WO2013154629A1 - Titanium alloys - Google Patents
Titanium alloys Download PDFInfo
- Publication number
- WO2013154629A1 WO2013154629A1 PCT/US2013/021525 US2013021525W WO2013154629A1 WO 2013154629 A1 WO2013154629 A1 WO 2013154629A1 US 2013021525 W US2013021525 W US 2013021525W WO 2013154629 A1 WO2013154629 A1 WO 2013154629A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy
- weight
- titanium
- alloys
- tin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2201/00—Special rolling modes
- B21B2201/06—Thermomechanical rolling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
Definitions
- This invention relates generally to titanium base alloys, and more particularly to such alloys having low Young's modulus, high yield strength, and excellent cold bending, stamping and forming properties.
- titanium alloys can provide a wide variety of mechanical properties such as strength, ductility and toughness by controlling alloy composition, volume fraction of constituent phases and microstructures. With high specific strength and corrosion resistance, titanium alloys are used in the fields of aircraft, aerospace, deepwater, automotives, and chemical industry. Titanium alloys are also useful for medical implants and other medical devices due to their excellent corrosion resistance, lower elastic modulus, high strengths, and biocompatibility compared to alternative stainless steel and cobalt-chrome alloys.
- Some titanium alloys could be classified into an a type, an ⁇ + ⁇ type, and a ⁇ type, based on their phases and microstructures.
- the a type titanium alloys (such as Ti-5AI-2.5Sn) have a Young's modulus on the order of 1 15 GPa
- the ⁇ + ⁇ type alloys (such as Ti-6AI-4V) have a Young's modulus on the order of 110 GPa
- the ⁇ type alloys such as Ti-15V-3Cr-3Sn-3AI
- US Patent 4,952,236 discloses a method of preparing a high strength, low modulus, ductile, biocompatible titanium base alloy (typical composition Ti-11.5Mo-6Zr-2Fe), which is characterized by a modulus of elasticity not exceeding 100 GPa. However, the elastic modulus values of Ti-11.5Mo-6Zr-2Fe alloys are in the range from about 62 to 88 GPa. No cold bending and forming performance data is published.
- US Patent 5,169,597 discloses a biocompatible titanium alloy with a low Young's modulus (typical composition Ti-13Zr-13Nb).
- This alloy is suitable for use as a material for medical prosthetic implants especially where a relatively low modulus of elasticity is important.
- the elastic modulus values of Ti-13Zr- 13Nb alloys are in the range from about 62 to 88 GPa, and again, no cold bending and forming performance data is provided.
- US Patent 6,752,882 teaches a biocompatible binary titanium-niobium (Ti-Nb) alloy which has a low modulus and high strength and contains a" phase as a major phase.
- the binary Ti-Nb alloy contains 10 to 30 wt% of Nb, preferably 13 to 28 wt% of Nb, and the balance titanium, which is suitable for making an orthopedic implant or dental implant.
- the elastic modulus values of the Ti-Nb binary alloys are in the range from 61 to 77 GPa. This patent provides no cold bending and forming data.
- US Patent Application Publication US2007/0163681 discloses titanium alloys of low Young's modulus (52 to 69GPa) and high strength (yield strength 990 MPa after cold roll).
- the titanium alloy contains vanadium, from 10 to 20wt%, aluminum from 0.2 to 10wt%, and a balance essentially titanium.
- the alloy has a microstructure including a martensitic phase. However, no tensile ductility was reported. After cold rolling, this alloy shows very little ductility. In addition, on the cold bending and forming performance, nothing is set forth in the publication.
- US Patent 6,607,693 teaches a titanium alloy characterized by an average Young's modulus of 75 GPa or less, and a tensile elastic limit strength of 700 MPa or more.
- This alloy comprises an element of V group (the vanadium group) in an amount of 30 to 60wt% and the balance of titanium, and can be used in a variety of fields which require a low Young's modulus and a high elastic deformability.
- V group the vanadium group
- the initial tensile Young's modulus is much higher than the "average” modulus that was reported.
- a titanium alloy with excellent forming properties (a maximum bend ductility of radius/thickness 2) is disclosed in US Patent 2,864,697.
- the typical composition of this alloy is Ti-15V-2.5AI (wt%).
- the excellent forming properties can only be obtained at the solution condition in which the strength is very low (yield strength 275 MPa). If the yield strength is increased up to 700 to 800 MPa using aging treatment, the ductility and forming properties are decreased (radius/thickness 5 to 10), but the Young's modulus is also increased.
- the titanium alloys should have a Young's modulus about 35 to 45% of that for an a or ⁇ + ⁇ type titanium alloy, similar yield strengths as that of an a or ⁇ + ⁇ type titanium alloy, much better room temperature tensile ductility than that of a ⁇ type titanium alloy, and excellent bending, stamping and forming properties, as found in advanced copper alloys.
- the titanium alloys should have excellent processing ability that can be readily produced in a variety of forms (foil, wire, sheet and bar). Many of these applications are subject to thermal exposure and corrosion environments.
- Fig. 1 is a photomicrograph showing the microstructure of one alloy of the present invention (Ti-13Nb-6Zr-4Sn-0.1Y) after beta anneal followed by water quench.
- Fig. 2 is a graph showing X-ray diffraction spectra of the alloy of Fig. 1 and thus also after beta anneal followed by water quench.
- Fig. 3 is a perspective view showing a schematic die for performing double bend testing.
- Fig. 4 is a side elevational view showing six double bend testing samples of
- Fig. 5 includes two photomicrographs of bend testing samples respectively showing the bent surfaces in the transverse direction and longitudinal direction of 0.008 inch thick pickled and/or ground foils formed from an alloy of the present invention.
- Fig. 6 includes a perspective diagrammatic illustration of transverse and longitudinal bends, along with two photomicrographs of bend testing samples showing the bend surfaces respectively in the transverse direction and longitudinal direction of 0.0065 inch thick precision cold rolled foils formed from an alloy of the present invention.
- Fig. 7 is a perspective view showing a stamp formed sample of a 0.0065 inch precision cold roll foil of an alloy of the present invention.
- the present invention provides a titanium alloy containing niobium from 8 to 18% by weight; zirconium from 2 to 15% by weight; tin from 0 to 8% by weight; yttrium from 0.0 to 0.3% by weight, and a balance essentially titanium.
- the titanium alloy has a low Young's modulus, high yield strength, excellent cold bending properties, and good cold stamping and forming performance.
- the alloys of the present invention comprise from 8 to 18% by weight niobium; from 2 to 15% by weight zirconium; from 0.0 to 8% by weight tin; from
- the alloy typically comprises from 8, 9, 10, 1 1 , 12 or 13 to 15, 16, 17 or 18% by weight niobium; from 2, 3, 4, 5 or 6 to 8, 9, 10, 1 1 , 12, 13, 14 or 15% by weight zirconium; from 0.5,
- the preferred alloys of the present invention comprise about 13 to 15% by weight niobium, about 6 to 8% by weight zirconium, about 3 to 5% by weight tin, about 0.05 to 0.2% by weight yttrium, and the balance essentially titanium.
- One particular preferred alloy of the present invention comprises about 13 to 15% by weight niobium, about 6 to 8% by weight zirconium, about 4% by weight tin, about 0.1 % by weight yttrium, and the balance essentially titanium.
- This Ti-(13-15)Nb-(6-8)Zr-4Sn-0.1Y alloy exhibits an excellent combination of desired mechanical properties (low Young's modulus and high yield strength) and excellent cold bending, stamping and forming properties (complex shape part formability).
- the alloys of the present invention consist essentially of the metals or elements noted above. Other elements are usually not deliberately added.
- the alloys may further contain one or more elements (which have generally been considered unavoidable or incidental impurities) selected from the group consisting of carbon, oxygen and nitrogen, wherein a total amount of one or more of these elements or incidental impurities is no more than 1 % by weight and usually no more than 0.5, 0.4, 0.3 or 0.2% by weight.
- This alloy typically contains no more than 0.5% by weight carbon and usually no more than 0.1 , 0.05 or 0.03% by weight carbon. In the exemplary embodiment, this alloy contains about 0.02% by weight carbon.
- This alloy typically contains no more than 0.5% by weight oxygen and usually no more than 0.4, 0.3 or 0.2% by weight oxygen. In the exemplary embodiment, this alloy contains about 0.10% by weight oxygen. This alloy typically contains no more than 0.5% by weight nitrogen and usually no more than 0.1 , 0.05 or 0.03% by weight nitrogen. In the exemplary embodiment, this alloy contains about 0.01 % by weight nitrogen. Similarly, the total amount of any element or elements in the alloy other than niobium, zirconium, tin, yttrium and titanium is no more than 1 % by weight and usually no more than 0.5, 0.4, 0.3, or 0.2% by weight.
- the amount of niobium added to the alloy is from 8 to 18% by weight and preferably from 13 to 15% by weight.
- the niobium content aids greatly in providing a low Young's modulus, as the amount of niobium, an isomorphous beta stabilizer, is sufficient to assist with the formation of alpha prime ( ⁇ ') martensitic phase (hexagonal structure) after rapid cool from beta phase field via lowering the beta transus temperature and decelerating the precipitation of alpha phase during cooling.
- the addition of niobium also improves strength.
- the alloys of the present invention contain 2 to 15% by weight zirconium and preferably 6 to 8% by weight.
- Zirconium is mainly added to strengthen the alloy, while it does not decrease the ductility and bending properties.
- Zirconium was usually believed to be a neutral stabilizer (stabilizing both alpha and beta phase), but the addition of zirconium (typically about 4 to 8% by weight) actually decreases the beta transus temperatures in the alloys of the present invention, thereby assisting with the formation of alpha prime martensitic phase (for low Young's modulus).
- the tin in the alloy strengthens the alloy and improves the bending and forming properties.
- Tin was usually believed to be a neutral stabilizer; however, the addition of tin (typically about 4 to 8% by weight) not only decreases the beta transus temperature, but also enhances the formation of alpha double prime (a") martensitic phase, an orthorhombic structure which further decreases Young's modulus and increases ductility and bending properties.
- a alpha double prime
- the alloy typically includes no more than 5, 6, 7 or 8% by weight.
- the total amount of zirconium and tin is preferably within a range of about 6, 7, 8 or 9 to about 11 , 12, 13, 14, 15 or 16% by weight.
- a total amount of zirconium and tin lower than 10% by weight may cause lower yield strength, but improve bending properties.
- a total amount of zirconium and tin higher than 14% by weight may cause higher yield strength, but lower bending performance.
- Some of the present alloys with good bending properties have a total amount of zirconium and tin in the range of about 8-11% by weight while this amount for those with the best stamping and forming properties observed was about 10% by weight.
- yttrium added to the alloys results in the formation of Y 2 0 3 particles, which refine not only the cast microstructure of the ingot, but also refine the re-crystallization microstructure of sheet or foil after beta phase anneal. It increases the bending properties as prior beta grain size is decreased.
- the alloys of the present invention may be prepared from commercially pure titanium, zirconium, niobium, tin and yttrium in the appropriate proportions. Master alloys may also be used for decreasing the melting points and obtaining homogeneous chemical composition in the ingot.
- the titanium alloy is preferably melted by the plasma arc melting (PAM) process in an atmosphere such as helium, and the alloying elements are added to the melt either as commercially pure components or in the form of pure master alloys as an aim to obtain homogeneous chemical composition.
- PAM plasma arc melting
- the present alloy may, for instance, also be melted by an electron beam (EB) method or vacuum arc remelting (VAR) method.
- the alloys of the present invention should be subjected to thermo-mechanical processing to obtain the desired properties in finished products (foil, wire or sheet). More particularly, after melting and casting, the alloys are typically subjected to thermo-mechanical processing in the usual manner and forged or rolled to the desired wrought semi-finished product. For instance, ingots of the alloys may be forged or bloomed to slab form, and hot rolled to plate, sheet or bar at 1450 °F. These hot rolled pieces are typically treated with a solution treatment above the beta transus temperature followed by the rapid cool to room temperature noted below.
- these alloys are typically subjected to rapid cool from anneal temperatures (above beta transus temperature), followed by cold deformation.
- the rapid cool from elevated temperatures results in a microstructure containing a mixture of alpha prime ( ⁇ ') and alpha double prime (a") phases (martensitic phases) as major phases as illustrated in Fig. 2, thereby making the material with low Young's modulus and high ductility.
- Subsequent cold deformation (for instance 50 to 70% reduction cold roll) increases its yield strength, further decreases its Young's modulus, and maintains good ductility, bending, stamping and forming performance.
- Excess cold deformation may further increase the yield strength but also decrease the bending, stamping and forming performance to an undesirable level.
- the cold roll reduction is in the range of 30 to 90% and typically no more than 70 or 75% to achieve the desired properties noted above. This range is usually about 30, 35, 40, 45 or 50% to about 60, 65 or 70%.
- the cold roll reduction is usually at least 30, 35, 40, 45 or 50% and usually no more than about 65, 70 or 75%.
- the titanium alloys of the present invention exhibit high strength, low Young's modulus, excellent or exceptional cold bending and forming performance, providing an expanded range of applications for titanium alloys in various industries such as electronic products (connector and sockets), medical implants, springs and other fields.
- the alloy of the present invention has a yield strength in the range of 650, 675 or 700 to 800, 825, 850, 875 or 900 MPa and a Young's modulus of 40, 41 or 42 to 50, 51 or 52 GPa.
- An alloy product (foil) formed of one embodiment of the present alloy has a radius/thickness bending ratio (of foil) no greater than about 3.5 or 4.0 in the cold-rolled (foil) condition (thus providing excellent bending properties).
- Such an alloy product provides good stamping and forming performance, that is, the ability to cold form with complex shapes in the cold-rolled (foil) condition. More broadly, the above-noted radius/thickness bending ratio (of foil) for alloys of the present invention in the cold rolled condition is typically is no greater than about 7.5, 7.0, 6.5, 6.0, 5.5, 5.0, 4.5, 4.0, 3.5 or 3.0.
- the titanium alloy of the present invention thus possesses not only a low Young's modulus (for example, about 35 to 45% of that of an a or ⁇ + ⁇ type titanium alloy), high yield strength (as good as that of an a or ⁇ + ⁇ type titanium alloy), and good room temperature tensile ductility (better than that of a ⁇ type titanium alloy), but also possesses excellent bending, stamping and forming properties (as good as advanced copper alloys) in both longitudinal and transverse directions of cold rolled material (foil).
- the latter unique characteristic provides the feasibility to bend and form a complex part.
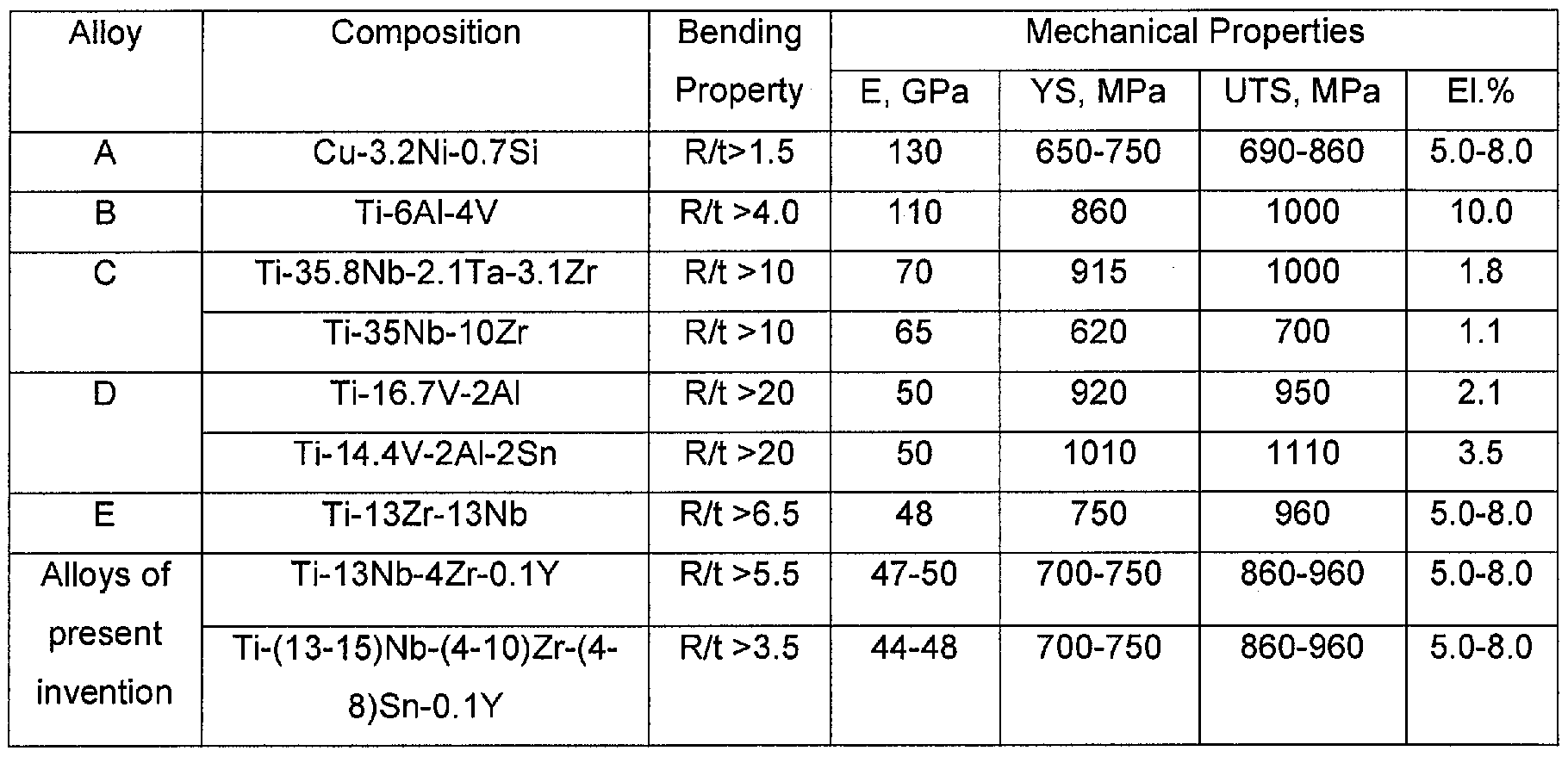
- Table 1 illustrates the mechanical properties and bending test results of some of the alloys of the present invention and other alloys for comparative purposes, thus emphasizing the advantageous properties of the alloys of the present invention.
- the alloys of the present invention show the lowest Young's modulus, the best bending properties, and good tensile yield strength.
- the Young's modulus (E) of the present alloys is only about 33% of that of the advanced copper alloy Cu-3.2Ni-0.7Si while the yield strength of the present alloys is similar to that of Cu-3.2Ni-0.7Si.
- Table 1 Mechanical and Bending Properties of different alloys (0.040 inch thick sheet)
- a batch of ten alloys (Alloys 1 to 10 in the tables below) was produced and processed.
- the composition of each alloy of the present invention is shown in Table 2, while Table 3 shows their beta transus temperatures.
- the alloys were melted into about 12-pound slab buttons (1.1 x 4.2 x 10 inch) using a plasma arc melting (PA ) furnace.
- PA plasma arc melting
- Each slab button was re-melted 4 to 6 times to ensure its chemical uniformity.
- the slab buttons were homogenized at 1850 °F for two hours, hot rolled down to 0.45 inch thick plates at 1600 °F, and subsequently hot rolled down to sheets having a thickness of 0.08 to 0.23 inch.
- the sheets were annealed at 1425 to 1550 °F for one hour followed by water quench, and surface conditioning.
- the as-water-quench microstructure is a mixture of alpha prime and alpha double prime martensitic phases as shown in Figs. 1 and 2.
- the sheets with a thickness from 0.080 to 0.120 inch thick were cold rolled down to 0.040 inch sheets with a cold reduction of 50, 60, 65, 70, 75, and 80%, respectively.
- the double bend testing properties depend not only on the compositions but also on the cold rolled conditions of the sheets.
- the minimum radius/thickness ratio generally increases with increasing the amount of cold-roll-deformation of the sheets.
- Alloys 1 -4 have smaller radius/thickness ratios, which are less dependent on the cold roll deformation than that of Alloys 5- 10. Alloys 1 -4 provide better bending properties and wider processing window, since the finished products (foil, wire and sheet) require cold deformation to achieve the desired mechanical properties.
- a titanium alloy containing by weight 13% niobium, 4% zirconium, 4% tin, and 0.1 % yttrium (Alloy No. 2) was melted and hot rolled at 1600 °F, and subsequently at 1350°F to sheets with a thickness of 0.080 to 0.200 inch.
- the sheets were annealed at 1550T for 1 hour, followed by water quench to room temperature.
- the beta transus temperature for this alloy was about 1428 °F.
- These sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively.
- the mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 9. This alloy shows good bending properties.
- Example 2 shows a higher tin containing titanium alloy with, by weight, 13% niobium, 4% zirconium, 8% tin, and 0.1 % yttrium (Alloy No. 10), was melted and hot rolled at 1600 °F, and subsequently at 1475 °F to sheets with a thickness from 0.080 to 0.200 inch. The sheets were annealed at 1475 °F for 1 hour, followed by water quench to room temperature. The beta transus temperature for this alloy was about 1403 °F. Those sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively. The mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 10. The bending properties of this alloy were decreased by further addition of tin up to 8%.
- Example 3 is a titanium alloy containing by weight 13% niobium, 6% zirconium, 4% tin, and 0.1 % yttrium (Alloy No. 3). This alloy was melted and hot rolled at 1600 °F, and subsequently at 1350 to 1450 °F to sheets with a thickness from 0.080 to 0.200 inch. The sheets were annealed at 1425 °F for 1 hour, followed by water quench to room temperature. The beta transus temperature for this alloy was about 1400 °F. These sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively. The mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 1 1. This alloy shows low Young's modulus and good bending properties.
- Example 4 is a higher niobium containing titanium alloy with, by weight, 15% niobium, 6% zirconium, 4% tin, and 0.1 % yttrium (Alloy No. 4), and was melted and hot rolled at 1600 °F, and subsequently at 1350 to 1450 °F to sheets with a thickness from 0.080 to 0.200 inch. The sheets were annealed at 1425 °F for 1 hour, followed by water quench to room temperature. The beta transus temperature for this alloy was about 1351 °F. These sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively. The mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 12. This alloy shows the lowest Young's modulus and good bending properties.
- Example 5 is a titanium alloy containing by weight 13% niobium, 8% zirconium, 6% tin, and 0.1 % yttrium (Alloy No. 7), and was melted and hot rolled at 1600 °F, and subsequently at 1475 °F to sheets with a thickness from 0.080 to 0.200 inch. The sheets were annealed at 1475 °F for 1 hour, followed by water quench to room temperature. The beta transus temperature for this alloy was about 1361 °F. Those sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively. The mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 13. Increasing the total amount of zirconium and tin (total 14%) in this alloy increases the yield and ultimate tensile strengths, but decreases the bending properties.
