0.005~0.1%、Ni:0.005~0.1%である。
Bは、粒界に偏析し、粒界強度を増加させる作用を有する。このような効果は0.0002%以上の含有で発現するが、0.003%を超える含有は、溶接部に割れを発生させる懸念がある。このため、含有する場合には、Bは0.0002~0.003%の範囲に限定することが好ましい。なお、より好ましくは0.0002~0.0015%である。
Ca、REMは、いずれも、硫化物の形態制御に有効に作用する元素であり、必要に応じて選択して含有できる。このような効果は、それぞれCa:0.0005%以上、REM:0.0005%以上の含有で発現するが、Ca:0.03%、REM:0.03%をそれぞれ超えて含有しても、効果が飽和し、含有量に見合う効果が期待できなくなる。このため、含有する場合には、それぞれ、Ca:0.0005~0.03%、REM:0.0005~0.03%の範囲に限定することが好ましい。なお、より好ましくはCa:0.0005~0.005%、REM:0.0005~0.005%である。
上記した成分以外の残部は、Feおよび不可避的不純物である。
本発明熱延鋼板では、表層部が、面積率で50%以上の微細なベイナイト相を有する組織で、板厚中央部が、面積率で90%以上のベイナイト相を有する組織を、有する。
薄鋼板の疲労特性では、表層部の性状が疲労特性を支配する重要な要因となる。そこで、本発明熱延鋼板では、表層部の組織を、面積率で50%以上の微細な、平均粒径で5μm以下のベイナイト相を主相とする組織とする。ここで「表層部」とは、表面から板厚方向に500μmまでの領域をいう。表層部を、表面から板厚方向に500μmまでの領域としたのは、疲労亀裂長さが0.5mmを超えて大きくなると、疲労亀裂の伝播は、主に力学的要因で決定され、鋼板組織の影響が小さくなるためである。
また、本発明熱延鋼板では、板厚中央部の組織を、主相として、面積率で90%以上の微細な、平均粒径で4μm以下のベイナイト相を有する組織とする。ここで、「板厚中央部」とは、板厚の1/4位置~3/4位置の範囲をいうものとする。
鋼素材を、まず、加熱する。本発明では、加熱温度は、表層部の微細なベイナイト相を形成するうえで、重要な要因であり、1100~1250℃の範囲の温度とする。加熱温度が1100℃未満では、鋼素材中に析出した炭窒化物の再溶解が不十分となり、所望の合金元素含有の効果を発現できなくなる。一方、1250℃を超える高温の加熱では、とくに鋼素材表層のオーステナイト粒が粗大化し、そのため、最終的に表層のベイナイト相も粗大化する。また、このような高温加熱では、スケール中にSiを含む低融点共晶酸化物が形成され、それが粒界を介して鋼板表層に侵入して、疲労亀裂発生、伝播を助長しやすくなる。このようなことから、鋼素材の加熱温度は1100~1250℃の範囲に限定した。
粗圧延では、最終的な鋼板の表面性状を所望の表面性状とするために、圧下率を80%以上とする。なお、圧下率は、{(スラブ厚さ)−(粗バー厚さ)}/(スラブ厚さ)×100(%)で算出するものとする。より好ましくは85%以上である。
粗圧延後、仕上圧延を行うが、仕上圧延は仕上圧延終了温度:800~950℃とする圧延とする。仕上圧延終了温度が800℃未満では、圧延が二相域温度で行われるため、鋼板表層に粗大な加工組織が残存し、そのため耐疲労特性が低下する。一方、仕上圧延終了温度が950℃を超えて高くなると、オーステナイト粒が粗大となりすぎて、最終的に得られる鋼板の表層組織が粗大なベイナイト相となり、耐疲労特性が低下する。このため、仕上圧延終了温度800~950℃の範囲に限定した。なお、好ましくは830~920℃である。ここでは、仕上圧延終了温度は、表面温度で表すものとする。
冷却速度が25℃/s未満では、初析フェライトが析出して、表層および板厚中央部で、ベイナイト相を主相とする所望の組織を確保することができない。このため、第一段の冷却では、仕上圧延終了温度から第一段の冷却の冷却停止温度までの平均冷却速度を25℃/s以上に限定した。なお、第一段の冷却における冷却速度の上限は、特に規定する必要は無いが、300℃/sを超えて大きくしようとすると、製造コストが非常に大きくなるため300℃/s程度とすることが好ましい。
本発明が対象とする組成の鋼板では、この温度域では、オーステナイトからベイナイトへの変態が生じる。この温度域での冷却は、所望の微細なベイナイト組織を確保するうえで、重要となる。この第二段の冷却での冷却速度を100℃/s以上の急速冷却とすることにより、表層部および板厚中央部で微細なベイナイト組織を形成できる。平均冷却速度が100℃/s未満では、冷却中に組織が粗大化するため、表層部で平均粒径が5μm以下、板厚中央部で平均粒径が4μm以下の微細なベイナイト相を得ることができなくなる。このため、第二段の冷却では、平均冷却速度を100℃/s以上に限定した。なお、第二段の冷却における冷却速度の上限は、特に規定する必要は無いが、350℃/sを超えて大きくしようとすると、製造コストが非常に大きくなるため350℃/s程度とすることが好ましい。
巻取温度が350℃未満では、硬質なマルテンサイト相が形成され、所望の組織を確保できなくなり、耐疲労特性が低下するとともに必要な成形性を満足しなくなる。また、巻取温度が550℃を超える高温では、パーライト相が形成される場合があり、耐疲労特性が低下する。このようなことから、巻取温度は350~550℃の範囲に限定した。なお、好ましくは500℃以下、より好ましくは450℃以下である。
(1)組織観察
得られた熱延鋼板から、組織観察用試験片を採取し、圧延方向に平行な板厚断面を研磨し、3%ナイタール液で腐食して組織を現出し、表層部および板厚中央部について、走査型電子顕微鏡(倍率:3000倍)で組織を観察し、5視野以上で撮像して、画像処理により、各相の組織分率、およびベイナイト相の平均粒径を算出した。表層部では、最表面から50μmの深さの範囲を除いた位置で1枚目を撮像し、その位置から50μm間隔で撮像した。また、板厚中央部では、板厚方向で板厚の2/8、3/8、4/8、5/8、6/8の各位置で計5枚撮
