WO2014049770A1 - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- WO2014049770A1 WO2014049770A1 PCT/JP2012/074858 JP2012074858W WO2014049770A1 WO 2014049770 A1 WO2014049770 A1 WO 2014049770A1 JP 2012074858 W JP2012074858 W JP 2012074858W WO 2014049770 A1 WO2014049770 A1 WO 2014049770A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- annealing
- steel sheet
- grain
- oriented electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
- H01F1/18—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets with insulating coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a method for producing a grain-oriented electrical steel sheet, and more specifically to a method for producing a grain-oriented electrical steel sheet having excellent iron loss characteristics over the entire length of a product coil.
- Electromagnetic steel sheets are roughly classified into directional electromagnetic steel sheets and non-oriented electromagnetic steel sheets, which are widely used as iron core materials for transformers and generators.
- the former grain-oriented electrical steel sheet is highly integrated in the ⁇ 110 ⁇ ⁇ 001> orientation, which is called the Goss orientation, and is therefore effective in reducing energy loss in transformers and generators.
- technologies to further reduce the iron loss of grain-oriented electrical steel sheets include reduction of sheet thickness, increase of Si content, improvement of orientation of crystal orientation, application of tension to steel sheet, smoothing of steel sheet surface, secondary Methods such as recrystallization grain refinement are conventionally known.
- Patent Document 1 discloses that a strip rolled to a final plate thickness is subjected to rapid heat treatment at 800 to 950 ° C. at a heating rate of 100 ° C./s or higher, before decarburizing and annealing, at an atmospheric oxygen concentration of 500 ppm or less.
- the temperature of the front region in the annealing process is set to 775 to 840 ° C., which is lower than the temperature achieved in the rapid heating, and the subsequent rear region is subjected to decarburization annealing at 815 to 875 ° C., which is higher than the front region.
- a technique for obtaining grain-oriented electrical steel sheets is disclosed in Patent Document 2 in a non-oxidizing atmosphere in which P H2O / PH2 is 0.2 or less immediately before decarburization annealing of a strip rolled to the final thickness.
- a technique for obtaining a grain-oriented electrical steel sheet having a low iron loss by heat-treating at a heating rate of 700C / s or higher at a heating rate of 700C / s or more is disclosed.
- Patent Document 3 discloses that a temperature range of at least 600 ° C. in the temperature rising stage of the decarburization annealing process is heated to 800 ° C. or higher at a temperature rising rate of 95 ° C./s or more, and the atmosphere in this temperature range is It is composed of an inert gas containing oxygen at a volume fraction of 10 ⁇ 6 to 10 ⁇ 1 , and the constituents of the atmosphere during soaking of the decarburization annealing are H 2 and H 2 O or H 2 and H 2 O.
- An inert gas, and a ratio of H 2 O partial pressure to H 2 partial pressure P H2O / P H2 is set to 0.05 to 0.75, and an atmospheric flow rate per unit area is set to 0.01 Nm 3 / min ⁇
- Patent Document 4 is also disclosed in Patent Document 4, which is at least 650 ° C. or higher in the temperature rising stage of the decarburization annealing process.
- the temperature range is 800 ° C or higher at a heating rate of 100 ° C / s or higher.
- the atmosphere in this temperature range is an inert gas containing oxygen having a volume fraction of 10 ⁇ 6 to 10 ⁇ 2
- the constituent components of the atmosphere during soaking of the decarburization annealing are H 2 .
- the secondary recrystallized grains can be made finer and the iron loss can be reduced.
- the fine graining effect in the product coil due to the influence of fluctuations in the raw material components and the production conditions in the process before the primary recrystallization annealing.
- the present invention has been made in view of the above-mentioned problems of the prior art, and the object thereof is to stably refine the secondary recrystallized grains over the entire length of the product coil, and thus to cover the entire length of the coil.
- Another object of the present invention is to propose an advantageous method for producing a grain-oriented electrical steel sheet capable of reducing iron loss.
- the inventors focused on the temperature rising process in the primary recrystallization annealing and pursued a technique for stably making the secondary recrystallized grains over the entire length of the product coil.
- a technique for stably making the secondary recrystallized grains over the entire length of the product coil.
- the temperature rise rate in the low temperature region where recovery occurs is made higher than the temperature rise rate in normal decarburization annealing, and the temperature rise rate in the high temperature region where primary recrystallization occurs is It is found that the secondary recrystallized grains can be stably refined over the entire length of the product coil even when there are fluctuations in the raw material components and the manufacturing conditions of the previous process by setting it to 50% or less, and the present invention. Led to the development.
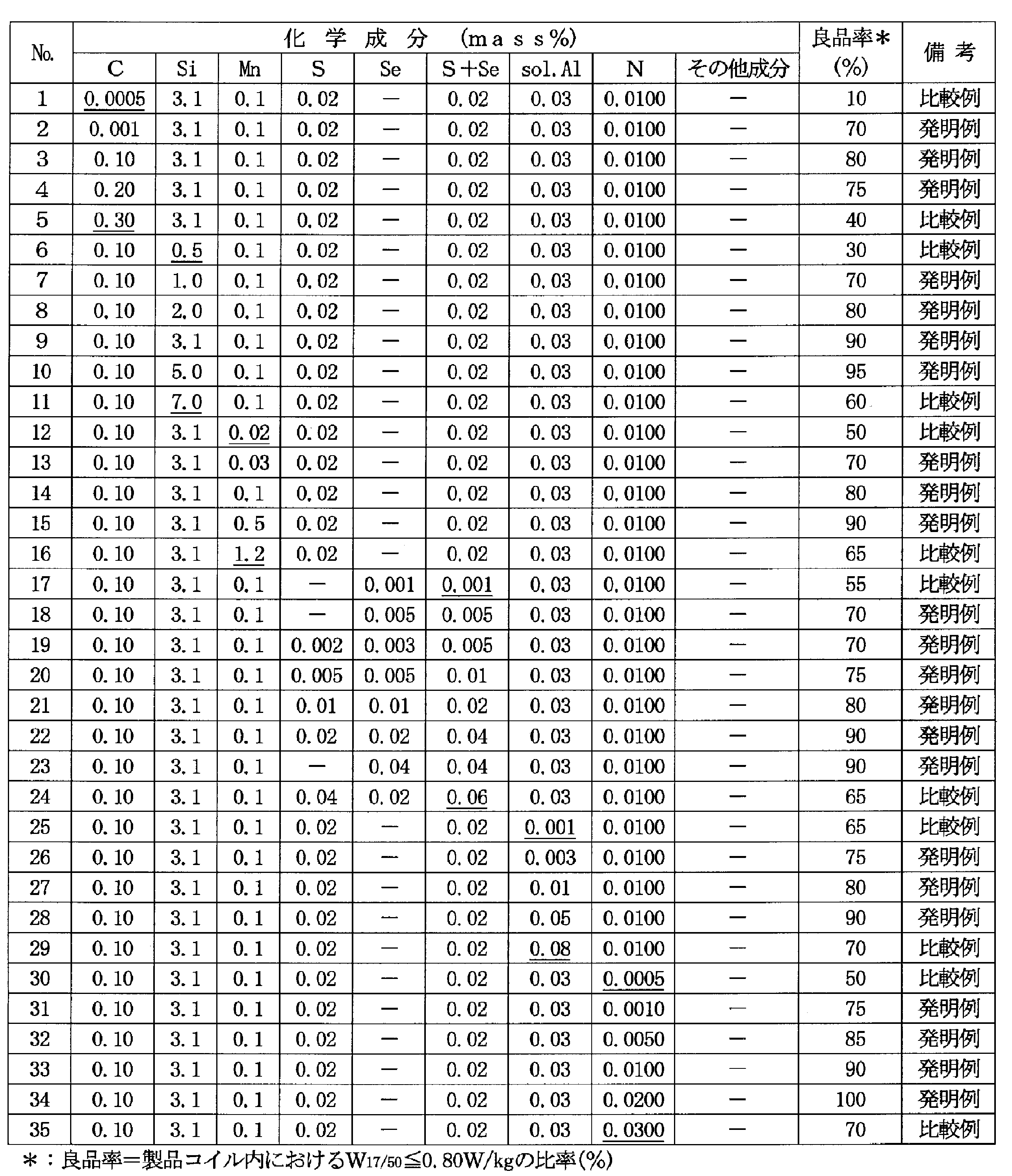
- the present invention relates to C: 0.001 to 0.20 mass%, Si: 1.0 to 5.0 mass%, Mn: 0.03 to 1.0 mass%, one selected from S and Se, or Sum of two types: 0.005 to 0.040 mass%, sol.
- a steel slab containing Al: 0.003 to 0.050 mass%, N: 0.0010 to 0.020 mass%, with the balance consisting of Fe and unavoidable impurities, hot-rolled, and subjected to one time or intermediate annealing A method for producing grain-oriented electrical steel sheet that is subjected to cold rolling at least twice with a final thickness obtained by primary recrystallization annealing, followed by final finishing annealing by applying an annealing separator mainly composed of MgO
- the temperature increase rate S 1 between 500 and 600 ° C. is 100 ° C./s or more
- the temperature increase rate S 2 between 600 and 700 ° C. is 30 to (0.5 ⁇ S 1 )
- a method for producing a grain-oriented electrical steel sheet characterized in that the temperature is in the range of ° C / s.
- the method for producing a grain-oriented electrical steel sheet according to the present invention is characterized in that the oxidation potential P H2O / P H2 of the atmosphere during the temperature raising process of the primary recrystallization annealing is between 500 and 700 ° C. is 0.05 or less.
- the method for producing a grain-oriented electrical steel sheet according to the present invention further includes Cu: 0.01 to 0.5 mass%, Ni: 0.01 to 1.0 mass%, Cr: 0.01 to 1.0 mass%, Sb: 0.01 to 0.3 mass%, Sn: 0.01 to 1.0 mass%, Mo: 0.01 to 1.0 mass%, and Bi: 0.001 to 0.5 mass% It contains 1 type or 2 types or more chosen from these.
- the method for producing a grain-oriented electrical steel sheet according to the present invention further includes B: 0.001 to 0.01 mass%, Ge: 0.001 to 0.1 mass%, As: 0.005 to 0.1 mass%, P: 0.005 to 0.1 mass%, Te: 0.005 to 0.1 mass%, Nb: 0.005 to 0.1 mass%, Ti: 0.005 to 0.1 mass%, and V : One or more selected from 0.005 to 0.1 mass%.
- the secondary recrystallized grains can be refined over the entire length of the product coil of the grain-oriented electrical steel sheet and the iron loss can be reduced, the product yield can be greatly improved, It can also greatly contribute to the improvement of iron loss characteristics of a vessel.
- C 0.001 to 0.10 mass%
- C is a component useful for the generation of goth-oriented grains, and it is necessary to contain 0.001 mass% or more in order to effectively exhibit such action.
- C is set in the range of 0.001 to 0.10 mass%.
- it is in the range of 0.01 to 0.08 mass%.
- Si 1.0 to 5.0 mass%
- Si is a component necessary to increase the electrical resistance of steel, reduce iron loss, stabilize the BCC structure (ferrite structure) of iron, and enable high-temperature heat treatment, and is at least 1.0 mass%.
- the above addition is required. However, if added over 5.0 mass%, the steel becomes hard and cold rolling becomes difficult. Therefore, Si is set in the range of 1.0 to 5.0 mass%. Preferably, it is in the range of 2.5 to 4.0 mass%.
- Mn 0.01 to 1.0 mass%
- Mn is an effective component for improving the hot workability of steel, and forms a precipitate such as MnS and MnSe by combining with S and Se, and is a useful component that acts as an inhibitor. It is. However, if the Mn content is less than 0.01 mass%, the above effect cannot be obtained. On the other hand, if the Mn content exceeds 1.0 mass%, precipitates such as MnSe are coarsened and the function as an inhibitor is lost. End up. Therefore, Mn is set to a range of 0.01 to 1.0 mass%. The range is preferably 0.04 to 0.20 mass%.
- Al 0.003 to 0.050 mass%
- Al is a useful component that forms AlN in steel and acts as an inhibitor as a dispersed second phase.
- sol. If the addition amount as Al is less than 0.003 mass%, the above effect cannot be obtained because the precipitation amount of AlN cannot be sufficiently secured. On the other hand, if the addition amount exceeds 0.050 mass%, AlN becomes coarse and becomes an inhibitor. Will be lost. Therefore, Al is sol.
- the range of 0.003 to 0.050 mass% is made of Al. Preferably, it is in the range of 0.005 to 0.040 mass%.
- N 0.0010 to 0.020 mass% N, like Al, is a component necessary for forming AlN. However, if the amount of N added is less than 0.0010 mass%, sufficient AlN is not formed, and thus the above effect cannot be obtained. On the other hand, if the amount added exceeds 0.020 mass%, blistering or the like occurs during slab heating. Causes defects. Therefore, N is set in the range of 0.001 to 0.020 mass%. Preferably, it is in the range of 0.0030 to 0.015 mass%.
- Sum of one or two of S and Se: 0.01 to 0.05 mass% S and Se are useful components that combine with Mn and Cu to form MnSe, MnS, Cu 2-x Se, Cu 2-x S and precipitate as a dispersed second phase in the steel, exhibiting an inhibitory action. is there.
- the total content of S and Se is less than 0.01 mass%, the effect of addition is poor.
- the solid solution during slab heating becomes incomplete, It can also cause defects. Therefore, the total addition amount is in the range of 0.01 to 0.05 mass% in both cases of single addition and composite addition. Preferably, it is in the range of 0.012 to 0.030 mass%.
- the grain-oriented electrical steel sheet according to the present invention further includes Cu: 0.01 to 0.5 mass%, Ni: 0.01 to 1.0 mass%, Cr: 0.01 to 1.0 mass in addition to the essential components. %, Sb: 0.01 to 0.3 mass%, Sn: 0.01 to 1.0 mass%, Mo: 0.01 to 1.0 mass%, and Bi: 0.001 to 0.5 mass% 1 type (s) or 2 or more types can be added. All of these elements are elements that are easily segregated at the grain boundaries and the surface, and act as auxiliary inhibitors, and are effective components for further improving the magnetic properties.
- addition amount of these elements is less than the above lower limit value, the effect of suppressing the coarsening of primary grains in the high temperature region of the secondary recrystallization process is insufficient, so that a sufficient addition effect cannot be obtained.
- Addition exceeding the upper limit tends to cause poor coating appearance and secondary recrystallization. Therefore, when adding the said component, it is preferable to set it as the said range.
- the grain-oriented electrical steel sheet according to the present invention further includes B: 0.001 to 0.01 mass%, Ge: 0.001 to 0.1 mass%, As: 0.005 to 0.1 mass%. , P: 0.005 to 0.1 mass%, Te: 0.005 to 0.1 mass%, Nb: 0.005 to 0.1 mass%, Ti: 0.005 to 0.1 mass%, and V: 0.005
- B 0.001 to 0.01 mass%
- Ge 0.001 to 0.1 mass%
- P 0.005 to 0.1 mass%
- Te 0.005 to 0.1 mass%
- Nb 0.005 to 0.1 mass%
- Ti 0.005 to 0.1 mass%
- V 0.005
- One or two or more selected from ⁇ 0.1 mass% can be added.
- the grain-oriented electrical steel sheet of the present invention is a steel material (steel slab) produced by melting steel having the above-described composition by a conventionally known refining process and using a continuous casting method or an ingot-bundling rolling method. After that, the steel slab is hot-rolled to obtain a hot-rolled sheet, and if necessary, hot-rolled sheet annealing is performed, and then the final sheet is subjected to cold rolling twice or more sandwiching one or intermediate annealing.
- an annealing separator mainly composed of MgO and also as required to apply and bake insulation coating
- the conditions for primary recrystallization annealing particularly the rate of temperature increase in the temperature increasing process, have a great influence on the secondary recrystallized structure as described above, and therefore must be strictly controlled. Therefore, in the present invention, the secondary recrystallized grains are stably refined over the entire length of the product coil and the ratio of the region having excellent iron loss characteristics in the product coil is increased. It is necessary to divide the temperature into a low temperature region and a high temperature region where primary recrystallization occurs, and to appropriately control the temperature rising rate of each region.
- the rate of temperature rise is limited to the above range. It is known that secondary recrystallized nuclei with Goth orientation ⁇ 110 ⁇ ⁇ 001> exist in a deformation band generated in a ⁇ 111 ⁇ fiber structure in which strain energy is easily accumulated in a rolled structure.
- transformation zone means the area
- the primary when heating rate S 1 is less than 100 ° C.
- the temperature increase rate S 1 in the low temperature range (500 to 600 ° C.) is set to 100 ° C./s or more. Preferably it is 150 degrees C / s or more.
- the amount of ⁇ 111 ⁇ texture that is phagocytosed in the Goss orientation ⁇ 110 ⁇ ⁇ 001> is important to control within a proper range. This is because if there are too many ⁇ 111 ⁇ orientations, the growth of secondary recrystallized grains tends to proceed. Even if there are many Goss orientations ⁇ 110 ⁇ ⁇ 001>, one structure becomes huge before each grows. This is because coarse grains may be formed. On the other hand, if the amount is too small, the growth of secondary recrystallized grains is difficult to proceed and secondary recrystallization failure may occur.
- the ⁇ 111 ⁇ orientation is not as large as the deformation band, but is generated by recrystallization from a ⁇ 111 ⁇ fiber structure having a higher strain energy than the surroundings. Therefore, the heating rate S 1 up to 600 ° C. is set to 100 ° C./s. In the heat cycle of the present invention to be heated as described above, the crystal orientation is likely to cause recrystallization next to the Goth orientation ⁇ 110 ⁇ ⁇ 001>. Therefore, when heated at a high temperature rise rate exceeding 50% of the temperature rise rate S 1 to a high temperature at which primary recrystallization occurs (700 ° C.
- heating rate S 2 of the high temperature zone in which the primary recrystallization occurs (600 ⁇ 700 °C) is a 30 ° C. / s or more and 50% or less of the Atsushi Nobori speed S 1 of the low temperature range.
- the range is preferably 35 ° C./s or more and 40% or less of S 1 .
- primary recrystallization annealing is often performed in combination with decarburization annealing, but in the present invention, primary recrystallization annealing can also be performed as primary recrystallization annealing.
- rapid heating may be performed in a decarburizing atmosphere, but in that case, a low iron loss can be stably obtained when the atmosphere is less oxidizable.
- conditions in the primary recrystallization annealing for example, conditions such as soaking temperature, soaking time, atmosphere during soaking, cooling rate, etc., may be carried out in accordance with ordinary methods and are not particularly limited.
- conditions such as soaking temperature, soaking time, atmosphere during soaking, cooling rate, etc.
- C content in steel slab is 30 massppm or less, it is not necessary to perform decarburization annealing in particular, and normal primary recrystallization annealing may be performed after the final cold rolling.
- a steel slab containing Al: 0.03 mass%, N: 0.007 mass%, Cu: 0.2 mass%, and Sb: 0.02 mass% is heated at 1430 ° C. for 30 minutes and then hot-rolled to a thickness of 2.2 mm. After hot-rolled sheet annealing at 1000 ° C. ⁇ 1 min, cold-rolled to an intermediate sheet thickness of 1.5 mm, subjected to intermediate annealing at 1100 ° C. ⁇ 2 min, and then finally cold-rolled A cold-rolled sheet having a thickness of 0.23 mm was obtained.
- the temperature rise conditions (temperature rise rate S 1 between 500 to 600 ° C., temperature rise rate S 2 between 600 to 700 ° C. and oxygen potential P H2O / P H2 in the atmosphere between 500 to 700 ° C.) are shown in Table 1.
- the slurry is water slurry containing MgO as a main component and 10% by mass of TiO 2.
- the steel sheet is coated and dried on a steel sheet surface, wound on a coil, final-finish annealed, and subjected to flattening annealing that combines the application and baking of phosphate-based insulation tension coating and the straightening of the steel strip.
- Product coil The steel sheet is coated and dried on a steel sheet surface, wound on a coil, final-finish annealed, and subjected to flattening annealing that combines the application and baking of phosphate-based insulation tension coating and the straightening of the steel strip.
- Epstein test specimens were taken at regular intervals from 20 points in the length direction of the product coil thus obtained, and the iron loss over the entire length of the coil was measured.
- the iron loss W 17/50 relative to the total length of the product coil was 0.80 W /
- the ratio (%) of the portion that is less than or equal to kg was determined. Table 1 shows the results of the above measurements. From this, in the steel sheets of the inventive examples subjected to primary recrystallization annealing suitable for the temperature rise rate according to the present invention, the ratio of the portions where W 17/50 ⁇ 0.80 W / kg is 70% or more of the total coil length. Furthermore, when the oxygen potential P H2O / P H2 of the atmosphere between 500 and 700 ° C. in the temperature raising process is set to 0.05 or less, the ratio of the low iron loss part can be further increased. .
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
C:0.001~0.10mass%
Cは、ゴス方位粒の発生に有用な成分であり、かかる作用を有効に発現させるためには0.001mass%以上の含有を必要とする。しかし、Cを0.10mass%超え添加すると、脱炭焼鈍しても脱炭不足を起こすようになる。よって、Cは0.001~0.10mass%の範囲とする。好ましくは0.01~0.08mass%の範囲である。
Siは、鋼の電気抵抗を高めて、鉄損を低減するとともに、鉄のBCC組織(フェライト組織)を安定化させて高温熱処理を可能とするのに必要な成分であり、少なくとも1.0mass%以上の添加を必要とする。しかし、5.0mass%を超えて添加すると、鋼が硬質化し、冷間圧延することが困難となる。よって、Siは1.0~5.0mass%の範囲とする。好ましくは2.5~4.0mass%の範囲である。
Mnは、鋼の熱間加工性を改善するのに有効な成分であると共に、SやSeと結合してMnSやMnSe等の析出物を形成し、抑制剤(インヒビター)として作用する有用な成分である。しかし、Mnの含有量が0.01mass%より少ないと、上記効果が得られず、一方、1.0mass%を超えて添加すると、MnSe等の析出物が粗大化し、インヒビターとしての機能が失われてしまう。よって、Mnは0.01~1.0mass%の範囲とする。好ましくは0.04~0.20mass%の範囲である。
Alは、鋼中でAlNを形成し、分散第二相としてインヒビターの作用をする有用成分である。しかし、sol.Alとしての添加量が0.003mass%に満たないと、AlN析出量が十分に確保できないため上記効果が得られず、一方、0.050mass%を超えて添加すると、AlNが粗大化してインヒビターとしての作用が失われてしまう。よって、Alは、sol.Alで0.003~0.050mass%の範囲とする。好ましくは0.005~0.040mass%の範囲である。
Nは、Alと同様に、AlNを形成するために必要な成分である。しかし、N添加量が0.0010mass%を下回ると、十分なAlNが形成されないため、上記効果が得られず、一方、0.020mass%を超えて添加すると、スラブ加熱時にふくれ等を生じて表面欠陥を引き起こすようになる。よって、Nは0.001~0.020mass%の範囲とする。好ましくは0.0030~0.015mass%の範囲である。
SおよびSeは、MnやCuと結合してMnSe,MnS,Cu2-xSe、Cu2-xSを形成して鋼中に分散第二相として析出し、インヒビター作用を発揮する有用成分である。しかし、SおよびSeの合計含有量が0.01mass%に満たないと、添加効果に乏しく、一方、0.05mass%を超えて添加すると、スラブ加熱時の固溶が不完全となる他、表面欠陥を引き起こす原因ともなる。よって、単独添加、複合添加のいずれの場合でも合計の添加量は0.01~0.05mass%の範囲とする。好ましくは0.012~0.030mass%の範囲である。
これらの元素は、いずれも結晶粒界や表面に偏析しやすい元素であり、補助的なインヒビターとして作用し、磁気特性のさらなる向上を図るのに有効な成分である。これらの元素の添加量が、上記下限値未満では、二次再結晶過程の高温域での一次粒の粗大化を抑制する効果が不足するため、十分な添加効果が得られず、一方、上記上限値を超える添加は、被膜外観の不良や二次再結晶不良を生じ易くする。よって、上記成分を添加する場合には、上記範囲とするのが好ましい。
本発明の方向性電磁鋼板は、上記に説明した成分組成を有する鋼を従来公知の精錬プロセスで溶製し、連続鋳造法または造塊-分塊圧延法等を用いて鋼素材(鋼スラブ)とし、その後、上記鋼スラブを熱間圧延して熱延板とし、必要に応じて熱延板焼鈍を施した後、1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚の冷延板とし、一次再結晶焼鈍し、その後、MgOを主成分とする焼鈍分離剤を塗布して最終仕上焼鈍を施した後、必要に応じて、絶縁被膜の塗布・焼付けを兼ねた平坦化焼鈍を経る一連の工程からなる製造方法で製造することができるが、上記一次再結晶焼鈍工程以外の製造条件については、従来公知の条件を採用することができ、特に制限はない。
以下、最終冷間圧延後の一次再結晶焼鈍の条件について説明する。
ゴス方位{110}<001>の二次再結晶核は、圧延組織において歪エネルギーが蓄積され易い{111}繊維組織中に生じる変形帯の中に存在することが知られている。なお、上記変形帯とは、{111}繊維組織の中でも特に歪エネルギーが蓄積された領域のことを意味する。
ここで、一次再結晶焼鈍の低温域(500~600℃)での昇温速度S1が100℃/s未満の場合には、歪エネルギーが極めて高い変形帯では、優先的に回復(歪エネルギーの緩和)が生じるため、ゴス方位{110}<001>の再結晶を促進させることができない。これに対して、S1を100℃/s以上とした場合には、変形組織を、歪エネルギーが高い状態のまま高温域までもっていくことができるので、比較的低温(600℃近傍)でゴス方位{110}<001>の再結晶を促進することができる。よって、低温域(500~600℃)での昇温速度S1は100℃/s以上とする。好ましくは150℃/s以上である。
また、{111}方位は、変形帯ほどではないものの、周囲に比べて歪エネルギーの高い{111}繊維組織から再結晶して生じるため、600℃までの昇温速度S1を100℃/s以上として加熱する本発明のヒートサイクルでは、ゴス方位{110}<001>に次いで再結晶を起こし易い結晶方位である。
そのため、一次再結晶が生じる高温(700℃以上)まで、昇温速度S1の50%を超えるような高い昇温速度で加熱すると、ゴス方位{110}<001>や、その次に再結晶が進行し易い{111}方位の再結晶が抑制されたままになり、一次再結晶後の集合組織はランダム化する。その結果、600~700℃を昇温速度S1の50%より低い速度で加熱する場合に比べて、ゴス方位{110}<001>再結晶粒の数が少なくなり、二次再結晶粒の細粒化効果が損なわれたり、{111}方位が少なくなり、二次再結晶粒が十分に成長しなかったりする。逆に、600~700℃間の昇温速度S2を30℃/sより低くした場合には、上記温度範囲で再結晶し易い{111}方位が増加し、二次再結晶粒が粗大化するおそれがある。そこで、一次再結晶が起こる高温域(600~700℃)の昇温速度S2は、30℃/s以上かつ低温域の昇温速度S1の50%以下とする。好ましくは35℃/s以上かつS1の40%以下の範囲である。
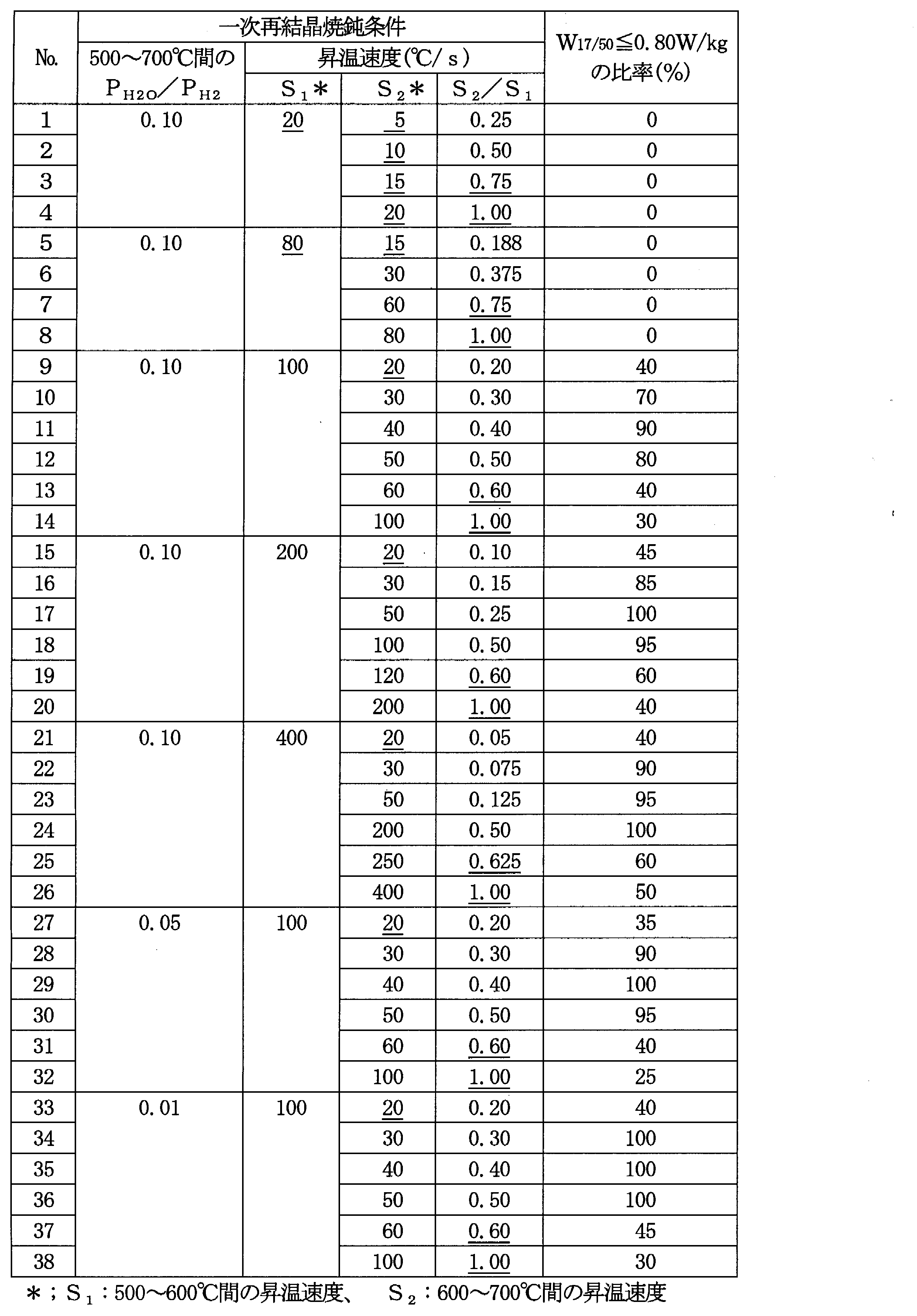
表1に上記測定の結果を併記した。これから、昇温速度が本発明に適合する一次再結晶焼鈍を施した発明例の鋼板は、いずれもW17/50≦0.80W/kgとなる部分の比率がコイル全長の70%以上となっていること、さらに、昇温過程の500~700℃間の雰囲気の酸素ポテンシャルPH2O/PH2を0.05以下とした場合には、さらに低鉄損部分の比率を高めることができることがわかる。

Claims (4)
- C:0.001~0.20mass%、Si:1.0~5.0mass%、Mn:0.03~1.0mass%、SおよびSeのうちから選ばれる1種または2種の合計:0.005~0.040mass%、sol.Al:0.003~0.050mass%、N:0.0010~0.020mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを熱間圧延し、1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚とし、一次再結晶焼鈍し、その後、MgOを主成分とする焼鈍分離剤を塗布して最終仕上焼鈍を施す方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の昇温過程における500~600℃間の昇温速度S1を100℃/s以上、600~700℃間の昇温速度S2を30~(0.5×S1)℃/sの範囲とすることを特徴とする方向性電磁鋼板の製造方法。
- 上記一次再結晶焼鈍昇温過程の500~700℃間における雰囲気の酸化ポテンシャルPH2O/PH2を0.05以下とすることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 上記成分組成に加えてさらに、Cu:0.01~0.5mass%、Ni:0.01~1.0mass%、Cr:0.01~1.0mass%、Sb:0.01~0.3mass%、Sn:0.01~1.0mass%、Mo:0.01~1.0mass%およびBi:0.001~0.5mass%のうちから選ばれる1種または2種以上を含有することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
- 上記成分組成に加えてさらに、B:0.001~0.01mass%、Ge:0.001~0.1mass%、As:0.005~0.1mass%、P:0.005~0.1mass%、Te:0.005~0.1mass%、Nb:0.005~0.1mass%、Ti:0.005~0.1mass%およびV:0.005~0.1mass%のうちから選ばれる1種または2種以上を含有することを特徴とする請求項1~3のいずれか1項に記載の方向性電磁鋼板の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014537945A JP5748029B2 (ja) | 2012-09-27 | 2012-09-27 | 方向性電磁鋼板の製造方法 |
| PCT/JP2012/074858 WO2014049770A1 (ja) | 2012-09-27 | 2012-09-27 | 方向性電磁鋼板の製造方法 |
| BR112015006736-0A BR112015006736B1 (pt) | 2012-09-27 | 2012-09-27 | método para produzir uma chapa de aço elétrico de grão orientado |
| US14/431,577 US20150243419A1 (en) | 2012-09-27 | 2012-09-27 | Method for producing grain-oriented electrical steel sheet |
| EP12885788.5A EP2902508B1 (en) | 2012-09-27 | 2012-09-27 | Method for producing grain-oriented electrical steel sheet |
| KR1020157006363A KR101737871B1 (ko) | 2012-09-27 | 2012-09-27 | 방향성 전자 강판의 제조 방법 |
| RU2015115682/02A RU2600463C1 (ru) | 2012-09-27 | 2012-09-27 | Способ изготовления листа из текстурированной электротехнической стали |
| CN201280075991.9A CN104662180B (zh) | 2012-09-27 | 2012-09-27 | 晶粒取向电磁钢板的制造方法 |
| IN2841DEN2015 IN2015DN02841A (ja) | 2012-09-27 | 2012-09-27 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/074858 WO2014049770A1 (ja) | 2012-09-27 | 2012-09-27 | 方向性電磁鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014049770A1 true WO2014049770A1 (ja) | 2014-04-03 |
Family
ID=50387235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/074858 Ceased WO2014049770A1 (ja) | 2012-09-27 | 2012-09-27 | 方向性電磁鋼板の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20150243419A1 (ja) |
| EP (1) | EP2902508B1 (ja) |
| JP (1) | JP5748029B2 (ja) |
| KR (1) | KR101737871B1 (ja) |
| CN (1) | CN104662180B (ja) |
| BR (1) | BR112015006736B1 (ja) |
| IN (1) | IN2015DN02841A (ja) |
| RU (1) | RU2600463C1 (ja) |
| WO (1) | WO2014049770A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3144399A4 (en) * | 2014-05-12 | 2017-05-10 | JFE Steel Corporation | Method for producing oriented electromagnetic steel sheet |
| EP3144400A4 (en) * | 2014-05-12 | 2017-05-17 | JFE Steel Corporation | Method for producing oriented electromagnetic steel sheet |
| JP2018188733A (ja) * | 2013-08-27 | 2018-11-29 | エーケー スティール プロパティ−ズ、インク. | 改良されたフォルステライト被膜特性を有する方向性珪素鋼の製造方法 |
| WO2019181945A1 (ja) * | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 一方向性電磁鋼板及びその製造方法 |
| WO2019181952A1 (ja) | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板 |
| JP2019178378A (ja) * | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| WO2020145319A1 (ja) | 2019-01-08 | 2020-07-16 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板 |
| CN111868271A (zh) * | 2018-03-22 | 2020-10-30 | 日本制铁株式会社 | 方向性电磁钢板及方向性电磁钢板的制造方法 |
| JP2022501518A (ja) * | 2018-09-27 | 2022-01-06 | ポスコPosco | 方向性電磁鋼板およびその製造方法 |
| KR20220128653A (ko) | 2020-06-24 | 2022-09-21 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| KR20220134013A (ko) | 2020-06-24 | 2022-10-05 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| WO2023018195A1 (ko) * | 2021-08-09 | 2023-02-16 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조 방법 |
| US11773462B2 (en) | 2016-12-22 | 2023-10-03 | Posco Co., Ltd | Annealing separator composition for grain-oriented electrical steel sheet, grain-oriented electrical steel sheet, and method for producing grain-oriented electrical steel sheet |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2770075B1 (en) * | 2011-10-20 | 2018-02-28 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method of producing the same |
| KR102177523B1 (ko) | 2015-12-22 | 2020-11-11 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
| MX2018007972A (es) | 2015-12-28 | 2018-11-09 | Jfe Steel Corp | Lamina de acero electrico de grano no orientado y metodo para la fabricacion de lamina de acero electrico de grano no orientado. |
| CN107186216B (zh) * | 2017-06-02 | 2019-07-23 | 新冶高科技集团有限公司 | 一种低成本低温直接还原制备超细铁粉的方法 |
| CN112513306B (zh) * | 2018-07-31 | 2022-05-24 | 日本制铁株式会社 | 方向性电磁钢板 |
| WO2022013960A1 (ja) * | 2020-07-15 | 2022-01-20 | 日本製鉄株式会社 | 方向性電磁鋼板および方向性電磁鋼板の製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0762436A (ja) | 1993-08-24 | 1995-03-07 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板の製造方法 |
| JPH10298653A (ja) | 1997-04-25 | 1998-11-10 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板の製造方法 |
| JP2000144249A (ja) * | 1998-11-10 | 2000-05-26 | Kawasaki Steel Corp | 被膜特性および磁気特性に優れる方向性けい素鋼板の製造方法 |
| JP2000204450A (ja) | 1999-01-14 | 2000-07-25 | Nippon Steel Corp | 皮膜特性と磁気特性に優れた方向性電磁鋼板及びその製造方法 |
| JP2000355717A (ja) * | 1999-06-15 | 2000-12-26 | Kawasaki Steel Corp | 被膜特性と磁気特性に優れた方向性けい素鋼板およびその製造方法 |
| JP2003027194A (ja) | 2001-07-12 | 2003-01-29 | Nippon Steel Corp | 皮膜特性と磁気特性に優れた方向性電磁鋼板およびその製造方法 |
| JP2008001977A (ja) * | 2006-05-24 | 2008-01-10 | Nippon Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2012207278A (ja) * | 2011-03-30 | 2012-10-25 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0717961B2 (ja) * | 1988-04-25 | 1995-03-01 | 新日本製鐵株式会社 | 磁気特性、皮膜特性ともに優れた一方向性電磁鋼板の製造方法 |
| JP2791812B2 (ja) * | 1989-12-30 | 1998-08-27 | 新日本製鐵株式会社 | 鉄心加工性、耐熱性および張力付与性の優れた方向性電磁鋼板の絶縁皮膜形成方法及び方向性電磁鋼板 |
| JPH0578743A (ja) * | 1991-09-26 | 1993-03-30 | Nippon Steel Corp | 磁気特性、被膜特性ともに優れた方向性電磁鋼板の製造方法 |
| RU2096849C1 (ru) * | 1996-01-10 | 1997-11-20 | Акционерное общество "Новолипецкий металлургический комбинат" | Электроизоляционная композиция |
| KR100440994B1 (ko) * | 1996-10-21 | 2004-10-21 | 제이에프이 스틸 가부시키가이샤 | 방향성전자강판및그제조방법 |
| JPH10245629A (ja) * | 1997-03-06 | 1998-09-14 | Nippon Steel Corp | 磁気特性の優れた一方向性電磁鋼板の製造方法 |
| KR100359622B1 (ko) * | 1999-05-31 | 2002-11-07 | 신닛뽄세이테쯔 카부시키카이샤 | 고자장 철손 특성이 우수한 고자속밀도 일방향성 전자 강판 및 그의 제조방법 |
| JP4211260B2 (ja) * | 2002-01-28 | 2009-01-21 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP4258157B2 (ja) * | 2002-03-05 | 2009-04-30 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP3896937B2 (ja) * | 2002-09-25 | 2007-03-22 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP4823719B2 (ja) * | 2006-03-07 | 2011-11-24 | 新日本製鐵株式会社 | 磁気特性が極めて優れた方向性電磁鋼板の製造方法 |
| KR101165430B1 (ko) * | 2006-11-22 | 2012-07-12 | 신닛뽄세이테쯔 카부시키카이샤 | 피막 밀착성이 우수한 일방향성 전자 강판 및 그 제조법 |
| JP5181571B2 (ja) * | 2007-08-09 | 2013-04-10 | Jfeスチール株式会社 | 方向性電磁鋼板用クロムフリー絶縁被膜処理液および絶縁被膜付方向性電磁鋼板の製造方法 |
| US8920581B2 (en) * | 2008-12-16 | 2014-12-30 | Nippon Steel & Sumitomo Metal Corporation | Grain-oriented electrical steel sheet and manufacturing method thereof |
| JP5417936B2 (ja) * | 2009-03-31 | 2014-02-19 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5434999B2 (ja) * | 2011-09-16 | 2014-03-05 | Jfeスチール株式会社 | 鉄損特性に優れる方向性電磁鋼板の製造方法 |
| EP2770075B1 (en) * | 2011-10-20 | 2018-02-28 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method of producing the same |
-
2012
- 2012-09-27 WO PCT/JP2012/074858 patent/WO2014049770A1/ja not_active Ceased
- 2012-09-27 KR KR1020157006363A patent/KR101737871B1/ko active Active
- 2012-09-27 JP JP2014537945A patent/JP5748029B2/ja active Active
- 2012-09-27 RU RU2015115682/02A patent/RU2600463C1/ru active
- 2012-09-27 IN IN2841DEN2015 patent/IN2015DN02841A/en unknown
- 2012-09-27 CN CN201280075991.9A patent/CN104662180B/zh active Active
- 2012-09-27 US US14/431,577 patent/US20150243419A1/en not_active Abandoned
- 2012-09-27 BR BR112015006736-0A patent/BR112015006736B1/pt active IP Right Grant
- 2012-09-27 EP EP12885788.5A patent/EP2902508B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0762436A (ja) | 1993-08-24 | 1995-03-07 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板の製造方法 |
| JPH10298653A (ja) | 1997-04-25 | 1998-11-10 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板の製造方法 |
| JP2000144249A (ja) * | 1998-11-10 | 2000-05-26 | Kawasaki Steel Corp | 被膜特性および磁気特性に優れる方向性けい素鋼板の製造方法 |
| JP2000204450A (ja) | 1999-01-14 | 2000-07-25 | Nippon Steel Corp | 皮膜特性と磁気特性に優れた方向性電磁鋼板及びその製造方法 |
| JP2000355717A (ja) * | 1999-06-15 | 2000-12-26 | Kawasaki Steel Corp | 被膜特性と磁気特性に優れた方向性けい素鋼板およびその製造方法 |
| JP2003027194A (ja) | 2001-07-12 | 2003-01-29 | Nippon Steel Corp | 皮膜特性と磁気特性に優れた方向性電磁鋼板およびその製造方法 |
| JP2008001977A (ja) * | 2006-05-24 | 2008-01-10 | Nippon Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2012207278A (ja) * | 2011-03-30 | 2012-10-25 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2902508A4 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018188733A (ja) * | 2013-08-27 | 2018-11-29 | エーケー スティール プロパティ−ズ、インク. | 改良されたフォルステライト被膜特性を有する方向性珪素鋼の製造方法 |
| US11942247B2 (en) | 2013-08-27 | 2024-03-26 | Cleveland-Cliffs Steel Properties Inc. | Grain oriented electrical steel with improved forsterite coating characteristics |
| US10294543B2 (en) | 2014-05-12 | 2019-05-21 | Jfe Steel Corporation | Method for producing grain-oriented electrical steel sheet |
| EP3144400A4 (en) * | 2014-05-12 | 2017-05-17 | JFE Steel Corporation | Method for producing oriented electromagnetic steel sheet |
| EP3144399A4 (en) * | 2014-05-12 | 2017-05-10 | JFE Steel Corporation | Method for producing oriented electromagnetic steel sheet |
| US10294544B2 (en) | 2014-05-12 | 2019-05-21 | Jfe Steel Corporation | Method for producing grain-oriented electrical steel sheet |
| US11773462B2 (en) | 2016-12-22 | 2023-10-03 | Posco Co., Ltd | Annealing separator composition for grain-oriented electrical steel sheet, grain-oriented electrical steel sheet, and method for producing grain-oriented electrical steel sheet |
| WO2019181952A1 (ja) | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板 |
| KR20200123471A (ko) | 2018-03-20 | 2020-10-29 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 및 방향성 전자 강판 |
| WO2019181945A1 (ja) * | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 一方向性電磁鋼板及びその製造方法 |
| US11661636B2 (en) | 2018-03-20 | 2023-05-30 | Nippon Steel Corporation | Method for manufacturing grain-oriented electrical steel sheet and grain-oriented electrical steel sheet |
| US11603575B2 (en) | 2018-03-20 | 2023-03-14 | Nippon Steel Corporation | Grain-oriented electrical steel sheet and method for producing thereof |
| CN111868271A (zh) * | 2018-03-22 | 2020-10-30 | 日本制铁株式会社 | 方向性电磁钢板及方向性电磁钢板的制造方法 |
| CN111868271B (zh) * | 2018-03-22 | 2022-01-14 | 日本制铁株式会社 | 方向性电磁钢板及方向性电磁钢板的制造方法 |
| JP2019178378A (ja) * | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| JP7214974B2 (ja) | 2018-03-30 | 2023-01-31 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| JP2022501518A (ja) * | 2018-09-27 | 2022-01-06 | ポスコPosco | 方向性電磁鋼板およびその製造方法 |
| JP7221480B2 (ja) | 2018-09-27 | 2023-02-14 | ポスコ カンパニー リミテッド | 方向性電磁鋼板およびその製造方法 |
| JP7221480B6 (ja) | 2018-09-27 | 2023-02-28 | ポスコ カンパニー リミテッド | 方向性電磁鋼板およびその製造方法 |
| KR20210096236A (ko) | 2019-01-08 | 2021-08-04 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 및 방향성 전자 강판 |
| WO2020145319A1 (ja) | 2019-01-08 | 2020-07-16 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板 |
| US12091722B2 (en) | 2019-01-08 | 2024-09-17 | Nippon Steel Corporation | Method for manufacturing grain-oriented electrical steel sheet and grain-oriented electrical steel sheet |
| KR20220134013A (ko) | 2020-06-24 | 2022-10-05 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| KR20220128653A (ko) | 2020-06-24 | 2022-09-21 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| WO2023018195A1 (ko) * | 2021-08-09 | 2023-02-16 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015006736B1 (pt) | 2019-02-05 |
| BR112015006736A2 (pt) | 2017-07-04 |
| US20150243419A1 (en) | 2015-08-27 |
| CN104662180B (zh) | 2017-06-09 |
| RU2600463C1 (ru) | 2016-10-20 |
| JPWO2014049770A1 (ja) | 2016-08-22 |
| IN2015DN02841A (ja) | 2015-09-11 |
| EP2902508B1 (en) | 2017-04-05 |
| EP2902508A4 (en) | 2015-09-30 |
| KR20150040360A (ko) | 2015-04-14 |
| CN104662180A (zh) | 2015-05-27 |
| EP2902508A1 (en) | 2015-08-05 |
| KR101737871B1 (ko) | 2017-05-19 |
| JP5748029B2 (ja) | 2015-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5748029B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5610084B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5760590B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5360272B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5854233B2 (ja) | 方向性電磁鋼板の製造方法 | |
| KR101698381B1 (ko) | 방향성 전자 강판의 제조 방법 | |
| KR101683693B1 (ko) | 방향성 전자 강판의 제조 방법 | |
| JP6838601B2 (ja) | 低鉄損方向性電磁鋼板とその製造方法 | |
| JP6132103B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6856179B1 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2019131853A1 (ja) | 低鉄損方向性電磁鋼板とその製造方法 | |
| JP6011063B2 (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| JP6859935B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2024500843A (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP2023554123A (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP6947147B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5712652B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5741308B2 (ja) | 方向性電磁鋼板の製造方法およびその素材鋼板 | |
| JP2014194073A (ja) | 方向性電磁鋼板の製造方法 | |
| JP5846390B2 (ja) | 方向性電磁鋼板の製造方法 | |
| KR20230159875A (ko) | 방향성 전자 강판의 제조 방법 | |
| KR20230159874A (ko) | 방향성 전자 강판의 제조 방법 | |
| JP2025151626A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2025151642A (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12885788 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014537945 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20157006363 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012885788 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14431577 Country of ref document: US Ref document number: 2012885788 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015006736 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2015115682 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112015006736 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150326 |