WO2013180037A1 - 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 - Google Patents
強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2013180037A1 WO2013180037A1 PCT/JP2013/064536 JP2013064536W WO2013180037A1 WO 2013180037 A1 WO2013180037 A1 WO 2013180037A1 JP 2013064536 W JP2013064536 W JP 2013064536W WO 2013180037 A1 WO2013180037 A1 WO 2013180037A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature
- ferrite
- less
- strength
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
Definitions
- the present invention relates to a high-strength steel sheet excellent in workability used for automobile parts and the like and a method for producing the same.
- high-strength steel sheet having a tensile strength of 590 MPa or more as a material for structural parts in order to achieve both improvement in automobile fuel efficiency and collision safety.
- high-strength steel sheets have larger variations in mechanical properties such as yield strength, tensile strength, work hardening index, etc. compared to mild steel, so the amount of springback during press forming changes the dimensional accuracy of the press-formed product. It is difficult to secure the press mold, and even if the strength varies, it is necessary to set the average strength of the steel sheet higher in order to ensure the required strength of the press-formed product. There are challenges.
- the recrystallization annealing / tempering treatment is held at a temperature of Ac1 or higher and Ac3 or lower for 10 s or more, slowly cooled to 500 to 750 ° C. at a cooling rate of 20 ° C. or lower, and then reduced to 100 ° C. or lower to 100 ° C.
- a method for improving the stability of the material and reducing the variation in mechanical properties is disclosed.
- Patent Document 2 the thickness of the steel sheet, the carbon content, the phosphorus content, the quenching start temperature, the quenching stop temperature, the tempering temperature after quenching and the relationship between the tensile strength and the tensile strength are obtained in advance. Considering the carbon content, phosphorus content, quenching stop temperature, and tempering temperature after quenching, calculate the quenching start temperature according to the target tensile strength, and quenching at the obtained quenching start temperature, the variation in strength A method for reducing the above is disclosed.
- Patent Document 3 in manufacturing a steel sheet having a structure containing 3% or more of retained austenite, in the annealing treatment after cold rolling the hot-rolled steel sheet, the temperature is over 800 ° C. and less than Ac3 point for 30 seconds to 5 seconds. After soaking for 1 minute, primary cooling is performed to a temperature range of 450 to 550 ° C., then secondary cooling is performed at a cooling rate smaller than the primary cooling rate to 450 to 400 ° C., and further at 450 to 400 ° C. A method for improving variation in elongation characteristics in the plate width direction by holding for 1 minute or more is disclosed.
- the above prior art 1 expands the two-phase temperature range of Ac1 to Ac3 by increasing the Ac3 point by increasing the addition amount of Al, and reduces the temperature dependence in the two-phase temperature range, thereby reducing the annealing temperature. It is characterized by suppressing the change of the tissue fraction due to the fluctuation of.
- the present invention increases the hardness of the ferrite by actively dispersing coarse cementite particles in the ferrite grains, while decreasing the C content of the hard second phase to reduce the hardness. This reduces the difference in hardness between the tissues, thereby suppressing the fluctuation of the mechanical characteristics due to the change in the tissue fraction. Therefore, the prior art 1 does not suggest the technical idea of the present invention. Furthermore, since the prior art 1 needs to increase the amount of Al added, there is also a problem that the manufacturing cost of the steel sheet increases.
- the present inventors do not increase the manufacturing cost due to the adjustment of chemical components, and are not affected by fluctuations in annealing conditions, and have high strength cooling with little variation in mechanical properties (particularly strength and ductility).
- Research and development have been conducted for the purpose of providing a rolled steel sheet and a manufacturing method thereof, and the following high-strength cold-rolled steel sheet and manufacturing method thereof (hereinafter referred to as “prior invention steel sheet” and “preceding invention method”, respectively) are developed.
- a patent application Japanese Patent Application No. 2011-274269 has already been filed.
- the prior invention steel plate is, in mass%, C: 0.05 to 0.30%, Si: 3.0% or less (not including 0%), Mn: 0.1 to 5.0%, P: 0.00. 1% or less (not including 0%), S: 0.02% or less (not including 0%), Al: 0.01 to 1.0%, N: 0.01% or less (not including 0%) Tempered martensite having a component composition consisting of iron and inevitable impurities, the soft first phase ferrite in an area ratio of 20 to 50%, and the balance being the hard second phase, and The dispersion state of cementite particles having a structure composed of / or tempered bainite and existing in the ferrite grains and having an equivalent circle diameter of 0.3 ⁇ m or more is 0.05 to 0.15 per 1 ⁇ m 2 of the ferrite. It is characterized by this.
- the prior invention method includes hot rolling a steel material having the above component composition under the conditions shown in the following (1) to (4), followed by cold rolling, then annealing, and further tempering. It is a feature.
- Hot rolling conditions Finishing finish temperature Ar 3 point or higher Winding temperature: 450 ° C or higher and lower than 600 ° C
- Annealing conditions The temperature range from room temperature to 600 ° C. is the first heating rate of 0.5 to 5.0 ° C./s, and the temperature range from 600 ° C. to the annealing temperature is 1 ⁇ 2 of the first heating rate.
- the temperature is raised at two heating rates, respectively, and held at an annealing temperature of (Ac1 + Ac3) / 2 to Ac3 for an annealing holding time of 3600 s or less, and from the annealing temperature, a first cooling end temperature of 730 ° C. or lower and 500 ° C. or higher. Is gradually cooled at a first cooling rate of 1 ° C./s or more and less than 50 ° C./s, and then rapidly cooled to a second cooling end temperature below the Ms point at a second cooling rate of 50 ° C./s or more. (4) Tempering conditions Tempering temperature: 300-500 ° C Tempering holding time: 60 to 1200 s in the temperature range of 300 ° C to tempering temperature
- the prior invention steel sheet and the prior invention method are useful for suppressing variations in mechanical properties due to changes in the structure fraction due to fluctuations in annealing conditions by reducing the difference in hardness between ferrite and tempered martensite. Although it is a technology, on the other hand, there remains a technical problem that mechanical properties are likely to change when chemical components change.
- the mechanical properties tend to fluctuate.
- the temperature range of the two-phase region changes and the size of the ferrite particles tends to change. This is because since the number of cementite particles to be produced is not so large, the number of ferrite particles not containing cementite particles is likely to change, and as a result, the uniformity of the structure cannot be maintained, and the mechanical characteristics are likely to fluctuate.
- Japanese Unexamined Patent Publication No. 2007-138262 Japanese Unexamined Patent Publication No. 2003-277832 Japanese Unexamined Patent Publication No. 2000-212684
- an object of the present invention is to provide a high-strength cold-rolled steel sheet with little variation in mechanical properties (particularly strength and ductility) that is not affected by fluctuations in chemical components, and a method for producing the same.
- the invention described in claim 2 The high-strength cold-rolled steel sheet having a small variation in strength and ductility according to claim 1, wherein the composition further includes at least one of the following groups (A) to (C).
- the steel material having the component composition shown in claim 1 or 2 is hot-rolled under the conditions shown in the following (1) to (4), cold-rolled, then annealed, and further tempered. Is a method for producing a high-strength cold-rolled steel sheet with small variations in strength and ductility.
- Annealing conditions A temperature range of room temperature to 600 ° C is 600 ° C at a first heating rate of 0.5 to 5.0 ° C / s.
- the temperature range of the annealing temperature is raised at a second heating rate that is 1 ⁇ 2 or less of the first heating rate, and the annealing temperature is held for (Ac1 + Ac3) / 2 to Ac3 for an annealing holding time of 3600 s or less. Thereafter, from the annealing temperature to the first cooling end temperature of 730 ° C. or lower and 500 ° C. or higher at a first cooling rate of 1 ° C./s or higher and lower than 50 ° C./s, the second cooling end temperature below the Ms point Is rapidly cooled at a second cooling rate of 50 ° C./s or more.
- Tempering conditions Tempering temperature: 300-500 ° C Tempering holding time: 60 to 1200 s in the temperature range of 300 ° C to tempering temperature
- the ferrite particles in the multiphase structure steel composed of ferrite, which is a soft first phase, and tempered martensite and / or tempered bainite, which is a hard second phase, the ferrite particles have the same size, and the ferrite particles are contained within the ferrite particles.
- ferrite as a soft first phase and tempered martensite and / or tempered bainite (hereinafter referred to as “tempered martensite or the like”) as a hard second phase.
- tempered martensite or the like tempered martensite or the like
- the variation in characteristics due to the variation in the chemical composition is that the size of the ferrite particles and the number of ferrite particles not containing cementite particles vary due to the variation in the chemical composition, and as a result, the uniformity of the structure cannot be maintained. to cause.
- the following method can be considered as an example. That is, first, the two-phase structure of ferrite and pearlite is formed by raising the coiling temperature during hot rolling higher than before. However, since the structure becomes coarse when the coiling temperature is increased, the cold rolling rate at the time of cold rolling in the next process is increased, and a large amount of strain is introduced into the structure. This makes it easy to nucleate austenite at the time of annealing heating in the next step, so by holding it on the high temperature side of the two-phase region, more austenite particles are generated, and between these austenite particles, fine Ferrite particles will remain.
- the size of the ferrite particles in the final structure becomes substantially uniform as a whole. Further, pearlite is easily divided by annealing and heating pearlite into which strain has been introduced during cold rolling, so that a large number of cementite particles having a uniform size remain.
- the cementite particles are dispersed only in larger ferrite particles, whereas in the steel plate of the present invention, the cementite particles are dispersed in most ferrite particles. become.
- the invention steel plate is based on a multiphase structure composed of ferrite as a soft first phase and tempered martensite as a hard second phase, and in particular, has a specific size for all ferrite particles. This is characterized in that the ratio of the ferrite particles and the density of the cementite particles having a specific size in all the ferrite particles are controlled.
- ⁇ Ferrite as soft first phase 20 to 50% in area ratio>
- a multiphase steel such as ferrite-tempered martensite
- deformation is mainly handled by ferrite with high deformability.
- the elongation of a multiphase steel such as ferrite-tempered martensite is mainly determined by the area ratio of ferrite.
- the area ratio of ferrite In order to ensure the target elongation, the area ratio of ferrite needs to be 20% or more (preferably 25% or more, more preferably 30% or more). However, since the strength cannot be secured when the ferrite is excessive, the area ratio of the ferrite is 50% or less (preferably 45% or less, more preferably 40% or less).
- Total area of particles having an average particle size of 10 to 25 ⁇ m among all the ferrite particles 80% or more of the total area of all the ferrite particles>
- the total area of particles having an average particle size of 10 to 25 ⁇ m among all the particles of the ferrite It is necessary to make it 80% or more (preferably 85% or more) of the total area of all the ferrite particles.
- the density of cementite particles having an equivalent circle diameter of 0.3 ⁇ m or more is set to 0.000 per 1 ⁇ m 2 of ferrite. It is necessary to make it more than 15 (preferably 0.2 or more). However, since the ductility deteriorates when the number of cementite particles having such a size increases, the density of the cementite particles is limited to 1.0 or less (preferably 0.8 or less) per 1 ⁇ m 2 of ferrite. To do.
- the size of the cementite particles dispersed in the ferrite particles is set to a circle equivalent diameter of 0.3 ⁇ m or more.
- each test steel sheet was mirror-polished, corroded with a 3% nital solution to reveal the metal structure, and then a scanning type with a magnification of 2000 times for approximately 5 fields of 40 ⁇ m ⁇ 30 ⁇ m area.
- An electron microscope (SEM) image was observed, and 100 points were measured per field of view by a point calculation method to determine the area of each particle of ferrite, and the total was obtained to determine the area of ferrite.
- region containing cementite was made into the tempered martensite and / or the tempered bainite (hard 2nd phase) by image analysis, and the remaining area was made into the retained austenite, martensite, and the mixed structure of the retained austenite and martensite. And the area ratio of each phase was computed from the area ratio of each area
- [Ingredient composition of invention steel plate] C 0.10 to 0.25% C is an important element that affects the area ratio of the hard second phase and the amount of cementite present in the ferrite, and affects the strength, elongation, and stretch flangeability. If it is less than 0.10%, the strength cannot be secured. On the other hand, if it exceeds 0.25%, the weldability deteriorates.
- the range of the C content is preferably 0.12 to 0.22%, more preferably 0.14 to 0.20%.
- Si 0.5 to 2.0% Si has an effect of suppressing the coarsening of cementite particles during tempering, and is a useful element that contributes to both elongation and stretch flangeability. If the content is less than 0.5%, the above effect cannot be sufficiently exhibited, so that elongation and stretch flangeability cannot be achieved. If the content exceeds 2.0%, the formation of austenite during heating is inhibited. It cannot be secured and stretch flangeability cannot be secured.
- the range of Si content is preferably 0.7 to 1.8%, more preferably 1.0 to 1.5%.
- Mn 1.0 to 3.0% Mn contributes to both elongation and stretch flangeability by increasing the deformability of the hard second phase, in addition to having the effect of suppressing coarsening of cementite during tempering, similar to Si. Moreover, there exists an effect which expands the range of the manufacturing conditions from which a hard 2nd phase is obtained by improving hardenability. If the content is less than 1.0%, the above effects cannot be sufficiently exhibited, so that it is impossible to achieve both elongation and stretch flangeability. On the other hand, if it exceeds 3.0%, the reverse transformation temperature becomes too low and recrystallization becomes impossible. And the balance of growth cannot be secured.
- the range of the Mn content is preferably 1.2 to 2.5%, more preferably 1.4 to 2.2%.
- P 0.1% or less (excluding 0%) P is unavoidably present as an impurity element, and contributes to an increase in strength by solid solution strengthening, but segregates at the prior austenite grain boundaries and causes the brittleness of the grain boundaries to deteriorate the stretch flangeability. % Or less. Preferably it is 0.05% or less, More preferably, it is 0.03% or less.
- S 0.01% or less (excluding 0%) S is also unavoidably present as an impurity element, forms MnS inclusions, and becomes a starting point of a crack when a hole is expanded, thereby reducing stretch flangeability. Preferably it is 0.008% or less, More preferably, it is 0.006% or less.
- Al 0.01 to 0.05%
- Al is added as a deoxidizing element and has the effect of making inclusions finer. Moreover, it combines with N to form AlN and reduces the solid solution N that contributes to the occurrence of strain aging, thereby preventing elongation and stretch flangeability from being deteriorated. If it is less than 0.01%, solute N remains in the steel, so strain aging occurs and elongation and stretch flangeability cannot be ensured. On the other hand, if it exceeds 0.05%, the formation of austenite during heating is inhibited. The area ratio of the hard second phase cannot be secured, and the stretch flangeability cannot be secured.
- N 0.01% or less (excluding 0%) N is also unavoidably present as an impurity element and lowers the elongation and stretch flangeability by strain aging, so the lower one is preferable, and the content is made 0.01% or less.
- the steel of the present invention basically contains the above components, and the balance is substantially iron and impurities, but the following allowable components can be added as long as the effects of the present invention are not impaired.
- Cr 0.01 to 1.0% Cr is a useful element that can improve stretch flangeability by suppressing the growth of cementite. If the addition is less than 0.01%, the above-described effects cannot be exhibited effectively. On the other hand, if the addition exceeds 1.0%, coarse Cr 7 C 3 is formed, and the stretch flangeability deteriorates. Resulting in.
- REM refers to a rare earth element, that is, a group 3A element in the periodic table.
- the finish rolling finish temperature is set at Ar3 point or higher, and after cooling appropriately, winding is performed in the range of 600 to 750 ° C.
- ⁇ Winding temperature 600-750 ° C> This is to form a two-phase structure of ferrite and pearlite by setting the coiling temperature to 600 ° C. or higher (more preferably 610 ° C. or higher), which is higher than the above-described prior invention method.
- the temperature is set to 750 ° C. or less (more preferably 700 ° C. or less).
- cold rolling rate (hereinafter also referred to as “cold rolling rate”) be in the range of more than 50% and 80% or less.
- ⁇ Cold rolling ratio Over 50% and below 80%> This is because a large amount of strain is introduced into the structure by setting the cold rolling rate to be higher than 50% (more preferably 52% or more) higher than the above-described prior invention method. However, if the cold rolling rate is too high, deformation resistance at the time of cold rolling becomes too high, and the productivity is extremely deteriorated due to the reduction in rolling speed, so 80% or less (more preferably 70% or less). .
- annealing conditions As annealing conditions, a temperature range from room temperature to 600 ° C. is set to a first heating rate of 0.5 to 5.0 ° C./s, and a temperature range from 600 ° C. to annealing temperature is set to a first heating rate of 1/2 or less of the first heating rate. The temperature is raised at two heating rates, respectively, and held at an annealing temperature of (Ac1 + Ac3) / 2 to Ac3 for an annealing holding time of 3600 s or less, and from the annealing temperature, a first cooling end temperature of 730 ° C. or lower and 500 ° C. or higher.
- Second cooling end temperature is gradually cooled at a first cooling rate (slow cooling rate) of 1 ° C./s or more and less than 50 ° C./s, and then to a second cooling end temperature (rapid cooling end temperature) below the Ms point. It is preferable to quench at a second cooling rate (quenching rate) of 50 ° C./s or more.
- the first heating rate is preferably 5.0 ° C./s or less (more preferably 4.8 ° C./s or less). However, if the first heating rate is too low, the cementite becomes too coarse and the ductility is deteriorated, so it is preferable to set it to 0.5 ° C./s or more (more preferably 1.0 ° C./s or more).
- a part of the coarsened cementite is dissolved by heating for a predetermined time from the Ac1 point to the annealing temperature (two-phase temperature range), and then solid solution C is concentrated in the ferrite by rapid cooling to near room temperature. This is to reduce the difference in hardness between the ferrite and the tempered martensite and suppress the variation in the mechanical characteristics due to the fluctuation of the annealing conditions, as in the above-described steel sheet of the prior invention.
- the second heating rate is preferably set to 1/2 or less (more preferably 1/3 or less) of the first heating rate.
- the annealing temperature is less than (Ac1 + Ac3) / 2
- the cementite is not sufficiently dissolved and remains coarse and the ductility deteriorates.
- the annealing temperature exceeds Ac3
- all cementite is dissolved, and as a result, the hardness of tempered martensite and the like becomes high and ductility deteriorates.
- the annealing holding time exceeds 3600 s, productivity is extremely deteriorated, which is not preferable.
- a more preferable lower limit of the annealing holding time is 60 s.
- tempering conditions As the tempering conditions, the temperature after the annealing cooling is heated from the tempering temperature: 300 to 500 ° C., the tempering holding time is kept in the temperature range of 300 ° C. to the tempering temperature: 60 to 1200 s, and then cooled.
- the tempering temperature is less than 300 ° C. or the tempering time is less than 60 s, the hard second phase is not sufficiently softened.
- the tempering temperature exceeds 500 ° C., the hard second phase becomes too soft and the strength cannot be secured, or the cementite becomes too coarse and the stretch flangeability deteriorates.
- tempering time exceeds 1200 s, productivity will fall and it is unpreferable.
- a more preferable range of the tempering temperature is 320 to 480 ° C., and a more preferable range of the tempering holding time is 120 to 600 s.
- the area ratio of each phase, the size of the ferrite particles and the area ratio of the ferrite particles of a specific size, and the cementite particles were measured by the measurement method described in the above-mentioned section [Mode for Carrying Out the Invention]. And the abundance of cementite particles of a specific size were measured.
- the tensile strength TS, the elongation EL, and the stretch flangeability ⁇ are measured to evaluate the characteristics of each steel sheet, and from the degree of variation in characteristics due to the change in chemical composition, each steel sheet The stability of the characteristics was evaluated.
- the properties of the steel plate after the heat treatment are those that satisfy all of TS ⁇ 980 MPa, EL ⁇ 13%, and ⁇ ⁇ 40%, which are acceptable ( ⁇ ), and the others that are not acceptable ( ⁇ ). .
- the stability of the properties of the steel sheet after the heat treatment is the same under the same production conditions for each of the two types of steel materials (for example, A-1 and A-2) with specific chemical components changed.
- a production experiment was conducted, and a TS satisfying all of the change width ⁇ TS ⁇ 150 MPa of the TS, the change width ⁇ EL ⁇ 2% of the EL, and the change width ⁇ ⁇ 15% of the ⁇ was regarded as acceptable ( ⁇ ). Other than that, it was judged as rejected (x).
- the tensile strength TS and elongation EL were measured in accordance with JIS Z 2241 by preparing a No. 5 test piece described in JIS Z 2201 with the long axis perpendicular to the rolling direction. Moreover, stretch flangeability (lambda) performed the hole expansion test according to the iron continuous standard JFST1001, and measured the hole expansion rate, and made this the stretch flangeability.
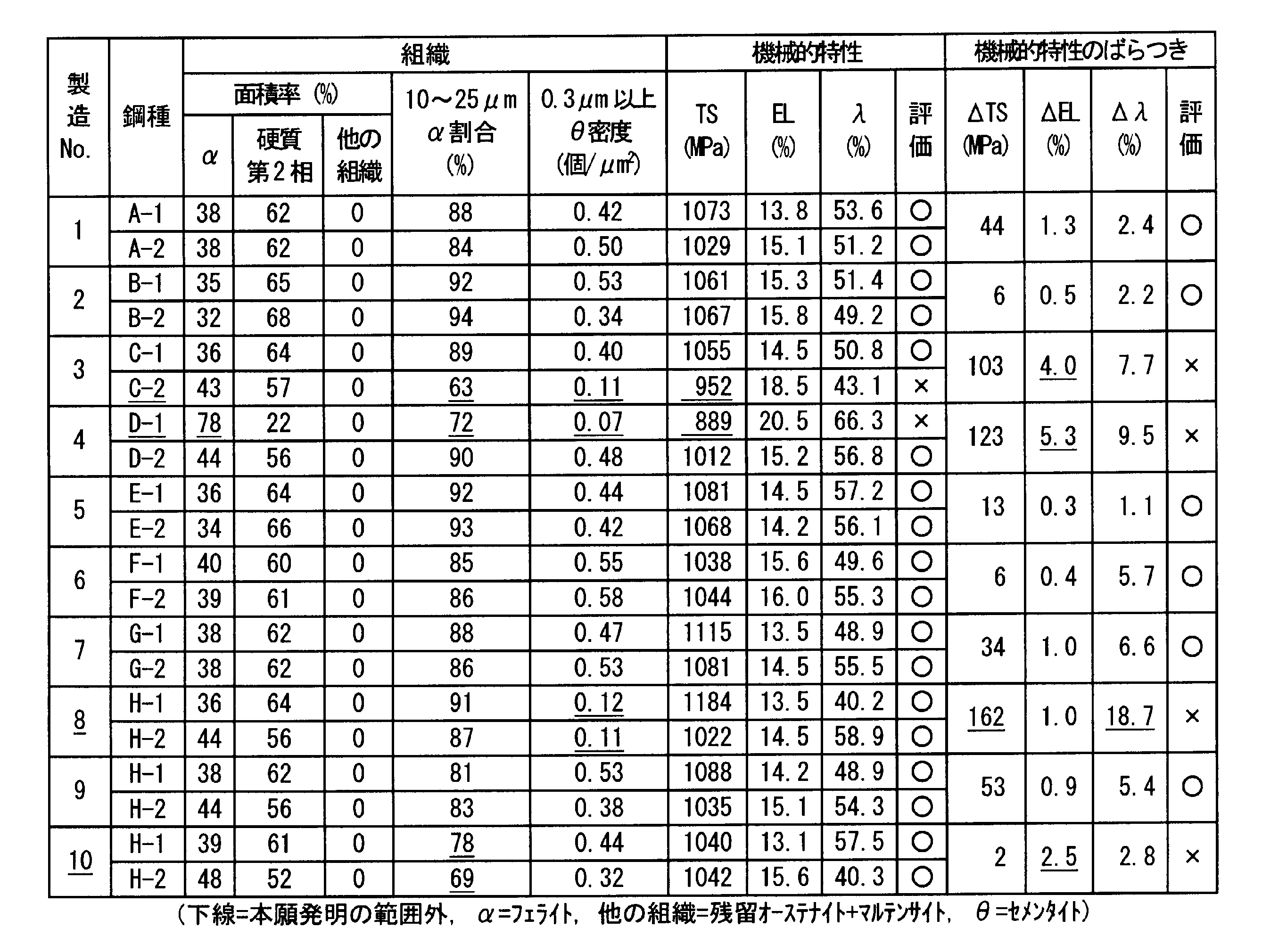
- manufacturing No. 1, 2, 5 to 7, 9, 12, 14, 17, 20, 22, 26 to 30 are invention examples that satisfy all the requirements of the present invention. It can be seen that all of the invention examples are not only excellent in the absolute value of the mechanical properties, but also obtained a homogeneous cold-rolled steel sheet in which variations in mechanical properties due to fluctuations in chemical components are suppressed.
- Manufacturing No. No. 3 has too little Mn in steel type C-2, and recrystallized ferrite grains tend to coarsen during heating, and the ratio of 10-25 ⁇ m ferrite particles is insufficient. As a result, TS does not reach the acceptance standard. In addition, ⁇ EL does not satisfy the acceptance criteria even though Mn is manufactured under the same manufacturing conditions as steel type C-1 within an appropriate range.
- Manufacturing No. No. 4 has too little C in steel type D-1, so that the area ratio of ferrite becomes excessive, and the formation of cementite is insufficient. As a result, TS does not reach the acceptance standard. In addition, ⁇ EL does not satisfy the acceptance criteria even though C is manufactured under the same manufacturing conditions as steel type D-2 within the appropriate range.
- Manufacturing No. No. 13 has a low cold rolling rate and the ratio of the second heating rate / first heating rate at the time of annealing is too high, ferrite may not be sufficiently sized, and cementite may be generated too much. Even if the steel types H-1 and H-2 having different chemical components are manufactured under the same manufacturing conditions, ⁇ does not satisfy the acceptance criteria.
- Manufacturing No. No. 16 has a slow cooling rate that is too low, and the area ratio of ferrite may be insufficient. As a result, even if steel types H-1 and H-2 having different chemical components are manufactured under the same manufacturing conditions, ⁇ Does not meet the acceptance criteria.
- steel grade K-1 has too much Mn, so too much cementite is formed, and as a result, EL and ⁇ do not reach the acceptance criteria.
- ⁇ EL does not satisfy the acceptance criteria even though Mn is manufactured under the same manufacturing conditions as steel type K-2 within the appropriate range.
- the high-strength cold-rolled steel sheet of the present invention is useful for automobile parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
本願発明は、自動車部品等に用いられる加工性に優れた高強度鋼板およびその製造方法に関する。
近年、自動車の燃費改善、衝突安全性を両立させるため、構造部品の材料として引張強度590MPa以上の高強度鋼板のニーズが高まってきており、その適用範囲が広がっている。しかし、高強度鋼板は軟鋼にくらべて降伏強度や引張強度、加工硬化指数などの機械的特性のばらつきが大きいため、プレス成形の際にスプリングバックの量が変化することでプレス成形品の寸法精度を確保することが困難となることや、強度がばらついてもプレス成形品の必要強度を確保すべく、鋼板の平均強度を高めに設定する必要があることからプレス金型の寿命が短くなるといった課題がある。
このような課題を解決すべく、高強度鋼板における機械的特性のばらつき抑制に関するさまざまな取り組みがなされてきている。高強度鋼板において上記のような機械的特性のばらつきが発生する原因は、化学成分の変動と製造条件の変動に求めることができ、機械的特性のばらつき低減方法として以下のような提案がなされている。
[従来技術1]
例えば、特許文献1には、A=Si+9×Alで定義するAが6.0≦A≦20.0を満たした、フェライトとマルテンサイトの二相組織鋼とし、この鋼板を製造するに際しては、再結晶焼鈍・焼戻処理を、Ac1以上Ac3以下の温度で10s以上保持し、500~750℃までを20℃/s以下の冷却速度で緩冷却し、その後、100℃以下までを100℃/s以上の冷却速度で急冷し、300~500℃で焼戻しを行うことで、鋼材のA3点を上昇させることにより、緩冷却終了時点の温度である急冷開始温度が変動したときの上記二相組織の安定性を高めて、機械的特性のばらつきを低減する方法が開示されている。
例えば、特許文献1には、A=Si+9×Alで定義するAが6.0≦A≦20.0を満たした、フェライトとマルテンサイトの二相組織鋼とし、この鋼板を製造するに際しては、再結晶焼鈍・焼戻処理を、Ac1以上Ac3以下の温度で10s以上保持し、500~750℃までを20℃/s以下の冷却速度で緩冷却し、その後、100℃以下までを100℃/s以上の冷却速度で急冷し、300~500℃で焼戻しを行うことで、鋼材のA3点を上昇させることにより、緩冷却終了時点の温度である急冷開始温度が変動したときの上記二相組織の安定性を高めて、機械的特性のばらつきを低減する方法が開示されている。
[従来技術2]
また、特許文献2には、予め鋼板の板厚、炭素含有量、リン含有量、焼入れ開始温度、焼入れ停止温度および焼入れ後の焼戻し温度と引張強度の関係を求めておき、対象鋼板の板厚、炭素含有量、リン含有量、焼入れ停止温度および焼入れ後の焼戻し温度を考慮して、目標引張強度に応じて焼入れ開始温度を算出し、求めた焼入れ開始温度で焼入れすることで、強度のばらつきを低減する方法が開示されている。
また、特許文献2には、予め鋼板の板厚、炭素含有量、リン含有量、焼入れ開始温度、焼入れ停止温度および焼入れ後の焼戻し温度と引張強度の関係を求めておき、対象鋼板の板厚、炭素含有量、リン含有量、焼入れ停止温度および焼入れ後の焼戻し温度を考慮して、目標引張強度に応じて焼入れ開始温度を算出し、求めた焼入れ開始温度で焼入れすることで、強度のばらつきを低減する方法が開示されている。
[従来技術3]
また、特許文献3には、3%以上の残留オーステナイトを含む組織を有する鋼板を製造するにあたり、熱延鋼板を冷間圧延した後の焼鈍処理において、800℃超Ac3点未満で30秒~5分間均熱した後、450~550℃の温度範囲まで一次冷却を行い、次いで450~400℃までの一次冷却速度に比べて小さい冷却速度で二次冷却を行った後、さらに450~400℃で1分間以上保持することで、板幅方向における伸び特性のばらつきを改善する方法が開示されている。
また、特許文献3には、3%以上の残留オーステナイトを含む組織を有する鋼板を製造するにあたり、熱延鋼板を冷間圧延した後の焼鈍処理において、800℃超Ac3点未満で30秒~5分間均熱した後、450~550℃の温度範囲まで一次冷却を行い、次いで450~400℃までの一次冷却速度に比べて小さい冷却速度で二次冷却を行った後、さらに450~400℃で1分間以上保持することで、板幅方向における伸び特性のばらつきを改善する方法が開示されている。
上記従来技術1は、Alの添加量を増やしてAc3点を高めることによりAc1~Ac3の2相温度域を拡大し、該2相温度域中における温度依存性を低減させたことで、焼鈍温度の変動による組織分率の変化を抑制することを特徴とするものである。これに対して、本願発明は、フェライト粒内に粗大なセメンタイト粒子を積極的に分散させることで、フェライトの硬さを上昇させる一方、硬質第2相のC含有量を減少させてその硬さを低下させ、これにより各組織間の硬さの差異を小さくすることで、組織分率の変化による機械的特性の変動を抑制することを特徴とするものである。したがって、上記従来技術1は、本願発明の技術的思想を示唆するものではない。さらに、上記従来技術1は、Alの添加量を増やす必要があることから、鋼板の製造コストが上昇する問題もある。
また、上記従来技術2は、化学成分の変化に応じて焼入れ温度を変更するので、強度のばらつきは低減できるとしても、組織分率がコイル間で変動するため、伸びや伸びフランジ性のばらつきは低減できない。
また、上記従来技術3は、伸びのばらつきの低減については言及されているものの、伸びフランジ性のばらつきの低減については示唆されていない。
そこで、本発明者らは、化学成分の調整による製造コストの上昇を来たすことなく、焼鈍条件の変動に影響されることのない、機械的特性(特に強度と延性)のばらつきの少ない高強度冷延鋼板およびその製造方法を提供することを目的として研究開発を進め、下記の高強度冷延鋼板およびその製造方法(以下、各々「先行発明鋼板」および「先行発明方法」という。)を開発し、既に特許出願(日本国特願2011-274269)を行った。
先行発明鋼板は、質量%で、C:0.05~0.30%、Si:3.0%以下(0%を含まない)、Mn:0.1~5.0%、P:0.1%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.01~1.0%、N:0.01%以下(0%を含まない)を各々含み、残部が鉄および不可避的不純物からなる成分組成を有し、軟質第1相であるフェライトを面積率で20~50%含み、残部が硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイトからなる組織を有し、前記フェライトの粒内に存在する、円相当直径0.3μm以上のセメンタイト粒子の分散状態が、前記フェライト1μm2当たり0.05~0.15個であることを特徴とするものである。
また、先行発明方法は、上記成分組成を有する鋼材を、下記(1)~(4)に示す各条件で、熱間圧延した後、冷間圧延し、その後、焼鈍し、さらに焼戻しすることを特徴とするものである。
(1)熱間圧延条件
仕上げ圧延終了温度:Ar3点以上
巻取温度:450℃以上600℃未満
(2)冷間圧延条件
冷間圧延率:20~50%