- Example 6 shows a higher tin containing titanium alloy with, by weight, 13% niobium, 6% zirconium, 8% tin, and 0.1 % yttrium (Alloy No. 8).
- This alloy was melted and hot rolled at 1600 °F, and subsequently at 1475 °F to sheets with a thickness from 0.080 to 0.200 inch.
- the sheets were annealed at 1475 °F for 1 hour, followed by water quench to room temperature.
- the beta transus temperature for this alloy was about 1383 °F.
- These sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively.
- the mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 14.
- Example 7 provides a higher zirconium and tin containing titanium alloy with, by weight, 13% niobium, 8% zirconium, 8% tin, and 0.1 % yttrium (Alloy No. 9).
- This alloy was melted and hot rolled at 1600 °F, and subsequently at 1475 °F to sheets with a thickness from 0.080 to 0.200 inch.
- the sheets were annealed at 1525 °F for 1 hour, followed by water quench to room temperature.
- the beta transus temperature for this alloy was about 1356 °F.
- Those sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively.
- the mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 15.
- This alloy with the highest total amount of zirconium and tin (total 16%) shows the highest yield and ultimate tensile strengths, but lower bending properties.
- Example 8 is a higher zirconium containing titanium alloy with, by weight, 13% niobium, 10% zirconium, 4% tin, and 0.1 % yttrium (Alloy No. 5), and was melted and hot rolled at 1600 °F, and subsequently at 1475 °F to sheets with a thickness from 0.080 to 0.200 inch. The sheets were annealed at 1475 °F for 1 hour, followed by water quench to room temperature. The beta transus temperature for this alloy was about 1361 °F. Those sheets were subsequently cold rolled to 0.040 inch thick with a reduction of 50, 60, 70, and 80%, respectively. The mechanical properties and double bend testing results of the as-cold rolled conditions are shown in Table 16.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metal Rolling (AREA)
- Conductive Materials (AREA)
Description














Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380009161.0A CN104114735A (en) | 2012-02-15 | 2013-01-15 | Titanium alloys |
| EP13775014.7A EP2814995A4 (en) | 2012-02-15 | 2013-01-15 | Titanium alloys |
| RU2014132591A RU2014132591A (en) | 2012-02-15 | 2013-01-15 | TITANIUM ALLOYS |
| JP2014557660A JP2015508847A (en) | 2012-02-15 | 2013-01-15 | Titanium alloy |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261599072P | 2012-02-15 | 2012-02-15 | |
| US61/599,072 | 2012-02-15 | ||
| US13/469,300 | 2012-05-11 | ||
| US13/469,300 US20130209824A1 (en) | 2012-02-15 | 2012-05-11 | Titanium alloys |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013154629A1 true WO2013154629A1 (en) | 2013-10-17 |
Family
ID=48945809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2013/021525 Ceased WO2013154629A1 (en) | 2012-02-15 | 2013-01-15 | Titanium alloys |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130209824A1 (en) |
| EP (1) | EP2814995A4 (en) |
| JP (1) | JP2015508847A (en) |
| CN (1) | CN104114735A (en) |
| RU (1) | RU2014132591A (en) |
| WO (1) | WO2013154629A1 (en) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105177515A (en) * | 2015-10-20 | 2015-12-23 | 江苏华久辐条制造有限公司 | Spoke surface titanizing technique |
| KR20180121568A (en) | 2016-03-09 | 2018-11-07 | 코닝 인코포레이티드 | Cold Forming of Composite Curved Glass Products |
| US10352428B2 (en) * | 2016-03-28 | 2019-07-16 | Shimano Inc. | Slide component, bicycle component, bicycle rear sprocket, bicycle front sprocket, bicycle chain, and method of manufacturing slide component |
| WO2018005646A1 (en) | 2016-06-28 | 2018-01-04 | Corning Incorporated | Laminating thin strengthened glass to curved molded plastic surface for decorative and display cover application |
| WO2018009504A1 (en) | 2016-07-05 | 2018-01-11 | Corning Incorporated | Cold-formed glass article and assembly process thereof |
| CN115403280B (en) | 2016-10-25 | 2024-03-19 | 康宁公司 | Cold formed glass laminate for display |
| KR20200017001A (en) | 2017-01-03 | 2020-02-17 | 코닝 인코포레이티드 | Vehicle interior systems having a curved cover glass and a display or touch panel and methods for forming the same |
| US11016590B2 (en) | 2017-01-03 | 2021-05-25 | Corning Incorporated | Vehicle interior systems having a curved cover glass and display or touch panel and methods for forming the same |
| US11685684B2 (en) | 2017-05-15 | 2023-06-27 | Corning Incorporated | Contoured glass articles and methods of making the same |
| CN111094050B (en) | 2017-07-18 | 2023-11-07 | 康宁公司 | Cold forming of complex curved glass products |
| WO2019055581A1 (en) | 2017-09-12 | 2019-03-21 | Corning Incorporated | Tactile elements for deadfronted glass and methods of making the same |
| TWI873668B (en) | 2017-09-13 | 2025-02-21 | 美商康寧公司 | Light guide-based deadfront for display, related methods and vehicle interior systems |
| US11065960B2 (en) | 2017-09-13 | 2021-07-20 | Corning Incorporated | Curved vehicle displays |
| TWI844520B (en) | 2017-10-10 | 2024-06-11 | 美商康寧公司 | Vehicle interior systems having a curved cover glass with improved reliability and methods for forming the same |
| WO2019209368A2 (en) | 2017-10-23 | 2019-10-31 | Arconic Inc. | Titanium alloy products and methods of making the same |
| CN111758063B (en) | 2017-11-21 | 2022-08-09 | 康宁公司 | Aspherical mirror for head-up display system and forming method thereof |
| TWI772569B (en) | 2017-11-30 | 2022-08-01 | 美商康寧公司 | Systems and methods for vacuum-forming aspheric mirrors |
| US11550148B2 (en) | 2017-11-30 | 2023-01-10 | Corning Incorporated | Vacuum mold apparatus, systems, and methods for forming curved mirrors |
| CN116299791A (en) | 2018-03-02 | 2023-06-23 | 康宁公司 | Antireflective coatings and articles and methods of forming antireflective coatings and articles |
| CN111989302B (en) | 2018-03-13 | 2023-03-28 | 康宁公司 | Carrier interior systems with crack resistant curved cover glass and methods for forming these carrier interior systems |
| KR102301567B1 (en) * | 2018-06-11 | 2021-09-14 | 순천대학교 산학협력단 | Titanium alloy with low elastic modulus and high yield strength |
| WO2020014064A1 (en) | 2018-07-12 | 2020-01-16 | Corning Incorporated | Deadfront configured for color matching |
| CN112566782A (en) | 2018-07-16 | 2021-03-26 | 康宁公司 | Vehicle interior system with cold-bent glass substrate and method of forming same |
| TWI663261B (en) * | 2018-10-23 | 2019-06-21 | 中國鋼鐵股份有限公司 | Composition of titanium alloys with low young's modulus |
| CN109518108B (en) * | 2018-12-24 | 2020-09-29 | 洛阳双瑞精铸钛业有限公司 | TA5 titanium alloy plate and preparation method and application thereof |
| EP3771695A1 (en) | 2019-07-31 | 2021-02-03 | Corning Incorporated | Method and system for cold-forming glass |
| US12466756B2 (en) | 2019-10-08 | 2025-11-11 | Corning Incorporated | Curved glass articles including a bumper piece configured to relocate bending moment from display region and method of manufacturing same |
| US11772361B2 (en) | 2020-04-02 | 2023-10-03 | Corning Incorporated | Curved glass constructions and methods for forming same |
| PL440101A1 (en) * | 2022-01-04 | 2023-07-10 | Kghm Polska Miedź Spółka Akcyjna | Method of obtaining high-ductility Ti-Re alloys, Ti-Re alloys obtained by this method and their application |
| CN119464833B (en) * | 2024-11-06 | 2025-09-16 | 中国科学院金属研究所 | Near alpha-type titanium alloy with high strength and low yield ratio and preparation method thereof |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04214830A (en) * | 1990-02-09 | 1992-08-05 | Kobe Steel Ltd | Ti alloy excellent in cold forgeability |
| US5415704A (en) * | 1992-02-07 | 1995-05-16 | Smith & Nephew Richards Inc. | Surface hardened biocompatible metallic medical implants |
| CN101050497A (en) * | 2007-05-18 | 2007-10-10 | 西北有色金属研究院 | High temperature, solid solution, strengthened, heat-resistant titanium alloy containing rare earth |
| CN101850415A (en) * | 2010-06-18 | 2010-10-06 | 浙江大学 | A kind of preparation method of single-phase α" titanium alloy |
| US20110070121A1 (en) * | 2008-05-28 | 2011-03-24 | Dong Geun Lee | Beta-based titanium alloy with low elastic modulus |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3375083B2 (en) * | 1999-06-11 | 2003-02-10 | 株式会社豊田中央研究所 | Titanium alloy and method for producing the same |
| CN101353740A (en) * | 2008-09-18 | 2009-01-28 | 天津大学 | High-modulus non-toxic titanium alloy for restorative dentistry and preparation method thereof |
-
2012
- 2012-05-11 US US13/469,300 patent/US20130209824A1/en not_active Abandoned
-
2013
- 2013-01-15 RU RU2014132591A patent/RU2014132591A/en not_active Application Discontinuation
- 2013-01-15 WO PCT/US2013/021525 patent/WO2013154629A1/en not_active Ceased
- 2013-01-15 JP JP2014557660A patent/JP2015508847A/en active Pending
- 2013-01-15 EP EP13775014.7A patent/EP2814995A4/en not_active Withdrawn
- 2013-01-15 CN CN201380009161.0A patent/CN104114735A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04214830A (en) * | 1990-02-09 | 1992-08-05 | Kobe Steel Ltd | Ti alloy excellent in cold forgeability |
| US5415704A (en) * | 1992-02-07 | 1995-05-16 | Smith & Nephew Richards Inc. | Surface hardened biocompatible metallic medical implants |
| CN101050497A (en) * | 2007-05-18 | 2007-10-10 | 西北有色金属研究院 | High temperature, solid solution, strengthened, heat-resistant titanium alloy containing rare earth |
| US20110070121A1 (en) * | 2008-05-28 | 2011-03-24 | Dong Geun Lee | Beta-based titanium alloy with low elastic modulus |
| CN101850415A (en) * | 2010-06-18 | 2010-10-06 | 浙江大学 | A kind of preparation method of single-phase α" titanium alloy |
Non-Patent Citations (3)
| Title |
|---|
| "RMI Titanium Company.", TITANIUM ALLOY GUIDE., January 2000 (2000-01-01), XP055158611, Retrieved from the Internet <URL:http://rtiintl.s3.amazonaws.com/RTI-Reports/tiguideWeb.pdf> [retrieved on 20130826] * |
| MIL-T-9046J. DEPARTMENT OF DEFENSE., 11 January 1983 (1983-01-11), XP055158609, Retrieved from the Internet <URL:http://www.everyspec.com/MIL-SPECS/MIL-SPECS-MIL-T/MIL-T-9046J_9518> [retrieved on 20130826] * |
| See also references of EP2814995A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2814995A4 (en) | 2015-08-26 |
| US20130209824A1 (en) | 2013-08-15 |
| JP2015508847A (en) | 2015-03-23 |
| CN104114735A (en) | 2014-10-22 |
| RU2014132591A (en) | 2016-02-27 |
| EP2814995A1 (en) | 2014-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013154629A1 (en) | Titanium alloys | |
| JP6104164B2 (en) | High strength and ductile alpha / beta titanium alloy | |
| Hanada et al. | Mechanical compatibility of titanium implants in hard tissues | |
| EP0254891B1 (en) | Process for improving the static and dynamic mechanical properties of (alpha + beta) titanium alloys | |
| JP5847987B2 (en) | Copper alloy containing silver | |
| JP4118832B2 (en) | Copper alloy and manufacturing method thereof | |
| UA120868C2 (en) | TITANIUM ALLOY | |
| JPH0754114A (en) | Improved low-cost ti-6a1-4v varistick alloy | |
| EP2677052B1 (en) | Titanium alloy product having high strength and excellent cold rolling property | |
| JP2009138218A (en) | Titanium alloy member and method for producing titanium alloy member | |
| KR20130059399A (en) | Titanium material | |
| EP3426810A1 (en) | Alpha-beta titanium alloy having improved elevated temperature properties and superplasticity | |
| US20250051879A1 (en) | Magnesium alloy based objects and methods of making and use thereof | |
| EP3085798A1 (en) | Copper alloy | |
| WO2005118898A1 (en) | Titanium alloy and method of manufacturing titanium alloy material | |
| JPWO2019043882A1 (en) | Titanium plate | |
| EP3266887A1 (en) | Thin titanium sheet and manufacturing method therefor | |
| US5141565A (en) | Process for annealing cold working unalloyed titanium | |
| CN119800131A (en) | A medical TA4G pure titanium wire rod and its preparation method | |
| JP2669004B2 (en) | Β-type titanium alloy with excellent cold workability | |
| JP4304425B2 (en) | Cold rolled titanium alloy sheet and method for producing cold rolled titanium alloy sheet | |
| JP2011195881A (en) | Titanium copper having excellent strength, conductivity and bending workability, and method for producing the same | |
| KR101967910B1 (en) | Titanium alloy with high formability at room temperature and manufacturing method for the same | |
| EP3268504A1 (en) | A process for manufacturing a product of commercially pure titanium | |
| CN121666459A (en) | Titanium alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13775014 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013775014 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013775014 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2014132591 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2014557660 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |