WO2013183440A1 - 熱可塑性樹脂組成物 - Google Patents
熱可塑性樹脂組成物 Download PDFInfo
- Publication number
- WO2013183440A1 WO2013183440A1 PCT/JP2013/064058 JP2013064058W WO2013183440A1 WO 2013183440 A1 WO2013183440 A1 WO 2013183440A1 JP 2013064058 W JP2013064058 W JP 2013064058W WO 2013183440 A1 WO2013183440 A1 WO 2013183440A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- plant
- thermoplastic resin
- weight
- glass fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L97/00—Compositions of lignin-containing materials
- C08L97/02—Lignocellulosic material, e.g. wood, straw or bagasse
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/045—Reinforcing macromolecular compounds with loose or coherent fibrous material with vegetable or animal fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/047—Reinforcing macromolecular compounds with loose or coherent fibrous material with mixed fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2001/00—Use of cellulose, modified cellulose or cellulose derivatives, e.g. viscose, as moulding material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/14—Polymer mixtures characterised by other features containing polymeric additives characterised by shape
- C08L2205/18—Spheres
Definitions
- the present invention relates to a thermoplastic resin composition, and more particularly to a thermoplastic resin composition capable of reducing warpage in an injection molded product using the same.
- thermoplastic resins have been used in various fields such as automobile parts, electrical equipment parts, and household products.
- a molded article made of only a thermoplastic resin has insufficient mechanical properties. Therefore, fiber reinforced plastic (FRP) in which reinforced fibers are blended with a thermoplastic resin has been developed.
- FRP fiber reinforced plastic
- the fiber reinforced plastic has a problem that “warping” tends to occur in the molded product due to anisotropy of the reinforced fiber. This problem was more pronounced as the molded product was particularly large and thin.
- thermoplastic resins For example, in JP-A-7-41612, 0.01 to 2 parts by weight of an additive made of zinc stearate is added to a specific thermoplastic resin. Thereby, the fluidity
- JP-A-11-228842 35 to 85% by weight of a thermoplastic resin, 5 to 50% by weight of reinforcing fibers having a weight average fiber length of 3 to 150 mm, 5 to 25% by weight of glass flakes, 5 to 25% by weight is blended.
- pulverized wood powder that passes through a 15-mesh (mesh 1.5 mm) sieve and does not pass a 40-mesh (mesh 0.40 mm) sieve is passed through a predetermined polypropylene resin. 50% by weight or more is blended.
- the fluidity of the thermoplastic resin is improved by an additive as disclosed in JP-A-7-41612, the rigidity of the injection-molded product is lowered even though it is effective in reducing warpage.
- high-density inorganic substances such as glass flakes and mica are blended as in JP-A-11-228842 and JP-A-62-129662, it is effective in reducing warpage and improving rigidity.
- the weight of the injection molded product increases.
- Japanese Patent Application Laid-Open No. 2010-138337 is advantageous in avoiding an increase in the weight of an injection-molded product because wood powder having a density lower than that of an inorganic material such as glass is blended.
- JP 2010-138337 uses pulverized wood powder itself, its particle size distribution is wide and there is a large variation in particle size (fiber length). In this case, there is a concern about the adverse effect due to the anisotropy of the reinforcing fibers as in the prior art, and there is a large variation in the function of each wood flour, and a problem remains in the effect of suppressing warpage.
- thermoplastic resin composition Therefore, there is a need for an improved thermoplastic resin composition.
- the thermoplastic resin composition of the present invention contains not the pulverized product itself of the plant but the plant fine powder that has risen when pulverized.
- it is a thermoplastic resin composition containing at least a plant, and the contained plant is only plant fine powder that has risen when the plant is pulverized.
- plant fine powder has an average particle size of 20 ⁇ m or less and a standard deviation of 15 ⁇ m or less.
- the plant having a smaller density than the inorganic material such as glass and mineral is blended in the thermoplastic resin, it is possible to avoid excessive increase in the density of the thermoplastic resin composition, An increase in the weight of the injection molded product can also be avoided.
- the plant fine powder risen when pulverized is finer than the pulverized plant itself and has a narrow particle size distribution, the function of this is made uniform, ensuring reliable rigidity while ensuring good rigidity in the injection molded product. Warpage can be reduced.
- content of a plant fine powder shall be less than 50 weight% in a thermoplastic resin composition.
- the injection molded product formed by injection-molding the said thermoplastic resin composition can also be provided.
- thermoplastic resin composition of the present invention in an injection molded product using the same, warpage can be reduced while ensuring good rigidity while avoiding an increase in weight.
- the present invention relates to a resin molded body (injection molded product) that includes a thermoplastic resin, glass fiber, and vegetable fiber and is injection-molded.
- JP 2011-195615 A discloses a fiber reinforced fiber that includes both rigid glass fibers and softer vegetable fibers as reinforcing fibers, thereby improving not only rigidity but also toughness.
- a plastic is disclosed.
- JP 2011-195615 a plant fiber that is entangled with a screw when it is kneaded with a resin due to its softness and is liable to be fooled is specified to have a fiber length of 5 mm or less, thereby suppressing entanglement and fouling. Enables injection molding and increases mass productivity.
- glass fiber is a rigid inorganic material, it is effective not only for reinforcing the molded body but also for improving heat resistance by adding it to the resin, but on the other hand, its content increases as it is rigid. There is a problem that the mold is easily worn during injection molding, and the content is preferably as small as possible. Further, from the viewpoint of global environmental conservation, which is increasing recently, it is not preferable to add a large amount of glass fiber, which is an inorganic material, to the resin. Therefore, it is desirable that the glass fiber content is suppressed as much as possible, and the reinforcing and heat resistance improving effects are efficiently expressed.
