WO2014002289A1 - 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 - Google Patents
冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 Download PDFInfo
- Publication number
- WO2014002289A1 WO2014002289A1 PCT/JP2012/067138 JP2012067138W WO2014002289A1 WO 2014002289 A1 WO2014002289 A1 WO 2014002289A1 JP 2012067138 W JP2012067138 W JP 2012067138W WO 2014002289 A1 WO2014002289 A1 WO 2014002289A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel pipe
- high carbon
- carbon steel
- machinability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/08—Seam welding not restricted to one of the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K13/00—Welding by high-frequency current heating
- B23K13/01—Welding by high-frequency current heating by induction heating
- B23K13/02—Seam welding
- B23K13/025—Seam welding for tubes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
- B21B17/14—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling without mandrel, e.g. stretch-reducing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a steering rack bar incorporated in a rack and pinion type steering device of an automobile or the like, or an automobile part such as a steering shaft or a drive shaft.
- TECHNICAL FIELD The present invention relates to a high carbon steel tube suitable for use as an autonomous part and a method for producing the same, and in particular, cold workability, machinability, and hardenability improvement. About.
- steering-related parts such as a steering rack bar and a steering shaft are incorporated in a steering device that transmits the movement of a steering wheel of the automobile to a wheel, for example, an associated parts of steering.
- steel bars are also used for driving shaft-related parts such as drive shafts that transmit the power of the engine to the wheels.
- solid-core parts solid-core parts
- hollow type parts hollow parts using steel pipes are adopted.
- Steel pipes used as materials for steering rack bars, steering shafts, drive shafts, etc. can be used for cold drawing, cold pressing, cold forging (cold forging), and the like, such as cold drawing working (cold drawing working), cold pressing (cold pressing) or cold forging (cold forging). And then a cutting work is applied to form the final part, and then a quenching treatment is applied to give a predetermined strength as the part.
- a hollow steering rack bar as described in Non-Patent Document 1
- a high carbon steel pipe is used as a raw material
- a flat part flat part
- the flat part is cut.
- a high-frequency hardening is performed to give a product with a predetermined strength.
- the steel pipe that is the material of the hollow steering rack bar is subjected to cold working, cutting, and quenching, it is required to be a steel pipe that is excellent in cold workability, machinability, and hardenability. Is done.
- Patent Document 1 a steel containing 2% or less of C is heated to Ac 1 point or more, and then (Ar 1 -50 ° C.) or less before finish rolling in hot rolling. (Ar 1 -200 ° C.) is cooled to a temperature range of not less than 10 ° C., and subsequently plastic deformation of 10% or more is applied by finish rolling, and the deformation heat generated thereby causes Ac 3 points again.
- a method of manufacturing a steel bar that reaches a temperature range of Ac 1 -100 ° C. or higher, and then obtains a spheroidizing structure by holding it in a temperature range of Ae 1 point or lower and 500 ° C. or higher for 7 minutes or more is described. Yes.
- Patent Document 2 in mass%, C: 0.25 to 0.50%, Si: 0.35% or less, Mn: 0.60 to 1.59%, S: 0.0025% or less, P: A steel pipe containing 0.010% or less is heated to (Ac 1 transformation point temperature ⁇ 20 ° C.) to (Ac 1 transformation point temperature) and held at that temperature for a predetermined time and then air-cooled or (Ac 1 (Transformation point temperature) to (Ac 1 transformation point temperature + 30 ° C.), held at that temperature for a predetermined time, and then at 0.01 to 1.0 ° C./s (Ar 1 transformation point ⁇ 20 ° C.) to (Ar A method for producing an electric-welded steel pipe excellent in cold workability and hardenability is described in which it is cooled to a temperature of 1 transformation point) and then air-cooled or held at that temperature for a predetermined time and then air-cooled.
- Patent Document 3 discloses that a material steel pipe having a composition containing C: 0.3 to 0.8% by mass, Si: 2% or less, and Mn: 3% or less is subjected to heating or soaking, and at least Cold workability in which the grain size of cementite becomes a structure of 1.0 ⁇ m or less by performing drawing rolling in which the cumulative diameter reduction ratio is 30% or more in the temperature range from (Ac1 transformation point ⁇ 50 ° C.) to Ac1 transformation point. The induction hardenability is improved.
- the reduction rolling is performed using the Ac 1 transformation. More than the point, preferably more than the Ac 1 transformation point and 900 ° C. or less.
- Patent Document 3 describes that diameter reduction rolling is performed in a range from (Ac 1 transformation point ⁇ 50 ° C.) to Ac 1 transformation point, and this leaves a problem that sufficient machinability cannot be obtained. .
- An object of the present invention is to provide a high-carbon electric-welded steel pipe and a method for producing the same, which advantageously solves the problems of the prior art and has excellent cold workability, machinability and hardenability.
- the excellent cold workability of the present invention refers to the case where the elongation El before quenching is 40% or more.
- the ferrite of the present invention means granular ferrite (sometimes referred to as “polygonal ferrite”).
- the range of the cementite particle size and dispersion interval, which provides good machinability, is an average particle size of 0.1 ⁇ m or more and less than 0.5 ⁇ m, and the dispersion interval of each particle is the surface-to-surface interval between adjacent particles. It was found to be 0.5 to 10 ⁇ m. It has been found that a high-carbon steel pipe having a structure in which cementite is dispersed is a steel pipe having excellent cold workability, excellent machinability, and excellent hardenability.
- the present inventors have made the high carbon steel pipe an Ac 3 transformation point in order to obtain a high carbon electric-welded steel pipe having a structure in which the dispersion of cementite is within the appropriate range as described above.
- After heating as described above it is important to perform reduction rolling at a cumulative reduction ratio of 30 to 70% in a temperature range of 900 ° C. or lower and a rolling end temperature of 900 ° C. to (Ac 1 transformation point).
- the present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
- the composition comprising the balance Fe and inevitable impurities
- the base phase is a ferrite phase, and has a structure in which cementite particles are dispersed in the base phase, the average particle diameter d of the cementite particles is 0.1 ⁇ m
- a high carbon steel pipe is used as a raw steel pipe, and the raw steel pipe is heated and soaked, and then subjected to reduced diameter rolling to obtain a product steel pipe.
- C 0.25 to 0.60%, Si: 0.01 to 2.0%, Mn: 0.2 to 3.0%, Al: 0.001 to 0.1%, P: 0.001 to 0.05%, S: 0.02% or less, N: 0.0010 to 0.0100%, B: 0.0003 to 0.0050%, Ca: 0.0001 to 0.0050%, and the balance Fe
- a high carbon steel pipe having a composition composed of inevitable impurities and after the diameter reduction rolling is heated and soaked to the Ac 3 transformation point or higher, the rolling end temperature: 900 ° C. to (Ac 1 transformation point), 900 ° C. or lower.
- the high carbon steel pipe continuously roll-forms the high carbon steel strip having the composition described above to form a substantially cylindrical open pipe, and the ends of the open pipe are electro-welded.
- a high carbon steel pipe manufacturing method characterized by being a high carbon electric-welded steel pipe that has undergone a pipe making process.
- Cu 2.0% by mass%
- the manufacturing method of the high carbon steel pipe characterized by containing 2 or more types.
- the steering rack has excellent cold workability equivalent to or better than that obtained by spheroidizing annealing without spheroidizing annealing, and also has excellent machinability and induction hardening properties.
- High carbon steel pipes suitable for automobile parts such as bars, steering shafts and drive shafts can be manufactured easily and inexpensively, and have a remarkable industrial effect.
- C 0.25 to 0.60%
- C has an effect of increasing the quenching hardness and is an important element for ensuring a desired component strength. In order to obtain such an effect, the content of 0.25% or more is required. On the other hand, when the content exceeds 0.60%, the cold workability is remarkably lowered and the weldability is lowered. When performing the electric resistance welding, the quality of the electric resistance welding portion is deteriorated. For these reasons, C is limited to the range of 0.25 to 0.60%. In addition, Preferably it is 0.30 to 0.50%.
- Si 0.01 to 2.0%
- Si is an element that acts as a deoxidizer and contributes to an increase in strength by solid solution. In order to acquire such an effect, 0.01% or more of content is required.
- the content exceeds 2.0%, in addition to the decrease in cold workability, when performing electro-resistance welding, an oxide is formed during electro-resistance welding and remains after upsetting. The quality of ERW welds is reduced. For this reason, Si was limited to the range of 0.01 to 2.0%.
- the content is 0.1 to 0.5%.
- Mn 0.2 to 3.0%
- Mn is an element that improves hardenability and contributes to an increase in strength by solid solution. In order to obtain such an effect, a content of 0.2% or more is required. On the other hand, if the content exceeds 3.0%, cold workability deteriorates, and when performing electro-resistance welding, Mn oxide tends to remain in the electro-resistance weld, and the quality of the electro-resistance weld decreases. Invite. Therefore, Mn is limited to the range of 0.2 to 3.0%. In addition, Preferably it is 0.5 to 2.0%.
- Al 0.001 to 0.1%
- Al is an element that effectively acts as a deoxidizer. In order to acquire such an effect, 0.001% or more of content is required. On the other hand, if the content exceeds 0.1%, alumina inclusions increase and surface properties are lowered. For this reason, Al was limited to the range of 0.001 to 0.1%.
- the content is preferably 0.01 to 0.05%.
- P 0.001 to 0.05%
- P is an element contributing to an increase in strength, and such an effect becomes remarkable when the content is 0.001% or more.
- P is an element that is easily segregated, and if it exceeds 0.05%, grain boundary segregation and center segregation become prominent, ductility is lowered, and weldability is significantly lowered. Therefore, P is limited to a range of 0.001 to 0.05%.
- the content is 0.001 to 0.02%.
- S 0.02% or less S is present as sulfide inclusions in steel, and since inclusions are highly likely to become the starting point of cracking during forming, it is desirable to reduce as much as possible, but 0.02% The following is acceptable. Therefore, S is limited to 0.02% or less. In addition, Preferably it is 0.01% or less. Moreover, excessive reduction of S causes a rise in refining costs, so 0.0001% or more is preferable.
- N 0.0010 to 0.0100%
- N is an element that contributes to an increase in strength by solid solution. In order to acquire such an effect, 0.0010% or more of content is required. On the other hand, if the content exceeds 0.0100%, the workability is reduced. Therefore, N is limited to the range of 0.0010 to 0.0100%. In addition, Preferably it is 0.0050% or less.
- B 0.0003 to 0.0050%
- B is an element that segregates at the grain boundaries and significantly improves the hardenability of the steel with a small amount. In order to acquire such an effect, 0.0003% or more needs to be contained. On the other hand, even if the content exceeds 0.0050%, the effect is saturated and an effect commensurate with the content cannot be expected, which is economically disadvantageous and segregates in large amounts at the grain boundaries to promote grain boundary fracture. . For this reason, B is limited to the range of 0.0003 to 0.0050%. In addition, Preferably it is 0.0005 to 0.0030%.
- Ca 0.0001 to 0.0050%
- Ca is an element that makes the shape of non-metallic inclusions (sulfide-based inclusions) spherical and contributes effectively to the shape control of the inclusions.
- Making the shape of the non-metallic inclusions spherical can reduce the stress concentration around the non-metallic inclusions, leading to a decrease in the starting point of cracks during the forming process and a starting point of cracks during fatigue failure.
- 0.0001% or more of content is required.
- the content exceeding 0.0050% causes an increase in the amount of nonmetallic inclusions, leading to a decrease in the cleanliness of the steel.
- Ca was limited to the range of 0.0001 to 0.0050%.
- Preferably it is 0.0001 to 0.0030%.
- the above-described components are basic components, but in the present invention, in addition to these basic compositions, as optional components, Cu: 2.0% or less, Cr: 2.0% or less, Mo: 2.0% Hereinafter, one or more selected from W: 2.0% or less, V: 1.0% or less, Nb: 0.1% or less, and / or Ti: 0.1% or less Can be selected and contained.
- One or more selected Cu, Cr, Mo, W, V, and Nb are all elements that contribute to increasing the strength of the steel, and can be selected as needed to contain one or more. .
- Cu is an element that contributes to an increase in strength through improvement in hardenability and is effective in improving fatigue resistance. To obtain such an effect, Cu is preferably contained in an amount of 0.01% or more. On the other hand, when the content exceeds 2.0%, the cold workability is remarkably lowered. For this reason, when it contains, it is preferable to limit Cu to 2.0% or less. More preferably, the content is 0.1 to 1.0%. Cr is an element that contributes to an increase in strength through improvement of hardenability. In order to acquire such an effect, it is preferable to contain 0.01% or more. On the other hand, Cr tends to form oxides.
- the content exceeds 2.0%, Cr oxide tends to remain in ERW welds when ERW welding is performed, and the quality of ERW welds deteriorates. Cheap. For this reason, when it contains, it is preferable to limit Cr to 2.0% or less. More preferably, the content is 0.1 to 1.0%.
- Mo is an element that contributes to increasing the strength by improving hardenability and further precipitation strengthening by carbides, and is effective in improving fatigue resistance. In order to acquire such an effect, it is preferable to contain 0.01% or more. On the other hand, when the content exceeds 2.0%, the cold workability is remarkably lowered, and when the content is too large, the material cost increases. For this reason, when it contains, it is preferable to limit Mo to 2.0% or less. More preferably, the content is 0.1 to 0.5%.
- W is an element contributing to an increase in strength through precipitation strengthening by carbides. In order to acquire such an effect, it is preferable to contain 0.01% or more. On the other hand, if the content exceeds 2.0%, a larger amount of carbide precipitates than necessary, which causes a decrease in cold workability, and a large content leads to an increase in material cost. For this reason, when it contains, it is preferable to limit W to 2.0% or less. More preferably, the content is 0.1 to 0.5%.
- V is an element that contributes to an increase in strength through precipitation strengthening by carbides and increases resistance to temper softening. In order to acquire such an effect, it is preferable to contain 0.01% or more. On the other hand, even if the content exceeds 1.0%, the effect is saturated and economically disadvantageous, and a large amount reduces cold workability. For this reason, when it contains, it is preferable to limit V to 1.0% or less. More preferably, the content is 0.1 to 0.5%.
- Nb is an element that contributes to an increase in strength through improvement of hardenability and precipitation strengthening by carbides. In order to acquire such an effect, it is desirable to contain 0.0010% or more. On the other hand, even if the content exceeds 0.1%, the effect is saturated, which is economically disadvantageous, and a large content reduces cold workability. For this reason, when it contains, it is preferable to limit Nb to 0.1% or less. More preferably, the content is 0.0010 to 0.05%.
