WO2012111773A1 - Bandage pneumatique - Google Patents
Bandage pneumatique Download PDFInfo
- Publication number
- WO2012111773A1 WO2012111773A1 PCT/JP2012/053708 JP2012053708W WO2012111773A1 WO 2012111773 A1 WO2012111773 A1 WO 2012111773A1 JP 2012053708 W JP2012053708 W JP 2012053708W WO 2012111773 A1 WO2012111773 A1 WO 2012111773A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- region
- smooth surface
- pneumatic tire
- ridge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/72—Side-walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C13/00—Tyre sidewalls; Protecting, decorating, marking, or the like, thereof
- B60C13/001—Decorating, marking or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0618—Annular elements, e.g. rings, for moulding the tyre shoulder areas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/72—Side-walls
- B29D2030/726—Decorating or marking the sidewalls before tyre vulcanization
Definitions
- the present invention relates to a pneumatic tire.
- the mark arranged on the tire side portion indicates the mark itself, and there is still room for improvement in order to improve the uniqueness of the product.
- the present invention has an object to improve the uniqueness of a product by a pattern arranged on the tire side portion in consideration of the above facts.
- the first aspect (pneumatic tire) of the present invention includes a decorative portion provided on a tire side portion, and one or more portions provided on the decorative portion separately from a mark, and a character using a ridge region and a smooth surface region.
- the symbol has a patterned pattern.
- the pattern formed by patterning characters or symbols using the ridge region and the smooth surface region is provided in the decorative portion of the tire side portion, and the ridge region and the smooth surface region Since the surface roughness is different, the visibility of characters or symbols is improved. Since this pattern is provided separately from the mark, the uniqueness of the product can be further improved.
- a second aspect of the present invention is the pneumatic tire according to the first aspect, wherein the character or the symbol is repeatedly arranged in at least one of the tire radial direction and the tire circumferential direction.
- the visibility of characters or symbols can be further improved.
- the number of repetitions is preferably 4 or more.
- the smooth surface region is continuously in the tire radial direction so as to divide the ridge region in the tire circumferential direction. It is formed.
- the smooth surface region in the pattern is formed continuously in the tire radial direction and the ridge region is divided in the tire circumferential direction, the tire circumferential direction component of the smooth surface region The edge of the smooth surface region is less likely to be a core of side cracks. For this reason, the side crack durability in the tire circumferential direction can be improved.
- the ridge region and the smooth surface region can be read as the character or the symbol, respectively.
- the uniqueness of the product is more than the configuration in which only one of the ridge region and the smooth surface region can be read. Can be improved.
- the character or the symbol is the same as an initial of an applicable product name.
- the character or symbol is the same as the initial letter of the applicable product name and is related to the applicable product name, so that the uniqueness of the product can be appealed from the appearance. .
- a ridge region is formed in a portion for molding a decorative portion of a tire side portion of a mold for tire molding, and a part of the ridge region is formed.
- a smooth surface region that is continuous in the tire radial direction so that a part of the ridge region of the mold is removed and the ridge region is divided in the tire circumferential direction. Since the characters or symbols are patterned by forming the mold, the mold can be easily manufactured. Further, by using the mold for the production of a pneumatic tire, a pneumatic tire having a high product uniqueness can be produced.
- the uniqueness of the product can be improved by the pattern arranged on the tire side portion.
- the pneumatic tire according to the fourth aspect it is possible to obtain an excellent effect that the uniqueness of the product can be improved as compared with the configuration in which only one of the ridge region and the smooth surface region can be read.
- the pneumatic tire according to the fifth aspect it is possible to obtain an excellent effect that the uniqueness of the product can be appealed from the appearance.
- an excellent effect is obtained that a mold can be easily manufactured and a pneumatic tire having a high product characteristic can be manufactured. It is done.
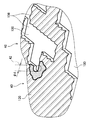
- a pneumatic tire 10 according to the present embodiment has a decorative portion 12 and a pattern 14 and is attached to a rim 16.
- the decorative portion 12 is provided on the tire side portion 18 in a belt shape, for example, along the tire circumferential direction, and has a ridge region 20.
- the decorative portion 12 is divided into, for example, a plurality of decorative elements 21 to 29 arranged in series clockwise in FIG.
- the decorative elements 21, 24, 27 are configured to be long in the tire circumferential direction, and the decorative elements 22, 23, 25, 26, 28, 29 are configured to be shorter in the tire circumferential direction than the decorative elements 21, 24, 27. Yes.
- the decorative elements 22 and 23 are arranged between the decorative elements 21 and 24.
- the decorative elements 25 and 26 are arranged between the decorative elements 24 and 27.
- the decorative elements 28 and 29 are arranged between the decorative elements 21 and 27.
- the decorative elements 21, 23, 24, 26, 27, 29 (elements other than the decorative elements 22, 25, 28) in the decorative portion 12 are mainly constituted by the ridge region 20.
- a mark 32 of “TURANZA”, which is an example of an applicable product name of the pneumatic tire 10 is displayed using the smooth surface region 30.
- a mark 34 of “BRIDGESTONE” indicating the manufacturer is displayed on the inner side of the decorative element 27 using the smooth surface region 30 in the same manner.
- other marks, tire sizes, and the like can be displayed on the tire side portion 18.
- the mark 32 is a part where readability is more important than design.
- the decoration part 12 originally gives only an aesthetics, in this embodiment, the uniqueness and image of goods are strongly given to a consumer.
- one or more patterns 14 are provided on the decorative portion 12 separately from the mark 32.
- the patterns 14 are provided at a total of three locations, for example, the decorative elements 22, 25, and 28 in the decorative portion 12. Both ends of the pattern 14 in the tire circumferential direction are inclined with respect to the tire radial direction.
- characters or symbols 36 are patterned using the ridge region 20 and the smooth surface region 30. This character or symbol 36 is the same as the initial letter “T” of the mark 32 of “TURANZA”, which is an applicable product name.
- “same” does not require that the font or size is the same, but may be anything that can read the initial letter “T”.
- the characters or symbols 36 are displayed on both the ridge region 20 and the smooth surface region 30, and the ridge region 20 and the smooth surface region 30 can be read as the characters or symbols 36, respectively.
- Two or more characters or symbols 36 are repeatedly arranged in at least one of the tire radial direction and the tire circumferential direction. The number of repetitions is preferably 4 or more. In the present embodiment, the characters or symbols 36 are repeatedly arranged about 4 times in the tire radial direction and about 10 times in the tire circumferential direction.
- the ridge region 20 and the smooth surface region 30 are upside down.
- the smooth surface region 30 is continuously formed in the tire radial direction so as to divide the ridge region 20 in the tire circumferential direction.
- the ridge region 20 is also formed continuously in the tire radial direction so as to divide the smooth surface region 30 in the tire circumferential direction. That is, in the pattern 14, the ridge region 20 and the smooth surface region 30 are formed continuously in the tire radial direction and are alternately arranged in the tire circumferential direction.
- the “tire radial direction” includes a direction slightly inclined with respect to the tire radial direction.
- the character or symbol 36 is the same as the initial letter “T” of the mark 32 of “TURANZA”, which is the applicable product name, and is associated with the applicable product name. You can appeal from the appearance. Furthermore, since two or more characters or symbols 36 are repeatedly arranged in at least one of the tire radial direction and the tire circumferential direction, the visibility of the characters or symbols 36 is further improved.
- the ridge region 20 and the smooth surface region 30 can be read as characters or symbols 36, respectively, the uniqueness of the product can be improved as compared with the configuration in which only one of the ridge region 20 and the smooth surface region 30 can be read. it can.
- the smooth surface region 30 in the pattern 14 is formed continuously in the tire radial direction, and the ridge region 20 is divided in the tire circumferential direction, so the tire circumferential direction of the smooth surface region 30 is There are few components and the edge part of this smooth surface area
- region 30 does not become easily the nucleus of a side crack. For this reason, the side crack durability in the tire circumferential direction can be improved.
- the width of the vertical bar portion of the letter “T” in the tire circumferential direction is a, and the tire where the letter “T” continues in the tire radial direction
- the width in the circumferential direction is b
- the offset amount in the horizontal bar direction of the letter “T” at the same part is c.
- the width in the tire circumferential direction of the portion where the letter “T” continues in the tire radial direction is defined as d.
- the difference between the width a and the width b is large. Further, in the letter “T” that is continuous in the tire radial direction, a portion having a width b is a constricted portion. Thereby, while improving the independence of each character, generation
- the width b in the ridge region 20 is equal to the width d in the smooth surface region 30.
- the ridge region 20 is located lower than the smooth surface region 30. Therefore, in the tire molding die for molding the decorative element 28, it is necessary to cut a portion corresponding to the smooth surface region 30 deeper than a portion corresponding to the ridge region 20. At that time, by making the width b in the ridge region 20 and the width d in the smooth surface region 30 equal, the tool diameters used for the die processing can be made uniform, and the manufacture becomes easy.
- both the ridge region 20 and the smooth surface region 30 are visible as the letter “T” or symbol 36, respectively.
- the configurations of the decorative elements 21 to 29 in the decorative portion 12 are not limited to those described and illustrated above.
- the character or symbol 36 is the same as the initial letter “T” of the mark 32 of “TURANZA” which is an applicable product name, the present invention is not limited to this, for example, the mark 34 of “BRIDGESTONE” indicating the manufacturer.
- the initial letter “B” or other letters or symbols may be used.
- the smooth surface region 30 is formed continuously in the tire radial direction so as to divide the ridge region 20 in the tire circumferential direction.
- the present invention is not limited to this.
- the smooth surface region 30 is formed in the ridge region 20. It may be scattered.
- the ridge region 20 and the smooth surface region 30 are readable as characters or symbols 36, respectively.
- the ridge region 20 and the smooth surface region 30 can be read as characters or symbols 36.
- the region 20 may be configured so as not to be readable as the character or symbol 36.
- the manufacturing method of the pneumatic tire according to the present embodiment forms a ridge region 120 in a portion of the tire molding die 40 where the decorative portion 14 (FIG. 1) of the tire side portion is molded, A part of the ridge region 120 is removed to form a smooth surface region 130 that continues in a direction corresponding to the tire radial direction so that the ridge region 120 is divided in the tire circumferential direction. 136 is patterned and a pneumatic tire is molded using the mold 40.
- a part of the ridge area 120 of the mold 40 is removed to form the smooth surface area 130, whereby the characters or symbols 136 are patterned.
- a part of the ridge region 120 is cut using a tool 42 such as an end mill.
- the diameter of the tool 42 correspond to the width d (FIG. 3)
- the letter “T” or the symbol 136 can be continuously formed in the direction corresponding to the tire radial direction.
- the machining time can be shortened as compared with the case where the letter “T” or the symbol 136 is independent.
- the process for removing a part of the ridge region 120 is not limited to cutting, and electric discharge machining or the like can also be used.
- the ridge region 120 (FIG. 3) of the pattern 14 can be molded by the ridge region 120 of the mold 40, and the smooth surface region 30 (FIG. 3) of the pattern 14 can be molded by the smooth surface region 130 of the mold 40.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Tires In General (AREA)
Abstract
La présente invention vise à améliorer les propriétés caractéristiques d'un produit au moyen d'un dessin sur la face d'un pneu. Un bandage pneumatique (10) comporte: une partie décorative (12) formée sur une partie de la face de pneu (18) ; et un dessin (14) formé dans au moins une zone de la partie décorative (12) séparément des emblèmes (32), (34) par la reproduction de motifs sur une zone d'arêtes (20) et une zone lisse (30) avec des lettres ou des symboles (36).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012558022A JP6047016B2 (ja) | 2011-02-17 | 2012-02-16 | 空気入りタイヤ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032209 | 2011-02-17 | ||
| JP2011-032209 | 2011-02-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012111773A1 true WO2012111773A1 (fr) | 2012-08-23 |
Family
ID=46672685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/053708 Ceased WO2012111773A1 (fr) | 2011-02-17 | 2012-02-16 | Bandage pneumatique |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6047016B2 (fr) |
| WO (1) | WO2012111773A1 (fr) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014199731A1 (fr) * | 2013-06-14 | 2014-12-18 | 横浜ゴム株式会社 | Pneumatique |
| CN105452020A (zh) * | 2013-08-07 | 2016-03-30 | 米其林企业总公司 | 在侧壁上具有特殊纹理部的轮胎 |
| WO2016182076A1 (fr) * | 2015-05-14 | 2016-11-17 | 株式会社ブリヂストン | Pneumatique |
| JP2016215698A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215703A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215704A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215701A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2017156192A (ja) * | 2016-03-01 | 2017-09-07 | カシオ計算機株式会社 | 装飾部材の製造方法、装飾部材及び時計 |
| CN107206851A (zh) * | 2015-01-29 | 2017-09-26 | 株式会社普利司通 | 充气轮胎 |
| CN107709051A (zh) * | 2015-06-30 | 2018-02-16 | 株式会社普利司通 | 轮胎 |
| CN113043798A (zh) * | 2019-12-26 | 2021-06-29 | 住友橡胶工业株式会社 | 充气轮胎 |
| JP2023017557A (ja) * | 2021-07-26 | 2023-02-07 | Toyo Tire株式会社 | 空気入りタイヤ |
| CN117644599A (zh) * | 2024-01-30 | 2024-03-05 | 山东豪迈机械科技股份有限公司 | 一种轮胎模具侧板及其设计方法以及修复方法 |
| JP2025066314A (ja) * | 2023-10-11 | 2025-04-23 | Toyo Tire株式会社 | 空気入りタイヤ及びその成形用金型 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025040212A (ja) | 2023-09-11 | 2025-03-24 | 横浜ゴム株式会社 | タイヤ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH092028A (ja) * | 1995-04-19 | 1997-01-07 | Bridgestone Corp | 多数のリッジによる装飾体を備えた空気入りタイヤ |
| JPH10147114A (ja) * | 1996-11-15 | 1998-06-02 | Bridgestone Corp | 空気入りタイヤ |
| JP2001287512A (ja) * | 2000-04-05 | 2001-10-16 | Ohtsu Tire & Rubber Co Ltd :The | 装飾体を備えた自動車用タイヤ |
| JP2010254088A (ja) * | 2009-04-23 | 2010-11-11 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
-
2012
- 2012-02-16 WO PCT/JP2012/053708 patent/WO2012111773A1/fr not_active Ceased
- 2012-02-16 JP JP2012558022A patent/JP6047016B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH092028A (ja) * | 1995-04-19 | 1997-01-07 | Bridgestone Corp | 多数のリッジによる装飾体を備えた空気入りタイヤ |
| JPH10147114A (ja) * | 1996-11-15 | 1998-06-02 | Bridgestone Corp | 空気入りタイヤ |
| JP2001287512A (ja) * | 2000-04-05 | 2001-10-16 | Ohtsu Tire & Rubber Co Ltd :The | 装飾体を備えた自動車用タイヤ |
| JP2010254088A (ja) * | 2009-04-23 | 2010-11-11 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015000613A (ja) * | 2013-06-14 | 2015-01-05 | 横浜ゴム株式会社 | 空気入りタイヤ |
| US10442251B2 (en) | 2013-06-14 | 2019-10-15 | The Yokohama Rubber Co., Ltd. | Pneumatic tire with side wall decorative portion |
| WO2014199731A1 (fr) * | 2013-06-14 | 2014-12-18 | 横浜ゴム株式会社 | Pneumatique |
| CN105452020A (zh) * | 2013-08-07 | 2016-03-30 | 米其林企业总公司 | 在侧壁上具有特殊纹理部的轮胎 |
| CN105452020B (zh) * | 2013-08-07 | 2018-02-27 | 米其林企业总公司 | 在侧壁上具有特殊纹理部的轮胎 |
| CN107206851A (zh) * | 2015-01-29 | 2017-09-26 | 株式会社普利司通 | 充气轮胎 |
| CN107206851B (zh) * | 2015-01-29 | 2020-03-17 | 株式会社普利司通 | 充气轮胎 |
| WO2016182076A1 (fr) * | 2015-05-14 | 2016-11-17 | 株式会社ブリヂストン | Pneumatique |
| US10850572B2 (en) | 2015-05-14 | 2020-12-01 | Bridgestone Corporation | Tire |
| JP2016215701A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215704A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215703A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| JP2016215698A (ja) * | 2015-05-14 | 2016-12-22 | 株式会社ブリヂストン | タイヤ |
| EP3318423A4 (fr) * | 2015-06-30 | 2018-06-20 | Bridgestone Corporation | Pneu |
| CN107709051A (zh) * | 2015-06-30 | 2018-02-16 | 株式会社普利司通 | 轮胎 |
| US10409224B2 (en) | 2016-03-01 | 2019-09-10 | Casio Computer Co., Ltd. | Method of manufacturing decorative member, decorative member, and timepiece |
| JP2017156192A (ja) * | 2016-03-01 | 2017-09-07 | カシオ計算機株式会社 | 装飾部材の製造方法、装飾部材及び時計 |
| CN113043798A (zh) * | 2019-12-26 | 2021-06-29 | 住友橡胶工业株式会社 | 充气轮胎 |
| JP2023017557A (ja) * | 2021-07-26 | 2023-02-07 | Toyo Tire株式会社 | 空気入りタイヤ |
| JP7689882B2 (ja) | 2021-07-26 | 2025-06-09 | Toyo Tire株式会社 | 空気入りタイヤ |
| JP2025066314A (ja) * | 2023-10-11 | 2025-04-23 | Toyo Tire株式会社 | 空気入りタイヤ及びその成形用金型 |
| JP7756131B2 (ja) | 2023-10-11 | 2025-10-17 | Toyo Tire株式会社 | 空気入りタイヤ及びその成形用金型 |
| CN117644599A (zh) * | 2024-01-30 | 2024-03-05 | 山东豪迈机械科技股份有限公司 | 一种轮胎模具侧板及其设计方法以及修复方法 |
| CN117644599B (zh) * | 2024-01-30 | 2024-05-03 | 山东豪迈机械科技股份有限公司 | 一种轮胎模具侧板及其设计方法以及修复方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6047016B2 (ja) | 2016-12-21 |
| JPWO2012111773A1 (ja) | 2014-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6047016B2 (ja) | 空気入りタイヤ | |
| JP6574770B2 (ja) | サイドウォール部に特定のテクスチャを有するタイヤ | |
| JP5510632B2 (ja) | 空気入りタイヤ | |
| US9162536B2 (en) | Pneumatic tire | |
| JP5789274B2 (ja) | 空気入りタイヤ | |
| JP5160345B2 (ja) | 空気入りタイヤ | |
| JP5494518B2 (ja) | 空気入りタイヤ | |
| JP6619959B2 (ja) | タイヤ | |
| JP4640517B2 (ja) | 空気入りタイヤ | |
| JP2008137541A (ja) | タイヤ | |
| CN113195263B (zh) | 充气轮胎 | |
| EP3718736A1 (fr) | Procédé de fabrication d'un contenant pour produit cosmétique double | |
| JP5054948B2 (ja) | タイヤ | |
| JP6423295B2 (ja) | タイヤ | |
| JP4229320B2 (ja) | 空気入りタイヤ | |
| JP5725279B2 (ja) | 空気入りタイヤ及びその加硫用金型 | |
| JP2003252011A (ja) | タイヤ | |
| JP2014058319A (ja) | 空気入りタイヤ | |
| JP2008137613A (ja) | タイヤ | |
| JP5013729B2 (ja) | タイヤ | |
| JP2010179830A (ja) | 空気入りタイヤ | |
| JP5794249B2 (ja) | 空気入りタイヤ及びタイヤ成形金型 | |
| CN1185088C (zh) | 用来制造瓶子表面图案的模具制造方法 | |
| JP2013139091A (ja) | 樹脂成形品、樹脂成形用金型、及び、樹脂成形方法 | |
| JP6581336B2 (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12747243 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012558022 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12747243 Country of ref document: EP Kind code of ref document: A1 |