(3)焼鈍条件
室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷した後、Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷する。
(4)焼戻し条件
焼戻し温度:300~500℃
焼戻し保持時間:300℃~焼戻し温度の温度範囲内に60~1200s
(1)熱間圧延条件
仕上げ圧延終了温度:Ar3点以上
巻取温度:450℃以上600℃未満
(2)冷間圧延条件
冷間圧延率:20~50%
(3)焼鈍条件
室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷した後、Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷する。
(4)焼戻し条件
焼戻し温度:300~500℃
焼戻し保持時間:300℃~焼戻し温度の温度範囲内に60~1200s
上記先行発明鋼板および先行発明方法は、フェライトと焼戻しマルテンサイトの硬さの差異を小さくすることで、焼鈍条件の変動による組織分率の変化に伴う機械的特性のばらつきを抑制するのに有用な技術であるが、一方で、化学成分が変動したときには機械的特性が変動しやすいという技術課題が残っていた。
化学成分が変動したときに機械的特性が変動しやすくなるのは、化学成分が変動すると、特に、2相域温度範囲が変化してフェライト粒子のサイズが変わりやすくなるとともに、フェライト粒子内に存在するセメンタイト粒子の数がそれほど多くないためにセメンタイト粒子を含有しないフェライト粒子の数も変化しやすくなり、その結果として組織の均一性が保てなくなり、機械的特性が変動しやすくなるためである。
そこで本願発明の目的は、化学成分の変動に影響されることのない、機械的特性(特に強度と延性)のばらつきの少ない高強度冷延鋼板およびその製造方法を提供することにある。
請求項1に記載の発明は、
質量%で(以下、化学成分について同じ。)、
C:0.10~0.25%、
Si:0.5~2.0%、
Mn:1.0~3.0%、
P:0.1%以下(0%を含まない)、
S:0.01%以下(0%を含まない)、
Al:0.01~0.05%、
N:0.01%以下(0%を含まない)
を各々含み、残部が鉄および不可避的不純物からなる成分組成を有し、
軟質第1相であるフェライトを面積率で20~50%含み、
残部が硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイトからなる組織を有し、
前記フェライトの全粒子のうち、平均粒径10~25μmの粒子の合計面積が、前記フェライトの全粒子の合計面積の80%以上を占めるとともに、
前記フェライトの全粒子内に存在する、円相当直径0.3μm以上のセメンタイト粒子の分散状態が、前記フェライト1μm2当たり0.15個超1.0個以下であり、
引張強度が980MPa以上である
ことを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板である。
質量%で(以下、化学成分について同じ。)、
C:0.10~0.25%、
Si:0.5~2.0%、
Mn:1.0~3.0%、
P:0.1%以下(0%を含まない)、
S:0.01%以下(0%を含まない)、
Al:0.01~0.05%、
N:0.01%以下(0%を含まない)
を各々含み、残部が鉄および不可避的不純物からなる成分組成を有し、
軟質第1相であるフェライトを面積率で20~50%含み、
残部が硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイトからなる組織を有し、
前記フェライトの全粒子のうち、平均粒径10~25μmの粒子の合計面積が、前記フェライトの全粒子の合計面積の80%以上を占めるとともに、
前記フェライトの全粒子内に存在する、円相当直径0.3μm以上のセメンタイト粒子の分散状態が、前記フェライト1μm2当たり0.15個超1.0個以下であり、
引張強度が980MPa以上である
ことを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板である。
請求項2に記載の発明は、
成分組成が、更に、下記(A)~(C)群の少なくとも1群を含む請求項1に記載の強度および延性のばらつきの小さい高強度冷延鋼板である。
(A)Cr:0.01~1.0%
(B)Mo:0.01~1.0%、Cu:0.05~1.0%、Ni:0.05~1.0%の1種または2種以上
(C)Ca:0.0001~0.01%、Mg:0.0001~0.01%、Li:0.0001~0.01%、REM:0.0001~0.01%の1種または2種以上
成分組成が、更に、下記(A)~(C)群の少なくとも1群を含む請求項1に記載の強度および延性のばらつきの小さい高強度冷延鋼板である。
(A)Cr:0.01~1.0%
(B)Mo:0.01~1.0%、Cu:0.05~1.0%、Ni:0.05~1.0%の1種または2種以上
(C)Ca:0.0001~0.01%、Mg:0.0001~0.01%、Li:0.0001~0.01%、REM:0.0001~0.01%の1種または2種以上
請求項3に記載の発明は、
請求項1または2に示す成分組成を有する鋼材を、下記(1)~(4)に示す各条件で、熱間圧延した後、冷間圧延し、その後、焼鈍し、さらに焼戻しすることを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板の製造方法である。
(1)熱間圧延条件
仕上げ圧延終了温度:Ar3点以上
巻取温度:600~750℃
(2)冷間圧延条件
冷間圧延率:50%超80%以下
(3)焼鈍条件
室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷した後、Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷する。
(4)焼戻し条件
焼戻し温度:300~500℃
焼戻し保持時間:300℃~焼戻し温度の温度範囲内に60~1200s
請求項1または2に示す成分組成を有する鋼材を、下記(1)~(4)に示す各条件で、熱間圧延した後、冷間圧延し、その後、焼鈍し、さらに焼戻しすることを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板の製造方法である。
(1)熱間圧延条件
仕上げ圧延終了温度:Ar3点以上
巻取温度:600~750℃
(2)冷間圧延条件
冷間圧延率:50%超80%以下
(3)焼鈍条件
室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷した後、Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷する。
(4)焼戻し条件
焼戻し温度:300~500℃
焼戻し保持時間:300℃~焼戻し温度の温度範囲内に60~1200s
本願発明によれば、軟質第1相であるフェライトと、硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイトからなる複相組織鋼において、フェライト粒子のサイズを揃えるとともに、フェライト粒子内に存在するセメンタイト粒子の数を増加させることで、ほとんどのフェライト粒子内にセメンタイト粒子を含有させた組織が得られ、化学成分が変化しても組織形態がほとんど変化しないことから、化学成分の変動による機械的特性のばらつきの少ない高強度鋼板を提供できるようになった。
本願の発明者らは、上記課題を解決するために、軟質第1相であるフェライトと、硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイト(以下「焼戻しマルテンサイト等」と総称することもある。)からなる複相組織を有する高強度鋼板に着目し、化学成分の変動による機械的特性(以下「特性」と略称することもある。)のばらつきを低減する方策を検討した。
化学成分の変動による特性のばらつきは、上述したように、化学成分の変動によってフェライト粒子のサイズおよびセメンタイト粒子を含有しないフェライト粒子の数が変動し、その結果組織の均一性が保持できなくなることに起因する。
そこで、フェライト粒子のサイズをできるだけ揃えるとともに、各フェライト粒子内にセメンタイト粒子を含有させて組織を均一化すれば、化学成分が変動しても特性のばらつきが抑制できると考えた。そして、フェライト粒子のサイズをできるだけ揃えるとともに各フェライト粒子内にセメンタイト粒子を含有させるには、前組織から残存するフェライト粒子と、焼鈍加熱後の冷却時に生成するフェライト粒子のサイズを近づけるとともに、セメンタイト粒子をより多く残存させる組織を作り込むことで実現できると考えた。
上記のような組織を作り込むためには、一例として以下のような方法が考えられる。すなわち、まず、熱延時における巻取り温度を従来より高温化することで、フェライトとパーライトの2相組織を形成させる。ただし、巻取り温度を高温化すると組織は粗大化するので、次工程の冷延時における冷延率を上昇させ、組織中に多くのひずみを導入する。これにより、次工程の焼鈍加熱時において、オーステナイトが核生成しやすくなるので、2相域の高温側で保持することで、より多くのオーステナイト粒子が生成し、それらのオーステナイト粒子の間に、細かいフェライト粒子が残存することになる。一方、焼鈍加熱後の冷却時に核生成するフェライト粒子も、上記2相域で生成したフェライト粒子とほぼ同じサイズになるので、最終的な組織中のフェライト粒子のサイズは全体としてほぼ均一になる。また、冷延時にひずみが導入されたパーライトを焼鈍加熱することで、パーライトが容易に分断されるので、大きさの揃ったセメンタイト粒子が数多く残存することになる。
したがって、上記先行発明鋼板では、より大きなフェライト粒子内にのみセメンタイト粒子が分散している組織であったのに対し、本願発明の鋼板では、ほとんどのフェライト粒子内にセメンタイト粒子が分散している組織になる。
その結果、本願の発明鋼板では、本願発明が規定する範囲内で化学成分が変動しても組織形態がほとんど変化しないことから、特性ばらつきが低減されることになる。
そして、上記思考実験に基づき、後記[実施例]にて説明する実証試験を実施した結果、確証が得られたので、さらに検討を加え、本願発明を完成するに至った。
以下、まず本願の発明鋼板を特徴づける組織について説明する。
〔発明鋼板の組織〕
上述したとおり、発明鋼板は、軟質第1相であるフェライトと、硬質第2相である焼戻しマルテンサイト等からなる複相組織をベースとするものであるが、特に、全フェライト粒子に対する特定のサイズのフェライト粒子の割合と、全フェライト粒子内の特定のサイズのセメンタイト粒子の存在密度が制御されている点を特徴とする。
上述したとおり、発明鋼板は、軟質第1相であるフェライトと、硬質第2相である焼戻しマルテンサイト等からなる複相組織をベースとするものであるが、特に、全フェライト粒子に対する特定のサイズのフェライト粒子の割合と、全フェライト粒子内の特定のサイズのセメンタイト粒子の存在密度が制御されている点を特徴とする。
<軟質第1相であるフェライト:面積率で20~50%>
フェライト-焼戻しマルテンサイト等の複相組織鋼では、変形は主として変形能の高いフェライトが受け持つ。そのため、フェライト-焼戻しマルテンサイト等の複相組織鋼の伸びは主としてフェライトの面積率で決定される。
フェライト-焼戻しマルテンサイト等の複相組織鋼では、変形は主として変形能の高いフェライトが受け持つ。そのため、フェライト-焼戻しマルテンサイト等の複相組織鋼の伸びは主としてフェライトの面積率で決定される。
目標とする伸びを確保するためには、フェライトの面積率は20%以上(好ましくは25%以上、さらに好ましくは30%以上)が必要である。ただし、フェライトが過剰になると強度が確保できなくなるので、フェライトの面積率は50%以下(好ましくは45%以下、さらに好ましくは40%以下)とする。
<前記フェライトの全粒子のうち、平均粒径10~25μmの粒子の合計面積:前記フェライトの全粒子の合計面積の80%以上>
化学成分の変動に影響されないように組織を均一化するため、フェライト粒子のサイズをできるだけ所定の大きさの範囲に揃える必要がある。
化学成分の変動に影響されないように組織を均一化するため、フェライト粒子のサイズをできるだけ所定の大きさの範囲に揃える必要がある。
本願発明の規定範囲内での化学成分の変動による機械的特性のばらつきを所望範囲内に抑制するためには、前記フェライトの全粒子のうち、平均粒径10~25μmの粒子の合計面積を、前記フェライトの全粒子の合計面積の80%以上(好ましくは85%以上)にすることが必要である。
<前記フェライトの全粒子内に存在する、円相当直径0.3μm以上のセメンタイト粒子の分散状態:該フェライト1μm2当たり0.15個超1.0個以下>
組織をより均一化するため、ほとんどのフェライト粒子内に所定のサイズのセメンタイト粒子を分散させる必要がある。
組織をより均一化するため、ほとんどのフェライト粒子内に所定のサイズのセメンタイト粒子を分散させる必要がある。
本願発明の規定範囲内での化学成分の変動による機械的特性のばらつきを所望範囲内に抑制するためには、円相当直径0.3μm以上のセメンタイト粒子の存在密度は、フェライト1μm2当たり0.15個超(好ましくは、0.2個以上)にすることが必要である。ただし、このようなサイズのセメンタイト粒子が多くなりすぎると、延性が劣化するので、上記セメンタイト粒子の存在密度は、フェライト1μm2当たり1.0個以下(好ましくは、0.8個以下)に制限する。
ここで、フェライト粒子内に分散させるセメンタイト粒子のサイズを円相当直径0.3μm以上としたのは、セメンタイト粒子を0.3μm以上とすることで、セメンタイト粒子による析出強化の寄与度を小さくすることができ、化学成分の変動による特性ばらつきを小さくすることができるという理由による。
以下、各相の面積率、フェライト粒子のサイズおよび特定サイズのフェライト粒子の面積割合、ならびに、セメンタイト粒子のサイズおよび特定サイズのセメンタイト粒子の存在密度の測定方法について説明する。
〔各相の面積率の測定方法〕
まず、各相の面積率については、各供試鋼板を鏡面研磨し、3%ナイタール液で腐食して金属組織を顕出させた後、概略40μm×30μm領域5視野について倍率2000倍の走査型電子顕微鏡(SEM)像を観察し、点算法で1視野につき100点の測定を行ってフェライトの各粒子の面積を求め、それらを合計してフェライトの面積を求めた。また、画像解析によってセメンタイトを含む領域を焼戻しマルテンサイト及び/または焼戻しベイナイト(硬質第2相)とし、残りの領域を、残留オーステナイト、マルテンサイト、および、残留オーステナイトとマルテンサイトの混合組織とした。そして、各領域の面積比率より各相の面積率を算出した。
まず、各相の面積率については、各供試鋼板を鏡面研磨し、3%ナイタール液で腐食して金属組織を顕出させた後、概略40μm×30μm領域5視野について倍率2000倍の走査型電子顕微鏡(SEM)像を観察し、点算法で1視野につき100点の測定を行ってフェライトの各粒子の面積を求め、それらを合計してフェライトの面積を求めた。また、画像解析によってセメンタイトを含む領域を焼戻しマルテンサイト及び/または焼戻しベイナイト(硬質第2相)とし、残りの領域を、残留オーステナイト、マルテンサイト、および、残留オーステナイトとマルテンサイトの混合組織とした。そして、各領域の面積比率より各相の面積率を算出した。
〔フェライト粒子のサイズおよび特定サイズのフェライト粒子の面積割合の測定方法〕
上記方法により求めたフェライトの各粒子の面積Aαから円相当直径Dα(Dα=2×(Aα/π)1/2)を算出するとともに、特定サイズのフェライト粒子の合計面積を求め、これを上記フェライトの全粒子の合計面積で割ることにより、特定サイズのフェライト粒子の面積割合を求めることができる。
上記方法により求めたフェライトの各粒子の面積Aαから円相当直径Dα(Dα=2×(Aα/π)1/2)を算出するとともに、特定サイズのフェライト粒子の合計面積を求め、これを上記フェライトの全粒子の合計面積で割ることにより、特定サイズのフェライト粒子の面積割合を求めることができる。
〔セメンタイト粒子のサイズおよび特定サイズのセメンタイト粒子の存在密度の測定方法〕
セメンタイト粒子のサイズおよび特定サイズのセメンタイト粒子の存在密度については、各供試鋼板の抽出レプリカサンプルを作成し、2.4μm×1.6μmの領域3視野について倍率50000倍の透過型電子顕微鏡(TEM)像を観察し、画像のコントラストから白い部分をセメンタイト粒子と判別してマーキングし、画像解析ソフトにて、前記マーキングした各セメンタイト粒子の面積Aθから円相当直径Dθ(Dθ=2×(Aθ/π)1/2)を算出するとともに、単位面積あたりに存在する特定サイズのセメンタイト粒子の個数を求めた。なお、複数個のセメンタイト粒子が重なり合う部分は観察対象から除外した。
セメンタイト粒子のサイズおよび特定サイズのセメンタイト粒子の存在密度については、各供試鋼板の抽出レプリカサンプルを作成し、2.4μm×1.6μmの領域3視野について倍率50000倍の透過型電子顕微鏡(TEM)像を観察し、画像のコントラストから白い部分をセメンタイト粒子と判別してマーキングし、画像解析ソフトにて、前記マーキングした各セメンタイト粒子の面積Aθから円相当直径Dθ(Dθ=2×(Aθ/π)1/2)を算出するとともに、単位面積あたりに存在する特定サイズのセメンタイト粒子の個数を求めた。なお、複数個のセメンタイト粒子が重なり合う部分は観察対象から除外した。
次に、本願の発明鋼板を構成する成分組成について説明する。以下、化学成分の単位はすべて質量%である。
〔発明鋼板の成分組成〕
C:0.10~0.25%
Cは、硬質第2相の面積率およびフェライト中に存在するセメンタイト量に影響し、強度、伸びおよび伸びフランジ性に影響する重要な元素である。0.10%未満では強度が確保できなくなる。一方、0.25%超では溶接性が劣化する。C含有量の範囲は、好ましくは0.12~0.22%、さらに好ましくは0.14~0.20%である。
C:0.10~0.25%
Cは、硬質第2相の面積率およびフェライト中に存在するセメンタイト量に影響し、強度、伸びおよび伸びフランジ性に影響する重要な元素である。0.10%未満では強度が確保できなくなる。一方、0.25%超では溶接性が劣化する。C含有量の範囲は、好ましくは0.12~0.22%、さらに好ましくは0.14~0.20%である。
Si:0.5~2.0%
Siは、焼戻し時におけるセメンタイト粒子の粗大化を抑制する効果を有し、伸びと伸びフランジ性の両立に寄与する有用な元素である。0.5%未満では上記効果が十分に発揮されないため、伸びと伸びフランジ性を両立できず、2.0%超では加熱時におけるオーステナイトの形成を阻害するため、硬質第2相の面積率を確保できず、伸びフランジ性を確保できない。Si含有量の範囲は、好ましくは0.7~1.8%、さらに好ましくは1.0~1.5%である。
Siは、焼戻し時におけるセメンタイト粒子の粗大化を抑制する効果を有し、伸びと伸びフランジ性の両立に寄与する有用な元素である。0.5%未満では上記効果が十分に発揮されないため、伸びと伸びフランジ性を両立できず、2.0%超では加熱時におけるオーステナイトの形成を阻害するため、硬質第2相の面積率を確保できず、伸びフランジ性を確保できない。Si含有量の範囲は、好ましくは0.7~1.8%、さらに好ましくは1.0~1.5%である。
Mn:1.0~3.0%
Mnは、上記Siと同様、焼戻し時におけるセメンタイトの粗大化を抑制する効果を有することに加え、硬質第2相の変形能を高めることで、伸びと伸びフランジ性の両立に寄与する。また、焼入れ性を高めることで、硬質第2相が得られる製造条件の範囲を広げる効果もある。1.0%未満では上記効果が十分に発揮されないため、伸びと伸びフランジ性を両立できず、一方、3.0%超とすると逆変態温度が低くなりすぎ、再結晶ができなくなるため、強度と伸びのバランスが確保できなくなる。Mn含有量の範囲は、好ましくは1.2~2.5%、さらに好ましくは1.4~2.2%である。
Mnは、上記Siと同様、焼戻し時におけるセメンタイトの粗大化を抑制する効果を有することに加え、硬質第2相の変形能を高めることで、伸びと伸びフランジ性の両立に寄与する。また、焼入れ性を高めることで、硬質第2相が得られる製造条件の範囲を広げる効果もある。1.0%未満では上記効果が十分に発揮されないため、伸びと伸びフランジ性を両立できず、一方、3.0%超とすると逆変態温度が低くなりすぎ、再結晶ができなくなるため、強度と伸びのバランスが確保できなくなる。Mn含有量の範囲は、好ましくは1.2~2.5%、さらに好ましくは1.4~2.2%である。
P:0.1%以下(0%を含まない)
Pは不純物元素として不可避的に存在し、固溶強化により強度の上昇に寄与するが、旧オーステナイト粒界に偏析し、粒界を脆化させることで伸びフランジ性を劣化させるので、0.1%以下とする。好ましくは0.05%以下、さらに好ましくは0.03%以下である。
Pは不純物元素として不可避的に存在し、固溶強化により強度の上昇に寄与するが、旧オーステナイト粒界に偏析し、粒界を脆化させることで伸びフランジ性を劣化させるので、0.1%以下とする。好ましくは0.05%以下、さらに好ましくは0.03%以下である。
S:0.01%以下(0%を含まない)
Sも不純物元素として不可避的に存在し、MnS介在物を形成し、穴拡げ時に亀裂の起点となることで伸びフランジ性を低下させるので、0.01%以下とする。好ましくは0.008%以下、さらに好ましくは0.006%以下である。
Sも不純物元素として不可避的に存在し、MnS介在物を形成し、穴拡げ時に亀裂の起点となることで伸びフランジ性を低下させるので、0.01%以下とする。好ましくは0.008%以下、さらに好ましくは0.006%以下である。
Al:0.01~0.05%
Alは脱酸元素として添加され、介在物を微細化する効果を有する。また、Nと結合してAlNを形成し、歪時効の発生に寄与する固溶Nを低減させることで伸びや伸びフランジ性の劣化を防止する。0.01%未満では鋼中に固溶Nが残存するため、歪時効が起こり、伸びと伸びフランジ性を確保できず、一方、0.05%超では加熱時におけるオーステナイトの形成を阻害するため、硬質第2相の面積率を確保できず、伸びフランジ性を確保できなくなる。
Alは脱酸元素として添加され、介在物を微細化する効果を有する。また、Nと結合してAlNを形成し、歪時効の発生に寄与する固溶Nを低減させることで伸びや伸びフランジ性の劣化を防止する。0.01%未満では鋼中に固溶Nが残存するため、歪時効が起こり、伸びと伸びフランジ性を確保できず、一方、0.05%超では加熱時におけるオーステナイトの形成を阻害するため、硬質第2相の面積率を確保できず、伸びフランジ性を確保できなくなる。
N:0.01%以下(0%を含まない)
Nも不純物元素として不可避的に存在し、歪時効により伸びと伸びフランジ性を低下させるので、低い方が好ましく、0.01%以下とする。
Nも不純物元素として不可避的に存在し、歪時効により伸びと伸びフランジ性を低下させるので、低い方が好ましく、0.01%以下とする。
本願発明の鋼は上記成分を基本的に含有し、残部が実質的に鉄及び不純物であるが、その他、本願発明の作用を損なわない範囲で、以下の許容成分を添加することができる。
Cr:0.01~1.0%
Crは、セメンタイトの成長を抑制することで、伸びフランジ性を改善できる有用な元素である。0.01%未満の添加では上記のような作用を有効に発揮しえず、一方、1.0%を超える添加では粗大なCr7C3が形成されるようになり、伸びフランジ性が劣化してしまう。
Crは、セメンタイトの成長を抑制することで、伸びフランジ性を改善できる有用な元素である。0.01%未満の添加では上記のような作用を有効に発揮しえず、一方、1.0%を超える添加では粗大なCr7C3が形成されるようになり、伸びフランジ性が劣化してしまう。
Mo:0.01~1.0%、
Cu:0.05~1.0%、
Ni:0.05~1.0%の1種または2種以上
これらの元素は、固溶強化により成形性を劣化させずに強度を改善するのに有用な元素である。各元素とも上記各下限値未満の添加では上記のような作用を有効に発揮しえず、一方、各元素とも1.0%を超える添加ではコストが高くなりすぎる。
Cu:0.05~1.0%、
Ni:0.05~1.0%の1種または2種以上
これらの元素は、固溶強化により成形性を劣化させずに強度を改善するのに有用な元素である。各元素とも上記各下限値未満の添加では上記のような作用を有効に発揮しえず、一方、各元素とも1.0%を超える添加ではコストが高くなりすぎる。
Ca:0.0001~0.01%、
Mg:0.0001~0.01%、
Li:0.0001~0.01%、
REM:0.0001~0.01%の1種または2種以上
これらの元素は、介在物を微細化し、破壊の起点を減少させることで、伸びフランジ性を向上させるのに有用な元素である。各元素とも0.0001%未満の添加では上記のような作用を有効に発揮しえず、一方、各元素とも0.01%を超える添加では逆に介在物が粗大化し、伸びフランジ性が低下する。
Mg:0.0001~0.01%、
Li:0.0001~0.01%、
REM:0.0001~0.01%の1種または2種以上
これらの元素は、介在物を微細化し、破壊の起点を減少させることで、伸びフランジ性を向上させるのに有用な元素である。各元素とも0.0001%未満の添加では上記のような作用を有効に発揮しえず、一方、各元素とも0.01%を超える添加では逆に介在物が粗大化し、伸びフランジ性が低下する。
なお、REMは、希土類元素、すなわち、周期律表の3A属元素を指す。
次に、本願の発明鋼板を得るための製造方法を以下に説明する。
〔発明鋼板の製造方法〕
上記のような冷延鋼板を製造するには、まず、上記成分組成を有する鋼を溶製し、造塊または連続鋳造によりスラブとしてから熱間圧延を行い、酸洗してから冷間圧延を行う。
上記のような冷延鋼板を製造するには、まず、上記成分組成を有する鋼を溶製し、造塊または連続鋳造によりスラブとしてから熱間圧延を行い、酸洗してから冷間圧延を行う。
[熱間圧延条件]
熱間圧延条件としては、仕上げ圧延の終了温度をAr3点以上に設定し、適宜冷却を行った後、600~750℃の範囲で巻き取るのがよい。
熱間圧延条件としては、仕上げ圧延の終了温度をAr3点以上に設定し、適宜冷却を行った後、600~750℃の範囲で巻き取るのがよい。
<巻取り温度:600~750℃>
巻取り温度を上記先行発明方法より高温の600℃以上(より好ましくは610℃以上)にすることで、フェライトとパーライトの2相組織を形成させるためである。ただし、巻取り温度を高くしすぎると、パーライト部分のセメンタイトが球状化し、初期セメンタイトが過剰に大きくなりやすくなるため、750℃以下(より好ましくは700℃以下)とする。
巻取り温度を上記先行発明方法より高温の600℃以上(より好ましくは610℃以上)にすることで、フェライトとパーライトの2相組織を形成させるためである。ただし、巻取り温度を高くしすぎると、パーライト部分のセメンタイトが球状化し、初期セメンタイトが過剰に大きくなりやすくなるため、750℃以下(より好ましくは700℃以下)とする。
[冷間圧延条件]
冷間圧延条件としては、冷間圧延率(以下、「冷延率」ともいう。)を50%超80%以下の範囲とするのがよい。
冷間圧延条件としては、冷間圧延率(以下、「冷延率」ともいう。)を50%超80%以下の範囲とするのがよい。
<冷延率:50%超80%以下>
冷延率を上記先行発明方法より高い50%超(より好ましくは52%以上)とすることで、組織中に多くのひずみを導入するためである。ただし、冷延率を高くしすぎると、冷延時の変形抵抗が高くなりすぎ、圧延速度が低下することによって生産性が極端に悪化するので、80%以下(より好ましくは70%以下)とする。
冷延率を上記先行発明方法より高い50%超(より好ましくは52%以上)とすることで、組織中に多くのひずみを導入するためである。ただし、冷延率を高くしすぎると、冷延時の変形抵抗が高くなりすぎ、圧延速度が低下することによって生産性が極端に悪化するので、80%以下(より好ましくは70%以下)とする。
そして、上記冷間圧延後、引き続き、焼鈍、さらには焼戻しを行う。
[焼鈍条件]
焼鈍条件としては、室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度(徐冷終了温度)までを1℃/s以上50℃/s未満の第1冷却速度(徐冷速度)で徐冷した後、Ms点以下の第2冷却終了温度(急冷終了温度)までを50℃/s以上の第2冷却速度(急冷速度)で急冷するのがよい。
焼鈍条件としては、室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度(徐冷終了温度)までを1℃/s以上50℃/s未満の第1冷却速度(徐冷速度)で徐冷した後、Ms点以下の第2冷却終了温度(急冷終了温度)までを50℃/s以上の第2冷却速度(急冷速度)で急冷するのがよい。
<室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で昇温>
冷延材の焼鈍に際して、まず、比較的ゆっくり加熱することで、フェライトが再結晶する過程において、前組織中に既に析出していたセメンタイト粒子を粗大化させ、そのセメンタイト粒子が再結晶フェライトに取り込まれることで、フェライト粒内に大きなセメンタイト粒子が存在する組織とするためである。また、この加熱の際に、フェライト中の転位密度も十分に低減できる。
冷延材の焼鈍に際して、まず、比較的ゆっくり加熱することで、フェライトが再結晶する過程において、前組織中に既に析出していたセメンタイト粒子を粗大化させ、そのセメンタイト粒子が再結晶フェライトに取り込まれることで、フェライト粒内に大きなセメンタイト粒子が存在する組織とするためである。また、この加熱の際に、フェライト中の転位密度も十分に低減できる。
上記作用を有効に発揮させるためには、第1加熱速度は5.0℃/s以下(より好ましくは4.8℃/s以下)とするのがよい。ただし、第1加熱速度が低すぎると、セメンタイトが粗大になりすぎ延性を劣化させるので、0.5℃/s以上(より好ましくは1.0℃/s以上)とするのがよい。
<600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で昇温>
次いで、Ac1点~焼鈍温度(2相温度域)で所定時間加熱保持して上記粗大化したセメンタイトの一部を溶解させて、その後の室温付近までの急冷で固溶Cをフェライト中に濃化させることにより、上記先行発明鋼板と同様に、フェライトと焼戻しマルテンサイトの硬さの差異を小さくして焼鈍条件の変動による機械的特性のばらつきを抑制するためである。
次いで、Ac1点~焼鈍温度(2相温度域)で所定時間加熱保持して上記粗大化したセメンタイトの一部を溶解させて、その後の室温付近までの急冷で固溶Cをフェライト中に濃化させることにより、上記先行発明鋼板と同様に、フェライトと焼戻しマルテンサイトの硬さの差異を小さくして焼鈍条件の変動による機械的特性のばらつきを抑制するためである。
上記作用を有効に発揮させるためには、第2加熱速度を第1加熱速度の1/2以下(より好ましくは1/3以下)とするのがよい。
<(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持>
2相域の高温側で保持することで、オーステナイトを核生成しやすくして、細かいフェライトを残存させるとともに、面積率50%以上の領域をオーステナイトに変態させることにより、その後の冷却時に十分な量の硬質第2相を変態生成させるためである。
2相域の高温側で保持することで、オーステナイトを核生成しやすくして、細かいフェライトを残存させるとともに、面積率50%以上の領域をオーステナイトに変態させることにより、その後の冷却時に十分な量の硬質第2相を変態生成させるためである。
焼鈍温度が(Ac1+Ac3)/2未満では、セメンタイトが十分に溶解せず、粗大なまま残存し、延性が劣化する。一方、焼鈍温度がAc3を超えると、セメンタイトが全て溶解してしまい、その結果、焼戻しマルテンサイト等の硬さが高くなり、延性が劣化する。
また、焼鈍保持時間が3600sを超えると、生産性が極端に悪化するので好ましくない。焼鈍保持時間のより好ましい下限は60sである。加熱時間を長時間化することでさらにフェライト中の歪を除去することができる。
<730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷>
肩落し冷却時に核生成するフェライトのサイズを上記2相域で生成したフェライトとほぼ同じサイズにするとともに、それらを合わせて面積率で20~50%のフェライト組織を形成させることにより、伸びフランジ性を確保したまま伸びの改善が図れるためである。
肩落し冷却時に核生成するフェライトのサイズを上記2相域で生成したフェライトとほぼ同じサイズにするとともに、それらを合わせて面積率で20~50%のフェライト組織を形成させることにより、伸びフランジ性を確保したまま伸びの改善が図れるためである。
500℃未満の温度または1℃/s未満の冷却速度ではフェライトが過剰に形成され、強度と伸びフランジ性が確保できなくなる。
<Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷>
冷却中にオーステナイトからフェライトが形成されることを抑制し、硬質第2相を得るためである。
冷却中にオーステナイトからフェライトが形成されることを抑制し、硬質第2相を得るためである。
Ms点より高い温度で急冷を終了させたり、冷却速度が50℃/s未満になると、ベイナイトが過剰に形成されるようになり、鋼板の強度が確保できなくなる。
[焼戻し条件]
焼戻し条件としては、上記焼鈍冷却後の温度から焼戻し温度:300~500℃まで加熱し、300℃~焼戻し温度の温度範囲内に焼戻し保持時間:60~1200s滞在させた後、冷却すればよい。
焼戻し条件としては、上記焼鈍冷却後の温度から焼戻し温度:300~500℃まで加熱し、300℃~焼戻し温度の温度範囲内に焼戻し保持時間:60~1200s滞在させた後、冷却すればよい。
上記焼鈍時にフェライト中に濃化させた固溶Cを焼戻しを経てもフェライト中にそのまま残存させてフェライトの硬さを上昇させる一方、上記焼鈍時にフェライト中への固溶Cの濃化の反作用としてC含有量が低下した硬質第2相から、さらに焼戻しでCをセメンタイトとして析出させたり、微細なセメンタイト粒子を粗大化させたりして硬質第2相の硬さを低下させるためである。
焼戻し温度が300℃未満、あるいは、焼戻し時間が60s未満では、硬質第2相の軟質化が十分でなくなる。一方、焼戻し温度が500℃超えると、硬質第2相が軟質化し過ぎて強度が確保できなくなる、もしくはセメンタイトが粗大化し過ぎて伸びフランジ性が劣化する。また、焼戻し時間が1200sを超えると、生産性が低下するため好ましくない。
焼戻し温度のより好ましい範囲は320~480℃であり、焼戻し保持時間のより好ましい範囲は120~600sである。
下記表1に示すように種々の成分の鋼を溶製し、厚さ120mmのインゴットを作成した。これを熱間圧延で厚さ25mmにした後、下記表2~4に示す種々の製造条件で、再度の熱間圧延で厚さ3.2mmとし、これを酸洗した後、さらに厚さ1.6mmに冷間圧延し、その後熱処理(図1に示す熱処理パターン参照)を施した。
なお、表1中のAc1およびAc3は下記式1および式2を用いて求めた(幸田成康監訳,「レスリー鉄鋼材料学」,丸善株式会社,1985年,p.273参照)。
式1:Ac1(℃)=723+29.1[Si]-10.7[Mn]+16.9[Cr]-16.9[Ni]
式2:Ac3(℃)=910-203√[C]+44.7[Si]+31.5[Mo]-15.2[Ni]
ただし、[ ]は、各元素の含有量(質量%)を示す。
式2:Ac3(℃)=910-203√[C]+44.7[Si]+31.5[Mo]-15.2[Ni]
ただし、[ ]は、各元素の含有量(質量%)を示す。




熱処理後の各鋼板について、上記[発明を実施するための形態]の項で説明した測定方法により、各相の面積率、フェライト粒子のサイズおよび特定サイズのフェライト粒子の面積割合、ならびに、セメンタイト粒子のサイズおよび特定サイズのセメンタイト粒子の存在密度を測定した。
また、上記熱処理後の各鋼板について、引張強度TS、伸びEL、および伸びフランジ性λを測定することにより、各鋼板の特性を評価するとともに、化学成分の変化による特性のばらつきの度合いから各鋼板の特性の安定性を評価した。
具体的には、熱処理後の鋼板の特性は、TS≧980MPa、EL≧13%、λ≧40%の全てを満たすものを合格(○)とし、それ以外のものを不合格(×)とした。
また、熱処理後の鋼板の特性の安定性は、特定の化学成分を変化させた2種類の鋼種(例えば、A-1とA-2)の供試材の各々に対して、同一の製造条件(例えば製造No.1)で製造実験を行い、TSの変化幅ΔTS≦150MPa、ELの変化幅ΔEL≦2%、λの変化幅Δλ≦15%の全てを満たすものを合格(○)とし、それ以外のものを不合格(×)とした。
なお、引張強度TSと伸びELは、圧延方向と直角方向に長軸をとってJIS Z 2201に記載の5号試験片を作成し、JIS Z 2241に従って測定を行った。また、伸びフランジ性λは、鉄連規格JFST1001に則り、穴拡げ試験を実施して穴拡げ率の測定を行い、これを伸びフランジ性とした。
測定結果を表5~7に示す。
これらの表より、製造No.1、2、5~7、9、12、14、17、20、22、26~30は、本願発明の要件を全て満たす発明例である。いずれの発明例も、機械的特性の絶対値に優れるのみならず、化学成分の変動に起因する機械的特性のばらつきが抑制された均質な冷延鋼板が得られていることがわかる。
これに対して、本願発明の要件のいずれかを満たさない比較例は、それぞれ以下のような不具合を有している。
製造No.3は、鋼種C-2ではMnが少なすぎるため、加熱中に再結晶フェライト粒が粗大化しやすく、10~25μmのフェライト粒子の割合が不足し、その結果、TSが合格基準に達していない。また、Mnが適正範囲内の鋼種C-1と同一の製造条件で製造しているにも関わらず、ΔELも合格基準を満たしていない。
製造No.4は、鋼種D-1ではCが少なすぎるため、フェライトの面積率が過大になり、またセメンタイトの生成も不足し、その結果、TSが合格基準に達していない。また、Cが適正範囲内にある鋼種D-2と同一の製造条件で製造しているにも関わらず、ΔELも合格基準を満たしていない。
製造No.8は、巻取り温度が低すぎるため、セメンタイトが十分に生成せず、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、ΔTS、ΔELが合格基準を満たしていない。
製造No.10は、冷延率が低すぎるため、フェライトが十分に整粒化せず、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、ΔELが合格基準を満たしていない。
製造No.11は、焼鈍時の第1加熱速度が高すぎるため、セメンタイトが十分に生成せず、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、ΔTSが合格基準を満たしていない。
製造No.13は、冷延率が低く、焼鈍時の第2加熱速度/第1加熱速度の比が高すぎるため、フェライトが十分に整粒化せず、またセメンタイトも生成しすぎる場合があり、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、Δλが合格基準を満たしていない。
製造No.15は、焼鈍温度が低すぎるため、フェライトが十分に整粒化しなかったり、セメンタイトが生成しすぎたりして、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、Δλが合格基準を満たしていない。
製造No.16は、徐冷速度が低すぎるため、フェライトの面積率が不足する場合があり、その結果、化学成分の異なる鋼種H-1とH-2とで同一の製造条件で製造しても、Δλが合格基準を満たしていない。
製造No.18は、徐冷終了温度が低すぎるため、フェライトが生成しすぎてフェライトの面積率が過剰になり、その結果、化学成分の異なる鋼種H-1、H-2ともにTS、λが合格基準に達していない。
製造No.19は、急冷終了温度が高すぎるため、他の組織(主に残留オーステナイト)が生成し、その結果、化学成分の異なる鋼種H-1、H-2ともにλが合格基準に達していない。
製造No.21は、焼戻し温度が高すぎるため、硬質第2相が軟質化されすぎ、その結果、化学成分の異なる鋼種H-1、H-2ともにTSが合格基準に達していない。
製造No.23は、鋼種J-2ではSiが多すぎるため、セメンタイトが十分に生成せず、その結果、EL、λが合格基準に達していない。また、Siが適正範囲内の鋼種J-1と同一の製造条件で製造しているにも関わらず、ΔELも合格基準を満たしていない。
製造No.24は、鋼種K-1ではMnが多すぎるため、セメンタイトが生成しすぎ、その結果、EL、λが合格基準に達していない。また、Mnが適正範囲内の鋼種K-2と同一の製造条件で製造しているにも関わらず、ΔELも合格基準を満たしていない。
製造No.25は、鋼種L-1ではCが多すぎるため、フェライトの面積率が不足し、その結果、ELが合格基準に達していない。また、Cが適正範囲内の鋼種L-2と同一の製造条件で製造しているにも関わらず、ΔTS、ΔEL、Δλも合格基準を満たしていない。


本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。
本出願は、2012年5月29日出願の日本特許出願(特願2012-122033)に基づくものであり、その内容はここに参照として取り込まれる。
本出願は、2012年5月29日出願の日本特許出願(特願2012-122033)に基づくものであり、その内容はここに参照として取り込まれる。
本発明の高強度冷延鋼板は、自動車部品用として有用である。
Claims (3)
- 質量%で(以下、化学成分について同じ。)、
C:0.10~0.25%、
Si:0.5~2.0%、
Mn:1.0~3.0%、
P:0.1%以下(0%を含まない)、
S:0.01%以下(0%を含まない)、
Al:0.01~0.05%、
N:0.01%以下(0%を含まない)
を各々含み、残部が鉄および不可避的不純物からなる成分組成を有し、
軟質第1相であるフェライトを面積率で20~50%含み、
残部が硬質第2相である、焼戻しマルテンサイトおよび/または焼戻しベイナイトからなる組織を有し、
前記フェライトの全粒子のうち、平均粒径10~25μmの粒子の合計面積が、前記フェライトの全粒子の合計面積の80%以上を占めるとともに、
前記フェライトの全粒子内に存在する、円相当直径0.3μm以上のセメンタイト粒子の分散状態が、前記フェライト1μm2当たり0.15個超1.0個以下であり、
引張強度が980MPa以上である
ことを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板。 - 成分組成が、更に、下記(A)~(C)群の少なくとも1群を含む請求項1に記載の強度および延性のばらつきの小さい高強度冷延鋼板。
(A)Cr:0.01~1.0%
(B)Mo:0.01~1.0%、Cu:0.05~1.0%、Ni:0.05~1.0%の1種または2種以上
(C)Ca:0.0001~0.01%、Mg:0.0001~0.01%、Li:0.0001~0.01%、REM:0.0001~0.01%の1種または2種以上 - 請求項1または2に示す成分組成を有する鋼材を、下記(1)~(4)に示す各条件で、熱間圧延した後、冷間圧延し、その後、焼鈍し、さらに焼戻しすることを特徴とする強度および延性のばらつきの小さい高強度冷延鋼板の製造方法。
(1)熱間圧延条件
仕上げ圧延終了温度:Ar3点以上
巻取温度:600~750℃
(2)冷間圧延条件
冷間圧延率:50%超80%以下
(3)焼鈍条件
室温~600℃の温度域を0.5~5.0℃/sの第1加熱速度で、600℃~焼鈍温度の温度域を第1加熱速度の1/2以下の第2加熱速度で、それぞれ昇温し、(Ac1+Ac3)/2~Ac3の焼鈍温度にて、3600s以下の焼鈍保持時間だけ保持した後、焼鈍温度から、730℃以下500℃以上の第1冷却終了温度までを1℃/s以上50℃/s未満の第1冷却速度で徐冷した後、Ms点以下の第2冷却終了温度までを50℃/s以上の第2冷却速度で急冷する。
(4)焼戻し条件
焼戻し温度:300~500℃
焼戻し保持時間:300℃~焼戻し温度の温度範囲内に60~1200s
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13797012.5A EP2857542A4 (en) | 2012-05-29 | 2013-05-24 | HIGH STRENGTH COLD LAMINATED STEEL PLATE HAVING LITTLE VARIATION IN RESISTANCE AND DUCTILITY, AND METHOD FOR MANUFACTURING THE SAME |
| CN201380027477.2A CN104364407B (zh) | 2012-05-29 | 2013-05-24 | 强度和延展性的偏差小的高强度冷轧钢板及其制造方法 |
| US14/400,432 US9598751B2 (en) | 2012-05-29 | 2013-05-24 | High strength cold-rolled steel sheet exhibiting little variation in strength and ductility, and manufacturing method for same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-122033 | 2012-05-29 | ||
| JP2012122033A JP5860343B2 (ja) | 2012-05-29 | 2012-05-29 | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013180037A1 true WO2013180037A1 (ja) | 2013-12-05 |
Family
ID=49673233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/064536 Ceased WO2013180037A1 (ja) | 2012-05-29 | 2013-05-24 | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9598751B2 (ja) |
| EP (1) | EP2857542A4 (ja) |
| JP (1) | JP5860343B2 (ja) |
| CN (1) | CN104364407B (ja) |
| WO (1) | WO2013180037A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015080242A1 (ja) * | 2013-11-29 | 2015-06-04 | 新日鐵住金株式会社 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
| JP6554396B2 (ja) * | 2015-03-31 | 2019-07-31 | 株式会社神戸製鋼所 | 加工性および衝突特性に優れた引張強度が980MPa以上の高強度冷延鋼板、およびその製造方法 |
| CN118147535A (zh) * | 2017-02-21 | 2024-06-07 | 杰富意钢铁株式会社 | 高碳热轧钢板及其制造方法 |
| WO2018189950A1 (ja) | 2017-04-14 | 2018-10-18 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| CN108176414B (zh) * | 2017-12-12 | 2020-11-24 | 上海大学 | 催化剂MnFe2O4-MIL-53(Al)磁性复合材料、其制备方法和应用 |
| US20240167113A1 (en) | 2021-03-31 | 2024-05-23 | Nippon Steel Corporation | Steel plate, method for producing steel plate, and method for producing intermediate steel plate |
| CN115181895B (zh) * | 2021-04-02 | 2023-09-12 | 宝山钢铁股份有限公司 | 1180MPa级别低碳低合金热镀锌Q&P钢及快速热处理热镀锌制造方法 |
| MX2024000890A (es) | 2021-07-28 | 2024-02-06 | Nippon Steel Corp | Lamina de acero y metodo para su fabricacion. |
| CN118715333A (zh) | 2022-02-25 | 2024-09-27 | 日本制铁株式会社 | 钢板及钢板的制造方法 |
| CN118715332A (zh) | 2022-02-25 | 2024-09-27 | 日本制铁株式会社 | 钢板及钢板的制造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000212684A (ja) | 1999-01-20 | 2000-08-02 | Kobe Steel Ltd | 板幅方向における伸びのバラツキが改善された高強度高延性冷延鋼板、および高強度高延性冷延鋼板の製造方法 |
| JP2003277832A (ja) | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | 高強度冷延鋼板の製造方法 |
| JP2007138262A (ja) | 2005-11-21 | 2007-06-07 | Jfe Steel Kk | 機械特性ばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP2009144239A (ja) * | 2007-11-22 | 2009-07-02 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
| JP2010255050A (ja) * | 2009-04-24 | 2010-11-11 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
| JP2011038121A (ja) * | 2009-08-06 | 2011-02-24 | Nippon Steel Corp | 高張力冷延鋼板およびその製造方法 |
| JP2011080106A (ja) * | 2009-10-05 | 2011-04-21 | Kobe Steel Ltd | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 |
| JP2013124400A (ja) * | 2011-12-15 | 2013-06-24 | Kobe Steel Ltd | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040238082A1 (en) * | 2002-06-14 | 2004-12-02 | Jfe Steel Corporation | High strength cold rolled steel plate and method for production thereof |
| CN102242307B (zh) * | 2005-08-03 | 2013-03-27 | 住友金属工业株式会社 | 热轧钢板及冷轧钢板及它们的制造方法 |
| JP4461112B2 (ja) * | 2006-03-28 | 2010-05-12 | 株式会社神戸製鋼所 | 加工性に優れた高強度鋼板 |
| EP2465962B1 (en) | 2006-07-14 | 2013-12-04 | Kabushiki Kaisha Kobe Seiko Sho | High-strength steel sheets and processes for production of the same |
| JP5272547B2 (ja) * | 2007-07-11 | 2013-08-28 | Jfeスチール株式会社 | 降伏強度が低く、材質変動の小さい高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2009066734A1 (ja) * | 2007-11-22 | 2009-05-28 | Kabushiki Kaisha Kobe Seiko Sho | 高強度冷延鋼板 |
| KR101230803B1 (ko) * | 2008-03-07 | 2013-02-06 | 가부시키가이샤 고베 세이코쇼 | 냉간 압연 강판 |
| JP4712882B2 (ja) * | 2008-07-11 | 2011-06-29 | 株式会社神戸製鋼所 | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 |
| EP2415891A4 (en) * | 2009-04-03 | 2014-11-19 | Kobe Steel Ltd | COLD-ROLLED STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| CN102712980B (zh) * | 2010-01-26 | 2014-07-02 | 新日铁住金株式会社 | 高强度冷轧钢板及其制造方法 |
| JP5530209B2 (ja) * | 2010-02-05 | 2014-06-25 | 株式会社神戸製鋼所 | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板およびその製造方法 |
| CN103987870B (zh) | 2011-12-15 | 2016-01-06 | 株式会社神户制钢所 | 强度和延展性的偏差小的高强度冷轧钢板及其制造方法 |
-
2012
- 2012-05-29 JP JP2012122033A patent/JP5860343B2/ja not_active Expired - Fee Related
-
2013
- 2013-05-24 US US14/400,432 patent/US9598751B2/en not_active Expired - Fee Related
- 2013-05-24 WO PCT/JP2013/064536 patent/WO2013180037A1/ja not_active Ceased
- 2013-05-24 CN CN201380027477.2A patent/CN104364407B/zh not_active Expired - Fee Related
- 2013-05-24 EP EP13797012.5A patent/EP2857542A4/en not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000212684A (ja) | 1999-01-20 | 2000-08-02 | Kobe Steel Ltd | 板幅方向における伸びのバラツキが改善された高強度高延性冷延鋼板、および高強度高延性冷延鋼板の製造方法 |
| JP2003277832A (ja) | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | 高強度冷延鋼板の製造方法 |
| JP2007138262A (ja) | 2005-11-21 | 2007-06-07 | Jfe Steel Kk | 機械特性ばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP2009144239A (ja) * | 2007-11-22 | 2009-07-02 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
| JP2010255050A (ja) * | 2009-04-24 | 2010-11-11 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
| JP2011038121A (ja) * | 2009-08-06 | 2011-02-24 | Nippon Steel Corp | 高張力冷延鋼板およびその製造方法 |
| JP2011080106A (ja) * | 2009-10-05 | 2011-04-21 | Kobe Steel Ltd | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 |
| JP2013124400A (ja) * | 2011-12-15 | 2013-06-24 | Kobe Steel Ltd | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| LESLIE: "The Physical Metallurgy of Steels", 1985, MARUZEN COMPANY, LIMITED, pages: 273 |
| See also references of EP2857542A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US9598751B2 (en) | 2017-03-21 |
| JP2013245397A (ja) | 2013-12-09 |
| CN104364407B (zh) | 2016-06-08 |
| EP2857542A1 (en) | 2015-04-08 |
| JP5860343B2 (ja) | 2016-02-16 |
| CN104364407A (zh) | 2015-02-18 |
| US20150114524A1 (en) | 2015-04-30 |
| EP2857542A4 (en) | 2016-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5860343B2 (ja) | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 | |
| KR101598313B1 (ko) | 강도 및 연성의 편차가 작은 고강도 냉연 강판 및 그 제조 방법 | |
| JP5533729B2 (ja) | 局部変形能に優れ、成形性の方位依存性の少ない延性に優れた高強度熱延鋼板及びその製造方法 | |
| CN106170574B (zh) | 高屈强比高强度冷轧钢板及其制造方法 | |
| JP5858174B2 (ja) | 低降伏比高強度冷延鋼板およびその製造方法 | |
| US11401569B2 (en) | High-strength cold-rolled steel sheet and method for manufacturing same | |
| JP5321605B2 (ja) | 延性に優れる高強度冷延鋼板およびその製造方法 | |
| JP5761080B2 (ja) | 伸びと穴拡げ性と疲労特性に優れた高強度熱延鋼板及びその製造方法 | |
| EP3009527A1 (en) | High-strength cold-rolled steel sheet and method for manufacturing same | |
| WO2010114131A1 (ja) | 冷延鋼板およびその製造方法 | |
| JP5639573B2 (ja) | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 | |
| KR20130121940A (ko) | 가공성이 우수한 고항복비를 갖는 고강도 냉연 강판 및 그 제조 방법 | |
| WO2014061270A1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| WO2013180180A1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP2011140695A (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP2023071938A (ja) | 延性及び加工性に優れた高強度鋼板、及びその製造方法 | |
| JP5878829B2 (ja) | 曲げ性に優れた高強度冷延鋼板およびその製造方法 | |
| JP5302840B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP5639572B2 (ja) | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 | |
| KR102286270B1 (ko) | 고강도 냉연 강판과 그의 제조 방법 | |
| CN114846165A (zh) | 加工性优异的高强度钢板及其制造方法 | |
| JP5860345B2 (ja) | 機械的特性ばらつきの小さい高強度冷延鋼板およびその製造方法 | |
| JP2011179050A (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP6384703B1 (ja) | 高強度冷延鋼板とその製造方法 | |
| JP2023507635A (ja) | 加工性に優れた高強度鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13797012 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14400432 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013797012 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |