WO2014007130A1 - 摩擦材 - Google Patents
摩擦材 Download PDFInfo
- Publication number
- WO2014007130A1 WO2014007130A1 PCT/JP2013/067614 JP2013067614W WO2014007130A1 WO 2014007130 A1 WO2014007130 A1 WO 2014007130A1 JP 2013067614 W JP2013067614 W JP 2013067614W WO 2014007130 A1 WO2014007130 A1 WO 2014007130A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction material
- friction
- activated carbon
- hydrophilic
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/006—Materials; Production methods therefor containing fibres or particles
- F16D2200/0069—Materials; Production methods therefor containing fibres or particles being characterised by their size
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/0082—Production methods therefor
- F16D2200/0086—Moulding materials together by application of heat and pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0061—Joining
- F16D2250/0069—Adhesive bonding
Definitions
- the present invention relates to a friction material used for disc brake pads and brake shoes of automobiles and the like.
- disc brakes and drum brakes have been used as braking devices for automobiles, etc.
- disc brake pads and brake shoes in which a friction material is bonded to a metal base member such as steel are used as friction members. ing.
- the friction material includes a semi-metallic friction material containing 30% by weight or more and less than 60% by weight of steel fiber as a fiber base material, and steel fiber in a part of the fiber base material. Is classified into low steel friction material containing less than 30% by weight of the total friction material composition and NAO (Non-Asbestos-Organic) material that does not contain steel fibers such as steel fibers and stainless steel as the fiber base material. Yes.
- NAO Non-Asbestos-Organic
- Friction members that use NAO friction materials which are made of a combination of these materials, and friction modifiers such as organic fillers, inorganic fillers, inorganic abrasives, lubricants, and metal particles, have come to be widely used. ing.
- aramid fibers are widely used as organic fibers, cashew dust as organic fillers, and barium sulfate as inorganic fillers. These raw materials are used in the presence of water. Since sulfate ions that cause rusting may be eluted, the disc rotor, which is the mating material of the disc brake, which is the mating material of the friction material, and the brake drum, which is the mating material of the drum brake, are rusted. It is easy to generate.
- the NAO friction material when used for a disc brake or drum brake equipped with a parking mechanism, the disc rotor or brake drum and the friction material are fixed by rust after being left for a long time in the parking state. There is a problem that so-called rust fixation tends to occur.
- an alkali metal salt may be added to the friction material as a pH adjuster.
- Patent Document 1 describes a friction material formed by heating and pressing a friction material composition containing 0.2 to 5% by weight of an alkali metal salt in the entire composition.
- Patent Document 2 discloses a friction material including a filler, a binder made of a resin, a fiber reinforcing material, and a friction modifier, and the filler is made of activated carbon particles having an average particle diameter of approximately 2 mm. There is described a friction material that contains a granular material and suppresses a decrease in a friction coefficient due to a gas generated at the time of a fade phenomenon and exhibits a sufficient braking force. Note that Patent Document 2 has no description regarding the problem of rust fixation.
- a friction material comprising a fiber base material, a binder, and a friction modifier, and formed from a friction material composition of NAO material containing at least one raw material that elutes sulfate ions, while ensuring good wear resistance.
- An object of the present invention is to provide a friction material in which rust fixation is suppressed.
- activated carbon has the property of adsorbing many materials in its fine holes, and it adsorbs gases such as nitrate ions and sulfate ions generated from the friction material during the fade phenomenon.
- the surface is non-polar, and polar molecules with a small molecular weight such as water are difficult to adsorb. Therefore, the friction material obtained by blending such activated carbon with the friction material composition does not show the effect of suppressing rust fixation.
- hydrophilic activated carbon is known in which the surface is modified by acid treatment with hydrochloric acid, sulfuric acid or the like to impart hydrophilicity.
- Hydrophilic activated carbon has good moisture adsorption, but its surface is acidic, and it is thought that it promotes rusting of the counterpart material, and has not been used for friction materials.
- hydrophilic activated carbon which was thought to promote rusting of the counterpart material, was added to the friction material composition, the hydrophilic activated carbon sufficiently adsorbed sulfate ions and moisture, and conversely, rust fixation could be suppressed. I found out.
- the present invention is a friction material comprising a fiber base material, a binder, and a friction modifier, and formed by molding a friction material composition of NAO material containing at least one raw material that elutes sulfate ions.
- a specific amount of hydrophilic activated carbon is blended in the part and is based on the following technique.
- a friction material composed of a fiber base material, a binder, and a friction modifier, and formed by molding a friction material composition of NAO material containing at least one raw material that elutes sulfate ions.
- a friction material comprising hydrophilic activated carbon as an adjustment material.
- a friction material composed of a fiber base material, a binder, and a friction modifier, and formed by molding a friction material composition of NAO material containing at least one raw material that elutes sulfate ions, has good resistance. It is possible to provide a friction material in which rust fixation is suppressed while ensuring wearability.
- FIG. 1 is a diagram showing an example of a manufacturing process of a disc brake pad using the friction material of the present invention.
- FIG. 2 is a perspective view showing an example of a disc brake pad using the friction material of the present invention.
- FIG. 3 is a diagram showing an example of a manufacturing process of a brake shoe using the friction material of the present invention.
- FIG. 4 is a perspective view showing an example of a brake shoe using the friction material of the present invention.
- a friction material comprising a fiber base material, a binder, and a friction modifier, and formed by molding a friction material composition of NAO material containing at least one raw material that elutes sulfate ions. Part of it is blended with hydrophilic activated carbon.
- the hydrophilic activated carbon is obtained by treating activated carbon with an acid such as sulfuric acid or hydrochloric acid to form an oxide on the surface.
- the hydrophilic activated carbon is preferably blended in an amount of 0.4 to 5% by weight based on the total amount of the friction material composition.
- the blending amount of hydrophilic activated carbon is 0.4% by weight or more with respect to the total amount of the friction material composition, a sufficient effect of suppressing rust fixation can be obtained, and the blending amount of hydrophilic activated carbon is the total amount of the friction material composition. On the other hand, if it is 5% by weight or less, necessary wear resistance can be ensured.
- the average particle diameter of the hydrophilic activated carbon is preferably 80 to 200 ⁇ m. If it is this range, the rust sticking inhibitory effect will improve more and abrasion resistance will become more favorable.
- a hydrophilic phenol resin as a binder is added in an amount of 8 to 12% by weight based on the total amount of the friction material composition.
- the blending amount of the hydrophilic phenol resin is in the range of 8 to 12% by weight with respect to the total amount of the friction material composition, the effect of suppressing rust fixation is further improved.
- hydrophilic phenol resin examples include straight phenol resins and phenol resins modified with a hydrophilic elastomer such as NBR and acrylic rubber. Since phenolic resin modified with silicone and phenolic resin in which fluoropolymer is dispersed have water repellency, when the wear powder is adsorbed on activated carbon, it becomes difficult for activated carbon to adsorb moisture, further increasing the effect of inhibiting rust fixation. I cannot expect improvement.
- the friction material of the present invention includes, in addition to the above-mentioned hydrophilic activated carbon and hydrophilic phenol resin, fiber base materials such as metal fibers, organic fibers, and inorganic fibers used in ordinary friction materials, and thermosetting. It consists of a friction material composition including a binder such as a resin and a friction modifier such as an organic filler, an inorganic filler, an inorganic abrasive, a lubricant, and metal particles.
- the fiber base material examples include metal fibers such as copper fibers and brass fibers excluding steel fibers, organic fibers such as aramid fibers and acrylic fibers, and inorganic fibers such as carbon fibers, ceramic fibers, and rock wool.
- the content of the fiber base material is preferably 5 to 20% by weight with respect to the total amount of the friction material composition in order to ensure sufficient mechanical strength.
- binder examples include phenol resins, resins obtained by modifying phenol resins with cashew oil, silicone oil, various elastomers, and the like, resins obtained by dispersing various elastomers, fluoropolymers, and the like in phenol resins.
- the binder content is preferably 9 to 15% by weight with respect to the total amount of the friction material composition in order to ensure sufficient mechanical strength and wear resistance.
- 8 to 12% by weight of a straight phenol resin or a phenol resin modified with a hydrophilic elastomer such as NBR or acrylic rubber is contained in the total amount of the friction material composition. More preferred.
- friction modifiers other than the hydrophilic activated carbon described above include organic fillers such as cashew dust, tire tread rubber pulverized powder, various unvulcanized rubber particles, various vulcanized rubber particles, barium sulfate, calcium hydroxide , Inorganic fillers such as vermiculite and mica, inorganic abrasives such as iron oxide, aluminum oxide, zirconium silicate and magnesium oxide, lubricants such as graphite, coke and metal sulfide, tin particles and zinc particles A metal particle is mentioned.
- the content of the friction modifier is preferably 60 to 90% by weight based on the total amount of the friction material composition, depending on the desired friction characteristics.
- Fiber base materials can be used in appropriate combinations according to desired quality, mechanical characteristics, and friction and wear characteristics.
- the friction material of the present invention is prepared by mixing a predetermined amount of the above-mentioned hydrophilic activated carbon, fiber base material, binder and friction modifier using a mixer, and preliminarily preparing the obtained friction material raw material mixture.
- a pre-molding process in which the preform is put into a mold and pressurized and preformed, the obtained preform is put into a thermo-mold, and a heat-and-press molding process in which it is molded by heating and pressurizing, and the resulting molded product is heated.
- a heat treatment step post-curing step
- polishing step for forming a friction surface.
- a granulation step of granulating the friction material raw material mixture is performed before the pre-molding step, and a coating step, a paint baking step, and a scorch step are performed after the heat and pressure molding step.
- a metal back plate such as steel, which has been previously washed, surface-treated, and coated with an adhesive, and the friction material raw material mixture or granulated product and preformed product. Molding is performed in a state of overlapping.
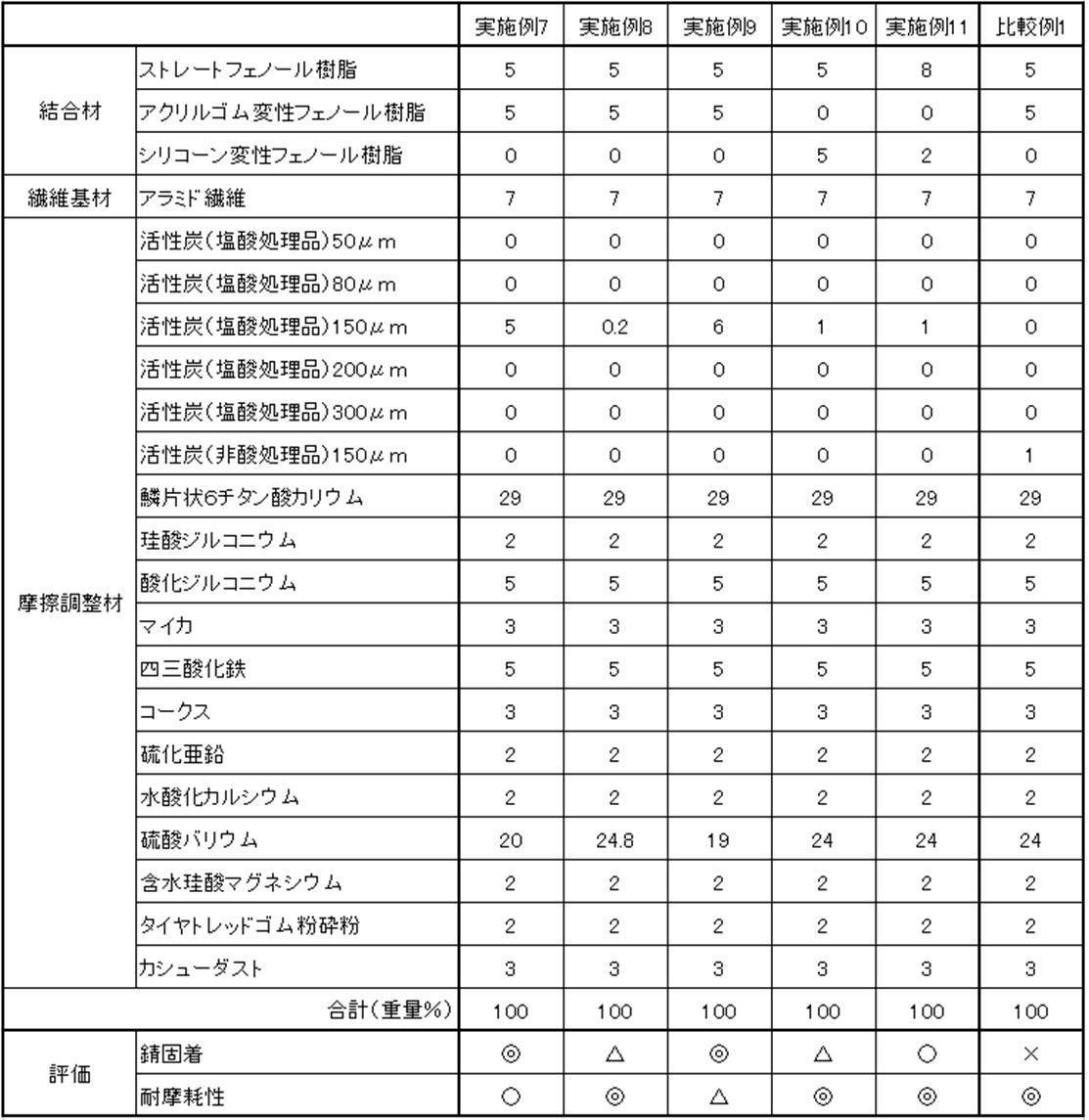
- Friction material compositions having the compositions shown in Tables 1 and 2 were mixed for 5 minutes with a Redige mixer, and preliminarily molded by pressurizing at 30 MPa in a preforming mold for 1 minute. This preform was overlaid on a steel back plate that had been washed, surface-treated, and coated with adhesive in advance, and was heat-pressed and molded in a thermoforming mold for 6 minutes at a molding temperature of 150 ° C. and a molding pressure of 30 MPa. Thereafter, a heat treatment (post-curing) was performed at 200 ° C.
- ⁇ Abrasion resistance> In accordance with JASO C427 "Automobile-Brake Lining and Disc Brake Pad-Dynamometer Wear Test Method", braking initial speed 50km / h, braking deceleration 0.3G, braking frequency as appropriate, brake temperature before braking 100 ° C, 200 ° C, The wear amount (mm) of the friction material was measured under the conditions of 300 ° C. and 400 ° C., converted into the wear amount per 1000 times of braking, and then evaluated according to the following criteria.
- a friction material comprising a fiber base material, a binder, and a friction modifier, and formed by molding a friction material composition of NAO material containing at least one raw material that elutes sulfate ions.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Braking Arrangements (AREA)
Description
親水性活性炭は水分の吸着も良好であるが、その表面は酸性であり、相手材の発錆を促進すると考えられ、摩擦材に使用されることは無かった。
上記(1)または(2)に記載の摩擦材。
親水性活性炭は摩擦材組成物全量に対し0.4~5重量%配合するのが好ましい。
この範囲であれば、錆固着抑制効果がより向上し、耐摩耗性がより良好となる。
親水性のフェノール樹脂の配合量が摩擦材組成物全量に対し、8~12重量%の範囲であると、錆固着の抑制効果がより向上する。
シリコーンで変性したフェノール樹脂や、フッ素ポリマーを分散させたフェノール樹脂は撥水性を有するため、その摩耗粉が活性炭に吸着されると、活性炭は水分を吸着し難くなり、錆固着抑制効果の更なる向上は望めない。
表1及び2に示す組成の摩擦材組成物をレディゲミキサーにて5分間混合し、予備成型金型内で30MPaにて1分加圧して予備成型をした。
この予備成型物を、予め洗浄、表面処理、接着剤を塗布した鋼鉄製のバックプレート上に重ね、熱成型型内で成型温度150℃、成型圧力30MPaの条件下で6分間加熱加圧成型した後、200℃で4時間熱処理(後硬化)を行い、研磨して乗用車用ディスクブレーキパッドを作製した(実施例1~12、比較例1)。これらのディスクブレーキパッド
の錆固着、耐摩耗性について下記の条件で評価を行った。評価結果を表1及び2に併せ示す。
<錆固着>
JIS D4414「さび固着試験方法」に準拠し、錆固着試験を行い、錆固着力を下記基準にて評価した。
○: 50N以上 150N未満
△: 150N以上 250N未満
×: 250N以上
JASO C427 「自動車-ブレーキライニング及びディスクブレーキパッド-ダイナモメータ摩耗試験方法」に準拠し、制動初速度50km/h、制動減速度0.3G、制動回数適宜、制動前ブレーキ温度100℃、200℃、300℃、400℃の条件で、摩擦材の摩耗量(mm)を測定し、制動回数1000回あたりの摩耗量に換算後、下記基準にて評価した。
○:0.15以上 0.20未満
△:0.20以上 0.25未満
×:0.25以上

2 バックプレート
3 摩擦材
4 ブレーキシュー
5 ブレーキシュー本体
6 摩擦材(ライニング
Claims (4)
- 繊維基材、結合材、摩擦調整材から成り、硫酸イオンを溶出する原料を少なくとも1種含有するNAO材の摩擦材組成物を成型してなる摩擦材において、摩擦材組成物が摩擦調整材として親水性活性炭を含むことを特徴とする摩擦材。
- 上記親水性活性炭を摩擦材組成物全量に対し0.4~5重量%含有することを特徴とする請求項1に記載の摩擦材。
- 上記親水性活性炭は、その平均粒子径が80~200μmであることを特徴とする請求項1または2に記載の摩擦材。
- 結合材として親水性のフェノール樹脂を摩擦材組成物全量に対し8~12重量%含有することを特徴とする請求項1ないし3のいずれかに記載の摩擦材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13812741.0A EP2871221A4 (en) | 2012-07-04 | 2013-06-27 | FRICTION MATERIAL |
| IN2673MUN2014 IN2014MN02673A (ja) | 2012-07-04 | 2013-06-27 | |
| KR20157003075A KR20150031327A (ko) | 2012-07-04 | 2013-06-27 | 마찰재 |
| US14/412,663 US20150192182A1 (en) | 2012-07-04 | 2013-06-27 | Friction material |
| CN201380035579.9A CN104471014B (zh) | 2012-07-04 | 2013-06-27 | 摩擦材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-150507 | 2012-07-04 | ||
| JP2012150507A JP5753518B2 (ja) | 2012-07-04 | 2012-07-04 | 摩擦材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014007130A1 true WO2014007130A1 (ja) | 2014-01-09 |
Family
ID=49881887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/067614 Ceased WO2014007130A1 (ja) | 2012-07-04 | 2013-06-27 | 摩擦材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150192182A1 (ja) |
| EP (1) | EP2871221A4 (ja) |
| JP (1) | JP5753518B2 (ja) |
| KR (1) | KR20150031327A (ja) |
| CN (1) | CN104471014B (ja) |
| IN (1) | IN2014MN02673A (ja) |
| WO (1) | WO2014007130A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105156526A (zh) * | 2015-08-28 | 2015-12-16 | 苏州莱特复合材料有限公司 | 一种碳纤维刹车片复合材料的制备方法 |
| US20180172098A1 (en) * | 2015-07-22 | 2018-06-21 | Nisshinbo Brake, Inc. | Friction material |
| EP3964546A4 (en) * | 2019-04-27 | 2023-01-11 | Nisshinbo Brake Inc. | UNDERLAYER COMPOSITION FOR DISC BRAKE PAD AND DISC BRAKE PAD WITH USE THEREOF |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016190968A (ja) * | 2015-03-31 | 2016-11-10 | 住友ベークライト株式会社 | 摩擦材用レゾール型フェノール樹脂、その製造方法、摩擦材用接着剤及び湿式摩擦板 |
| JP6764216B2 (ja) * | 2015-07-22 | 2020-09-30 | 日清紡ブレーキ株式会社 | 摩擦材 |
| CN106195081B (zh) * | 2016-06-29 | 2018-06-08 | 芜湖德业摩擦材料有限公司 | 一种轿车刹车片专用耐磨耐热摩擦材料 |
| EP3594308B1 (en) * | 2017-03-06 | 2023-05-03 | Resonac Corporation | Friction material composition, friction material, and friction member |
| JP7323310B2 (ja) | 2019-03-20 | 2023-08-08 | 曙ブレーキ工業株式会社 | 摩擦材 |
| US11187294B2 (en) * | 2019-08-29 | 2021-11-30 | Showa Denko Materials Co., Ltd. | Friction member, friction material composition, friction material, and vehicle |
| KR102512421B1 (ko) * | 2021-07-22 | 2023-03-22 | 주식회사 제이비앤아이 | 드럼 브레이크 라이닝용 마찰재 |
| IT202200023835A1 (it) * | 2022-11-18 | 2024-05-18 | Itt Italia Srl | Composizione di materiale d'attrito ed elemento d'attrito associato |
| CN117754934A (zh) * | 2023-12-27 | 2024-03-26 | 安徽飞鹰汽车零部件股份有限公司 | 一种无酚醛树脂基商用盘刹及其制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56161429A (en) * | 1980-05-16 | 1981-12-11 | Aisin Seiki Co Ltd | Friction material |
| JPS57205474A (en) * | 1981-06-10 | 1982-12-16 | Kureha Chem Ind Co Ltd | Organic friction material |
| JP2000234086A (ja) * | 1999-02-16 | 2000-08-29 | Hitachi Chem Co Ltd | 非石綿摩擦材 |
| JP2001107027A (ja) | 1999-10-12 | 2001-04-17 | Hitachi Chem Co Ltd | 摩擦材組成物及び摩擦材組成物を用いた摩擦材 |
| KR20010061824A (ko) * | 1999-12-29 | 2001-07-07 | 양재신 | 저소음 습식 브레이크 디스크 패드 |
| JP2005015576A (ja) * | 2003-06-25 | 2005-01-20 | Nisshinbo Ind Inc | 摩擦材 |
| JP2009500511A (ja) * | 2005-07-11 | 2009-01-08 | サルザー・フリクション・システムズ・(ユーエス)・インコーポレーテッド | 湿り気付与摩擦材料、システムおよび方法 |
| JP2009029954A (ja) | 2007-07-27 | 2009-02-12 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2009108166A (ja) * | 2007-10-29 | 2009-05-21 | Showa Highpolymer Co Ltd | 湿式摩擦材 |
| JP2010121031A (ja) * | 2008-11-19 | 2010-06-03 | Akebono Brake Ind Co Ltd | 摩擦材用結合材およびその製造方法 |
| EP2458241A2 (de) * | 2010-11-26 | 2012-05-30 | Miba Frictec GmbH | Verfahren zur Herstellung eines Reibelementes |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69018923T2 (de) * | 1989-02-07 | 1995-08-24 | Koa Oil Co Ltd | VERFAHREN ZUR HERSTELLUNG EINES KOHLENSTOFFORMKöRPERS MIT EXZELLENTER KOMPRESSIONS ELASTIZITÄT. |
| US5989390A (en) * | 1999-01-06 | 1999-11-23 | Knowlton Specialty Papers, Inc. | Friction paper containing activated carbon |
| JP4005350B2 (ja) * | 2001-12-14 | 2007-11-07 | 住友ベークライト株式会社 | 湿式摩擦材 |
| US20080286193A1 (en) * | 2005-09-14 | 2008-11-20 | Bento Luis R S M | Chemical Regeneration of Activated Carbon |
| JP2008274089A (ja) * | 2007-04-27 | 2008-11-13 | Akebono Brake Ind Co Ltd | 有機系摩擦調整材 |
| US9039825B2 (en) * | 2009-06-01 | 2015-05-26 | Hitachi Chemical Co., Ltd. | Friction material composition, friction material using the same, and friction member |
| WO2011074125A1 (ja) * | 2009-12-18 | 2011-06-23 | 国立大学法人 北海道大学 | 酸化グラフェンシート及びこれを還元して得られるグラフェン含有物質を含有する物品、並びに、その製造方法 |
| CN102206482A (zh) * | 2011-02-28 | 2011-10-05 | 浙江吉利汽车研究院有限公司 | 一种碳纤维刹车片的制备方法 |
| CN103649391A (zh) * | 2011-07-07 | 2014-03-19 | 3M创新有限公司 | 包括多组分纤维和颗粒的制品及其制备和使用方法 |
-
2012
- 2012-07-04 JP JP2012150507A patent/JP5753518B2/ja active Active
-
2013
- 2013-06-27 EP EP13812741.0A patent/EP2871221A4/en not_active Withdrawn
- 2013-06-27 US US14/412,663 patent/US20150192182A1/en not_active Abandoned
- 2013-06-27 WO PCT/JP2013/067614 patent/WO2014007130A1/ja not_active Ceased
- 2013-06-27 IN IN2673MUN2014 patent/IN2014MN02673A/en unknown
- 2013-06-27 CN CN201380035579.9A patent/CN104471014B/zh active Active
- 2013-06-27 KR KR20157003075A patent/KR20150031327A/ko not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56161429A (en) * | 1980-05-16 | 1981-12-11 | Aisin Seiki Co Ltd | Friction material |
| JPS57205474A (en) * | 1981-06-10 | 1982-12-16 | Kureha Chem Ind Co Ltd | Organic friction material |
| JP2000234086A (ja) * | 1999-02-16 | 2000-08-29 | Hitachi Chem Co Ltd | 非石綿摩擦材 |
| JP2001107027A (ja) | 1999-10-12 | 2001-04-17 | Hitachi Chem Co Ltd | 摩擦材組成物及び摩擦材組成物を用いた摩擦材 |
| KR20010061824A (ko) * | 1999-12-29 | 2001-07-07 | 양재신 | 저소음 습식 브레이크 디스크 패드 |
| JP2005015576A (ja) * | 2003-06-25 | 2005-01-20 | Nisshinbo Ind Inc | 摩擦材 |
| JP2009500511A (ja) * | 2005-07-11 | 2009-01-08 | サルザー・フリクション・システムズ・(ユーエス)・インコーポレーテッド | 湿り気付与摩擦材料、システムおよび方法 |
| JP2009029954A (ja) | 2007-07-27 | 2009-02-12 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2009108166A (ja) * | 2007-10-29 | 2009-05-21 | Showa Highpolymer Co Ltd | 湿式摩擦材 |
| JP2010121031A (ja) * | 2008-11-19 | 2010-06-03 | Akebono Brake Ind Co Ltd | 摩擦材用結合材およびその製造方法 |
| EP2458241A2 (de) * | 2010-11-26 | 2012-05-30 | Miba Frictec GmbH | Verfahren zur Herstellung eines Reibelementes |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2871221A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180172098A1 (en) * | 2015-07-22 | 2018-06-21 | Nisshinbo Brake, Inc. | Friction material |
| US11448277B2 (en) * | 2015-07-22 | 2022-09-20 | Nisshinbo Brake, Inc. | Friction material |
| CN105156526A (zh) * | 2015-08-28 | 2015-12-16 | 苏州莱特复合材料有限公司 | 一种碳纤维刹车片复合材料的制备方法 |
| EP3964546A4 (en) * | 2019-04-27 | 2023-01-11 | Nisshinbo Brake Inc. | UNDERLAYER COMPOSITION FOR DISC BRAKE PAD AND DISC BRAKE PAD WITH USE THEREOF |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014012766A (ja) | 2014-01-23 |
| EP2871221A1 (en) | 2015-05-13 |
| JP5753518B2 (ja) | 2015-07-22 |
| KR20150031327A (ko) | 2015-03-23 |
| IN2014MN02673A (ja) | 2015-08-28 |
| CN104471014B (zh) | 2016-06-29 |
| US20150192182A1 (en) | 2015-07-09 |
| CN104471014A (zh) | 2015-03-25 |
| EP2871221A4 (en) | 2016-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5753518B2 (ja) | 摩擦材 | |
| CN107849431B (zh) | 摩擦材料 | |
| KR101904546B1 (ko) | 마찰재 | |
| KR102420373B1 (ko) | 마찰재 | |
| EP3048325B1 (en) | Friction material and friction pair | |
| JP2009227768A (ja) | 摩擦材 | |
| WO2014115594A1 (ja) | 摩擦材 | |
| JP2014025014A (ja) | 摩擦材 | |
| WO2017183439A1 (ja) | 摩擦材 | |
| JP7467465B2 (ja) | 摩擦材組成物、摩擦材及びディスクブレーキパッド | |
| US20200032869A1 (en) | Friction Material | |
| JP7010623B2 (ja) | 摩擦材 | |
| WO2021015003A1 (ja) | 摩擦材 | |
| JPWO2020158735A1 (ja) | 摩擦材組成物、摩擦材及び摩擦部材 | |
| WO2017014173A1 (ja) | 摩擦材 | |
| JP2009102583A (ja) | ブレーキ摩擦材 | |
| JP4412475B2 (ja) | 摩擦材 | |
| CN108018022B (zh) | 摩擦材料 | |
| JP2022068940A (ja) | 摩擦材 | |
| WO2021015002A1 (ja) | 摩擦材 | |
| JP2009102584A (ja) | ブレーキ摩擦材 | |
| JP2016172871A (ja) | 摩擦材 | |
| WO2021256337A1 (ja) | 摩擦対 | |
| WO2025182958A1 (ja) | 摩擦材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13812741 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013812741 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14412663 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157003075 Country of ref document: KR Kind code of ref document: A |