WO2014003074A1 - ブロー成形用アルミニウム合金板およびその製造方法 - Google Patents
ブロー成形用アルミニウム合金板およびその製造方法 Download PDFInfo
- Publication number
- WO2014003074A1 WO2014003074A1 PCT/JP2013/067568 JP2013067568W WO2014003074A1 WO 2014003074 A1 WO2014003074 A1 WO 2014003074A1 JP 2013067568 W JP2013067568 W JP 2013067568W WO 2014003074 A1 WO2014003074 A1 WO 2014003074A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- blow molding
- mass
- alloy plate
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
Definitions
- the present invention has good releasability, surface properties, and corrosion resistance for blow molding of aluminum alloy plates with small high-temperature strength, which is a major issue of distortion that occurs when the molded product is released from the mold. And it is related with the aluminum alloy plate for blow molding which can obtain high intensity
- Blow molding is a molding method that utilizes the fact that aluminum exhibits extremely large ductility called superplasticity at high temperatures. Specifically, it is general to take a method of sandwiching an aluminum plate material with heated upper and lower molds, heating the aluminum plate material, and then pressurizing with a high-pressure gas to form the aluminum plate material into the shape of the molding die. Is. By using blow molding, it is possible not only to form complex shapes that are very difficult by cold press molding using the high temperature ductility of aluminum, but also to mold due to low deformation resistance at high temperature. Excellent transferability and suitable for processing parts with high design properties. In addition, since only one die is often required, the die cost is lower than that of cold press molding, and the die is often used for processing a small variety of parts.
- an aluminum alloy for blow molding made of a 6000 series aluminum alloy has been developed.
- the aluminum alloy for blow molding made of 6000 series aluminum alloy is excellent in corrosion resistance and weldability, and is excellent in recyclability because it has few additive alloy elements. Therefore, it is suitable not only for general parts but also by aging heat treatment after blow molding. Since a strength higher than that of a 5000 series aluminum alloy can be obtained, it is possible to reduce the thickness and weight of parts.
- the 6000 series aluminum alloy has a lower deformation resistance at a higher temperature than the 5000 series aluminum alloy, and the molded product and the mold are strongly fixed after blow molding, so that the molded product is released from the mold. In this case, there is a production problem peculiar to a blow molding material made of a 6000 series aluminum alloy that the molded product may be deformed.
- Patent Documents 1 to 3 there is no mention of deformation resistance and releasability at high temperatures, and it does not guarantee the shape accuracy of the blow molded product.
- Patent Document 4 there is a method for preventing the material and the mold from adhering (adhering) after molding by applying a release agent, but the production amount of parts is As the amount increased, not only the amount of release agent used increased, but also a release agent coating and washing step was required, leading to an increase in cost.
- Patent Document 5 there is also a method for improving the releasability without applying a release agent by applying a metal oxide sol or water glass to an aluminum alloy plate. .
- the applied metal oxide sol and water glass may be peeled off by sliding with the mold during blow molding, which not only deteriorates the surface condition of the aluminum alloy material, but also peels off the metal oxide. Sol and water glass could be deposited on the mold.
- the present invention has been made in view of the above circumstances, and has good release properties, surface properties, and corrosion resistance without causing deterioration of the surface properties of the material and deterioration of the mold after blow molding, and
- An object of the present invention is to provide an aluminum alloy sheet for blow molding that can provide high strength after age hardening heat treatment and a method for producing the same.
- the aluminum alloy plate for blow molding according to the first aspect of the present invention, An aluminum alloy plate for blow molding, 0.3 wt% or more and 1.8 wt% or less of Mg, 0.6 mass% or more and 1.6 mass% or less of Si; 0.2% by mass or more and 1.2% by mass or less of Mn, Including In at least one surface of the aluminum alloy plate for blow molding, The ratio of the region where the valley depth of the roughness curve is 0.3 ⁇ m or more is X, When the yield stress when the aluminum alloy plate for blow molding is deformed under a predetermined condition is Y, 0.10 ⁇ X and Y ⁇ ⁇ 8.0X + 10.8 are satisfied, It is characterized by that.
- the other surface of the blow-molding aluminum alloy plate may satisfy the relational expression of 0 ⁇ X ⁇ 0.10.
- the balance may be made of aluminum and inevitable impurities.
- the method for producing an aluminum alloy plate for blow molding according to the second aspect of the present invention 0.3 mass% or more and 1.8 mass% or less of Mg, 0.6 mass% or more and 1.6 mass% or less of Si, and 0.2 mass% or more and 1.2 mass% or less of Mn are included. Homogenizing the aluminum alloy at a temperature of 500 ° C. or higher and lower than the melting point of the aluminum alloy; Hot rolling the homogenized aluminum alloy at a temperature of 200 ° C. or higher and 400 ° C. or lower; Cold rolling the hot-rolled aluminum alloy; including, It is characterized by that.
- the step of cold rolling may include a step of intermediate annealing the aluminum alloy at a temperature of 500 ° C. or higher and lower than the melting point of the aluminum alloy.
- the aluminum alloy may be cold rolled using two rolls having different surface properties.
- the aluminum alloy is cold-rolled so that the relational expression of 0.10 ⁇ X is satisfied on one surface of the aluminum alloy and the relational expression of 0 ⁇ X ⁇ 0.10 is satisfied on the other surface of the aluminum alloy. May be.
- the aluminum alloy plate for blow molding according to the third aspect of the present invention is Produced using the above-described method for producing an aluminum alloy plate for blow molding, It is characterized by that.
- the material after blow molding, the material has good release properties, surface properties, and corrosion resistance without deteriorating the surface properties of the material or the mold, and high strength after age hardening heat treatment.
- An aluminum alloy plate for blow molding obtained and a method for producing the same can be provided.
- the present inventor considers that the high-temperature strength and surface properties of the 6000 series aluminum alloy plate are closely related to the release property, and adjusting the surface property of the blow-molded aluminum alloy plate by final cold rolling, Study was carried out. As a result, if there is a valley with a certain depth on the surface of the aluminum alloy plate for blow molding before blow molding, the valley remains after blow molding, and it is possible to avoid close contact with the mold, in addition As a result of intensive investigation, we have determined that an increase in high-temperature strength during blow molding reduces the proportion of the adhesive part between the surface of the aluminum alloy for blow molding and the mold and is effective in improving mold release properties. It was.
- the high-temperature strength is further increased without greatly reducing the corrosion resistance so that it can be used for general parts without greatly changing the Mg content and the Si content that greatly affect the age hardening of the 6000 series aluminum alloy.
- the present inventor grasps the relationship between surface properties, high-temperature strength and mold release properties by experiments (FIG. 1), and optimizes the surface properties to be adjusted by alloy components such as Mg, Si, Mn and final rolling.
- the inventors have invented a blow-molding aluminum alloy plate suitable for general parts and having a mold release property, age-hardening property, and corrosion resistance, and a method for producing the same.
- Mg and Si are indispensable components of the aluminum alloy plate for blow molding according to the embodiment of the present invention.
- the aluminum alloy plate for blow molding according to the embodiment is necessary for obtaining a strength greater than that of a 5000 series aluminum alloy.
- the Mg content in the aluminum alloy is less than 0.3% by mass and the Si content in the aluminum alloy is less than 0.6% by mass, the above effects are poor.
- the Mg content in the aluminum alloy exceeds 1.8% by mass and the Si content in the aluminum alloy exceeds 1.6% by mass, it is difficult to ensure age hardening of the aluminum alloy for blow molding. Become.
- the Mg content in the aluminum alloy is in the range of 0.3 mass% to 1.8 mass%, and the Si content in the aluminum alloy The rate is in the range of 0.6 mass% to 1.6 mass%.
- Mn is effective for increasing the high temperature strength without impairing the corrosion resistance of the 6000 series aluminum alloy constituting the blow molding aluminum alloy according to the embodiment of the present invention.
- the addition of Mn has the effect of suppressing abnormal grain growth in the aluminum alloy after blow molding.
- the content of Mn in the aluminum alloy is less than 0.2% by mass, the effect of increasing the high temperature strength is poor.
- Mn is added to the aluminum alloy in a large amount, the age hardening of the aluminum alloy is lowered.
- the content of Mn in the aluminum alloy exceeds 1.2% by mass, the age hardening of the aluminum alloy plate for blow molding is obtained. It will be difficult to ensure. Therefore, the content rate of Mn in the aluminum alloy plate for blow molding which concerns on embodiment of this invention shall be in the range of 0.2 mass% or more and 1.2 mass% or less.
- Cr has the same effect as Mn, it may be added to the aluminum alloy for blow molding as necessary.
- the Cr content in the aluminum alloy is 0.05% by mass or more, the effect of increasing the high-temperature strength of the aluminum alloy plate for blow molding can be further obtained.
- the content of Cr in the aluminum alloy is 0.3% by mass or less, the age hardening of the aluminum alloy plate for blow molding can be further secured. That is, the content of Cr in the aluminum alloy according to the embodiment of the present invention is appropriately selected within the range where the effects of the present invention are exhibited, and is not limited to the following, but is 0.05% by mass or more and 0.3%. It is more preferable that the content is not more than mass%.
- Cu may be added to the aluminum alloy for blow molding as necessary in order to improve age hardening.
- the content of Cu in the aluminum alloy is 0.1% by mass or more, the effect of increasing the strength of the aluminum alloy for blow molding can be sufficiently obtained.
- the content rate of Cu in an aluminum alloy is 0.4 mass% or less, the corrosion resistance of the aluminum alloy for blow molding can be kept more favorable, and it can be used suitably as a material for general parts. That is, the Cu content in the aluminum alloy according to the embodiment of the present invention is appropriately selected within the range where the effects of the present invention are exhibited, and is not limited to the following, but is 0.1% by mass or more and 0.4% It is more preferable that the content is not more than mass%.
- the balance of the aluminum alloy constituting the blow-molding aluminum alloy plate according to the embodiment of the present invention is made of aluminum and inevitable impurities such as Fe.
- the content of each inevitable impurity is appropriately selected within a range that does not impair the effects of the present invention.
- the 6000 series aluminum alloy plate constituting the aluminum alloy plate for blow molding according to the embodiment of the present invention is manufactured through, for example, a melt casting process, a homogenization process, a hot rolling process, and a cold rolling process.
- melt casting process It is more preferable that the melt casting is performed by a general method such as a DC (Direct Hill) casting method, and the cooling rate is increased to increase the solid solution amount of Mn and Cr in the aluminum alloy.
- DC Direct Hill
- the aluminum alloy ingot obtained by melt casting is heated and homogenized.
- the heating temperature is more preferably 500 ° C. or higher and lower than the melting point temperature (eg, about 580 ° C.) of the aluminum alloy according to the embodiment of the present invention.
- the heating temperature By setting the heating temperature to 500 ° C. or higher, re-solution of Mn and Cr-based crystallized substances is promoted, and it becomes easier to secure a solid solution amount of Mn and Cr in the aluminum alloy.
- dissolution of the aluminum alloy can be prevented.
- the material temperature of the aluminum alloy during hot rolling is more preferably in the range of 200 ° C. or higher and 400 ° C. or lower.
- the material temperature of the aluminum alloy during hot rolling is more preferably in the range of 200 ° C. or higher and 400 ° C. or lower.
- the aluminum alloy for blow molding is cold-rolled until the final plate thickness is reached. More preferably, intermediate annealing is performed once or twice during the cold rolling. By performing the intermediate annealing, the Mn and Cr-based intermetallic compounds refined by cold rolling are more easily dissolved again. Further, the equiaxed flat grain structure is promoted, and the formability and surface properties of the blow-molding aluminum alloy can be further improved.
- the intermediate annealing temperature to, for example, 500 ° C. or more, re-solution of Mn and Cr intermetallic compounds is further promoted, and the intermediate annealing temperature is set to, for example, an aluminum alloy for blow molding according to an embodiment of the present invention.
- the final thickness of the aluminum alloy sheet after the cold rolling is appropriately selected within the range where the effects of the present invention are exhibited, and is not limited to the following, but for example, the final thickness in the range of 0.2 mmt to 3.0 mmt A plate thickness is preferably used, and a final plate thickness in the range of 0.8 mmt to 1.6 mmt is more preferably used.
- the solution treatment can be performed by heating at the time of blow molding, for example, the final annealing is not performed and the cold rolling is performed. It is more preferable to use an aluminum alloy plate in the state. By doing so, the final annealing step can be omitted, and the manufacturing cost can be further reduced.
- the aluminum alloy plate for blow molding according to the embodiment of the present invention can be obtained by the above-described steps.
- the surface property of the aluminum alloy plate for blow molding is more preferably adjusted by adjusting the surface property of the final cold rolling roll.
- adjustment of the surface property of the aluminum alloy sheet for blow molding by adjusting the surface property of the roll of cold rolling will be described.
- the surface property of the material of the aluminum alloy plate for blow molding that contacts the mold during blow molding is perpendicular to the rolling direction of the aluminum alloy plate for blow molding.
- the ratio of the region where the valley depth is 0.3 ⁇ m or more is X
- the ratio is adjusted so as to satisfy the relational expression of 0.10 ⁇ X.
- the valley depth refers to the depth of the material recess with respect to the average line in the roughness curve obtained by subtracting the long wavelength component (average line) from the measured cross-sectional curve in accordance with JISB0601: '01 (see FIG. 2).
- the surface roughness is measured by, for example, a surface roughness measuring machine.
- the recess of 0.3 ⁇ m or more exists on the surface of the aluminum alloy plate before blow molding, the recess remains even after blow molding, reducing the contact area between the mold and the aluminum alloy.
- the mold release property of the aluminum alloy is improved.
- X is 0.10 or more, adhesion between the mold and the aluminum alloy plate for blow molding can be suppressed, and good release property from the mold of the aluminum alloy plate for blow molding is ensured. can do.
- X> 0.50 the release effect tends to be saturated, and by setting X ⁇ 0.50, the surface properties of the aluminum alloy plate for blow molding can be improved.
- the high temperature strength of the aluminum alloy for blow molding has a correlation with the mold release property, and the yield stress at 530 ° C. and the strain rate of 10 ⁇ 2 / sec, which is a general blow molding condition for the 6000 series aluminum alloy, is Y (
- the present inventors have found that when the relational expression of Y ⁇ ⁇ 8.0X + 10.8 is satisfied, the releasability from the mold of the aluminum alloy for blow molding is good. (Fig. 1). This indicates that the lower the high-temperature strength, the stronger the adhesion between the mold and the blow-molding aluminum alloy, so it is necessary to increase X, which is a numerical value representing the surface properties.
- the yield stress is measured using, for example, a tensile tester.
- the aluminum alloy plate for blow molding when the ratio of the region where the valley depth is 0.3 ⁇ m or more is X, the relational expression of 0.10 ⁇ X, Since both of the relational expressions of Y ⁇ ⁇ 8.0X + 10.8 are satisfied, the aluminum alloy plate for blow molding has good release properties, surface properties, corrosion resistance, and high strength after age hardening heat treatment. Is obtained.
- This surface is made to correspond to the surface on the side in contact with the mold, and the surface on the side not in contact with the mold (the other surface) is made to correspond to the outside of the molded product touching the human eye.
- the surface properties on both surfaces of the aluminum alloy for blow molding can be independently adjusted.
- the surface property of the surface that contacts the mold satisfies the relational expression of 0.10 ⁇ X, and the surface that does not contact the mold (the other surface)
- the surface property of the surface of the above satisfies the relational expression of 0 ⁇ X ⁇ 0.10, so that a better mold release property is ensured to obtain a high dimensional accuracy and a molded product having an extremely excellent surface appearance. Can be obtained.
- the aluminum alloy plate for blow molding it is more possible to perform blow molding at a solution treatment temperature of 500 ° C. or more and a temperature lower than the melting point of the aluminum alloy plate for blow molding. preferable.
- blow molding will serve as a solution treatment process, and it leads to reduction of a process.
- the blow molding temperature is 530 ° C. or higher.
- dissolution of the aluminum alloy plate for blow molding can be prevented by making blow molding temperature into the temperature below melting
- the molding gas pressure in blow molding is within the range of 0.5 MPa or more and 5 MPa or less, for example, greater ductility can be obtained, and molding of an aluminum alloy for blow molding becomes easier.
- the aluminum alloy is cooled at a cooling rate of 3 ° C./second or more, and an age hardening treatment is immediately performed at a temperature of 170 ° C. or higher and 230 ° C. or lower to obtain higher strength.
- the molded product is cooled with a large fan or the like, and the molded product is immediately placed in an air furnace at a temperature of 170 ° C. or higher and 230 ° C. or lower, and the molding time is 2 minutes or longer.
- the age hardening is evaluated by measuring the 0.2% proof stress after the age hardening using, for example, a tensile tester.
- the 0.2% proof stress refers to the stress at which the permanent set becomes 0.2% when a load such as a tensile tester is removed.
- an aluminum alloy for blow molding excellent in all of mold release property, age-hardening property, corrosion resistance and surface appearance can be obtained.
- the present invention is not limited to the above embodiment, and various modifications and applications are possible.
- the embodiment in which the intermediate annealing is performed once or twice during the cold rolling has been described.
- the intermediate annealing may not be performed or the intermediate annealing may be performed three times or more. Good.
- the final annealing may be performed after the cold rolling process.
- the method of cold-rolling an aluminum alloy is this Although it is selected as appropriate within the scope of the effects of the invention and is not limited to the following, the aluminum alloy may be cold-rolled using two rolls having the same surface properties, You may cold-roll an aluminum alloy using other methods, such as cold-rolling an aluminum alloy using more than two rolls, such as one roll.
- relational expression of 0.10 ⁇ X is satisfied on one surface of the aluminum alloy and the relational expression of 0 ⁇ X ⁇ 0.10 is satisfied on the other surface of the aluminum alloy.
- relational expression on one surface of the aluminum alloy and the relational expression on the other surface of the aluminum alloy are appropriately selected within the scope of the effects of the present invention, and are not limited to the following.
- the relational expression on one surface of the alloy may be X ⁇ 0.10, or the relational expression on the other surface of the aluminum alloy may be X> 0.10.
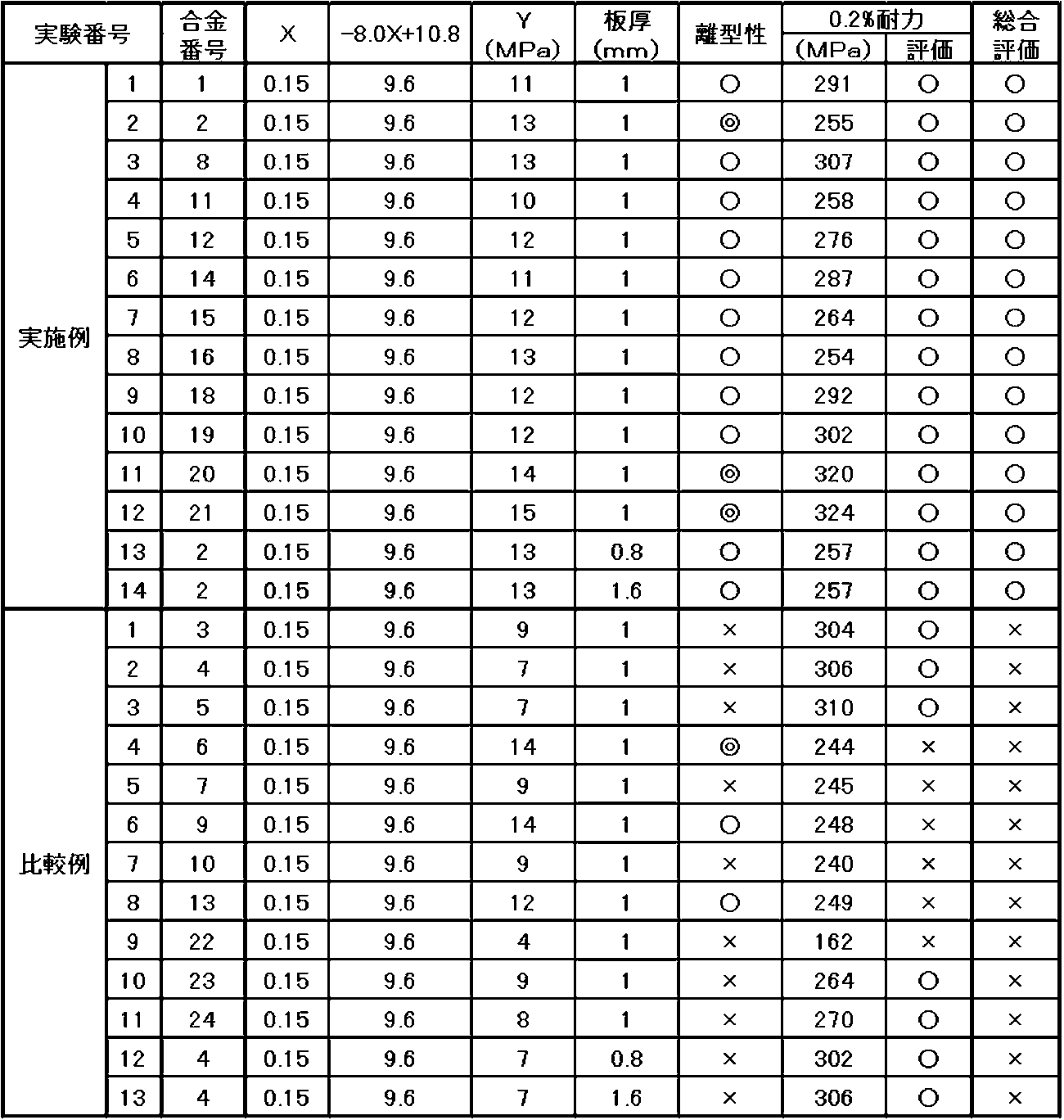
- Example A First, aluminum alloys (alloy number 1 to alloy number 24) composed of the alloy composition, inevitable impurities, and aluminum shown in Table 1 were respectively melted and cast by the DC casting method. Next, each aluminum alloy ingot was homogenized at a temperature of 550 ° C. Subsequently, hot rolling was performed at a temperature of the ingot of 380 ° C., and the plate thickness was set to 3 mmt. Finally, after performing intermediate annealing at 550 ° C. once, cold rolling was performed until the plate thickness became 0.8 mmt, 1 mmt, and 1.6 mmt to obtain an aluminum alloy plate for blow molding (Table 2 and (See the plate thickness in Table 3). As shown in Tables 2 and 3, for Alloy No.
- High-temperature blow molding was performed on each aluminum alloy rolled plate for blow molding using a mold.
- a 300 mm square and 70 mm deep square tube mold is used, and the blow molding temperature can sufficiently form a solution of the 6000 series aluminum alloy constituting the aluminum alloy plate for blow molding used in this example.
- the temperature was set to 530 ° C.
- the aluminum alloy rolled sheet for blow molding was heated in a mold for 10 minutes and then blow molded using a high pressure gas of 2 MPa.
- the molded product was released from the mold. After releasing from the mold, the molded product was cooled by fan air cooling, immediately put into an air furnace and heated to 180 ° C. to perform age hardening. After heating for 1 hour, the molded product is taken out from the air furnace, allowed to cool, and then a tensile test piece is taken from the center of the bottom surface of the molded product and subjected to a tensile test using a tensile tester. It was measured.
- X is the ratio of the region where the valley depth is 0.3 ⁇ m or more in the cross section perpendicular to the rolling direction of the aluminum alloy plate for blow molding.
- the valley depth refers to the depth of the material recess with respect to the average line in the roughness curve obtained by subtracting the long wavelength component (average line) from the measured cross-sectional curve in accordance with JISB0601: '01.
- X L 1 / L, where L is the reference length of the average line and L 1 is the sum of the horizontal lengths of the portions where the valley depth is 0.3 ⁇ m or more.
- Tensile test specimens were taken from the aluminum alloy plate for blow molding before molding, and L 1 and L of each tensile test specimen were measured using a surface roughness measuring machine.
- the yield stress Y (MPa) of each tensile test piece was measured using a tensile tester under the conditions of 530 ° C. and a strain rate of 10 ⁇ 2 / sec.
- the aluminum alloys for blow molding of Examples 1, 3 to 10, and 13 to 14 had good release properties and good age-hardening properties.
- Examples 2, 13 and 14 regardless of whether the plate thickness is 0.8 mmt, 1 mmt, or 1.6 mmt, it similarly has good releasability and good age hardening. I understood.
- the aluminum alloys for blow molding of Examples 2 and 11 to 12 had better release properties and good age hardenability.
- the blow-molding aluminum alloy of Comparative Example 1 had sufficient age-hardening properties, but Y ⁇ 8.0X + 10.8, so the high-temperature strength was small and the releasability was not sufficient.
- the blow molding aluminum alloys of Comparative Example 2, Comparative Example 3, Comparative Example 12 and Comparative Example 13 had sufficient age-hardening properties, but the Mn content was less than 0.2% by mass, so the high temperature strength was high. Was low and the releasability was not sufficient. Further, as shown in Comparative Examples 2, 12 and 13, the age-hardening property was sufficient when the plate thickness was 0.8 mmt, 1 mmt, or 1.6 mmt, but the Mn content was 0.
- the aluminum alloy for blow molding of Comparative Example 4 had a sufficient release property, but the Mn content was more than 1.2% by mass, so that the age hardening was not sufficient.
- the aluminum alloy for blow molding of Comparative Example 5 had a Mg content of less than 0.3% by mass, so that the blow moldability was not sufficient and the mold release property was not sufficient. Moreover, age-hardening property was not enough.
- the aluminum alloy for blow molding of Comparative Example 6 had sufficient releasability, but the age content was not sufficient because the Mg content exceeded 1.8% by mass.
- the aluminum alloy for blow molding of Comparative Example 7 had a Si content of less than 0.6% by mass, so that the mold release and age-hardening properties were not sufficient.
- the aluminum alloy for blow molding of Comparative Example 8 had sufficient release properties, but the age content was not sufficient because the Si content was more than 1.6% by mass.
- the aluminum alloy for blow molding of Comparative Example 9 had a Mg content of less than 0.3% by mass, a Si content of less than 0.6% by mass, and a Mn content of less than 0.2% by mass.
- the high temperature strength was small, and a large deformation occurred during release. Moreover, age-hardening property was not enough.
- the blow-molding aluminum alloys of Comparative Example 10 and Comparative Example 11 had sufficient age-hardening properties, but Y ⁇ 8.0X + 10.8, so the high-temperature strength was small and the releasability was not sufficient.
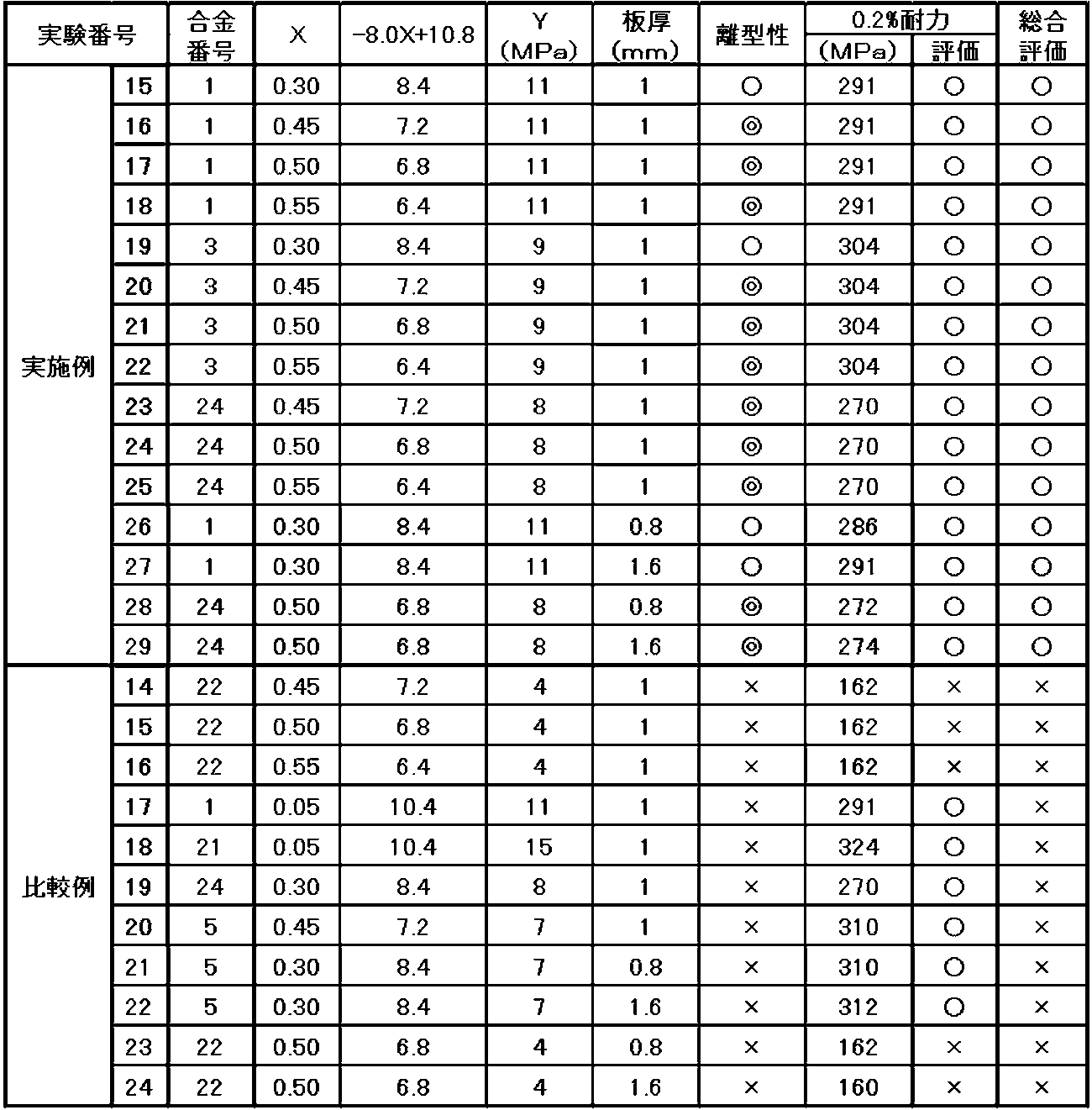
- Example B For the aluminum alloys for blow molding with alloy numbers 1, 3, 5, 21, 22, and 24, the surface property X is adjusted by cold rolling using rolling rolls having different surface roughness in the cold rolling of the final step. Then, the relationship with the mold release property was investigated for each aluminum alloy for blow molding. Table 3 shows the numerical values of X, Y, releasability and strength after age hardening. Evaluation criteria are the same as in Example A above.
- the aluminum alloys for blow molding in Examples 15 to 18 and 26 to 27 were all composed of an aluminum alloy with alloy number 1.
- X in Example 15, Example 26, and Example 27 is 0.30
- X in Example 16 is 0.45
- X in Example 17 is 0.50
- X in Example 18 is 0.55.
- Table 3 it was found that the releasability becomes better as the value of X increases.
- the age-hardening property was good.
- the plate thickness is 0.8 mmt, 1 mmt, or 1.6 mmt. was also found to have good release properties and good age hardening.
- the aluminum alloys for blow molding of Examples 19 to 22 were all composed of an aluminum alloy with alloy number 3.
- X in Example 19 was 0.30
- X in Example 20 was 0.45
- X in Example 21 was 0.50
- X in Example 22 was 0.55.
- the blow-molding aluminum alloys of Examples 23 to 25 were all composed of an aluminum alloy with alloy number 24.
- X in Example 23 was 0.45
- X in Example 24 was 0.50
- X in Example 25 was 0.55.
- the high temperature strengths of the blow molding aluminum alloys of Examples 23 to 25 were almost the same, but it was found that the releasability was better because of the large value of X. In all of Examples 23 to 25, the age-hardening property was good.
- the blow molding aluminum alloys of Comparative Examples 14 to 16 and 23 to 24 were all composed of an aluminum alloy of Alloy No. 22. Since the Mg content was less than 0.3% by mass, the Si content was less than 0.6% by mass, and the Mn content was less than 0.2% by mass, the high-temperature strength was small, and the value of X was set to 0.00. Even if it was 45, 0.50, 0.55, the releasability was not sufficient, and deformation occurred during the release. Moreover, age-hardening property was not enough.
- Comparative Examples 15, 23 and 24 in which the value of X is 0.50, the high-temperature strength is small regardless of whether the plate thickness is 0.8 mmt, 1 mmt, or 1.6 mmt, It was found that even when the value of X was 0.50, the releasability was not sufficient, deformation occurred during the releasability, and age-hardening property was not sufficient.
- the aluminum alloy for blow molding of Comparative Example 17 was composed of an aluminum alloy of Alloy No. 1
- the aluminum alloy for blow molding of Comparative Example 18 was composed of an aluminum alloy of Alloy No. 21. All alloys had sufficient high-temperature strength, but both X values were less than 0.1.
- the aluminum alloy for blow molding of Comparative Example 19 was composed of an aluminum alloy with alloy number 24. In the blow molding aluminum alloy of Comparative Example 19, since Y ⁇ 8.0X + 10.8, the high-temperature strength was small and the releasability was not sufficient.
- the aluminum alloys for blow molding of Comparative Examples 20 to 22 were composed of an aluminum alloy of Alloy No. 5. Since the Mn content was less than 0.2% by mass and the high-temperature strength was small, the releasability was not sufficient and large deformation occurred in the molded product.
- the Mn content is less than 0.2% by mass and the high-temperature strength is small regardless of whether the plate thickness is 0.8 mmt, 1 mmt, or 1.6 mmt. Therefore, it was found that the releasability was not sufficient and a large deformation occurred in the molded product.
- Example C About the aluminum alloy of the alloy number 12, the influence of the homogenization process temperature, the heating temperature before hot rolling, and the intermediate annealing temperature was investigated.
- Table 4 shows the numerical values of homogenization temperature, heating temperature before hot rolling, intermediate annealing temperature, X, Y, releasability, and strength after age hardening. The evaluation criteria are the same as in Example A and Example B described above.
- the melting point of the aluminum alloy of Alloy No. 12 was approximately 580 ° C.
- the homogenization treatment temperature in the production process was 500 ° C. or higher and less than the melting point of the aluminum alloy for blow molding of Alloy No. 12. It was found that the solid solution of Mn was further promoted, the high-temperature strength was further increased, and the releasability was improved. Moreover, age-hardening property was also favorable. The release property and age-hardening property of the aluminum alloy for blow molding of Example 31 were good. The mold release property and age-hardening property of the aluminum alloy for blow molding of Example 32 were good. In the blow molding aluminum alloy of Example 33, as shown in Table 4, since the heating temperature before hot rolling in the production process was 200 ° C. or more and 400 ° C.
- the precipitation of Mn was further suppressed, and the high temperature strength was high. It was found that the releasability was better with a further increase. Moreover, age-hardening property was also favorable.
- the release property and age-hardening property of the blow-molding aluminum alloy of Example 34 were good. In the aluminum alloy for blow molding of Example 35, as shown in Table 4, the intermediate annealing temperature in the production process was 500 ° C. or higher, and a temperature lower than the melting point of the aluminum alloy for blow molding of alloy number 12, It was found that the dissolution of Mn was promoted, the high-temperature strength was further increased, and the releasability was improved. Moreover, age-hardening property was also favorable.
- An aluminum alloy plate for blow molding 0.3 wt% or more and 1.8 wt% or less of Mg, 0.6 mass% or more and 1.6 mass% or less of Si; 0.2% by mass or more and 1.2% by mass or less of Mn, Including In at least one surface of the aluminum alloy plate for blow molding, The ratio of the region where the valley depth of the cross-sectional roughness curve is 0.3 ⁇ m or more is X, When the yield stress when the aluminum alloy plate for blow molding is deformed under a predetermined condition is Y, 0.10 ⁇ X and Y ⁇ ⁇ 8.0X + 10.8 are satisfied, An aluminum alloy plate for blow molding characterized by the above.
- the balance consists of aluminum and inevitable impurities,
- the step of cold rolling includes a step of intermediate annealing the aluminum alloy at a temperature of 500 ° C. or higher and lower than the melting point of the aluminum alloy.
- the manufacturing method of the aluminum alloy plate for blow molding of the additional statement 6 characterized by the above-mentioned.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Metal Rolling (AREA)
Abstract
Description
ブロー成形用アルミニウム合金板であって、
0.3質量%以上1.8質量%以下のMgと、
0.6質量%以上1.6質量%以下のSiと、
0.2質量%以上1.2質量%以下のMnと、
を含み、
前記ブロー成形用アルミニウム合金板の少なくとも一方の面において、
粗さ曲線の谷深さが0.3μm以上である領域の割合をXとし、
所定の条件下で、前記ブロー成形用アルミニウム合金板が変形されるときの降伏応力をYとしたとき、
0.10≦X、および、Y≧-8.0X+10.8の関係式を満たす、
ことを特徴とする。
前記ブロー成形用アルミニウム合金板のもう一方の面において0≦X≦0.10の関係式を満たしてもよい。
0.3質量%以上1.8質量%以下のMgと、0.6質量%以上1.6質量%以下のSiと、0.2質量%以上1.2質量%以下のMnと、を含むアルミニウム合金を、500℃以上、かつ、該アルミニウム合金の融点未満の温度で均質化処理する工程と、
均質化処理された該アルミニウム合金を、200℃以上400℃以下の温度で熱間圧延する工程と、
熱間圧延された該アルミニウム合金を冷間圧延する工程と、
を含む、
ことを特徴とする。
該アルミニウム合金の一方の面において0.10≦Xの関係式を満たし、該アルミニウム合金のもう一方の面において0≦X≦0.10の関係式を満たすように該アルミニウム合金を冷間圧延してもよい。
上記のブロー成形用アルミニウム合金板の製造方法を用いて製造された、
ことを特徴とする。
溶解鋳造は、たとえばDC(Direct Chill)鋳造法などの一般的な方法によって行われ、冷却速度を大きくして、MnおよびCrのアルミニウム合金中への固溶量を増加させることがより好ましい。
溶解鋳造によって得られたアルミニウム合金の鋳塊を加熱して、均質化処理を行う。均質化処理においては、加熱温度を、500℃以上、かつ、本発明の実施形態に係るアルミニウム合金の融点温度(たとえば、約580℃)未満とすることがより好ましい。加熱温度を500℃以上とすることによって、Mn、Cr系晶出物の再固溶が促進され、Mn、Crのアルミニウム合金中の固溶量の確保がより容易となる。加熱温度を本発明の実施形態に係るアルミニウム合金の融点温度未満とすることによって、アルミニウム合金の溶解を防ぐことができる。
均質化処理を施した後、アルミニウム合金に対して熱間圧延を行う。熱間圧延中のアルミニウム合金の材料温度は200℃以上400℃以下の範囲内とすることがより好ましい。熱間圧延中のアルミニウム合金の材料温度を400℃以下とすることによって、Mn、Crの析出を最小限に抑え、固溶量を確保することができるだけでなく、熱延組織の微細化にも有効であり、ブロー成形用アルミニウム合金の成形性および表面性状の向上に寄与する。また、材料温度を200℃以上とすることによって、ブロー成形用アルミニウム合金材料の変形抵抗が下がり、圧延を一層容易に行うことができる。
ついで、ブロー成形用アルミニウム合金に対して、最終板厚となるまで冷間圧延を行う。冷間圧延の途中で一度もしくは二度の中間焼鈍を行うことが、より好ましい。中間焼鈍を行うことによって、冷間圧延で微細化されたMn、Cr系金属間化合物が、より再固溶されやすくなる。また、偏平した結晶粒組織の等軸化が促進され、ブロー成形用アルミニウム合金の成形性および表面性状を、より向上させることができる。中間焼鈍温度を、たとえば、500℃以上とすることによって、Mn、Cr系金属間化合物の再固溶が一層促進され、中間焼鈍温度を、たとえば、本発明の実施形態に係るブロー成形用アルミニウム合金の融点温度未満とすることによって、アルミニウム合金の溶解を一層抑制することができる。冷間圧延後のアルミニウム合金板の最終板厚は、本発明の効果を奏する範囲で適宜選択され、以下に限定されるものではないが、たとえば、0.2mmt以上3.0mmt以下の範囲の最終板厚が好適に用いられ、0.8mmt以上1.6mmt以下の範囲の最終板厚が、より好適に用いられる。
はじめに、表1に示す合金組成、不可避不純物、アルミニウムからなるアルミニウム合金(合金番号1~合金番号24)をそれぞれ溶解し、DC鋳造法によって鋳造した。次に、それぞれのアルミニウム合金の鋳塊を550℃の温度で均質化処理した。ついで、鋳塊の温度を380℃にして熱間圧延を行い、板厚を3mmtとした。最後に、550℃の中間焼鈍を1回行った後、板厚が0.8mmt、1mmt、1.6mmtとなるまで冷間圧延を行って、ブロー成形用のアルミニウム合金板とした(表2および表3の板厚を参照)。表2および表3に示すように、合金番号1、合金番号2、合金番号4、合金番号5、合金番号22、合金番号24については、板厚が0.8mmt、1mmt、1.6mmtのアルミニウム合金板をそれぞれ作製し、合金番号3、合金番号6~21、合金番号23については、板厚が1mmtのアルミニウム合金板のみを作製した。なお、最終工程の冷間圧延において、異なる表面粗度の圧延ロールを用いて冷間圧延を行い、ブロー成形用のアルミニウム合金圧延板の両方の面の表面性状(X)を調節した。上述の製造工程によって、合金番号1~合金番号24のブロー成形用アルミニウム合金板がそれぞれ製造された。表1において、「-」は、その成分が含有されていないか、検出下限以下のわずかな数値しか含有されていなかったことを示す。

実施例2、11~12のブロー成形用アルミニウム合金は、より良好な離型性および良好な時効硬化性を有していた。
比較例2、比較例3、比較例12および比較例13のブロー成形用アルミニウム合金は、時効硬化性は十分であったが、Mnの含有率が0.2質量%未満であったために高温強度が低く、離型性が十分ではなかった。また、比較例2、12および13に示されるように、板厚が0.8mmt、1mmt、1.6mmtのいずれであっても、時効硬化性は十分であったが、Mnの含有率が0.2質量%未満であったために高温強度が低く、離型性が十分ではないことがわかった。
比較例4のブロー成形用アルミニウム合金は、離型性は十分であったが、Mnの含有率が1.2質量%超過であったために時効硬化性が十分ではなかった。
比較例5のブロー成形用アルミニウム合金は、Mgの含有率が0.3質量%未満であったため、ブロー成形性が十分ではなく、離型性が十分ではなかった。また、時効硬化性も十分ではなかった。
比較例6のブロー成形用アルミニウム合金は、離型性は十分であったが、Mgの含有率が1.8質量%超過であったため、時効硬化性が十分ではなかった。
比較例7のブロー成形用アルミニウム合金は、Siの含有率が0.6質量%未満であったため、離型性および時効硬化性が十分ではなかった。
比較例8のブロー成形用アルミニウム合金は、離型性は十分であったが、Siの含有率が1.6質量%超過であったため、時効硬化性が十分ではなかった。
比較例9のブロー成形用アルミニウム合金は、Mgの含有率が0.3質量%未満、Siの含有率が0.6質量%未満、Mnの含有率が0.2質量%未満であったため、高温強度が小さく、離型の際に大きな変形が生じた。また、時効硬化性も十分ではなかった。
比較例10および比較例11のブロー成形用アルミニウム合金は、時効硬化性は十分だったが、Y<-8.0X+10.8であったため、高温強度が小さく、離型性が十分ではなかった。
合金番号1、3、5、21、22、24のブロー成形用アルミニウム合金について、最終工程の冷間圧延において異なる表面粗度の圧延ロールを用いて冷間圧延を行うことによって表面性状Xを調整して、それぞれのブロー成形用アルミニウム合金について離型性との関係を調査した。表3に、X、Y、離型性および時効硬化処理後の強度の数値を示す。評価基準は上述の実施例Aと同様である。
実施例19~22のブロー成形用アルミニウム合金は、いずれも合金番号3のアルミニウム合金によって構成された。実施例19におけるXは0.30であり、実施例20におけるXは0.45であり、実施例21におけるXは0.50であり、実施例22におけるXは0.55であった。実施例19~22のブロー成形用アルミニウム合金の高温強度はほぼ同等ではあるが、表3に示すように、Xの値が大きくなるにつれて離型性がより良好になることがわかった。また、実施例19~22のいずれにおいても、時効硬化性が良好であった。
実施例23~25のブロー成形用アルミニウム合金は、いずれも合金番号24のアルミニウム合金によって構成された。実施例23におけるXは0.45であり、実施例24におけるXは0.50であり、実施例25におけるXは0.55であった。実施例23~25のブロー成形用アルミニウム合金の高温強度はほぼ同等ではあるが、Xの値が大きいため離型性がより良好であることがわかった。また、実施例23~25のいずれにおいても、時効硬化性が良好であった。
比較例17のブロー成形用アルミニウム合金は合金番号1のアルミニウム合金によって構成され、比較例18のブロー成形用アルミニウム合金は合金番号21のアルミニウム合金によって構成された。いずれの合金も高温強度は十分だったが、Xの値がともに0.1未満であった。そのため、ブロー成形用アルミニウム合金と金型との間の固着が強く、離型性が十分ではなく、離型の際に変形が生じた。
比較例19のブロー成形用アルミニウム合金は合金番号24のアルミニウム合金によって構成された。比較例19のブロー成形用アルミニウム合金においては、Y<-8.0X+10.8であったため、高温強度が小さく、離型性が十分ではなかった。
比較例20~22のブロー成形用アルミニウム合金は合金番号5のアルミニウム合金によって構成された。Mnの含有率が0.2質量%未満であり、高温強度が小さかったため離型性が十分ではなく、成形品に大きな変形が生じた。また、比較例20~22に示されるように、板厚が0.8mmt、1mmt、1.6mmtのいずれであっても、Mnの含有率が0.2質量%未満であり、高温強度が小さかったため離型性が十分ではなく、成形品に大きな変形が生じることがわかった。
合金番号12のアルミニウム合金について、均質化処理温度、熱間圧延前加熱温度、中間焼鈍温度の影響を調査した。表4に、均質化処理温度、熱間圧延前加熱温度、中間焼鈍温度、X、Y、離型性および時効硬化処理後の強度の数値を示す。評価基準は上述の実施例Aおよび実施例Bと同様である。合金番号12のアルミニウム合金の融点はおよそ580℃であった。

実施例31のブロー成形用アルミニウム合金の離型性および時効硬化性は良好であった。
実施例32のブロー成形用アルミニウム合金の離型性および時効硬化性は良好であった。
実施例33のブロー成形用アルミニウム合金においては、表4に示すように、製造工程における熱間圧延前加熱温度が200℃以上400℃以下であったため、Mnの析出が一層抑制され、高温強度がより増加して、離型性がより良好となることがわかった。また、時効硬化性も良好であった。
実施例34のブロー成形用アルミニウム合金の離型性および時効硬化性は良好であった。
実施例35のブロー成形用アルミニウム合金においては、表4に示すように、製造工程における中間焼鈍温度が500℃以上、かつ、合金番号12のブロー成形用アルミニウム合金の融点未満の温度であったため、Mnの固溶を促し、高温強度がより増加して、離型性がより良好となることがわかった。また、時効硬化性も良好であった。
ブロー成形用アルミニウム合金板であって、
0.3質量%以上1.8質量%以下のMgと、
0.6質量%以上1.6質量%以下のSiと、
0.2質量%以上1.2質量%以下のMnと、
を含み、
前記ブロー成形用アルミニウム合金板の少なくとも一方の面において、
断面粗さ曲線の谷深さが0.3μm以上である領域の割合をXとし、
所定の条件下で、前記ブロー成形用アルミニウム合金板が変形されるときの降伏応力をYとしたとき、
0.10≦X、および、Y≧-8.0X+10.8の関係式を満たす、
ことを特徴とするブロー成形用アルミニウム合金板。
0.05質量%以上0.3質量%以下のCrをさらに含有する、
ことを特徴とする付記1に記載のブロー成形用アルミニウム合金板。
0.1質量%以上0.4質量%以下のCuをさらに含有する、
ことを特徴とする付記1または2に記載のブロー成形用アルミニウム合金板。
前記ブロー成形用アルミニウム合金板の一方の面において0.10≦Xの関係式を満たし、
前記ブロー成形用アルミニウム合金板のもう一方の面において0≦X≦0.10の関係式を満たす、
ことを特徴とする付記1乃至3のいずれか1つに記載のブロー成形用アルミニウム合金板。
残部が、アルミニウムおよび不可避不純物からなる、
ことを特徴とする付記1乃至4のいずれか1つに記載のブロー成形用アルミニウム合金板。
0.3質量%以上1.8質量%以下のMgと、0.6質量%以上1.6質量%以下のSiと、0.2質量%以上1.2質量%以下のMnと、を含むアルミニウム合金を、500℃以上、かつ、該アルミニウム合金の融点未満の温度で均質化処理する工程と、
均質化処理された該アルミニウム合金を、200℃以上400℃以下の温度で熱間圧延する工程と、
熱間圧延された該アルミニウム合金を冷間圧延する工程と、
を含む、
ことを特徴とするブロー成形用アルミニウム合金板の製造方法。
前記冷間圧延する工程が、該アルミニウム合金を、500℃以上、かつ、該アルミニウム合金の融点未満の温度で中間焼鈍する工程を含む、
ことを特徴とする付記6に記載のブロー成形用アルミニウム合金板の製造方法。
前記冷間圧延する工程において、異なる表面性状を有する2つのロールを用いて該アルミニウム合金を冷間圧延する、
ことを特徴とする付記6または7に記載のブロー成形用アルミニウム合金板の製造方法。
前記冷間圧延する工程において、異なる表面性状を有する2つのロールを用いることによって、
該アルミニウム合金の一方の面において0.10≦Xの関係式を満たし、該アルミニウム合金のもう一方の面において0≦X≦0.10の関係式を満たすように該アルミニウム合金を冷間圧延する、
ことを特徴とする付記8に記載のブロー成形用アルミニウム合金板の製造方法。
付記6乃至9のいずれか1つに記載のブロー成形用アルミニウム合金板の製造方法を用いて製造された、
ことを特徴とするブロー成形用アルミニウム合金板。
本出願は、2012年6月27日に出願された日本国特許出願第2012-144382号に基づく。本明細書中にその明細書、特許請求の範囲、図面全体を参照として取り込むものとする。
Claims (10)
- ブロー成形用アルミニウム合金板であって、
0.3質量%以上1.8質量%以下のMgと、
0.6質量%以上1.6質量%以下のSiと、
0.2質量%以上1.2質量%以下のMnと、
を含み、
前記ブロー成形用アルミニウム合金板の少なくとも一方の面において、
粗さ曲線の谷深さが0.3μm以上である領域の割合をXとし、
所定の条件下で、前記ブロー成形用アルミニウム合金板が変形されるときの降伏応力をYとしたとき、
0.10≦X、および、Y≧-8.0X+10.8の関係式を満たす、
ことを特徴とするブロー成形用アルミニウム合金板。 - 0.05質量%以上0.3質量%以下のCrをさらに含有する、
ことを特徴とする請求項1に記載のブロー成形用アルミニウム合金板。 - 0.1質量%以上0.4質量%以下のCuをさらに含有する、
ことを特徴とする請求項1または2に記載のブロー成形用アルミニウム合金板。 - 前記ブロー成形用アルミニウム合金板の一方の面において0.10≦Xの関係式を満たし、
前記ブロー成形用アルミニウム合金板のもう一方の面において0≦X≦0.10の関係式を満たす、
ことを特徴とする請求項1乃至3のいずれか1項に記載のブロー成形用アルミニウム合金板。 - 残部が、アルミニウムおよび不可避不純物からなる、
ことを特徴とする請求項1乃至4のいずれか1項に記載のブロー成形用アルミニウム合金板。 - 0.3質量%以上1.8質量%以下のMgと、0.6質量%以上1.6質量%以下のSiと、0.2質量%以上1.2質量%以下のMnと、を含むアルミニウム合金を、500℃以上、かつ、該アルミニウム合金の融点未満の温度で均質化処理する工程と、
均質化処理された該アルミニウム合金を、200℃以上400℃以下の温度で熱間圧延する工程と、
熱間圧延された該アルミニウム合金を冷間圧延する工程と、
を含む、
ことを特徴とするブロー成形用アルミニウム合金板の製造方法。 - 前記冷間圧延する工程が、該アルミニウム合金を、500℃以上、かつ、該アルミニウム合金の融点未満の温度で中間焼鈍する工程を含む、
ことを特徴とする請求項6に記載のブロー成形用アルミニウム合金板の製造方法。 - 前記冷間圧延する工程において、異なる表面性状を有する2つのロールを用いて該アルミニウム合金を冷間圧延する、
ことを特徴とする請求項6または7に記載のブロー成形用アルミニウム合金板の製造方法。 - 前記冷間圧延する工程において、異なる表面性状を有する2つのロールを用いることによって、
該アルミニウム合金の一方の面において0.10≦Xの関係式を満たし、該アルミニウム合金のもう一方の面において0≦X≦0.10の関係式を満たすように該アルミニウム合金を冷間圧延する、
ことを特徴とする請求項8に記載のブロー成形用アルミニウム合金板の製造方法。 - 請求項6乃至9のいずれか1項に記載のブロー成形用アルミニウム合金板の製造方法を用いて製造された、
ことを特徴とするブロー成形用アルミニウム合金板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13809532.8A EP2868760B1 (en) | 2012-06-27 | 2013-06-26 | Aluminum alloy sheet for blow molding and production method therefor |
| JP2014522663A JP6316747B2 (ja) | 2012-06-27 | 2013-06-26 | ブロー成形用アルミニウム合金板およびその製造方法 |
| US14/411,229 US10907241B2 (en) | 2012-06-27 | 2013-06-26 | Aluminum alloy sheet for blow molding and production method therefor |
| CA2887468A CA2887468C (en) | 2012-06-27 | 2013-06-26 | Aluminum alloy sheet for blow molding and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-144382 | 2012-06-27 | ||
| JP2012144382 | 2012-06-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014003074A1 true WO2014003074A1 (ja) | 2014-01-03 |
Family
ID=49783215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/067568 Ceased WO2014003074A1 (ja) | 2012-06-27 | 2013-06-26 | ブロー成形用アルミニウム合金板およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10907241B2 (ja) |
| EP (1) | EP2868760B1 (ja) |
| JP (1) | JP6316747B2 (ja) |
| CA (1) | CA2887468C (ja) |
| WO (1) | WO2014003074A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016023354A (ja) * | 2014-07-24 | 2016-02-08 | 株式会社Uacj | 熱間成形用アルミニウム合金板及びその製造方法 |
| CN113462931A (zh) * | 2021-06-17 | 2021-10-01 | 上海泽升汽车科技有限公司 | 一种应用于电池框的6系铝合金及其制备方法 |
| JP2022512995A (ja) * | 2019-05-08 | 2022-02-07 | 常熟希那基汽▲車▼▲零▼件有限公司 | 合金材料の一種及びその生産プロセス |
| CN117467876A (zh) * | 2023-11-29 | 2024-01-30 | 中铝材料应用研究院有限公司 | 一种阳极氧化后表面异色改善的5000系铝合金板带材及其制备方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2958723A1 (en) * | 2016-02-26 | 2017-08-26 | Uacj Corporation | Aluminum alloy plate for hot forming production and method therefor |
| CN113249621A (zh) * | 2021-04-23 | 2021-08-13 | 上海泽升汽车科技有限公司 | 一种应用于吸能盒的6系铝合金型材及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62202061A (ja) * | 1986-03-03 | 1987-09-05 | Sky Alum Co Ltd | 微細結晶粒を有するアルミニウム合金材料の製造方法 |
| JPH11158485A (ja) | 1997-11-26 | 1999-06-15 | Sky Alum Co Ltd | 超塑性成形用潤滑離型剤 |
| JP2006037139A (ja) | 2004-07-23 | 2006-02-09 | Nippon Steel Corp | 塗装焼付け硬化性に優れた超塑性成形用6000系アルミニウム合金板およびその製造方法 |
| JP2006265723A (ja) | 2005-02-24 | 2006-10-05 | Sumitomo Light Metal Ind Ltd | ブロー成形用熱処理型アルミニウム合金板及びその製造方法 |
| JP2007061842A (ja) | 2005-08-30 | 2007-03-15 | Sumitomo Light Metal Ind Ltd | 熱間ブロー成形用アルミニウム合金板 |
| JP2008062255A (ja) | 2006-09-05 | 2008-03-21 | Kobe Steel Ltd | キャビティ発生の少ないAl−Mg−Si系アルミニウム合金板の超塑性成形方法およびAl−Mg−Si系アルミニウム合金成形板 |
| JP2008266684A (ja) * | 2007-04-17 | 2008-11-06 | Kobe Steel Ltd | 温間成形用アルミニウム合金板および温間成形方法 |
| JP2009030106A (ja) * | 2007-07-26 | 2009-02-12 | Furukawa Sky Kk | アルミニウム合金パネル及びその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10163039C1 (de) * | 2001-12-21 | 2003-07-24 | Daimler Chrysler Ag | Warm- und kaltumformbares Bauteil aus einer Aluminiumlegierung und Verfahren zu seiner Herstellung |
-
2013
- 2013-06-26 JP JP2014522663A patent/JP6316747B2/ja active Active
- 2013-06-26 US US14/411,229 patent/US10907241B2/en active Active
- 2013-06-26 WO PCT/JP2013/067568 patent/WO2014003074A1/ja not_active Ceased
- 2013-06-26 EP EP13809532.8A patent/EP2868760B1/en active Active
- 2013-06-26 CA CA2887468A patent/CA2887468C/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62202061A (ja) * | 1986-03-03 | 1987-09-05 | Sky Alum Co Ltd | 微細結晶粒を有するアルミニウム合金材料の製造方法 |
| JPH11158485A (ja) | 1997-11-26 | 1999-06-15 | Sky Alum Co Ltd | 超塑性成形用潤滑離型剤 |
| JP2006037139A (ja) | 2004-07-23 | 2006-02-09 | Nippon Steel Corp | 塗装焼付け硬化性に優れた超塑性成形用6000系アルミニウム合金板およびその製造方法 |
| JP2006265723A (ja) | 2005-02-24 | 2006-10-05 | Sumitomo Light Metal Ind Ltd | ブロー成形用熱処理型アルミニウム合金板及びその製造方法 |
| JP2007061842A (ja) | 2005-08-30 | 2007-03-15 | Sumitomo Light Metal Ind Ltd | 熱間ブロー成形用アルミニウム合金板 |
| JP2008062255A (ja) | 2006-09-05 | 2008-03-21 | Kobe Steel Ltd | キャビティ発生の少ないAl−Mg−Si系アルミニウム合金板の超塑性成形方法およびAl−Mg−Si系アルミニウム合金成形板 |
| JP2008266684A (ja) * | 2007-04-17 | 2008-11-06 | Kobe Steel Ltd | 温間成形用アルミニウム合金板および温間成形方法 |
| JP2009030106A (ja) * | 2007-07-26 | 2009-02-12 | Furukawa Sky Kk | アルミニウム合金パネル及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2868760A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016023354A (ja) * | 2014-07-24 | 2016-02-08 | 株式会社Uacj | 熱間成形用アルミニウム合金板及びその製造方法 |
| JP2022512995A (ja) * | 2019-05-08 | 2022-02-07 | 常熟希那基汽▲車▼▲零▼件有限公司 | 合金材料の一種及びその生産プロセス |
| CN113462931A (zh) * | 2021-06-17 | 2021-10-01 | 上海泽升汽车科技有限公司 | 一种应用于电池框的6系铝合金及其制备方法 |
| CN117467876A (zh) * | 2023-11-29 | 2024-01-30 | 中铝材料应用研究院有限公司 | 一种阳极氧化后表面异色改善的5000系铝合金板带材及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2887468A1 (en) | 2014-01-03 |
| EP2868760B1 (en) | 2018-09-05 |
| JPWO2014003074A1 (ja) | 2016-06-02 |
| JP6316747B2 (ja) | 2018-04-25 |
| EP2868760A1 (en) | 2015-05-06 |
| US20150152536A1 (en) | 2015-06-04 |
| CA2887468C (en) | 2020-04-07 |
| US10907241B2 (en) | 2021-02-02 |
| EP2868760A4 (en) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7321828B2 (ja) | 高強度6xxxアルミニウム合金及びその作製方法 | |
| JP5882380B2 (ja) | プレス成形用アルミニウム合金板の製造方法 | |
| JP4019082B2 (ja) | 高温特性に優れたボトル缶用アルミニウム合金板 | |
| JP2010159489A (ja) | 7000系アルミニウム合金材の成形加工方法及び該7000系アルミニウム合金材の成形加工方法により成形される成形加工品 | |
| JP2010159488A (ja) | 2000系アルミニウム合金材の成形加工方法及び該2000系アルミニウム合金材の成形加工方法により成形される成形加工品 | |
| JP2011252212A (ja) | 6000系アルミニウム合金材の成形加工方法および成形加工品 | |
| CN105829559B (zh) | 成形用铝合金板 | |
| JP6316747B2 (ja) | ブロー成形用アルミニウム合金板およびその製造方法 | |
| JP5568031B2 (ja) | ボトル缶用アルミニウム合金冷延板 | |
| JP5923665B2 (ja) | 高成形性の耐粒界腐食性AlMgストリップ | |
| WO2015129304A1 (ja) | 成形性に優れた高強度アルミニウム合金押出材 | |
| CN106460134A (zh) | 铝合金构件的制造方法、以及使用了该方法的铝合金构件 | |
| JP3833574B2 (ja) | 曲げ加工性とプレス成形性に優れたアルミニウム合金板 | |
| JP3838504B2 (ja) | パネル成形用アルミニウム合金板およびその製造方法 | |
| JP4201745B2 (ja) | 塗装焼付け硬化性に優れた超塑性成形用6000系アルミニウム合金板およびその製造方法 | |
| JP5111966B2 (ja) | アルミニウム合金パネルの製造方法 | |
| JP2007247000A (ja) | 成形時のリジングマーク性に優れたアルミニウム合金板の製造方法 | |
| KR101028029B1 (ko) | 알루미늄 합금 판재의 열처리 방법 | |
| JP4022497B2 (ja) | アルミニウム合金パネルの製造方法 | |
| CN101413076A (zh) | 一种耐腐蚀铝合金及其制造方法 | |
| WO2019230722A1 (ja) | 成形性、強度及び外観品質に優れたアルミニウム合金板及びその製造方法 | |
| JP4694770B2 (ja) | 曲げ加工性に優れたアルミニウム合金板 | |
| JP4035465B2 (ja) | 高速超塑性成形用Al−Mg系アルミニウム合金板 | |
| JP2008062255A (ja) | キャビティ発生の少ないAl−Mg−Si系アルミニウム合金板の超塑性成形方法およびAl−Mg−Si系アルミニウム合金成形板 | |
| JP4019084B2 (ja) | 高温特性に優れたボトル缶用アルミニウム合金冷延板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13809532 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2887468 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14411229 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013809532 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2014522663 Country of ref document: JP Kind code of ref document: A |