- JP-A-2011-195615 when not only glass fibers but also soft fibers such as plant fibers are contained, resistance during mixing increases, and the glass fibers are easily broken. It becomes difficult to be demonstrated efficiently. Moreover, when glass fiber is contained in the resin, there is a problem that the molded body is likely to warp during molding, and in particular, warping tends to increase as the glass fiber content decreases. This point is not taken into account in Japanese Patent Laid-Open No. 2011-195615.
- Japanese Patent Application Laid-Open No. 7-212050 when injection molding a resin molded body containing only glass fibers as reinforcing fibers, the length of the glass fibers is defined as 50 to 800 ⁇ m, and a glass having a diameter of 10 to 100 ⁇ m. By filling a specified amount of beads, the warpage of the flat product is reduced. According to Japanese Patent Application Laid-Open No. 7-212050, the problem of warping is solved by filling spherical glass beads having no anisotropy and preventing the glass fibers from being oriented.
- the present invention is a resin molded body, which contains a thermoplastic resin, glass fibers, and vegetable fibers, the glass fibers are contained in an amount of 1 to 6% by weight, and the vegetable fibers have a fiber length of 0.00. It is 3 mm or less and contained in an amount of 10 to 40% by weight.
- the glass fiber is contained as much as possible to efficiently exhibit the effect of improving heat resistance, and its content is relatively small.
- the principle is not always clear by containing 10 to 40% by weight of plant fiber having a fiber length of 0.3 mm or less, but it can suppress warping of the resin molded body during molding. it can.
- the plant fiber itself exhibits a reinforcing effect to some extent, but its fiber length is as short as 0.3 mm or less, so that the glass fiber is not easily broken during mixing, and the reinforcing effect of the glass fiber can be efficiently exhibited.
- the load on the global environment is small, In addition, wear of the mold can be suppressed.
- Such a resin molded body is preferably injection molded by kneading the thermoplastic resin and the vegetable fiber and then mixing the glass fiber without kneading.
- the glass fiber is less likely to be broken during further mixing, and the reinforcing effect can be efficiently exhibited.
- the present invention in a resin molded article that is injection-molded, while suppressing warping during molding, it is possible to effectively exert a reinforcing effect and a heat resistance improving effect, to suppress wear of the mold, and to the global environment. It can be realized with consideration.
- thermoplastic resin composition of the present invention plant fine powder is blended with a thermoplastic resin as a base.
- thermoplastic resin used as the base is not particularly limited as long as it is a known resin generally used for injection molding.
- a polyolefin resin such as polypropylene or polyethylene, or a polyamide resin such as nylon 6 or nylon 66.
- examples thereof include one or more selected from the group consisting of resins, polyvinyl chloride resins, polystyrene resins, polyester resins such as polyethylene terephthalate, polyacetal resins such as polybutylene terephthalate, and polycarbonate resins. .
- polyolefin resins are preferable from the viewpoint of physical properties and cost.
- the polyolefin resin may be a homopolymer such as ethylene, propylene, butene or 4-methylpentene, a copolymer thereof, or a modified polypropylene such as acrylic acid or maleic anhydride.
- polyethylene low density polyethylene having a specific gravity of about 0.91 to 0.92 is preferable, and ultra-low density polyethylene having a specific gravity of 0.90 or less is more preferable.
- Polypropylene has the smallest specific gravity among general-purpose resins, and has characteristics such as high strength, no hygroscopicity, and excellent chemical resistance. Therefore, polypropylene is most preferable among the thermoplastic resins.
- the melt flow rate (MFR) of polypropylene may be about 40 to 100 g / 10 min.
- the plant of the plant fine powder is not particularly limited as long as it is a natural plant such as a tree or a herb.
- the trees include conifers such as cedar and cypress, broad-leaved trees such as shii, hinoki and sakura, and tropical trees.
- bast plants from which high-quality fibers are easily obtained are preferable. For example, kenaf, ramie (flax), linen (flax), abaca (manila hemp), heneken (sisal hemp), jute (burlap), hemp (cannabis) ), Palm, palm, mulberry, straw and bagasse. Only one type of plant fine powder obtained from these plants may be used alone, or two or more types may be used in combination.
- Plant fine powder is a collection of materials that have risen into the air when the plant that is the raw material is crushed.
- the pulverizing means is not particularly limited, and it can be pulverized with a known pulverizer, or can be pulverized with a hammer or the like.
- the most efficient method for collecting plant fine powder is to collect it by a cyclone device (unitized) integrated with the pulverizer, but it can be blown away by wind force or collected by a net. You can also gather.
- the particle size is necessarily small and the particle size distribution is narrow.
- the average particle size of the plant fine powder is 20 ⁇ m or less, preferably 15 ⁇ m or less, more preferably 10 ⁇ m or less.
- the standard deviation (variation) of the particle diameter is 15 ⁇ m or less, preferably 10 ⁇ m or less.
- the content of the plant fine powder in the thermoplastic resin composition is at least less than 50% by weight, preferably 40% by weight or less, more preferably 35% by weight or less.
- the content of the plant fine powder is 50% by weight or more, the flowability of the thermoplastic resin composition is lowered and the moldability is lowered, the surface of the injection molded product is roughened, the appearance is lowered, and the hygroscopicity is reduced. It will be high.
- the lower limit of the content of the plant fine powder is 5% by weight or more, preferably 10% by weight or more, more preferably 15% by weight or more in the thermoplastic resin composition. If the content of the plant fine powder is less than 5% by weight, the effect of this cannot be obtained accurately, and the warpage suppressing effect of the injection molded product is lowered.
- thermoplastic resin and the plant fine powder are a known method such as a method of mechanically mixing with a V blender, ribbon blender, Henschel mixer or the like, a method of melt kneading with an extruder, a Banbury mixer, a kneader, a hot roll or the like. Can be adopted.
- the melt kneading method using a single screw or twin screw extruder is most preferable from the viewpoint of productivity.
- the thermoplastic resin composition has an antioxidant, a light stabilizer, an ultraviolet absorber, a plasticizer, a lubricant, an antiblocking agent, an antistatic agent, an antistatic agent within the range that does not impair the effects of the present invention.
- Add known additives such as clouding agents, nucleating agents, clearing agents, organic / inorganic fillers, colorants, organic peroxides, etc. that are added to injection molded products made of this type of thermoplastic resin. You can also.
- injection-molded product The injection-molded article is obtained by molding the thermoplastic resin composition into a predetermined shape by a known injection molding method.
- the injection-molded products include structural parts such as automobiles and electrical equipment, mechanical parts, exterior parts, building materials, household goods, and the like.
- the plant fine powder had an average particle size of 7 ⁇ m, a standard deviation of 7 ⁇ m, and a particle size range of 0.6 to 40 ⁇ m. Thereby, it was confirmed that the plant fine powder that remarkablyd in the air has a smaller particle size and narrower particle size distribution (small variation in particle size) than the pulverized product itself.
- Example 1 an injection molded product was molded using the plant fine powder used in the measurement of the particle size distribution.
- the thermoplastic resin polypropylene having a melt flow rate (MFR) of 30 g / 10 min was used. Then, a thermoplastic resin composition was obtained by melting and kneading polypropylene and plant fine powder at 150 to 220 ° C. with an extruder so that the content of the plant fine powder was 20% by weight. This thermoplastic resin composition is injection-molded under molding conditions of 170 to 220 ° C.
- a mold temperature of 40 ⁇ 20 ° C. and is a footrest plate that is a member for an electric wheelchair having a width of 350 mm, a depth of 150 mm, a height of 40 mm, and a thickness of 3 mm Was made.
- Example 2 A footrest board was produced under the same conditions as in Example 1 except that the content of the plant fine powder was 30% by weight.
- Example 1 A footrest board was produced under the same conditions as in Example 1 except that 20% by weight of the pulverized plant used for the measurement of the particle size distribution was added instead of the plant fine powder.
- Comparative Example 2 A footrest board was produced under the same conditions as in Comparative Example 1 except that the content of the pulverized plant was 30% by weight.
- Comparative Example 3 A footrest plate was produced under the same conditions as in Comparative Example 2 except that a high-flow polypropylene having a melt flow rate of 70 ⁇ 10 g / 10 min was used as the thermoplastic resin.
- Example 4 A footrest plate was produced under the same conditions as in Example 1 except that 30% by weight of talc having a particle size of 10 ⁇ m or less was added in place of the plant fine powder.
- Example 5 A footrest plate was produced under the same conditions as in Example 1 except that 30% by weight of glass fiber having a fiber length of 1 to 2 mm was added in place of the plant fine powder.
- the warpage and density of each of the obtained footrest plates of Examples and Comparative Examples were measured. “Warpage” was measured by a dimensional accuracy measurement method using an inspection jig. “Density” was measured by an underwater substitution method in accordance with ISO 1183, the test environment was 23 ⁇ 2 ° C., and the water temperature was 23 ° C. Moreover, the test piece for a bending elastic modulus measurement was shape
- Example 1 and Comparative Example 1 in which both the contents of additives are 20% by weight are compared, Example 1 and Comparative Example 1 have the same density and the same rigidity. The amount of warpage of 1 was twice that of Example 1. Further, even when Example 2 and Comparative Example 2 in which both the contents of additives are 30% by weight are compared, Example 2 and Comparative Example 2 have the same density and the same rigidity, but Comparative Example 2 warped more than Example 2.
- Comparative Example 3 in which the content of the additive is 30% by weight, the amount of warpage is slightly reduced by increasing the fluidity of the thermoplastic resin composition. Not obtained. Moreover, the rigidity in Comparative Example 3 was lower than that in Example 2 due to the increased fluidity. Moreover, in the comparative example 4 which added talc, although the curvature was also suppressed, ensuring favorable rigidity, the density is large and the weight is increasing. Further, in Comparative Example 5 to which glass fiber was added, the effect of improving the rigidity was extremely high, but the density was still large and the amount of warpage was extremely large.
- the resin molded body of the present invention (hereinafter sometimes simply referred to as a molded body) includes a thermoplastic resin as a main constituent material, and the thermoplastic resin is reinforced with fibers. As the fiber, glass fiber and vegetable fiber are included.
- thermoplastic resin examples include thermoplastic resins such as polypropylene, polyethylene, polyvinyl chloride, polystyrene, ABS resin, methacrylic resin, polyamide, polyester, polycarbonate, and polyacetal. These thermoplastic resins may be used alone or in combination of two or more.
- Glass fiber is mainly responsible for reinforcing the resin molding and improving heat resistance.
- the glass fiber is contained in the resin molded body in an amount of 1 to 6% by weight. When the glass fiber content is in this range, the heat resistance of the resin molded body is efficiently improved. Even if the glass fiber is contained in excess of 6% by weight, a further heat resistance improvement effect cannot be obtained, and the efficiency is poor. On the other hand, if the glass fiber content is less than 1% by weight, the heat resistance improvement effect and the reinforcement effect cannot be sufficiently obtained.
- the fiber length of the glass fiber mixed with the resin is preferably 1 mm or more and 5 mm or less. If it is shorter than 1 mm, it is difficult to effectively exert the reinforcing effect. On the other hand, if it is longer than 5 mm, even if glass fiber is mixed with resin, it tends to break during injection molding, and the reinforcing effect cannot be obtained efficiently.
- Plant fibers can suppress the resin molded body from warping during molding and can assist in reinforcing the molded body.
- plant fibers include bast fibers such as ramie, kenaf, linen, hemp, and jute, leaf vein fibers such as manila hemp, sisal hemp, and pineapple, petiole fibers such as manila hemp and banana, fruit fibers such as coconut palm, cotton, kapok Etc. Seed hair fibers, wood fibers and the like.
- Bast fibers, leaf vein fibers, petiole fibers, fruit fibers, seed hair fibers, and the like are preferably used in a state of being fragmented by cutting or pulverizing them in a state isolated from plants.
- the wood fiber can be used in a state isolated from wood, that is, in a state in which wood pulp is subdivided, or can be used in a state in which the wood fiber is not isolated from wood (so-called wood powder-like). These plant fibers may be used alone or in combination of two or more.
- the fiber length of the plant fiber is 0.3 mm or less.
- the fiber length exceeds 0.3 mm, the mixing resistance becomes large and the glass fiber is easily broken when mixed with the glass fiber in the thermoplastic resin. Thereby, the reinforcement effect by glass fiber becomes difficult to be exhibited efficiently.
- the fiber length is 0.3 mm or less, the glass fiber is not easily broken, and the glass fiber remains in the molded body relatively long, so that the reinforcing effect is efficiently exhibited and the resin molded body is effectively reinforced.
- plant fiber itself becomes easy to exhibit a reinforcement effect, so that fiber length is long.
- the lower the fiber length of the plant fiber the more difficult it is to break the glass fiber, and the glass fiber easily exhibits the reinforcing effect, so the lower limit of the fiber length is not particularly limited.
- the fiber length may be close to a powder of several tens of ⁇ m.
- the content of the plant fiber in the resin molded body is 10 to 40% by weight.
- the glass fiber is contained in the molded body in an amount of 1 to 6% by weight, warping of the molded body during molding can be suppressed when the content of the plant fiber having a fiber length of 3 mm or less is 10% by weight or more.
- the warp of the molded product can be further reduced, which is preferable.
- the content of the plant fiber is 40% by weight or less, the higher the content rate, the higher the reinforcing effect by the plant fiber.
- the content of the plant fiber is more than 40% by weight, it contributes to the reinforcement further. do not do.
- various additives can be added within a range that does not impair the effects of the present invention. Specifically, pigments, dyes, dispersants, stabilizers, plasticizers, modifiers, UV absorbers, light stabilizers, antioxidants, antistatic agents, lubricants, mold release agents, etc. may be added. it can.
- the resin molded body of the present invention is molded by injection molding by mixing fibers with a thermoplastic resin.
- molding first, kneading step of kneading thermoplastic resin and vegetable fiber, and molding by mixing glass fiber into kneaded product of thermoplastic resin and vegetable fiber obtained in kneading step without kneading It is preferable to go through the process.
- the glass fiber is not easily broken at the time of molding, and the reinforcing effect by the glass fiber is efficiently exhibited.
- a screw extruder is used to positively apply shearing force to the thermoplastic resin to forcibly knead the vegetable fiber, and the vegetable fiber is uniformly dispersed in the thermoplastic resin to obtain pellets.
- the shape of the screw of the screw extruder is not limited, but the screw is generally divided into a part for conveying the raw material forward, a part for kneading by applying a high shearing force to the resin, and a part for extruding a certain amount.
- a kneaded part having a shuriken-shaped screw shape has a strong kneading action and can be suitably used.
- a mixed material obtained by mixing the thermoplastic resin pellets containing glass fibers and glass fibers obtained in the kneading step is put into an injection molding machine, and a resin molded body is molded without kneading.
- the glass fiber is preferably used as a master batch.
- the glass fiber masterbatch is obtained, for example, by impregnating a molten resin while drawing the glass fiber as a long fiber and forming it into a thin shape without kneading, and cutting it into an appropriate length.
- An injection molding machine is one that plasticizes a material by a screw system, that is, a mixture material that has been charged is melted (plasticized) while being conveyed by a screw in a heating cylinder, and injection and plasticization are performed simultaneously. It is preferable in that it can be performed.
- the screw of the injection molding machine is not for kneading the mixed material, but for the purpose of conveyance, a uniaxial forward screw-shaped screw is used.
- the reinforcing action of glass fibers and plant fibers can be efficiently exhibited.
- the productivity is high and it is possible to cope with complicated shapes, but since it can suppress warping when it is made flat, it is widely deployed to flat members. be able to. Therefore, for example, it can be formed into a desired shape and applied to various automobile members (interior and exterior members).
- Test 1 In Test 1, first, using the following materials, the composition shown in Table 2 was subjected to the above kneading step and the molding step in order, and injection molded into a rectangular flat plate shape (50 mm ⁇ 55 mm ⁇ thickness 1.0 mm), Test pieces 1-1 to 15 of the resin molded body were obtained. In the kneading process, pellets kneaded with plant fibers were prepared using a twin screw extruder (KZW15-30TGN manufactured by Technobel).
- Thermoplastic resin Polypropylene resin (AZ864, manufactured by Sumitomo Chemical) Glass fiber: Fiber diameter 22 ⁇ m Fiber length 5 mm
- Plant fiber Ramie fiber (isolated from plant, defibrated and cut) Fiber length 0.3 mm ⁇ Evaluation of warpage> Place the test piece against the top plate of the flat test table so that the plate surface of the test piece faces, and when the three vertexes of the square of the test piece are in contact with the top plate, the remaining one vertex The floating amount (mm) with respect to the top plate was measured.
- test piece (1-1) containing no fiber and the test piece containing only glass fiber (1-2, 1-6, 1-9, 1-12, 1-14) were compared. It turns out that a flat resin molded body warps by containing. In particular, when the glass fiber content was 10% by weight or less, the degree of warpage was large. In contrast, test pieces containing only glass fibers and test pieces containing both glass fibers and plant fibers (1-3, 1-4, 1-5, 1-7, 1-8, 1-10 , 1-11, 1-13, and 1-15), it can be seen that when the glass fiber content is 15% by weight or less, the warpage is reduced when the plant fiber is also contained.
- the warp reduction effect can be particularly effectively exhibited by containing the plant fiber in an amount of 10% by weight or more. It has been found that the degree of warpage can be further reduced when the ratio is 20% by weight or more.
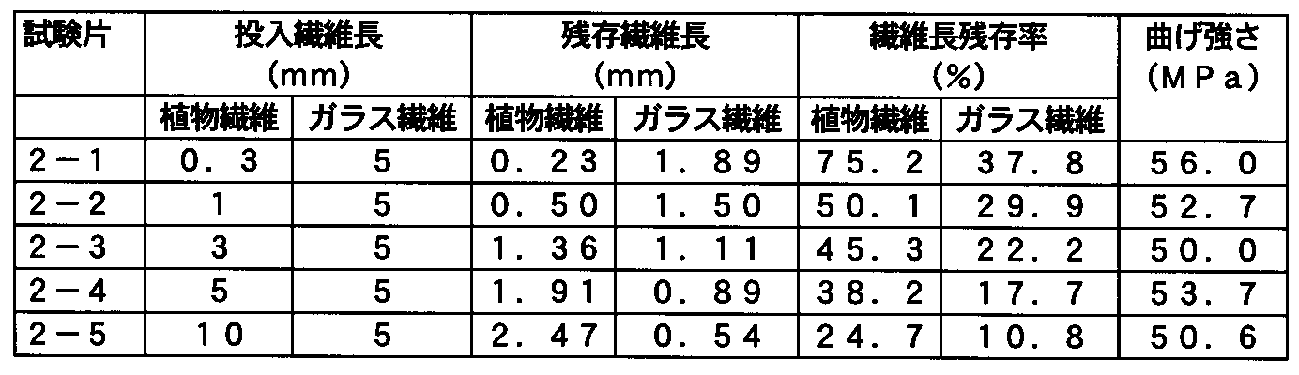
- Test 2 In Test 2, first, the same material as in Test 1 was used, the fiber length of the plant fiber was changed as shown in Table 3, and a test piece of a resin molded body containing 5% by weight of glass fiber and 10% by weight of plant fiber 2-1 to 2-5 were obtained. Each test piece was injection-molded into a plate shape of 80 mm ⁇ 10 mm ⁇ 4 mm through the same steps as in Test 1. Next, for each of the obtained test pieces, the fiber length of each fiber in the resin molded body was measured, and the fiber length remaining rate was calculated from the following formula.
- Test 3 In Test 3, test pieces 3-1 to 3-4 were obtained in the same manner as in Test 2, using the same materials as in Test 1, and having the compositions shown in Table 4. About each obtained test piece, the bending strength was measured similarly to the test piece 2. FIG. The results are also shown in Table 4.
- Test 4 In Test 4, the same materials as in Test 1 were used, the glass fiber and plant fiber contents were changed, and the same process as in Test 1 was performed, followed by injection molding into a plate shape of 80 mm ⁇ 10 mm ⁇ 4 mm. About each obtained test piece, the deflection temperature under load was measured by the following method. The results are graphed and shown in FIG. ⁇ Measurement method of deflection temperature under load> The deflection temperature under load was measured according to ISO 75-2 using a load deflection temperature tester (No. 148-HD-PC6) manufactured by Yasuda Seiki Seisakusho Co., Ltd. under the following conditions. Bending stress: 0.45 MPa Distance between fulcrums: 64mm Test start temperature: 40 ° C Temperature increase rate: 120 ° C / H
- the heat resistance of the resin molded body is improved as the glass fiber content is increased up to 6% by weight, but after that, the heat resistance improvement effect reaches its peak. It was. Thereby, it became clear that the heat resistance improvement effect can be efficiently exhibited by setting the glass fiber content to 6% by weight or less.
Landscapes
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Reinforced Plastic Materials (AREA)
Description
本発明の熱可塑性樹脂組成物は、ベースとなる熱可塑性樹脂に、植物微粉を配合している。
ベースとなる熱可塑性樹脂としては、一般的に射出成形用として使用されている公知の樹脂であれば特に限定されず、例えばポリプロピレンやポリエチレンなどのポリオレフィン系樹脂、ナイロン6、ナイロン66などのポリアミド系樹脂、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレートなどのポリエステル系樹脂、ポリブチレンテレフタレートなどのポリアセタール系樹脂、ポリカーボネート系樹脂などからなる群から選ばれる1種または2種以上を挙げることができる。中でも、物性と価格の点からポリオレフィン系樹脂が好ましい。ポリオレフィン系樹脂は、エチレン、プロピレン、ブテン、4-メチルペンテン等の単独重合体、これらの共重合体やアクリル酸、無水マレイン酸などの変性ポリプロピレンなどであってもよい。ポリエチレンであれば、比重が0.91~0.92程度の低密度ポリエチレンが好ましく、比重が0.90以下の超低密度ポリエチレンがより好ましい。ポリプロピレンは、汎用樹脂の中でも比重が最も小さいほか、強度が高い、吸湿性が無い、耐薬品性に優れるなどの特徴を有する。そのため、熱可塑性樹脂の中でも、ポリプロピレンが最も好ましい。ポリプロピレンのメルトフローレート(MFR)は、40~100g/10min程度であればよい。
植物微粉の植物としては、木本類や草本類の天然植物であれば特に限定されない。木本類としては、例えばスギやヒノキなどの針葉樹、シイ、柿、サクラなどの広葉樹、及び熱帯樹などが挙げられる。草本類としては、良質の繊維が得られやすい靭皮植物が好ましく、例えばケナフ、ラミー(苧麻)、リネン(亜麻)、アバカ(マニラ麻)、ヘネケン(サイザル麻)、ジュート(黄麻)、ヘンプ(大麻)、ヤシ、パーム、コウゾ、ワラ、バガスなどが挙げられる。これらの植物から得られる植物微粉は、1種のみを単独使用してもよいし、2種以上を混用することもできる。
射出成形品は、上記熱可塑性樹脂組成物を公知の射出成形法によって所定形状に成形することで得られる。射出成形品としては、自動車や電気機器などの構造部品、機構部品、及び外装部品などのほか、建材や家庭用品などが挙げられる。
先ず、植物を粉砕した粉砕物そのものと、その際に空中に舞い上がった植物微粉の粒度分布を測定した。植物としてスギを使用し、これをハンマーにて手動で叩いて十分に粉砕し、得られた粉砕物と舞い上がった微粉の粒径を測定した。その結果を図1に示す。図1の結果から、粉砕物では平均粒径100μm、標準偏差104μm、粒径範囲3~500μmであった。これに対し、植物微粉では平均粒径7μm、標準偏差7μm、粒径範囲0.6~40μmであった。これにより、粉砕物そのものよりも空中に舞い上がった植物微粉の方が粒径が小さく且つ粒度分布が狭い(粒径のバラツキが小さい)ことが確認された。
次に、上記粒度分布の測定に使用した植物微粉を用いて射出成形品を成形した。熱可塑性樹脂としては、メルトフローレート(MFR)が30g/10minのポリプロピレンを使用した。そして、ポリプロピレンと植物微粉とを、植物微粉の含有量が20重量%となるように、押出し機によって150~220℃にて溶融混練して熱可塑性樹脂組成物を得た。この熱可塑性樹脂組成物を、成形条件170~220℃、金型温度40±20℃で射出成形し、幅350mm、奥行き150mm、高さ40mm、板厚3mmの電動車椅子用の部材であるフットレスト板を作製した。
植物微粉の含有量を30重量%とした以外は、実施例1と同様の条件にてフットレスト板を作製した。
植物微粉に替えて、上記粒度分布の測定に使用した植物粉砕物を20重量%添加した以外は、実施例1と同様の条件にてフットレスト板を作製した。
植物粉砕物の含有量を30重量%とした以外は、比較例1と同様の条件にてフットレスト板を作製した。
熱可塑性樹脂を、メルトフローレートが70±10g/10minの高流動ポリプロピレンを使用した以外は、比較例2と同様の条件にてフットレスト板を作製した。
植物微粉に替えて、粒径10μm以下のタルクを30重量%添加した以外は、実施例1と同様の条件にてフットレスト板を作製した。
植物微粉に替えて、繊維長1~2mmのガラス繊維を30重量%添加した以外は、実施例1と同様の条件にてフットレスト板を作製した。

本発明の樹脂成形体(以下、単に成形体と称する場合がある。)は、主たる構成材料として熱可塑性樹脂が含まれており、該熱可塑性樹脂が繊維で補強されている。繊維としては、ガラス繊維と植物繊維とが含まれている。
混練工程では、スクリュー押出機を用い、熱可塑性樹脂に積極的に剪断力を付与して植物繊維を強制的に練り込み、熱可塑性樹脂中に植物繊維を均一に分散させ、ペレットを得る。スクリュー押出機のスクリューの形状は限定されないが、スクリューは一般に原料を前方に搬送する部分と、樹脂に高い剪断力を付与して混練する部分と、一定量押し出す部分とに分かれている。例えば、混練する部分のスクリュー形状が手裏剣状ネジ型とされているものは、混練作用が強く、好適に用いることができる。
次に、混練工程で得られた植物繊維を含有する熱可塑性樹脂ペレットとガラス繊維とを混合した混合材料を射出成形機に投入し、練ることなく樹脂成形体を成形する。ここで、ガラス繊維は、マスターバッチとして用いるのが好ましい。ガラス繊維のマスターバッチは、例えば、ガラス繊維を長繊維のまま引き抜きながら溶融樹脂に含浸して細長く成形することで練ることなく成形し、適宜の長さに裁断して得られる。射出成形機は、スクリュー方式で材料を可塑化するもの、すなわち、投入された混合材料を、加熱シリンダ内でスクリューにより搬送しながら溶融(可塑化)するものであると、射出と可塑化が同時に行える点で好ましい。ただし、射出成形機のスクリューは、混合材料を練り合わせるためのものではなく、搬送を目的とし、1軸の順ネジ形状のスクリューが用いられる。
試験1では、先ず、以下の材料を用い、表2に示す組成にて、上記混練工程と成形工程とを順に経て四角形の平板状(50mm×55mm×厚さ1.0mm)に射出成形し、樹脂成形体の試験片1-1~15を得た。混練工程においては、2軸押出機(テクノベル製 KZW15-30TGN)を用い、植物繊維を練り込んだペレットを作成した。成形工程では、混練工程で得られたペレットとガラス繊維のマスターバッチとを混合し、一般射出成形機(住友重機械工業株式会社製 E-185)を用いて、材料を練ることなく射出成形した。次に、得られた各試験片について下記の方法にて反りを評価した。その結果を表2に併記する。
<材料>
熱可塑性樹脂:ポリプロピレン樹脂(住友化学製 AZ864)
ガラス繊維:繊維径22μm 繊維長5mm
植物繊維:ラミー繊維(植物より単離し、解繊してカットしたもの。)繊維長0.3mm
<反りの評価>
平らな試験台の天板に対し、試験片の板面が対面するように試験片を載置し、試験片の四角形の3頂点が天板に接地しているときの、残りの1頂点の天板に対する浮き量(mm)を測定した。

試験2では、先ず、試験1と同じ材料を用い、植物繊維の繊維長を表3に示すように変更し、ガラス繊維を5重量%、植物繊維を10重量%含有する樹脂成形体の試験片2-1~2-5を得た。各試験片は、試験1と同様の工程を経て80mm×10mm×4mmの板状に射出成形した。次に、得られた各試験片について、樹脂成形体中の各繊維の繊維長を測定し、次式より繊維長残存率を算出した。
〔繊維長残存率(%)=成形工程に投入した繊維の繊維長(投入繊維長)÷樹脂成形体中の繊維の繊維長(残存繊維長)×100〕
また、ISO178に準じて曲げ強さを測定した。これらの結果を表3に併記する。
試験3では、試験1と同様の材料を用い、表4に示される組成にて、試験2と同様に試験片3-1~3-4を得た。得られた各試験片について、試験片2と同様に曲げ強さを測定した。その結果を表4に併記する。

試験4では、試験1と同様の材料を用い、ガラス繊維と植物繊維の含有率を変更し、試験1と同様の工程を経て、80mm×10mm×4mmの板状に射出成形した。得られた各試験片について、下記の方法にて荷重たわみ温度を測定した。その結果をグラフ化し、図2に示す。
<荷重たわみ温度の測定方法>
荷重たわみ温度は、ISO75-2に準拠し、株式会社安田精機製作所製荷重たわみ温度試験機(No.148-HD-PC6)を用い、以下の条件にて測定した。
曲げ応力:0.45MPa
支点間距離:64mm
試験開始温度:40℃
昇温速度:120℃/H
Claims (6)
- 植物を粉砕した際に舞い上がった植物微粉を含有する、熱可塑性樹脂組成物。
- 前記植物微粉の平均粒径が20μm以下であり、且つその標準偏差が15μm以下である、請求項1に記載の熱可塑性樹脂組成物。
- 前記植物微粉を50重量%未満含有する、請求項1または請求項2に記載の熱可塑性樹脂組成物。
- 請求項1ないし請求項3のいずれかに記載の熱可塑性樹脂組成物を射出成形してなる、射出成形品。
- 樹脂成形体であって、
熱可塑性樹脂と、
ガラス繊維と、
植物繊維とを含有し、
前記ガラス繊維は1~6重量%含有されており、
前記植物繊維は繊維長が0.3mm以下であり、且つ、10~40重量%含有されている樹脂成形体。 - 前記熱可塑性樹脂と前記植物繊維とを混練した後に、前記ガラス繊維を練ることなく混合して射出成形される請求項5に記載の樹脂成形体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13801393.3A EP2832799A4 (en) | 2012-06-05 | 2013-05-21 | THERMOPLASTIC RESIN COMPOSITION |
| JP2014519911A JPWO2013183440A1 (ja) | 2012-06-05 | 2013-05-21 | 熱可塑性樹脂組成物 |
| US14/397,617 US20150111996A1 (en) | 2012-06-05 | 2013-05-21 | Thermoplastic resin compositions |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-127782 | 2012-06-05 | ||
| JP2012127782 | 2012-06-05 | ||
| JP2012139401 | 2012-06-21 | ||
| JP2012-139401 | 2012-06-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013183440A1 true WO2013183440A1 (ja) | 2013-12-12 |
Family
ID=49711838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/064058 Ceased WO2013183440A1 (ja) | 2012-06-05 | 2013-05-21 | 熱可塑性樹脂組成物 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150111996A1 (ja) |
| EP (1) | EP2832799A4 (ja) |
| JP (1) | JPWO2013183440A1 (ja) |
| WO (1) | WO2013183440A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110982207B (zh) * | 2019-12-13 | 2022-12-09 | 东莞市莎米特箱包有限公司 | 一种行李箱壳体用材及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62132962A (ja) | 1985-12-04 | 1987-06-16 | Polyplastics Co | 成形用熱可塑性樹脂組成物 |
| JPH0741612A (ja) | 1993-07-29 | 1995-02-10 | Tosoh Corp | 射出成形用エチレン重合体組成物 |
| JPH07212050A (ja) | 1994-01-20 | 1995-08-11 | Hitachi Ltd | 電子機器用薄肉構造体の製造法 |
| JPH11228842A (ja) | 1998-02-13 | 1999-08-24 | Kawasaki Steel Corp | 長繊維強化熱可塑性樹脂組成物、成形用材料および成形体 |
| JP2010138337A (ja) | 2008-12-15 | 2010-06-24 | Toppan Printing Co Ltd | 木粉を含有する成形品の製造方法ならびに成形品 |
| JP2010155970A (ja) * | 2008-12-04 | 2010-07-15 | Daicel Polymer Ltd | 熱可塑性樹脂組成物 |
| JP2011195615A (ja) | 2010-03-17 | 2011-10-06 | Toyota Auto Body Co Ltd | 自動車部材用繊維強化プラスチック |
| JP2011231237A (ja) * | 2010-04-28 | 2011-11-17 | Daicel Polymer Ltd | ポリプロピレン組成物とその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0284058A3 (en) * | 1987-03-25 | 1990-10-31 | Kanegafuchi Kagaku Kogyo Kabushiki Kaisha | Wood-like molded articles and a method for making the same |
| FI894735A7 (fi) * | 1989-10-05 | 1991-04-06 | Biodata Oy | Biologisesti hajoava yhdistelmäkalvo ja menetelmä sellaisen valmistamiseksi |
| JPH08151485A (ja) * | 1994-11-29 | 1996-06-11 | Sekisui Chem Co Ltd | ポリプロピレン系樹脂組成物 |
| US20100256262A1 (en) * | 2007-09-03 | 2010-10-07 | Unitika Ltd. | Resin composition and molded body using the same |
| JP5146393B2 (ja) * | 2009-04-07 | 2013-02-20 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物の製造方法 |
| CN102152895B (zh) * | 2010-11-22 | 2012-07-25 | 史丽君 | 一种复合纤维带及生产工艺 |
-
2013
- 2013-05-21 WO PCT/JP2013/064058 patent/WO2013183440A1/ja not_active Ceased
- 2013-05-21 JP JP2014519911A patent/JPWO2013183440A1/ja active Pending
- 2013-05-21 EP EP13801393.3A patent/EP2832799A4/en not_active Withdrawn
- 2013-05-21 US US14/397,617 patent/US20150111996A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62132962A (ja) | 1985-12-04 | 1987-06-16 | Polyplastics Co | 成形用熱可塑性樹脂組成物 |
| JPH0741612A (ja) | 1993-07-29 | 1995-02-10 | Tosoh Corp | 射出成形用エチレン重合体組成物 |
| JPH07212050A (ja) | 1994-01-20 | 1995-08-11 | Hitachi Ltd | 電子機器用薄肉構造体の製造法 |
| JPH11228842A (ja) | 1998-02-13 | 1999-08-24 | Kawasaki Steel Corp | 長繊維強化熱可塑性樹脂組成物、成形用材料および成形体 |
| JP2010155970A (ja) * | 2008-12-04 | 2010-07-15 | Daicel Polymer Ltd | 熱可塑性樹脂組成物 |
| JP2010138337A (ja) | 2008-12-15 | 2010-06-24 | Toppan Printing Co Ltd | 木粉を含有する成形品の製造方法ならびに成形品 |
| JP2011195615A (ja) | 2010-03-17 | 2011-10-06 | Toyota Auto Body Co Ltd | 自動車部材用繊維強化プラスチック |
| JP2011231237A (ja) * | 2010-04-28 | 2011-11-17 | Daicel Polymer Ltd | ポリプロピレン組成物とその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2832799A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2832799A1 (en) | 2015-02-04 |
| JPWO2013183440A1 (ja) | 2016-01-28 |
| EP2832799A4 (en) | 2016-04-13 |
| US20150111996A1 (en) | 2015-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104204073B (zh) | 由再循环和可再生的成分形成的长纤维热塑性塑料 | |
| Kajaks et al. | Physical and mechanical properties of composites based on polypropylene and timber industry waste | |
| WO1999029781A1 (en) | Thermoplastic composite composition reinforced with mica and wooden fiber filler | |
| Poostforush et al. | Investigation of physical and mechanical properties of high density polyethylene/wood flour composite foams | |
| Majewski et al. | Evaluation of suitability of wheat bran as a natural filler in polymer processing | |
| Chris-Okafor et al. | Reinforcement of high density polyethylene with snail shell powder | |
| JP6615194B2 (ja) | 強化熱可塑性高分子組成物 | |
| PT104704A (pt) | Compósitos à base de cortiça reforçados com fibras | |
| KR101429743B1 (ko) | 산업 자재, 건자재와 농자재 용도의 재활용 자재와 그 제조 방법 | |
| JP7706318B2 (ja) | ポリ乳酸樹脂組成物 | |
| JP2018119048A (ja) | バイオマス粉含有高耐衝撃性樹脂組成物 | |
| JP7658741B2 (ja) | ポリ乳酸樹脂組成物 | |
| WO2013183440A1 (ja) | 熱可塑性樹脂組成物 | |
| CN106459493B (zh) | 用可再生内容物成形的热塑性塑料 | |
| Awanis et al. | Effect of coupling agent on mechanical properties of composite from microcrystalline cellulose and recycled polypropylene | |
| JP2017066198A (ja) | 成形用組成物とその製造方法 | |
| KR101813403B1 (ko) | 내열성과 기계적 물성이 우수한 3 차원 프린터 필라멘트용 폴리유산 숯 조성물 | |
| KR100908671B1 (ko) | 재활용 섬유판을 이용한 목재-플라스틱 복합재의 제조방법 | |
| KR102130822B1 (ko) | 셀룰로스 미분말을 함유하는 시트 | |
| US20240158616A1 (en) | Plant filler-containing composite resin composition and composite resin molded article using plant filler-containing composite resin composition | |
| KR102258976B1 (ko) | 계면특성이 향상된 케나프 섬유 및 재사용 고밀도 폴리에틸렌 바이오복합재료 및 이의 제조방법 | |
| Rodrigue et al. | A new approach to reinforcing nylon 6 nanocomposites | |
| US11938687B2 (en) | Plant fiber-containing composite resin molded article with sustained release of aroma | |
| JP7755959B2 (ja) | ポリ乳酸樹脂組成物 | |
| Mekap et al. | Secondary fiber/recycled polypropylene composites |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13801393 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2014519911 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013801393 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14397617 Country of ref document: US Ref document number: 2013801393 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |