WO2012043275A1 - 金属板の補強方法および補強構造 - Google Patents
金属板の補強方法および補強構造 Download PDFInfo
- Publication number
- WO2012043275A1 WO2012043275A1 PCT/JP2011/071217 JP2011071217W WO2012043275A1 WO 2012043275 A1 WO2012043275 A1 WO 2012043275A1 JP 2011071217 W JP2011071217 W JP 2011071217W WO 2012043275 A1 WO2012043275 A1 WO 2012043275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- reinforcing
- metal plate
- sheet
- reinforcing sheet
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Definitions
- the present invention relates to a method for reinforcing a metal plate and a reinforcing structure, and more particularly to a method for reinforcing a metal plate used in various industrial products and a reinforcing structure for a metal plate reinforced by the method.
- a steel sheet reinforcing sheet having a resin layer made of a steel sheet reinforcing composition containing an epoxy resin, acrylonitrile / butadiene rubber, a curing agent and a foaming agent is attached to the steel sheet, and then the heat during electrodeposition coating is used.
- the method of reinforcing a steel plate by carrying out foam hardening is proposed (for example, refer patent document 1).
- a panel reinforcing material including a sheet material made of a one-component heat-curable epoxy resin composition is attached to a panel after electrodeposition coating, and then the sheet material is applied at a relatively high temperature in intermediate coating or top coating.
- a method of reinforcing a panel by curing it has been proposed (see, for example, Patent Document 2).
- An object of the present invention is to provide a method for manufacturing a metal plate and a reinforcing structure, which are excellent in reinforcing property, aesthetics and corrosion resistance.
- the method for reinforcing a metal plate according to the present invention includes attaching a reinforcing sheet comprising a constraining layer and a reinforcing layer laminated on the surface of the constraining layer and made of a thermoplastic resin composition to a metal plate after coating. It is a feature.
- the thermoplastic resin composition contains a polymer of a monomer containing a conjugated diene and / or a hydrogenated product of the polymer. It is preferable that the thermoplastic resin composition further contains a tackifier, and the blending ratio of the tackifier is such that the polymer and the hydrogenated product 100 are mixed. The amount is preferably 40 to 200 parts by mass with respect to parts by mass.
- the constraining layer is a metal foil and / or glass cloth, and the metal foil is preferably made of stainless steel and / or aluminum.
- the reinforcing sheet is attached to the metal plate, and then the reinforcing sheet is heated to 80 ° C. or higher.
- the reinforcing sheet is preheated to 80 ° C. or higher, and then the heated reinforcing sheet is attached to the metal plate.
- the reinforcing sheet is attached to the metal plate in a state of 80 ° C. or higher.
- the reinforcing structure of the metal plate of the present invention is such that the coated metal plate is reinforced by adhering the reinforcing sheet, and the reinforcing sheet is laminated on the surface of the constraining layer and the constraining layer. And a reinforcing layer made of the composition.
- the metal plate can be reliably reinforced by sticking a reinforcing sheet having a reinforcing layer and a constraining layer to the metal plate.
- the reinforcing layer is made of a thermoplastic resin composition, it does not cure and shrink even if it is applied by heating. Therefore, it prevents the metal plate from being stressed, and causes the appearance failure due to distortion. Can be prevented.
- the sticking surface is a painted surface when the metal plate is reinforced. Therefore, even if moisture exists on the sticking surface, corrosion due to the moisture can be prevented, and the metal plate can be reinforced while improving the corrosion resistance.
- the reinforcing structure of the metal plate which is reinforced by the above-described method of reinforcing the metal plate, is excellent in reinforcement, aesthetics and corrosion resistance.
- FIG. 1 is a process diagram for explaining an embodiment of a method for reinforcing a metal plate of the present invention, wherein (a) is a process of preparing a reinforcing sheet and peeling off a release film, and (b) is a reinforcement process. The process of sticking a sheet
- FIG. 2 is a plan view for explaining the measurement of the strain amount of the example, where (a) is a bottom view of the steel plate and (b) is a plan view of the steel plate and the reinforcing sheet.
- a reinforcing sheet is attached to a coated metal plate.
- the reinforcing sheet includes a constraining layer and a reinforcing layer laminated on the surface of the constraining layer.
- the constraining layer is provided for imparting toughness to the reinforcing layer after sticking and heating, has a sheet shape, and is formed of a material that is lightweight and thin and can be closely integrated with the reinforcing layer.
- Specific examples include glass cloth, resin-impregnated glass cloth, nonwoven fabric, metal foil, carbon fiber, and polyester film.
- the glass cloth is a cloth made of glass fiber, and includes a known glass cloth.
- the resin-impregnated glass cloth is obtained by impregnating the above glass cloth with a synthetic resin such as a thermosetting resin or a thermoplastic resin, and may be a known one.
- a thermosetting resin an epoxy resin, a urethane resin, a melamine resin, a phenol resin etc. are mentioned, for example.
- the thermoplastic resin include vinyl acetate resin, ethylene-vinyl acetate copolymer (EVA), vinyl chloride resin, EVA-vinyl chloride resin copolymer, and the like.
- EVA ethylene-vinyl acetate copolymer
- the above-mentioned thermosetting resin and thermoplastic resin can be used alone or in combination, respectively.
- Nonwoven fabrics include, for example, wood fibers (wood pulp, etc.), cellulosic fibers (eg, regenerated cellulosic fibers such as rayon, semi-synthetic cellulosic fibers such as acetate, natural cellulosic fibers such as hemp and cotton, For example, those blended yarns), polyester fibers, polyvinyl alcohol (PVA) fibers, polyamide fibers, polyolefin fibers, polyurethane fibers, cellulosic fibers (hemp, or hemp and other cellulosic fibers) and the like.
- Nonwoven fabric may be mentioned.
- metal foils made of known metals such as aluminum, stainless steel, iron, copper, gold, and alloys thereof.
- Carbon fiber is a fiber made of carbon as a main component, and includes known ones.
- polyester film examples include a polyethylene terephthalate (PET) film, a polyethylene naphthalate (PEN) film, and a polybutylene terephthalate (PBT) film.
- PET polyethylene terephthalate
- PEN polyethylene naphthalate
- PBT polybutylene terephthalate
- metal foil and glass cloth are preferable when considering adhesiveness, strength and cost, and metal foil is more preferable when considering strength.
- the thickness of the constraining layer is, for example, 0.05 to 2.0 mm, preferably 0.1 to 1.0 mm.
- the reinforcing layer is formed by molding a thermoplastic resin composition into a sheet shape.
- thermoplastic resin composition exhibits adhesiveness (tackiness) by heating at 80 ° C. or higher, for example.
- thermoplastic resin composition contains, for example, a monomer polymer containing conjugated dienes and / or a hydrogenated product (hydride) of the polymer.
- the monomer preferably contains a conjugated diene as an essential component, and a copolymerizable monomer copolymerizable with the conjugated diene as an optional component.
- conjugated dienes examples include 1,3-butadiene, isoprene (2-methyl-1,3-butadiene), chloroprene (2-chloro-1,3-butadiene), and the like.
- the copolymerizable monomer is a monomer having at least one double bond, and examples thereof include aliphatic vinyl monomers (olefins) such as ethylene, propylene, and isobutylene (2-methylpropene), Examples thereof include aromatic vinyl monomers such as styrene, cyano group-containing vinyl monomers such as (meth) acrylonitrile, and non-conjugated dienes such as 1,2-butadiene.
- aliphatic vinyl monomers such as ethylene, propylene, and isobutylene (2-methylpropene
- aromatic vinyl monomers such as styrene, cyano group-containing vinyl monomers such as (meth) acrylonitrile, and non-conjugated dienes such as 1,2-butadiene.
- copolymerizable monomers can be used alone or in combination of two or more.
- an aromatic vinyl monomer is used.
- examples of the polymer of the monomer containing the above conjugated diene include, for example, a single polymer of a monomer composed only of the above conjugated diene such as polybutadiene, polyisoprene, and chloroprene polymer (CR).
- acrylonitrile-butadiene (random) copolymer for example, styrene-butadiene-styrene (block) copolymer (SBS), styrene-butadiene (random) copolymer, styrene-isoprene-styrene (block) copolymer
- SBS styrene-butadiene-styrene
- block styrene-isoprene-styrene
- SIS combination
- isobutylene-isoprene (random) copolymer for example, acrylonitrile-butadiene (random) copolymer, styrene-butadiene-styrene (block) copolymer (SBS), styrene-butadiene (random) copolymer, styrene-isoprene-styrene (block)
- the blending ratio of the copolymerizable monomer in the copolymerization is, for example, 5 to 50 parts by mass with respect to 100 parts by mass of the total amount of monomers. is there.
- Polymers can be used alone or in combination of two or more.
- the polymer is preferably SBS.
- the unsaturated bond (double bond portion) derived from the conjugated diene is completely hydrogenated or partially hydrogenated, preferably completely hydrogenated.
- the hydrogenated product include styrene-ethylene-butylene-styrene (block) copolymer (SEBS), styrene-ethylene-propylene-styrene (block) copolymer (SEPS), styrene-ethylene-styrene ( Block) copolymer (SES) and the like.
- Hydrogenated substances can be used alone or in combination of two or more.
- SEBS is preferable.
- the hydrogenated product does not substantially contain unsaturated bonds due to hydrogenation of the above-described polymer, it is difficult to be thermally deteriorated in a high-temperature atmosphere, so that the heat resistance of the reinforcing layer can be improved.
- the viscosity of a 25% by mass toluene solution (25 ° C.) of the above polymer and hydrogenated product is, for example, 100 to 100,000 mPa ⁇ s, and preferably 500 to 10,000 mPa ⁇ s.
- the melt flow rate (MFR) of the polymer and the hydrogenated product is, for example, 5 (g / 10 minutes) or less, preferably 4 (g / 10 minutes) or less, at a temperature of 80 ° C. and a mass of 2.16 kg. Usually, 0 (g / 10 min) or more, and at a temperature of 120 ° C. and a mass of 5 kg, for example, 18 (g / 10 min) or less, preferably 15 (g / 10 min) or less, 0 (g / 10 minutes) or more.
- thermoplastic component a plurality of types of thermoplastic components having different MFRs can be used in combination.
- the polymer and the hydrogenated product include a combination of a low MFR thermoplastic component having a low MFR and a high MFR thermoplastic component having a higher MFR than the low MFR thermoplastic component.
- a low MFR thermoplastic component having a temperature of 190 degrees, a mass of 2.16 kg, less than 1.0 (g / 10 minutes) (usually 0 to 1.0 (g / 10 minutes)), and 1. And a combination with a high MFR thermoplastic component of 0 to 5.0 (g / 10 minutes), preferably 0.5 (g / 10 minutes) or less (usually 0 to 0.5 (g / 10 minutes) )) And a high MFR thermoplastic component of 1.5 to 4.5 (g / 10 min), more preferably 0.4 (g / 10 min) or less.
- a combination of a low MFR thermoplastic component (usually 0 to 0.4 (g / 10 min)) and a high MFR thermoplastic component of 2.0 to 4.0 (g / 10 min) may be mentioned.
- the blending ratio of the low MFR thermoplastic component and the high MFR thermoplastic component is, for example, 10/90 to 90/10, preferably 20/80 to 85/15, more preferably 30/70, based on their mass. ⁇ 80/20.
- the durometer hardness (type A) of the polymer and hydrogenated product according to ISO 76109 is, for example, 60 to 90 degrees, preferably 65 to 87 degrees.
- thermoplastic resin composition preferably further contains a tackifier.
- the tackifier is contained in the thermoplastic resin composition in order to improve the adhesion between the reinforcing layer and the metal plate, or to improve the reinforcing property when reinforcing the metal plate.
- tackifier examples include rosin resins, terpene resins, coumarone indene resins, petroleum resins (for example, alicyclic petroleum resins (cycloalkyl petroleum resins), aliphatic-aromatic copolymers. And petroleum petroleum resins, hydrocarbon petroleum resins such as aromatic petroleum resins, etc.), phenol resins (for example, terpene-modified phenol resins, etc.) and the like.
- the softening point of the tackifier is, for example, 50 to 150 ° C, preferably 50 to 130 ° C.
- the softening point of the tackifier is measured by the ring and ball method.
- ⁇ Tackifiers can be used alone or in combination of two or more.
- tackifiers preferred are petroleum resins and phenolic resins, and more preferred are petroleum resins.
- the mixing ratio of the tackifier is, for example, 40 to 200 parts by mass, preferably 50 to 170 parts by mass with respect to 100 parts by mass of the polymer and the hydrogenated product.
- the blending ratio of the tackifier is less than the above range, the adhesion between the reinforcing layer and the metal plate may not be sufficiently improved, or the reinforcing property of the metal plate may not be sufficiently improved. Moreover, when the compounding ratio of the tackifier exceeds the above range, the shape retention of the reinforcing layer may be deteriorated.
- the thermoplastic resin composition includes a filler, an anti-aging agent, a softening agent (eg, naphthenic oil, paraffinic oil, etc.), a thixotropic agent (eg, montmorillonite, etc.). ), Lubricants (for example, stearic acid, etc.), pigments, scorch inhibitors, stabilizers, antioxidants, ultraviolet absorbers, colorants, fungicides, flame retardants, and the like can also be added.
- a softening agent eg, naphthenic oil, paraffinic oil, etc.
- a thixotropic agent eg, montmorillonite, etc.
- Lubricants for example, stearic acid, etc.
- pigments for example, scorch inhibitors, stabilizers, antioxidants, ultraviolet absorbers, colorants, fungicides, flame retardants, and the like can also be added.
- the filler examples include calcium carbonate (for example, heavy calcium carbonate, light calcium carbonate, white luster), silica, magnesium silicate (for example, talc), bentonite (for example, organic bentonite), clay, aluminum silicate. And carbon black.
- the filler can be used alone or in combination. Preferably, calcium carbonate and carbon black are used.
- the addition ratio of the additive is, for example, 1 to 200 parts by mass with respect to 100 parts by mass of the polymer and the hydrogenated product, particularly when the additive is a filler.
- thermoplastic resin composition can be prepared by blending the above-described components in the blending ratio described above and stirring and mixing.
- the above-described components are dissolved or dispersed in a known solvent (for example, toluene) or water in the above-described blending ratio to obtain a solution or dispersion.
- a known solvent for example, toluene
- water in the above-described blending ratio
- examples thereof include a method (direct formation method) of preparing a liquid and then applying the obtained solution or dispersion to the surface of the constraining layer and then drying.
- the solution or dispersion obtained as described above is applied to the surface of the release film described later, and then dried to form the reinforcing layer. Thereafter, a method (transfer method) of transferring the reinforcing layer to the surface of the constraining layer can be mentioned.
- the kneaded product is prepared by directly kneading each of the above-described components (excluding the above-mentioned solvent and water) with, for example, a mixing roll, a pressure kneader, an extruder, etc., for example, calender molding, extrusion molding Or the method (direct formation method) which shape
- the kneaded product is placed between a constraining layer and a release film (described later), and then rolled into a sheet by, for example, press molding.
- the thickness of the reinforcing layer thus formed is, for example, 0.02 to 3.0 mm, preferably 0.03 to 1.4 mm.
- the thickness of the reinforcing sheet thus obtained is, for example, 0.25 to 5.0 mm, preferably 0.4 to 2.3 mm.
- the thickness of the reinforcing sheet exceeds the above range, it may be difficult to reduce the weight of the reinforcing sheet, and the manufacturing cost may increase.
- the thickness of the reinforcing sheet is less than the above range, the reinforcing property may not be sufficiently improved.
- a release film (separator) is used on the surface of the reinforcing layer (the surface opposite to the back surface on which the constraining layer is adhered) until it is actually used, if necessary. ) Can also be attached.
- release film examples include known release films such as polyethylene resin, polypropylene film, and synthetic resin film such as polyethylene terephthalate film, and paper films laminated with polyethylene.
- the metal plate examples include a steel plate, an iron plate, a stainless steel plate, an aluminum plate, and an alloy plate thereof.
- a steel plate and an aluminum plate are mentioned.
- Such a metal plate has already been painted, and such coating is applied according to the type and application of the metal plate.
- FIG. 1 is a process diagram for explaining an embodiment of a method for reinforcing a metal plate according to the present invention.
- the reinforcing sheet 1 and the metal plate 4 are prepared, and the reinforcing sheet 1 is attached to the metal plate 4.
- the reinforcing sheet 1 has a reinforcing layer 2 laminated on the surface of the constraining layer 3, and the surface of the reinforcing layer 2 (the surface opposite to the back surface on which the constraining layer 3 is laminated). ) Is affixed to the release film 6 as necessary.
- the metal plate 4 includes, for example, a plate-like portion. More specifically, the metal plate 4 is formed so as to include an outer surface 7 that appears in the appearance and an inner surface 8 that faces inward and does not appear in the appearance. ing.
- the metal plate 4 is a metal plate used for various industrial products, and examples thereof include a metal plate used for transportation machinery or electrical appliances.
- a vehicle body metal plate (specifically, a door panel or the like) constituting the automobile body is used, and such a vehicle body metal plate usually includes a vehicle interior outer surface 7 and a vehicle interior surface 8.
- such a body metal plate is first subjected to electrodeposition coating for rust prevention treatment, and then subjected to intermediate coating for anti-chipping treatment, followed by top coating for aesthetic treatment. Is given.
- the metal plate 4 used in this method is at least a metal plate after completion of electrodeposition coating, specifically, a metal plate after electrodeposition coating and before intermediate coating, or intermediate coating It may be any of a metal plate after the top coating and further a metal plate after the top coating.
- the release film 6 is peeled off from the surface of the reinforcing layer 2, and then FIG. As shown in FIG. 2, the surface of the reinforcing layer 2 is brought into contact with the inner surface 8 of the metal plate 4 after coating, and is crimped as necessary.
- the pressure is applied at a pressure of about 0.15 to 10 MPa.
- the heating temperature is, for example, 80 ° C. or more, preferably 90 ° C. or more, more preferably 100 ° C. or more, usually, for example, 130 ° C. or less, preferably 80 to 120 ° C., more preferably 80 to 110 ° C. is there.
- the heating time is, for example, 0.5 to 20 minutes, preferably 1 to 10 minutes.
- the heating temperature and the heating time are less than the lower limit described above, the metal plate 4 and the constraining layer 3 cannot be sufficiently adhered, or the reinforcing property at the time of reinforcement of the metal plate 4 can be sufficiently improved. There are cases where it is not possible.
- the heating of the reinforcing sheet 1 described above heats only the reinforcing sheet 1 using a heating device such as a heat gun.
- the heating device described above only the metal plate 4 and further both the reinforcing sheet 1 and the metal plate 4 can be heated. When only the metal plate 4 is heated, the heat of the heating device is conducted to the reinforcing sheet 1.
- the reinforcing sheet can be obtained by putting the metal plate 4 into a drying furnace (heating furnace) used in the intermediate coating or the top coating. 1 and / or the metal plate 4 can be heated.
- the reinforcing sheet 1 and / or the metal plate 4 can be heated by putting in the drying furnace used in the top coating.
- the metal plate 4 can be reinforced.
- the metal plate 4 can be reliably reinforced by sticking the reinforcement sheet 1 provided with the reinforcement layer 2 and the constraining layer 3 to the metal plate 4.
- the reinforcing layer 2 is made of a thermoplastic resin composition, even if it is stuck by heating, it does not cure and shrink. Therefore, it is possible to prevent the metal plate 4 from being stressed and to have a poor appearance due to distortion. Occurrence can be prevented.
- the reinforcing sheet 1 is stuck on the metal plate 4 after painting, the sticking surface is a painted surface when the metal plate 4 is reinforced. Therefore, even if moisture exists on the sticking surface, corrosion due to the moisture can be prevented, and the metal plate 4 can be reinforced while improving the corrosion resistance.
- the reinforcing structure of the metal plate 4 reinforced by the above-described method of reinforcing the metal plate 4 is excellent in reinforcement, aesthetics and corrosion resistance.
- the metal sheet 4 is reinforced by heating the reinforcement sheet 1 after being attached to the metal sheet 4, but for example, the reinforcement sheet 1 is heated to 80 ° C. or higher in advance,
- the metal plate 4 can be reinforced by sticking the heated reinforcing sheet 1 to the metal plate 4.
- a suitable heating temperature of the reinforcing sheet 1 is the same as the heating temperature after the metal plate 4 is attached.
- the above-described heat gun or drying furnace (heating furnace) is used.
- the metal plate 4 can be heated in advance to, for example, 80 ° C. or higher, and then the reinforcing sheet 1 can be attached to the heated metal plate 4.
- the above-described heat gun or drying furnace heating furnace
- the coating is heated to a high temperature, and after a predetermined time has passed, the remaining heat is 80 ° C.
- the reinforcing sheet 1 can also be attached to the metal plate 4 in the above state.
- Examples of the coating in this method include the above-described coatings (electrodeposition coating, intermediate coating and top coating), and preferably electrodeposition coating.
- the metal plate 4 is heated to 160 to 210 ° C., for example.
- the metal plate 4 is heated to, for example, 140 to 155 ° C.
- the metal plate 4 is heated to, for example, 130 to 145 ° C.
- the reinforcing sheet 1 is attached to the metal plate 4 at the above temperature or higher. be able to.
- the number of steps can be omitted, and the metal plate 4 can be easily reinforced.
- thermoplastic resin composition Preparation of thermoplastic resin composition
- Preparation Examples 1 and 2 In the formulation shown in Table 1, each component was blended on the basis of parts by mass and kneaded with a mixing roll preheated to 120 ° C. to prepare a kneaded product of the thermoplastic resin compositions of Preparation Examples 1 and 2. .
- thermosetting resin composition Comparative Preparation Example 1
- each component was blended on the basis of parts by mass and kneaded with a mixing roll preheated to 120 ° C., thereby preparing a kneaded product of the thermosetting resin composition of Comparative Preparation Example 1. .
- T432 Trade name “Asaprene T432”, styrene-butadiene-styrene block copolymer, styrene / butadiene ratio: 30/70 (mass basis), 25 mass% toluene solution viscosity (25 ° C.) 3100 mPa ⁇ s, MFR (190 ° C.
- H1041 Trade name “Tuftec H1041”, styrene-ethylene-butylene-styrene block copolymer, styrene / (ethylene and butadiene) ratio: 30/70 (mass basis), MFR (190 ° C., 2 .16 kg): 0.3 (g / 10 min), MFR (200 ° C., 5 kg): 3.5 (g / 10 min), durometer hardness (based on ISO7619, type A) 84 degrees, manufactured by Asahi Kasei Chemicals Corporation H1052: trade name “Tuftec H1052”, styrene-ethylene-butylene -Styrene block copolymer, styrene / (ethylene and butadiene) ratio: 20/80 (mass basis), MFR (190 ° C, 2.16 kg): 3 (g / 10 min), MFR (200 ° C, 5 kg): 10 (g / 10 min), durometer hardness (accord
- Crosslinking agent Fine sulfur Crosslinking accelerator: Trade name “Noxeller DM”, thiazole compound (di-2-benzo Thiazolyl disulfide), PetroTac 90HM manufactured by Ouchi Shinsei Chemical Industry Co., Ltd., trade name, aliphatic-aromatic copolymer petroleum tree Fat, softening point (ring and ball method) 88 ° C., manufactured by Tosoh Corporation PetroTac 100: trade name, aliphatic-aromatic copolymer petroleum resin, softening point (ring and ball method) 96 ° C., manufactured by Tosoh Corporation Alcon M100: trade name , Alicyclic petroleum-based resin, softening point (ring and ball method) 100 ° C., Arakawa Chemical Industries, Ltd.
- Alcon P100 trade name, alicyclic petroleum-based resin, softening point (ring and ball method) 100 ° C., Arakawa Chemical Industries, Ltd. Asahi # 50: trade name, carbon black, manufactured by Asahi Carbon Co., Ltd. Heavy calcium carbonate: manufactured by Maruo Calcium Co., Ltd.
- Epoxy resin 1 trade name “JER834”, bisphenol A type epoxy resin, epoxy equivalent 230-270 g / eq. Manufactured by Japan Epoxy Resin Co., Ltd .: Trade name “Adekaresin EP4080E”, bisphenol A type epoxy resin, epoxy equivalent of 215 g / eq. ADEKA Co., Ltd.
- Curing agent Trade name “DDA50”, Dicyandiamide, heat curing type, PTI Japan Co., Ltd.
- Curing accelerator Trade name “K-37Y”, amino acid compound (aminododecanoic acid), Pii OBSH: 4,4'-Oxybis (benzenesulfonyl hydrazide) manufactured by TAI Japan (Production of reinforcing sheet)
- Example 1 The kneaded product of the thermoplastic resin composition of Preparation Example 1 was placed between a constraining layer made of aluminum foil (Isezaki JIS H 4160, A3003H-0, manufactured by Sumi Light Aluminum Foil Co., Ltd.) having a thickness of 0.12 mm and a release film.
- the kneaded product was rolled into a sheet shape by press molding at 120 ° C., and a reinforcing sheet having a thickness of 1.5 mm (the total thickness of the constraining layer and the reinforcing layer, the same applies hereinafter) was produced (FIG. 1 (a)).
- Example 2 The kneaded product of the thermoplastic resin composition of Preparation Example 2 was placed between a constraining layer made of aluminum foil (Isezaki JIS H 4160, A3003H-0, manufactured by Sumikara Aluminum Foil Co., Ltd.) having a thickness of 0.12 mm and a release film. Then, the kneaded product was rolled into a sheet shape by press molding at 120 ° C. to prepare a reinforcing sheet having a thickness of 1.5 mm (see FIG. 1A).
- a constraining layer made of aluminum foil (Isezaki JIS H 4160, A3003H-0, manufactured by Sumikara Aluminum Foil Co., Ltd.) having a thickness of 0.12 mm and a release film. Then, the kneaded product was rolled into a sheet shape by press molding at 120 ° C. to prepare a reinforcing sheet having a thickness of 1.5 mm (see FIG. 1A).
- Example 3 instead of the constraining layer made of aluminum, the same treatment as in Example 1 was performed except that a constraining layer having a thickness of 0.20 mm made of glass cloth (H220MK, manufactured by Unitika Glass Fiber Co., Ltd.) was used. A reinforcing sheet was produced (see FIG. 1A).
- Example 4 instead of the constraining layer made of aluminum, the same treatment as in Example 2 was performed except that a constraining layer having a thickness of 0.20 mm made of glass cloth (H220MK, manufactured by Unitika Glass Fiber Co., Ltd.) was used. A reinforcing sheet was produced (see FIG. 1A).
- Example 5 In place of the constraining layer made of aluminum, a reinforcing layer having a thickness of 1.5 mm was processed in the same manner as in Example 1 except that a constraining layer having a thickness of 0.10 mm made of stainless steel (SUS430, manufactured by Nikko Shoji Co., Ltd.) was used. A sheet was produced (see FIG. 1A).
- Comparative Example 1 The reinforcing layer having a thickness of 0.54 mm was formed by rolling the thermosetting resin composition of Comparative Preparation Example 1 into a sheet by press molding.
- Comparative Example 2 Except having changed the thickness of the reinforcement layer into 0.84 mm, it processed similarly to the comparative example 1, and produced the 1.04 mm-thick reinforcement sheet.
- the reinforcing layer 2 is attached to the central part of a cold-rolled steel sheet (SPCC-SD, manufactured by Nippon Test Panel Co., Ltd.) 4 of 300 mm ⁇ 200 mm ⁇ 0.7 mm 4 at room temperature (20 ° C.), and then reinforced by a 2 kg roller. Layer 2 was pressed against the surface of steel plate 4.
- SPCC-SD cold-rolled steel sheet
- the back surface of the steel plate 4 is formed at a 1 mm pitch at the center in the width direction (180 mm width) and at a 5 mm pitch at the center in the longitudinal direction (200 mm length). This point was taken as a measurement point 5, and the thickness direction position at each measurement point 5 was measured.
- the steel sheet 4 and the reinforcing sheet 1 are set up vertically, and in this state, the reinforcing sheet 1 is bonded to the steel sheet 4 by heating them at 80 ° C. for 3 minutes or 120 ° C. for 1 minute. Reinforced.
- the steel plate 4 and the reinforcing sheet 1 were cooled to room temperature, and the thickness direction positions of the measurement points described above were measured again.
- the amount of distortion was repeatedly measured three times and calculated as an average value.
- the reinforcing layer was foamed and cured.
- Metal plate reinforcement method is used to reinforce metal plates used in various industrial products.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
Abstract
Description
調製例1および2
表1に示す配合処方において、各成分を質量部基準で配合して、120℃に予め加熱したミキシングロールで混練することにより、調製例1および2の熱可塑性樹脂組成物の混練物を調製した。
比較調製例1
表1に示す配合処方において、各成分を質量部基準で配合して、120℃に予め加熱したミキシングロールで混練することにより、比較調製例1の熱硬化性樹脂組成物の混練物を調製した。

A:商品名「タフプレンA」、スチレン-ブタジエン-スチレンブロック共重合体、スチレン/ブタジエン比:40/60(質量基準)、25質量%トルエン溶液粘度(25℃)650mPa・s、MFR(190℃、2.16kg):2.6(g/10分)、MFR(200℃、5kg):13(g/10分)、デュロメータ硬さ(ISO7619に準拠、タイプA)85度、旭化成ケミカルズ社製
スチレン系合成ゴム:商品名「Tufdene」、スチレン・ブタジエンランダム共重合体、数平均分子量90,000、スチレン含有量25質量%、ムーニー粘度35(ML1+4、at100℃)、旭化成社製
アクリロニトリル・ブタジエンゴム:商品名「Nipol 1052J」、アクリロニトリル含有量33.5質量%、ムーニー粘度77.5(ML1+4、at100℃)、固形状(常温)、日本ゼオン社製
H1041:商品名「タフテックH1041」、スチレン-エチレン-ブチレン-スチレンブロック共重合体、スチレン/(エチレンおよびブタジエン)比:30/70(質量基準)、MFR(190℃、2.16kg):0.3(g/10分)、MFR(200℃、5kg):3.5(g/10分)、デュロメータ硬さ(ISO7619に準拠、タイプA)84度、旭化成ケミカルズ社製
H1052:商品名「タフテックH1052」、スチレン-エチレン-ブチレン-スチレンブロック共重合体、スチレン/(エチレンおよびブタジエン)比:20/80(質量基準)、MFR(190℃、2.16kg):3(g/10分)、MFR(200℃、5kg):10(g/10分)、デュロメータ硬さ(ISO7619に準拠、タイプA)67度、旭化成ケミカルズ社製
架橋剤:微粉硫黄
架橋促進剤:商品名「ノクセラーDM」、チアゾール化合物(ジ-2-ベンゾチアゾリルジスルフィド)、大内新興化学工業社製
ペトロタック90HM:商品名、脂肪族-芳香族共重合体石油系樹脂、軟化点(環球法)88℃、東ソー社製
ペトロタック100:商品名、脂肪族-芳香族共重合体石油系樹脂、軟化点(環球法)96℃、東ソー社製
アルコンM100:商品名、脂環族石油系樹脂、軟化点(環球法)100℃、荒川化学工業社製
アルコンP100:商品名、脂環族石油系樹脂、軟化点(環球法)100℃、荒川化学工業社製
旭♯50:商品名、カーボンブラック、旭カーボン社製
重質炭酸カルシウム:丸尾カルシウム社製
エポキシ樹脂1:商品名「JER834」、ビスフェノールA型エポキシ樹脂、エポキシ当量230~270g/eq.、ジャパンエポキシレジン社製
エポキシ樹脂2:商品名「Adekaresin EP4080E」、ビスフェノールA型エポキシ樹脂、エポキシ当量215g/eq.、ADEKA社製
硬化剤:商品名「DDA50」、ジシアンジアミド、加熱硬化型、ピイ・ティ・アイ・ジャパン社製
硬化促進剤:商品名「K-37Y」、アミノ酸化合物(アミノドデカン酸)、ピイ・ティ・アイ・ジャパン社製
OBSH:4,4’-オキシビス(ベンゼンスルホニルヒドラジド)
(補強シートの作製)
実施例1
調製例1の熱可塑性樹脂組成物の混練物を、アルミニウム箔(伊勢崎JIS H 4160、A3003H-0、住軽アルミ箔社製)からなる厚み0.12mmの拘束層と、離型フィルムとの間に配置して挟み、その後、120℃のプレス成形により、混練物をシート状に圧延して、厚み(拘束層および補強層の合計厚み、以下同様)1.5mmの補強シートを作製した(図1(a)参照)。
調製例2の熱可塑性樹脂組成物の混練物を、アルミニウム箔(伊勢崎JIS H 4160、A3003H-0、住軽アルミ箔社製)からなる厚み0.12mmの拘束層と、離型フィルムとの間に配置して挟み、その後、120℃のプレス成形により、混練物をシート状に圧延して、厚み1.5mmの補強シートを作製した(図1(a)参照)。
アルミニウムからなる拘束層に代えて、ガラスクロス(H220MK、ユニチカグラスファイバー社製)からなる厚み0.20mmの拘束層を用いた以外は、実施例1と同様に処理して、厚み1.5mmの補強シートを作製した(図1(a)参照)。
アルミニウムからなる拘束層に代えて、ガラスクロス(H220MK、ユニチカグラスファイバー社製)からなる厚み0.20mmの拘束層を用いた以外は、実施例2と同様に処理して、厚み1.5mmの補強シートを作製した(図1(a)参照)。
アルミニウムからなる拘束層に代えて、ステンレス板(SUS430、日鉱商事社製)からなる厚み0.10mmの拘束層を用いた以外は、実施例1と同様に処理して、厚み1.5mmの補強シートを作製した(図1(a)参照)。
比較調製例1の熱硬化性樹脂組成物を、プレス成形によりシート状に圧延することにより、厚み0.54mmの補強層を形成した。
補強層の厚みを0.84mmに変更した以外は、比較例1と同様に処理して、厚み1.04mmの補強シートを作製した。
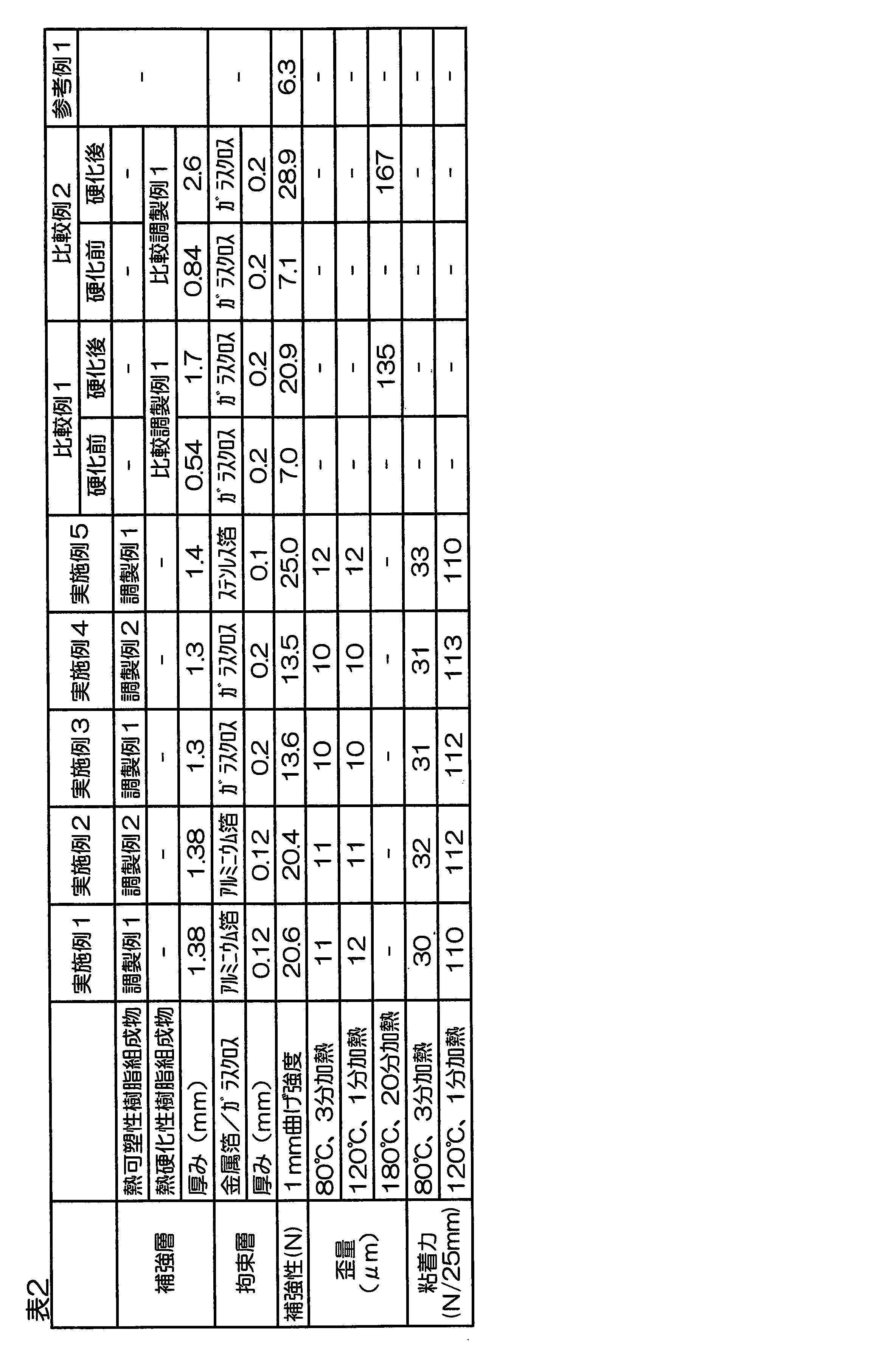
1.補強性(1mm曲げ強度)
A.実施例1~5の補強性
実施例1~5の補強シートを150mm×25mmに外形加工し、離型フィルムを補強層から引き剥がし、補強層を、150mm×25mm×0.7mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)に、室温(20℃)で貼着し、その後、80℃で3分間加熱して、鋼板を補強することにより、試験片を作製した。
比較例1および2の補強シートの補強性を、実施例1~5と同様の条件で試験することにより、硬化前の補強シートの補強性を評価した。その結果を、表2に示す。
比較例1および2の補強シートの加熱条件を、180℃、20分間に変更した以外は、実施例1~5と同様に試験することにより、加熱後の補強シートの補強性を評価した。
補強シートを設けられてない、150mm×25mm×0.7mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)のみについて、参考例1として、上記と同様に測定したところ、鋼板の1mm変位時の強度が、6.3(N)であった。
2.美観性(歪量)
A.実施例1~4の歪量
実施例1~4の補強シートを、100mm×50mmに外形加工し、離型フィルムを補強層から引き剥がし、図2(a)が参照されるように、補強層2を、300mm×200mm×0.7mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)4の中央部分に、室温(20℃)で貼着し、次いで、2kgのローラにより、補強層2を鋼板4の表面に圧着した。
加熱条件を、180℃、20分間に変更した以外は、上記した「A.実施例1~4の歪量」と同様に処理して、歪量を算出することにより、鋼板4の美観性を評価した。
3.粘着性(補強層)
実施例1~4の補強層のみを、常温(25℃)で鋼板(SPCC-SD、日本テストパネル社製)に貼着し、次いで、それらを80℃で3分間、あるいは、120℃で1分間加熱した後に、鋼板に対する粘着力を測定した。その結果を表2に示す。
Claims (10)
- 拘束層と、前記拘束層の表面に積層され、熱可塑性樹脂組成物からなる補強層とを備える補強シートを、塗装後の金属板に貼着することを特徴とする、金属板の補強方法。
- 前記熱可塑性樹脂組成物が、共役ジエン類を含む単量体の重合体および/または前記重合体の水素添加物を含有していることを特徴とする、請求項1に記載の金属板の補強方法。
- 前記熱可塑性樹脂組成物が、さらに、粘着付与剤を含有していることを特徴とする、請求項2に記載の金属板の補強方法。
- 前記粘着付与剤の配合割合が、前記重合体および前記水素添加物100質量部に対して、40~200質量部であることを特徴とする、請求項3に記載の金属板の補強方法。
- 前記拘束層が、金属箔および/またはガラスクロスであることを特徴とする、請求項1に記載の金属板の補強方法。
- 前記金属箔が、ステンレスおよび/またはアルミニウムからなることを特徴とする、請求項5に記載の金属板の補強方法。
- 前記補強シートを前記金属板に貼着し、次いで、前記補強シートを80℃以上に加熱することを特徴とする、請求項1に記載の金属板の補強方法。
- 前記補強シートを予め80℃以上に加熱し、次いで、加熱された前記補強シートを前記金属板に貼着することを特徴とする、請求項1に記載の金属板の補強方法。
- 前記補強シートを、80℃以上の状態にある前記金属板に貼着することを特徴とする、請求項1に記載の金属板の補強方法。
- 塗装後の金属板が、補強シートを粘着することにより補強され、
前記補強シートは、拘束層と、前記拘束層の表面に積層され、熱可塑性樹脂組成物からなる補強層とを備えていることを特徴とする、金属板の補強構造。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/876,664 US20130216843A1 (en) | 2010-09-30 | 2011-09-16 | Reinforcing method and reinforcing structure of metal plate |
| CN201180046001.4A CN103201108B (zh) | 2010-09-30 | 2011-09-16 | 金属板的增强方法及增强结构 |
| KR1020137008039A KR101342715B1 (ko) | 2010-09-30 | 2011-09-16 | 금속판의 보강 방법 및 보강 구조 |
| EP11828835.6A EP2623311A4 (en) | 2010-09-30 | 2011-09-16 | METHOD FOR REINFORCING METAL PLATES AND REINFORCING STRUCTURE |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-221510 | 2010-09-30 | ||
| JP2010221510A JP5066598B2 (ja) | 2010-09-30 | 2010-09-30 | 金属板の補強方法および補強構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012043275A1 true WO2012043275A1 (ja) | 2012-04-05 |
Family
ID=45892742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/071217 Ceased WO2012043275A1 (ja) | 2010-09-30 | 2011-09-16 | 金属板の補強方法および補強構造 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130216843A1 (ja) |
| EP (1) | EP2623311A4 (ja) |
| JP (1) | JP5066598B2 (ja) |
| KR (1) | KR101342715B1 (ja) |
| CN (1) | CN103201108B (ja) |
| WO (1) | WO2012043275A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8962144B2 (en) | 2011-09-15 | 2015-02-24 | Nitto Denko Corporation | Reinforcing sheet for resin molded product, and structure and method for reinforcing resin molded product |
| CN109291420A (zh) * | 2018-09-11 | 2019-02-01 | 安徽墙煌彩铝科技有限公司 | 一种钢板覆膜工艺的覆膜工序 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104512484A (zh) * | 2013-10-07 | 2015-04-15 | 江苏锋华车辆科技有限公司 | 一种电动汽车 |
| CA2976626C (en) * | 2015-02-19 | 2020-01-21 | Nippon Steel Corporation | Method of forming metal sheet and formed part |
| CN107810108A (zh) * | 2015-05-14 | 2018-03-16 | 泽菲罗斯有限公司 | 局部面板加强件 |
| JP2020090069A (ja) * | 2018-12-07 | 2020-06-11 | 日東電工株式会社 | 補強シートおよび補強構造体 |
| JP7355645B2 (ja) * | 2019-12-27 | 2023-10-03 | 日東電工株式会社 | 補強材および補強構造 |
| KR102188358B1 (ko) | 2020-03-27 | 2020-12-08 | 주식회사 스마트원 | 모듈 하우스 건설용 모듈 결합수단 |
| KR102292966B1 (ko) * | 2020-07-16 | 2021-08-24 | 주식회사 유비라이트 | Nbr 코팅 금속판 및 그 제조방법 |
| JP7721299B2 (ja) * | 2021-03-26 | 2025-08-12 | 日東電工株式会社 | 補強材および補強構造 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10140125A (ja) | 1996-11-11 | 1998-05-26 | Nissan Motor Co Ltd | パネル用剛性補強材 |
| JP2005139218A (ja) | 2003-11-04 | 2005-06-02 | Nitto Denko Corp | 鋼板補強用樹脂組成物、鋼板補強シートおよび鋼板の補強方法 |
| JP2007160917A (ja) * | 2005-11-17 | 2007-06-28 | Nitto Denko Corp | 鋼板補強シート |
| WO2008020522A1 (en) * | 2006-07-27 | 2008-02-21 | Nihon Tokushu Toryo Co., Ltd. | Steel plate-reinforcing material of type applying vibration-damping performance to steel plate |
| WO2011115140A1 (ja) * | 2010-03-18 | 2011-09-22 | 日東電工株式会社 | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59212249A (ja) * | 1983-05-16 | 1984-12-01 | 日東電工株式会社 | 金属板の制振防音方法 |
| JPS6097842A (ja) * | 1983-11-02 | 1985-05-31 | 日東電工株式会社 | 金属板の制振防音方法 |
| JPS61154842A (ja) * | 1984-12-27 | 1986-07-14 | 日東電工株式会社 | 金属板等の制振方法 |
| US5246523A (en) * | 1990-06-01 | 1993-09-21 | General Electric Corp. | Bonding aluminum cladding to random glass mat reinforced polypropylene sheet |
| US5248367A (en) * | 1990-06-01 | 1993-09-28 | General Electric Company | Bonding aluminum cladding to random glass mat reinforced polypropylene sheet |
| US5755486A (en) * | 1995-05-23 | 1998-05-26 | Novamax Technologies Holdings, Inc. | Composite structural reinforcement member |
| US6428649B1 (en) * | 2000-06-20 | 2002-08-06 | Schlegel Corporation | Method for forming an automotive vehicle weatherseal having a metal substrate with bonded elastomeric layer |
| JP3933017B2 (ja) * | 2002-09-11 | 2007-06-20 | Nok株式会社 | 金属・ゴム複合材料の製造法 |
| JP3849784B2 (ja) * | 2003-04-17 | 2006-11-22 | 日本特殊塗料株式会社 | 自動車用複合型鋼板補強材の施工方法 |
| JP4890380B2 (ja) * | 2007-08-07 | 2012-03-07 | トヨタ自動車株式会社 | 多層型鋼板補強材 |
| JP5489571B2 (ja) * | 2008-09-22 | 2014-05-14 | 日東電工株式会社 | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 |
| CN201362014Y (zh) * | 2009-02-13 | 2009-12-16 | 天津海程工贸有限公司 | 汽车、车辆及船舶用约束性加强衬板 |
| JP2012011714A (ja) * | 2010-07-02 | 2012-01-19 | Nitto Denko Corp | 熱伝導性補強シート、成形品およびその補強方法 |
-
2010
- 2010-09-30 JP JP2010221510A patent/JP5066598B2/ja active Active
-
2011
- 2011-09-16 KR KR1020137008039A patent/KR101342715B1/ko not_active Expired - Fee Related
- 2011-09-16 CN CN201180046001.4A patent/CN103201108B/zh not_active Expired - Fee Related
- 2011-09-16 WO PCT/JP2011/071217 patent/WO2012043275A1/ja not_active Ceased
- 2011-09-16 US US13/876,664 patent/US20130216843A1/en not_active Abandoned
- 2011-09-16 EP EP11828835.6A patent/EP2623311A4/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10140125A (ja) | 1996-11-11 | 1998-05-26 | Nissan Motor Co Ltd | パネル用剛性補強材 |
| JP2005139218A (ja) | 2003-11-04 | 2005-06-02 | Nitto Denko Corp | 鋼板補強用樹脂組成物、鋼板補強シートおよび鋼板の補強方法 |
| JP2007160917A (ja) * | 2005-11-17 | 2007-06-28 | Nitto Denko Corp | 鋼板補強シート |
| WO2008020522A1 (en) * | 2006-07-27 | 2008-02-21 | Nihon Tokushu Toryo Co., Ltd. | Steel plate-reinforcing material of type applying vibration-damping performance to steel plate |
| WO2011115140A1 (ja) * | 2010-03-18 | 2011-09-22 | 日東電工株式会社 | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2623311A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8962144B2 (en) | 2011-09-15 | 2015-02-24 | Nitto Denko Corporation | Reinforcing sheet for resin molded product, and structure and method for reinforcing resin molded product |
| CN109291420A (zh) * | 2018-09-11 | 2019-02-01 | 安徽墙煌彩铝科技有限公司 | 一种钢板覆膜工艺的覆膜工序 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103201108B (zh) | 2014-10-08 |
| JP2012076279A (ja) | 2012-04-19 |
| EP2623311A4 (en) | 2014-03-05 |
| EP2623311A1 (en) | 2013-08-07 |
| JP5066598B2 (ja) | 2012-11-07 |
| CN103201108A (zh) | 2013-07-10 |
| US20130216843A1 (en) | 2013-08-22 |
| KR20130079519A (ko) | 2013-07-10 |
| KR101342715B1 (ko) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5066598B2 (ja) | 金属板の補強方法および補強構造 | |
| JP5489571B2 (ja) | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 | |
| US9114599B2 (en) | Reinforcing sheet for resin molded article, reinforced structure of resin molded article, and reinforcing method | |
| CN103476893B (zh) | 粘合剂组合物、粘接方法和充气轮胎 | |
| CN101495302A (zh) | 赋予减振性能型的钢板增强材料 | |
| US7390759B2 (en) | Steel plate reinforcing sheet | |
| CN108165205A (zh) | 一种热熔胶组合物及其使用方法 | |
| JP2010077364A (ja) | 金属・ゴム接着シート及びその製造方法 | |
| JP5755092B2 (ja) | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 | |
| JP2005186303A (ja) | 鋼板用制振補強シート | |
| JP5946254B2 (ja) | 樹脂成形品用補強シート、樹脂成形品の補強構造および補強方法 | |
| JP5328578B2 (ja) | 鋼板補強材 | |
| CN1204983A (zh) | 金属-合成树脂层压体及合成树脂被覆金属管 | |
| JPH11227096A (ja) | ゴム被覆金属板 | |
| JPH10330504A (ja) | ゴムと金属との接着方法 | |
| WO2016204149A1 (ja) | シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11828835 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011828835 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13876664 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20137008039 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |