WO2013102987A1 - 高炭素熱延鋼板およびその製造方法 - Google Patents
高炭素熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2013102987A1 WO2013102987A1 PCT/JP2012/008319 JP2012008319W WO2013102987A1 WO 2013102987 A1 WO2013102987 A1 WO 2013102987A1 JP 2012008319 W JP2012008319 W JP 2012008319W WO 2013102987 A1 WO2013102987 A1 WO 2013102987A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- rolled steel
- amount
- carbide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a high carbon hot-rolled steel sheet excellent in press formability and hardenability and a method for producing the same.
- automotive parts such as gears, transmissions, and seat recliners are manufactured by forming a high carbon hot rolled steel sheet, which is a carbon steel material for mechanical structures specified in JIS G 4051, into a desired shape by cold press forming.
- a high carbon hot rolled steel sheet which is a carbon steel material for mechanical structures specified in JIS G 4051.
- it is manufactured by quenching. Therefore, excellent press formability and hardenability are required for the raw steel plate, and various high carbon hot-rolled steel plates have been proposed so far.
- a hot rolled steel sheet having excellent impact characteristics after quenching, in which the average grain size of TiN, which is a precipitate in steel, is 0.06 to 0.30 ⁇ m, and the prior austenite grain size after quenching is 2 to 25 ⁇ m. ing.
- Patent Document 2 describes, in mass%, C: 0.15 to 0.40%, Si ⁇ 0.35%, Mn: 0.6 to 1.50%, P ⁇ 0.030%, S ⁇ 0.020%, Ti: 0.005 to 0.1%, sol. Al: 0.01-0.20%, N: 0.0020-0.012%, B: 0.0003-0.0030%, provided that B ⁇ 0.0032 ⁇ 0.014 ⁇ sol.
- a hot-rolled steel sheet having a thickness of 6 mm or less having a steel composition consisting of Al-0.029 ⁇ Ti and the balance being substantially Fe is soaked in a temperature range of Ac 3 to 950 ° C. after plastic working, Alternatively, a method for producing a tempering-free Ti—B-based high carbon steel sheet excellent in formability and toughness quenched in oil is disclosed.
- Patent Document 3 in mass%, C: 0.20 to 0.48%, Si: 0.1% or less, Mn: 0.20 to 0.60%, P: 0.02% or less, S: 0.01% or less, sol. Al: 0.1% or less, N: 0.005% or less, Ti: 0.005 to 0.05%, B: 0.0005 to 0.003%, Cr: 0.05 to 0.3% Ti— (48/14) N ⁇ 0.005 (the element symbol in the formula indicates the mass% of the content of each element), the composition of the balance Fe and inevitable impurities, the ferrite average Disclosed is a high carbon hot rolled steel sheet having a structure in which the grain size is 6 ⁇ m or less, the carbide average particle size is 0.1 ⁇ m or more and less than 1.20 ⁇ m, and the volume fraction of ferrite grains substantially free of carbide is 5% or less. Yes.
- Patent Documents 1 to 3 a decrease in ductility and a decrease in the hardness of the surface layer of the steel sheet after quenching are recognized, and it is possible to stably provide excellent press formability and hardenability. Have difficulty.
- An object of the present invention is to provide a high carbon hot-rolled steel sheet that stably has excellent press formability and hardenability, in particular, hardenability of a steel sheet surface layer portion, and a method for producing the same.
- the present inventors have intensively studied to achieve the above object, and have found the following.
- the microstructure is composed of ferrite phase and carbide
- the average particle size of ferrite phase is 10-20 ⁇ m
- the spheroidization rate of carbide is 90% or more, it becomes soft and can improve ductility, and excellent press forming.
- the stability can be obtained.
- the average N amount of the steel sheet surface layer is 0. .1% by mass or more, a decrease in hardness of the steel sheet surface layer portion after quenching is suppressed, and excellent hardenability is stably obtained.
- the present invention has been made on the basis of such findings.
- C 0.20 to 0.48%, Si: 0.1% or less, Mn: 0.5% or less, P: 0.03% or less, S: 0.01% or less, Al: 0.1 to 0.6%, Cr: 0.05 to 0.5%, B: 0.0005 to 0.0050%, Ca: 0 .001 to 0.0050%, the average N amount in the surface layer portion 0.1 mm from the surface in the plate thickness direction is 0.1% or more, and the average N amount in the plate thickness center portion is 0.01% or less
- the balance has a composition composed of Fe and inevitable impurities, is composed of a ferrite phase and a carbide, the ferrite phase has an average particle size of 10 to 20 ⁇ m, and the spheroidization rate of the carbide is 90%
- a high carbon hot-rolled steel sheet having the above microstructure is provided.
- At least one of Cu, Ni, and Mo: 2% or less in total, or at least one of Ti and V: 0.10% or less in total Can be contained individually or simultaneously.
- the high carbon hot-rolled steel sheet of the present invention is obtained by subjecting a steel having the above composition to hot rolling at a finishing temperature of 850 to 950 ° C. after rough rolling, and a coiling temperature of 500 ° C. or more ( coiling temperature), pickling, and 50 vol. It can be manufactured by performing spheroidizing annealing at an annealing temperature of 680 ° C. or more and Ac 1 transformation point or less in an atmosphere containing nitrogen gas of at least%.
- the present invention it has become possible to produce a high carbon hot-rolled steel sheet that stably has excellent press formability and hardenability, in particular, hardenability of the surface layer portion of the steel sheet.
- the high carbon hot-rolled steel sheet of the present invention is suitable for automotive parts such as gears, transmissions, and seat recliners.
- % which is a unit of component content, means “% by mass” unless otherwise specified.
- Component composition C 0.20 to 0.48% C is an important element for obtaining hardness after quenching.
- the C content needs to be at least 0.20% or more.
- the amount of C exceeds 0.48%, it becomes hard and low ductility, and press formability deteriorates. Therefore, the C content is 0.20 to 0.48%, preferably 0.26 to 0.48%.
- Si 0.1% or less If the amount of Si exceeds 0.1%, it becomes hard and low ductility, and press formability deteriorates. Therefore, the Si content is 0.1% or less, preferably 0.05% or less. There is no problem even if the amount of Si is 0 (zero).
- Mn 0.5% or less
- the amount of Mn is 0.5% or less, preferably 0.4% or less. Even if the amount of Mn is 0 (zero), there is no problem, but in order to suppress graphite precipitation, the amount of Mn is preferably 0.2% or more.
- the P content is 0.03% or less, preferably 0.02% or less. There is no problem even if the amount of P is 0 (zero), but it is preferable to make the amount of P 0.005% or more in order to suppress an increase in cost.
- the S content is 0.01% or less, preferably 0.005% or less. There is no problem even if the amount of S is 0 (zero).
- Al 0.1 to 0.6% Since Al has a high chemical affinity with N, it promotes N absorption so that the average N content of the steel sheet surface layer is 0.1% or more when spheroidizing annealing is performed in an atmosphere mainly composed of nitrogen gas, and quenching is performed. It prevents the lowering of the hardness of the steel sheet surface layer later and improves the hardenability. In order to exhibit such an effect, the Al amount needs to be 0.1% or more. On the other hand, if the Al content exceeds 0.6%, it becomes hard and low ductile due to solid solution strengthening, not only the press formability deteriorates, but also the transformation point rises, so it becomes difficult to quench the austenite single phase region, Hardenability decreases. Therefore, the Al content is 0.1 to 0.6%.
- Cr 0.05 to 0.5% Cr not only enhances hardenability but also suppresses the formation of graphite harmful to hardenability. In order to exhibit such an effect, the Cr amount needs to be 0.05% or more. On the other hand, if the Cr content exceeds 0.5%, it becomes hard and low ductility, and press formability deteriorates. Therefore, the Cr content is 0.05 to 0.5%.
- B 0.0005 to 0.0050% B enhances hardenability, but for that purpose, the B content needs to be 0.0005% or more. On the other hand, when the amount of B exceeds 0.0050%, the hot rolling load becomes high, the operability is lowered, and the press formability is also deteriorated. Therefore, the B amount is set to 0.0005 to 0.0050%.
- Ca 0.0010 to 0.0050% Ca makes the flow of molten steel smooth when casting steel containing 0.1% or more of Al. In order to express such an effect, the Ca content needs to be 0.0010% or more. On the other hand, when the Ca content exceeds 0.0050%, inclusions increase and press formability deteriorates. Therefore, the Ca content is 0.0010 to 0.0050%.
- Average N content of surface layer portion 0.1 mm in thickness direction from steel plate surface 0.1% or more
- Al content is 0.1% or more
- spheroidizing annealing is performed in an atmosphere mainly composed of nitrogen gas. If it does, N absorption will be accelerated
- the steel plate surface layer means the entire region from the steel plate surface to the place where 0.1 mm is inserted in the plate thickness direction.
- Average N content in the central part of the steel plate thickness 0.01% or less If the average N content in the central part of the steel plate thickness exceeds 0.01%, the formation of BN is already promoted at the stage of hot rolling, and the hardenability. Since the solid solution B that improves the hardness is not sufficiently obtained, the formation of a ferrite phase is promoted during cooling of the quenching treatment, and the toughness after quenching is deteriorated. Therefore, the average N amount in the central portion of the steel plate thickness is 0.01% or less.
- the average N amount in the central portion of the steel plate thickness means the N amount of the steel plate before spheroidizing annealing.
- the steel plate thickness central portion is defined as a position between the position of the plate thickness 1/4 and the position of 3/4. There is no problem even if the N amount is 0 (zero), but considering the cost, the N amount is preferably set to 0.001% or more.
- the balance is Fe and inevitable impurities, but for the purpose of promoting the spheroidization of the carbide and improving the hardenability, at least one of Cu, Ni, and Mo is contained in a total of 2% or less, or Separately, in order to suppress the formation of graphite and improve the hardenability, at least one of Ti and V can be contained in a total of 0.10% or less.
- Microstructure in order to improve press formability, it is necessary to perform spheroidizing annealing after hot rolling to obtain a microstructure composed of a ferrite phase and carbide.
- the average particle size of the ferrite phase is 10 to 20 ⁇ m and the spheroidization rate of the carbide is 90% or more.
- the average grain size of the ferrite phase is 1000 times at 10 positions in the central portion of the plate thickness using a scanning electron microscope after the plate thickness section in the rolling direction of the steel plate is polished and then subjected to nital corrosion.
- the particle size at each position is obtained by a cutting method in accordance with JIS G 0552: 1998, and the particle sizes at 10 locations are arithmetically averaged.
- the spheroidization rate of the carbide is calculated by calculating the ratio a / b of the maximum diameter a and the minimum diameter b of the carbide at each position where the structure is observed, and a / b is the total number of carbides of 3 or less. It is calculated as a ratio (%) to the number, and is an arithmetic average of 10 spheroidization rates.
- Hot rolling finishing temperature 850-950 ° C
- the steel having the above composition is hot-rolled by rough rolling and finish rolling into a steel plate having a desired thickness.
- the austenite grains at the time of rolling become fine when the finishing temperature is less than 850 ° C.
- the average particle diameter of the ferrite phase after spheroidizing annealing is less than 10 ⁇ m
- the finish temperature exceeds 950 ° C. the average particle diameter of the ferrite phase is Over 20 ⁇ m. Therefore, the finishing temperature of hot rolling is set to 850 to 950 ° C.
- Winding temperature 500 ° C or higher
- the winding temperature is 500 ° C. or higher.
- the winding temperature is preferably 750 ° C. or lower.
- Spheroidizing annealing 50 vol. % Annealing temperature of 680 ° C. or more and Ac 1 transformation point or less in an atmosphere containing nitrogen gas at a concentration of not less than 680 ° C. After removing the scale by pickling, the carbide is spheroidized to obtain a desired ferrite phase average particle size. In addition, in order to make the average N amount of the steel sheet surface layer portion 0.1% or more, 50 vol. Spheroidizing annealing is performed at an annealing temperature of 680 ° C. or more and Ac 1 transformation point or less in an atmosphere containing nitrogen gas of at least%. At this time, the amount of nitrogen gas in the atmosphere was 50 vol.
- the average N content of the surface layer portion 0.1 mm in the thickness direction from the steel sheet surface cannot be made 0.1% or more.
- the annealing temperature is less than 680 ° C.
- the spheroidization rate of the carbide cannot be made 90% or more.
- the annealing temperature exceeds the Ac 1 transformation point, an austenite phase is generated during heating, pearlite is generated during cooling, and press formability is deteriorated. Therefore, spheroidizing annealing is performed at 50 vol. It is necessary to carry out at an annealing temperature of 680 ° C. or higher and Ac 1 transformation point or lower in an atmosphere containing nitrogen gas of at least%.
- the annealing time for maintaining the above temperature is preferably 20 to 40 hours.
- the Ac 1 transformation point can be obtained, for example, by obtaining a thermal expansion curve by a former master experiment at a heating rate of 100 ° C./hr and by using the change point.
- Both converters and electric furnaces can be used for melting high carbon steel having the composition of the present invention.
- the high carbon steel thus melted is made into a slab by ingot-bundling rolling or continuous casting.
- the slab is usually heated and then hot rolled.
- slab heating temperature 1280 degrees C or less in order to avoid the deterioration of the surface state by a scale.
- the material to be rolled may be heated by a heating means such as a sheet bar heater during hot rolling.
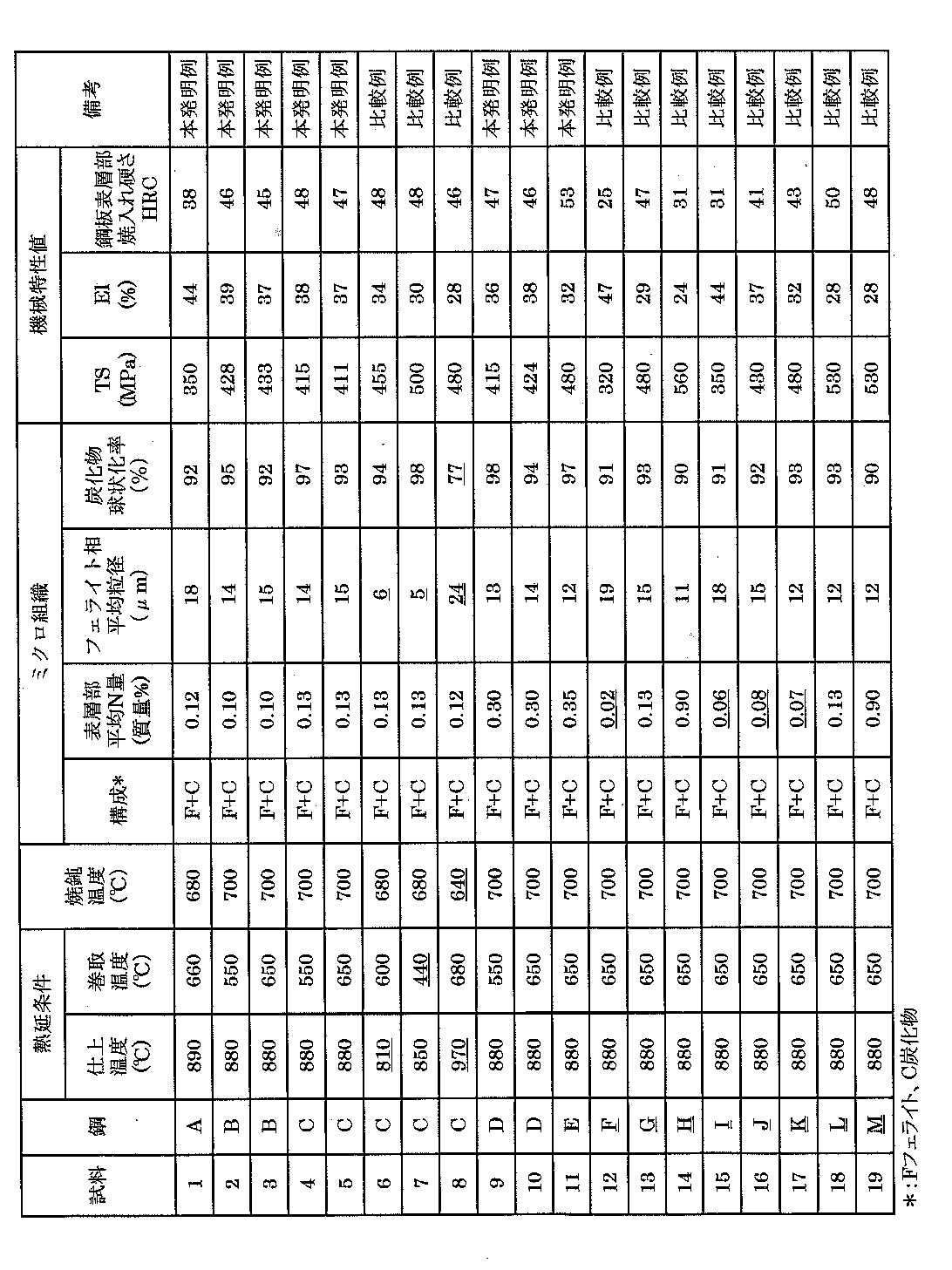
- the sample thus produced was analyzed for the N content in the surface layer portion of the steel sheet, and the average particle size of the ferrite phase and the spheroidization rate of the carbide were determined by the above method.
- a JIS No. 13 B tensile test piece was taken in parallel with the rolling direction, and the tensile strength TS and total elongation El were determined.
- a specimen having a width of 50 mm and a length of 50 mm was collected, and heated at 870 ° C. for 30 seconds in an atmosphere in which RX gas (RX gas) was mixed with air and the carbon potential was adjusted to be equal to the amount of C in steel.
- RX gas RX gas
- a quenching process was performed in oil at 120 ° C. to determine the Rockwell C scale hardness (HRC) of the steel sheet surface layer.
- the press formability was evaluated by El, and the hardenability was evaluated by HRC of the steel sheet surface layer portion, but both El and HRC are highly dependent on the amount of C. Therefore, at C: 0.20%, El ⁇ 42% and HRC ⁇ 35. When C: 0.35%, El ⁇ 35%, HRC ⁇ 45, and C: 0.48%, when El ⁇ 30% and HRC ⁇ 45, the press formability and hardenability are considered excellent.
- Table 2 This has a microstructure composed of a ferrite phase and carbide, the average N amount of the steel sheet surface layer portion is 0.1% by mass or more, the average particle size of the ferrite phase is 10 to 20 ⁇ m, and the spheroidization rate of the carbide is 90% or more. It can be seen that the inventive examples are excellent in press formability and hardenability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
C:0.20~0.48%
Cは、焼入れ後の硬さを得るために重要な元素である。プレス成形・焼入れ後の自動車用部品に必要とされる硬さを得るためは、C量を少なくとも0.20%以上にする必要がある。一方、C量が0.48%を超えると硬質・低延性化し、プレス成形性が劣化する。したがって、C量は0.20~0.48%、好ましくは0.26~0.48%とする。
Si量が0.1%を超えると硬質・低延性化し、プレス成形性が劣化する。したがって、Si量は0.1%以下、好ましくは0.05%以下とする。Si量は0(ゼロ)であっても問題ない。
Mn量が0.5%を超えると硬質・低延性化するだけでなく、偏析に起因したバンド組織(band structure)が発達し、ミクロ組織が不均一になるため、プレス成形性が劣化する。したがって、Mn量は0.5%以下、好ましくは0.4%以下とする。Mn量は0(ゼロ)であっても問題ないが、グラファイト析出抑制のためにはMn量を0.2%以上とすることが好ましい。
P量が0.03%を超えるとプレス成形性および焼入れ後の靭性が著しく劣化する。したがって、P量は0.03%以下、好ましくは0.02%以下とする。P量は0(ゼロ)であっても問題ないが、コスト上昇抑制のためにはP量を0.005%以上とすることが好ましい。
S量が0.01%を超えるとプレス成形性および焼入れ後の靭性が著しく劣化する。したがって、S量は0.01%以下、好ましくは0.005%以下とする。S量は0(ゼロ)であっても問題ない。
Alは、Nとの化学的親和力が大きいため、窒素ガス主体の雰囲気中で球状化焼鈍を行う際に鋼板表層部の平均N量が0.1%以上になるほどにN吸収を促進し、焼入れ後の鋼板表層部の硬さ低下を防止し、焼入れ性を向上させる。こうした効果を発現させるには、Al量を0.1%以上とする必要がある。一方、Al量が0.6%を超えると固溶強化により硬質・低延性化し、プレス成形性が劣化するばかりでなく、変態点が上昇するためオーステナイト単相域からの焼入れ処理が困難となり、焼入れ性が低下する。したがって、Al量は0.1~0.6%とする。
Crは、焼入れ性を高めるばかりでなく、焼入れ性に有害なグラファイトの生成を抑制する。こうした効果を発現させるには、Cr量を0.05%以上とする必要がある。一方、Cr量が0.5%を超えると硬質・低延性化し、プレス成形性が劣化する。したがって、Cr量は0.05~0.5%とする。
Bは、焼入れ性を高めるが、そのためには、B量を0.0005%以上とする必要がある。一方、B量が0.0050%を超えると、熱間圧延の負荷が高くなり操業性が低下するととともに、プレス成形性の劣化も招く。したがって、B量は0.0005~0.0050%とする。
Caは、0.1%以上のAlを含有した鋼を鋳造する際に、溶鋼の流れを円滑にさせる。こうした効果を発現させるには、Ca量を0.0010%以上とする必要がある。一方、Ca量が0.0050%を超えると介在物が増加し、プレス成形性が劣化する。したがって、Ca量は0.0010~0.0050%とする。
上述したように、Al量を0.1%以上とし、窒素ガス主体の雰囲気中で球状化焼鈍を行うと鋼板表層部の平均N量が0.1%以上になるほどにN吸収が促進される。このため表層部は、焼入れ処理時に固溶N(solute N)量が増加し、焼入れ性だけでなく焼入れ硬さも増大するため、焼入れ後の鋼板表層部の硬さ低下を防止できる。Al量が0.1%未満では鋼板表層部の平均N量が0.1%以上にはならず、焼入れ後の鋼板表層部の硬さ低下を十分に防止できない。ここで、鋼板表層部とは、鋼板表面から板厚方向に0.1mm入ったところまでの領域全体を意味する。
鋼板板厚中央部の平均N量が0.01%を超えると、熱間圧延の段階で既に、BNの形成が促進され、焼入れ性を向上させる固溶Bが十分に得られないため、焼入れ処理の冷却時にフェライト相の生成が促進され、焼入れ後の靭性が劣化する。したがって、鋼板板厚中央部の平均N量は0.01%以下とする。ここで、鋼板板厚中央部の平均N量とは、球状化焼鈍前の鋼板のN量を意味する。また、鋼板板厚中央部とは、板厚1/4の位置から3/4の位置の間と規定する。N量は0(ゼロ)であっても問題ないが、コスト面を考慮するとN量を0.001%以上とすることが好ましい。
本発明では、プレス成形性を向上させるために、熱間圧延後球状化焼鈍を行って、フェライト相と炭化物からなるミクロ組織にする必要がある。特に、優れたプレス成形性と焼入れ性を具備させるには、フェライト相の平均粒径を10~20μm、炭化物の球状化率を90%以上にする必要がある。
熱間圧延の仕上温度:850~950℃
上記の成分組成を有する鋼は、粗圧延と仕上圧延からなる熱間圧延して所望の板厚の鋼板にされる。このとき、仕上温度が850℃未満では圧延時のオーステナイト粒が微細になるため、球状化焼鈍後のフェライト相の平均粒径が10μm未満になり、950℃を超えるとフェライト相の平均粒径が20μmを超える。したがって、熱間圧延の仕上温度は850~950℃とする。
熱間圧延後の鋼板は巻取られるが、巻取温度が500℃未満では球状化焼鈍後のフェライト相の平均粒径および炭化物が微細化して、硬質・低延性化してプレス成形性が劣化する。したがって、巻取温度は500℃以上とする。なお、スケールによる表面性状の劣化を避けるために、巻取温度は750℃以下とすることが好ましい。
巻取り後の鋼板には、酸洗によるスケール除去後、炭化物を球状化し、所望のフェライト相の平均粒径にするとともに、鋼板表層部の平均N量を0.1%以上にするために、50vol.%以上の窒素ガスを含む雰囲気中、680℃以上Ac1変態点以下の焼鈍温度で球状化焼鈍が行われる。このとき、雰囲気中の窒素ガス量が50vol.%未満の場合は、鋼板表面から板厚方向に0.1mm入った表層部の平均N量を0.1%以上にすることができない。また、焼鈍温度が680℃未満の場合は、炭化物の球状化率を90%以上にすることができない。さらに、焼鈍温度がAc1変態点を超える場合は、加熱中にオーステナイト相が生じて、冷却中にパーライトが生成し、プレス成形性が劣化する。したがって、球状化焼鈍は、50vol.%以上の窒素ガスを含む雰囲気中、680℃以上Ac1変態点以下の焼鈍温度で行う必要がある。なお、上記の温度に維持する焼鈍時間は20~40時間が好ましい。また、Ac1変態点は、例えば、加熱速度100℃/hrのフォーマスタ(formastor)実験で熱膨張曲線を求め、その変化点により求めることができる。

Claims (4)
- 質量%で、C:0.20~0.48%、Si:0.1%以下、Mn:0.5%以下、P:0.03%以下、S:0.01%以下、Al:0.1~0.6%、Cr:0.05~0.5%、B:0.0005~0.0050%、Ca:0.0010~0.0050%を含有し、表面から板厚方向に0.1mm入った表層部の平均N量が0.1%以上で、板厚中央部の平均N量が0.01%以下であり、残部がFeおよび不可避的不純物からなる成分組成を有し、フェライト相と炭化物からなり、前記フェライト相の平均粒径が10~20μm、前記炭化物の球状化率が90%以上であるミクロ組織を有する高炭素熱延鋼板。
- さらに、質量%で、Cu、Ni、Moのうちの少なくとも一種:合計で2%以下を含有する請求項1に記載の高炭素熱延鋼板。
- さらに、質量%で、Ti、Vのうちの少なくとも一種:合計で0.10%以下を含有する請求項1または2に記載の高炭素熱延鋼板。
- 請求項1から3のいずれかに記載の成分組成を有する鋼を、粗圧延後、850~950℃の仕上温度で熱間圧延し、500℃以上の巻取温度で巻取った後、酸洗し、50vol.%以上の窒素ガスを含む雰囲気中、680℃以上Ac1変態点以下の焼鈍温度で炭化物の球状化焼鈍を行う高炭素熱延鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013552353A JP5565532B2 (ja) | 2012-01-06 | 2012-12-26 | 高炭素熱延鋼板およびその製造方法 |
| KR1020147021555A KR101616222B1 (ko) | 2012-01-06 | 2012-12-26 | 고탄소 열연 강판 및 그 제조 방법 |
| US14/370,319 US20140332122A1 (en) | 2012-01-06 | 2012-12-26 | High carbon hot rolled steel sheet and method for manufacturing the same (as amended) |
| CN201280066256.1A CN104040003B (zh) | 2012-01-06 | 2012-12-26 | 高碳热轧钢板及其制造方法 |
| IN1298KON2014 IN2014KN01298A (ja) | 2012-01-06 | 2012-12-26 | |
| EP12864342.6A EP2801633B1 (en) | 2012-01-06 | 2012-12-26 | High carbon hot-rolled steel sheet and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012000913 | 2012-01-06 | ||
| JP2012-000913 | 2012-01-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013102987A1 true WO2013102987A1 (ja) | 2013-07-11 |
Family
ID=48745063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/008319 Ceased WO2013102987A1 (ja) | 2012-01-06 | 2012-12-26 | 高炭素熱延鋼板およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20140332122A1 (ja) |
| EP (1) | EP2801633B1 (ja) |
| JP (1) | JP5565532B2 (ja) |
| KR (1) | KR101616222B1 (ja) |
| CN (1) | CN104040003B (ja) |
| IN (1) | IN2014KN01298A (ja) |
| TW (1) | TWI510647B (ja) |
| WO (1) | WO2013102987A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7151885B2 (ja) * | 2019-05-16 | 2022-10-12 | 日本製鉄株式会社 | 鋼線 |
| CN111411304A (zh) * | 2020-04-17 | 2020-07-14 | 南京钢铁股份有限公司 | 一种q460级热轧角钢及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS598356A (ja) | 1982-07-06 | 1984-01-17 | Nec Corp | 半導体集積回路装置の製造方法 |
| JPH08120405A (ja) * | 1994-10-19 | 1996-05-14 | Sumitomo Metal Ind Ltd | 穴拡げ性と二次加工性に優れた高炭素薄鋼板及びその製造方法 |
| JP2002309345A (ja) * | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の衝撃特性に優れる薄鋼板およびその製造方法 |
| JP2005097740A (ja) | 2003-08-28 | 2005-04-14 | Jfe Steel Kk | 高炭素熱延鋼板およびその製造方法 |
| JP4265582B2 (ja) | 2001-02-07 | 2009-05-20 | Jfeスチール株式会社 | 焼入れ後の衝撃特性に優れる熱延鋼板およびその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04265582A (ja) | 1991-02-20 | 1992-09-21 | Mitsubishi Electric Corp | 磁気ディスク装置 |
| JPH0598356A (ja) | 1991-10-04 | 1993-04-20 | Sumitomo Metal Ind Ltd | 焼き戻し省略型Ti−B系高炭素薄鋼板の製造方法 |
| JP3792341B2 (ja) * | 1997-04-28 | 2006-07-05 | 株式会社神戸製鋼所 | 冷間鍛造性及び耐ピッチング性に優れた軟窒化用鋼 |
| CA2518960C (en) * | 2003-03-14 | 2013-08-27 | Sinexus, Inc. | Sinus delivery of sustained release therapeutics |
| KR100673422B1 (ko) * | 2003-08-28 | 2007-01-24 | 제이에프이 스틸 가부시키가이샤 | 고탄소열연강판, 냉연강판 및 그 제조방법 |
| US20050199322A1 (en) * | 2004-03-10 | 2005-09-15 | Jfe Steel Corporation | High carbon hot-rolled steel sheet and method for manufacturing the same |
| JP5050433B2 (ja) * | 2005-10-05 | 2012-10-17 | Jfeスチール株式会社 | 極軟質高炭素熱延鋼板の製造方法 |
| JP5292698B2 (ja) * | 2006-03-28 | 2013-09-18 | Jfeスチール株式会社 | 極軟質高炭素熱延鋼板およびその製造方法 |
| JP5102579B2 (ja) * | 2007-10-15 | 2012-12-19 | 三建設備工業株式会社 | 冷暖房システム |
| JP5167487B2 (ja) * | 2008-02-19 | 2013-03-21 | Jfeスチール株式会社 | 延性に優れる高強度鋼板およびその製造方法 |
| KR101150365B1 (ko) * | 2008-08-14 | 2012-06-08 | 주식회사 포스코 | 고탄소 열연강판 및 그 제조방법 |
| JP5458649B2 (ja) * | 2009-04-28 | 2014-04-02 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP5233846B2 (ja) * | 2009-06-02 | 2013-07-10 | 新日鐵住金株式会社 | 窒化処理および高周波焼入処理が施される用途に供される鋼材 |
| JP5590254B2 (ja) * | 2012-01-05 | 2014-09-17 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
-
2012
- 2012-12-26 EP EP12864342.6A patent/EP2801633B1/en active Active
- 2012-12-26 WO PCT/JP2012/008319 patent/WO2013102987A1/ja not_active Ceased
- 2012-12-26 CN CN201280066256.1A patent/CN104040003B/zh active Active
- 2012-12-26 JP JP2013552353A patent/JP5565532B2/ja active Active
- 2012-12-26 IN IN1298KON2014 patent/IN2014KN01298A/en unknown
- 2012-12-26 US US14/370,319 patent/US20140332122A1/en not_active Abandoned
- 2012-12-26 KR KR1020147021555A patent/KR101616222B1/ko active Active
- 2012-12-28 TW TW101150788A patent/TWI510647B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS598356A (ja) | 1982-07-06 | 1984-01-17 | Nec Corp | 半導体集積回路装置の製造方法 |
| JPH08120405A (ja) * | 1994-10-19 | 1996-05-14 | Sumitomo Metal Ind Ltd | 穴拡げ性と二次加工性に優れた高炭素薄鋼板及びその製造方法 |
| JP2002309345A (ja) * | 2001-02-07 | 2002-10-23 | Nkk Corp | 焼入れ後の衝撃特性に優れる薄鋼板およびその製造方法 |
| JP4265582B2 (ja) | 2001-02-07 | 2009-05-20 | Jfeスチール株式会社 | 焼入れ後の衝撃特性に優れる熱延鋼板およびその製造方法 |
| JP2005097740A (ja) | 2003-08-28 | 2005-04-14 | Jfe Steel Kk | 高炭素熱延鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2801633A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104040003A (zh) | 2014-09-10 |
| EP2801633A4 (en) | 2015-09-02 |
| EP2801633A1 (en) | 2014-11-12 |
| KR20140110995A (ko) | 2014-09-17 |
| EP2801633B1 (en) | 2017-10-25 |
| TWI510647B (zh) | 2015-12-01 |
| IN2014KN01298A (ja) | 2015-10-16 |
| JPWO2013102987A1 (ja) | 2015-05-11 |
| JP5565532B2 (ja) | 2014-08-06 |
| US20140332122A1 (en) | 2014-11-13 |
| TW201333222A (zh) | 2013-08-16 |
| KR101616222B1 (ko) | 2016-04-27 |
| CN104040003B (zh) | 2016-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5590254B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP5458649B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| EP2711439B1 (en) | High carbon thin steel sheet and method for producing same | |
| JP5440203B2 (ja) | 高炭素熱延鋼板の製造方法 | |
| EP2604715A1 (en) | High-strength cold-rolled steel sheet having excellent workability and impact resistance, and method for manufacturing same | |
| TWI557239B (zh) | 高碳熱軋鋼板及其製造方法 | |
| CN106133169B (zh) | 高碳热轧钢板及其制造方法 | |
| JP4650006B2 (ja) | 延性および伸びフランジ性に優れた高炭素熱延鋼板およびその製造方法 | |
| CN105378133B (zh) | 高碳热轧钢板及其制造方法 | |
| JP2010229514A (ja) | 冷延鋼板およびその製造方法 | |
| CN104039999B (zh) | 淬透性优良且面内各向异性小的高碳热轧钢板及其制造方法 | |
| JP5565532B2 (ja) | 高炭素熱延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201280066256.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12864342 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013552353 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14370319 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012864342 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012864342 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20147021555 Country of ref document: KR Kind code of ref document: A |