影した。
なお、表層部とは、表面から板厚方向に500μmまでの領域を、また、板厚中央部とは、板厚方向で、板厚の1/4位置~3/4位置の領域をいう。
(2)引張試験
得られた熱延鋼板から、引張方向が圧延方向と直角方向となるように、JIS 5号試験片(GL:50mm)を採取し、JIS Z 2241に準拠して引張試験を実施し、引張特性(降伏強さ(降伏点)YP、引張強さTS、伸びEl)を求めた。
(3)疲労試験
得られた黒皮ままの熱延鋼板から、試験片長手方向が、圧延方向と直角方向となるように、図1に示す寸法形状の平滑試験片を採取し、軸引張疲労試験を実施した。応力負荷モードは、応力比R=0.05の引張−引張型とし、周波数:15Hzとした。負荷応力振幅を6段階に変化し、破断までの応力サイクルを測定し、S−N曲線を求め、200万サイクルにおける疲労強度(応力振幅値)を求めた。

Claims (8)
- 質量%で、
C:0.05~0.15%、 Si:0.2~1.2%、
Mn:1.0~2.0%、 P:0.03%以下、
S:0.0030%以下、 Al:0.005~0.10%、
N:0.006%以下
を含み、さらに、Ti:0.03~0.13%、Nb:0.02~0.10%、V:0.02~0.15%のうちから選ばれた1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成と、表面から板厚方向に500μmまでの表層部が、面積率で50%以上のベイナイト相を有し、該ベイナイト相の平均粒径が5μm以下である組織を有し、板厚の1/4位置~3/4位置の範囲の板厚中央部が、面積率で90%以上のベイナイト相を有し、該ベイナイト相の平均粒径が4μm以下である組織を有し、引張強さTSが780MPa以上であることを特徴とする耐疲労特性に優れた高強度熱延鋼板。 - 前記組成に加えてさらに、質量%で、Cr:0.01~0.2%、Mo:0.005~0.2%、Cu:0.005~0.2%、Ni:0.005~0.2%のうちから選ばれた1種または2種以上を含有することを特徴とする請求項1に記載の高強度熱延鋼板。
- 前記組成に加えてさらに、質量%で、B:0.0002~0.003%を含有することを特徴とする請求項1または2に記載の高強度熱延鋼板。
- 前記組成に加えてさらに、質量%で、Ca:0.0005~0.03%、REM:0.0005~0.03%のうちから選ばれた1種または2種を含有することを特徴とする請求項1ないし3のいずれかに記載の高強度熱延鋼板。
- 質量%で、
C:0.05~0.15%、 Si:0.2~1.2%、
Mn:1.0~2.0%、 P:0.03%以下、
S:0.0030%以下、 Al:0.005~0.10%、
N:0.006%以下
を含み、さらに、Ti:0.03~0.13%、Nb:0.02~0.10%、V:0.02~0.15%のうちから選ばれた1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成を有する鋼素材を、1100~1250℃に加熱し、粗圧延と仕上圧延からなる熱間圧延を施し熱延鋼板とするに当たり、前記粗圧延での圧下率を80%以上とし、前記仕上圧延の仕上圧延終了温度を800~950℃の範囲の温度として、該仕上圧延を終了した後、直ちに冷却を開始し、第一段の冷却として、第一段の冷却停止温度を550~610℃とし、前記仕上圧延終了温度から第一段の冷却の冷却停止温度までを、平均冷却速度:25℃/s以上で冷却する処理と、ついで、第二段の冷却として、前記第一段の冷却の冷却停止温度から巻取温度までを、平均冷却速度:100℃/s以上で冷却する処理と、からなる二段階の冷却を施し、巻取温度:350~550℃で巻き取ることを特徴とする耐疲労特性に優れた高強度熱延鋼板の製造方法。 - 前記鋼素材が前記組成に加えてさらに、質量%で、Cr:0.01~0.2%、Mo:0.005~0.2%、Cu:0.005~0.2%、Ni:0.005~0.2%のうちから選ばれた1種または2種以上を含有することを特徴とする請求項5に記載の高強度熱延鋼板の製造方法。
- 前記鋼素材が前記組成に加えてさらに、質量%で、B:0.0002~0.003%を含有することを特徴とする請求項5または6に記載の高強度熱延鋼板の製造方法。
- 前記鋼素材が前記組成に加えてさらに、質量%で、Ca:0.0005~0.03%、REM:0.0005~0.03%のうちから選ばれた1種または2種を含有することを特徴とする請求項5ないし7のいずれかに記載の高強度熱延鋼板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2013002893A MX2013002893A (es) | 2010-09-17 | 2011-09-15 | Chapa delgada de acero laminada en caliente de alta resistencia que tiene excelente resistencia a la fatiga y metodo para fabricar la misma. |
| BR112013005851A BR112013005851A2 (pt) | 2010-09-17 | 2011-09-15 | chapa de aço laminado a quente de alta resistência tendo excelente resistência à fadiga, e método para produção da mesma |
| RU2013117401/02A RU2527571C1 (ru) | 2010-09-17 | 2011-09-15 | Высокопрочный холоднокатаный стальной лист с превосходным сопротивлением усталости и способ его изготовления |
| CN201180044623.3A CN103108971B (zh) | 2010-09-17 | 2011-09-15 | 耐疲劳特性优良的高强度热轧钢板及其制造方法 |
| EP11825310.3A EP2617853B1 (en) | 2010-09-17 | 2011-09-15 | High-strength hot-rolled steel sheet having superior fatigue resistance properties and method for producing same |
| US13/820,660 US20130276940A1 (en) | 2010-09-17 | 2011-09-15 | High strength hot rolled steel sheet having excellent fatigue resistance and method for manufacturing the same |
| KR1020137009621A KR101492753B1 (ko) | 2010-09-17 | 2011-09-15 | 내피로 특성이 우수한 고강도 열연 강판 및 그 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010210188A JP5126326B2 (ja) | 2010-09-17 | 2010-09-17 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2010-210188 | 2010-09-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012036312A1 true WO2012036312A1 (ja) | 2012-03-22 |
Family
ID=45831764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/071764 Ceased WO2012036312A1 (ja) | 2010-09-17 | 2011-09-15 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20130276940A1 (ja) |
| EP (1) | EP2617853B1 (ja) |
| JP (1) | JP5126326B2 (ja) |
| KR (1) | KR101492753B1 (ja) |
| CN (1) | CN103108971B (ja) |
| BR (1) | BR112013005851A2 (ja) |
| MX (1) | MX2013002893A (ja) |
| RU (1) | RU2527571C1 (ja) |
| WO (1) | WO2012036312A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102787272A (zh) * | 2012-07-26 | 2012-11-21 | 北京科技大学 | 一种汽车厢体用热轧酸洗高强钢的制备方法 |
| CN105683402A (zh) * | 2013-10-29 | 2016-06-15 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| EP2987887A4 (en) * | 2013-04-15 | 2016-09-14 | Jfe Steel Corp | HIGH-RESISTANT HOT-ROLLED STEEL PLATE AND METHOD FOR PRODUCING THEREOF |
| RU2620216C2 (ru) * | 2012-09-14 | 2017-05-23 | Зальцгиттер Маннесманн Присижн Гмбх | Стальной сплав для получения низколегированной высокопрочной стали |
| WO2020250735A1 (ja) * | 2019-06-14 | 2020-12-17 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2021031702A (ja) * | 2019-08-20 | 2021-03-01 | 日本製鉄株式会社 | 厚鋼板の製造方法及び厚鋼板 |
| US11345972B2 (en) * | 2014-02-27 | 2022-05-31 | Jfe Steel Corporation | High-strength hot-rolled steel sheet and method for manufacturing the same |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112013026185A2 (pt) | 2011-04-13 | 2016-12-20 | Nippon Steel & Sumitomo Metal Corp | folha de aço laminada à quente para nitrocarbonetação gasosa e processo para fabricação da mesma |
| ES2632439T3 (es) * | 2011-04-13 | 2017-09-13 | Nippon Steel & Sumitomo Metal Corporation | Chapa de acero laminada en caliente y método de fabricación de la misma |
| US9994942B2 (en) * | 2012-08-21 | 2018-06-12 | Nippon Steel & Sumitomo Metal Corporation | Steel material |
| EP2977481B1 (en) * | 2013-03-19 | 2019-10-16 | JFE Steel Corporation | High-strength hot rolled steel sheet having tensile strength of 780 mpa or more |
| JP2014185359A (ja) * | 2013-03-22 | 2014-10-02 | Jfe Steel Corp | 高強度鋼板 |
| JP5641086B2 (ja) * | 2013-04-15 | 2014-12-17 | Jfeスチール株式会社 | 量産打抜き性に優れた高強度熱延鋼板およびその製造方法 |
| CN105143485B (zh) * | 2013-04-15 | 2017-08-15 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| PL2987884T3 (pl) | 2013-04-15 | 2019-07-31 | Nippon Steel & Sumitomo Metal Corporation | Blacha stalowa cienka walcowana na gorąco |
| JP5641087B2 (ja) * | 2013-04-15 | 2014-12-17 | Jfeスチール株式会社 | 量産打抜き性に優れた高強度熱延鋼板およびその製造方法 |
| MX366537B (es) * | 2013-04-15 | 2019-07-12 | Jfe Steel Corp | Lamina de acero laminada en caliente de alta resistencia y metodo para la produccion de la misma. |
| US10023929B2 (en) | 2013-05-21 | 2018-07-17 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| JP6211946B2 (ja) * | 2013-09-20 | 2017-10-11 | 株式会社神戸製鋼所 | 疲労特性に優れた厚鋼板およびその製造方法 |
| US9869009B2 (en) * | 2013-11-15 | 2018-01-16 | Gregory Vartanov | High strength low alloy steel and method of manufacturing |
| KR101560948B1 (ko) | 2013-12-25 | 2015-10-15 | 주식회사 포스코 | 내충격특성 및 엣지부 성형성이 우수한 고강도 복합조직 열연강판 및 그 제조방법 |
| JP6064896B2 (ja) * | 2013-12-27 | 2017-01-25 | Jfeスチール株式会社 | 耐疲労き裂伝ぱ特性に優れた鋼材およびその製造方法並びに耐疲労き裂伝ぱ特性に優れた鋼材の判定方法 |
| WO2016001702A1 (en) * | 2014-07-03 | 2016-01-07 | Arcelormittal | Method for producing a high strength coated steel sheet having improved strength, ductility and formability |
| WO2016001706A1 (en) * | 2014-07-03 | 2016-01-07 | Arcelormittal | Method for producing a high strength steel sheet having improved strength and formability and obtained sheet |
| CN104561780A (zh) * | 2014-12-04 | 2015-04-29 | 昆明理工大学 | 一种q420级抗震钢和用炉卷轧机生产q420级抗震钢的方法 |
| CN104561796B (zh) * | 2014-12-19 | 2016-08-24 | 宝山钢铁股份有限公司 | 抗疲劳裂纹扩展优良钢板及其制造方法 |
| WO2016132549A1 (ja) | 2015-02-20 | 2016-08-25 | 新日鐵住金株式会社 | 熱延鋼板 |
| WO2016132542A1 (ja) | 2015-02-20 | 2016-08-25 | 新日鐵住金株式会社 | 熱延鋼板 |
| ES2769224T3 (es) | 2015-02-25 | 2020-06-25 | Nippon Steel Corp | Chapa de acero laminada en caliente |
| WO2016135898A1 (ja) | 2015-02-25 | 2016-09-01 | 新日鐵住金株式会社 | 熱延鋼板 |
| JP6123972B2 (ja) | 2015-03-31 | 2017-05-10 | Jfeスチール株式会社 | 高強度・高靭性鋼板およびその製造方法 |
| US20180119240A1 (en) * | 2015-04-01 | 2018-05-03 | Jfe Steel Corporation | Hot rolled steel sheet and method of manufacturing same |
| CN107849652B (zh) * | 2015-07-31 | 2020-04-03 | 日本制铁株式会社 | 加工诱发相变型复合组织钢板及其制造方法 |
| JP6455461B2 (ja) * | 2016-02-26 | 2019-01-23 | Jfeスチール株式会社 | 曲げ性に優れた高強度鋼板およびその製造方法 |
| KR102186320B1 (ko) | 2016-08-05 | 2020-12-03 | 닛폰세이테츠 가부시키가이샤 | 강판 및 도금 강판 |
| KR102205432B1 (ko) | 2016-08-05 | 2021-01-20 | 닛폰세이테츠 가부시키가이샤 | 강판 및 도금 강판 |
| KR20190129957A (ko) * | 2017-03-30 | 2019-11-20 | 제이에프이 스틸 가부시키가이샤 | 내사우어 라인 파이프용 고강도 강판 및 그의 제조 방법 그리고 내사우어 라인 파이프용 고강도 강판을 이용한 고강도 강관 |
| CN113737103A (zh) * | 2017-09-08 | 2021-12-03 | 杰富意钢铁株式会社 | 钢板及其制造方法 |
| KR101999022B1 (ko) | 2017-12-26 | 2019-07-10 | 주식회사 포스코 | 피로균열 전파 억제 특성이 우수한 구조용 고강도 강재 및 그 제조방법 |
| JP6569745B2 (ja) * | 2018-01-29 | 2019-09-04 | Jfeスチール株式会社 | コイルドチュービング用熱延鋼板およびその製造方法 |
| CN110643894B (zh) | 2018-06-27 | 2021-05-14 | 宝山钢铁股份有限公司 | 具有良好的疲劳及扩孔性能的超高强热轧钢板和钢带及其制造方法 |
| KR102497360B1 (ko) * | 2018-09-28 | 2023-02-08 | 제이에프이 스틸 가부시키가이샤 | 내사워 라인 파이프용 고강도 강판 및 그 제조 방법 그리고 내사워 라인 파이프용 고강도 강판을 사용한 고강도 강관 |
| EP3859026B1 (en) * | 2018-09-28 | 2023-09-06 | JFE Steel Corporation | High strength steel plate for sour-resistant line pipe and method for manufacturing same, and high strength steel pipe using high strength steel plate for sour-resistant line pipe |
| KR102131527B1 (ko) * | 2018-11-26 | 2020-07-08 | 주식회사 포스코 | 내구성이 우수한 고강도 강재 및 이의 제조방법 |
| CN110343960B (zh) * | 2019-07-26 | 2020-08-11 | 马鞍山钢铁股份有限公司 | 一种高冷弯性能汽车用钢及其制造方法 |
| CN111719084A (zh) * | 2020-06-15 | 2020-09-29 | 南京钢铁股份有限公司 | 一种极低成本含钛厚规格出口合金钢生产方法 |
| CN111607746A (zh) * | 2020-06-15 | 2020-09-01 | 南京钢铁股份有限公司 | 一种极低成本含钛薄规格出口合金钢生产方法 |
| CN111893384B (zh) * | 2020-07-31 | 2021-10-22 | 东北大学 | 一种高止裂性能贝氏体大梁钢及其制备方法 |
| RU2758602C1 (ru) * | 2020-08-05 | 2021-11-01 | Акционерное общество «ЕВРАЗ Нижнетагильский металлургический комбинат» (АО «ЕВРАЗ НТМК») | Колонный двутавр с толщиной полки до 40 мм |
| JP7168136B1 (ja) | 2021-03-31 | 2022-11-09 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| CN115125440B (zh) * | 2022-06-16 | 2024-07-09 | 邯郸钢铁集团有限责任公司 | 一种长疲劳寿命传动轴管用钢带的制备方法 |
| CN115198206B (zh) * | 2022-06-21 | 2023-09-15 | 首钢集团有限公司 | 一种高力学性能热轧复相钢及其制备方法 |
| EP4524278A4 (en) * | 2022-06-22 | 2025-07-30 | Baoshan Iron & Steel | STEEL WITH HIGH FRICTION CAPACITY AND MANUFACTURING PROCESS THEREFOR |
| CN115945873B (zh) * | 2023-03-09 | 2023-06-13 | 太原理工大学 | 一种预拉伸与表面机械滚压复合提升材料疲劳性能的方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000109951A (ja) * | 1998-08-05 | 2000-04-18 | Kawasaki Steel Corp | 伸びフランジ性に優れる高強度熱延鋼板およびその製造方法 |
| JP3219820B2 (ja) | 1991-12-27 | 2001-10-15 | 川崎製鉄株式会社 | 低降伏比高強度熱延鋼板およびその製造方法 |
| JP3889766B2 (ja) | 2005-03-28 | 2007-03-07 | 株式会社神戸製鋼所 | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2007239049A (ja) * | 2006-03-09 | 2007-09-20 | Kobe Steel Ltd | 疲労亀裂進展抑制および溶接熱影響部の靭性に優れた高降伏比高張力鋼板 |
| JP2008069425A (ja) * | 2006-09-15 | 2008-03-27 | Kobe Steel Ltd | 伸びフランジ性に優れた熱延鋼板 |
| JP2008156681A (ja) * | 2006-12-21 | 2008-07-10 | Kobe Steel Ltd | 伸びフランジ性及び表面性状に優れた熱延鋼板並びにその製造方法 |
| JP2009084637A (ja) | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性に優れた高強度熱延鋼板 |
| JP2009270142A (ja) * | 2008-05-02 | 2009-11-19 | Nippon Steel Corp | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| JP2010196163A (ja) * | 2009-01-30 | 2010-09-09 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板およびその製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54132421A (en) * | 1978-04-05 | 1979-10-15 | Nippon Steel Corp | Manufacture of high toughness bainite high tensile steel plate with superior weldability |
| US6159312A (en) * | 1997-12-19 | 2000-12-12 | Exxonmobil Upstream Research Company | Ultra-high strength triple phase steels with excellent cryogenic temperature toughness |
| DZ2530A1 (fr) * | 1997-12-19 | 2003-02-01 | Exxon Production Research Co | Procédé de préparation d'une tôle d'acier cette tôle d'acier et procédé pour renforcer la resistanceà la propagation des fissures d'une tôle d'acier. |
| FR2790009B1 (fr) * | 1999-02-22 | 2001-04-20 | Lorraine Laminage | Acier dual-phase a haute limite d'elasticite |
| JP2001220647A (ja) * | 2000-02-04 | 2001-08-14 | Kawasaki Steel Corp | 加工性に優れた高強度冷延鋼板およびその製造方法 |
| US6364968B1 (en) * | 2000-06-02 | 2002-04-02 | Kawasaki Steel Corporation | High-strength hot-rolled steel sheet having excellent stretch flangeability, and method of producing the same |
| JP5040197B2 (ja) * | 2006-07-10 | 2012-10-03 | Jfeスチール株式会社 | 加工性に優れ、かつ熱処理後の強度靭性に優れた熱延薄鋼板およびその製造方法 |
| JP5251089B2 (ja) * | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5167487B2 (ja) * | 2008-02-19 | 2013-03-21 | Jfeスチール株式会社 | 延性に優れる高強度鋼板およびその製造方法 |
| JP5200984B2 (ja) * | 2008-04-21 | 2013-06-05 | Jfeスチール株式会社 | 780MPa以上の引張強度を有する高強度熱延鋼板の製造方法 |
| JP5499734B2 (ja) * | 2009-01-30 | 2014-05-21 | Jfeスチール株式会社 | 低温靭性に優れた極厚高張力熱延鋼板およびその製造方法 |
| JP5561119B2 (ja) * | 2009-11-25 | 2014-07-30 | Jfeスチール株式会社 | 高圧縮強度耐サワーラインパイプ用溶接鋼管及びその製造方法 |
| JP4978741B2 (ja) * | 2010-05-31 | 2012-07-18 | Jfeスチール株式会社 | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
-
2010
- 2010-09-17 JP JP2010210188A patent/JP5126326B2/ja active Active
-
2011
- 2011-09-15 US US13/820,660 patent/US20130276940A1/en not_active Abandoned
- 2011-09-15 KR KR1020137009621A patent/KR101492753B1/ko active Active
- 2011-09-15 RU RU2013117401/02A patent/RU2527571C1/ru not_active IP Right Cessation
- 2011-09-15 EP EP11825310.3A patent/EP2617853B1/en active Active
- 2011-09-15 BR BR112013005851A patent/BR112013005851A2/pt not_active Application Discontinuation
- 2011-09-15 CN CN201180044623.3A patent/CN103108971B/zh active Active
- 2011-09-15 MX MX2013002893A patent/MX2013002893A/es active IP Right Grant
- 2011-09-15 WO PCT/JP2011/071764 patent/WO2012036312A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3219820B2 (ja) | 1991-12-27 | 2001-10-15 | 川崎製鉄株式会社 | 低降伏比高強度熱延鋼板およびその製造方法 |
| JP2000109951A (ja) * | 1998-08-05 | 2000-04-18 | Kawasaki Steel Corp | 伸びフランジ性に優れる高強度熱延鋼板およびその製造方法 |
| JP3889766B2 (ja) | 2005-03-28 | 2007-03-07 | 株式会社神戸製鋼所 | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2007239049A (ja) * | 2006-03-09 | 2007-09-20 | Kobe Steel Ltd | 疲労亀裂進展抑制および溶接熱影響部の靭性に優れた高降伏比高張力鋼板 |
| JP2008069425A (ja) * | 2006-09-15 | 2008-03-27 | Kobe Steel Ltd | 伸びフランジ性に優れた熱延鋼板 |
| JP2008156681A (ja) * | 2006-12-21 | 2008-07-10 | Kobe Steel Ltd | 伸びフランジ性及び表面性状に優れた熱延鋼板並びにその製造方法 |
| JP2009084637A (ja) | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性に優れた高強度熱延鋼板 |
| JP2009270142A (ja) * | 2008-05-02 | 2009-11-19 | Nippon Steel Corp | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| JP2010196163A (ja) * | 2009-01-30 | 2010-09-09 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板およびその製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102787272A (zh) * | 2012-07-26 | 2012-11-21 | 北京科技大学 | 一种汽车厢体用热轧酸洗高强钢的制备方法 |
| RU2620216C2 (ru) * | 2012-09-14 | 2017-05-23 | Зальцгиттер Маннесманн Присижн Гмбх | Стальной сплав для получения низколегированной высокопрочной стали |
| EP2987887A4 (en) * | 2013-04-15 | 2016-09-14 | Jfe Steel Corp | HIGH-RESISTANT HOT-ROLLED STEEL PLATE AND METHOD FOR PRODUCING THEREOF |
| CN105683402A (zh) * | 2013-10-29 | 2016-06-15 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| CN105683402B (zh) * | 2013-10-29 | 2018-08-07 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| US11345972B2 (en) * | 2014-02-27 | 2022-05-31 | Jfe Steel Corporation | High-strength hot-rolled steel sheet and method for manufacturing the same |
| WO2020250735A1 (ja) * | 2019-06-14 | 2020-12-17 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP6819840B1 (ja) * | 2019-06-14 | 2021-01-27 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| KR20220005094A (ko) * | 2019-06-14 | 2022-01-12 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
| KR102635009B1 (ko) | 2019-06-14 | 2024-02-08 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
| JP2021031702A (ja) * | 2019-08-20 | 2021-03-01 | 日本製鉄株式会社 | 厚鋼板の製造方法及び厚鋼板 |
| JP7381842B2 (ja) | 2019-08-20 | 2023-11-16 | 日本製鉄株式会社 | 厚鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2617853A1 (en) | 2013-07-24 |
| KR101492753B1 (ko) | 2015-02-11 |
| RU2527571C1 (ru) | 2014-09-10 |
| MX2013002893A (es) | 2013-04-10 |
| CN103108971B (zh) | 2016-02-24 |
| EP2617853A4 (en) | 2017-08-16 |
| EP2617853B1 (en) | 2019-02-13 |
| JP2012062561A (ja) | 2012-03-29 |
| BR112013005851A2 (pt) | 2016-05-17 |
| KR20130055019A (ko) | 2013-05-27 |
| CN103108971A (zh) | 2013-05-15 |
| JP5126326B2 (ja) | 2013-01-23 |
| US20130276940A1 (en) | 2013-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5126326B2 (ja) | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5724267B2 (ja) | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 | |
| KR101758003B1 (ko) | 열연 강판 | |
| KR101485237B1 (ko) | 가공성이 우수한 고강도 강판 및 그 제조 방법 | |
| JP5029749B2 (ja) | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 | |
| CN104114731B (zh) | 钢板、镀敷钢板和它们的制造方法 | |
| CN104508163B (zh) | 成形性及定形性优异的高强度热浸镀锌钢板及其制造方法 | |
| CN110088346B (zh) | 具有优异纵向均匀延伸率的用于焊接钢管的钢材、其制造方法和使用其的钢管 | |
| WO2012002565A1 (ja) | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2012036307A1 (ja) | 靭性に優れた高強度熱延鋼板およびその製造方法 | |
| JP2010248565A (ja) | 伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 | |
| KR20150119363A (ko) | 고강도 열연 강판 및 그 제조 방법 | |
| JP6123734B2 (ja) | 鋼管杭向け低降伏比高強度電縫鋼管およびその製造方法 | |
| JP5509909B2 (ja) | 高強度熱延鋼板の製造方法 | |
| JP5477089B2 (ja) | 高強度高靭性鋼の製造方法 | |
| JP2013139591A (ja) | 加工性に優れた高強度熱延鋼板及びその製造方法 | |
| JP5845837B2 (ja) | 剛性に優れた高強度薄鋼板およびその製造方法 | |
| JP2014047414A (ja) | 外観に優れ、靭性と降伏強度の等方性に優れた高強度熱延鋼板及びその製造方法 | |
| JP2002363685A (ja) | 低降伏比高強度冷延鋼板 | |
| JP2008013812A (ja) | 高靭性高張力厚鋼板およびその製造方法 | |
| JP2013155390A (ja) | 疲労特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP2007277697A (ja) | 耐疲労亀裂伝播特性および脆性亀裂伝播停止特性に優れた高張力厚鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180044623.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11825310 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011825310 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2013/002893 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137009621 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2013117401 Country of ref document: RU Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13820660 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013005851 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013005851 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130312 |