WO2013027666A1 - 耐硫化物応力割れ性に優れた油井用鋼管 - Google Patents
耐硫化物応力割れ性に優れた油井用鋼管 Download PDFInfo
- Publication number
- WO2013027666A1 WO2013027666A1 PCT/JP2012/070888 JP2012070888W WO2013027666A1 WO 2013027666 A1 WO2013027666 A1 WO 2013027666A1 JP 2012070888 W JP2012070888 W JP 2012070888W WO 2013027666 A1 WO2013027666 A1 WO 2013027666A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- content
- less
- steel
- oil well
- steel pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/085—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a steel pipe, and more particularly to a steel pipe for an oil well.
- Oil well steel pipes are used as casings or tubing for oil wells and gas wells.
- the oil well and the gas well are collectively referred to as “oil well”.
- oil well With the deepening of oil wells, high strength is required for oil well pipes.
- an oil well pipe having a strength grade of 80 ksi class yield strength is 80 to 95 ksi, that is, yield strength is 551 to 654 MPa
- 95 ksi class yield strength is 95 to 110 ksi, that is, yield strength is 654 to 758 MPa
- an oil well pipe having a strength grade of 110 ksi class is increasing.
- SSC sulfide stress cracking
- the SSC resistance of steel can be enhanced by controlling non-metallic inclusions.
- Japanese Patent Laid-Open Nos. 2001-131698 Patent Document 1
- 2004-332059 Patent Document 2
- Japanese Patent Laid-Open No. 2001-73086 Patent Document 3
- control SSC resistance by controlling non-metallic inclusions. Propose technology that enhances the performance.
- Patent Document 1 discloses the following matters. When coarse Ti nitride is formed even in a low alloy steel, the coarse Ti nitride becomes a starting point of pitting corrosion. The occurrence of pitting corrosion induces SSC. Therefore, the Ti nitride is refined. In this case, the SSC resistance of the steel is increased.
- Patent document 2 discloses the following matters.
- 10 or more Nb-based inclusions satisfying the following formula are contained per 1 mm 2 of the cross-sectional area.
- a NB in the formula is the major axis ( ⁇ m) of the Nb-based inclusion.
- b NB is the Nb content (% by mass) in the Nb inclusions.
- Nb-based inclusions with a NB of less than 1 ⁇ m are excluded. In this case, the occurrence of pitting corrosion is suppressed in the low alloy, and the SSC resistance is improved.
- Patent Document 3 discloses the following matters.
- the chemical composition of steel satisfies the following formula: (1 + 4.3 ⁇ [V] + 3.4 ⁇ [Nb] + 2.5 ⁇ [Ti]) / (7.8 ⁇ [Cr] ⁇ [Mo])> 1
- the content (wt%) of the corresponding element is substituted for [V], [Nb], [Ti], [Cr], and [Mo].
- the generation of M 23 C 6 type carbide is suppressed.
- the SSC resistance of steel increases by spheroidizing the carbide.
- Patent Document 1 in order to suppress coarse Ti nitride, inclusions are levitated and removed by a tundish heater during casting. However, it is said that the Ti nitride levitation and removal treatment during casting is somewhat difficult in actual operation, and that the Ti nitride levitation and removal treatment alone is insufficient to suppress the occurrence of pitting corrosion.
- Patent Document 2 the pitting corrosion resistance of the rolled material is merely evaluated, and it is not always clear what effect is practically related to SSC resistance that is highly related to the strength of the product. .
- Patent Document 3 has a component design in which the content of any element of Cr or Mo is made as low as possible and the Nb and / or Ti content is increased. Therefore, the hardenability may become unstable in some cases. Furthermore, consideration for SSC caused by pitting corrosion caused by Nb inclusions and / or Ti inclusions is insufficient.
- An object of the present invention is to provide an oil well steel pipe having excellent SSC resistance.
- the oil well steel pipe according to the present invention is, by mass%, C: 0.15 to 0.35%, Si: 0.1 to 0.75%, Mn: 0.1 to 1.0%, Cr: 0.1 1.7%, Mo: 0.1-1.2%, Ti: 0.01-0.05%, Nb: 0.010-0.030%, and Al: 0.01-0.1
- the balance is composed of Fe and impurities, and P, S, N and O in the impurities are respectively P: 0.03% or less, S: 0.01% or less, N: 0.007% or less, And O: 0.01% or less, and the Ti content and the Nb content in the residue obtained by bromine-methanol extraction satisfy the formula (1).
- Ti content (mass%) and Nb content (mass%) in the residue are substituted into [Ti] and [Nb].
- the oil well steel pipe according to the present invention has excellent SSC resistance.
- the oil well steel pipe may further contain V: 0.50% or less in place of part of Fe.
- the oil well steel pipe may further contain B: 0.0050% or less in place of part of Fe.
- the oil well steel pipe may further contain Ca: 0.0050% or less in place of part of Fe.
- FIG. 1 shows the Ti content and Nb content in a residue extracted using a bromine-methanol solution, and coarse carbonitrides and nitrides (coarse inclusions, that is, the inclusion length is 20 ⁇ m in steel). It is a figure which shows the relationship with the number of the above.
- the present inventors investigated and examined the SSC resistance of steel pipes for oil wells. As a result, the present inventors obtained the following knowledge.
- Ti and Nb form carbonitrides or nitrides. Fine carbonitrides and nitrides containing Ti and Nb refine crystal grains. Therefore, it is preferable to contain Ti and Nb to some extent. On the other hand, if the number of coarse carbonitrides and nitrides increases, the SSC resistance of the steel decreases. Therefore, although carbonitrides and nitrides in steel are necessary to refine crystal grains, it is preferable to suppress the number of coarse carbonitrides and nitrides in order to increase SSC resistance. .
- FIG. 1 is a graph showing the relationship between the F1 value in the residue obtained by bromine-methanol extraction and the number of carbonitrides and nitrides having inclusion lengths of 20 ⁇ m or more.
- Figure 1 was obtained by the following method. As shown in Examples described later, a plurality of steel pipes having a plurality of chemical compositions were manufactured. In order to obtain the F1 value from each steel pipe, a test piece (1 g) for bromine-methanol extraction was collected. Furthermore, in order to determine the number of carbonitrides and nitrides in the steel, specimens for microscopic observation were collected from arbitrary positions of each steel pipe.
- bromine-methanol solution containing 10% by volume (vol%) bromine
- the test piece for bromine-methanol extraction was dissolved to obtain a residue.
- a bromine-methanol extraction test piece was immersed in a bromine-methanol solution and dissolved.
- the bromine-methanol solution in which the test piece was dissolved was filtered using a filter. Residue adhered to the filter.
- H 2 SO 4 the filter with the residue attached was dissolved to obtain a residue.
- the residue substantially contained carbonitrides and nitrides and oxides.
- the residue was decomposed by the pressure acid decomposition method.
- the residue and the acid for decomposition were stored in a PTFE (polytetrafluoroethylene) container.
- the container was sealed and heated at 220 ° C. for 8 hours to decompose the residue in the container.
- the decomposed residue was allowed to cool.
- the acid solution was fixed, and the Ti content and the Nb content were analyzed by ICP (high frequency inductively coupled plasma) emission spectroscopy.
- ICP high frequency inductively coupled plasma
- the above-described F1 value was obtained.
- Most of the carbonitrides and nitrides formed in the chemical composition described above are either Ti-based inclusions or Nb-based inclusions. Therefore, the F1 value can be considered as an index indicating the ratio of Nb content in carbonitride and nitride.
- the number of carbonitrides and nitrides in the steel was determined by the following method using a specimen for microscopic observation. First, the surface of the test piece was polished. An arbitrary region (100 mm 2 ) was selected from the polished surface. The selected region was observed with an optical microscope of 200 to 1000 times.
- each carbonitride and nitride was determined by the following method.
- the long diameter of each carbonitrides and nitrides is defined as "inclusions length", it was used as an indicator of the size of the carbonitrides and nitrides.
- inclusions length it was used as an indicator of the size of the carbonitrides and nitrides.
- interval of the mutually adjacent inclusion is 40 micrometers or less, those inclusions were considered as one inclusion as what was continuous.
- FIG. 1 showing the relationship between the coarse inclusion number LN 100 and F1 was created.
- the oil well steel pipe according to the present invention has the following chemical composition.
- C 0.15-0.35% Carbon (C) increases the hardenability and increases the strength of the steel. On the other hand, if the C content is too high, the sensitivity of the steel to fire cracking increases. Furthermore, the toughness of the steel is reduced. Therefore, the C content is 0.15 to 0.35%. From the viewpoint of the lower limit of the C content, the preferable C content is higher than 0.15%, more preferably 0.20% or more, and further preferably 0.22% or more. From the viewpoint of the upper limit of the C content, the preferable C content is less than 0.35%, more preferably 0.33% or less, and still more preferably 0.32% or less.
- Si 0.1 to 0.75% Silicon (Si) deoxidizes steel. On the other hand, if the Si content is too high, the toughness and hot workability of the steel decrease. Therefore, the S content is 0.1 to 0.75%. From the viewpoint of the lower limit of the Si content, the preferable Si content is higher than 0.1%, more preferably 0.15% or more, and further preferably 0.20% or more. From the viewpoint of the upper limit value of the Si content, the preferable Si content is less than 0.75%, more preferably 0.50% or less, and further preferably 0.35% or less.
- Mn 0.1 to 1.0%
- Mn Manganese
- the Mn content is 0.1 to 1.0%.
- the preferable Mn content is higher than 0.1%, more preferably 0.15% or more, and further preferably 0.2% or more.
- the preferable Mn content is less than 1.0%, more preferably 0.7% or less, and further preferably 0.6% or less.
- Chromium increases the hardenability and temper softening resistance of steel. Therefore, Cr facilitates high-temperature tempering of steel. Cr further increases the SSC resistance of the steel. On the other hand, if the Cr content is too high, M 7 C 3 carbides and M 23 C 6 carbides are formed, and the SSC resistance of the steel is reduced. Therefore, the Cr content is 0.1 to 1.7%. From the viewpoint of the lower limit of the Cr content, the preferable Cr content is higher than 0.1%, more preferably 0.3% or more, and further preferably 0.4% or more. From the viewpoint of the upper limit of the Cr content, the preferable Cr content is less than 1.7%, more preferably 1.5% or less, and further preferably 1.2% or less.
- Mo 0.1-1.2% Molybdenum (Mo) increases the hardenability and temper softening resistance of steel. Therefore, Mo facilitates high-temperature tempering of steel. Mo further increases the SSC resistance of the steel. On the other hand, if the Mo content is too high, the above effect is saturated. Therefore, the Mo content is 0.1 to 1.2%. From the viewpoint of the lower limit of the Mo content, the preferable Mo content is higher than 0.1%, more preferably 0.2% or more, and further preferably 0.4% or more. From the viewpoint of the upper limit of the Mo content, the preferable Mo content is less than 1.2%, more preferably 1.0% or less, and further preferably 0.9% or less.
- Titanium (Ti) combines with N in the steel to form Ti nitride and / or Ti carbonitride.
- Ti nitrides and / or Ti carbonitrides refine steel grains.
- B boron
- Ti suppresses formation of B nitride. Therefore, the hardenability by B increases.
- the Ti content is too high, coarse Ti nitrides and / or Ti carbonitrides are formed. Therefore, the SSC resistance of the steel is reduced. Therefore, the Ti content is 0.01 to 0.05%.
- the preferable Ti content is higher than 0.01%, more preferably 0.011% or more, and still more preferably 0.012% or more. From the viewpoint of the upper limit of the Ti content, the preferable Ti content is less than 0.05%, more preferably 0.03% or less, and further preferably 0.025% or less.
- Nb 0.010 to 0.030%
- Niobium (Nb) combines with C and N to form Nb carbonitride and Nb nitride.
- Nb may further form a composite carbonitride with Ti or Al. If these inclusions are fine, they refine crystal grains.
- the Nb content is 0.010 to 0.030%.
- the preferable Nb content is higher than 0.010%, more preferably 0.011% or more, and further preferably 0.012% or more.
- the preferable Nb content is less than 0.030%, more preferably 0.020% or less, and further preferably 0.015% or less.
- Al 0.01 to 0.1%
- Aluminum (Al) deoxidizes steel. On the other hand, if the Al content is too high, coarse Al-based oxides are formed and the toughness of the steel is lowered. Therefore, the Al content is 0.01 to 0.1%. From the viewpoint of the lower limit of the Al content, the preferable Al content is higher than 0.01%, more preferably 0.015% or more, and further preferably 0.020% or more. From the viewpoint of the upper limit of the Al content, the preferable Al content is less than 0.1%, more preferably 0.07% or less, and still more preferably 0.05% or less.
- the Al content referred to in this specification means the content of acid-soluble Al (sol. Al).
- the balance of the oil well steel pipe according to the present invention is Fe and impurities.
- the impurity in this specification means the element mixed from the ore and scrap utilized as a raw material of steel, or the environment of a manufacturing process.
- the contents of P, S, N, and O as impurities are limited as follows.
- P 0.03% or less Phosphorus (P) is an impurity. P segregates at the grain boundary and embrittles the grain boundary. Therefore, P decreases the toughness and SSC resistance of steel. Therefore, the P content is preferably as low as possible.
- the P content is 0.03% or less.
- the P content is preferably less than 0.03%, more preferably 0.02% or less, and still more preferably 0.015% or less.
- S 0.01% or less Sulfur (S) is an impurity. S combines with Mn to form a Mn-based sulfide. Mn-based sulfides are easy to dissolve. Therefore, the toughness and SSC resistance of the steel are reduced. Accordingly, the S content is preferably as low as possible.
- the S content is 0.01% or less.
- a preferable S content is less than 0.01%, more preferably 0.005% or less, and still more preferably 0.002% or less.
- N 0.007% or less Nitrogen (N) is an impurity. N coarsens Nb inclusions and / or Ti inclusions. The coarsened Nb-based inclusions and Ti inclusions reduce the pitting corrosion resistance of steel and the SSC resistance. Accordingly, the N content is preferably as low as possible. N content is 0.007% or less. A preferable N content is less than 0.007%, and more preferably 0.005% or less. N may be contained at least 0.001% or more.
- Oxygen (O) is an impurity. O forms a coarse oxide and reduces the pitting corrosion resistance of the steel. Therefore, it is preferable that the O content is as low as possible.
- the O content is 0.01% or less.
- the preferable O content is less than 0.01%, more preferably 0.003% or less, and still more preferably 0.0015% or less.
- the oil well steel pipe according to the present invention may further contain V instead of a part of Fe.
- V 0.50% or less Vanadium (V) is a selective element. V forms fine carbides in the tempering step and increases the temper softening resistance. Therefore, tempering at a high temperature is possible, and the toughness and SSC resistance of the steel are increased. If V is contained even a little, the above effect can be obtained. On the other hand, if the V content is too high, the above effect is saturated. Therefore, the V content is 0.50% or less. In view of the lower limit of the preferable V content, the preferable V content is 0.01% or more, more preferably 0.03% or more, and still more preferably 0.05% or more. From the viewpoint of the upper limit of the V content, the preferable V content is less than 0.50%, more preferably 0.2% or less, and further preferably 0.15% or less.
- the oil well steel pipe according to the present invention may further contain B instead of a part of Fe.
- B Boron (B) is a selective element. B increases the hardenability of the steel. If B is contained even a little, the above effect can be obtained. On the other hand, if the B content is too high, the above effect is saturated. Therefore, the B content is 0.0050% or less. From the viewpoint of a preferable lower limit of the B content, the preferable B content is 0.0001% or more, and more preferably 0.0005% or more. From the viewpoint of the upper limit of the B content, the preferable B content is less than 0.0050%, and more preferably 0.0025% or less.
- the oil well steel pipe according to the present invention may further contain Ca instead of a part of Fe.
- Ca 0.0050% or less
- Calcium (Ca) is a selective element. Ca suppresses the formation of coarse Al-based inclusions and forms fine Al—Ca-based oxysulfides. Therefore, when manufacturing a steel material (slab or round billet) by continuous casting, Ca suppresses that the nozzle of a continuous casting apparatus is obstruct
- the chemical composition of the steel pipe for oil well according to the present invention may satisfy the following formula (A). (1 + 4.3 ⁇ [V] + 3.4 ⁇ [Nb] + 2.5 ⁇ [Ti]) / (7.8 ⁇ [Cr] ⁇ [Mo]) ⁇ 1 (A)
- the content (mass%) of the corresponding element is substituted for the element symbol in [].
- “0” is substituted for [V].
- the left side of the above formula (A) is required to be larger than 1.
- the left side may be 1 or less.
- the left side of the formula (A) is 1 or less. More preferably, the left side of Formula (A) is 0.85 or less, more preferably 0.65 or less.
- the Ti content and the Nb content in the residue extracted with the bromine-methanol solution satisfy the formula (1). 100 ⁇ [Nb] / ([Ti] + [Nb]) ⁇ 27.5 (1)
- Ti content (mass%) and Nb content (mass%) in the residue are substituted into [Ti] and [Nb].
- the carbide hardly affects the SSC resistance.
- coarse carbonitride and nitride deteriorate the SSC resistance.
- Fine carbonitrides and nitrides in steel refine crystal grains. Even if the number of fine carbonitrides and nitrides is small, the crystal grains are refined to some extent.
- the SSC resistance of the steel decreases as described above. Therefore, if the number of coarse carbonitrides and nitrides in steel is suppressed, excellent SSC resistance can be obtained.
- Bromine-methanol extraction is performed as follows.
- a sample is taken from any part of the oil well steel pipe.
- the shape of the sample is not particularly limited.
- the sample weight is 1 g.
- the sample is immersed in a methanol solution containing 10% by volume (vol%) bromine (hereinafter referred to as bromine-methanol solution) to dissolve the sample.
- the bromine-methanol solution in which the sample is dissolved is filtered using a filter (for example, a Nuclepore filter having a pore size of 0.2 ⁇ m). At this time, residue adheres to the filter.
- the filter to which the residue has adhered is dissolved using H 2 SO 4 and the residue is taken out.
- Carbides in steel are dissolved by bromine-methanol solution.
- the residue substantially contains carbonitrides, nitrides and oxides.
- the residue is decomposed by, for example, a pressure acid decomposition method.
- the residue and the acid for decomposition are stored in a container (for example, a PTFE container).
- the vessel is sealed and heated at 220 ° C. for 8 hours. Through the above steps, the residue is decomposed in the container.
- An alkali melting method can also be used instead of the pressure acid decomposition method for decomposition of the residue.
- the residue and the flux are stored in a platinum crucible.
- Fluxing agent is, for example, a LiBO 2.
- the platinum crucible is heated to 1000 ° C. in an electric furnace to decompose the residue in the platinum crucible.
- the residue dissolves easily in acid solution.
- F1 is an index indicating the Nb concentration in carbonitride and nitride.
- the F1 value is 27.5 or less
- the number of coarse inclusions in the steel the number of carbonitrides and nitrides having an inclusion length of 20 ⁇ m or more
- the SSC resistance of the steel is increased.
- the preferable number of coarse inclusions is 35/100 mm 2 or less.
- the oil well steel pipe according to the present embodiment preferably has a yield strength of 654 MPa or more.
- the yield strength here means 0.2% proof stress.
- the more preferable yield strength of the oil well steel pipe is 758 MPa or more.
- the oil well steel pipe according to the present invention has high strength. Therefore, if the tensile strength is too high with respect to the yield strength, the SSC resistance is lowered. Therefore, a preferable yield ratio is 87.0% or more.
- the preferred prior austenite grain size number of the oil well steel pipe according to the present invention is 7.5 or more.
- the prior austenite grain size referred to herein is measured according to ASTM E112. If the prior austenite grain size is less than 7.5, the toughness and SSC resistance of the steel are lowered.
- pig iron is first refined by a converter or electric furnace. Further, secondary refining is performed on the primary refined molten steel, and alloy elements are added to the molten steel.
- the molten steel which has the above-mentioned chemical composition is manufactured according to the above process.
- ⁇ Molten steel is poured into a tundish, and slabs or round billets are produced by a continuous casting method. Or an ingot is manufactured from molten steel by the ingot-making method. A round billet is manufactured by rolling a slab or the like ingot.
- the molten steel temperature in the tundish is preferably maintained at 1520 ° C. or higher.
- inclusions, which are impurities in the molten steel become agglomerated and coarsened in the tundish and float. Therefore, coarse inclusions can be removed.
- the cooling rate of slabs, round billets, etc. or ingots after casting or ingot-making is 50 ° C./min or more. In this case, the coarsening of inclusions is suppressed.
- the round billet is hot-worked into a blank tube.
- the round billet is heated in a heating furnace.
- Hot round processing is performed on the round billet extracted from the heating furnace to manufacture a raw pipe (seamless steel pipe).
- the Mannesmann method is performed as hot working to manufacture a raw tube.
- the round billet is pierced and rolled by a piercing machine.
- the round billet that has been pierced and rolled is further hot-rolled by a mandrel mill, a reducer, a sizing mill, or the like into a blank tube.
- the blank tube may be manufactured from the round billet by another hot working method.
- the heating temperature and heating time of the round billet preferably satisfy the following formula (2). (T + 273) ⁇ (20 + log (t)) ⁇ 30600 (2)
- the heating temperature (° C.) is substituted for T in Equation (2).
- the heating time (hr) is substituted for t.
- the heating furnace may be divided into multiple zones.
- the heating furnace is classified into a pre-tropical zone, a heating zone, and a soaking zone.
- Each zone is arranged in a line, and the round billet is heated while moving in the order of pre-tropical zone, heating zone, and soaking zone.
- the heating temperature and heating time in each zone may be different. Therefore, when the heating furnace is divided into a plurality of zones, the average value of the heating temperatures of each zone is defined as the heating temperature T (° C.) of the heating furnace. Furthermore, the cumulative value of the heating time of each band is defined as the heating time t (hr) of the heating furnace.
- F2 (T + 273) ⁇ (20 + log (t)).
- the F2 value is higher than 30600, the F1 value becomes too large and exceeds 27.5. Therefore, the SSC resistance of the steel is reduced. If the F2 value satisfies the formula (2), excellent SSC resistance can be obtained.
- the minimum with a preferable F2 value is 28500 or more, More preferably, it is 29200 or more. If the F2 value is too small, it is difficult for the temperature of the round billet to reach an appropriate temperature for drilling.
- the soaking temperature of the preferred round billet (temperature in the soaking zone) is 1200 ° C. or higher.
- Heat treatment process Cool the tube after hot working to room temperature. After cooling the raw pipe to room temperature, a quenching treatment and a tempering treatment are carried out to produce an oil well steel pipe. In quenching, the quenching temperature above C3 point A. In tempering, the tempering temperature below point C1 A. The old austenite grain size number of the raw tube is adjusted to 7.5 or more by quenching and tempering.
- Hot working after the a surface temperature of more than C3 points A and base pipe, without cooling to room temperature, may be directly quenched.
- the raw tube after hot working may be inserted into a heating furnace immediately after hot working, and supplemented (soaked) to a temperature of AC 3 or higher.
- a quenching process is performed on the raw tube after the supplementary heat.
- the quenching process and the tempering process may be performed a plurality of times. Specifically, a quenching process and a tempering process may be further performed on the raw tube that has been subjected to the quenching process and the tempering process.
- the oil well steel pipe manufactured by the above manufacturing method satisfies the formula (1). Therefore, the oil well steel pipe has excellent SSC resistance.
- Oil well steel pipes having various chemical compositions were produced under various production conditions.
- the SSC resistance of the manufactured oil well steel pipe was evaluated.
- a round billet with a diameter of 310 mm was manufactured by continuous casting using molten steel (230 tons) of steels A to J.
- the round billet was heated in a heating furnace under the billet heating conditions shown in Table 2.
- the round billet after heating was pierced and rolled according to the Mannesmann method to produce a blank.
- a steel pipe for oil wells was manufactured by performing quenching treatment at the quenching temperature shown in Table 2 and performing tempering treatment at the tempering temperature shown in Table 2.
- the quenching and tempering conditions were adjusted so that the yield strength of the oil well pipe was 110 ksi class (758 to 862 MPa).
- the outer diameter and thickness of the manufactured oil well steel pipe were as shown in Table 2.
- “In-Line QT” means the next heat treatment step.
- the raw tube after hot working was immediately soaked (supplemented) at a temperature of AC 3 or higher in a heating furnace. Quenching and tempering were performed on the soaked tube. The quenching temperature was 950 ° C. and the tempering temperature was 560 ° C.
- the soaking time at the quenching temperature in each of the quenching treatments of “Off-Line QT” and “In-Line QT” is 30 to 90 minutes, and the soaking time at the tempering temperature in each tempering treatment is 20 to 100 minutes. there were.
- Test method [Old austenite grain size test] A specimen was taken from the steel pipe.
- the test piece had a surface (hereinafter referred to as an observation surface) perpendicular to the longitudinal direction of the steel pipe.
- the observation surface of the test piece was mechanically polished. After polishing, a prior austenite grain boundary in the observation plane was revealed using a Picral corrosive solution. Thereafter, the prior austenite grain size number of the observation surface was determined according to ASTM E112.
- SSC resistance evaluation test A round bar specimen was taken from the steel pipe. The longitudinal direction of the round bar test piece was parallel to the longitudinal direction of the steel pipe. The outer diameter of the parallel part of the round test piece was 6.35 mm, and the length of the parallel part was 25.4 mm. According to NACE (National Association of Corrosion Engineers) TM0177A method, the SSC resistance of each round bar test piece was evaluated by a constant load test. The test bath was room temperature 5% sodium chloride + 0.5% acetic acid aqueous solution saturated with 1 atm hydrogen sulfide gas. Each round bar test piece was loaded with a load stress of 645 MPa and immersed in a test bath for 720 hours.
- the applied stress was 85% of the nominal yield stress of 110 ksi class. After 720 hours from the immersion, it was confirmed whether each round bar specimen was broken. When no fracture was observed in the round bar test piece, it was judged that the SSC resistance of the steel was high. When breakage was observed in the round bar test piece, it was judged that the SSC resistance of the steel was low.
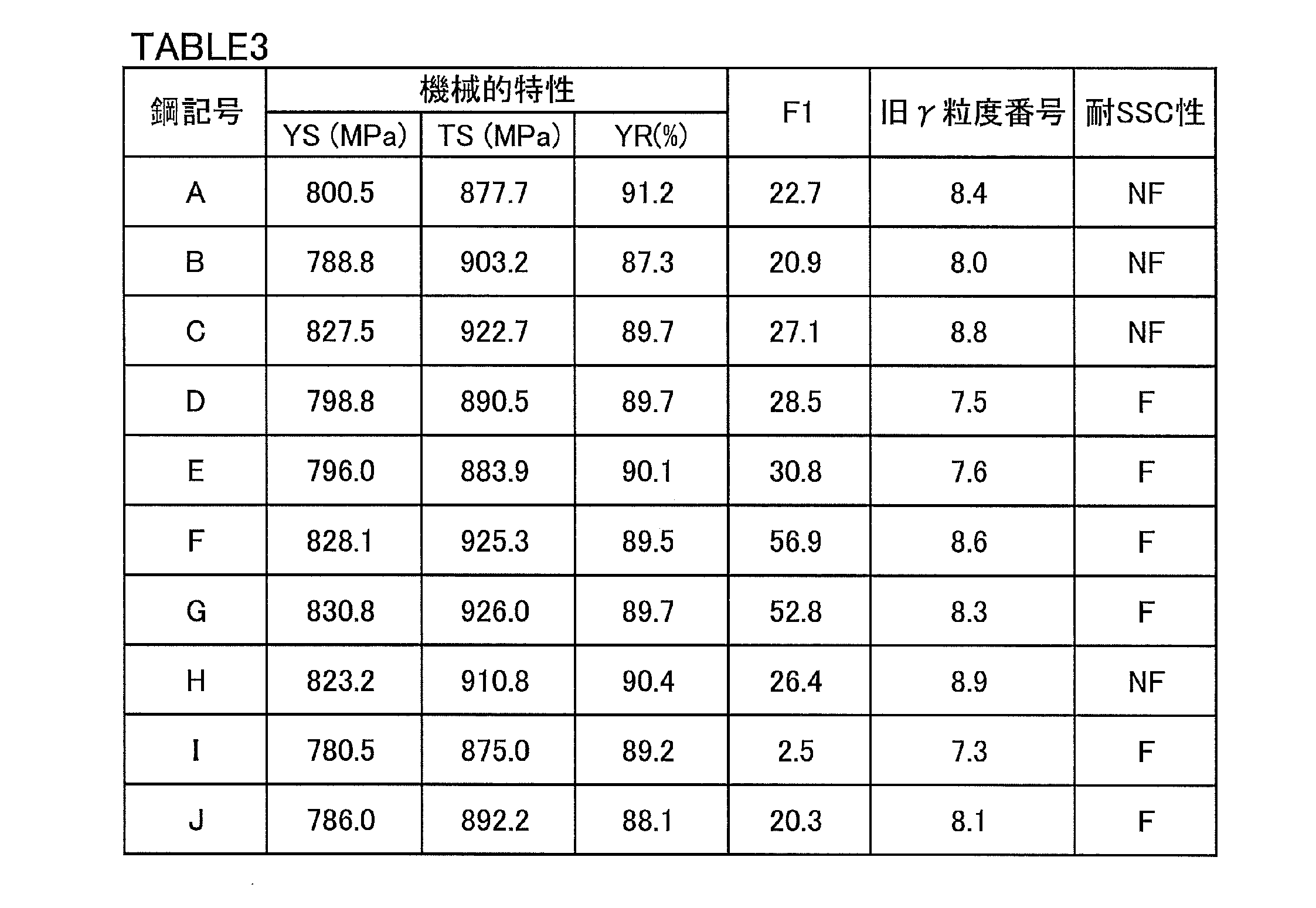
- Yield strength (MPa) is described in the “YS” column of Table 3.
- TS tensile strength
- YR yield ratio
- F1 the F1 value is described.
- old ⁇ grain size number the old austenite grain size number is described.
- SSC resistance the SSC resistance evaluation test results are described. “NF” means that no breakage was observed in the round bar test piece and excellent SSC resistance was exhibited. “F” means that fracture was observed in the round bar test piece and the SSC resistance was low.
- the chemical compositions of the steels A to C and H were within the scope of the present invention, and the F1 value satisfied the formula (1). Therefore, no fracture was observed in the SSC resistance evaluation test, and Steel A to Steel C exhibited excellent SSC resistance.
- the yield strength YS of steels A to C and H was 758 MPa or more, and the yield ratio YR was 87.0% or more. Further, the prior austenite grain size was 7.5 or more.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Measuring Volume Flow (AREA)
Abstract
Description
・鋼の組織内のマルテンサイトの比率を80%以上にする。
・鋼に対して高温で焼戻し処理を実施して、鋼中の炭化物を球状化する。
・鋼の清浄度を高める。
・鋼の組織を微細化する。
・鋼中の水素の拡散係数及び転位密度を抑制する。
aNB×bNB≦150
ここで、式中におけるaNBはNb系介在物の長径(μm)である。bNBはNb系介在物中のNb含有量(質量%)である。ただし、aNBが1μm未満のNb系介在物は対象外とする。この場合、低合金において孔食の発生が抑制され、耐SSC性が高まる。
(1+4.3×[V]+3.4×[Nb]+2.5×[Ti])/(7.8×[Cr]×[Mo])>1
ここで、[V]、[Nb]、[Ti]、[Cr]及び[Mo]には、対応する元素の含有量(wt%)が代入される。この場合、M23C6型の炭化物の生成が抑制される。さらに、炭化物を球状化することにより、鋼の耐SSC性が高まる。
100×[Nb]/([Ti]+[Nb])≦27.5 (1)
ここで、[Ti]、[Nb]には、残渣中のTi含有量(質量%)、Nb含有量(質量%)が代入される。
100×[Nb]/([Ti]+[Nb])≦27.5 (1)
ここで、[Ti]、[Nb]には、上記残渣中のTi含有量(質量%)、Nb含有量(質量%)が代入される。
F1=100×[Nb]/([Ti]+[Nb])
LN100=測定された粗大介在物の個数/(領域面積(mm2))×100(mm2)
本発明による油井用鋼管は、以下の化学組成を有する。
炭素(C)は、焼入れ性を高め、鋼の強度を高める。一方、C含有量が高すぎれば、鋼の焼割れに対する感受性が高くなる。さらに、鋼の靭性が低下する。したがって、C含有量は、0.15~0.35%である。C含有量の下限値の観点では、好ましいC含有量は0.15%よりも高く、さらに好ましくは、0.20%以上であり、さらに好ましくは、0.22%以上である。C含有量の上限値の観点では、好ましいC含有量は、0.35%未満であり、さらに好ましくは、0.33%以下であり、さらに好ましくは、0.32%以下である。
珪素(Si)は、鋼を脱酸する。一方、Si含有量が高すぎれば、鋼の靭性及び熱間加工性が低下する。したがって、S含有量は0.1~0.75%である。Si含有量の下限値の観点では、好ましいSi含有量は0.1%よりも高く、さらに好ましくは0.15%以上であり、さらに好ましくは0.20%以上である。Si含有量の上限値の観点では、好ましいSi含有量は0.75%未満であり、さらに好ましくは0.50%以下であり、さらに好ましくは0.35%以下である。
マンガン(Mn)は、鋼の焼入れ性を高め、鋼の強度を高める。一方、Mn含有量が高すぎれば、鋼に孔食が発生しやすくなる。さらに、Mnが粒界に偏析して鋼の靭性及び耐SSC性が低下する。したがって、Mn含有量は0.1~1.0%である。Mn含有量の下限値の観点では、好ましいMn含有量は0.1%よりも高く、さらに好ましくは0.15%以上であり、さらに好ましくは0.2%以上である。Mn含有量の上限値の観点では、好ましいMn含有量は1.0%未満であり、さらに好ましくは0.7%以下であり、さらに好ましくは0.6%以下である。
クロム(Cr)は、鋼の焼入れ性及び焼戻し軟化抵抗を高める。そのため、Crは、鋼に対する高温焼戻しを実施しやすくする。Crはさらに、鋼の耐SSC性を高める。一方、Cr含有量が高すぎれば、M7C3系炭化物及びM23C6系炭化物が形成され、鋼の耐SSC性が低下する。したがって、Cr含有量は0.1~1.7%である。Cr含有量の下限値の観点では、好ましいCr含有量は0.1%よりも高く、さらに好ましくは0.3%以上であり、さらに好ましくは0.4%以上である。Cr含有量の上限値の観点では、好ましいCr含有量は1.7%未満であり、さらに好ましくは1.5%以下であり、さらに好ましくは1.2%以下である。
モリブデン(Mo)は、鋼の焼入れ性及び焼戻し軟化抵抗を高める。そのため、Moは、鋼に対する高温焼戻しを実施しやすくする。Moはさらに、鋼の耐SSC性を高める。一方、Mo含有量が高すぎれば、上記効果が飽和する。したがって、Mo含有量は0.1~1.2%である。Mo含有量の下限値の観点では、好ましいMo含有量は0.1%よりも高く、さらに好ましくは、0.2%以上であり、さらに好ましくは0.4%以上である。Mo含有量の上限値の観点では、好ましいMo含有量は1.2%未満であり、さらに好ましくは1.0%以下であり、さらに好ましくは0.9%以下である。
チタン(Ti)は、鋼中のNと結合してTi窒化物及び/又はTi炭窒化物を形成する。Ti窒化物及び/又はTi炭窒化物は、鋼の結晶粒を微細化する。ボロン(B)が含有される場合はさらに、TiはB窒化物の形成を抑制する。そのため、Bによる焼入れ性が高まる。一方、Ti含有量が高すぎれば、粗大なTi窒化物及び/又はTi炭窒化物が形成される。そのため、鋼の耐SSC性が低下する。したがって、Ti含有量は0.01~0.05%である。Ti含有量の下限値の観点では、好ましいTi含有量は、0.01%よりも高く、さらに好ましくは、0.011%以上であり、さらに好ましくは、0.012%以上である。Ti含有量の上限値の観点では、好ましいTi含有量は0.05%未満であり、さらに好ましくは0.03%以下であり、さらに好ましくは、0.025%以下である。
ニオブ(Nb)は、C及びNと結合してNb炭窒化物及びNb窒化物を形成する。Nbはさらに、Ti又はAlとともに複合炭窒化物を形成する場合がある。これらの介在物は、微細であれば、結晶粒を微細化する。一方、Nb含有量が高すぎれば、粗大なNb系介在物が過剰に多く生成され、鋼の耐SSC性が低下する。したがって、Nb含有量は0.010~0.030%である。Nb含有量の下限値の観点では、好ましいNb含有量は0.010%よりも高く、さらに好ましくは0.011%以上であり、さらに好ましくは0.012%以上である。Nb含有量の上限値の観点では、好ましいNb含有量は、0.030%未満であり、さらに好ましくは0.020%以下であり、さらに好ましくは、0.015%以下である。
アルミニウム(Al)は、鋼を脱酸する。一方、Al含有量が高すぎれば、粗大なAl系酸化物が形成され、鋼の靭性を低下する。したがって、Al含有量は0.01~0.1%である。Al含有量の下限値の観点では、好ましいAl含有量は、0.01%よりも高く、さらに好ましくは、0.015%以上であり、さらに好ましくは、0.020%以上である。Al含有量の上限値の観点では、好ましいAl含有量は、0.1%未満であり、さらに好ましくは、0.07%以下であり、さらに好ましくは、0.05%以下である。本明細書にいうAl含有量は、酸可溶Al(sol.Al)の含有量を意味する。
燐(P)は不純物である。Pは、粒界に偏析して粒界を脆化する。そのため、Pは鋼の靭性及び耐SSC性を低下する。したがって、P含有量はなるべく低い方が好ましい。P含有量は0.03%以下である。好ましいP含有量は0.03%未満であり、さらに好ましくは0.02%以下であり、さらに好ましくは0.015%以下である。
硫黄(S)は不純物である。Sは、Mnと結合してMn系硫化物を形成する。Mn系硫化物は溶解しやすい。そのため、鋼の靭性及び耐SSC性が低下する。したがって、S含有量はなるべく低い方が好ましい。S含有量は、0.01%以下である。好ましいS含有量は0.01%未満であり、さらに好ましくは0.005%以下であり、さらに好ましくは0.002%以下である。
窒素(N)は不純物である。NはNb系介在物及び/又はTi系介在物を粗大化する。粗大化されたNb系介在物及びTi介在物は、鋼の耐孔食性を低下し、耐SSC性を低下する。したがって、N含有量はなるべく低い方が好ましい。N含有量は0.007%以下である。好ましいN含有量は0.007%未満であり、さらに好ましくは、0.005%以下である。Nは少なくとも0.001%以上含有されてもよい。
酸素(O)は不純物である。Oは粗大な酸化物を形成し、鋼の耐孔食性を低下する。したがって、O含有量はなるべく低い方が好ましい。O含有量は0.01%以下である。好ましいO含有量は、0.01%未満であり、さらに好ましくは0.003%以下であり、さらに好ましくは、0.0015%以下である。
本発明による油井用鋼管はさらに、Feの一部に代えて、Vを含有してもよい。
バナジウム(V)は、選択元素である。Vは、焼戻し工程において微細な炭化物を形成し、焼戻し軟化抵抗を高める。そのため、高温での焼戻しが可能になり、鋼の靭性及び耐SSC性が高まる。Vを少しでも含有すれば、上記効果が得られる。一方、V含有量が高すぎれば、上記効果が飽和する。したがって、V含有量は0.50%以下である。好ましいV含有量の下限値の観点では、好ましいV含有量は、0.01%以上であり、さらに好ましくは0.03%以上であり、さらに好ましくは、0.05%以上である。V含有量の上限値の観点では、好ましいV含有量は、0.50%未満であり、さらに好ましくは0.2%以下であり、さらに好ましくは0.15%以下である。
ボロン(B)は、選択元素である。Bは、鋼の焼入れ性を高める。Bが少しでも含有されれば、上記効果が得られる。一方、B含有量が高すぎれば、上記効果が飽和する。したがって、B含有量は0.0050%以下である。好ましいB含有量の下限値の観点では、好ましいB含有量は0.0001%以上であり、さらに好ましくは0.0005%以上である。B含有量の上限値の観点では、好ましいB含有量は0.0050%未満であり、さらに好ましくは、0.0025%以下である。
カルシウム(Ca)は、選択元素である。Caは、粗大なAl系介在物の生成を抑え、微細なAl-Ca系酸硫化物を形成する。そのため、連続鋳造により鋼材(スラブ又は丸ビレット)を製造する場合において、Caは、連続鋳造装置のノズルが粗大なAl系介在物により閉塞するのを抑制する。Caが少しでも含有されれば、上記効果が得られる。一方、Ca含有量が高すぎれば、鋼の耐孔食性が低下する。したがって、Ca含有量は0.0050%以下である。好ましいCa含有量の下限値の観点では、好ましいCa含有量は0.0003%以上であり、さらに好ましくは、0.0005%以上である。Ca含有量の上限値の観点では、好ましいCa含有量は、0.0050%未満であり、さらに好ましくは、0.0030%以下である。
(1+4.3×[V]+3.4×[Nb]+2.5×[Ti])/(7.8×[Cr]×[Mo])≦1 (A)
ここで、[]内の元素記号には、対応する元素の含有量(質量%)が代入される。Vが含有されていない場合、[V]には「0」が代入される。
本発明による油井用鋼管ではさらに、臭素-メタノール溶液により抽出された残渣中のTi含有量及びNb含有量が式(1)を満たす。
100×[Nb]/([Ti]+[Nb])≦27.5 (1)
ここで、[Ti]、[Nb]には、上記残渣中のTi含有量(質量%)、Nb含有量(質量%)が代入される。
F1=100×[Nb]/([Ti]+[Nb])
[降伏強度]
本実施の形態による油井用鋼管は、好ましくは、654MPa以上の降伏強度を有する。ここでいう降伏強度とは、0.2%耐力を意味する。油井用鋼管のさらに好ましい降伏強度は758MPa以上である。
本発明による油井用鋼管は高強度である。そのため、降伏強度に対して引張強度が高すぎれば耐SSC性が低下する。したがって、好ましい降伏比は87.0%以上である。降伏比YR(%)とは、引張強度TSに対する降伏強度YSの比(YR=YS/TS×100)である。
本発明による油井用鋼管の好ましい旧オーステナイト結晶粒度番号は7.5以上である。本明細書にいう旧オーステナイト結晶粒度は、ASTM E112に準拠して測定される。旧オーステナイト結晶粒度が7.5未満では、鋼の靭性及び耐SSC性が低下する。
本発明による油井用鋼管の製造方法の一例を説明する。なお、製造方法は下記に限定されない。
始めに、転炉、又は、電気炉により銑鉄を一次精錬する。さらに、一次精錬された溶鋼に対して二次精錬を実施し、合金元素を溶鋼に添加する。以上の工程により、上述の化学組成を有する溶鋼を製造する。
丸ビレットを熱間加工して素管にする。始めに、丸ビレットを加熱炉で加熱する。加熱炉から抽出された丸ビレットに対して熱間加工を実施して、素管(継目無鋼管)を製造する。たとえば、熱間加工としてマンネスマン法を実施し、素管を製造する。この場合、穿孔機により丸ビレットを穿孔圧延する。穿孔圧延された丸ビレットをさらに、マンドレルミル、レデューサ、サイジングミル等により熱間圧延して素管にする。他の熱間加工方法により、丸ビレットから素管を製造してもよい。
(T+273)×(20+log(t))≦30600 (2)
式(2)中のTには、加熱温度(℃)が代入される。tには、加熱時間(hr)が代入される。
熱間加工後の素管を常温まで冷却する。素管を常温まで冷却した後、焼入れ処理及び焼戻し処理を実施して油井用鋼管を製造する。焼入れ処理では、焼入れ温度をAC3点以上にする。焼戻し処理では、焼戻し温度をAC1点以下にする。焼入れ処理及び焼戻し処理により、素管の旧オーステナイト粒度番号が7.5以上に調整される。
表1に示す化学組成を有する鋼A~Jの溶鋼を製造した。


[旧オーステナイト結晶粒度試験]
鋼管から試験片を採取した。試験片は、鋼管長手方向に直交する表面(以下、観察面という)を有した。試験片の観察面を機械研磨した。研磨後、ピクラール(Picral)腐食液を用いて、観察面内の旧オーステナイト結晶粒界を現出させた。その後、ASTM E112に準拠して、観察面の旧オーステナイト結晶粒度番号を求めた。
鋼管から弧状引張試験片を採取した。弧状引張試験片の横断面は弧状であり、弧状引張試験片の長手方向は、鋼管の長手方向と平行であった。弧状引張試験片を利用して、API規格の5CTの規定に準拠して、常温にて引張試験を実施した。試験結果に基づいて、鋼管の降伏強度YS(MPa)、引張強度TS(MPa)及び降伏比YR(%)を求めた。
上述の方法により、臭素-エタノール抽出により得られた残渣のTi含有量及びNb含有量を求めた。具体的には、鋼管から1gの試験片を採取した。採取された試験片を用いて、上述の臭素-メタノール溶液を用いて、残渣(介在物)を得た。残渣を上述の加圧酸分解法により分解した。そして、ICP発光分光分析法により、残渣内のTi含有量及びNb含有量を求めた。Ti含有量及びNb含有量を用いて、F1値を求めた。
鋼管から丸棒試験片を採取した。丸棒試験片の長手方向は、鋼管の長手方向と平行であった。丸部試験片の平行部の外径は6.35mmであり、平行部の長さは25.4mmであった。NACE(National Association of Corrosion Engineers)TM0177A法に従って、定荷重試験により、各丸棒試験片の耐SSC性を評価した。試験浴は、1atmの硫化水素ガスを飽和させた常温の5%塩化ナトリウム+0.5%酢酸水溶液であった。各丸棒試験片に645MPaの負荷応力を負荷して、試験浴に720時間浸漬した。負荷応力は、110ksi級の公称降伏応力の85%であった。浸漬してから720時間経過後、各丸棒試験片が破断したか否かを確認した。丸棒試験片に破断が観察されなかった場合、その鋼の耐SSC性は高いと判断した。丸棒試験片に破断が観察された場合、その鋼の耐SSC性は低いと判断した。
表3に試験結果を示す。
Claims (4)
- 質量%で、
C:0.15~0.35%、
Si:0.1~0.75%、
Mn:0.1~1.0%、
Cr:0.1~1.7%、
Mo:0.1~1.2%、
Ti:0.01~0.05%、
Nb:0.010~0.030%、及び、
Al:0.01~0.1%を含有し、
残部はFe及び不純物からなり、
前記不純物中のP、S、N及びOはそれぞれ、
P:0.03%以下、
S:0.01%以下、
N:0.007%以下、及び、
O:0.01%以下であり、
臭素-メタノール抽出により得られた残渣中のTi含有量及びNb含有量は式(1)を満たす、油井用鋼管。
100×[Nb]/([Ti]+[Nb])≦27.5 (1)
ここで、[Ti]、[Nb]には、前記残渣中のTi含有量(質量%)、Nb含有量(質量%)が代入される。 - 請求項1に記載の油井用鋼管であって、
前記Feの一部に代えて、V:0.50%以下を含有する、油井用鋼管。 - 請求項1又は請求項2に記載の油井用鋼管であって、
前記Feの一部に代えて、B:0.0050%以下を含有する、油井用鋼管。 - 請求項1~請求項3のいずれか1項に記載の油井用鋼管であって、
前記Feの一部に代えて、Ca:0.0050%以下を含有する、油井用鋼管。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2012297775A AU2012297775B2 (en) | 2011-08-22 | 2012-08-17 | Oil-well steel pipe having excellent sulfide stress cracking resistance |
| JP2012538525A JP5218707B1 (ja) | 2011-08-22 | 2012-08-17 | 耐硫化物応力割れ性に優れた油井用鋼管 |
| US14/239,829 US9777352B2 (en) | 2011-08-22 | 2012-08-17 | Oil-well steel pipe having excellent sulfide stress cracking resistance |
| EA201490487A EA024690B1 (ru) | 2011-08-22 | 2012-08-17 | Скважинная стальная труба с превосходной сопротивляемостью к растрескиванию под действием напряжений в сульфидсодержащей среде |
| MX2014001644A MX357287B (es) | 2011-08-22 | 2012-08-17 | Tubería de acero para pozos de petróleo que tiene excelente resistencia a agrietamiento por tensión de sulfuro. |
| EP12826245.8A EP2749664B1 (en) | 2011-08-22 | 2012-08-17 | Steel oil well pipe having excellent sulfide stress cracking resistance |
| CN201280040822.1A CN103764860B (zh) | 2011-08-22 | 2012-08-17 | 抗硫化物应力裂纹性优异的油井用钢管 |
| UAA201402827A UA109498C2 (uk) | 2011-08-22 | 2012-08-17 | Свердловинна сталева труба з високою опірністю до розтріскування під дією напружень у сульфідовмісному середовищі |
| CA2843593A CA2843593C (en) | 2011-08-22 | 2012-08-17 | Oil-well steel pipe having excellent sulfide stress cracking resistance |
| BR112014001630A BR112014001630A2 (pt) | 2011-08-22 | 2012-08-17 | tubo de aço de poço de petróleo que possui excelente resistência ao craqueamento sob tensão por sulfeto |
| ES12826245T ES2702344T3 (es) | 2011-08-22 | 2012-08-17 | Tubos de acero para pozos petrolíferos con excelente resistencia al agrietamiento por tensión inducido por sulfuros |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011180207 | 2011-08-22 | ||
| JP2011-180207 | 2011-08-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013027666A1 true WO2013027666A1 (ja) | 2013-02-28 |
Family
ID=47746409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/070888 Ceased WO2013027666A1 (ja) | 2011-08-22 | 2012-08-17 | 耐硫化物応力割れ性に優れた油井用鋼管 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9777352B2 (ja) |
| EP (1) | EP2749664B1 (ja) |
| JP (1) | JP5218707B1 (ja) |
| CN (1) | CN103764860B (ja) |
| AR (1) | AR088424A1 (ja) |
| AU (1) | AU2012297775B2 (ja) |
| BR (1) | BR112014001630A2 (ja) |
| CA (1) | CA2843593C (ja) |
| EA (1) | EA024690B1 (ja) |
| ES (1) | ES2702344T3 (ja) |
| MX (1) | MX357287B (ja) |
| SA (1) | SA112330773B1 (ja) |
| UA (1) | UA109498C2 (ja) |
| WO (1) | WO2013027666A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014012890A (ja) * | 2012-06-08 | 2014-01-23 | Jfe Steel Corp | 耐硫化物応力腐食割れ性に優れた油井用低合金高強度継目無鋼管およびその製造方法 |
| EP3042968A4 (en) * | 2013-09-04 | 2016-08-31 | Jfe Steel Corp | METHOD FOR PRODUCING A HIGH-TUBE STAINLESS STEEL TUBE AND A STAINLESS STEEL HIGH-TUBE TUBE |
| JP2017002369A (ja) * | 2015-06-12 | 2017-01-05 | 新日鐵住金株式会社 | 継目無鋼管及びその製造方法 |
| JP2017166059A (ja) * | 2016-03-10 | 2017-09-21 | Jfeスチール株式会社 | 高強度油井用鋼管用素材および該素材を用いた高強度油井用鋼管の製造方法 |
| WO2017200033A1 (ja) * | 2016-05-20 | 2017-11-23 | 新日鐵住金株式会社 | 継目無鋼管及びその製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102787274A (zh) | 2012-08-21 | 2012-11-21 | 宝山钢铁股份有限公司 | 一种超高韧性高强度钻杆及其制造方法 |
| EP2915896B1 (en) * | 2012-11-05 | 2018-08-08 | Nippon Steel & Sumitomo Metal Corporation | Low-alloy steel for oil well pipes which has excellent sulfide stress cracking resistance, and method for manufacturing low-alloy steel for oil well pipes |
| AR101683A1 (es) | 2014-09-04 | 2017-01-04 | Nippon Steel & Sumitomo Metal Corp | Tubo de acero de pared gruesa para pozo de petróleo y método de producción del mismo |
| JP6103156B2 (ja) | 2014-10-17 | 2017-03-29 | 新日鐵住金株式会社 | 低合金油井用鋼管 |
| CN107287499B (zh) * | 2016-03-31 | 2019-05-31 | 鞍钢股份有限公司 | 一种耐高温热采井用油井管及其制造方法 |
| AR116532A1 (es) * | 2018-10-01 | 2021-05-19 | Nippon Steel Corp | Tubo de acero sin costura adecuado para uso en ambiente agrio |
| US20230033540A1 (en) * | 2019-12-24 | 2023-02-02 | Jfe Steel Corporation | High-strength seamless stainless steel pipe for oil well |
| CN112063922B (zh) * | 2020-09-02 | 2022-03-11 | 衡阳华菱钢管有限公司 | 钢管、其制备方法及应用 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5097517A (ja) * | 1973-12-28 | 1975-08-02 | ||
| JPH08311551A (ja) * | 1995-05-15 | 1996-11-26 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性に優れた高強度継目無鋼管の製造方法 |
| JP2001073086A (ja) | 1999-09-06 | 2001-03-21 | Sumitomo Metal Ind Ltd | 高靱性・高耐食性継目無鋼管 |
| JP2001131698A (ja) | 1999-10-28 | 2001-05-15 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性に優れた鋼管 |
| JP2004332059A (ja) | 2003-05-08 | 2004-11-25 | Sumitomo Metal Ind Ltd | 低合金鋼 |
| WO2004106572A1 (ja) * | 2003-05-28 | 2004-12-09 | Sumitomo Metal Industries, Ltd. | 埋設拡管用油井鋼管 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07197125A (ja) | 1994-01-10 | 1995-08-01 | Nkk Corp | 耐硫化物応力腐食割れ性に優れた高強度鋼管の製造法 |
| US5938865A (en) * | 1995-05-15 | 1999-08-17 | Sumitomo Metal Industries, Ltc. | Process for producing high-strength seamless steel pipe having excellent sulfide stress cracking resistance |
| JPH0967624A (ja) * | 1995-08-25 | 1997-03-11 | Sumitomo Metal Ind Ltd | 耐sscc性に優れた高強度油井用鋼管の製造方法 |
| JP3543708B2 (ja) | 1999-12-15 | 2004-07-21 | 住友金属工業株式会社 | 耐硫化物応力腐食割れ性に優れた油井用鋼材およびそれを用いた油井用鋼管の製造方法 |
| AR047467A1 (es) | 2004-01-30 | 2006-01-18 | Sumitomo Metal Ind | Tubo de acero sin costura para pozos petroliferos y procedimiento para fabricarlo |
| CN100439541C (zh) * | 2004-02-04 | 2008-12-03 | 住友金属工业株式会社 | 抗hic性优良的管线钢及用该钢材制造出的管线管 |
| JP4140556B2 (ja) | 2004-06-14 | 2008-08-27 | 住友金属工業株式会社 | 耐硫化物応力割れ性に優れた低合金油井管用鋼 |
| JP4135691B2 (ja) | 2004-07-20 | 2008-08-20 | 住友金属工業株式会社 | 窒化物系介在物形態制御鋼 |
| JP2006037147A (ja) * | 2004-07-26 | 2006-02-09 | Sumitomo Metal Ind Ltd | 油井管用鋼材 |
| JP2006265668A (ja) * | 2005-03-25 | 2006-10-05 | Sumitomo Metal Ind Ltd | 油井用継目無鋼管 |
| JP4305681B2 (ja) | 2007-03-30 | 2009-07-29 | 住友金属工業株式会社 | 継目無鋼管の製造方法 |
| JP4973663B2 (ja) | 2007-03-30 | 2012-07-11 | 住友金属工業株式会社 | 低合金油井管用鋼および継目無鋼管 |
| AR075976A1 (es) | 2009-03-30 | 2011-05-11 | Sumitomo Metal Ind | Metodo para la manufactura de tuberias sin costura |
| JP5728836B2 (ja) | 2009-06-24 | 2015-06-03 | Jfeスチール株式会社 | 耐硫化物応力割れ性に優れた油井用高強度継目無鋼管の製造方法 |
| BR112012030096B1 (pt) * | 2010-06-08 | 2018-06-19 | Nippon Steel & Sumitomo Metal Corporation | Aço para tubo de aço com excelente resistência ao craqueamento sob tensão por sulfeto |
| CN101892443A (zh) | 2010-07-09 | 2010-11-24 | 天津钢管集团股份有限公司 | 屈服强度170~180ksi钢级的高强高韧性石油套管及其制造方法 |
-
2012
- 2012-08-07 AR ARP120102880 patent/AR088424A1/es active IP Right Grant
- 2012-08-12 SA SA112330773A patent/SA112330773B1/ar unknown
- 2012-08-17 MX MX2014001644A patent/MX357287B/es active IP Right Grant
- 2012-08-17 EP EP12826245.8A patent/EP2749664B1/en active Active
- 2012-08-17 JP JP2012538525A patent/JP5218707B1/ja active Active
- 2012-08-17 UA UAA201402827A patent/UA109498C2/ru unknown
- 2012-08-17 EA EA201490487A patent/EA024690B1/ru not_active IP Right Cessation
- 2012-08-17 WO PCT/JP2012/070888 patent/WO2013027666A1/ja not_active Ceased
- 2012-08-17 CA CA2843593A patent/CA2843593C/en not_active Expired - Fee Related
- 2012-08-17 ES ES12826245T patent/ES2702344T3/es active Active
- 2012-08-17 US US14/239,829 patent/US9777352B2/en active Active
- 2012-08-17 CN CN201280040822.1A patent/CN103764860B/zh active Active
- 2012-08-17 BR BR112014001630A patent/BR112014001630A2/pt active IP Right Grant
- 2012-08-17 AU AU2012297775A patent/AU2012297775B2/en not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5097517A (ja) * | 1973-12-28 | 1975-08-02 | ||
| JPH08311551A (ja) * | 1995-05-15 | 1996-11-26 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性に優れた高強度継目無鋼管の製造方法 |
| JP2001073086A (ja) | 1999-09-06 | 2001-03-21 | Sumitomo Metal Ind Ltd | 高靱性・高耐食性継目無鋼管 |
| JP2001131698A (ja) | 1999-10-28 | 2001-05-15 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性に優れた鋼管 |
| JP2004332059A (ja) | 2003-05-08 | 2004-11-25 | Sumitomo Metal Ind Ltd | 低合金鋼 |
| WO2004106572A1 (ja) * | 2003-05-28 | 2004-12-09 | Sumitomo Metal Industries, Ltd. | 埋設拡管用油井鋼管 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2749664A4 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014012890A (ja) * | 2012-06-08 | 2014-01-23 | Jfe Steel Corp | 耐硫化物応力腐食割れ性に優れた油井用低合金高強度継目無鋼管およびその製造方法 |
| EP3042968A4 (en) * | 2013-09-04 | 2016-08-31 | Jfe Steel Corp | METHOD FOR PRODUCING A HIGH-TUBE STAINLESS STEEL TUBE AND A STAINLESS STEEL HIGH-TUBE TUBE |
| US10151012B2 (en) | 2013-09-04 | 2018-12-11 | Jfe Steel Corporation | High-strength stainless steel pipe |
| JP2017002369A (ja) * | 2015-06-12 | 2017-01-05 | 新日鐵住金株式会社 | 継目無鋼管及びその製造方法 |
| JP2017166059A (ja) * | 2016-03-10 | 2017-09-21 | Jfeスチール株式会社 | 高強度油井用鋼管用素材および該素材を用いた高強度油井用鋼管の製造方法 |
| JP2017166060A (ja) * | 2016-03-10 | 2017-09-21 | Jfeスチール株式会社 | 高強度油井用鋼管用素材および該素材を用いた高強度油井用鋼管の製造方法 |
| WO2017200033A1 (ja) * | 2016-05-20 | 2017-11-23 | 新日鐵住金株式会社 | 継目無鋼管及びその製造方法 |
| JPWO2017200033A1 (ja) * | 2016-05-20 | 2019-03-14 | 新日鐵住金株式会社 | 継目無鋼管及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2843593C (en) | 2018-10-02 |
| CN103764860B (zh) | 2015-11-25 |
| AU2012297775A1 (en) | 2014-02-20 |
| ES2702344T3 (es) | 2019-02-28 |
| EP2749664A1 (en) | 2014-07-02 |
| MX357287B (es) | 2018-07-03 |
| BR112014001630A2 (pt) | 2017-02-21 |
| CA2843593A1 (en) | 2013-02-28 |
| AU2012297775B2 (en) | 2015-06-04 |
| EP2749664B1 (en) | 2018-10-24 |
| JPWO2013027666A1 (ja) | 2015-03-19 |
| MX2014001644A (es) | 2014-03-21 |
| UA109498C2 (uk) | 2015-08-25 |
| EA201490487A1 (ru) | 2014-06-30 |
| AR088424A1 (es) | 2014-06-11 |
| JP5218707B1 (ja) | 2013-06-26 |
| EP2749664A4 (en) | 2015-10-07 |
| US20140205487A1 (en) | 2014-07-24 |
| EA024690B1 (ru) | 2016-10-31 |
| US9777352B2 (en) | 2017-10-03 |
| CN103764860A (zh) | 2014-04-30 |
| SA112330773B1 (ar) | 2015-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5218707B1 (ja) | 耐硫化物応力割れ性に優れた油井用鋼管 | |
| JP5387799B1 (ja) | 耐硫化物応力割れ性に優れた高強度鋼材の製造方法 | |
| JP6369547B2 (ja) | 低合金油井用鋼管 | |
| JP6172391B2 (ja) | 低合金油井用鋼管 | |
| WO2018043570A1 (ja) | 鋼材及び油井用鋼管 | |
| CN104781440B (zh) | 抗硫化物应力裂纹性优异的低合金油井管用钢及低合金油井管用钢的制造方法 | |
| JP6146542B2 (ja) | 厚肉油井用鋼管及びその製造方法 | |
| JP6103156B2 (ja) | 低合金油井用鋼管 | |
| JPWO2015011917A1 (ja) | 低合金油井用鋼管及びその製造方法 | |
| EP3926058A1 (en) | Steel material suitable for use in sour environment | |
| JP7173405B2 (ja) | マルテンサイト系ステンレス鋼材 | |
| JP7036237B2 (ja) | サワー環境での使用に適した鋼材 | |
| JP6028863B2 (ja) | サワー環境で使用されるラインパイプ用継目無鋼管 | |
| JP4337712B2 (ja) | マルテンサイト系ステンレス鋼 | |
| WO2020090478A1 (ja) | 鋼材、及び、鋼材の製造方法 | |
| JP2021161438A (ja) | 継目無鋼管 | |
| JP6996641B2 (ja) | サワー環境での使用に適した継目無鋼管 | |
| JP2017008362A (ja) | ラインパイプ用継目無鋼管及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2012538525 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12826245 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2843593 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012826245 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2014/001644 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2012297775 Country of ref document: AU Date of ref document: 20120817 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14239829 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 201490487 Country of ref document: EA |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014001630 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112014001630 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140123 |