WO2014002743A1 - セラミックス焼結体 - Google Patents
セラミックス焼結体 Download PDFInfo
- Publication number
- WO2014002743A1 WO2014002743A1 PCT/JP2013/065952 JP2013065952W WO2014002743A1 WO 2014002743 A1 WO2014002743 A1 WO 2014002743A1 JP 2013065952 W JP2013065952 W JP 2013065952W WO 2014002743 A1 WO2014002743 A1 WO 2014002743A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ceramic sintered
- sintered body
- zirconia
- tungsten carbide
- alumina
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/101—Refractories from grain sized mixtures
- C04B35/106—Refractories from grain sized mixtures containing zirconium oxide or zircon (ZrSiO4)
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
- C04B35/119—Composites with zirconium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/18—Ceramic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3843—Titanium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3856—Carbonitrides, e.g. titanium carbonitride, zirconium carbonitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
- C04B2235/85—Intergranular or grain boundary phases
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/27—Cutters, for shaping comprising tool of specific chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/268—Monolayer with structurally defined element
Definitions
- the present invention relates to a ceramic sintered body that can be used for, for example, a cutting tool.
- SiC whiskers silicon carbide whiskers
- Patent Documents 1 and 2 disclose materials (so-called black ceramics) obtained by adding carbide, nitride, or carbonitride to alumina. Black ceramics has higher strength than alumina due to dispersion strengthening in which carbides and the like are dispersed in alumina to strengthen the sintered body. Among them, black ceramics using very hard tungsten carbide is a material having high hardness and excellent wear resistance.
- Patent Documents 3 and 4 disclose materials (so-called white ceramics) in which zirconia is dispersed in alumina. White ceramics have improved strength due to the dispersion of zirconia. Although white ceramics have a lower hardness than black ceramics, transformation strengthening is imparted and toughness is improved by using partially stabilized zirconia.
- Patent Documents 1 to 4 are insufficient in fracture resistance and wear resistance, for example, to be applied to heat-resistant alloy processing that becomes a high temperature state under a high load.
- the ceramic sintered body according to one aspect of the present invention includes tungsten carbide, zirconia, and alumina, the content of tungsten carbide is 20 to 50 vol%, the content of zirconia is 5 to 25 vol%, and zirconia crystals
- the phase is tetragonal, or a mixed crystal of tetragonal and monoclinic, substantially free of Ti compounds, and the average particle size of tungsten carbide, the average particle size of zirconia, and the average particle size of alumina are both 1 ⁇ m. It is characterized by the following.
- the ceramic sintered body according to one aspect of the present invention is excellent in fracture resistance and wear resistance even under high load and high temperature conditions.
- the average particle size of tungsten carbide is preferably 0.7 ⁇ m or less. In this case, chipping resistance and wear resistance are further improved.
- zirconium element is distributed at the grain boundary between alumina and tungsten carbide. In this case, chipping resistance and wear resistance are further improved.
- the joined body in one aspect of the present invention may be a joined body of the first member made of the ceramic sintered body described above and the second member made of cemented carbide or cermet. Such a joined body is excellent in fracture resistance and wear resistance even under high load and high temperature conditions.
- FIG. 1A is a perspective view illustrating the configuration of the first member 1 and the second member 3, and FIG. 1B is a perspective view illustrating the configuration of the joined body 5.
- FIG. 2A is a perspective view illustrating the configuration of the first member 1 and the second member 3, and FIG. 2B is a perspective view illustrating the configuration of the joined body 5.
- the ceramic sintered body of the present invention contains alumina.
- the remainder other than tungsten carbide and zirconia can be alumina.
- the ceramic sintered body is chemically stabilized and the wear resistance is further improved.
- the average particle size of tungsten carbide, zirconia and alumina is preferably 1 ⁇ m or less. In this case, the hardness and strength of the ceramic sintered body are increased, and the fracture resistance is further increased.
- the average particle diameter in this invention means the value measured by the intercept method performed based on the image which etched the mirror-polished sintered compact and observed this by SEM.
- the ceramic sintered body of the present invention can produce the following effects by containing 20 to 50 vol% of tungsten carbide.
- content of tungsten carbide is an amount when the whole ceramic sintered compact is 100 vol%.
- the average particle size of tungsten carbide is particularly preferably 0.7 ⁇ m or less. When the average particle diameter of tungsten carbide is small, the above-described dispersion effect becomes more remarkable.
- the ceramic sintered body of the present invention does not substantially contain a Ti compound (for example, Ti carbide, carbonitride, nitride, etc.). This improves the strength, thermal characteristics, and fracture resistance of the ceramic sintered body. It should be noted that “substantially free” does not need to be contained at all, and contains a trace amount (for example, an amount corresponding to an inevitable impurity) that does not affect the function and effect of the ceramic sintered body of the present invention. Means good. The trace amount that does not affect the function and effect is, for example, an amount of 0.1 wt% or less when the entire ceramic sintered body is 100 wt%.
- a trace amount for example, an amount of 0.1 wt% or less when the entire ceramic sintered body is 100 wt%.
- the Ti compound and tungsten carbide form a solid solution (W x -Ti 1-x -C) in the temperature range at which the ceramic sintered body of the present invention is fired.
- tungsten carbide is converted into a solid solution (W x -Ti 1-x -C)
- hardness and thermal conductivity are lowered, and cutting performance is also lowered.
- the Ti compound has a higher thermal expansion than tungsten carbide
- the ceramic sintered body as a whole also has a higher thermal expansion and the thermal shock resistance is reduced. Furthermore, the difference in thermal expansion coefficient from alumina or zirconia is reduced, and the effect of strengthening by residual stress is reduced.
- Fe, Ni, Co, and Cr may be inevitably mixed in production.
- the amount of Fe, Ni, Co, and Cr is a minute amount that does not affect the function and effect of the ceramic sintered body of the present invention.
- the amount of Fe is preferably 0.04 wt% or less, and more preferably 0.03 wt% or less.
- the amount of Ni is preferably 0.02 wt% or less, and more preferably 0.015 wt% or less.
- the amount of Co is preferably 0.03 wt% or less, and more preferably 0.02 wt% or less.
- the amount of Cr is preferably 0.03 wt% or less, and more preferably 0.02 wt% or less.
- the ceramic sintered body of the present invention has high fracture toughness because it can effectively cause stress-induced transformation by containing 5 to 25 vol% of zirconia.
- the content of zirconia which is usually inferior in wear resistance and thermal shock resistance, to 25 vol% or less, the wear resistance and thermal shock resistance can be reduced to a level that does not cause any problems in use such as cutting. .
- the content of zirconia is an amount when the entire ceramic sintered body is 100 vol%.
- zirconia is contained in the range of 5 to 25 vol% because of excellent fracture resistance and wear resistance. Further, when 20 to 30 vol% of tungsten carbide is contained, it is more preferable from the viewpoint of fracture resistance when 5 to 15 vol% of zirconia is contained. When 40 to 50 vol% of tungsten carbide is contained, 5 to 15 vol% of zirconia is contained. From the viewpoint of wear resistance, it is more preferable.
- the ceramic sintered body of the present invention mainly contains WC as tungsten carbide, but may slightly contain W 2 C when the amount of carbon is not adjusted in the production of the ceramic sintered body. Even in this case, since the amount of W 2 C is usually very small, it is difficult to impair the performance of the ceramic sintered body.
- the crystal phase of zirconia is tetragonal or a mixed crystal of tetragonal and monoclinic.
- stress-induced transformation occurs, and the strength and toughness of the ceramic sintered body are increased.
- the crystal phase of zirconia can be confirmed with, for example, an X-ray diffraction analyzer or a Raman spectrometer.
- a stabilizer such as yttria, ceria, magnesia, and calcia may be used.
- the average particle diameter of zirconia is 1 ⁇ m or less.
- the crystal phase of zirconia is easily maintained in a tetragonal crystal state or a mixed crystal state of tetragonal crystal and monoclinic crystal.
- zirconium element is distributed at the grain boundary between alumina and tungsten carbide. In this case, the sinterability is improved and the bond strength at the grain boundaries is improved. This is presumed to be because the zirconium element increases the bond strength at the grain boundaries.
- alumina that is chemically stable with oxide and tungsten carbide that is carbide are difficult to react, and usually sufficient bond strength cannot be obtained between them, but when zirconium element intervenes in the grain boundary, It is estimated that the bonding strength between the grain boundaries of alumina and tungsten carbide is enhanced by the formation of zirconia whose zirconium element has good reactivity with alumina and the good reactivity with tungsten, which is the same transition metal. Is done. As a result of the improved bond strength at the grain boundaries, the chipping resistance of the tool made of the ceramic sintered body of the present invention is improved and the tool life is extended.
- each component may be well dispersed by a technique such as bead mill pulverization during the production of the ceramic sintered body.
- a technique such as bead mill pulverization during the production of the ceramic sintered body.
- the zirconium element is effectively distributed at the grain boundaries.
- it is also effective to use a dispersion-mixing process in which only the zirconia raw material is first pulverized, or to use zirconia-made pulverization media.
- the ceramic sintered body of the present invention can be made, for example, without using a whisker raw material. In this case, the manufacturing cost of the ceramic sintered body is lowered.
- the ceramic sintered body of the present invention can be used as a material for a tool (for example, a cutting tool for difficult-to-cut materials such as heat-resistant alloys), for example.
- a cutting tool excellent in cutting workability can be manufactured.
- the obtained slurry was boiled, ethanol was evacuated and sieved to obtain a mixed powder.
- This mixed powder was filled into a carbon mold and subjected to hot press firing to obtain a ceramic sintered body.
- the conditions for hot press firing were as follows.
- Firing temperature 1650 ° C Firing time: 2 hours Pressure: 30 MPa Atmosphere: Ar gas
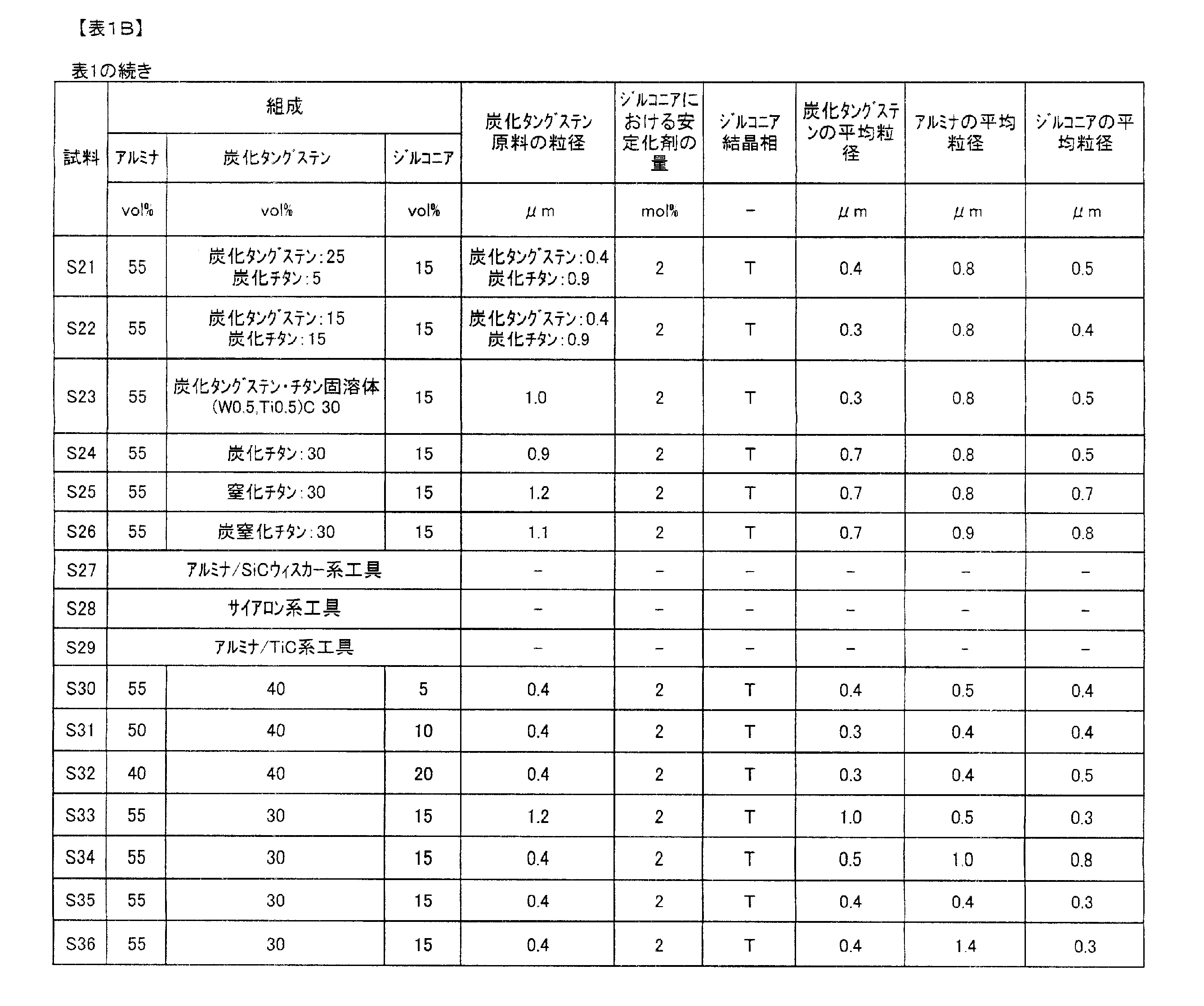
- S1 to S20 and S30 satisfying the compositions shown in Table 1 by changing the blending ratio of the raw material powder, the average particle size of the tungsten carbide powder, and the yttria content in the zirconia powder.
- a ceramic sintered body of S36 was manufactured. However, only S35 was baked by rapid heating (30 ° C./min or more), not the above-described hot press baking conditions.
- ceramic sintered bodies of S21 and S22 were manufactured by a method of blending titanium carbide in addition to tungsten carbide, zirconia, and alumina.
- the manufacturing method is basically the same as the above manufacturing method, but a method of blending any one of tungsten carbide / titanium solid solution, titanium carbide, titanium nitride, and titanium carbonitride instead of tungsten carbide.
- a ceramic sintered body was manufactured.
- zirconia crystal phase of each of the ceramic sintered bodies S1 to S26 and S30 to 36 was measured using Raman spectroscopy. The results are shown in the column of “zirconia crystal phase” in Table 1 above.
- Table 1 “T” means tetragonal crystal, “M” means monoclinic crystal, “C” means cubic crystal, and “T, M” means tetragonal crystal and monoclinic crystal.
- T means tetragonal crystal
- M monoclinic crystal
- C means cubic crystal
- T, M means tetragonal crystal and monoclinic crystal.
- the average particle diameter of tungsten carbide, the average particle diameter of zirconia, and the average particle diameter of alumina were measured.
- the results are shown in Table 1 above.
- the average particle diameter in Table 1 is a value measured by an intercept method using an SEM image taken at a magnification of 10,000 times or more.
- a cutting tip was prepared for each of the ceramic sintered bodies S1 to S36 and a cutting test was performed. As the cutting test, the following two tests were performed.
- (A) Cutting test 1 (intermittent machining test of cast iron) (A-1) Test conditions Chip # shape: SNGN432-TN Work material: FC200 Cutting speed: 200 m / min Cutting depth: 1.5mm Feed amount: 0.55 to 0.75 mm / rev. Cooling water: None (a-2) Evaluation method If the feed rate is fixed and machining is not performed after 5 passes, the feed rate is increased by 0.05 mm / rev. Repeatedly until .75 mm / rev., The chipping resistance was evaluated by the feed amount at the time when the chipping occurred.
- Ceramic sintered bodies of S3 to 6, 10 to 12, 14, 15, 17, 18, and 30 to 36 are excellent in fracture resistance and wear resistance.
- Ceramic sintered bodies of S3 to 6, 10 to 12, 14, 15, 17, 18, 30 to 36 can be manufactured at a lower cost than S27.
- the ceramic sintered bodies of S3 to 6, 10 to 12, 14, 15, 17, 18, and 30 to 36 are useful for finishing heat resistant alloys.
- the ceramic sintered body showed excellent cutting performance in finishing with a cutting speed of 240 m / min or more. Therefore, if the ceramic sintered body is used, high-efficiency cutting with respect to the heat-resistant alloy can be performed. Moreover, if the ceramic sintered body is used, the state of the processed surface can be improved.
- the first member 1 made of the ceramic sintered body S5 of Example 1 and the second made of cemented carbide (made of WC and cobalt binder). Each member 3 was manufactured.
- the first member 1 has a triangular prism shape.
- the basic shape of the second member 3 is a rectangular parallelepiped, and the two apexes 3A and 3B are cut out by the amount corresponding to the first member 1.
- the shape of the joined body 5 is a rectangular parallelepiped shape, and is a shape corresponding to DNGA150408.
- a commercially available cBN chip (a bonded body of cBN and cemented carbide, manufactured by Sumitomo Electric) and a commercially available PVD coated carbide tool (manufactured by Sumitomo Electric).
- the cutting speed when using a commercially available PVD-coated carbide tool was 56 m / min. This is because when the cutting speed is 240 m / min, a commercially available PVD-coated carbide tool is significantly worn.
- the shape of a commercially available cBN chip and a commercially available PVD coated carbide tool is a shape corresponding to DNGA150408.
- the VB wear amount reached the life wear amount after 3 passes of machining. Further, when the PVD-coated carbide tool was used, the VB wear amount reached the life wear amount after 5 passes of machining. When the PVD-coated carbide tool was used, the surface roughness of the processed surface was significantly larger than when the chip of the joined body 5 was used.
- finishing was performed under the same conditions using a commercially available cBN chip (a bonded body of cBN and cemented carbide, manufactured by Sumitomo Electric).
- Work material Inconel 718 forged product
- Cutting speed 360 m / min
- Cutting depth 0.4mm
- Feed amount 0.15 mm / rev.
- Cooling water Yes (2) Evaluation method
- the VB wear amount of the chip and the surface roughness of the processed surface were measured.
- 0.3 mm was defined as the wear amount of the life.
- the surface roughness is the distance between the convex portion and the concave portion of the processed surface, and the smaller the surface roughness, the better.
- the VB wear amount reached the life wear amount after 2 passes of processing. Further, when a commercially available cBN chip was used, the surface roughness of the processed surface was significantly larger than when the chip of the bonded body 5 was used.
- the joined body 5 is excellent in fracture resistance and wear resistance even under high load and high temperature conditions. Therefore, if the joined body 5 is used, high-efficiency cutting can be performed on the heat-resistant alloy. Moreover, if the conjugate
- this invention is not limited to the said Example at all, and it cannot be overemphasized that it can implement with a various aspect in the range which does not deviate from the summary of this invention.
- the shape of the joined body 5 is not limited to that described above, and the first member 1 and the second member 3 having the shape shown in FIG. 2A (a columnar shape with a diameter reduced toward the lower side) are joined by brazing.
- the joined body 5 having the shape shown in FIG. 2B may be manufactured.
- the material of the second member 3 may be cermet.
- the number of the first members 1 included in one joined body 5 may be singular or plural (for example, 2, 3, 4,).
- the ceramic sintered body of the present invention can be used, for example, as a friction stir welding or an impact resistant member.
- the joining method of the first member 1 and the second member 3 is not limited to brazing, and other joining methods (for example, a direct diffusion method under pressure) can be used as appropriate.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Inorganic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
Description
本発明の一側面におけるセラミックス焼結体において、炭化タングステンの平均粒径が0.7μm以下であることが好ましい。この場合、耐欠損性及び耐摩耗性が一層向上する。
本発明のセラミックス焼結体はアルミナを含む。本発明のセラミックス焼結体において、例えば、炭化タングステン、ジルコニア以外の残部をアルミナとすることができる。アルミナを含むことにより、セラミックス焼結体が化学的に安定し、耐摩耗性が一層向上する。炭化タングステン、ジルコニア及びアルミナの平均粒径は、1μm以下であることが好ましい。この場合、セラミックス焼結体の硬度と強度が高くなり、また、耐欠損性が一層高くなる。なお、本発明における平均粒径は、鏡面研磨した焼結体をエッチング処理し、これをSEM観察した画像を基に行うインターセプト法で測定した値を意味する。
・セラミックス焼結体の高靭性化、低熱膨張化、及び高熱伝導化が実現される。
炭化タングステンの平均粒径は特に0.7μm以下であることが好ましい。炭化タングステンの平均粒径が小さいことにより、上記の分散効果が一層顕著になる。
本発明のセラミックス焼結体は、ジルコニアを5~25vol%含有することにより、応力誘起変態を効果的に生じさせることが出来るため、破壊靭性が高い。また、通常は耐摩耗性や耐熱衝撃性に劣るジルコニアの含有量を25vol%以下にすることにより、耐摩耗性、及び耐熱衝撃性を切削加工などの使用上で問題ない程度にすることができる。なお、ジルコニアの含有量は、セラミックス焼結体の全体を100vol%としたときの量である。
本発明のセラミックス焼結体は、例えば、ウィスカー原料を用いないものとすることができる。この場合、セラミックス焼結体の製造コストが低くなる。
以下の3種類の原料粉末をそれぞれ所定量秤量し、アセトンとともに樹脂製のミルに投入し、アルミナ球石を用いて48時間粉砕を行って、スラリーを得た。
平均粒径0.1~1.5μmの炭化タングステン粉末
平均粒径0.6μmのジルコニア粉末(安定化剤として0~8mol%のイットリア含有)
得られたスラリーを湯煎してエタノールを抜気し、ふるい通しを行うことで混合粉末を得た。この混合粉末をカーボン型に充填し、ホットプレス焼成を行い、セラミックス焼結体を得た。ホットプレス焼成の条件は以下のとおりとした。
焼成時間:2時間
圧力:30MPa
雰囲気:Arガス
上記の製造方法において、原料粉末の配合比、炭化タングステン粉末の平均粒径、及びジルコニア粉末におけるイットリアの含有量を種々に変えて、表1に示す組成を満たすS1~S20、S30~S36のセラミックス焼結体を製造した。ただし、S35のみは、上述したホットプレス焼成の条件ではなく、急速昇温(30℃/min以上)により焼成した。

S1~S20、S30~S36のセラミックス焼結体における粒界をSTEMにて観察したところ、S35以外においては、アルミナと炭化タングステンとの粒界にジルコニウム元素が分布することを確認した。急速昇温により焼成したS35においては、アルミナと炭化タングステンとの粒界にジルコニウム元素は分布していなかった。
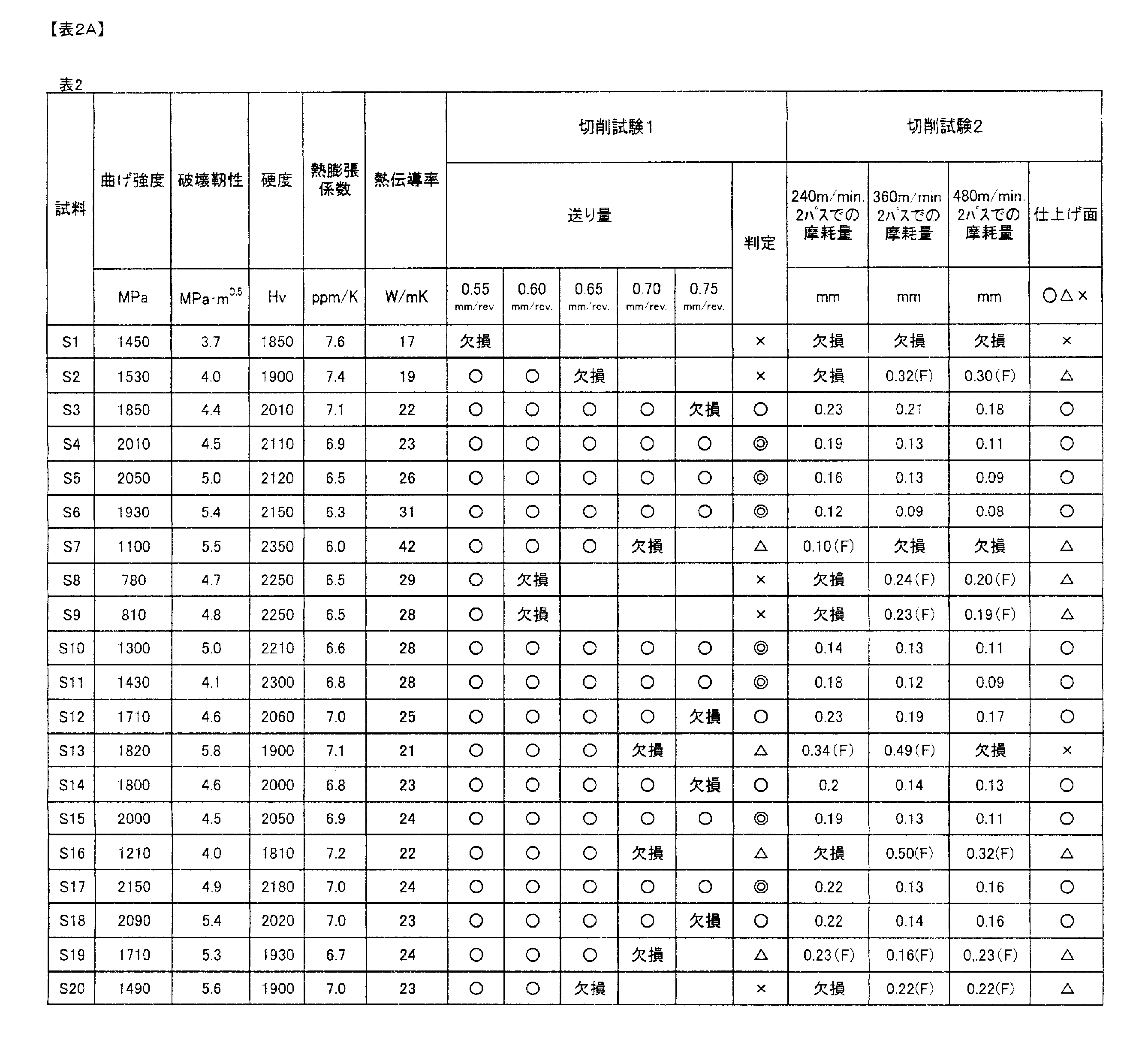
(1)3点曲げ強度、ビッカース硬度、破壊靱性の測定
S1~S26、S30~36のセラミックス焼結体のそれぞれについて、3×4×15mmの試験片を作製し、3点曲げ強度(スパン10mm)、ビッカース硬度、及び破壊靱性(IF法)を測定した。また、室温における熱伝導率、600℃における熱膨張率の測定を所定の形状で行った。また、市販のアルミナ/ウィスカー系工具(以下、S27とする)、サイアロン系工具(以下、S28とする)、アルミナ/TiC系工具(以下、S29とする)についても、同様に測定を行った。その結果を表2に示す。なお、表2において、3点曲げ強度は「曲げ強度」と表示し、ビッカース硬度は「硬度」と表示する。
S1~S36のセラミックス焼結体のそれぞれについて、切削チップを作成し、切削試験を行った。切削試験は下記の2試験を行った。
(a)切削試験1(鋳鉄の断続加工試験)
(a-1)試験の条件
チップ#形状:SNGN432-TN
被削材:FC200
切削速度:200m/min
切込量:1.5mm
送り量:0.55~0.75mm/rev.
冷却水:なし
(a-2)評価方法
送り量を固定して5パス加工して欠損しなかったら、0.05mm/rev.だけ送り量を高くして加工するということを、送り量が0.75mm/rev.になるまで繰り返し、欠損が生じた時点の送り量で耐欠損性を評価した。具体的には、表2の「切削試験1」の「送り量」の列において、各送り量で欠損が生じない場合を「○」と示し、欠損が生じた場合に「欠損」と示す。また、表2の「切削試験1」の「判定」の列に示すように、送り量が0.65mm/rev.までに欠損した場合は「×」、0.70mm/rev.で欠損した場合は「△」、0.75mm/rev.で欠損した場合は「○」、未欠損の場合は「◎」と評価した。
(a-3)試験結果
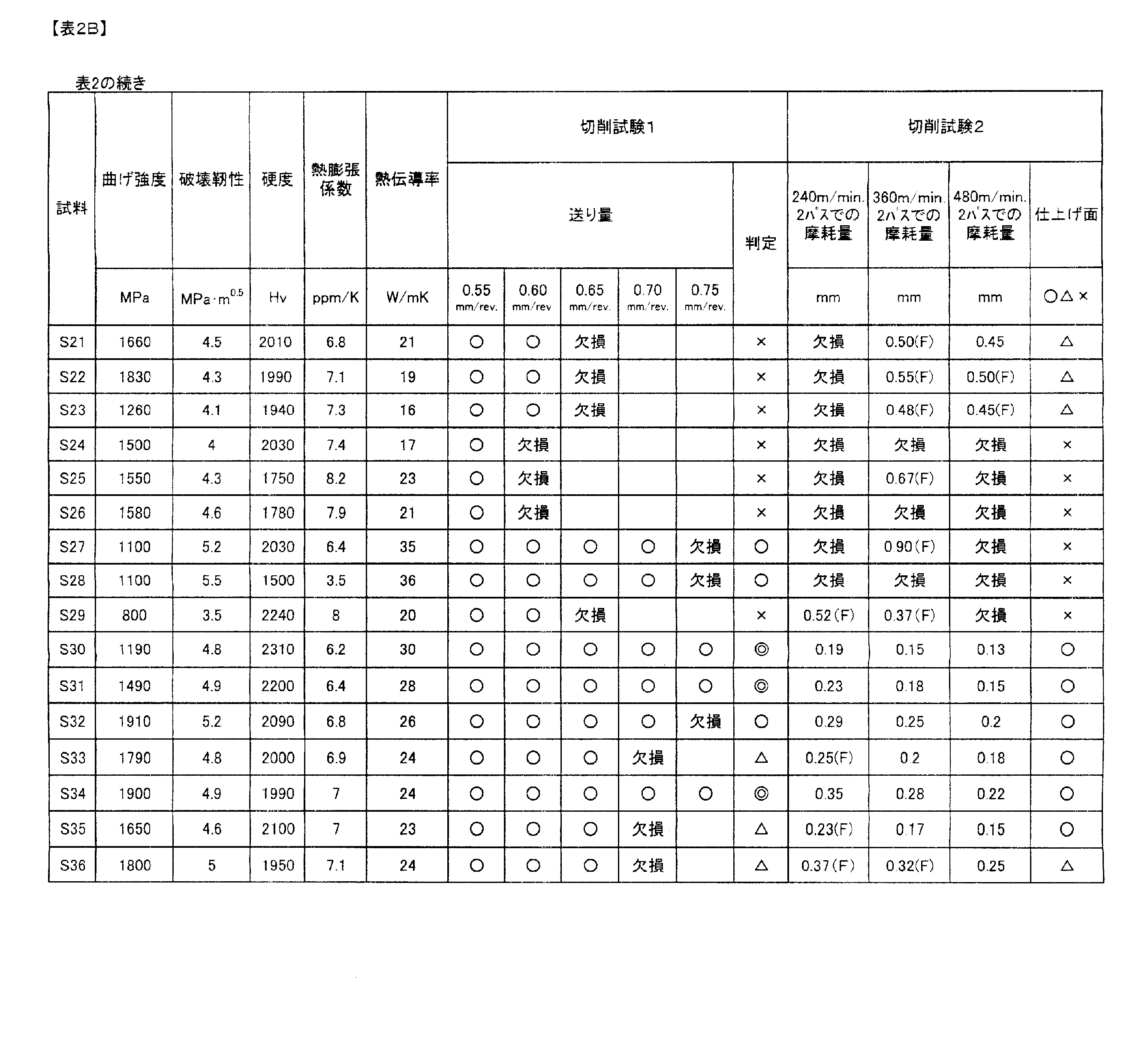
試験結果を上記表2に示す。S3~6、10~12、14、15、17、18、30~32、34のセラミックス焼結体は、他に比べて、耐欠損性が高かった。
(b)切削試験2(耐熱合金の旋削加工試験)
(b-1)試験の条件
チップ形状:RCGX120700T01020
被削材:インコネル718鍛造品
切削速度:240~480m/min
切込量:1.0mm
送り量:0.2mm/rev.
冷却水:あり
(b-2)評価方法
各速度で2パス加工した後の境界摩耗量、刃先状態(チッピングの有無など)、仕上げ面状態に基づき、仕上げ面の状態(きれいさ)を、○(良)、△(中間)、×(悪)の3段階で評価した。
(b-3)試験結果
試験結果を上記表2に示す。なお、表2において(F)はフレーキング発生を意味する。S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体は、他に比べて、耐欠損性及び耐摩耗性が高かった。また、S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体は、他に比べて、仕上げ面がきれいであった。
(1)S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体は、耐欠損性及び耐摩耗性において優れている。
(2)S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体はS27と比較して安価に製造できる。
(3)S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体を用いれば、耐熱合金の高速・高能率加工が可能となる。
(4)S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体を用いれば、仕上げ面精度を高くすることができる。
(5)S3~6、10~12、14、15、17、18、30~36のセラミックス焼結体を用いれば、耐熱合金加工が可能となる。
まず、図1Aに示すように、前記実施例1のセラミックス焼結体S5から成る第1の部材1と、超硬合金(WCとコバルトバインダーから成るもの)から成る第2の部材3とをそれぞれ製造した。第1の部材1は三角柱形状を有している。第2の部材3の基本的な形状は直方体であり、その2つの頂点3A、3Bにおいて、第1の部材1の分だけ切り欠かれている。
(1)試験の条件
接合体5をチップとして用いて、以下の条件で仕上げ加工を行った。このとき、接合体5のうち、被削材に主として接触する部分は、第1の部材1とした。
切削速度:240m/min
切込量:0.4mm
送り量:0.15mm/rev.
冷却水:あり
(2)評価方法
仕上げ加工後、チップのVB摩耗量と、加工面の面粗度とを測定した。チップのVB摩耗量について、0.3mmを寿命の摩耗量とした。また、面粗度とは、加工面の凸部と凹部との距離であり、面粗度が小さいほど、加工面の状態は良好である。
(3)試験結果
接合体5のチップを用いた場合、3パスの加工後、VB摩耗量は寿命の摩耗量の1/2程度であり、5パスの加工後、VB摩耗量は寿命の摩耗量に達した。また、接合体5のチップを用いた場合、加工面の面粗度は顕著に小さかった。
(1)試験の条件
接合体5をチップとして用いて、以下の条件で仕上げ加工を行った。このとき、接合体5のうち、被削材に主として接触する部分は、第1の部材1とした。
被削材:インコネル718鍛造品
切削速度:360m/min
切込量:0.4mm
送り量:0.15mm/rev.
冷却水:あり
(2)評価方法
仕上げ加工後、チップのVB摩耗量と、加工面の面粗度とを測定した。チップのVB摩耗量について、0.3mmを寿命の摩耗量とした。また、面粗度とは、加工面の凸部と凹部との距離であり、面粗度が小さいほど優れている。
(3)試験結果
接合体5のチップを用いた場合、2パスの加工後、VB摩耗量は寿命の摩耗量の1/2以下であり、4パスの加工後であっても、VB摩耗量は寿命の摩耗量に達しなかった。また、接合体5のチップを用いた場合、加工面の面粗度は顕著に小さかった。
接合体5は、高負荷及び高温状態においても、耐欠損性及び耐摩耗性において優れている。よって、接合体5を用いれば、耐熱合金に対する高能率の切削加工が可能になる。また、接合体5を用いれば、加工面の状態を改善することができる。
例えば、接合体5の形状は上述したものには限定されず、図2Aに示す形状(下方にゆくほど縮径した円柱形状)の第1の部材1及び第2の部材3をロウ付けにより接合し、図2Bに示す形状の接合体5を製造してもよい。また、第2の部材3の材質はサーメットであってもよい。
また、本発明のセラミックス焼結体は、例えば、摩擦攪拌接合や耐衝撃部材として用いることができる。
Claims (3)
- 炭化タングステン、ジルコニア、及びアルミナを含み、
炭化タングステンの含有量が20~50vol%であり、
ジルコニアの含有量が5~25vol%であり、
ジルコニアの結晶相が正方晶、又は正方晶と単斜晶との混晶であり、
Tiの化合物を実質的に含まず、
炭化タングステンの平均粒径、ジルコニアの平均粒径及びアルミナの平均粒径がともに1μm以下であることを特徴とするセラミックス焼結体。 - 炭化タングステンの平均粒径が0.7μm以下であることを特徴とする請求項1に記載のセラミックス焼結体。
- アルミナと炭化タングステンとの粒界にジルコニウム元素が分布することを特徴とする請求項1又は2に記載のセラミックス焼結体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/348,651 US8927447B2 (en) | 2012-06-28 | 2013-06-10 | Ceramic sintered body |
| KR1020147008878A KR101522147B1 (ko) | 2012-06-28 | 2013-06-10 | 세라믹 소결체 및 접합체 |
| CA2877623A CA2877623C (en) | 2012-06-28 | 2013-06-10 | Ceramic sintered body |
| CN201380004197.XA CN103974922B (zh) | 2012-06-28 | 2013-06-10 | 陶瓷烧结体 |
| EP13810570.5A EP2772472B1 (en) | 2012-06-28 | 2013-06-10 | Sintered ceramic body |
| JP2013548691A JP5519875B1 (ja) | 2012-06-28 | 2013-06-10 | セラミックス焼結体及び接合体 |
| ES13810570.5T ES2643898T3 (es) | 2012-06-28 | 2013-06-10 | Cuerpo sinterizado de cerámica |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-145676 | 2012-06-28 | ||
| JP2012145676 | 2012-06-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014002743A1 true WO2014002743A1 (ja) | 2014-01-03 |
Family
ID=49782908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/065952 Ceased WO2014002743A1 (ja) | 2012-06-28 | 2013-06-10 | セラミックス焼結体 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8927447B2 (ja) |
| EP (1) | EP2772472B1 (ja) |
| JP (1) | JP5519875B1 (ja) |
| KR (1) | KR101522147B1 (ja) |
| CN (1) | CN103974922B (ja) |
| CA (1) | CA2877623C (ja) |
| ES (1) | ES2643898T3 (ja) |
| WO (1) | WO2014002743A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5654714B1 (ja) * | 2013-08-08 | 2015-01-14 | 日本特殊陶業株式会社 | セラミック組成物および切削工具 |
| WO2015019391A1 (ja) * | 2013-08-08 | 2015-02-12 | 日本特殊陶業株式会社 | セラミック組成物および切削工具 |
| WO2017098937A1 (ja) * | 2015-12-07 | 2017-06-15 | 株式会社タンガロイ | セラミックス焼結体 |
| WO2018056275A1 (ja) * | 2016-09-21 | 2018-03-29 | 日本特殊陶業株式会社 | セラミック組成物、切削工具、摩擦攪拌接合用工具 |
| WO2019065372A1 (ja) * | 2017-09-27 | 2019-04-04 | 日本特殊陶業株式会社 | セラミックス焼結体、インサート、切削工具、及び摩擦攪拌接合用工具 |
| JPWO2018030308A1 (ja) * | 2016-08-09 | 2019-06-13 | 国立大学法人大阪大学 | 窒化珪素焼結体製摩擦攪拌接合ツール部材およびそれを用いた摩擦攪拌接合装置 |
| JP2021151931A (ja) * | 2020-03-24 | 2021-09-30 | 日本特殊陶業株式会社 | セラミックス切削工具、及び切削工具 |
| JP2022085252A (ja) * | 2020-11-27 | 2022-06-08 | 日本特殊陶業株式会社 | 切削工具 |
| JP2022096803A (ja) * | 2020-12-18 | 2022-06-30 | 日本特殊陶業株式会社 | 切削工具 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9845268B2 (en) * | 2016-05-23 | 2017-12-19 | Kennametal Inc. | Sintered ceramic bodies and applications thereof |
| KR102012004B1 (ko) * | 2018-05-31 | 2019-08-19 | 한전원자력연료 주식회사 | 내 산화층이 형성된 탄화규소 소결체 및 이의 제조방법 |
| CN108793999A (zh) * | 2018-07-10 | 2018-11-13 | 河源帝诺新材料有限公司 | 一种黑色铈稳定锆珠 |
| JP2021000684A (ja) * | 2019-06-21 | 2021-01-07 | 日本特殊陶業株式会社 | セラミックス工具 |
| CN113173789B (zh) * | 2021-03-30 | 2023-04-18 | 四川科力特硬质合金股份有限公司 | 一种无粘结相耐腐蚀硬质合金及其生产工艺和应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2511700B2 (ja) | 1988-08-22 | 1996-07-03 | 東芝タンガロイ株式会社 | 切削工具用セラミックス焼結体 |
| JP2000128626A (ja) | 1998-10-30 | 2000-05-09 | Ngk Spark Plug Co Ltd | 酸化アルミニウム基焼結体及びその製造方法 |
| JP2001019537A (ja) * | 1999-06-30 | 2001-01-23 | Ngk Spark Plug Co Ltd | エッジ付きセラミック部材 |
| JP3145470B2 (ja) | 1992-03-31 | 2001-03-12 | 京セラ株式会社 | 炭化タングステン−アルミナ質焼結体およびその製法 |
| JP2002194474A (ja) * | 2000-12-22 | 2002-07-10 | Ngk Spark Plug Co Ltd | 炭化タングステン系超硬基複合材料焼結体 |
| JP4177493B2 (ja) | 1997-10-23 | 2008-11-05 | 日本タングステン株式会社 | セラミックス焼結体 |
| JP2010235351A (ja) * | 2009-03-30 | 2010-10-21 | Ngk Spark Plug Co Ltd | アルミナ基セラミック焼結体、切削インサート及び切削工具 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4366254A (en) * | 1980-04-17 | 1982-12-28 | The Valeron Corporation | High toughness ceramic cutting tool |
| JP2764177B2 (ja) * | 1989-02-14 | 1998-06-11 | スズキ株式会社 | 耐摩耗性セラミックスの製造方法 |
| EP1188729A3 (de) * | 2000-09-13 | 2004-03-31 | CeramTec AG Innovative Ceramic Engineering | Verbundwerkstoff mit plateletverstärkter Aluminiumoxidkeramik-Matrix |
| KR100497850B1 (ko) * | 2002-12-09 | 2005-06-29 | 대구텍 주식회사 | 고인성과 내마모성을 겸비한 탄화텅스텐(wc)계 소결합금및 이를 이용한 절삭공구 |
| US8147980B2 (en) * | 2006-11-01 | 2012-04-03 | Aia Engineering, Ltd. | Wear-resistant metal matrix ceramic composite parts and methods of manufacturing thereof |
| CN101121971B (zh) * | 2007-09-10 | 2010-12-01 | 山东大学 | 一种碳化钨-氧化锆-氧化铝复合刀具材料的制备方法 |
| CN101525235A (zh) * | 2009-04-16 | 2009-09-09 | 山东大学 | 多功能梯度复合陶瓷刀具材料的制备方法 |
-
2013
- 2013-06-10 JP JP2013548691A patent/JP5519875B1/ja active Active
- 2013-06-10 CN CN201380004197.XA patent/CN103974922B/zh active Active
- 2013-06-10 EP EP13810570.5A patent/EP2772472B1/en active Active
- 2013-06-10 CA CA2877623A patent/CA2877623C/en active Active
- 2013-06-10 US US14/348,651 patent/US8927447B2/en active Active
- 2013-06-10 WO PCT/JP2013/065952 patent/WO2014002743A1/ja not_active Ceased
- 2013-06-10 KR KR1020147008878A patent/KR101522147B1/ko active Active
- 2013-06-10 ES ES13810570.5T patent/ES2643898T3/es active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2511700B2 (ja) | 1988-08-22 | 1996-07-03 | 東芝タンガロイ株式会社 | 切削工具用セラミックス焼結体 |
| JP3145470B2 (ja) | 1992-03-31 | 2001-03-12 | 京セラ株式会社 | 炭化タングステン−アルミナ質焼結体およびその製法 |
| JP4177493B2 (ja) | 1997-10-23 | 2008-11-05 | 日本タングステン株式会社 | セラミックス焼結体 |
| JP2000128626A (ja) | 1998-10-30 | 2000-05-09 | Ngk Spark Plug Co Ltd | 酸化アルミニウム基焼結体及びその製造方法 |
| JP2001019537A (ja) * | 1999-06-30 | 2001-01-23 | Ngk Spark Plug Co Ltd | エッジ付きセラミック部材 |
| JP2002194474A (ja) * | 2000-12-22 | 2002-07-10 | Ngk Spark Plug Co Ltd | 炭化タングステン系超硬基複合材料焼結体 |
| JP2010235351A (ja) * | 2009-03-30 | 2010-10-21 | Ngk Spark Plug Co Ltd | アルミナ基セラミック焼結体、切削インサート及び切削工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2772472A4 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5654714B1 (ja) * | 2013-08-08 | 2015-01-14 | 日本特殊陶業株式会社 | セラミック組成物および切削工具 |
| WO2015019391A1 (ja) * | 2013-08-08 | 2015-02-12 | 日本特殊陶業株式会社 | セラミック組成物および切削工具 |
| US9550699B2 (en) | 2013-08-08 | 2017-01-24 | Ngk Spark Plug Co., Ltd. | Ceramic composition and cutting tool |
| EP3031788A4 (en) * | 2013-08-08 | 2017-03-29 | Ngk Spark Plug Co., Ltd. | Ceramic composition and cutting tool |
| WO2017098937A1 (ja) * | 2015-12-07 | 2017-06-15 | 株式会社タンガロイ | セラミックス焼結体 |
| JP6160986B1 (ja) * | 2015-12-07 | 2017-07-12 | 株式会社タンガロイ | セラミックス焼結体 |
| JP2022179616A (ja) * | 2016-08-09 | 2022-12-02 | 国立大学法人大阪大学 | 窒化珪素焼結体製摩擦攪拌接合ツール部材、摩擦攪拌接合装置、およびそれを用いた摩擦攪拌接合方法 |
| JP7351492B2 (ja) | 2016-08-09 | 2023-09-27 | 国立大学法人大阪大学 | 窒化珪素焼結体製摩擦攪拌接合ツール部材、摩擦攪拌接合装置、およびそれを用いた摩擦攪拌接合方法 |
| JPWO2018030308A1 (ja) * | 2016-08-09 | 2019-06-13 | 国立大学法人大阪大学 | 窒化珪素焼結体製摩擦攪拌接合ツール部材およびそれを用いた摩擦攪拌接合装置 |
| JP7253163B2 (ja) | 2016-08-09 | 2023-04-06 | 国立大学法人大阪大学 | 窒化珪素焼結体製摩擦攪拌接合ツール部材およびそれを用いた摩擦攪拌接合装置 |
| WO2018056275A1 (ja) * | 2016-09-21 | 2018-03-29 | 日本特殊陶業株式会社 | セラミック組成物、切削工具、摩擦攪拌接合用工具 |
| JPWO2018056275A1 (ja) * | 2016-09-21 | 2018-09-20 | 日本特殊陶業株式会社 | セラミック組成物、切削工具、摩擦攪拌接合用工具 |
| JPWO2019065372A1 (ja) * | 2017-09-27 | 2019-11-14 | 日本特殊陶業株式会社 | セラミックス焼結体、インサート、切削工具、及び摩擦攪拌接合用工具 |
| US11299431B2 (en) | 2017-09-27 | 2022-04-12 | Ngk Spark Plug Co., Ltd. | Ceramic sintered body, insert, cutting tool, and friction stir welding tool |
| WO2019065372A1 (ja) * | 2017-09-27 | 2019-04-04 | 日本特殊陶業株式会社 | セラミックス焼結体、インサート、切削工具、及び摩擦攪拌接合用工具 |
| JP2021151931A (ja) * | 2020-03-24 | 2021-09-30 | 日本特殊陶業株式会社 | セラミックス切削工具、及び切削工具 |
| JP7388961B2 (ja) | 2020-03-24 | 2023-11-29 | Ntkカッティングツールズ株式会社 | セラミックス切削工具、及び切削工具 |
| JP2022085252A (ja) * | 2020-11-27 | 2022-06-08 | 日本特殊陶業株式会社 | 切削工具 |
| JP7556765B2 (ja) | 2020-11-27 | 2024-09-26 | Ntkカッティングツールズ株式会社 | 切削工具 |
| JP2022096803A (ja) * | 2020-12-18 | 2022-06-30 | 日本特殊陶業株式会社 | 切削工具 |
| JP7556772B2 (ja) | 2020-12-18 | 2024-09-26 | Ntkカッティングツールズ株式会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2772472A1 (en) | 2014-09-03 |
| CA2877623C (en) | 2015-11-24 |
| EP2772472A4 (en) | 2015-04-22 |
| KR20140069090A (ko) | 2014-06-09 |
| US8927447B2 (en) | 2015-01-06 |
| CN103974922B (zh) | 2015-08-05 |
| JPWO2014002743A1 (ja) | 2016-05-30 |
| EP2772472B1 (en) | 2017-07-26 |
| CN103974922A (zh) | 2014-08-06 |
| ES2643898T3 (es) | 2017-11-27 |
| US20140242383A1 (en) | 2014-08-28 |
| KR101522147B1 (ko) | 2015-05-20 |
| JP5519875B1 (ja) | 2014-06-11 |
| CA2877623A1 (en) | 2014-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5519875B1 (ja) | セラミックス焼結体及び接合体 | |
| JP6193207B2 (ja) | セラミック部材および切削工具 | |
| ES2775050T3 (es) | Aleación resistente al calor y método de fabricación de la misma | |
| CN102105248A (zh) | 切削刀片和切削刀具 | |
| WO2012053507A1 (ja) | 立方晶窒化硼素焼結体、及び立方晶窒化硼素焼結体工具 | |
| JP7517483B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| WO2010104094A1 (ja) | サーメットおよび被覆サーメット | |
| KR20170048409A (ko) | 소결체, 소결체를 이용한 공구, 및 소결체의 제조방법 | |
| JP6048522B2 (ja) | 焼結体および切削工具 | |
| JP6683887B2 (ja) | セラミックス焼結体、インサート、切削工具、及び摩擦攪拌接合用工具 | |
| KR102587409B1 (ko) | 소결체 및 절삭 공구 | |
| JP2021151931A (ja) | セラミックス切削工具、及び切削工具 | |
| JP7494952B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP5837779B2 (ja) | 工具用接合体、これを用いた切削工具および工具用接合体の製造方法 | |
| JP7713175B2 (ja) | 立方晶窒化硼素焼結体 | |
| JP7556765B2 (ja) | 切削工具 | |
| JP4383225B2 (ja) | セラミックス焼結体、切削インサート、切削工具およびその製造方法 | |
| JP2008168369A (ja) | アルミナ含有サーメット工具 | |
| JP2024088184A (ja) | 複合材料、切削インサート、および切削工具 | |
| JP4457870B2 (ja) | 難削材の高速切削ですぐれた耐摩耗性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削チップ | |
| WO2019078109A1 (ja) | 硬質焼結体及びそれを用いた回転工具 | |
| WO2017199752A1 (ja) | 工具 | |
| JP2005297132A (ja) | 窒化アルミニウム基サーメット工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013548691 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13810570 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013810570 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013810570 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14348651 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147008878 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2877623 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |