WO2012058374A1 - Overmolded polyamide composite structures and processes for their preparation - Google Patents
Overmolded polyamide composite structures and processes for their preparation Download PDFInfo
- Publication number
- WO2012058374A1 WO2012058374A1 PCT/US2011/057997 US2011057997W WO2012058374A1 WO 2012058374 A1 WO2012058374 A1 WO 2012058374A1 US 2011057997 W US2011057997 W US 2011057997W WO 2012058374 A1 WO2012058374 A1 WO 2012058374A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamides
- resin composition
- group
- component
- composite structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14786—Fibrous material or fibre containing material, e.g. fibre mats or fibre reinforced material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
- C08K7/20—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2677/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2709/00—Use of inorganic materials not provided for in groups B29K2703/00 - B29K2707/00, for preformed parts, e.g. for inserts
- B29K2709/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/12—Mixture of at least two particles made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/24994—Fiber embedded in or on the surface of a polymeric matrix
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31623—Next to polyamide or polyimide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
- Y10T428/31728—Next to second layer of polyamide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2041—Two or more non-extruded coatings or impregnations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2631—Coating or impregnation provides heat or fire protection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2631—Coating or impregnation provides heat or fire protection
- Y10T442/2721—Nitrogen containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2762—Coated or impregnated natural fiber fabric [e.g., cotton, wool, silk, linen, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2926—Coated or impregnated inorganic fiber fabric
- Y10T442/2984—Coated or impregnated carbon or carbonaceous fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2926—Coated or impregnated inorganic fiber fabric
- Y10T442/2992—Coated or impregnated glass fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/674—Nonwoven fabric with a preformed polymeric film or sheet
Definitions
- the present invention relates to the field of overmolded composite structures and processes for their preparation, particularly it relates to the field of polyamide
- composite materials are desired due to a unique combination of lightweight, high strength and temperature resistance.
- thermosetting resins or thermoplastic resins as the polymer matrix.
- Thermoplastic-based composite structures present several advantages over thermoset-based composite structures such as, for example, the fact that they can be post-formed or reprocessed by the application of heat and pressure, that a reduced time is needed to make the composite structures because no curing step is required, and their increased potential for recycling. Indeed, the time consuming chemical reaction of cross-linking for thermosetting resins (curing) is not required during the processing of thermoplastics.
- thermoplastic resins polyamides are particularly well suited for manufacturing composite structures.
- Thermoplastic polyamide compositions are desirable for use in a wide range of applications including parts used in automobiles, electrical/electronic parts, household appliances and furniture because of their good mechanical properties, heat resistance, impact resistance and chemical resistance and because they may be conveniently and flexibly molded into a variety of articles of varying degrees of complexity and intricacy.
- thermoplastic sheet material useful in forming composites.
- the disclosed thermoplastic sheet material is made of polyamide 6 and a dibasic carboxylic acid or anhydride or esters thereof and at least one reinforcing mat of long glass fibers encased within said layer.
- Overmolding involves shaping, e.g. by injection molding, a second polymer part directly onto at least a portion of one or more surfaces of the composite structure, to form a two-part composite structure, wherein the two parts are adhered one to the other at least at one interface.
- the polymer compositions used to impregnate the fibrous material (i.e. the matrix polymer composition) and the polymer compositions used to overmold the impregnated fibrous material (i.e. the overmolding polymer composition) are desired to have good adhesion one to the other, extremely good dimensional stability and retain their mechanical properties under adverse conditions, including thermal cycling, so that the composite structure is protected under operating conditions and thus has an increased lifetime.
- thermoplastic polyamide resin compositions that are used to impregnate one or more fibrous layers and to overmold the one or more impregnated fibrous layers may show poor adhesion between the overmolded polymer and the surface of the component comprising the fibrous material, i.e. the composite structure.
- the poor adhesion may result in the formation of cracks at the interface of the overmolded composite structures leading to reduced mechanical properties, premature aging and problems related to delamination and deterioration of the article upon use and time.
- thermoplastic polyamide composite structure that exhibits good mechanical properties, especially flexural strength and having at least a portion of its surface allowing a good adhesion between its surface and an overmolding resin comprising a polyamide resin.
- an overmolded composite structure comprising: i) a first component having a surface, which surface has at least a portion made of a surface resin composition, and comprising a fibrous material selected from non-woven structures, textiles, fibrous battings and combinations thereof, said fibrous material being impregnated with a matrix resin composition, ii) a second component comprising an overmolding resin composition, wherein said second component is adhered to said first component over at least a portion of the surface of said first component , and wherein the surface resin composition is selected from polyamide compositions comprising a blend of (A) one or more fully aliphatic polyamides selected from group (I) polyamides having a melting point of less than 230°C, and (B) one or more fully aliphatic polyamides selected from group (II) polyamides having a melting point of at least 250°C, and wherein the matrix resin composition is independently selected from (B) or independently selected from blends of (A) and (B).
- the process for making the overmolding composite structure described above comprises a step of overmolding a second component comprising an overmolding resin composition on the first component described above.
- the overmolded composite structure according to the present invention has improved impact resistance and flexural strength and shows good adhesion when a part made of an overmolding resin composition comprising a thermoplastic polyamide is adhered onto at least a portion of the surface of the composite structure.
- a good impact resistance and flexural strenght of the overmolded composite structure and a good adhesion between the composite structure and the overmolding resin leads to structures exhibiting good resistance to deterioration and resistance to delamination of the structure with use and time.
- melting point in reference to a polyamide refers to the melting point of the pure resin as determined with differential scanning calorimetry (DSC) at a scan rate of 10°C/min in the first heating scan, wherein the melting point is taken at the maximum of the endothermic peak.
- DSC differential scanning calorimetry
- a scan rate is an increase of temperature per unit time. Sufficient energy must be supplied to maintain a constant scan rate of 10°C/min until a temperature of at least 30°C and preferably at least 50°C above the melting point is reached.
- the present invention relates to overmolded composite structures and processes to make them.
- the overmolded composite structure according to the present invention comprises at least two components, i.e. a first component and a second component.
- the first component consists of a composite structure having a surface, which surface has at least a portion made of a surface resin composition, and comprises a fibrous material selected from non-woven structures, textiles, fibrous battings and combinations thereof, said fibrous material being impregnated with a matrix resin composition.
- the overmolded composite structure may comprise more than one first components, i.e. it may comprise more than one composite structures and may comprise more than one second components.
- the second component is adhered to the first component over at least a portion of the surface of said first component, the portion of the surface being made of the surface resin composition described herein.
- the first component may be fully or partially encapsulated by the second component.
- a fibrous material being impregnated with a matrix resin composition means that the matrix resin composition encapsulates and embeds the fibrous material so as to form an interpenetrating network of fibrous material
- the term "fiber” refers to a macroscopically homogeneous body having a high ratio of length to width across its cross-sectional area perpendicular to its length.
- the fiber cross section can be any shape, but is typically round.
- the fibrous material may be in any suitable form known to those skilled in the art and is preferably selected from non-woven structures, textiles, fibrous battings and combinations thereof.
- Non-woven structures can be selected from random fiber orientation or aligned fibrous structures. Examples of random fiber orientation include without limitation chopped and continuous material which can be in the form of a mat, a needled mat or a felt.
- aligned fibrous structures include without limitation unidirectional fiber strands, bidirectional strands, multidirectional strands, multi-axial textiles. Textiles can be selected from woven forms, knits, braids and combinations thereof.
- the fibrous material can be continuous or discontinuous in form. Depending on the end-use application of the overmolded composite structure and the required mechanical properties, more than one fibrous materials can be used, either by using several same fibrous materials or a combination of different fibrous materials, i.e. the first component described herein may comprise one or more fibrous materials.
- An example of a combination of different fibrous materials is a combination comprising a non-woven structure such as for example a planar random mat which is placed as a central layer and one or more woven continuous fibrous materials that are placed as outside layers.
- a non-woven structure such as for example a planar random mat which is placed as a central layer
- one or more woven continuous fibrous materials that are placed as outside layers.
- the fibrous material may be made of any suitable material or a mixture of materials provided that the material or the mixture of materials withstand the processing conditions used during impregnation by the matrix resin composition and the surface resin composition.
- the fibrous material comprises glass fibers, carbon fibers, aramid fibers, graphite fibers, metal fibers, ceramic fibers, natural fibers or mixtures thereof; more preferably, the fibrous material comprises glass fibers, carbon fibers, aramid fibers, natural fibers or mixtures thereof; and still more preferably, the fibrous material comprises glass fibers, carbon fibers and aramid fibers or mixture mixtures thereof.
- natural fiber it is meant any of material of plant origin or of animal origin.
- the natural fibers are preferably derived from vegetable sources such as for example from seed hair (e.g. cotton), stem plants (e.g. hemp, flax, bamboo; both bast and core fibers), leaf plants (e.g.
- sisal and abaca examples include agricultural fibers (e.g., cereal straw, corn cobs, rice hulls and coconut hair) or lignocellulosic fiber (e.g. wood, wood fibers, wood flour, paper and wood-related materials).
- agricultural fibers e.g., cereal straw, corn cobs, rice hulls and coconut hair
- lignocellulosic fiber e.g. wood, wood fibers, wood flour, paper and wood-related materials.
- fibrous materials made of different fibers can be used such as for example a composite structure comprising one or more central layers made of glass fibers or natural fibers and one or more surface layers made of carbon fibers or glass fibers.
- the fibrous material is selected from woven structures, non-woven structures or combinations thereof, wherein said structures are made of glass fibers and wherein the glass fibers are E-glass filaments with a diameter between 8 and 30 microns and preferably with a diameter between 10 to 24 microns.
- the fibrous material may further contain a thermoplastic material and the materials described above, for example the fibrous material may be in the form of commingled or co-woven yarns or a fibrous material impregnated with a powder made of a thermoplastic material that is suited to subsequent processing into woven or non- woven forms, or a mixture for use as a uni-directional material or a fibrous material impregnated with oligomers that will polymerize in situ during impregnation.
- a thermoplastic material and the materials described above, for example the fibrous material may be in the form of commingled or co-woven yarns or a fibrous material impregnated with a powder made of a thermoplastic material that is suited to subsequent processing into woven or non- woven forms, or a mixture for use as a uni-directional material or a fibrous material impregnated with oligomers that will polymerize in situ during impregnation.
- the ratio between the fibrous material and the polymer materials in the first component i.e. the fibrous material in combination with the matrix resin composition and the surface resin composition, is at least 30 volume percent fibrous material and more preferably between 40 and 60 volume percent fibrous material, the percentage being a volume-percentage based on the total volume of the first component.
- the matrix resin composition of the first component is made of a thermoplastic resin that is compatible with the surface resin composition.
- composition is selected from polyamide compositions comprising a blend of (A) one or more group (I) fully aliphatic polyamides having a melting point of less than 230°C and (B) one or more fully aliphatic polyamides selected from group (II) polyamides having a melting point of at least 250°C.
- the matrix resin composition is independently selected from (B) or independently selected from blends of (A) and (B).
- the matrix resin composition and the surface resin composition may be identical or different. When the surface resin composition and the matrix resin composition are different, and when the matrix resin composition is selected from blends of (A) and (B), it means that the component (A), i.e.
- the one or more group (I) fully aliphatic polyamides having a melting point of less than 230°C, and/or the component (B), i.e. the one or more fully aliphatic polyamides selected from group (II) polyamides having a melting point of at least 250°C, are not the same and/or that the amounts of component (A) and/or (B) are different in the surface resin composition and the matrix resin composition.
- the matrix resin composition comprises a blend of (A) the one or more group (I) fully aliphatic polyamides and (B) one or more polyamides selected from group (II) fully aliphatic polyamides in a weight ratio (A:B) from about 1 :99 to about 95:5, more preferably from about 15:85 to about 85:15. Still more preferably the matrix resin composition comprises a blend of (A) the one or more group (I) fully aliphatic
- the surface resin composition comprises a blend of (A) the one or more group (I) polyamides and (B) one or more polyamides selected from group (II) polyamides in a weight ratio (A:B) from about 1 :99 to about 95:5, more preferably from about 15:85 to about 85:15, and still more preferably 40:60 to about 60:40.
- the overmolding resin composition may be any polyamide resin, but is preferably a fully aliphatic polyamide resin. It may be the same or different from the surface resin composition and/or the matrix resin composition, and may be a blend of polyamides or a single polyamide resin. In a preferred embodiment it is selected from polyamide compositions comprising a blend of (A) one or more group (I) polyamides having a melting point of less than 230°C, and (B) one or more polyamides selected from group (II) polyamides of at least 250°C, or solely from one or more polyamides selected from group (II) polyamides (B) having a melting point of at least 250°C. More preferably, the overmolding resin composition is selected solely from one or more polyamides selected from group (II) polyamides (B) having a melting point of at least 250°C.
- the overmolding resin composition and the surface resin composition are different, and when the overmolding resin composition is a blend of (A) and (B), it means that the component (A), i.e. one or more polyamides selected from group (I) polyamides having a melting point of less than 230°C, and/or the component (B), i.e. one or more polyamides selected from group (II) polyamides having a melting point of at least 250°C, are not the same and/or that the amounts of component (A) and (B) are different in the overmolding resin composition and the surface resin composition, or that the overmolding resin composition is selected solely from one or more polyamides selected from group (II) polyamides (B).
- Polyamides are condensation products of one or more dicarboxylic acids and one or more diamines, and/or one or more aminocarboxylic acids, and/or ring-opening polymerization products of one or more cyclic lactams.
- the one or more fully aliphatic polyamides (A) and (B) are formed from aliphatic and alicyclic monomers such as diamines, dicarboxylic acids, lactams, aminocarboxylic acids, and their reactive equivalents.
- a suitable aminocarboxylic acid is 1 1 - aminododecanoic acid.
- Suitable lactams include caprolactam and laurolactam.
- the term "fully aliphatic polyamide” also refers to copolymers derived from two or more such monomers and blends of two or more fully aliphatic polyamides. Linear, branched, and cyclic monomers may be used.
- Carboxylic acid monomers comprised in the fully aliphatic polyamides are aliphatic carboxylic acids, such as for example adipic acid (C6), pimelic acid (C7), suberic acid (C8), azelaic acid (C9), sebacic acid (C10), dodecanedioic acid (C12) and
- the aliphatic dicarboxylic acids of the one or more fully aliphatic polyamides (A) and (B) are selected from adipic acid and
- the one or more fully aliphatic polyamides (A) and (B) described herein comprise an aliphatic diamine as previously described.
- the one or more diamine monomers of the one or more fully aliphatic polyamide copolymer (A) and (B) according to the present invention are selected from tetramethylene diamine and hexamethylene diamine.
- Suitable examples fully aliphatic polyamides include
- polyamide 6 polyamide 6,6; polyamide 4,6; polyamide 6,10; polyamide 6,12; polyamide 6,14; polyamide 6,13; polyamide 6,15; polyamide 6,16; polyamide 1 1 ; polyamide 12; polyamide 9,10; polyamide 9,12; polyamide 9,13; polyamide 9,14; polyamide 9,15;
- Preferred examples of fully aliphatic polyamides (B) useful in the polyamide composition of the present invention are poly(hexamethylene adipamide) (polyamide 66, PA66, also called nylon 66), and poly(tetramethylene adipamide) (polyamide 46, PA46, also called nylon 46).
- Polyamides having a melting point of less than 230°C comprise a fully aliphatic polyamide selected from the group consisting of poly(£-caprolactam) (PA 6), and poly(pentamethylene decanediamide) (PA510), poly(pentamethylene
- PA512 poly(£-caprolactam/hexamethylene hexanediamide) (PA6/66), poly(£-caprolactam/hexamethylene decanediamide) (PA6/610), poly(£- caprolactam/hexamethylene dodecanediamide) (PA6/612), poly(hexamethylene tridecanediamide) (PA613), poly(hexamethylene pentadecanediamide) (PA615), poly(£- caprolactam/hexamethylene hexanediamide/hexamethylene decanediamide)
- PA6/66/610 poly(£-caprolactam/hexamethylene hexanediamide/hexamethylene dodecanediamide) (PA6/66/612), poly(£-caprolactam/hexamethylene hexanediamide/hexamethylene decanediamide/hexamethylene dodecanediamide) (PA6/66/610/612), poly(2-methylpentamethylene hexanediamide/hexamethylene hexanediamide/) (PA D6/66), poly(decamethylene decanediamide) (PA1010), poly(decamethylene dodecanediamide) (PA1012), poly(1 1 -aminoundecanamide) (PA1 1 ), poly(12-aminododecanamide) (PA12), PA6,12, PA12,12.
- Preferred group (II) polyamides having a melting point of at least 250°C comprise a fully aliphatic polyamide selected from the group poly(hexamethylene hexanediamide) (PA 66), poly(tetramethylene hexanediamide) (PA46), poly(£- caprolactam/hexamethylene hexanediamide) (PA6/66), (PA6/66/610), poly(£- caprolactam/hexamethylene hexanediamide/hexamethylene dodecanediamide)
- PA6/66/612 poly(£-caprolactam/hexamethylene hexanediamide/hexamethylene decanediamide/hexamethylene dodecanediamide)
- PA6/66/610/612 poly(2- methylpentamethylene hexanediamide/hexamethylene hexanediamide/)
- PA D6/66 poly(2- methylpentamethylene hexanediamide/hexamethylene hexanediamide/)
- An embodiment of the current invention comprises a matrix resin composition and a surface resin composition comprising PA6 (group (I) polyamide A) and PA66 (group (II) polyamide B) in an A:B ratio of 25:75 and an overmolding resin composition comporising PA66.
- Another embodiment of the current invention comprises a matrix resin
- composition and a surface resin composition comprising PA6 (group (I) polyamide A) and PA66 (group (II) polyamide B) in an A:B ratio of 25:75 and an overmolding resin composition comprising PA6TDT.
- Preferred embodiments of the current invention comprise a matrix resin composition comprising PA6 (group (I) polyamide A) and PA66 (group (II) polyamide B) in an A:B ratio of 25:75 and a surface resin composition comprising PA6 (group (I) polyamide A) and PA66 (group (II) polyamide B) in an A:B ratio of 50:50 and an overmolding resin composition comprising PA66, PA6TDT, or their combindations.
- Another preferred embodiment of the current invention comprise a matrix resin composition comprising PA66 (group (II) polyamide B) and a surface resin composition comprising PA6 (group (I) polyamide A) and PA66 (group (II) polyamide B) in an A:B ratio of 50:50 and an overmolding resin composition comprising PA66, PA6TDT, or their combindations.
- the overmolded composite structure comprises a second component comprising an overmolding resin composition as described above.
- the second component is adhered to the first component described above over at least a portion of the surface of the first component.
- composition and/or the overmolding resin composition may further comprise one or more impact modifiers, one or more heat stabilizers, one or more oxidative stabilizers, one or more ultraviolet light stabilizers, one or more flame retardant agents or mixtures thereof.
- the surface resin composition described herein and/or the matrix resin composition and/or the overmolding resin composition may further comprise one or more reinforcing agents such as glass fibers, glass flakes, carbon fibers, carbon nanotubes, mica, wollastonite, calcium carbonate, talc, calcined clay, kaolin, magnesium sulfate, magnesium silicate, boron nitride, barium sulfate, titanium dioxide, sodium aluminum carbonate, barium ferrite, and potassium titanate.
- reinforcing agents such as glass fibers, glass flakes, carbon fibers, carbon nanotubes, mica, wollastonite, calcium carbonate, talc, calcined clay, kaolin, magnesium sulfate, magnesium silicate, boron nitride, barium sulfate, titanium dioxide, sodium aluminum carbonate, barium ferrite, and potassium titanate.
- the one or more reinforcing agents are present in an amount from at or about 1 to at or about 60 wt-%, preferably from at or about 1 to at or about 40 wt-%, or more preferably from at or about 1 to at or about 35 wt-%, the weight percentages being based on the total weight of the surface resin composition or the matrix resin composition or the overmolding resin composition, as the case may be.
- the matrix resin composition and the surface resin composition may be identical or different.
- the melt viscosity of the compositions may be reduced and especially the melt viscosity of the matrix resin composition.
- the surface resin composition described herein and/or the matrix resin composition and/or the overmolding resin composition may further comprise modifiers and other ingredients, including, without limitation, flow enhancing additives, lubricants, antistatic agents, coloring agents (including dyes, pigments, carbon black, and the like), nucleating agents, crystallization promoting agents and other processing aids known in the polymer compounding art.
- modifiers and other ingredients including, without limitation, flow enhancing additives, lubricants, antistatic agents, coloring agents (including dyes, pigments, carbon black, and the like), nucleating agents, crystallization promoting agents and other processing aids known in the polymer compounding art.
- Fillers, modifiers and other ingredients described above may be present in the composition in amounts and in forms well known in the art, including in the form of so- called nano-materials where at least one of the dimensions of the particles is in the range of 1 to 1000 nm.
- the surface resin compositions and the matrix resin compositions and the overmolding resin composition are melt-mixed blends, wherein all of the polymeric components are well-dispersed within each other and all of the non- polymeric ingredients are well-dispersed in and bound by the polymer matrix, such that the blend forms a unified whole. Any melt-mixing method may be used to combine the polymeric components and non-polymeric ingredients of the present invention.
- the polymeric components and non-polymeric ingredients may be added to a melt mixer, such as, for example, a single or twin-screw extruder; a blender; a single or twin-screw kneader; or a Banbury mixer, either all at once through a single step addition, or in a stepwise fashion, and then melt-mixed.
- a melt mixer such as, for example, a single or twin-screw extruder; a blender; a single or twin-screw kneader; or a Banbury mixer, either all at once through a single step addition, or in a stepwise fashion, and then melt-mixed.
- a melt mixer such as, for example, a single or twin-screw extruder; a blender; a single or twin-screw kneader; or a Banbury mixer, either all at once through a single step addition, or in a stepwise fashion, and then melt-mixed.
- the overmolded composite structure according to the present invention may be manufactured by a process comprising a step of overmolding the first component described above with the overmolding resin composition.
- overmolding it is meant that a second component comprising the overmolding resin composition described herein is molded or extruded onto at least one portion of the surface of the first component, which surface is made of a surface resin composition.
- the overmolding process includes that the second component is molded in a mold already containing the first component, the latter having been manufactured beforehand as described hereafter, so that the first and second components are adhered to each other over at least a portion of the surface of the first component.
- the first component is positioned in a mold having a cavity defining the outer surface of the final overmolded composite structure.
- the overmolding resin composition may be overmolded on one side or on both sides of the first component and it may fully or partially encapsulate the first component.
- the overmolding resin composition is then introduced in a molten form.
- the first component and the second component are adhered together by overmolding.
- the at least two parts are preferably adhered together by injection or compression molding as an overmolding step, and more preferably by injection molding.
- the first component according to the present invention may have any shape.
- the first component according to the present invention is in the form of a sheet structure.
- the first component may be flexible, in which case it can be rolled.
- the first component can be made by a process that comprises a step of impregnating the fibrous material with the matrix resin composition, wherein at least a portion of the surface of the first component, i.e. the composite structure, is made of the surface resin composition.
- the fibrous material is impregnated with the matrix resin by thermopressing. During thermopressing, the fibrous material, the matrix resin composition and the surface resin composition undergo heat and pressure in order to allow the resin compositions to melt and penetrate through the fibrous material and, therefore, to impregnate said fibrous material.
- thermopressing is made at a pressure between 2 and 100 bars and more preferably between 10 and 40 bars and a temperature which is above the melting point of the matrix resin composition and the surface resin composition, preferably at least about 20°C above the melting point to enable a proper impregnation.
- Heating may be done by a variety of means, including contact heating, radiant gas heating, infra red heating, convection or forced convection air heating, induction heating, microwave heating or combinations thereof.
- the impregnation pressure can be applied by a static process or by a continuous process (also known as dynamic process), a continuous process being preferred for reasons of speed.
- impregnation processes include without limitation vacuum molding, in-mold coating, cross-die extrusion, pultrusion, wire coating type processes, lamination, stamping, diaphragm forming or press-molding, lamination being preferred.
- heat and pressure are applied to the fibrous material, the matrix resin composition and the surface resin composition through opposing pressured rollers or belts in a heating zone, preferably followed by the continued application of pressure in a cooling zone to finalize consolidation and cool the impregnated fibrous material by pressurized means.
- lamination techniques include without limation calendering, flatbed lamination and double-belt press lamination. When lamination is used as the impregnating process, preferably a double-belt press is used for lamination.
- the surface resin composition always faces the environment of the first component so as to be accessible when the overmolding resin composition is applied onto the first component.
- the matrix resin composition and the surface resin composition are applied to the fibrous material by conventional means such as for example powder coating, film lamination, extrusion coating or a combination of two or more thereof, provided that the surface resin composition is applied on at least a portion of the surface of the composite structure, which surface is exposed to the environment of the first component.
- a polymer powder which has been obtained by conventional grinding methods is applied to the fibrous material.
- the powder may be applied onto the fibrous material by scattering, sprinkling, spraying, thermal or flame spraying, or fluidized bed coating methods.
- the powder coating process may further comprise a step which consists in a post sintering step of the powder on the fibrous material.
- the matrix resin composition and the surface resin composition are applied to the fibrous material such that at least a portion of the surface of the first component is made of the surface resin composition.
- thermopressing is performed on the powder coated fibrous material, with an optional preheating of the powder coated fibrous material outside of the pressurized zone.
- one or more films made of the matrix resin composition and one or more films made of the surface resin composition which have been obtained by conventional extrusion methods known in the art such as for example blow film extrusion, cast film extrusion and cast sheet extrusion are applied to the fibrous material, e.g. by layering.
- thermopressing is performed on the assembly comprising the one or more films made of the matrix resin composition and the one or more films made of the surface resin composition and the one or more fibrous materials.
- the films melt and penetrate around the fibrous material as a polymer continuum surrounding the fibrous material.
- pellets and/or granulates made of the matrix resin composition and pellets and/or granulates made of the surface resin composition are melted and extruded through one or more flat dies so as to form one or more melt curtains which are then applied onto the fibrous material by laying down the one or more melt curtains. Subsequently, thermopressing is performed on the assembly comprising the matrix resin composition, the surface resin composition and the one or more fibrous materials.
- the transfer time may not be as critical as for conventional composite structures, meaning that the transfer time may be increased thereby increasing the processing window and reducing molding equipment and automation costs.
- a preheating step may be done by a variety of means, including contact heating, radiant gas heating, infra red heating, convection or forced convection air heating, induction heating, microwave heating or combinations thereof.
- the first component may be shaped into a desired geometry or configuration, or used in sheet form prior to the step of overmolding the overmolding resin composition.
- the first component may be flexible, in which case it can be rolled.
- the process for making a shaped first component further comprises a step of shaping the first component, said step arising after the impregnating step.
- the step of shaping the first component may be done by compression molding, stamping or any technique using heat and/or pressure, compression molding and stamping being preferred.
- pressure is applied by using a hydraulic molding press.
- the first component is preheated to a temperature above the melt temperature of the surface resin composition and preferably above the melt temperature of the matrix resin composition by heated means and is transferred to a forming or shaping means such as a molding press containing a mold having a cavity of the shape of the final desired geometry whereby it is shaped into a desired
- the surface of the first component may be a textured surface so as to increase the relative surface available for overmolding, such textured surface may be obtained during the step of shaping by using a press or a mold having for example porosities or indentations on its surface.
- overmolding the first component in a single molding station may be used.
- This one step process avoids the step of compression molding or stamping the first component in a mold or a press, avoids the optional preheating step and the transfer of the preheated first component to the molding station.
- the first component i.e. the composite structure
- the molding station comprises a mold having a cavity of the shape of the final desired geometry. The shape of the first component is thereby obtained during overmolding.
- overmolded composite structures according to the present invention may be used in a wide variety of applications such as for example as components for automobiles, trucks, commercial airplanes, aerospace, rail, household appliances, computer hardware, hand held devices, recreation and sports, structural component for machines, structural components for buildings, structural components for photovoltaic equipments or structural components for mechanical devices.
- automotive applications include without limitation seating components and seating frames, engine cover brackets, engine cradles, suspension arms and cradles, spare tire wells, chassis reinforcement, floor pans, front-end modules, steering column frames, instrument panels, door systems, body panels (such as horizontal body panels and door panels), tailgates, hardtop frame structures, convertible top frame structures, roofing structures, engine covers, housings for transmission and power delivery components, oil pans, airbag housing canisters, automotive interior impact structures, engine support brackets, cross car beams, bumper beams, pedestrian safety beams, firewalls, rear parcel shelves, cross vehicle bulkheads, pressure vessels such as refrigerant bottles and fire extinguishers and truck compressed air brake system vessels, hybrid internal combustion/electric or electric vehicle battery trays, automotive suspension wishbone and control arms, suspension stabilizer links, leaf springs, vehicle wheels, recreational vehicle and motorcycle swing arms, fenders, roofing frames and tank flaps.
- automotive applications include without limitation seating components and seating frames, engine cover brackets, engine cradles, suspension arms and cradles, spare tire well
- Examples of household appliances include without limitation washers, dryers, refrigerators, air conditioning and heating.
- Examples of recreation and sports include without limitation inline-skate components, baseball bats, hockey sticks, ski and snowboard bindings, rucksack backs and frames, and bicycle frames.
- Examples of structural components for machines include electrical/electronic parts such as for example housings for hand held electronic devices, computers.
- PA1 has a melting point of about 260°C to about 265°C and a glass transition of about 40°C to about 70°C.
- PA1 is called PA6,6 and is commercially available, for example, from E. I. du Pont de Nemours and Company.
- Polyamide from group I (A) (PA2 in Tables 1 , 2): a group I polyamide made of e- caprolactam having a melting point of about 220°C. PA1 is called PA6 and is
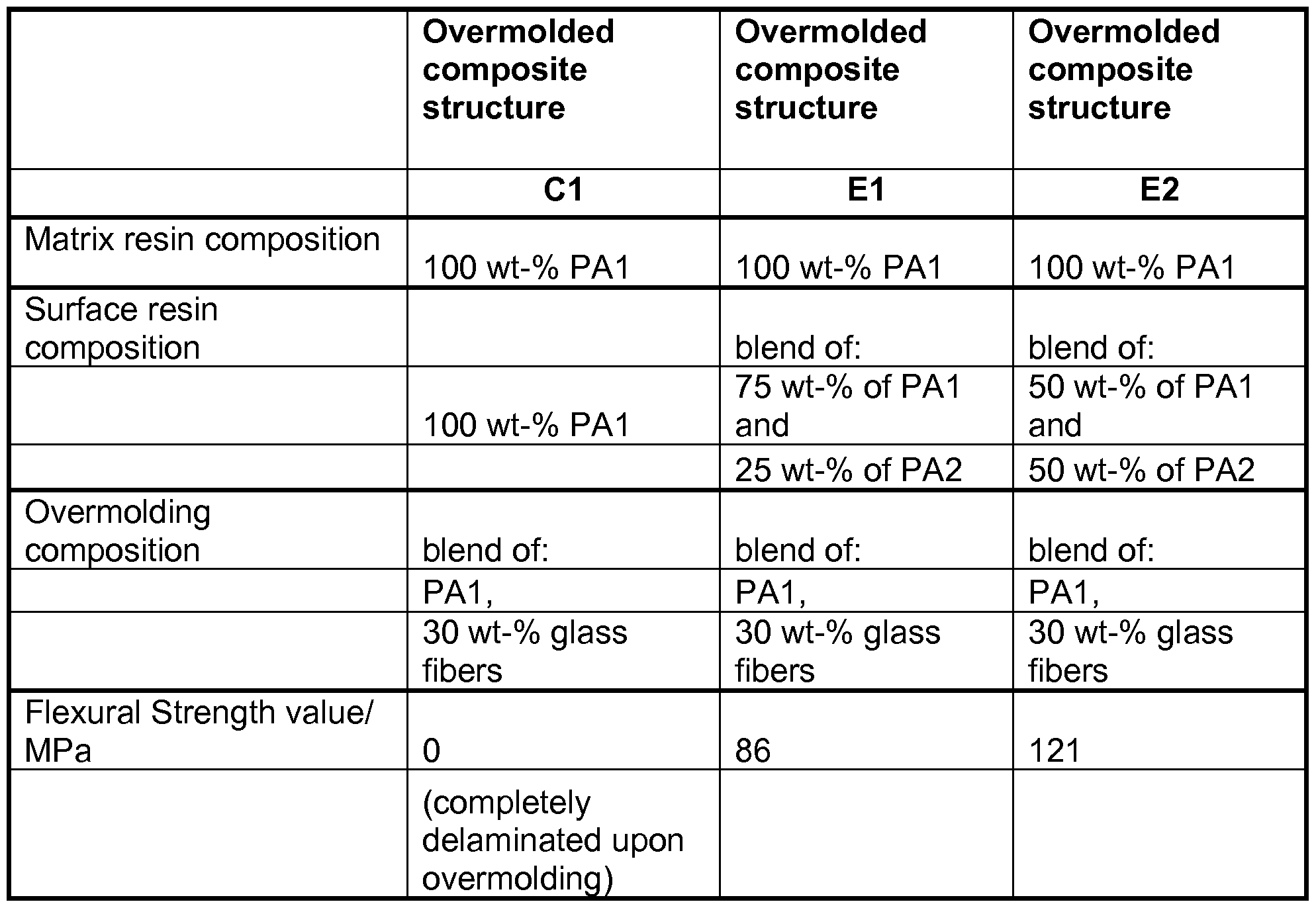
- Overmolding resin a composition comprising a group II polyamide (PA1 ) made of adipic acid and 1 ,6-hexamethylenediamine, 30 percent glass fibers by weight of the total resin composition in the case of E1 , E2, and C1 in Table 1 , and 50 percent glass fibers by weight of the total resin composition in the case of E3 and C2 in Table 2.
- PA1 group II polyamide
- the resins are commercially available from E. I. du Pont de Nemours and Companyv
- the resin compositions used in the Examples (abbreviated as “E” in Table 1 and 2), and Comparative Examples (abbreviated as “C” in Table 1 and 2) were prepared by melting or melt-blending the ingredients in a twin-screw extruder. Upon exiting the extruder, the compositions listed in Tables 1 and 2 were cast into about 102 micron thick film in the case of the matrix resin compositions of C1 , E1 , E2, E3, and C2, and the surface resin compositions of C1 , E3, and C2 and about 200 micron thick films in the case of the surface resin composition of Examples E1 and E2.
- the composite structures used for preparing the overmolded composite structures C1 , E1 , and E2 in Table 1 and E3 and C2 in Table 2 were prepared by first making a laminate by stacking eight layers of film having a thickness of about 102 microns and made of PA1 in the case of C1 , E1 , E2, and C2, or made of matrix resin and surface resin composition in the case of E3, and three layers of woven continuous glass fiber textile (E-glass fibers having a diameter of 17 microns, 0.4% of a silane- based sizing and a nominal roving tex of 1200 g/km that have been woven into a 2/2 twill (balanced weave) with an areal weight of 600 g/m 2 ).
- C1 , E1 , E2, and C2 two layers made of PA1 , one layer of woven continuous glass fiber textile, two layers of PA1 , one layer of woven continuous glass fiber textile, two layers of PA1 , one layer of woven continuous glass fiber textile and two layers of PA1 .
- the following sequence was used for E3: two layers of surface resin composition (described in Table 2), one layer of woven continuous glass fiber textile, two layers of matrix resin composition (described in Table 2), one layer of woven continuous glass fiber textile, two layers of the matrix resin composition, one layer of woven continuous glass fiber textile, and two layers of the surface resin composition.
- the laminates were prepared using an isobaric double press machine with counter rotating steel belts, both supplied by Held GmbH. The different films enterered the machine from unwinders in the previously defined stacking sequence. The heating zones were about 2000 mm long and the cooling zones were about 1000 mm long. Heating and cooling were maintained without release of pressure.
- the laminates were prepared with the following conditions: a lamination rate of 1 m/min, a maximum machine temperature of 360 ° C and laminate pressure of 40 bar. The so-obtained laminates had an overall thickness of about 1 .5 mm.
- films of about 200 micrometers and made of the surface polyamide resin compositions of E1 and E2 described in Table 1 were applied to the above described laminate made of PA1 films and continuous glass fiber textile, forming the composite structure.
- the films comprising the surface polyamide resin compositions of E1 and E2 were made with a 28mm W&P extruder with an adaptor and film die and an oil heated casting drum. The extruder and adaptor and die temperatures were set at 280 ° C, and the temperature of the casting drum was set at 100 ° C.
- the composite structures of E1 and E2 were formed by compression molding the films by a Dake Press (Grand Haven, Mich) Model 44-225 (pressure range 0-25K) with an 8 inch platten. A 6x6" specimen of the laminate was placed in the mold and the film was pressed onto the laminate's surface at a
- the composite structures comprising a surface made of the surface polyamide resin compositions of E1 or E2 described in Table 1 , the matrix resin compositions PA1 and the fibrous material had an overall thickness of about 1 .5 mm.
- overmolded composite structures listed in Tables 1 and 2 were made by over injection molding about 1 .7 mm of the overmolding resin composition onto the
- the composite structures for C1 , E1 , E2, E3, and C2 comprising a surface made of the surface resin compositions listed in Tables 1 and 2, the matrix resin compositions listed in Tables 1 and 2, and the fibrous material described above were cut into 5x5" (about 127 mm x 127 mm) specimens and placed into a heating chamber for 3 min at 180°C in the case of C1 , E1 , and E2, and for 3 min at 210°C in the case of E3 and C2. Then the composite structures were quickly transferred with a robot arm into a mold cavity of an Engel vertical press and were over injection molded with the overmolding resin compositions listed in Tables 1 and 2 by an Engel molding machine. The trasfer time from leaving the heating chamber to contact with the overmolding resin was 9 sec. The mold was oil heated at 120 ° C. The injection machine was set at 280 ° C. Bond strength of E1 , E2, and C1 , in Table 1
- the over-molded part of the specimen was on the tensile side (outer span) resting on the two side supports (at 2" (about 51 mm) apart), while indenting with the single support (the load) on the compression side (inner span) on the composite structure of the specimen.
- the notch in the specimens was down (tensile side).
- the notch was placed 1 ⁇ 4" off center (1 ⁇ 4" away from the load).
- the tests were conducted at 2 mm/min with 1 KN load. The test was run until a separation or fracture between the two parts of the specimen (delamination) was seen. The stress at that point was recorded.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description

Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112013010222A BR112013010222A2 (en) | 2010-10-29 | 2011-10-27 | "overmolded composite structure and process" |
| EP11782299.9A EP2632714A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| CN201180051280.3A CN103201100B (en) | 2010-10-29 | 2011-10-27 | Polyamide composite construction of overmolding and preparation method thereof |
| JP2013536804A JP5932816B2 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structure and method for producing the same |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US40816610P | 2010-10-29 | 2010-10-29 | |
| US61/408,166 | 2010-10-29 | ||
| US41010010P | 2010-11-04 | 2010-11-04 | |
| US41010810P | 2010-11-04 | 2010-11-04 | |
| US41009310P | 2010-11-04 | 2010-11-04 | |
| US41010410P | 2010-11-04 | 2010-11-04 | |
| US61/410,093 | 2010-11-04 | ||
| US61/410,104 | 2010-11-04 | ||
| US61/410,108 | 2010-11-04 | ||
| US61/410,100 | 2010-11-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012058374A1 true WO2012058374A1 (en) | 2012-05-03 |
Family
ID=44936546
Family Applications (11)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2011/057953 Ceased WO2012058352A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057951 Ceased WO2012058350A2 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057969 Ceased WO2012058359A1 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
| PCT/US2011/057997 Ceased WO2012058374A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| PCT/US2011/057946 Ceased WO2012058346A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057952 Ceased WO2012058351A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| PCT/US2011/057945 Ceased WO2012058345A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| PCT/US2011/058005 Ceased WO2012058379A2 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
| PCT/US2011/057979 Ceased WO2012058366A1 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
| PCT/US2011/057985 Ceased WO2012058368A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057948 Ceased WO2012058348A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2011/057953 Ceased WO2012058352A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057951 Ceased WO2012058350A2 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057969 Ceased WO2012058359A1 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
Family Applications After (7)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2011/057946 Ceased WO2012058346A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057952 Ceased WO2012058351A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| PCT/US2011/057945 Ceased WO2012058345A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
| PCT/US2011/058005 Ceased WO2012058379A2 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
| PCT/US2011/057979 Ceased WO2012058366A1 (en) | 2010-10-29 | 2011-10-27 | Composite structures having improved heat aging and interlayer bond strength |
| PCT/US2011/057985 Ceased WO2012058368A1 (en) | 2010-10-29 | 2011-10-27 | Polyamide composite structures and processes for their preparation |
| PCT/US2011/057948 Ceased WO2012058348A1 (en) | 2010-10-29 | 2011-10-27 | Overmolded polyamide composite structures and processes for their preparation |
Country Status (6)
| Country | Link |
|---|---|
| US (12) | US20120108130A1 (en) |
| EP (11) | EP2632713A1 (en) |
| JP (12) | JP2013545636A (en) |
| CN (11) | CN103237654A (en) |
| BR (10) | BR112013010473A2 (en) |
| WO (11) | WO2012058352A1 (en) |
Families Citing this family (79)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9149990B2 (en) * | 2007-03-30 | 2015-10-06 | Airbus Operations Gmbh | Apparatus for the forming of a lay-up of fibre composite material |
| WO2012058352A1 (en) * | 2010-10-29 | 2012-05-03 | E. I. Du Pont De Nemours And Company | Polyamide composite structures and processes for their preparation |
| US8691911B2 (en) | 2011-01-31 | 2014-04-08 | E I Du Pont De Nemours And Company | Melt-blended thermoplastic composition |
| ES2572903T3 (en) * | 2011-04-12 | 2016-06-03 | Mitsubishi Gas Chemical Company, Inc. | Composite material based on polyamide resin and method to produce it |
| EP2702101B1 (en) | 2011-04-28 | 2018-01-24 | DSM IP Assets B.V. | Use of a polymer in a sliding element for a lubricated sliding system |
| TWI592079B (en) * | 2012-04-27 | 2017-07-11 | Dsm智慧財產有限公司 | Electrically conductive polyamide substrate |
| JP5820927B2 (en) | 2012-05-15 | 2015-11-24 | 帝人株式会社 | Reinforcing carbon fiber bundle, method for producing the same, and method for producing a composite using the same |
| EP2871203B1 (en) * | 2012-07-05 | 2016-11-30 | Teijin Limited | Material for molding, molded article produced from said material, and method for producing said molded article |
| JP5971049B2 (en) * | 2012-09-14 | 2016-08-17 | 東レ株式会社 | Polyamide resin composition |
| US8777264B2 (en) * | 2012-10-05 | 2014-07-15 | GM Global Technology Operations LLC | Steering column assembly for a motor vehicle |
| FR3008984B1 (en) * | 2013-07-24 | 2017-04-28 | Rhodia Operations | ARTICLES OBTAINED FROM POLYMERIC COMPOSITION, PROCESS FOR PREPARATION AND USES |
| CN105764961A (en) * | 2013-08-01 | 2016-07-13 | 英威达技术有限公司 | Continuous fiber thermoplastic composites |
| EP3036276B1 (en) * | 2013-08-21 | 2017-10-11 | Basf Se | Method for producing a composite plastic component |
| KR102224391B1 (en) * | 2013-08-21 | 2021-03-08 | 바스프 에스이 | Composite plastic part with improved resistance to heat aging |
| JP6169280B2 (en) * | 2013-08-21 | 2017-07-26 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | Composite plastic parts with improved adhesion between plastic components contained in the parts |
| EP3039060B1 (en) * | 2013-08-30 | 2021-06-30 | Continental Structural Plastics, Inc. | Overmolding with non-oriented fibers |
| EP2860009B1 (en) * | 2013-10-11 | 2019-01-09 | Ems-Patent Ag | Method for their manufacture of reinforced moulded items |
| CN105705565B (en) * | 2013-11-14 | 2018-06-01 | Ems 专利股份公司 | Polyamide molding compounds for large molded parts |
| HUE047680T2 (en) * | 2013-11-28 | 2020-05-28 | Lanxess Deutschland Gmbh | Polyamide compositions |
| JP6256012B2 (en) * | 2014-01-08 | 2018-01-10 | 王子ホールディングス株式会社 | Multilayer molded product |
| JP2015131394A (en) * | 2014-01-09 | 2015-07-23 | 東レ株式会社 | Fiber reinforced thermoplastic resin integrated structure |
| JP2015140353A (en) * | 2014-01-27 | 2015-08-03 | 東レ株式会社 | Fiber-reinforced thermoplastic resin composition, method for producing the same, and method for producing fiber-reinforced thermoplastic resin molding |
| JP6511226B2 (en) * | 2014-05-29 | 2019-05-15 | 三菱エンジニアリングプラスチックス株式会社 | Fiber-reinforced resin material, resin molded article and method for producing fiber-reinforced resin material |
| US9302414B2 (en) | 2014-06-24 | 2016-04-05 | Ford Global Technologies | Molded active plastics components for a vehicle airbag assembly |
| US9641037B2 (en) | 2014-08-28 | 2017-05-02 | General Electric Company | Stator slot liners |
| US9667112B2 (en) | 2014-08-28 | 2017-05-30 | General Electric Company | Rotor slot liners |
| BR112017006012A2 (en) | 2014-09-26 | 2017-12-19 | Renmatix Inc | Addition mixing, cured wood adhesives, plywood, particle oriented panels, and composition |
| WO2016053465A1 (en) * | 2014-09-30 | 2016-04-07 | E. I. Du Pont De Nemours And Company | Acoustic emission reduction of composites containing semi-aromatic polyamides |
| US20160122487A1 (en) | 2014-11-05 | 2016-05-05 | E I Du Pont De Nemours And Company | Thermoplastic composites |
| GB201419902D0 (en) | 2014-11-07 | 2014-12-24 | Mclaren Automotive Ltd | Fibre-reinforced components |
| WO2016084475A1 (en) | 2014-11-28 | 2016-06-02 | 三菱瓦斯化学株式会社 | Pressure vessel, liner, and method for producing pressure vessel |
| US20200139642A1 (en) * | 2014-12-17 | 2020-05-07 | E.I. Dupont De Nemours And Company | Glass and carbon fiber composites and uses thereof |
| EP3078475B2 (en) | 2015-04-07 | 2025-01-22 | Ems-Chemie Ag | Molded article reinforced with a reinforcing element, method for its preparation and its use |
| EP3093312A1 (en) * | 2015-05-12 | 2016-11-16 | LANXESS Deutschland GmbH | Thermoplastic moulding materials |
| KR101751247B1 (en) * | 2015-06-16 | 2017-06-28 | 한국엔지니어링플라스틱 주식회사 | Anti-abrasive Polyamide Composition |
| WO2017062809A1 (en) * | 2015-10-09 | 2017-04-13 | E. I. Du Pont De Nemours And Company | Overmolded carbon fiber structures with tailored void content and uses thereof |
| JP6703389B2 (en) * | 2015-10-20 | 2020-06-03 | ダイセルポリマー株式会社 | Molded article manufacturing method |
| EP3381973B1 (en) * | 2015-11-24 | 2021-02-17 | Teijin Limited | Method for producing molded articles |
| US9840989B2 (en) | 2015-11-30 | 2017-12-12 | Ford Global Technologies, Llc | Soft engine cover for intake manifold |
| CN108367470B (en) * | 2015-12-17 | 2021-02-05 | 帝斯曼知识产权资产管理有限公司 | Method for plastic overmolding on metal surfaces and hybrid plastic-metal component |
| KR102542302B1 (en) * | 2015-12-18 | 2023-06-09 | 디에스엠 아이피 어셋츠 비.브이. | pressure vessel |
| KR20170073994A (en) | 2015-12-21 | 2017-06-29 | 현대자동차주식회사 | Polyamide resin composition having thermal resistance and oxidation resistance |
| JP6616227B2 (en) * | 2016-03-30 | 2019-12-04 | 三菱重工業株式会社 | Front wife structure and vehicle |
| EP3257893B1 (en) | 2016-06-15 | 2018-12-26 | LANXESS Deutschland GmbH | Fibre-matrix semi-finished product |
| US10669420B2 (en) * | 2016-07-19 | 2020-06-02 | University Of Guelph | Biocarbon and nylon based hybrid carbonaceous biocomposites and methods of making those and using thereof |
| KR101810004B1 (en) * | 2016-08-03 | 2017-12-19 | 아우토리브 디벨롭먼트 아베 | Airbag housing for vehicle |
| JP7039823B2 (en) * | 2016-10-13 | 2022-03-23 | 三菱ケミカル株式会社 | Carbon fiber reinforced plastic laminate and its manufacturing method |
| JP7003417B2 (en) * | 2017-02-17 | 2022-02-04 | 三菱ケミカル株式会社 | Method for manufacturing carbon fiber polyamide resin composite prepreg, and carbon fiber polyamide resin composite material |
| JP6708582B2 (en) * | 2017-04-10 | 2020-06-10 | トヨタ自動車株式会社 | Vehicle suspension arm |
| WO2019010336A1 (en) | 2017-07-05 | 2019-01-10 | Renmatix, Inc. | Manufacture, isolation, purification, and uses of small particle size cellulose particles and compositions |
| DE202017003886U1 (en) * | 2017-07-21 | 2017-08-17 | Lanxess Deutschland Gmbh | door module |
| JP2019026670A (en) * | 2017-07-26 | 2019-02-21 | 旭化成株式会社 | Polyamide composition and molded article |
| JP6859485B2 (en) * | 2018-03-05 | 2021-04-14 | 旭化成株式会社 | Thermoplastic resin coating reinforcing fiber composite yarn, manufacturing method of the composite yarn, continuous fiber reinforced resin molded product, manufacturing method of composite material molded product |
| US20210147641A1 (en) | 2018-04-03 | 2021-05-20 | Renmatix, Inc. | Composites containing cellulose-based compositions |
| ES2962144T3 (en) * | 2018-04-25 | 2024-03-15 | Asahi Chemical Ind | Continuous fiber reinforced resin molding and method for its manufacture |
| KR20210032976A (en) * | 2018-07-16 | 2021-03-25 | 코닝 인코포레이티드 | In-vehicle system with cold-bending glass substrate and method for forming same |
| MX2021001271A (en) * | 2018-07-30 | 2021-04-13 | Ascend Performance Mat Operations Llc | Nylon terpolymers. |
| CN112533992B (en) * | 2018-08-03 | 2023-02-03 | 埃万特公司 | Bloom-free thermoplastic polyurethane compounds and thermoplastic articles molded therefrom |
| CN109265720A (en) * | 2018-09-11 | 2019-01-25 | 浙江奔富新能源股份有限公司 | Hydrofluoric acid resistant nylon membrane and preparation method thereof |
| US11865797B2 (en) * | 2018-09-12 | 2024-01-09 | Bauer Hockey, Llc | Method of forming a sporting implement |
| WO2020092761A1 (en) * | 2018-10-31 | 2020-05-07 | Shakespeare Company, Llc | Clear polyamide resins, articles, and methods |
| US12473956B2 (en) | 2019-01-10 | 2025-11-18 | Avient Corporation | Resiliently flexible composite articles with overmolded rigid portions |
| WO2020210061A1 (en) | 2019-04-08 | 2020-10-15 | Ocv Intellectual Capital, Llc | Composite nonwoven mat and method of making the same |
| IT201900013803A1 (en) * | 2019-08-02 | 2021-02-02 | Radici Partecipazioni S P A | MANUFACTURED BY THE COUPLING OF TWO POLYAMIDE PARTS, ONE OF WHICH FIBRORINFORCED, AND PROCESSES FOR THEIR PRODUCTION |
| KR102081154B1 (en) * | 2019-09-06 | 2020-02-25 | 한국엔지니어링플라스틱 주식회사 | Crystalline polyamide Resin Composition for IC Tray |
| JP6853868B2 (en) * | 2019-11-06 | 2021-03-31 | 三菱重工業株式会社 | Ex-wife structure and vehicle |
| JP7335144B2 (en) * | 2019-11-26 | 2023-08-29 | 旭化成株式会社 | CONTINUOUS FIBER REINFORCED RESIN COMPOSITE MATERIAL AND PRODUCTION METHOD THEREOF |
| IT201900022884A1 (en) * | 2019-12-03 | 2020-03-03 | Univ Degli Studi Di Modena E Reggio Emilia | Composite material consisting of a biofiller and a thermoplastic matrix and process for making an article with such a composite material |
| KR20220107278A (en) * | 2019-12-05 | 2022-08-02 | 디에스엠 아이피 어셋츠 비.브이. | compression limiter |
| RU2741945C1 (en) * | 2019-12-28 | 2021-01-29 | федеральное государственное автономное образовательное учреждение высшего образования "Санкт-Петербургский политехнический университет Петра Великого" (ФГАОУ ВО "СПбПУ") | Method of carbon-based nanoparticles distribution during production of nanocomposite one-way thermoplastic tapes |
| KR102439566B1 (en) * | 2021-05-03 | 2022-09-01 | 금오공과대학교 산학협력단 | Manufacturing method of carbon fiber-reinforced PA6 composite by LFT process and long-fiber reinforced PA6 composite manufactured thereby |
| CN114474557B (en) * | 2021-12-31 | 2023-11-10 | 富联裕展科技(深圳)有限公司 | Metal plastic bonding part, forming method thereof and electronic product shell |
| CN116079991A (en) * | 2023-01-12 | 2023-05-09 | 东华大学 | Hybrid molding process for high-performance hybrid molding thermoplastic composite material with pre-optimized interface |
| FR3146828A1 (en) | 2023-03-20 | 2024-09-27 | Arkema France | Overmolded composite structure |
| FR3146829A1 (en) | 2023-03-20 | 2024-09-27 | Arkema France | Overmolded composite structure |
| CN116790116B (en) * | 2023-04-27 | 2024-05-07 | 珠海万通特种工程塑料有限公司 | Semi-aromatic polyamide composition and preparation method and application thereof |
| US20250001704A1 (en) * | 2023-06-27 | 2025-01-02 | Rohr, Inc. | Thermoplastic composite components and method for forming same |
| FR3151237A1 (en) * | 2023-07-18 | 2025-01-24 | Safran | RECYCLING PROCESS FOR COMPOSITE PARTS WITH THERMOPLASTIC ORGANIC MATRIX |
| WO2025255281A1 (en) * | 2024-06-04 | 2025-12-11 | Ascend Performance Materials Operations Llc | High tenacity copolymer formulations |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4255219A (en) | 1978-08-28 | 1981-03-10 | Allied Chemical Corporation | Process for making composite laminated polyamide sheet material |
Family Cites Families (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE621846A (en) | 1961-08-31 | 1900-01-01 | ||
| DE2253048B2 (en) | 1971-11-01 | 1980-09-18 | Allied Chemical Corp., Morristown, N.J. (V.St.A.) | Thermoplastic molding and process for its manufacture |
| JPS5061449A (en) | 1973-10-02 | 1975-05-27 | ||
| GB1585085A (en) * | 1976-06-21 | 1981-02-25 | Ici Ltd | Polyamide compositions |
| JPS5493043A (en) | 1977-12-29 | 1979-07-23 | Unitika Ltd | Resin composition and its production |
| US4346194A (en) * | 1980-01-22 | 1982-08-24 | E. I. Du Pont De Nemours And Company | Toughened polyamide blends |
| JPS56109247A (en) * | 1980-01-22 | 1981-08-29 | Du Pont | Polyamide blend |
| FR2501571B1 (en) | 1981-03-12 | 1988-02-12 | Renault | MOLDED PARTS REINFORCED BY PULTRUSION PROFILES |
| KR900004934B1 (en) * | 1987-04-22 | 1990-07-12 | 주식회사 코오롱 | Polyamide resin composition |
| US4943404A (en) * | 1987-11-13 | 1990-07-24 | Phillips Petroleum Company | Process for producing a fiber reinforced thermoplastic article |
| DE3917600A1 (en) * | 1989-05-31 | 1990-12-06 | Basf Ag | THERMOPLASTIC MOLDING PARTICLES AND PARTICULAR AMPOULE COPOLYAMIDES |
| SE9200564L (en) | 1992-02-26 | 1993-03-15 | Perstorp Ab | DENDRITIC MACROMOLECYLE OF POLYESTER TYPE, PROCEDURES FOR PRODUCING THEREOF AND USING THEREOF |
| DE59305110D1 (en) * | 1992-06-04 | 1997-02-27 | Ciba Geigy Ag | Stabilized chlorine-containing polymer compositions |
| JP2878933B2 (en) * | 1992-06-25 | 1999-04-05 | 旭化成工業株式会社 | Polyamide resin composition and molded product with excellent surface gloss |
| US5437899A (en) * | 1992-07-14 | 1995-08-01 | Composite Development Corporation | Structural element formed of a fiber reinforced thermoplastic material and method of manufacture |
| US5492980A (en) | 1992-10-12 | 1996-02-20 | Kishimoto Sangyo Co., Ltd. | Thermoplastic molding resin composition |
| JPH0790178A (en) * | 1993-09-21 | 1995-04-04 | Mitsubishi Chem Corp | Polyamide resin composition |
| WO1995015354A1 (en) * | 1993-12-01 | 1995-06-08 | Alliedsignal Inc. | Films produced by bubble formation of compositions of polyamide and functionalized polyolefin |
| US5424344A (en) * | 1994-01-05 | 1995-06-13 | E. I. Dupont De Nemours And Company | Flame retardant polyamide compositions |
| KR100197887B1 (en) * | 1994-09-05 | 1999-06-15 | 정몽규 | Polyamide resin composition |
| US5830528A (en) * | 1996-05-29 | 1998-11-03 | Amcol International Corporation | Intercalates and exfoliates formed with hydroxyl-functional; polyhydroxyl-functional; and aromatic compounds; composites materials containing same and methods of modifying rheology therewith |
| SE509240C2 (en) | 1996-05-28 | 1998-12-21 | Perstorp Ab | Thermoplastic compound consisting of a thermoplastic polymer bonded to a dendritic or hyper-branched macromolecule and composition and product thereof |
| EP0966352B1 (en) * | 1997-03-14 | 2002-08-28 | E.I. Dupont de Nemours and Company, Inc. | Composite sheet material comprising polyamide film and fabric |
| TW359642B (en) * | 1997-04-21 | 1999-06-01 | Toray Industries | Resin composition for fiber-reinforced complex material, prepreg and fiber-reinforced complex material |
| DE19731230A1 (en) * | 1997-07-21 | 1999-01-28 | Basf Ag | Molding compositions containing statistical copolyamides, process for their preparation and their use |
| JPH11198325A (en) * | 1998-01-13 | 1999-07-27 | Mitsubishi Eng Plast Corp | Polyamide resin integrally molded product |
| JP4008156B2 (en) * | 1998-06-08 | 2007-11-14 | 三菱エンジニアリングプラスチックス株式会社 | Polyamide resin integrally molded product |
| JP2008274305A (en) | 1999-03-30 | 2008-11-13 | Ube Ind Ltd | Polyamide composition having good fluidity |
| JP4284808B2 (en) | 1999-03-30 | 2009-06-24 | 宇部興産株式会社 | Injection welding material |
| TW593491B (en) * | 1999-09-29 | 2004-06-21 | Toyo Boseki | Inorganic reinforced polyamide resin compositions |
| AU2634401A (en) | 2000-01-06 | 2001-07-16 | Burton Corporation, The | Highback formed of multiple materials |
| US6497959B1 (en) | 2000-03-30 | 2002-12-24 | General Electric Company | Use of dendrimers as a processing aid and surface modifier for thermoplastic resins |
| DE10057455C2 (en) * | 2000-11-20 | 2003-11-06 | Ems Chemie Ag | Polyamide molding compounds with improved properties |
| DE50113321D1 (en) | 2001-03-15 | 2008-01-10 | Ems Chemie Ag | Filled, thermoplastic polyamide molding compounds with improved properties |
| CA2386717A1 (en) * | 2001-05-21 | 2002-11-21 | Kuraray Co., Ltd. | Polyamide composition |
| DE10132928A1 (en) | 2001-07-03 | 2003-01-16 | Buehler Ag | Modified post-condensed polyester |
| FR2830255B1 (en) | 2001-10-01 | 2004-10-22 | Rhodia Industrial Yarns Ag | COMPOSITE MATERIALS COMPRISING A REINFORCING MATERIAL AND AS A THERMOPLASTIC MATRIX, A STAR POLYAMIDE, PRECURSOR COMPOSED ARTICLE OF SUCH MATERIALS AND PRODUCTS OBTAINED FROM SUCH MATERIALS |
| EP1388564A1 (en) * | 2002-08-08 | 2004-02-11 | DSM IP Assets B.V. | Polyamide composition, process of preparation and use for making moulded articles |
| US20070167552A1 (en) | 2002-08-27 | 2007-07-19 | Georg Stoeppelmann | Polyamide moulding materials for the production of moulded articles having reduced surface carbonization |
| US20110217495A1 (en) | 2002-08-27 | 2011-09-08 | Ems-Chemie Ag | Polyamide moulding materials for the production of moulded articles having reduced surface carbonization |
| DE10239326A1 (en) * | 2002-08-27 | 2004-03-18 | Ems-Chemie Ag | Highly viscous molding compounds with nanoscale fillers |
| DE10255044A1 (en) | 2002-11-26 | 2004-06-03 | Bayer Ag | Use of branched flow aids in highly flowable polymer compositions |
| US7122255B2 (en) * | 2002-12-10 | 2006-10-17 | E. I. Du Pont Canada Company | Multilayered composite polyamide articles and processes for their preparation |
| US20040242737A1 (en) * | 2003-04-14 | 2004-12-02 | Georgios Topulos | Polyamide composition for blow molded articles |
| US20040260035A1 (en) | 2003-06-11 | 2004-12-23 | Issam Dairanieh | Crystallizable thermoplastic resins and dendrimers with improved fabrication characteristics |
| EP1498445A1 (en) | 2003-07-18 | 2005-01-19 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| EP2277675B1 (en) | 2003-08-19 | 2012-04-04 | Solvay Specialty Polymers USA, LLC. | Impact-modified polyamide hollow body |
| JP4359107B2 (en) | 2003-08-27 | 2009-11-04 | 三菱エンジニアリングプラスチックス株式会社 | Resin composite parts for automobiles |
| DE102004005657A1 (en) | 2004-02-04 | 2005-08-25 | Basf Ag | Flowable polyester molding compounds |
| EP1574547A1 (en) * | 2004-03-09 | 2005-09-14 | Mitsubishi Engineering-Plastics Corporation | Flame-retardant polyamide resin composition and extrusion-molded product |
| US20060036044A1 (en) * | 2004-08-13 | 2006-02-16 | Cheng Paul P | Transparent polyamide compositions and articles made therefrom |
| CN100577739C (en) * | 2004-09-30 | 2010-01-06 | 丰田合成株式会社 | Resin composition, resin molded article and manufacturing method thereof |
| EP1683830A1 (en) | 2005-01-12 | 2006-07-26 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| EP1681313A1 (en) * | 2005-01-17 | 2006-07-19 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| WO2007036929A2 (en) * | 2005-09-29 | 2007-04-05 | Nilit Ltd. | Modified polyamides, uses thereof and process for their preparation |
| EP1788026B1 (en) * | 2005-11-18 | 2007-07-18 | EMS-Chemie AG | Reinforced polyamide moulding compositions |
| EP1788027B1 (en) * | 2005-11-18 | 2007-07-18 | EMS-Chemie AG | Reinforced polyamide moulding compositions |
| US8003202B2 (en) * | 2006-06-16 | 2011-08-23 | E.I. Du Pont De Nemours And Company | Semiaromatic polyamide composite article and processes for its preparation |
| US8853324B2 (en) * | 2006-11-22 | 2014-10-07 | E I Du Pont De Nemours And Company | Mobile telephone housing comprising polyamide resin composition |
| WO2008075699A1 (en) * | 2006-12-20 | 2008-06-26 | Toyo Boseki Kabushiki Kaisha | Crystalline polyamide based resin composition |
| US20080161503A1 (en) * | 2006-12-29 | 2008-07-03 | E.I. Du Pont De Nemours And Company | Composition Comprising Ethylene Copolymer and Polyamide |
| JP4949913B2 (en) * | 2007-04-12 | 2012-06-13 | 旭化成ケミカルズ株式会社 | Long glass fiber reinforced polyamide resin pellets and molded articles thereof |
| US7691311B2 (en) * | 2007-04-27 | 2010-04-06 | Vec Industries, L.L.C. | Method for manufacturing a glass fiber reinforced article, and a glass fiber reinforced article |
| ES2392792T3 (en) * | 2007-08-24 | 2012-12-13 | Ems-Patent Ag | High temperature polyamide molding masses reinforced with flat glass fibers |
| JPWO2009031284A1 (en) * | 2007-09-03 | 2010-12-09 | ユニチカ株式会社 | Resin composition and molded body using the same |
| EP2055743B2 (en) * | 2007-10-30 | 2019-03-20 | Ems-Patent Ag | Moulding masses for manufacturing moulded parts in the drinking water sector |
| WO2009062671A2 (en) * | 2007-11-12 | 2009-05-22 | Medicoat Ag | Implant and method for coating an implant |
| EP2060607B2 (en) | 2007-11-16 | 2019-11-27 | Ems-Patent Ag | Filled polyamide moulding materials |
| EP2060596B1 (en) * | 2007-11-16 | 2012-06-13 | Ems-Patent Ag | Filled polyamide moulding compositions |
| JP2011503343A (en) * | 2007-11-19 | 2011-01-27 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | Use of a polyamide composition to produce a molded article with improved adhesion, the molded article and a method of bonding such materials |
| FR2928102B1 (en) * | 2008-03-03 | 2012-10-19 | Arkema France | MULTILAYER STRUCTURE COMPRISING AT LEAST ONE STABILIZED LAYER |
| WO2010014795A1 (en) * | 2008-07-30 | 2010-02-04 | E. I. Du Pont De Nemours And Company | Thermoplastic articles including polyhydroxy polymers |
| JP2010037358A (en) * | 2008-07-31 | 2010-02-18 | Toray Ind Inc | Method for manufacturing fiber-reinforced molded substrate |
| CN101735478A (en) * | 2008-11-07 | 2010-06-16 | E.I.内穆尔杜邦公司 | Thermal stabilizer for polymers |
| US8476354B2 (en) * | 2008-12-23 | 2013-07-02 | E I Du Pont De Nemours And Company | Low sink marks and excellent surface appearance reinforced polyamide compositions |
| US8778247B2 (en) * | 2009-01-16 | 2014-07-15 | Dsm Ip Assets B.V. | Polyamide films for flexible printed circuit boards |
| RU2528728C2 (en) * | 2009-01-16 | 2014-09-20 | ДСМ АйПи АССЕТС Б.В. | Transparent films |
| KR20110117120A (en) * | 2009-01-29 | 2011-10-26 | 도요 보세키 가부시키가이샤 | Glass Fiber Reinforced Polyamide Resin Composition |
| US20100267355A1 (en) | 2009-04-17 | 2010-10-21 | Varney Douglas W | Method for allowing Reestablishment of A call to A mobile terminal that is blocked from receiving calls |
| US20100291821A1 (en) * | 2009-05-12 | 2010-11-18 | E. I. Du Pont De Nemours And Company | Polyamide composite structures and processes for their preparation |
| FR2947823B1 (en) * | 2009-07-09 | 2012-12-28 | Rhodia Operations | COMPOSITE POLYAMIDE ARTICLE |
| US20110039470A1 (en) * | 2009-07-30 | 2011-02-17 | E.I. Du Pont De Nemours And Company | Overmolded heat resistant polyamide composite structures and processes for their preparation |
| US20110028060A1 (en) * | 2009-07-30 | 2011-02-03 | E .I. Du Pont De Nemours And Company | Heat resistant semi-aromatic polyamide composite structures and processes for their preparation |
| US20110027571A1 (en) * | 2009-07-30 | 2011-02-03 | E.I. Du Pont De Nemours And Company | Heat resistant polyamide composite structures and processes for their preparation |
| WO2012058352A1 (en) * | 2010-10-29 | 2012-05-03 | E. I. Du Pont De Nemours And Company | Polyamide composite structures and processes for their preparation |
-
2011
- 2011-10-27 WO PCT/US2011/057953 patent/WO2012058352A1/en not_active Ceased
- 2011-10-27 JP JP2013536791A patent/JP2013545636A/en active Pending
- 2011-10-27 US US13/282,521 patent/US20120108130A1/en not_active Abandoned
- 2011-10-27 CN CN2011800509016A patent/CN103237654A/en active Pending
- 2011-10-27 EP EP11782294.0A patent/EP2632713A1/en not_active Withdrawn
- 2011-10-27 CN CN2011800508757A patent/CN103180133A/en active Pending
- 2011-10-27 BR BR112013010473A patent/BR112013010473A2/en not_active IP Right Cessation
- 2011-10-27 WO PCT/US2011/057951 patent/WO2012058350A2/en not_active Ceased
- 2011-10-27 US US13/282,514 patent/US20120108131A1/en not_active Abandoned
- 2011-10-27 CN CN2011800525451A patent/CN103237655A/en active Pending
- 2011-10-27 BR BR112013010469A patent/BR112013010469A2/en not_active IP Right Cessation
- 2011-10-27 EP EP11781920.1A patent/EP2632710A1/en not_active Withdrawn
- 2011-10-27 JP JP2013536798A patent/JP2013543802A/en active Pending
- 2011-10-27 WO PCT/US2011/057969 patent/WO2012058359A1/en not_active Ceased
- 2011-10-27 JP JP2013536805A patent/JP6027012B2/en not_active Expired - Fee Related
- 2011-10-27 BR BR112013010227A patent/BR112013010227A2/en not_active Application Discontinuation
- 2011-10-27 WO PCT/US2011/057997 patent/WO2012058374A1/en not_active Ceased
- 2011-10-27 CN CN201180051274.8A patent/CN103180134B/en not_active Expired - Fee Related
- 2011-10-27 CN CN2011800525856A patent/CN103189200A/en active Pending
- 2011-10-27 CN CN201180051270XA patent/CN103209831A/en active Pending
- 2011-10-27 US US13/282,536 patent/US20120108128A1/en not_active Abandoned
- 2011-10-27 BR BR112013010220A patent/BR112013010220A2/en not_active IP Right Cessation
- 2011-10-27 CN CN201180052593.0A patent/CN103221208B/en not_active Expired - Fee Related
- 2011-10-27 CN CN201180052556.XA patent/CN103201101B/en not_active Expired - Fee Related
- 2011-10-27 CN CN201180052612XA patent/CN103221209A/en active Pending
- 2011-10-27 BR BR112013010222A patent/BR112013010222A2/en not_active IP Right Cessation
- 2011-10-27 JP JP2013536794A patent/JP2013540883A/en active Pending
- 2011-10-27 US US13/282,516 patent/US20120108122A1/en not_active Abandoned
- 2011-10-27 EP EP11782496.1A patent/EP2632716A1/en not_active Withdrawn
- 2011-10-27 JP JP2013536801A patent/JP5972891B2/en not_active Expired - Fee Related
- 2011-10-27 US US13/282,525 patent/US9475265B2/en not_active Expired - Fee Related
- 2011-10-27 BR BR112013010224A patent/BR112013010224A2/en not_active Application Discontinuation
- 2011-10-27 WO PCT/US2011/057946 patent/WO2012058346A1/en not_active Ceased
- 2011-10-27 EP EP11782299.9A patent/EP2632714A1/en not_active Withdrawn
- 2011-10-27 CN CN201180052543.2A patent/CN103328203B/en not_active Expired - Fee Related
- 2011-10-27 JP JP2013536793A patent/JP5911877B2/en active Active
- 2011-10-27 BR BR112013010463A patent/BR112013010463A2/en not_active IP Right Cessation
- 2011-10-27 BR BR112013007232A patent/BR112013007232A2/en not_active Application Discontinuation
- 2011-10-27 JP JP2013536792A patent/JP5931890B2/en not_active Expired - Fee Related
- 2011-10-27 WO PCT/US2011/057952 patent/WO2012058351A1/en not_active Ceased
- 2011-10-27 US US13/282,511 patent/US20120108136A1/en not_active Abandoned
- 2011-10-27 EP EP11788257.1A patent/EP2632719A2/en not_active Withdrawn
- 2011-10-27 EP EP11782497.9A patent/EP2632717B1/en not_active Not-in-force
- 2011-10-27 WO PCT/US2011/057945 patent/WO2012058345A1/en not_active Ceased
- 2011-10-27 JP JP2013536790A patent/JP2013542104A/en active Pending
- 2011-10-27 US US13/282,533 patent/US20120108124A1/en not_active Abandoned
- 2011-10-27 EP EP11781921.9A patent/EP2632711B1/en not_active Not-in-force
- 2011-10-27 CN CN201180051280.3A patent/CN103201100B/en not_active Expired - Fee Related
- 2011-10-27 US US13/282,549 patent/US20120108127A1/en not_active Abandoned
- 2011-10-27 US US13/282,545 patent/US9597861B2/en not_active Expired - Fee Related
- 2011-10-27 JP JP2013536795A patent/JP2014502222A/en active Pending
- 2011-10-27 EP EP11781919.3A patent/EP2632709B1/en active Active
- 2011-10-27 JP JP2013536804A patent/JP5932816B2/en not_active Expired - Fee Related
- 2011-10-27 EP EP11785834.0A patent/EP2632718A1/en not_active Withdrawn
- 2011-10-27 WO PCT/US2011/058005 patent/WO2012058379A2/en not_active Ceased
- 2011-10-27 JP JP2013536803A patent/JP5878544B2/en not_active Expired - Fee Related
- 2011-10-27 WO PCT/US2011/057979 patent/WO2012058366A1/en not_active Ceased
- 2011-10-27 US US13/282,518 patent/US20120108129A1/en not_active Abandoned
- 2011-10-27 EP EP11782494.6A patent/EP2632715A1/en not_active Withdrawn
- 2011-10-27 EP EP11781922.7A patent/EP2632712A1/en not_active Withdrawn
- 2011-10-27 WO PCT/US2011/057985 patent/WO2012058368A1/en not_active Ceased
- 2011-10-27 WO PCT/US2011/057948 patent/WO2012058348A1/en not_active Ceased
- 2011-10-27 BR BR112013009344A patent/BR112013009344A2/en not_active IP Right Cessation
- 2011-10-27 US US13/282,540 patent/US20120108125A1/en not_active Abandoned
- 2011-10-27 BR BR112013010466A patent/BR112013010466A2/en not_active IP Right Cessation
-
2014
- 2014-04-21 US US14/257,449 patent/US20160214359A1/en not_active Abandoned
-
2016
- 2016-03-30 JP JP2016069166A patent/JP2016117914A/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4255219A (en) | 1978-08-28 | 1981-03-10 | Allied Chemical Corporation | Process for making composite laminated polyamide sheet material |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2632717B1 (en) | Polyamide composite structures and processes for their preparation | |
| EP2430080B1 (en) | Overmolded polyamide composite structures and processes for their preparation | |
| EP3010713B1 (en) | Hybrid glass fibers carbon fibers thermoplastic composites |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11782299 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011782299 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2013536804 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013010222 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013010222 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130426 |