- Ti 0.1% or less Ti is an element that forms carbides and nitrides and has an action of suppressing coarsening of crystal grains during heat treatment, and can be contained as necessary. In order to acquire such an effect, it is desirable to contain 0.001% or more, but when it exceeds 0.1%, cold workability will fall. For this reason, when it contains, it is preferable to limit Ti to 0.1% or less. More preferably, the content is 0.0010 to 0.05%.
- the balance other than the components described above consists of Fe and inevitable impurities.
- the high carbon steel pipe of the present invention has a structure in which a matrix phase is a ferrite phase, and cementite particles having an average particle diameter in a predetermined range are dispersed in the matrix phase at intervals of a predetermined range. It shows a tendency for cold workability to improve due to spheroidization of cementite.
- the base phase is a ferrite phase when a cross section parallel to the longitudinal direction of the pipe (L cross section) or a cross section parallel to the circumferential direction (C cross section) is corroded with a nital etchant, and then optical microscope or scanning type
- the area ratio of the ferrite phase obtained by image analysis when observing the metal structure with a microscope is the largest compared to the area ratios of the other phases.
- the area ratio of ferrite is 50% or more, preferably 60% or more.
- structures other than ferrite include pearlite, bainite, and cementite. The total area ratio of these structures is 40% or less, and preferably 30% or less.
- the ferrite of the present invention means a granular ferrite (sometimes referred to as “polygonal ferrite”) and has a different structure from “bainitic ferrite”.
- the average particle diameter d of the cementite particles is 0.1 ⁇ m or more and less than 0.5 ⁇ m, and the average distance L between the surfaces of the adjacent cementite particles is 0.5 to 10 ⁇ m. Is an organization. Average particle diameter d of cementite particles: 0.1 ⁇ m or more and less than 0.5 ⁇ m If the average particle diameter d of cementite particles is too fine, less than 0.1 ⁇ m, the cold workability cannot be sufficiently improved.
- the average particle size d is as large as 0.5 ⁇ m or more, cementite solid solution becomes insufficient during quenching heating (high-frequency heating), and the hardenability decreases, so that the desired quenching hardness (product hardness) is achieved. It cannot be secured.
- the average particle diameter d of the cementite particles is limited to a range of 0.1 ⁇ m or more and less than 0.5 ⁇ m. In addition, Preferably it is 0.3 micrometer or more and less than 0.5 micrometer.
- grains d is as having described in the Example.
- Average distance L between surfaces of adjacent cementite particles 0.5 to 10 ⁇ m
- the average distance L between the surfaces of adjacent cementite particles affects the properties of the finished surface after cutting. If the average distance L is less than 0.5 ⁇ m, voids generated at the interface between ferrite and cementite during the cutting process are connected to each other, and there is a high possibility that a crack will occur, and the surface properties of the cut finished surface will deteriorate. On the other hand, when it exceeds 10 ⁇ m, the size of cementite is inevitably increased, the hardenability is lowered, the cutting resistance is increased, and the machinability is lowered.
- the average distance L between the surfaces of adjacent cementite particles is limited to a range of 0.5 to 10 ⁇ m. In addition, Preferably it is 5 micrometers or less.
- the method for measuring the average distance L between the surfaces of the cementite particles is as described in the examples.
- the preferable manufacturing method of this invention high carbon steel pipe is demonstrated.
- a high carbon steel pipe having the above-described composition is used as the raw steel pipe.
- the material steel pipe may be a seamless steel pipe, an electric-welded steel pipe, or a forged steel pipe as long as it is a steel pipe having the above-described composition, and it is not particularly necessary to limit the manufacturing method of the material steel pipe.
- an electric resistance steel pipe is usually formed by continuously forming a steel strip into a substantially cylindrical open pipe, and performing a pipe forming process by electro-welding the ends of the open pipe (open pipe). Applied and manufactured.
- the steel strip to be used is preferably a hot rolled steel strip having the above-described composition from the viewpoint of reducing the manufacturing cost, but even a cold-rolled steel strip has no problem.
- a high-carbon steel pipe, which is a raw steel pipe, is heated to a heating temperature not lower than the Ac 3 transformation point, preferably not higher than 1100 ° C., and soaked.
- the holding time at the heating temperature is preferably about 0.1 to 10 minutes from the viewpoint of surface properties and homogenization.
- the diameter reduction rolling is rolling at a rolling end temperature: 900 ° C. to (Ac 1 transformation point) and a cumulative diameter reduction ratio in a temperature range of 900 ° C. or lower: 30 to 70%.
- the cumulative diameter reduction ratio from the start of rolling to the end of rolling depends on the dimensions of the raw steel pipe and the product steel pipe, but is in the range of 35 to 70% from the viewpoint of dividing pearlite and forming fine cementite. It is preferable to do.
- the rolling end temperature is higher than 900 ° C. at the steel pipe surface temperature, no carbide is present during rolling, and cementite spheroidization is not achieved. Moreover, the surface properties of the product steel pipe are lowered. On the other hand, if it is less than the Ac 1 transformation point, the cementite obtained becomes excessively fine and the dispersion interval becomes narrow, so that the cut finish surface is lowered. Therefore, the rolling end temperature is limited to a temperature in the range of 900 ° C. or lower to (Ac 1 transformation point) or higher, preferably in the range exceeding the Ac1 transformation point. The temperature is preferably 850 to 750 ° C.
- the process was performed to make an electric resistance steel pipe (outer diameter: 89.1 mm ⁇ ), which was a raw steel pipe.
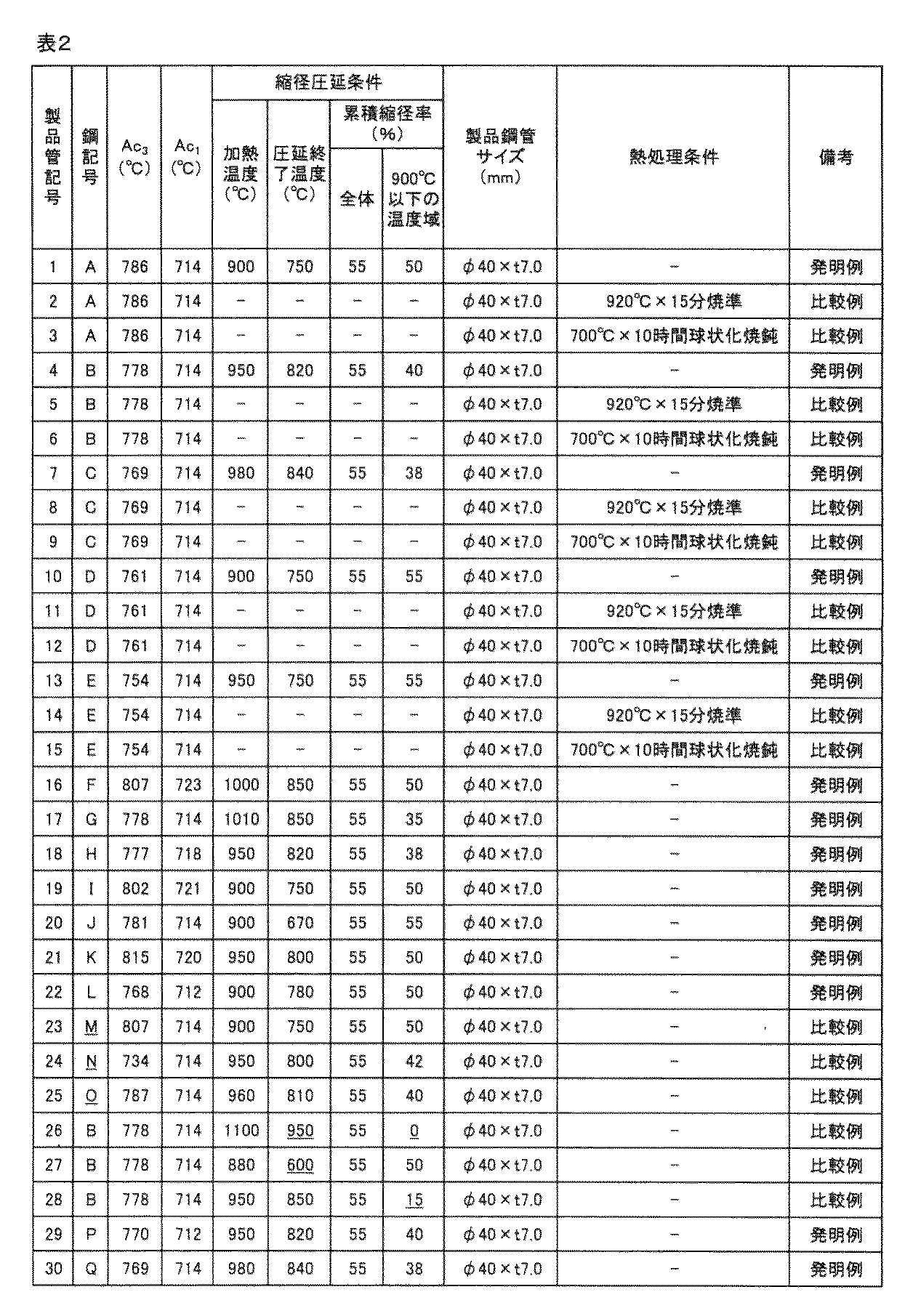
- These material steel pipes were subjected to reduction rolling under the conditions shown in Table 2 to obtain product steel pipes.
- Some steel pipes were subjected to an annealing treatment at 700 ° C. ⁇ 10 hr, or a normalizing treatment at 925 ° C. ⁇ 15 min to obtain a conventional example.
- the material steel pipe was processed into 40 mm ⁇ and then subjected to the above-described treatment.
- the obtained steel pipe was subjected to microstructure observation and investigated for cold workability, hardenability and machinability.
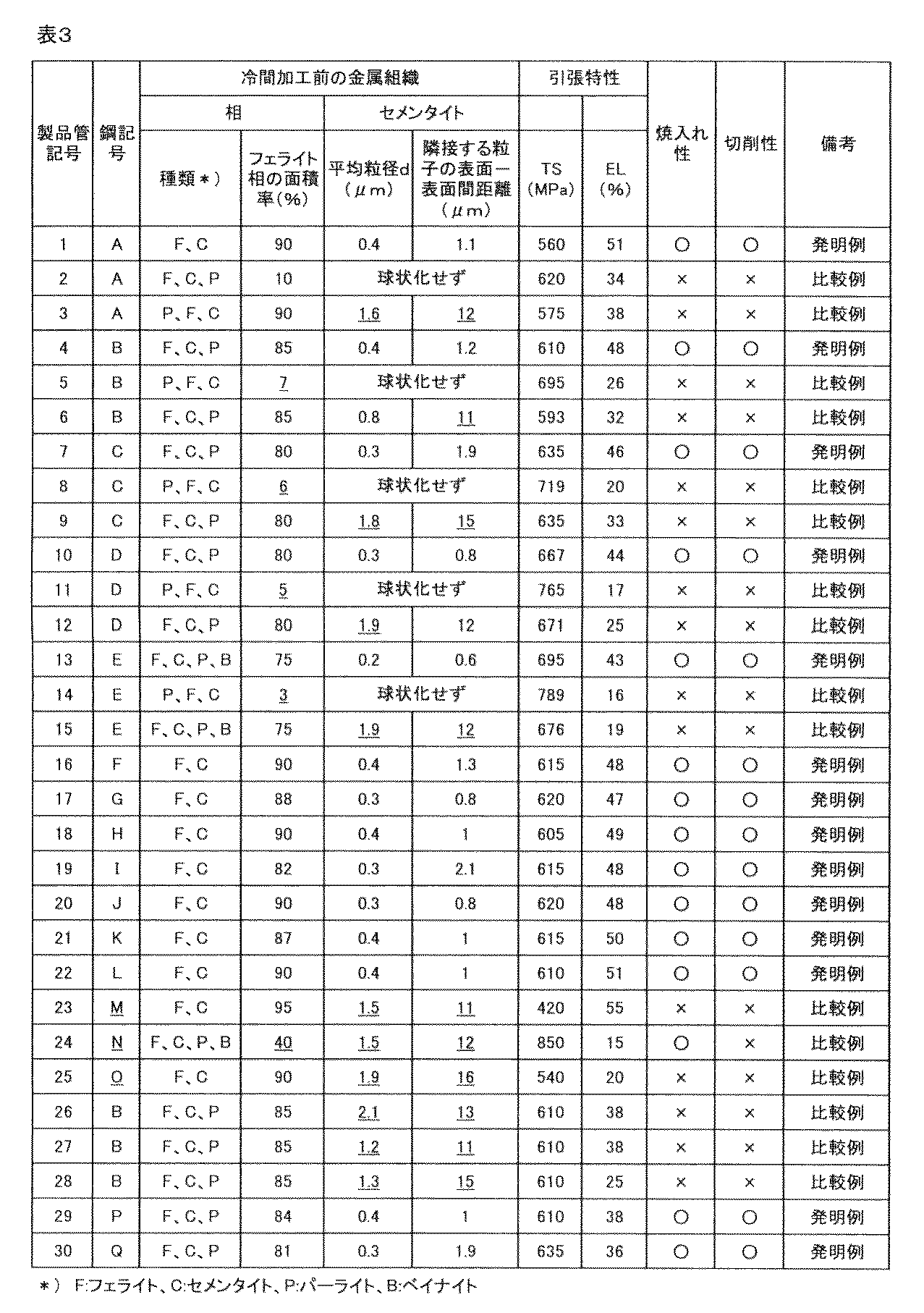
- the survey method was as follows. (1) Microstructure observation A specimen for microstructural observation is collected from the obtained product steel pipe, a cross section perpendicular to the longitudinal direction of the pipe (C cross section) is polished, corroded with a nital corrosion solution, and then scanned. Observation was performed using an electron microscope (magnification ratio: 2000 times), and imaging was performed so as to include 100 or more cementites in 10 fields of view or more.
- V-grooving Machinability Pipe inner surface grooving
- Each of the examples of the present invention shows an elongation exceeding the conventional example subjected to the annealing treatment, is excellent in cold workability, further exhibits a hardenability exceeding the conventional example subjected to the normalizing treatment, and is excellent in induction hardenability, Furthermore, it is a high carbon steel pipe excellent in machinability, showing tool wear exceeding the conventional example subjected to the normalizing treatment and surface properties of the cut finish surface.
- comparative examples that are outside the scope of the present invention are cold workability, hardenability is lowered, machinability is lowered, or cold workability, induction hardenability, All of the machinability is reduced.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
例えば、中空ステアリングラックバーでは、非特許文献1に記載されるように、高炭素鋼管を素材として、冷間で管上面部に平坦部(flat part)を加工し、ついで該平坦部に切削加工で歯車の歯型(gear tooth)を形成し最終形状としたのち、高周波焼入れ(high−frequency hardening)を施して、所定の強度を付与され製品とされる。このように、中空ステアリングラックバーの素材である鋼管には、冷間加工、切削加工、焼入れ処理が施されるため、冷間加工性、被削性および焼入れ性に優れる鋼管であることが要求される。
また、特許文献3には質量でC:0.3~0.8%、Si:2%以下、Mn:3%以下を含む組成を有する素材鋼管に、加熱または均熱処理を施したのち、少なくとも(Ac1変態点—50℃)からAc1変態点の温度範囲で、累積縮径率30%以上となる絞り圧延を行うことでセメンタイトの粒径が1.0μm以下の組織となる、冷間加工性、高周波焼入れ性が改善されるとするものである。
また、特許文献3では本特許に記載された技術では切削性に関する記載が全くない。本願においては、切削性を改善するために、セメンタイトの粒径とともに、粒子の分散距離が適正範囲内に入っていることが重要であり、そのためには縮径圧延(Stretch Reducing)をAc1変態点以上、好ましくは、Ac1変態点超え、900℃以下としている。一方で、特許文献3では縮径圧延は(Ac1変態点—50℃)からAc1変態点の範囲で行うことが記載されており、これでは十分な切削性が得られないという課題が残る。
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨はつぎのとおりである。
(3)(1)または(2)において、前記組成に加えてさらに、質量%で、Ti:0.1%以下を含有することを特徴とする高炭素鋼管。
(6)(4)または(5)において、前記組成に加えてさらに、質量%で、Cu:2.0%
以下、Cr:2.0%以下、Mo:2.0%以下、W:2.0%以下、V:1.0%以下、Nb:0.1%以下のうちから選ばれた1種または2種以上を含有することを特徴とする高炭素鋼管の製造方法。
C:0.25~0.60%
Cは、焼入れ硬さを増加させる作用を有し、所望の部品強度を確保するために重要な元素である。このような効果を得るためには、0.25%以上の含有を必要とする。一方、0.60%を超える含有は、冷間加工性を顕著に低下させるとともに、溶接性を低下させ、電縫溶接を行なう場合には、電縫溶接部の品質低下を招く。このようなことから、Cは0.25~0.60%の範囲に限定した。なお、好ましくは0.30~0.50%である。
Siは、脱酸剤として作用するとともに、固溶して強度増加に寄与する元素である。このような効果を得るためには、0.01%以上の含有を必要とする。一方、2.0%を超える含有は、冷間加工性が低下するのに加えて、電縫溶接を行う場合には、電縫溶接時に酸化物を形成し、アップセット後も残留するため、電縫溶接部の品質低下を招く。このため、Siは0.01~2.0%の範囲に限定した。なお、好ましくは0.1~0.5%である。
Mnは、焼入れ性を向上させるとともに、固溶して強度増加に寄与する元素である。このような効果を得るためには、0.2%以上の含有を必要とする。一方、3.0%を超える含有は、冷間加工性が低下するとともに、電縫溶接を行う場合には、電縫溶接部にMn酸化物が残存しやすくなり、電縫溶接部の品質低下を招く。このようなことから、Mnは0.2~3.0%の範囲に限定した。なお、好ましくは0.5~2.0%である。
Alは、脱酸剤として有効に作用する元素である。このような効果を得るためには0.001%以上の含有を必要とする。一方、0.1%を超えて含有すると、アルミナ系介在物が増加し、表面性状を低下させる。このため、Alは0.001~0.1%の範囲に限定した。なお、好ましくは0.01~0.05%である。
Pは、強度増加に寄与する元素であり、このような効果は0.001%以上の含有で顕著となる。一方、Pは偏析しやすい元素であり、0.05%を超えて含有すると、粒界偏析や中心偏析が顕著になり、延性が低下するとともに、溶接性の顕著な低下を招く。このため、Pは0.001~0.05%の範囲に限定した。なお、好ましくは0.001~0.02%である。
Sは、鋼中では硫化物系介在物として存在し、成形加工時に介在物が割れの起点になる恐れが高いため、できるだけ低減することが望ましいが、0.02%以下であれば許容できる。このようなことから、Sは0.02%以下に限定した。なお、好ましくは0.01%以下である。また、過度のSの低減は、精錬コストの高騰を招くため、0.0001%以上とすることが好ましい。
Nは、固溶して強度の増加に寄与する元素である。このような効果を得るためには、0.0010%以上の含有を必要とする。一方、0.0100%を超える含有は、加工性の低下を招く。このため、Nは0.0010~0.0100%の範囲に限定した。なお、好ましくは0.0050%以下である。
Bは、粒界に偏析して少量の含有で鋼の焼入れ性を顕著に向上させる元素である。このような効果を得るためには、0.0003%以上の含有を必要とする。一方、0.0050%を超えて含有しても、効果が飽和し含有量に見合う効果を期待できないため、経済的に不利となるうえ、粒界に多量に偏析して粒界破壊を促進する。このため、Bは0.0003~0.0050%の範囲に限定した。なお、好ましくは0.0005~0.0030%である。
Caは、非金属介在物(硫化物系介在物)の形状を球状とする、介在物の形態制御に有効に寄与する元素である。非金属介在物の形状を球状とすることは、非金属介在物まわりの応力集中度を低下でき、成形加工時の割れの起点、疲労破壊時の割れの起点の減少に繋がる。このような効果を得るためには、0.0001%以上の含有を必要とする。一方、0.0050%を超える含有は、非金属介在物量の増加を招き、鋼の清浄度の低下に繋がる。このため、Caは0.0001~0.0050%の範囲に限定した。なお、好ましくは0.0001~0.0030%である。
Cu:2.0%以下、Cr:2.0%以下、Mo:2.0%以下、W:2.0%以下、V:1.0%以下、Nb:0.1%以下のうちから選ばれた1種または2種以上
Cu、Cr、Mo、W、V、Nbはいずれも、鋼の強度増加に寄与する元素であり、必要に応じて選択して1種または2種以上含有できる。
Crは、焼入れ性の向上を介して、強度増加に寄与する元素である。このような効果を得るためには、0.01%以上含有することが好ましい。一方、Crは酸化物を形成しやすく、2.0%を超える含有は、電縫溶接を行なう場合に、電縫溶接部にCr酸化物が残存しやすく、電縫溶接部の品質が低下しやすい。このため、含有する場合には、Crは2.0%以下に限定することが好ましい。なお、より好ましくは0.1~1.0%である。
Tiは、炭化物、窒化物を形成し、熱処理時の結晶粒の粗大化を抑制する作用を有する元素であり、必要に応じて含有できる。このような効果を得るためには、0.001%以上含有することが望ましいが、0.1%を超える含有は、冷間加工性が低下する。このため、含有する場合には、Tiは0.1%以下に限定することが好ましい。なお、より好ましくは0.0010~0.05%である。
つぎに、本発明高炭素鋼管の組織限定の理由について説明する。
本発明高炭素鋼管は、基地相がフェライト相で、該基地相中に、所定範囲の平均粒径を有するセメンタイト粒子が所定範囲の間隔で分散した組織を有する。セメンタイトが球状化することにより、冷間加工性が向上する傾向を示す。
なお、基地相がフェライト相とは、パイプの長手方向に平行な断面(L断面)もしくは、円周方向に平行な断面(C断面)をナイタール腐食液にて腐食した後、光学顕微鏡もしくは走査型顕微鏡にて金属組織観察をした際に画像解析により求めたフェライト相の面積率が他の各相の面積率に比べて最も多いことを意味する。
具体的には、フェライトの面積率が、50%以上、好ましくは、60%以上である。フェライト以外の組織として、パーライト、ベイナイトおよび、セメンタイトがあるが、これらの組織の合計の面積率は、40%以下、好ましくは、30%以下である。なお、本発明のフェライトとは、粒状のフェライト(「ポリゴナルフェライト(polygonal ferrite)」とも称することもある)のことを言い「ベイニティックフェライト(bainitic ferrite)」とは、異なる組織である。
セメンタイト粒子の平均粒径d:0.1μm以上0.5μm未満
セメンタイト粒子の平均粒径dが、0.1μm未満と微細になりすぎると、冷間加工性を十分に向上させることができなくなる。一方、平均粒径dが、0.5μm以上と大きくなると、焼入れ加熱(高周波加熱)時にセメンタイトの固溶が不十分となり、焼入れ性が低下するため、所望の焼入れ硬さ(製品硬さ)を確保できなくなる。また、セメンタイトの大きさが大きすぎると、切削加工時の抵抗(切削抵抗)が増加し、切削工具の寿命低下を招く。このようなことから、セメンタイト粒子の平均粒径dを0.1μm以上0.5μm未満の範囲に限定した。なお、好ましくは0.3μm以上0.5μm未満である。なお、セメンタイト粒子dの平均粒径の測定方法は、実施例に記載のとおりである。
隣接するセメンタイト粒子の表面−表面間の平均距離Lは、切削加工後の仕上表面の性状に影響する。平均距離Lが0.5μm未満では、切削加工時にフェライトとセメンタイトとの界面で生じたボイド同士が連結し、クラックとなる可能性が高く、切削仕上げ面の表面性状が低下する。一方、10μmを超えると、セメンタイトの大きさが必然的に大きくなり、焼入れ性が低下するとともに、切削抵抗が増加し被削性が低下する。このようなことから、本発明では、隣接するセメンタイト粒子の表面−表面間の平均距離Lを0.5~10μmの範囲に限定した。なお、好ましくは5μm以下である。なお、セメンタイト粒子の表面−表面間の平均距離Lの測定方法は、実施例に記載のとおりである。
つぎに、本発明高炭素鋼管の好ましい製造方法について説明する。
まず、素材鋼管として、上記した組成を有する高炭素鋼管を用いる。なお、素材鋼管は、上記した組成を有する鋼管であれば、継目無鋼管、電縫鋼管、鍛接鋼管(Forge Welding Pipe)でもよく、とくに素材鋼管の製造方法を限定する必要はない。
素材鋼管である高炭素鋼管を、Ac3変態点以上、望ましくは1100℃以下の加熱温度に加熱し、均熱する。加熱温度がAc3変態点未満では、電縫溶接部への炭素の拡散が十分でなく、焼入れ時に局部的に硬度が低くなる可能性がある。一方、加熱温度が1100℃を超える高温となると、鋼管の表面性状が低下する。なお、加熱温度での保持時間(均熱時間)は0.1~10min程度とすることが表面性状、および均質化の観点から好ましい。
縮径圧延は、圧延終了温度:900℃~(Ac1変態点)とし、900℃以下の温度域での累積縮径率:30~70%とする圧延とする。なお、圧延開始から圧延終了までの累積縮径率は、素材鋼管の寸法、製品鋼管の寸法によるが、パーライト(pearlite)を分断し微細なセメンタイトを形成するという観点から35~70%の範囲とすることが好ましい。
以下、実施例に基づいて、さらに本発明について説明する。
これら素材鋼管に、表2に示す条件で、縮径圧延を施し、製品鋼管とした。なお、一部の鋼管では、700℃×10hrの焼鈍処理(annealing treatment)、または925℃×15minの焼準処理(normalizing treatment)を施し、従来例とした。従来例では、素材鋼管を40mmφに加工したのち上記した処理を施した。
(1)組織観察
得られた製品鋼管から組織観察用試験片を採取し、管長手方向に垂直な断面(C断面)を研磨し、ナイタール腐食液(nital corrosion solution)で腐食したのち、走査型電子顕微鏡(electron scanning microscope)(倍率(magnification ratio):2000倍)を用いて観察し、10視野以上でセメンタイト100個以上を含むように、撮像した。得られた写真を画像解析して、各セメンタイト粒の面積を求め、円相当径を算出して各粒の粒径とし、それらを算術平均して、その鋼管のセメンタイト粒の平均粒径dとした。また、得られた写真を画像解析して、各隣接するセメンタイト粒とセメンタイト粒との表面−表面間の距離を求め、算術平均して、その鋼管の隣接するセメンタイト粒とセメンタイト粒との表面−表面間の平均距離Lを算出した。
得られた製品鋼管から、JIS 11号A引張試験片(GL:50mm)を採取し、JIS Z 2241に準拠して引張試験を実施し、引張強さTS、伸びElを求めた。伸びElが40%以上である場合を「冷間加工性に優れる」と評価し、○とした。それ以外は×とした。
(3)焼入れ性
得られた製品鋼管から試験材(長さ:300mm)を採取し、該採取した試験材に、JIS G 0559に準拠して高周波誘導加熱装置(high−frequency dielectric heater)を用いて、表面温度が1000℃になるように加熱したのち、管外面に水を噴射して焼入れた。なお、加熱条件は、周波数:10kHz、誘導加熱コイル(induction heating coil)の送り速度:20mm/sとした。焼入れした試験材から試験片を採取し、ビッカース硬度計(Vickers hardness tester)(荷重:4.9N)で板厚方向の断面硬さ分布を測定し、C量に応じた最大硬さ*1)の95%以上の硬さを示す領域の深さを求め、有効硬化層深さとした。なお、*1)のC量に応じた焼入れ硬さとは下記の参考文献と換算式により求めた。
参考文献:レスリー鉄鋼材料学、丸善株式会社、P235、表VII.2
硬さ換算表(HRC硬さ⇒HV硬さ換算表):SAE J 417
管の外表面から肉厚の95%以上の範囲において、最大硬さの95%以上の硬さ以上の硬さを確保できるものを「焼入れ性に優れる」と評価し、○とした。それ以外は×とした。
得られた製品鋼管に、管内面溝切加工(V溝加工)を実施した。加工の条件は下記のとおりとした。
回転数:100rpm
送り速度:0.3mm/rev
V溝切り込み深さ:1mm
チップ(tip):超硬チップ(cemented carbide tip)
なお、上記の超硬チップは、一般的な切削用のタングステン超硬チップである。
この加工を100本の製品鋼管に行ったのち、バイト(turning tool)(工具)を交換し、工具の状況を観察した。バイト切損、刃先欠損、切削仕上面の異常がない場合は○、1つでもある場合は×として評価した。

Claims (7)
- 質量%で、
C :0.25~0.60%、 Si:0.01~2.0%、
Mn:0.2~3.0%、 Al:0.001~0.1%、
P :0.001~0.05%、 S :0.0001~0.02%、
N :0.0010~0.0100%、 B :0.0003~0.0050%、
Ca:0.0001~0.0050%
を含み、残部Feおよび不可避的不純物からなる組成と、基地相がフェライト相で、該基地相中にセメンタイト粒子が微細分散した組織を有し、前記セメンタイト粒子の平均粒径dが0.1μm以上0.5μm未満で、かつ隣接するセメンタイト粒子の表面−表面間の平均距離Lが0.5~10μmである高炭素鋼管。 - 前記組成に加えてさらに、質量%で、Cu:2.0%以下、Cr:2.0%以下、Mo:2.0%以下、W:2.0%以下、V:1.0%以下、Nb:0.1%以下のうちから選ばれた1種または2種以上を含有する請求項1に記載の高炭素鋼管。
- 前記組成に加えてさらに、質量%で、Ti:0.1%以下を含有する請求項1または2に記載の高炭素鋼管。
- 高炭素鋼管を素材鋼管とし、該素材鋼管に、加熱・均熱したのち縮径圧延を施し製品鋼管とする高炭素鋼管の製造方法であって、前記素材鋼管を、質量%で、
C :0.25~0.60%、 Si:0.01~2.0%、
Mn:0.2~3.0%、 Al:0.001~0.1%、
P :0.001~0.05%、 S :0.0001~0.02%、
N :0.0010~0.0100%、 B :0.0003~0.0050%、
Ca:0.0001~0.0050%
を含み、残部Feおよび不可避的不純物からなる組成を有する鋼管とし、
前記縮径圧延を、Ac3変態点以上に加熱・均熱したのち、圧延終了温度:900℃以下~(Ac1変態点)以上とし、900℃以下の温度域での累積縮径率:30~70%である縮径圧延とする高炭素鋼管の製造方法。 - 前記高炭素鋼管が、前記した組成の高炭素鋼帯を、連続的にロール成形し、略円筒状のオープン管とし、該オープン管の端部同士を電縫溶接してなる造管工程を経た、高炭素電縫鋼管である請求項4に記載の高炭素鋼管の製造方法。
- 前記組成に加えてさらに、質量%で、Cu:2.0%以下、Cr:2.0%以下、Mo:2.0%以下、W:2.0%以下、V:1.0%以下、Nb:0.1%以下のうちから選ばれた1種または2種以上を含有する請求項4または5に記載の高炭素鋼管の製造方法。
- 前記組成に加えてさらに、質量%で、Ti:0.1%以下を含有する請求項4ないし6のいずれかに記載の高炭素鋼管の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12880052.1A EP2868763B1 (en) | 2012-06-28 | 2012-06-28 | High carbon steel pipe having excellent cold workability, machinability, and quenching properties, and method for manufacturing same |
| KR1020157000795A KR20150023726A (ko) | 2012-06-28 | 2012-06-28 | 냉간 가공성, 피삭성 및 퀀칭성이 우수한 고탄소 강관 및 그 제조 방법 |
| RU2015102590/02A RU2600460C2 (ru) | 2012-06-28 | 2012-06-28 | Труба из высокоуглеродистой стали с превосходными обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью и способ ее изготовления |
| PCT/JP2012/067138 WO2014002289A1 (ja) | 2012-06-28 | 2012-06-28 | 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 |
| IN2910KON2014 IN2014KN02910A (ja) | 2012-06-28 | 2012-06-28 | |
| CN201280074342.7A CN104411846B (zh) | 2012-06-28 | 2012-06-28 | 冷加工性、切削性和淬透性优良的高碳钢管及其制造方法 |
| US14/410,264 US20150275339A1 (en) | 2012-06-28 | 2012-06-28 | High-carbon steel tube having superior cold workability, machinability, and hardenability and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/067138 WO2014002289A1 (ja) | 2012-06-28 | 2012-06-28 | 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014002289A1 true WO2014002289A1 (ja) | 2014-01-03 |
Family
ID=49782512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/067138 Ceased WO2014002289A1 (ja) | 2012-06-28 | 2012-06-28 | 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150275339A1 (ja) |
| EP (1) | EP2868763B1 (ja) |
| KR (1) | KR20150023726A (ja) |
| CN (1) | CN104411846B (ja) |
| IN (1) | IN2014KN02910A (ja) |
| RU (1) | RU2600460C2 (ja) |
| WO (1) | WO2014002289A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018139671A1 (ja) * | 2017-01-30 | 2018-08-02 | 新日鐵住金株式会社 | 自動車足回り部品用鋼管および自動車足回り部品 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104805354A (zh) * | 2015-04-30 | 2015-07-29 | 内蒙古包钢钢联股份有限公司 | 一种含硼深度低温热轧h型钢及其制备方法 |
| WO2017006144A1 (en) | 2015-07-09 | 2017-01-12 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| CN105543630B (zh) * | 2015-12-21 | 2017-08-25 | 秦皇岛首秦金属材料有限公司 | 一种含硼高碳锯片用钢及其制造方法 |
| AU2017350513B2 (en) | 2016-10-27 | 2020-03-05 | Novelis Inc. | High strength 7xxx series aluminum alloys and methods of making the same |
| AU2017350515B2 (en) | 2016-10-27 | 2020-03-05 | Novelis Inc. | High strength 6xxx series aluminum alloys and methods of making the same |
| ES2878048T3 (es) | 2016-10-27 | 2021-11-18 | Novelis Inc | Método de colada y laminación de aleación de aluminio y producto intermedio asociado |
| JP6575733B1 (ja) * | 2018-02-23 | 2019-09-18 | Jfeスチール株式会社 | 高炭素冷延鋼板およびその製造方法 |
| CN110616366B (zh) * | 2018-06-20 | 2021-07-16 | 宝山钢铁股份有限公司 | 一种125ksi钢级抗硫油井管及其制造方法 |
| TWI665310B (zh) * | 2018-10-02 | 2019-07-11 | 日商新日鐵住金股份有限公司 | 滲碳用鋼板及滲碳用鋼板的製造方法 |
| WO2020129337A1 (ja) * | 2018-12-19 | 2020-06-25 | Jfeスチール株式会社 | 電縫鋼管 |
| CN111172467B (zh) * | 2020-01-07 | 2021-04-27 | 马鞍山钢铁股份有限公司 | 一种高断裂韧性的中高碳钢 |
| CN111187994A (zh) * | 2020-02-17 | 2020-05-22 | 本钢板材股份有限公司 | 一种高c刀具用钢c60热轧卷板及其制备方法 |
| CN117286395A (zh) * | 2022-06-17 | 2023-12-26 | 宝山钢铁股份有限公司 | 一种高强韧易切削电机轴用无缝钢管及其制造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0576524B2 (ja) | 1983-01-21 | 1993-10-22 | Sumitomo Metal Ind | |
| JP2001355047A (ja) | 2000-06-14 | 2001-12-25 | Kawasaki Steel Corp | 冷間加工性と高周波焼入れ性に優れた高炭素鋼管およびその製造方法 |
| JP2001355046A (ja) * | 2000-06-14 | 2001-12-25 | Kawasaki Steel Corp | 自動車ドア補強用鋼管とその製造方法 |
| JP2006009141A (ja) | 2004-05-21 | 2006-01-12 | Nippon Steel Corp | 冷間加工性と焼き入れ性に優れた電縫鋼管とその製造方法 |
| JP2006152406A (ja) * | 2004-11-30 | 2006-06-15 | Kobe Steel Ltd | 冷間鍛造用鋼線・棒材およびその製造方法 |
| JP2006316291A (ja) * | 2005-05-10 | 2006-11-24 | Nippon Steel Corp | 冷間鍛造性に優れた鋼線及びその製造方法 |
| JP2009275250A (ja) * | 2008-05-13 | 2009-11-26 | Nippon Steel Corp | 冷間加工性に優れた鋼線材およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0751232B1 (en) * | 1994-02-24 | 2000-01-05 | Nippon Steel Corporation | Steel material containing fine graphite particles uniformly dispersed therein and having excellent cold workability, machinability and hardenability, and method of manufacturing the same |
| CN1088117C (zh) * | 1997-04-30 | 2002-07-24 | 川崎制铁株式会社 | 高延展性且高强度的钢材及其制造方法 |
| US6682829B2 (en) * | 2001-05-31 | 2004-01-27 | Jfe Steel Corporation | Welded steel pipe having excellent hydroformability and method for making the same |
| CA2403830C (en) * | 2001-06-14 | 2009-06-30 | Kawasaki Steel Corporation | High-workability steel pipe and method of producing same |
| JP4485148B2 (ja) * | 2003-05-28 | 2010-06-16 | Jfeスチール株式会社 | 冷間鍛造加工性と転造加工性に優れた高炭素鋼管およびその製造方法 |
| US7736447B2 (en) * | 2003-12-19 | 2010-06-15 | Nippon Steel Corporation | Steel plates for ultra-high-strength linepipes and ultra-high-strength linepipes having excellent low-temperature toughness and manufacturing methods thereof |
| JP4305216B2 (ja) * | 2004-02-24 | 2009-07-29 | Jfeスチール株式会社 | 溶接部の靭性に優れる耐サワー高強度電縫鋼管用熱延鋼板およびその製造方法 |
| CN102712980B (zh) * | 2010-01-26 | 2014-07-02 | 新日铁住金株式会社 | 高强度冷轧钢板及其制造方法 |
| JP5056876B2 (ja) * | 2010-03-19 | 2012-10-24 | Jfeスチール株式会社 | 冷間加工性と焼入れ性に優れた熱延鋼板およびその製造方法 |
-
2012
- 2012-06-28 KR KR1020157000795A patent/KR20150023726A/ko not_active Ceased
- 2012-06-28 RU RU2015102590/02A patent/RU2600460C2/ru not_active IP Right Cessation
- 2012-06-28 CN CN201280074342.7A patent/CN104411846B/zh active Active
- 2012-06-28 IN IN2910KON2014 patent/IN2014KN02910A/en unknown
- 2012-06-28 EP EP12880052.1A patent/EP2868763B1/en not_active Not-in-force
- 2012-06-28 US US14/410,264 patent/US20150275339A1/en not_active Abandoned
- 2012-06-28 WO PCT/JP2012/067138 patent/WO2014002289A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0576524B2 (ja) | 1983-01-21 | 1993-10-22 | Sumitomo Metal Ind | |
| JP2001355047A (ja) | 2000-06-14 | 2001-12-25 | Kawasaki Steel Corp | 冷間加工性と高周波焼入れ性に優れた高炭素鋼管およびその製造方法 |
| JP2001355046A (ja) * | 2000-06-14 | 2001-12-25 | Kawasaki Steel Corp | 自動車ドア補強用鋼管とその製造方法 |
| JP2006009141A (ja) | 2004-05-21 | 2006-01-12 | Nippon Steel Corp | 冷間加工性と焼き入れ性に優れた電縫鋼管とその製造方法 |
| JP2006152406A (ja) * | 2004-11-30 | 2006-06-15 | Kobe Steel Ltd | 冷間鍛造用鋼線・棒材およびその製造方法 |
| JP2006316291A (ja) * | 2005-05-10 | 2006-11-24 | Nippon Steel Corp | 冷間鍛造性に優れた鋼線及びその製造方法 |
| JP2009275250A (ja) * | 2008-05-13 | 2009-11-26 | Nippon Steel Corp | 冷間加工性に優れた鋼線材およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| INOUE, SUMITOMO METAL, vol. 48, no. 4, 1996, pages 29 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018139671A1 (ja) * | 2017-01-30 | 2018-08-02 | 新日鐵住金株式会社 | 自動車足回り部品用鋼管および自動車足回り部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2015102590A (ru) | 2016-08-20 |
| EP2868763A4 (en) | 2015-10-07 |
| EP2868763A1 (en) | 2015-05-06 |
| KR20150023726A (ko) | 2015-03-05 |
| CN104411846B (zh) | 2018-09-14 |
| CN104411846A (zh) | 2015-03-11 |
| IN2014KN02910A (ja) | 2015-05-08 |
| EP2868763B1 (en) | 2018-04-18 |
| RU2600460C2 (ru) | 2016-10-20 |
| US20150275339A1 (en) | 2015-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014002289A1 (ja) | 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 | |
| KR101773729B1 (ko) | 스티어링 랙 바용 압연 환강재 및 스티어링 랙 바 | |
| KR100661789B1 (ko) | 냉간가공성과 고주파 담금질성이 우수한 고탄소강관 및 그제조방법 | |
| KR101717395B1 (ko) | 스티어링 랙 바용 압연 환강재 및 스티어링 랙 바 | |
| JP5040475B2 (ja) | 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 | |
| JP5892267B2 (ja) | 電縫鋼管 | |
| JP6226085B2 (ja) | 冷間鍛造部品用圧延棒鋼または圧延線材 | |
| JP6226086B2 (ja) | 冷間鍛造部品用圧延棒鋼または圧延線材 | |
| CN1648277A (zh) | 高强度薄钢板及其制造方法 | |
| JP5736929B2 (ja) | 加工性および低温靭性に優れた中空部材用超高強度電縫鋼管およびその製造方法 | |
| JP6652019B2 (ja) | 高周波焼入用の機械構造用鋼及び高周波焼入鋼部品 | |
| JP6747623B1 (ja) | 電縫鋼管 | |
| JP7168003B2 (ja) | 鋼材 | |
| JP2008019453A (ja) | 加工性に優れ、かつ熱処理後の強度靭性に優れた熱延薄鋼板およびその製造方法 | |
| JP5679115B2 (ja) | 冷間加工性、被削性および焼入れ性に優れた高炭素鋼管およびその製造方法 | |
| JP2007262469A (ja) | 鋼管およびその製造方法 | |
| JP2012237052A (ja) | 冷間鍛造性および結晶粒粗大化抑制能に優れた肌焼鋼とその製造方法 | |
| WO2017069064A1 (ja) | 機械構造用鋼及び高周波焼入鋼部品 | |
| CN104334763B (zh) | 中空弹簧用无缝钢管 | |
| CN112969808B (zh) | 螺栓用钢及其制造方法 | |
| JP6645638B1 (ja) | ボルト用鋼 | |
| CN113646448B (zh) | 钢轴部件 | |
| JP4905031B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| TWI886802B (zh) | 螺栓及螺栓製造方法 | |
| WO2018139671A1 (ja) | 自動車足回り部品用鋼管および自動車足回り部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12880052 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012880052 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157000795 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2015102590 Country of ref document: RU Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14410264 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |