WO2013099639A1 - 耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼およびステンレス鋼管 - Google Patents
耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼およびステンレス鋼管 Download PDFInfo
- Publication number
- WO2013099639A1 WO2013099639A1 PCT/JP2012/082387 JP2012082387W WO2013099639A1 WO 2013099639 A1 WO2013099639 A1 WO 2013099639A1 JP 2012082387 W JP2012082387 W JP 2012082387W WO 2013099639 A1 WO2013099639 A1 WO 2013099639A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel
- heat
- stainless steel
- austenitic stainless
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/04—Modifying the physical properties of iron or steel by deformation by cold working of the surface
- C21D7/06—Modifying the physical properties of iron or steel by deformation by cold working of the surface by shot-peening or the like
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/02—Rigid pipes of metal
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
Definitions
- the present invention relates to a heat-resistant austenitic stainless steel suitably used as a heat transfer tube material for a boiler, and a stainless steel pipe obtained from such a heat-resistant austenitic stainless steel, and particularly, a heat-resistant austenitic stainless steel excellent in scale peeling resistance. It relates to steel and stainless steel pipes.
- the oxidation resistance is generally further improved by shot peening the inner surface of the steel pipe. Although such a shot peening process causes an increase in cost, it is necessary to perform the shot peening process in order to ensure sufficient oxidation resistance from the viewpoint of long-term reliability of 10 years or more.
- Patent Document 1 discloses a technique for improving the steam oxidation resistance by performing a particle spray peening process on a steel material to which a rare earth element (REM) is added.
- Patent Document 2 proposes a technique for suppressing peeling of the oxide scale while improving the steam oxidation resistance by setting the surface roughness after the shot peening treatment to a certain level or more.
- Patent Document 3 proposes a technique for improving high-temperature steam oxidation resistance by performing shot peening treatment with a Cr concentration of a steel material at a certain level or higher.
- Patent Documents 1 and 3 basically suppress the growth rate of the scale by shot peening, so that the effect of suppressing the separation of the oxide scale associated with the operation / stop of the power generation facility is sufficient. It is not always possible to obtain it.
- the technique of patent document 2 although there exists an effect which suppresses peeling of an oxide scale by controlling the surface roughness of a shot peening process surface, the roughness of the initial steel material surface by the oxide scale peeling is There is a problem that the effect cannot be maintained against the oxide scale peeling which is lost and repeated, and sufficient characteristics cannot be maintained for a long time.
- the prior art for suppressing the peeling of the oxide scale includes a technique for preventing the oxide scale itself from being formed (Patent Documents 1 and 3) and a technique for preventing the generated oxide scale from being peeled (Patent Document 2).
- Patent Documents 1 and 3 a technique for preventing the generated oxide scale from being peeled
- Patent Document 2 the technology that does not form the oxide scale itself only reduces the growth rate of the scale, and there is no guarantee that the oxide scale will not be formed over a long period of several decades. Is required. For this reason, a technique for preventing the generated oxide scale from being peeled off is necessary, but the related art in this respect is not actually capable of exerting a sustained effect against repeated peeling.
- the present invention has been made under such circumstances, and the object thereof is applied to a steel pipe whose inner surface is processed by shot peening, etc., among heat transfer tubes used in a thermal power generation facility.
- An object of the present invention is to provide an austenitic stainless steel with improved properties and a stainless steel pipe made of such stainless steel.
- the heat-resistant austenitic stainless steel of the present invention that has solved the above problems is C: 0.02 to 02% (meaning mass%, hereinafter the same for chemical composition), Si: 0.1 to 1.5%, Mn: 0.1 to 3%, Ni: 7 to 13%, Cr: 16 to 20%, Cu: 0.4 to 4%, Nb: 0.05 to 0.6%, Ti: 0.05 to 0 .6%, Zr: 0.05 to 0.35%, Ce: 0.005 to 0.1%, B: 0.0005 to 0.005%, N: 0.001 to 0.15%, S: 0.005% or less (not including 0%) and P: 0.05% or less (not including 0%), respectively, the balance is made of iron and inevitable impurities, and the depth from the surface to the depth of 50 ⁇ m
- the ratio (Hv 1 / Hv 0 ) of the average hardness (Hv 1 ) and the average hardness (Hv 0 ) in the center in the thickness direction is 1.20 or more It has a gist in
- the heat-resistant austenitic stainless steel of the present invention may further include (a) Co: 3% or less (not including 0%), Mo: 3% or less (not including 0%), and W: 5% or less as required. (B) Ca: not more than 0.005% (not including 0%) and / or Mg: not more than 0.005% (not including 0%) ), (C) V: 0.6% or less (not including 0%), Ta: 0.6% or less (not including 0%), and Hf: 0.6% or less (not including 0%) It is also useful to contain one or more selected from the group, and the characteristics of the heat-resistant austenitic stainless steel are further improved depending on the components contained.
- Stainless steel pipes manufactured from heat-resistant austenitic stainless steel as described above are extremely useful as heat transfer pipes for thermal power generation facilities.
- the heat-resistant austenitic stainless steel of the present invention is less susceptible to oxide scale peeling even after repeated temperature changes associated with the operation / stopping of thermal power generation facilities, and suppresses internal oxide scale scattering when used as a heat transfer tube. It is possible to reduce the blockage of the heat transfer tube and damage to the turbine.
- the present inventors have developed the steel surface whose surface hardness has been increased by treatment such as shot peening and the like. The relationship between chemical composition was examined from various angles. As a result, the austenitic stainless steel having the same chemical composition as that of the 18Cr-8Ni austenitic stainless steel containing Ni and Cr is contained in a predetermined amount of Zr and Ce, and shot peening is performed on the steel surface. As a result of the treatment, the inventors have found that the remarkably excellent scale peel resistance can be exhibited, and the present invention has been completed.
- the heat-resistant austenitic stainless steel of the present invention is characterized in that it contains a predetermined amount of Zr and Ce, and the hardness in the vicinity of the surface is made constant by shot peening treatment or the like.
- the reason for setting the Ce content and surface hardness range is as follows.
- the preferable lower limit of the Zr content is 0.10% or more (more preferably 0.15% or more), and the preferable upper limit is 0.3% or less (more preferably 0.25% or less).
- the preferable minimum of Ce content is 0.01% or more (more preferably 0.015% or more), and a preferable upper limit is 0.05% or less (more preferably 0.03% or less).
- pure Ce may be added as a raw material of Ce, but it is also possible to add the necessary pure Ce using a separately prepared Ce-containing mother alloy or Ce-containing misch metal. Even if La, Nd, Pr, etc. contained are contained in steel as impurities at a lower concentration than Ce, there is no problem, and compared with pure Ce that is easy to oxidize, it is possible to use a master alloy or misch metal at the time of melting work. Handling can be simplified.
- Patent Document 2 is the same technique for improving the scale peeling resistance as the present invention, the surface roughness is lost when the scale peels repeatedly because of the effect due to the roughness of the steel surface. Even if the layer remains, the long-term effect cannot be maintained. Since this invention prescribes
- the average hardness (Hv 1 ) in the vicinity of the surface is the average hardness of the base material (that is, the position indicating the characteristics of the base material). It is important that the average hardness at a central portion in the thickness direction: Hv 0 ) is higher than a predetermined value. From such a viewpoint, the ratio (Hv 1 / Hv 0 ) between the average hardness (Hv 1 ) near the surface and the average hardness (Hv 0 ) of the base material needs to be 1.20 or more.
- the value of the ratio (Hv 1 / Hv 0 ) is preferably 1.5 or more, more preferably 1.8 or more.
- the upper limit of the ratio value (Hv 1 / Hv 0 ) is about 2.5 in the heat-resistant austenitic stainless steel of the present invention.
- the reason why the vicinity of the surface is defined as “from the surface to a depth of 50 ⁇ m in the thickness direction” is that the hardness is increased.
- the addition of Zr and Ce and the adjustment of the surface hardness are important requirements, but the chemical composition of each element other than the above (C, Si, Mn, Ni , Cr, Cu, Nb, Ti, B, N, S, and P) need to be adjusted appropriately.
- the effects of these components and the reasons for setting the range are as follows.
- C is an element that has the effect of forming carbides in a high-temperature use environment and improving the high-temperature strength and creep strength necessary as a heat transfer tube.
- C is 0.02. % Or more must be contained.
- the preferable lower limit of the C content is 0.05% or more (more preferably 0.09% or more), and the preferable upper limit is 0.18% or less (more preferably 0.15% or less).
- Si 0.1 to 1.5%
- Si is an element having a deoxidizing action in molten steel. Even if it is contained in a very small amount, it effectively works to improve oxidation resistance. In order to exert these effects, the Si content needs to be 0.1% or more. However, when the Si content is excessive and exceeds 1.5%, the toughness is reduced.
- the preferable lower limit of the Si content is 0.2% or more (more preferably 0.3% or more), and the preferable upper limit is 0.9% or less (more preferably 0.8% or less).
- Mn 0.1 to 3%
- Mn is an element having a deoxidizing action in molten steel, and also has an action of stabilizing austenite.
- the Mn content needs to be 0.1% or more. However, if the Mn content is excessive and exceeds 3%, hot workability is impaired.
- the preferable lower limit of the Mn content is 0.2% or more (more preferably 0.3% or more), and the preferable upper limit is 2.0% or less (more preferably 1.8% or less).
- Ni has an effect of stabilizing austenite, and it is necessary to contain 7% or more in order to maintain the austenite phase. However, if the Ni content becomes excessive and exceeds 13%, the cost will increase.
- the preferable lower limit of the Ni content is 8.0% or more (more preferably 9.0% or more), and the preferable upper limit is 12.0% or less (more preferably 11.0% or less).
- Cr 16-20%
- Cr is an essential element in order to develop corrosion resistance as stainless steel. In order to exert such effects, it is necessary to contain 16% or more of Cr. However, if the Cr content is excessive and exceeds 20%, the stability of austenite at high temperatures is lacking, leading to a decrease in high temperature strength.
- the preferable lower limit of the Cr content is 16.5% or more (more preferably 17.0% or more), and the preferable upper limit is 19.5% or less (more preferably 19.0% or less).
- Cu is one of the main strengthening mechanisms in stainless steel that forms fine precipitates in the steel and significantly improves high temperature creep strength. In order to exert this effect, the Cu content needs to be 0.4% or more. However, even if the Cu content is excessive and exceeds 4%, the effect is saturated.
- the minimum with preferable Cu content is 1.0% or more (more preferably 1.5% or more), and a preferable upper limit is 3.7% or less (more preferably 3.5% or less).
- Nb 0.05 to 0.6%
- Nb is an element effective for improving the high-temperature strength by precipitating carbonitride (carbide, nitride, or carbonitride), and this precipitate suppresses the coarsening of crystal grains and diffuses Cr. By promoting the above, a secondary effect of improving corrosion resistance is exhibited.
- Nb needs to be contained in an amount of 0.05% or more. However, if the Nb content exceeds 0.6% and becomes excessive, the precipitates become coarse and the toughness is reduced.
- the preferable lower limit of the Nb content is 0.10% or more (more preferably 0.15% or more), and the preferable upper limit is 0.5% or less (more preferably 0.3% or less).
- Ti 0.05 to 0.6%
- Ti exhibits the same effect as Nb, but by adding it in combination with Nb and Zr, the precipitates are further stabilized and effective in maintaining high-temperature strength for a long period of time.
- the Ti content needs to be 0.05% or more.
- the preferable lower limit of the Ti content is 0.10% or more (more preferably 0.15% or more), and the preferable upper limit is 0.5% or less (more preferably 0.3% or less).
- B has the effect of promoting the formation of M 23 C 6 type carbide (M is a carbide forming element), which is one of the main strengthening mechanisms, by forming a solid solution in steel.
- M is a carbide forming element
- the B content needs to be 0.0005% or more.
- a preferable lower limit of the B content is 0.001% or more (more preferably 0.0012% or more), and a preferable upper limit is 0.004% or less (more preferably 0.003% or less).
- N has the effect of improving high temperature strength by solid solution strengthening by dissolving in steel, and is effective in improving high temperature strength by forming nitrides with Cr, Nb under a long period of high temperature load. It is an element. In order to exhibit these effects effectively, the N content needs to be 0.001% or more. However, if the N content becomes excessive and exceeds 0.15%, hot workability is impaired.
- a preferable lower limit of the N content is 0.002% or more (more preferably 0.003% or more), and a preferable upper limit is 0.05% or less (more preferably 0.02% or less).
- S 0.005% or less (excluding 0%)
- S is an unavoidable impurity, but when its content increases, hot workability deteriorates, so it is necessary to make it 0.005% or less. Further, S impairs the action of adding Ce by fixing Ce as a sulfide, so S is preferably suppressed to 0.002% or less (more preferably 0.001% or less).
- P 0.05% or less (excluding 0%)
- P is an inevitable impurity, but if its content increases, weldability is impaired, so it is necessary to make it 0.05% or less. Preferably it is good to suppress to 0.04% or less (more preferably 0.03% or less).
- the contained elements specified in the present invention are as described above, and the balance is iron and unavoidable impurities.
- the unavoidable impurities elements brought in depending on the situation of raw materials, materials, manufacturing equipment, etc., and Ce are rare earth elements (REM). ) May be allowed to be mixed with elements such as La, Nd, and Pr other than Ce.
- REM rare earth elements
- low melting point impurities such as Sn, Pb, Sb, As, and Zn derived from scrap raw materials reduce the strength of grain boundaries during hot working or when used in a high temperature environment. In order to improve the inter-workability, a lower concentration is desirable.
- the steel material of this invention may contain the following component as needed, and the characteristic of steel materials is further improved according to the kind of element contained.
- Co, Mo, and W have the effect of improving the high temperature strength by solid solution strengthening, and can be further increased by containing them if necessary.
- Co has the effect of stabilizing austenite like Ni, but if the content exceeds 3%, it will contaminate the melting furnace as a radioactive element, so it is preferably made 3% or less. More preferably, it is 2.5% or less (more preferably 2.0% or less). If the Mo content is excessive, hot workability is hindered, so it is preferably made 3% or less.
- the W content is excessive, a coarse intermetallic compound is formed and the high temperature ductility is lowered. More preferably, it is 4.5% or less (more preferably 4.0% or less).
- the preferable lower limit for effectively exhibiting the above effects is 0.1% or more (more preferably 0.5% or more) for Co and 0.1% or more (more preferably 0.5%) for Mo. %, And W is 0.1% or more (more preferably 1.0% or more).
- the contents may be set according to the required amount of reinforcement and the allowable cost.
- Ca and Mg react with sulfur in molten steel to form sulfides, it is possible to reduce the sulfur concentration in steel and improve the hot ductility of the steel material. If these elements are contained in an amount exceeding 0.005%, the upper limit is set to 0.005% because there are restrictions on the work such as bumping of the molten steel during the melting work. Preferably, both are 0.002% or less.
- V 0.6% or less (not including 0%), Ta: 0.6% or less (not including 0%) and Hf: 0.6% or less (not including 0%)
- V, Ta, and Hf are elements that form carbides and nitrides, and the high-temperature strength can be improved by adding to the specified components as necessary in the present invention. In any case, if it is less than 0.05%, a sufficient effect cannot be obtained, and if it exceeds 0.6%, the precipitate becomes excessive and the hot workability is impaired.
- the preferred lower limit is 0.10% or more (more preferably 0.15% or more), and the preferred upper limit is 0.5% or less (more preferably 0.3% or less).
- the crystal grain size of the base material is less than 7 in terms of ASTM (American Society for Testing and Materials) grain size number, thereby providing oxidation resistance and scale peeling resistance.
- ASTM American Society for Testing and Materials
- the particle size number is determined by ASTM, and means a particle size number calculated by a counting method (Planimetric method).
- the particle size number is more preferably 6 or less, and even more preferably 5 or less.
- the crystal grain size range as described above can be obtained by adjusting the amount of components contributing to pinning of grain boundaries and the conditions of hot and cold working and heat treatment such as drawing and extrusion during the pipe making process. .
- Each optimum condition varies depending on these three factors. For example, in order to make the crystal grain size fine, it is necessary to add a large amount of precipitated elements, to increase the degree of processing, and to lower the heat treatment temperature.
- Cold / hot working is aimed at adjusting the thickness and adjusting the grain structure by heat treatment after processing by introducing strain, and is usually carried out at a cross-section reduction rate of 30% or more.
- the heat treatment is intended to remove strain, and is generally performed in a temperature range of 1000 ° C. or higher and lower than 1300 ° C.
- a prescribed particle size range can be obtained by setting the heat treatment temperature to 1200 ° C. or higher, preferably 1250 ° C. or higher, particularly preferably 1300 ° C. or higher. It is not limited to this condition depending on the balance between processing and heat treatment.
- shot peening is desirable, and particles such as martensite steel, alumina, zirconia, and the like, which are generally referred to as projectiles (shot grains) having a diameter of several tens of ⁇ m to several mm. Is sprayed onto the workpiece at an arbitrary pressure of approximately 10 kgf / cm 2 (0.98 MPa) or less.
- surface machining such as cutting, polishing, and grinding, and shot blasting may be used, and it is important to obtain the above-described hardness ratio, and the present invention is not limited to these methods.
- the heat-resistant austenitic stainless steel of the present invention is premised on being formed into a steel pipe, and its thickness (plate thickness) is assumed to be about 5 to 20 mm.
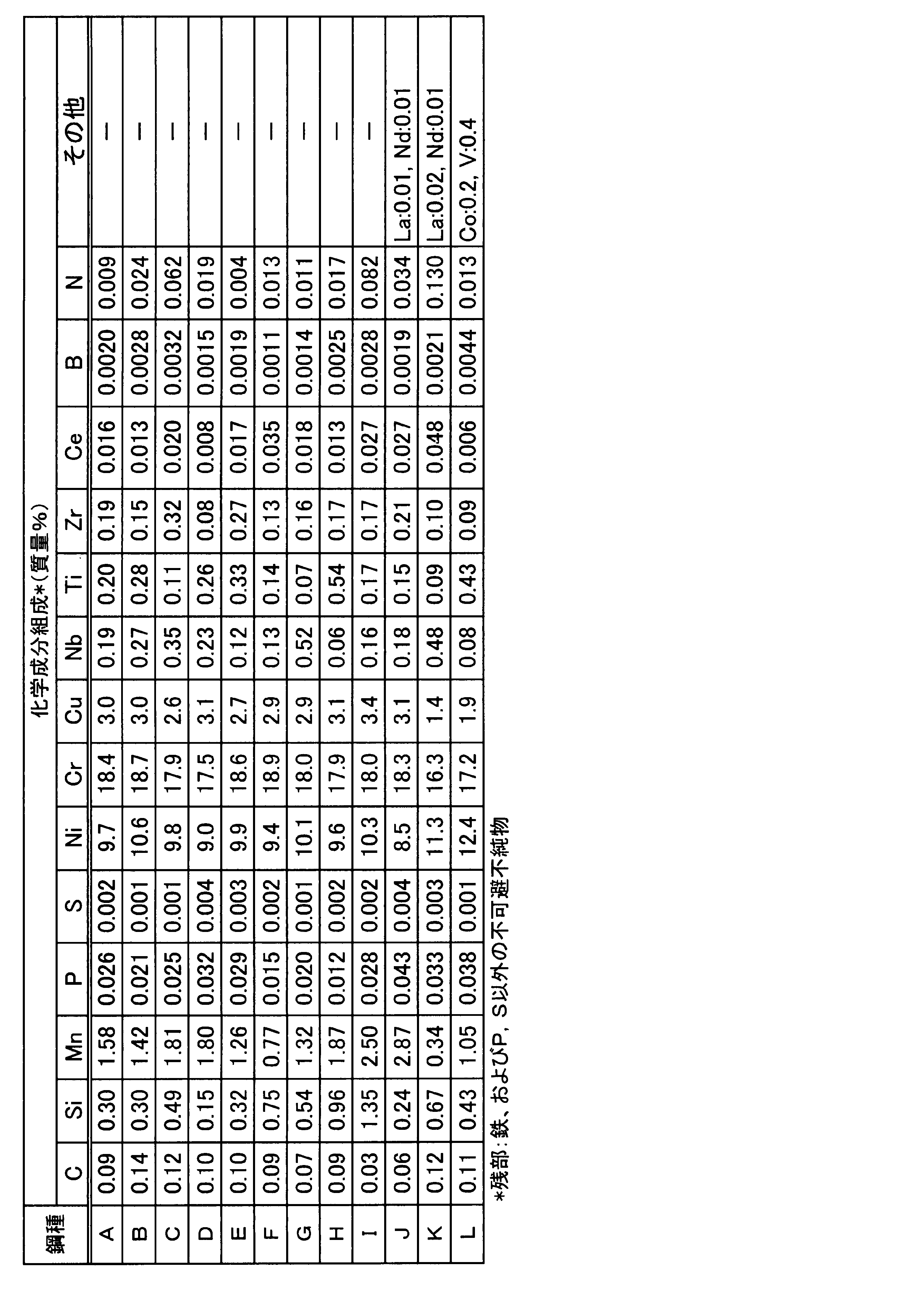
- Example 1 A 20 kg ingot prepared by melting various steel materials (steel types A to X) having the chemical composition shown in Tables 1 and 2 below and melting in a vacuum melting furnace (VIF) is heated to a dimension of width: 120 mm ⁇ thickness: 20 mm. After hot forging and heat treatment at 1250 ° C., the thickness was reduced to 13 mm by cold rolling. Thereafter, heat treatment was again performed at 1200 ° C. for 5 minutes, and this was used as a base material.
- VIF vacuum melting furnace
- a 20 mm ⁇ 30 mm ⁇ 2 mm steel material was cut out from the base material by machining, and a test piece was prepared by smoothing and mirror-finishing the surface of the steel material by polishing using emery paper and buffing using diamond abrasive grains.
- steel types A to Q satisfy the requirements specified in the present invention (invented steel), and steel types R to X deviate from the requirements specified in the present invention ( Comparative steel).
- Steel types J and K are obtained by adding pure Ce using misch metal and containing La and Nd as impurities.
- the steel material obtained above is shot-peened using alumina particles (shot particle size: 100 ⁇ m) in four stages of spraying pressure 1, 2 , 4, 6 kgf / cm 2 , and the cross section of the dummy sample is mirror polished. Then, the ratio of the average hardness (Hv 1 ) from the surface to the depth of 50 ⁇ m in the thickness direction and the average hardness (Hv 0 ) of the central portion in the thickness direction was measured. Using these various test pieces, a repeated oxidation test was conducted to evaluate the thinning amount (mass loss amount).
- the average hardness (Hv 0 ) of the base material was measured by measuring the hardness at three locations at intervals of 1 mm in the direction perpendicular to the thickness at the center of the plate thickness and averaging them.
- the average hardness (Hv 1 ) in the vicinity of the surface was measured by measuring three locations at equal intervals from the outermost surface to 50 ⁇ m in the thickness direction of the cross section, and averaging these three data.
- test no. 69 In to 72 which reduces the mass loss of -103mg ⁇ cm -2 thickness reduction from 232 mg ⁇ cm -2 to 129 mg ⁇ cm -2, the surface hardness by independent shot peening the chemical composition It can be seen that the increase in has a certain effect on the reduction in mass loss.
- the samples of steel grades A to Q and steel grades R to X are compared between samples that are not sufficiently effective in shot peening and that are substantially the same as the samples that have not been processed (the uppermost numerical value of each steel grade). Then, even if the shot peening treatment is substantially the same as that which is not performed, it can be seen that a certain improvement effect can be obtained by setting the chemical component composition within the range defined in the present invention. For example, test no. 1 and test no. Comparing 69 and the steel grade R and changed to the chemical compositions of steels A, from 232 mg ⁇ cm -2 to 186 mg ⁇ cm -2, so that you can -46mg ⁇ cm -2 improvement.
- the heat-resistant austenitic stainless steel of the present invention is useful as a heat transfer tube material for boilers of thermal power generation facilities, and is excellent in scale peel resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Steel (AREA)
Description
Cは、高温の使用環境において炭化物を形成し、伝熱管として必要な高温強度、クリープ強度を向上させる作用を有する元素であり、強化機構となる炭化物の析出量を確保するためには0.02%以上含有させる必要がある。しかしながら、C含有量が過剰になって0.2%を超えると、固溶限を超えて粗大な炭化物となり、更なる強化が得られない。C含有量の好ましい下限は0.05%以上(より好ましくは0.09%以上)であり、好ましい上限は0.18%以下(より好ましくは0.15%以下)である。
Siは、溶鋼中で脱酸作用を有する元素である。また微量の含有であっても、耐酸化性の向上に有効に作用する。これらの効果を発揮させるためには、Si含有量は0.1%以上とする必要がある。しかしながら、Si含有量が過剰になって1.5%を超えると、靭性の低下をもたらすことになる。Si含有量の好ましい下限は0.2%以上(より好ましくは0.3%以上)であり、好ましい上限は0.9%以下(より好ましくは0.8%以下)である。
MnはSiと同様に、溶鋼中で脱酸作用を有する元素であり、またオーステナイトを安定化させる作用がある。これらの効果を発揮させるためには、Mn含有量は0.1%以上とする必要がある。しかしながら、Mn含有量が過剰になって3%を超えると、熱間加工性を阻害することになる。Mn含有量の好ましい下限は0.2%以上(より好ましくは0.3%以上)であり、好ましい上限は2.0%以下(より好ましくは1.8%以下)である。
Niは、オーステナイトを安定化させる作用があり、オーステナイト相を維持するためには7%以上含有させる必要がある。しかしながら、Ni含有量が過剰になって13%を超えると、コストの増加をもたらすことになる。Ni含有量の好ましい下限は8.0%以上(より好ましくは9.0%以上)であり、好ましい上限は12.0%以下(より好ましくは11.0%以下)である。
Crは、ステンレス鋼としての耐食性を発現するために必須の元素である。こうした効果を発揮させるためには、Crは16%以上含有させる必要がある。しかしながら、Cr含有量が過剰になって20%を超えると、高温でのオーステナイトの安定性を欠いて高温強度の低下を招いてしまう。Cr含有量の好ましい下限は16.5%以上(より好ましくは17.0%以上)であり、好ましい上限は19.5%以下(より好ましくは19.0%以下)である。
Cuは、鋼中に微細析出物を形成し、高温クリープ強度を著しく向上させるステンレス鋼における主要な強化機構の一つである。この効果を発揮させるためには、Cu含有量は0.4%以上とする必要がある。しかしながら、Cu含有量が過剰になって4%を超えてもその効果は飽和する。Cu含有量の好ましい下限は1.0%以上(より好ましくは1.5%以上)であり、好ましい上限は3.7%以下(より好ましくは3.5%以下)である。
Nbは、炭窒化物(炭化物、窒化物または炭窒化物)を析出させることで、高温強度の改善に有効な元素であり、またこの析出物が結晶粒の粗大化を抑制し、Crの拡散を促進することで、副次的に耐食性向上の作用を発揮する。必要な析出量を確保するためには、Nbは0.05%以上含有させる必要がある。しかしながら、Nb含有量が0.6%を超えて過剰になると、析出物が粗大化し靭性の低下を招くことになる。Nb含有量の好ましい下限は0.10%以上(より好ましくは0.15%以上)であり、好ましい上限は0.5%以下(より好ましくは0.3%以下)である。
TiもNbと同様な作用を発揮するものの、NbおよびZrと複合添加することで、析出物が更に安定化して長期間の高温強度の維持にも有効である。こうした効果を有効に発揮させるためには、Ti含有量は0.05%以上とする必要がある。しかしながら、Ti含有量が過剰になると、Nbの場合と同様に析出物が粗大化し靭性の低下を招くことになるので、0.6%以下とする必要がある。Ti含有量の好ましい下限は0.10%以上(より好ましくは0.15%以上)であり、好ましい上限は0.5%以下(より好ましくは0.3%以下)である。
Bは、鋼中に固溶することで、主要な強化機構の一つであるM23C6型炭化物(Mは炭化物形成元素)の形成を促進させる作用がある。こうした効果を有効に発揮させるためには、B含有量は0.0005%以上とする必要がある。しかしながら、B含有量が過剰になると熱間加工性や溶接性の低下を招くため、0.005%以下とする必要がある。B含有量の好ましい下限は0.001%以上(より好ましくは0.0012%以上)であり、好ましい上限は0.004%以下(より好ましくは0.003%以下)である。
Nは、鋼中に固溶することで固溶強化によって高温強度を向上させる作用があり、また長期間の高温荷重下において、CrやNbと窒化物を形成して高温強度の向上に有効な元素である。これらの効果を有効に発揮させるためには、N含有量は0.001%以上とする必要がある。しかしながら、N含有量が過剰になって0.15%を超えると、熱間加工性を損なうことになる。N含有量の好ましい下限は0.002%以上(より好ましくは0.003%以上)であり、好ましい上限は0.05%以下(より好ましくは0.02%以下)である。
Sは、不可避不純物であるが、その含有量が増加すると熱間加工性を劣化させるため、0.005%以下とする必要がある。また、SはCeを硫化物として固定することでCeを添加することによる作用を損なうので、好ましくは0.002%以下(より好ましくは0.001%以下)に抑制するのが良い。
Pは、不可避不純物であるが、その含有量が増加すると溶接性を損なうため、0.05%以下とする必要がある。好ましくは0.04%以下(より好ましくは0.03%以下)に抑制するのが良い。
Co、MoおよびWは、固溶強化によって高温強度を向上させる効果があり、必要によって含有させることで高温強度を更に上昇させることができる。しかしながら、CoはNiと同様にオーステナイトを安定化させる効果があるものの、含有量が3%を超えると放射性元素として溶解炉を汚染するため、3%以下とすることが好ましい。より好ましくは、2.5%以下(更に好ましくは2.0%以下)である。Mo含有量が過剰になると熱間加工性を阻害するので、3%以下とすることが好ましい。より好ましくは、2.5%以下(更に好ましくは2.0%以下)である。また、W含有量が過剰になると粗大な金属間化合物を形成して高温延性の低下を招くため、5%以下とすることが好ましい。より好ましくは4.5%以下(更に好ましくは4.0%以下)である。
CaおよびMgは、溶鋼中の硫黄と反応して硫化物を形成するため、鋼中の硫黄濃度を低減させて鋼材の熱間延性を改善させることができる。これらの元素を、0.005%を超えて含有させようとすると、溶解作業中に溶鋼の突沸が生じるなどの作業上の制約を受けるため、上限値をいずれも0.005%とした。好ましくはいずれも0.002%以下である。
V、Ta、Hfは炭化物や窒化物を形成する元素であり、本発明で規定の成分へ必要に応じて添加することによって高温強度を向上させることができる。いずれも0.05%未満であると十分な効果が得られなく、0.6%を超えると析出物が過剰になり熱間加工性が損なわれる。好ましい下限は、いずれも0.10%以上(より好ましくは0.15%以上)であり、好ましい上限は0.5%以下(より好ましくは0.3%以下)である。
下記表1、2に示す化学成分組成からなる各種鋼材(鋼種A~X)を溶解し、真空溶解炉(VIF)にて溶製した20kgインゴットを幅:120mm×厚さ:20mmの寸法に熱間鍛造加工し、1250℃で熱処理を施した後、冷間圧延によって厚さ:13mmまで加工した。その後、1200℃で5分の熱処理を再度実施して、これを母材とした。この母材から20mm×30mm×2mmの鋼材を機械加工によって切出し、エメリー紙を用いた研磨とダイヤモンド砥粒を用いたバフ研磨で、鋼材の表面を平滑・鏡面化して試験片を作製した。

板厚中央部分で厚みと垂直方向に1mm間隔で3箇所の硬さを測定し、それらを平均することで母材の平均硬さ(Hv0)を測定した。また、断面の厚さ方向に最表面から50μmまでを等間隔となるように3箇所測定し、それらの3つのデータを平均することで表面近傍の平均硬さ(Hv1)を測定した。



Claims (3)
- C:0.02~0.2%(質量%の意味。以下、化学成分組成について同じ。)、Si:0.1~1.5%、Mn:0.1~3%、Ni:7~13%、Cr:16~20%、Cu:0.4~4%、Nb:0.05~0.6%、Ti:0.05~0.6%、Zr:0.05~0.35%、Ce:0.005~0.1%、B:0.0005~0.005%、N:0.001~0.15%、S:0.005%以下(0%を含まない)およびP:0.05%以下(0%を含まない)を夫々含有し、残部が鉄および不可避不純物からなり、表面から厚さ方向深さ50μmまでの平均硬さ(Hv1)と、厚さ方向中央部の平均硬さ(Hv0)の比(Hv1/Hv0)が1.20以上であることを特徴とする耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼。
- 更に、Co:3%以下(0%を含まない)、Mo:3%以下(0%を含まない)、W:5%以下(0%を含まない)、Ca:0.005%以下(0%を含まない)、Mg:0.005%以下(0%を含まない)、V:0.6%以下(0%を含まない)、Ta:0.6%以下(0%を含まない)およびHf:0.6%以下(0%を含まない)よりなる群から選ばれる1種以上を含有する請求項1記載の耐熱オーステナイト系ステンレス鋼。
- 請求項1または2に記載の耐熱オーステナイト系ステンレス鋼から製造され、火力発電設備の伝熱管に用いられるものであるステンレス鋼管。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12862006.9A EP2799570A4 (en) | 2011-12-27 | 2012-12-13 | HEAT-RESISTANT AUSTENITIC STAINLESS STEEL WITH HIGH BOILER STONE RESISTANCE AND STAINLESS STEEL TUBE |
| US14/365,879 US9617627B2 (en) | 2011-12-27 | 2012-12-13 | Heat-resistant austenitic stainless steel highly inhibited from exfoliating scale, and stainless steel tube |
| KR1020147017197A KR101600735B1 (ko) | 2011-12-27 | 2012-12-13 | 내스케일 박리성이 우수한 내열 오스테나이트계 스테인리스강 및 스테인리스강관 |
| CN201280065156.7A CN104024459B (zh) | 2011-12-27 | 2012-12-13 | 抗氧化皮剥离性优异的耐热奥氏体系不锈钢和不锈钢管 |
| IN4739CHN2014 IN2014CN04739A (ja) | 2011-12-27 | 2012-12-13 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-286431 | 2011-12-27 | ||
| JP2011286431A JP5296186B2 (ja) | 2011-12-27 | 2011-12-27 | 耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼およびステンレス鋼管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013099639A1 true WO2013099639A1 (ja) | 2013-07-04 |
Family
ID=48697131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/082387 Ceased WO2013099639A1 (ja) | 2011-12-27 | 2012-12-13 | 耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼およびステンレス鋼管 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9617627B2 (ja) |
| EP (1) | EP2799570A4 (ja) |
| JP (1) | JP5296186B2 (ja) |
| KR (1) | KR101600735B1 (ja) |
| CN (1) | CN104024459B (ja) |
| IN (1) | IN2014CN04739A (ja) |
| WO (1) | WO2013099639A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016195023A1 (ja) * | 2015-06-04 | 2016-12-08 | トヨタ自動車株式会社 | オーステナイト系耐熱鋳鋼 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5143960B1 (ja) * | 2011-05-11 | 2013-02-13 | 株式会社神戸製鋼所 | 高温強度と耐繰返し酸化特性に優れた耐熱オーステナイト系ステンレス鋼 |
| JP6289941B2 (ja) * | 2014-03-05 | 2018-03-07 | 株式会社神戸製鋼所 | オーステナイト系耐熱鋼 |
| KR101676243B1 (ko) * | 2014-12-02 | 2016-11-30 | 현대자동차주식회사 | 고온 강도 및 내산화성이 우수한 내열주강 |
| KR101614622B1 (ko) * | 2014-12-26 | 2016-04-22 | 주식회사 포스코 | 연료전지용 오스테나이트계 스테인리스강 |
| KR102048482B1 (ko) * | 2015-07-01 | 2019-11-25 | 닛폰세이테츠 가부시키가이샤 | 오스테나이트계 내열합금 및 용접 구조물 |
| CN105369128B (zh) * | 2015-12-17 | 2017-08-08 | 江苏省沙钢钢铁研究院有限公司 | 奥氏体耐热铸钢、其制备方法及应用 |
| CN105441829B (zh) * | 2016-01-11 | 2017-07-11 | 宝银特种钢管有限公司 | 一种蒸汽发生器用08x18h10t不锈钢无缝钢管 |
| US10202663B2 (en) * | 2016-07-20 | 2019-02-12 | Hitachi, Ltd. | Shot peening treatment for cavitation erosion resistance |
| CN106544600A (zh) * | 2016-12-15 | 2017-03-29 | 陆照福 | 一种奥氏体型沉淀硬化不锈钢锻件及其加工方法 |
| KR101877786B1 (ko) * | 2016-12-21 | 2018-07-16 | 한국기계연구원 | 내산화성이 우수한 오스테나이트계 스테인리스강 및 그 제조 방법 |
| CZ2016839A3 (cs) * | 2016-12-29 | 2018-06-20 | Západočeská Univerzita V Plzni | Způsob ochrany povrchu proti tvorbě okují při tváření vnitřním přetlakem zatepla |
| CN107400836A (zh) * | 2017-01-18 | 2017-11-28 | 青海丰瑞镁业有限公司 | 一种金属镁钙冶炼用还原罐及其铸造工艺 |
| JP6428969B1 (ja) * | 2017-02-20 | 2018-11-28 | 新日鐵住金株式会社 | 鋼板及びその製造方法 |
| JP6794292B2 (ja) * | 2017-02-22 | 2020-12-02 | 三菱パワー株式会社 | 伝熱管の製造方法 |
| CN106949318A (zh) * | 2017-03-22 | 2017-07-14 | 南通盛立德金属材料科技有限公司 | 一种奥氏体型耐酸不锈钢管 |
| CN107099753B (zh) * | 2017-04-13 | 2020-02-04 | 山东远大锅炉配件制造有限公司 | 循环流化床锅炉风帽用稀土高铬镍钨多元合金耐热钢 |
| JP6429957B1 (ja) * | 2017-08-08 | 2018-11-28 | 新日鐵住金ステンレス株式会社 | オーステナイト系ステンレス鋼およびその製造方法、ならびに燃料改質器および燃焼器の部材 |
| JP6870748B2 (ja) * | 2017-10-03 | 2021-05-12 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼 |
| US12054797B2 (en) * | 2019-07-25 | 2024-08-06 | Nippon Steel Corporation | Austenitic stainless steel material and welded joint |
| CN110484836B (zh) * | 2019-09-24 | 2021-01-05 | 南京佑天金属科技有限公司 | 一种铪锆钛钼增强奥氏体不锈钢及其制备方法 |
| CN112609126A (zh) * | 2020-11-13 | 2021-04-06 | 宁波宝新不锈钢有限公司 | 一种核电设备用奥氏体不锈钢及其制备方法 |
| CN113029075B (zh) * | 2021-03-10 | 2024-02-06 | 西安热工研究院有限公司 | 现场快速判别火电厂用高温奥氏体钢炉管老化损伤程度的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322489A (ja) | 1993-05-14 | 1994-11-22 | Sumitomo Metal Ind Ltd | 耐水蒸気酸化性に優れたボイラ用鋼管 |
| JP2006307313A (ja) | 2004-09-15 | 2006-11-09 | Sumitomo Metal Ind Ltd | 管内表面のスケールの耐剥離性に優れた鋼管 |
| WO2008023410A1 (en) | 2006-08-23 | 2008-02-28 | Nkk Tubes | Austenite-base stainless steel pipe, for boiler, having excellent high-temperature steam oxidation resistance |
| WO2011155296A1 (ja) * | 2010-06-09 | 2011-12-15 | 住友金属工業株式会社 | 耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管およびその製造方法 |
| JP5143960B1 (ja) * | 2011-05-11 | 2013-02-13 | 株式会社神戸製鋼所 | 高温強度と耐繰返し酸化特性に優れた耐熱オーステナイト系ステンレス鋼 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3009147B2 (ja) | 1988-06-10 | 2000-02-14 | 株式会社日立製作所 | 中性子照射下で高温高圧水にさらされるオーステナイト鋼及びその用途 |
| CN1049254C (zh) * | 1994-05-06 | 2000-02-09 | 北京科技大学 | 耐蚀耐热钢内衬复合钢管的制造方法 |
| JPH09165655A (ja) * | 1995-12-14 | 1997-06-24 | Nkk Corp | 高温機器用オーステナイトステンレス鋼およびその製造方法 |
| US20060266439A1 (en) * | 2002-07-15 | 2006-11-30 | Maziasz Philip J | Heat and corrosion resistant cast austenitic stainless steel alloy with improved high temperature strength |
| JP4424471B2 (ja) * | 2003-01-29 | 2010-03-03 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼およびその製造方法 |
| WO2005038066A1 (ja) * | 2003-10-20 | 2005-04-28 | Kubota Corporation | 時効延性及びクリープ破断強度に優れた水素製造反応管用耐熱鋳鋼 |
| DK1637785T3 (da) * | 2004-09-15 | 2010-08-16 | Sumitomo Metal Ind | Stålrør med fremragende eksfolieringsmodstandsdygtighed mod afskalning på den indvendige overflade |
| KR100931448B1 (ko) * | 2005-04-04 | 2009-12-11 | 수미도모 메탈 인더스트리즈, 리미티드 | 오스테나이트계 스테인레스강 |
| JP2009068079A (ja) * | 2007-09-14 | 2009-04-02 | Sumitomo Metal Ind Ltd | 耐水蒸気酸化性に優れた鋼管 |
| WO2010093034A1 (ja) * | 2009-02-16 | 2010-08-19 | 住友金属工業株式会社 | 金属管の製造方法 |
-
2011
- 2011-12-27 JP JP2011286431A patent/JP5296186B2/ja not_active Expired - Fee Related
-
2012
- 2012-12-13 IN IN4739CHN2014 patent/IN2014CN04739A/en unknown
- 2012-12-13 EP EP12862006.9A patent/EP2799570A4/en not_active Withdrawn
- 2012-12-13 WO PCT/JP2012/082387 patent/WO2013099639A1/ja not_active Ceased
- 2012-12-13 US US14/365,879 patent/US9617627B2/en not_active Expired - Fee Related
- 2012-12-13 KR KR1020147017197A patent/KR101600735B1/ko not_active Expired - Fee Related
- 2012-12-13 CN CN201280065156.7A patent/CN104024459B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322489A (ja) | 1993-05-14 | 1994-11-22 | Sumitomo Metal Ind Ltd | 耐水蒸気酸化性に優れたボイラ用鋼管 |
| JP2006307313A (ja) | 2004-09-15 | 2006-11-09 | Sumitomo Metal Ind Ltd | 管内表面のスケールの耐剥離性に優れた鋼管 |
| WO2008023410A1 (en) | 2006-08-23 | 2008-02-28 | Nkk Tubes | Austenite-base stainless steel pipe, for boiler, having excellent high-temperature steam oxidation resistance |
| WO2011155296A1 (ja) * | 2010-06-09 | 2011-12-15 | 住友金属工業株式会社 | 耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管およびその製造方法 |
| JP5143960B1 (ja) * | 2011-05-11 | 2013-02-13 | 株式会社神戸製鋼所 | 高温強度と耐繰返し酸化特性に優れた耐熱オーステナイト系ステンレス鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2799570A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016195023A1 (ja) * | 2015-06-04 | 2016-12-08 | トヨタ自動車株式会社 | オーステナイト系耐熱鋳鋼 |
| JP2016223000A (ja) * | 2015-06-04 | 2016-12-28 | トヨタ自動車株式会社 | オーステナイト系耐熱鋳鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140094023A (ko) | 2014-07-29 |
| CN104024459B (zh) | 2016-06-01 |
| US20140356641A1 (en) | 2014-12-04 |
| JP2013133533A (ja) | 2013-07-08 |
| CN104024459A (zh) | 2014-09-03 |
| IN2014CN04739A (ja) | 2015-09-18 |
| US9617627B2 (en) | 2017-04-11 |
| KR101600735B1 (ko) | 2016-03-07 |
| EP2799570A4 (en) | 2016-03-02 |
| EP2799570A1 (en) | 2014-11-05 |
| JP5296186B2 (ja) | 2013-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5296186B2 (ja) | 耐スケール剥離性に優れた耐熱オーステナイト系ステンレス鋼およびステンレス鋼管 | |
| CN103517998B (zh) | 抗循环氧化性能优异的耐热奥氏体系不锈钢 | |
| JP6766887B2 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| CN105189803B (zh) | 具有低温韧性及耐氢脆性的耐磨厚钢板及其制造方法 | |
| JP4968254B2 (ja) | 耐水蒸気酸化性に優れた鋼管の製造方法 | |
| EP2581464B1 (en) | Austenitic stainless steel tube having excellent steam oxidation resistance, and method for producing same | |
| JP3700582B2 (ja) | 継目無鋼管用マルテンサイト系ステンレス鋼 | |
| EP3561131A1 (en) | High strength seamless stainless steel pipe for oil well and production method therefor | |
| EP2728031A1 (en) | Austenitic stainless steel pipe | |
| EP3202942A1 (en) | High-strength seamless steel pipe for oil wells, and production method for high-strength seamless steel pipe for oil wells | |
| EP3202943A1 (en) | High-strength seamless steel pipe for oil wells, and production method for high-strength seamless steel pipe for oil wells | |
| CN115349024A (zh) | 不锈钢无缝钢管和不锈钢无缝钢管的制造方法 | |
| JP6852805B2 (ja) | 低温用ニッケル含有鋼 | |
| CN111542639A (zh) | 奥氏体系耐热合金 | |
| JP2011515571A (ja) | 高真空及び高純度ガス配管用のオーステナイト系ステンレス鋼 | |
| JP4273338B2 (ja) | マルテンサイト系ステンレス鋼管及びその製造方法 | |
| JP2022160634A (ja) | 鋼材 | |
| JPWO2019082325A1 (ja) | 低温用ニッケル含有鋼 | |
| JPH06322489A (ja) | 耐水蒸気酸化性に優れたボイラ用鋼管 | |
| JP2019065343A (ja) | 油井用鋼管及びその製造方法 | |
| CN120265809A (zh) | 奥氏体系不锈钢 | |
| EP4414463A1 (en) | High-strength seamless stainless steel pipe for oil wells | |
| JP2017128775A (ja) | ステンレス鋼およびステンレス鋼管 | |
| JPH08120345A (ja) | 耐食性に優れたマルテンサイト系ステンレス鋼継目無鋼管の製造法 | |
| JPH07179943A (ja) | 耐食性に優れた高靭性マルテンサイト系ステンレス鋼継目無鋼管の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12862006 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14365879 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147017197 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012862006 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |