WO2014080910A1 - 調光部材 - Google Patents
調光部材 Download PDFInfo
- Publication number
- WO2014080910A1 WO2014080910A1 PCT/JP2013/081172 JP2013081172W WO2014080910A1 WO 2014080910 A1 WO2014080910 A1 WO 2014080910A1 JP 2013081172 W JP2013081172 W JP 2013081172W WO 2014080910 A1 WO2014080910 A1 WO 2014080910A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- light control
- control member
- sheet
- resin sheet
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/26—Reflecting filters
- G02B5/265—Reflecting filters involving total internal reflection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/222—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length characterised by the shape of the surface
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B9/00—Screening or protective devices for wall or similar openings, with or without operating or securing mechanisms; Closures of similar construction
- E06B9/24—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/04—Prisms
- G02B5/045—Prism arrays
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/205—Neutral density filters
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B9/00—Screening or protective devices for wall or similar openings, with or without operating or securing mechanisms; Closures of similar construction
- E06B9/24—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds
- E06B2009/2417—Light path control; means to control reflection
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B9/00—Screening or protective devices for wall or similar openings, with or without operating or securing mechanisms; Closures of similar construction
- E06B9/24—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds
- E06B2009/2423—Combinations of at least two screens
- E06B2009/2447—Parallel screens
- E06B2009/2458—Parallel screens moving simultaneously
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B2207/00—Coding scheme for general features or characteristics of optical elements and systems of subclass G02B, but not including elements and systems which would be classified in G02B6/00 and subgroups
- G02B2207/123—Optical louvre elements, e.g. for directional light blocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
Definitions
- the present invention relates to a light control member that suppresses the incidence of summer sunlight into a room and does not inhibit the incidence of winter sunlight into a room, a shaped resin sheet used for the light modulation member, and a method for manufacturing the same.
- Patent Document 1 discloses a member made of a sheet-like material having a pair of parallel planes.
- a light control member in which an air layer formed of a plane-shaped slit having a certain thickness is inclined with respect to the plane.
- Patent Document 1 blocks the incidence of summer sunlight into the room and does not block the incidence of winter sunlight into the room, thereby reducing the use of indoor air conditioning. Can contribute to the reduction of energy consumption.
- the light control member be easy to use as a window member in addition to suppressing the incidence of summer sunlight into the room and not inhibiting the incidence of winter sunlight into the room.
- An object of the present invention is to control the incidence of summer sunlight into a room and not to inhibit the incidence of winter sunlight into a room, and in addition, it is easy to use as a member for windows. Is to provide.
- the light control member of the present invention can be easily used as a window member in addition to suppressing the incidence of summer sunlight into the room and not inhibiting the incidence of winter sunlight into the room.
- the light control member of the present invention is formed by arranging one or a plurality of shaping resin sheets having convex portions on one surface, the height of the convex portions is 1 ⁇ m or more and 1 cm or less, and the pitch interval is 10 ⁇ m or more. 10 cm or less. That is, the light control member of the present invention is one in which one predetermined shaping resin sheet is arranged and two or more predetermined shaping resin sheets are arranged. As a light control member in which two or more predetermined shaping resin sheets are arranged, a pair of predetermined shaping resin sheets are arranged so that the surfaces having the convex portions face each other through the air layer. Is preferred.
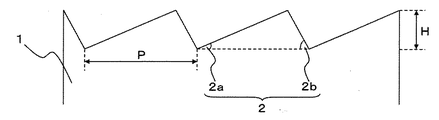
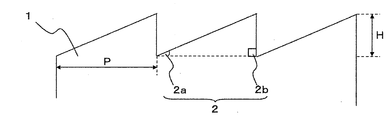
- FIG. 1 The schematic diagram of the cross-sectional shape of the shaping resin sheet 1 which concerns on one Embodiment of this invention is shown in FIG. Moreover, the schematic diagram of the cross-sectional shape of the shaping resin sheet 1 which concerns on other embodiment of this invention is shown in FIG.
- the shaping resin sheet in the light control member of this invention is a resin sheet which has a convex part in one surface, Comprising: For example, it is obtained by melt-extruding resin.
- the shaped resin sheet can be obtained not only by melt extrusion molding of the resin but also by cutting, press molding, injection molding or cast polymerization of the resin.
- the shaping resin sheet has a convex portion preferably formed continuously on one surface. The surface facing the surface having the convex portion is usually a flat surface.
- the resin may be any resin that can be melt-extruded, and usually includes a thermoplastic resin that becomes a molten state when heated.
- thermoplastic resin include styrene resin, acrylic resin, polyethylene resin, polypropylene resin, cyclic olefin polymer resin, acrylonitrile-butadiene-styrene (ABS) resin, polyethylene terephthalate (PET) resin, and polycarbonate (PC) resin.
- ABS acrylonitrile-butadiene-styrene
- PET polyethylene terephthalate
- PC polycarbonate
- the acrylic resin is not particularly limited.
- a homopolymer of acrylic monomers such as (meth) acrylic acid, (meth) acrylic acid ester, (meth) acrylonitrile, or two or more kinds of copolymers, acrylic Examples thereof include a copolymer of a monomer and another monomer.
- (meth) acryl means “acryl” or “methacryl”.
- the acrylic resin it is preferable to use a methacrylic resin from the viewpoint of excellent hardness, weather resistance, transparency and the like.
- the methacrylic resin is a polymer obtained by polymerizing a monomer mainly composed of a methacrylic acid ester.
- a methacrylic acid ester homopolymer polyalkyl methacrylate
- 50% by weight or more of a methacrylic acid ester and 50 examples thereof include copolymers with monomers other than methacrylic acid esters of not more than% by weight.
- the methacrylic acid ester is preferably 70% by weight or more and the other monomer is 30% by weight or less, more preferably 90% by weight, based on the total amount of monomers. % And other monomers are 10% by weight or less.
- methacrylic acid ester examples include methyl methacrylate, ethyl methacrylate, n-propyl methacrylate, isopropyl methacrylate, n-butyl methacrylate, isobutyl methacrylate, hexyl methacrylate, heptyl methacrylate, 2-ethylhexyl methacrylate, Methacrylic acid such as n-octyl methacrylate, n-nonyl methacrylate, isononyl methacrylate, decyl methacrylate, undecyl methacrylate, n-amyl methacrylate, isoamyl methacrylate, lauryl methacrylate, methoxyethyl methacrylate, ethoxyethyl methacrylate Examples include acid alkyl.
- methacrylic acid ester having an alkyl group having 1 to 8 carbon atoms is preferable, and methyl methacrylate is more preferable.
- Methacrylic acid esters may be used alone (homopolymer) or in combination of two or more (copolymer).
- Examples of monomers other than methacrylic acid esters include acrylic acid esters, unsaturated nitriles, ethylenically unsaturated carboxylic acid hydroxyalkyl esters, ethylenically unsaturated carboxylic acid amides, ethylenically unsaturated acids, and ethylenically unsaturated sulfones.
- Examples include acid esters, ethylenically unsaturated alcohols and esters thereof, ethylenically unsaturated ethers, ethylenically unsaturated amines, ethylenically unsaturated silane compounds, and aliphatic conjugated dienes.
- acrylic acid esters are preferable.
- Monomers other than methacrylic acid esters may be used alone or in combination of two or more.
- acrylate ester examples include methyl acrylate, ethyl acrylate, n-propyl acrylate, isopropyl acrylate, n-butyl acrylate, isobutyl acrylate, hexyl acrylate, heptyl acrylate, 2-ethylhexyl acrylate, Acrylics such as n-octyl acrylate, n-nonyl acrylate, isononyl acrylate, decyl acrylate, undecyl acrylate, n-amyl acrylate, isoamyl acrylate, lauryl acrylate, methoxyethyl acrylate and ethoxyethyl acrylate Examples include acid alkyl. Among these, acrylate esters having an alkyl group having 1 to 8 carbon atoms are preferred, and methyl acrylate is more preferred.
- unsaturated nitrile examples include acrylonitrile, ⁇ -chloroacrylonitrile, ⁇ -methoxyacrylonitrile, methacrylonitrile, vinylidene cyanide and the like.
- Examples of the ethylenically unsaturated carboxylic acid hydroxyalkyl ester include hydroxyethyl acrylate, hydroxyethyl methacrylate, hydroxypropyl acrylate, hydroxypropyl methacrylate, hydroxybutyl acrylate, and hydroxybutyl methacrylate.
- Examples of the ethylenically unsaturated carboxylic acid amide include acrylamide, methacrylamide, N-butoxymethyl acrylamide, N-butoxymethyl methacrylamide, N-butoxyethyl acrylamide, N-butoxyethyl methacrylamide, N-methoxymethyl acrylamide, N -Methoxymethylmethacrylamide, Nn-propoxymethylacrylamide, Nn-propoxymethylmethacrylamide, N-methylacrylamide, N-methylmethacrylamide, N, N-dimethylacrylamide, N, N-dimethylmethacrylamide N, N-diethylacrylamide, N, N-diethylmethacrylamide and the like.
- ethylenically unsaturated acid examples include acrylic acid, methacrylic acid, itaconic acid, fumaric acid, fumaric anhydride, maleic acid, maleic anhydride, vinyl sulfonic acid, and isoprene sulfonic acid, And ethylenically unsaturated sulfonic acid.
- the ethylenically unsaturated acid monomer may be neutralized with, for example, an alkali metal such as sodium or potassium, ammonia or the like.
- Examples of the ethylenically unsaturated sulfonate include alkyl vinyl sulfonate and alkyl isoprene sulfonate.
- ethylenically unsaturated alcohols and esters thereof include allyl alcohol, methallyl alcohol, vinyl acetate, vinyl propionate, vinyl butyrate, vinyl stearate, vinyl benzoate, allyl acetate, methallyl caproate, allyl laurate, and benzoate.
- examples include allyl acid, vinyl alkyl sulfonate, allyl alkyl sulfonate, and vinyl aryl sulfonate.
- ethylenically unsaturated ether examples include methyl vinyl ether, ethyl vinyl ether, n-propyl vinyl ether, isopropyl vinyl ether, methyl allyl ether, and ethyl allyl ether.
- Examples of the ethylenically unsaturated amine include vinyldimethylamine, vinyldiethylamine, vinyldiphenylamine, allyldimethylamine, and methallyldiethylamine.
- Examples of the ethylenically unsaturated silane compound include vinyltriethylsilane, methylvinyldichlorosilane, dimethylallylchlorosilane, and vinyltrichlorosilane.
- Examples of the aliphatic conjugated diene include 1,3-butadiene, 2-methyl-1,3-butadiene, 2,3-dimethyl-1,3-butadiene, 2-neopentyl-1,3-butadiene, and 2-chloro. -1,3-butadiene, 1,2-dichloro-1,3-butadiene, 2,3-dichloro-1,3-butadiene, 2-bromo-1,3-butadiene, 2-cyano-1,3-butadiene, Substituted straight chain conjugated pentadienes, straight chain and side chain conjugated hexadienes, and the like.
- acrylic resins a homopolymer of methyl methacrylate (polymethyl methacrylate), or 50 to 99.9% by weight of methyl methacrylate and 0.1 to 50% by weight of methacrylic acid Copolymers with (meth) acrylic acid esters other than methyl are particularly preferred.
- a copolymer of 50% by weight or more and 99.9% by weight or less of methyl methacrylate and 0.1% by weight or more and 50% by weight or less of (meth) acrylic acid ester other than methyl methacrylate includes methyl methacrylate and Methyl methacrylate is contained in a proportion of 50% by weight or more and 99.9% by weight or less with respect to the total amount with (meth) acrylic acid ester, and 0.1% by weight of (meth) acrylic acid ester other than methyl methacrylate. It is a copolymer obtained by polymerizing a monomer mixture contained in a proportion of not less than 50% and not more than 50% by weight. In this monomer mixture, methyl methacrylate is preferably contained in a proportion of 70 wt% or more and 99.9 wt% or less, more preferably 90 wt% or more and 99.9 wt% or less.
- the acrylic resin can be obtained by polymerizing the above-described monomers by a polymerization method such as an emulsion polymerization method, a suspension polymerization method, a bulk polymerization method, or a liquid injection polymerization method (cast polymerization method).
- a polymerization method such as an emulsion polymerization method, a suspension polymerization method, a bulk polymerization method, or a liquid injection polymerization method (cast polymerization method).
- the polymerization is carried out, for example, using light irradiation or a polymerization initiator, and an azo initiator (for example, 2,2′-azobisisobutyronitrile, 2,2′-azobis (2,4-dimethylvaleronitrile)) Etc.), peroxide initiators (lauroyl peroxide, benzoyl peroxide, etc.), and polymerization initiators such as redox initiators in which organic peroxides and amines are combined are preferably used.
- an azo initiator for example, 2,2′-azobisisobutyronitrile, 2,2′-azobis (2,4-dimethylvaleronitrile)
- peroxide initiators laauroyl peroxide, benzoyl peroxide, etc.
- polymerization initiators such as redox initiators in which organic peroxides and amines are combined are preferably used.
- the polymerization initiator is usually used in a proportion of 0.01 parts by weight or more and 1 part by weight or less, preferably 0.01 parts by weight or more and 0.5 parts by weight or less with respect to 100 parts by weight of the monomer constituting the acrylic resin. It is done. Further, a chain transfer agent for controlling the molecular weight (a linear or branched alkyl mercaptan compound such as methyl mercaptan, n-butyl mercaptan, t-butyl mercaptan, etc.), a crosslinking agent or the like may be added.
- a chain transfer agent for controlling the molecular weight a linear or branched alkyl mercaptan compound such as methyl mercaptan, n-butyl mercaptan, t-butyl mercaptan, etc.
- a crosslinking agent or the like may be added.
- the shaped resin sheet may be produced using one kind of resin alone or in combination of two or more kinds.
- the acrylic resin may be used alone, or the acrylic resin and another resin may be used in combination.
- the other resin may be an acrylic resin having a different monomer composition from the acrylic resin, or may be a resin having a different resin type such as polystyrene.
- various commonly used additives may be added to the acrylic resin and other resins as long as the effects of the present invention are not impaired. Examples of additives include stabilizers, antioxidants, ultraviolet absorbers, light stabilizers, colorants, foaming agents, lubricants, mold release agents, antistatic agents, flame retardants, polymerization inhibitors, flame retardant aids, Examples include reinforcing agents. These additives may be used alone or in combination of two or more.
- the additive When the additive is added, its content is preferably about 0.005 wt% to 30 wt% with respect to the resin.
- Rubber particles may be added to the acrylic resin.
- the rubber particles for example, acrylic rubber particles, butadiene rubber particles, styrene-butadiene rubber particles and the like can be used. Among them, acrylic rubber particles are used from the viewpoint of weather resistance and durability. Preferably used.
- the acrylic rubber particle is a particle containing an elastic polymer mainly composed of an acrylate ester as a rubber component, and may be a particle having a single layer structure made of only this elastic polymer. It may be a multi-layered particle having a layer and a polymer layer mainly composed of, for example, a methacrylic ester, but it is a multi-layered particle from the viewpoint of the surface hardness of the shaped resin sheet made of an acrylic resin. Preferably there is.
- the elastic polymer may be a homopolymer of an acrylate ester or a copolymer of 50% by weight or more of an acrylate ester and 50% by weight or less of other monomers. .
- the acrylic ester an alkyl ester of acrylic acid is usually used.
- a preferable monomer composition of the elastic polymer mainly composed of an acrylate ester is 50% by weight or more and 99.9% by weight or less of alkyl acrylate, and 0% by weight or more of alkyl methacrylate based on all monomers. 0.9 wt% or less, monofunctional monomers other than these being 0 wt% or more and 49.9 wt% or less, and polyfunctional monomers are 0.1 wt% or more and 10 wt% or less.
- examples of the alkyl acrylate in the elastic polymer are the same as the examples of the alkyl acrylate mentioned above as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably Is 4-8.
- examples of the alkyl methacrylate in the elastic polymer are the same as the examples of the alkyl methallylate mentioned above as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably 1 to 4.
- Examples of monofunctional monomers other than alkyl acrylate and alkyl methacrylate in the above elastic polymer are those of monofunctional monomers other than alkyl methacrylate and alkyl acrylate mentioned above as the monomer component of methacrylic resin. Similar to the example. Of these, styrene monomers such as styrene, ⁇ -methylstyrene and vinyltoluene are preferably used.
- Examples of the polyfunctional monomer in the elastic polymer are the same as the examples of the polyfunctional monomer previously mentioned as the monomer component of the methacrylic resin, and among them, an alkenyl ester of an unsaturated carboxylic acid, Polyalkenyl esters of basic acids are preferably used.
- alkyl acrylate, alkyl methacrylate, monofunctional monomer other than these, and polyfunctional monomer in the above elastic polymer may each be used in combination of two or more as necessary.
- a preferred example thereof is a polymer layer mainly composed of methacrylic acid ester outside the above-mentioned elastic polymer layer mainly composed of acrylate ester. That is, the above-mentioned elastic polymer mainly composed of an acrylic ester is used as an inner layer, and the polymer mainly composed of a methacrylic ester is used as an outer layer.
- the methacrylic acid ester which is a monomer component of the polymer in the outer layer alkyl methacrylate is usually used.
- the outer layer polymer is usually formed in a proportion of 10 to 400 parts by weight, preferably 20 to 200 parts by weight, based on 100 parts by weight of the inner elastic polymer.
- the preferred monomer composition of the polymer of the outer layer is based on all monomers, the alkyl methacrylate is 50 wt% or more and 100 wt% or less, the alkyl acrylate is 0 wt% or more and 50 wt% or less.
- the monofunctional monomer is 0% by weight or more and 50% by weight or less, and the polyfunctional monomer is 0% by weight or more and 10% by weight or less.
- alkyl methacrylate in the polymer of the outer layer are the same as the examples of the alkyl methacrylate previously given as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably 1 ⁇ 4. Of these, methyl methacrylate is preferably used.
- alkyl acrylate in the polymer of the outer layer are the same as those of the alkyl acrylate mentioned above as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably 1 ⁇ 4.
- Examples of monomers other than alkyl methacrylate and alkyl acrylate in the outer layer polymer are examples of monofunctional monomers other than alkyl methacrylate and alkyl acrylate mentioned above as the monomer component of methacrylic resin.
- examples of the polyfunctional monomer are the same as the examples of the polyfunctional monomer mentioned above as the monomer component of the methacrylic resin.
- the alkyl methacrylate the alkyl acrylate, the monomer other than these, and the polyfunctional monomer in the polymer of the outer layer, two or more kinds thereof may be used as necessary.
- a polymer having a combined layer that is, a polymer mainly composed of methacrylic acid ester is used as an inner layer, and the above-mentioned elastic polymer mainly composed of acrylic acid ester is used as an intermediate layer, and the above-mentioned polymer composed mainly of methacrylic acid ester.
- Mention may also be made of at least a three-layer structure in which the coalescence is the outer layer.
- alkyl methacrylate is usually used as a methacrylic acid ester which is a monomer component of the polymer of the inner layer.
- the polymer of the inner layer is usually formed at a ratio of 10 parts by weight or more and 400 parts by weight or less, preferably 20 parts by weight or more and 200 parts by weight or less with respect to 100 parts by weight of the elastic polymer of the intermediate layer.
- a preferable monomer composition of the polymer of the inner layer is based on all monomers, alkyl methacrylate is 70 wt% or more and 100 wt% or less, alkyl acrylate is 0 wt% or more and 30 wt% or less, other than this
- the monofunctional monomer is 0% by weight to 30% by weight, and the polyfunctional monomer is 0% by weight to 10% by weight.
- Examples of the alkyl methacrylate in the polymer of the inner layer are the same as the examples of the alkyl methacrylate previously mentioned as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably 1 ⁇ 4. Of these, methyl methacrylate is preferably used.
- Examples of the alkyl acrylate in the polymer of the inner layer are the same as the examples of the alkyl acrylate mentioned above as the monomer component of the methacrylic resin, and the alkyl group usually has 1 to 8 carbon atoms, preferably Is 1 to 4.
- Examples of monomers other than alkyl methacrylate and alkyl acrylate in the inner layer polymer are examples of monofunctional monomers other than alkyl methacrylate and alkyl acrylate mentioned above as the monomer component of methacrylic resin.
- examples of the polyfunctional monomer are the same as the examples of the polyfunctional monomer mentioned above as the monomer component of the methacrylic resin.
- the alkyl methacrylate the alkyl acrylate, the monofunctional monomer other than these, and the polyfunctional monomer in the polymer of the inner layer, two or more kinds thereof may be used as necessary.
- the acrylic rubber particles can be prepared by polymerizing the monomer component of the elastic polymer mainly composed of the above-described acrylic ester by at least one reaction by an emulsion polymerization method or the like. At this time, as described above, when a polymer layer mainly composed of methacrylic acid ester is formed outside the elastic polymer layer, the monomer component of the outer layer polymer is added to the elastic polymer layer. What is necessary is just to graft to the said elastic polymer by making it superpose
- the monomer component of the polymer in the inner layer is Polymerization is performed by at least one stage reaction by an emulsion polymerization method or the like, and then the monomer component of the elastic polymer is polymerized by at least one stage reaction by an emulsion polymerization method or the like in the presence of the resulting polymer.
- the monomer component of the outer layer polymer is polymerized in an at least one-stage reaction by an emulsion polymerization method or the like.
- the polymerization of each layer is performed in two or more stages, it is sufficient that the monomer composition as a whole is within a predetermined range, not the monomer composition of each stage.
- the average particle diameter of the elastic polymer layer mainly composed of acrylic acid ester in the rubber particles is preferably 0.01 ⁇ m or more and 0.4 ⁇ m or less, and 0.05 ⁇ m.
- the thickness is more preferably 0.3 ⁇ m or less and further preferably 0.07 ⁇ m or more and 0.25 ⁇ m or less. If the average particle size of the elastic polymer layer is larger than 0.4 ⁇ m, the transparency of the resin sheet made of an acrylic resin is lowered and the transmittance is lowered. Further, if the average particle size of the elastic polymer layer is smaller than 0.01 ⁇ m, it is not preferable because the surface hardness of the resin sheet is lowered and the surface is easily damaged.
- the average particle diameter is a portion obtained by mixing acrylic rubber particles with a methacrylic resin to form a film, dyeing the elastic polymer layer with ruthenium oxide in the cross section, and observing with an electron microscope. It can be calculated from the diameter. That is, when acrylic rubber particles are mixed with methacrylic resin and the cross section thereof is dyed with ruthenium oxide, the methacrylic resin of the parent phase is not dyed, and the polymer mainly composed of methacrylic acid ester on the outer side of the elastic polymer layer. In this case, the outer layer polymer is not dyed, and only the elastic polymer layer is dyed. Thus, the diameter of the portion observed in an electron microscope in a substantially circular shape is dyed. The particle diameter can be determined.
- the outer diameter of the two-layer structure that is, the outer diameter of the elastic polymer layer may be considered.
- the content ratio of the rubber particles with respect to the acrylic resin is usually 40% by weight or less, preferably 30% by weight or less of the entire acrylic resin.
- the content ratio of the rubber particles is larger than 40% by weight of the whole acrylic resin, the surface hardness of the shaped resin sheet is lowered and easily damaged.
- the convex part is preferably a triangular convex part whose cross-sectional shape is a triangle.
- the shape of the orthogonal cross section that appears when the protruding strips are linearly extended between the opposite ends of the shaping resin sheet 1 and cut along the direction orthogonal to the longitudinal direction thereof is a triangle. More preferably, it is a triangular protrusion.
- the apex angle of the triangle may be an arc having a curvature.
- a triangle includes both a triangle whose apex angle is an acute end and a triangle whose arc is a circular arc in which at least one apex angle is a curvature.
- the convex portions in the shaped resin sheet 1 shown in FIGS. 1 to 4 are triangular convex portions whose cross-sectional shape is a triangular shape with each apex angle being sharp, but the cross-sectional shape is not limited to this.
- the triangular convex part which is a triangle which is an arc with at least one of curvature may be sufficient.
- the ridge extends linearly in a direction (left-right direction) orthogonal to the up-down direction.
- the valley portion in addition to the convex portion of the shaping resin sheet 1, the valley portion is also a sharp end, but this valley portion may also be an arc having a curvature.
- the corner 2 has one base angle 2a (hereinafter sometimes referred to as a first base angle 2a) exceeding 0 ° and 90 ° or less, and the other base angle 2b (hereinafter referred to as a second base angle 2b). Is preferably more than 0 ° and 90 ° or less, more preferably the first base angle 2a is 1 ° or more and 40 ° or less, and the second base angle 2b is 30 ° or more and 90 ° or less. .
- the base angle 2 is particularly preferably such that the first base angle 2a is greater than 0 ° and less than 90 °, and the second base angle 2b is 90 °.
- the first base angle 2a is appropriately set in consideration of technical matters described later, and is preferably 1 ° or more and 40 ° or less.
- the height (H) of the convex portion is 1 ⁇ m or more and 1 cm or less, and preferably 5 ⁇ m or more and 1 cm or less. If the height (H) of the convex portion is less than 1 ⁇ m, it may be difficult to mold the convex portion on the surface of the resin sheet, and if it exceeds 1 cm, the thickness of the light control member becomes too thick.
- the pitch interval (P), which is the distance between the vertices of the convex portions, is 10 ⁇ m or more and 10 cm or less, and more preferably 50 ⁇ m or more and 10 cm or less. If the pitch interval (P) is less than 10 ⁇ m, it may be difficult to form a convex portion on the surface of the resin sheet. If the pitch interval (P) exceeds 10 cm, the thickness of the light control member becomes too thick.
- the height (H) is 1 ⁇ m or more and 1 cm or less
- the pitch interval (P) is 10 ⁇ m or more and 10 cm or less, so that the convex portion can be easily formed on one surface of the shaped resin sheet 1.
- the light control member in which one or a plurality of shaping resin sheets 1 having a predetermined convex portion on one surface is arranged is easy to manufacture the shaping resin sheet 1 as a constituent member, and Since the thickness is suppressed, it is easy to use as a window member in addition to suppressing the incidence of summer sunlight into the room and not inhibiting the incidence of winter sunlight into the room.
- the thickness of the shaped resin sheet 1 is preferably 1 ⁇ m or more and 10 cm or less, and more preferably 10 ⁇ m or more and 1 cm or less. If it is thinner than 1 ⁇ m, it may break, and if it is thicker than 10 cm, it will be heavy and may be inappropriate as a member for windows.
- the thickness of the shaping resin sheet means the distance from the surface facing the surface having the convex portion to the bottom portion of the convex portion, and corresponds to, for example, L in FIGS. 3 and 4.
- the shaped resin sheet 1 of the present invention is preferably transparent when visually observed.
- the total light transmittance of the molded resin sheet 1 measured according to JIS K7361-1 is preferably 80% or more, more preferably 90% or more.
- the haze of the shaped resin sheet 1 measured in accordance with JIS K7136 is preferably 10% or less, more preferably 5% or less.
- the method for producing the shaped resin sheet 1 of the present invention is not particularly limited as long as it is a method capable of producing a shaped resin sheet having the above-described resin as a raw material resin and having a predetermined convex portion on one surface.
- Examples thereof include a method of cutting a flat plate, a melt extrusion molding method, a press molding method, an injection molding method, and a cast polymerization method.
- a melt extrusion molding method, a press molding method, an injection molding method, and a cast polymerization method are preferable, and a melt extrusion molding method and a press molding method are more preferable.
- the method for producing the shaped resin sheet by the melt extrusion molding method includes, for example, a sheet-like material extrusion step of continuously extruding a raw material resin from a die in a heated and melted state and extruding it into a sheet shape, and the sheet-like material as a first pressing roll A first pressing step for sandwiching between the second pressing rolls, a conveying step for conveying the sheet-like material in close contact with the second pressing roll, and a second pressing roll and a third pressing roll for conveying the conveyed sheet-like material. A second pressing step (molding step) sandwiched between (molding roll).
- the method for producing a molded resin sheet by an injection molding method is, for example, a raw material resin that is heated and melted using an injection molding machine comprising a mold clamping unit and an injection unit and a mold that is molded into the shape of the desired molded resin sheet. Is injected into the mold, cooled and solidified. Thereby, a shaping resin sheet is obtained as an injection-molded body.
- Examples of the method for producing the shaping resin sheet by the cast polymerization method include a cell casting method in which a polymer (raw material resin) is injected into a cell to polymerize, a continuous casting method using a pair of endless belts arranged opposite to each other, and the like. .
- the cell used in the cell casting method is composed of, for example, two glass plates and a sealing material such as a soft vinyl chloride tube, and the interval between the cells is appropriately adjusted so that a molded resin sheet having a desired heat can be obtained. Is done.
- Examples of the method for producing the shaped resin sheet include suspension polymerization, emulsion polymerization, and dispersion polymerization in addition to bulk polymerization such as cast polymerization. Among these, bulk polymerization such as a cast polymerization method is preferable from the viewpoint of obtaining a good appearance and the productivity of a large-size plate.
- the production apparatus used in the method for producing a shaped resin sheet according to the present invention includes, for example, a die that continuously extrudes a resin in a heated and melted state to obtain a sheet-like material, a pressure roll, and the above-mentioned sheet-like material. And a shaping roll for shaping the surface shape on the surface of the sheet-like material.
- FIG. 5 is a schematic diagram of a production apparatus used in the method for producing a shaped resin sheet according to one embodiment of the present invention.
- the apparatus shown in FIG. 5 includes a die 4 that continuously extrudes a heat-melted resin to obtain a sheet-like material, and a pressing roll 5.
- the pressing roll 5 includes a first pressing roll 5a for pressing a sheet-like material, a second pressing roll 5b, and a third pressing roll 5c, and includes a transfer die 6 on the surface of the third pressing roll 5c.
- a roll that is technically irrelevant to the present invention may be provided.
- a roll is in contact with the sheet-like material.
- a guide roll for conveying the sheet-like material to the first pressing roll or a sheet-like material is brought into close contact with the second pressing roll.
- a touch roll can be cited.
- the method for producing a shaped resin sheet according to the present invention includes, for example, a sheet-like material extrusion step in which a resin is continuously extruded from a die in a heated and melted state and extruded into a sheet shape, and the sheet-like material is pressed with a first pressing roll and a second pressure A pressing step for sandwiching between the rolls, a transporting step for transporting the sheet-like material in close contact with the second pressing roll, and a molding step for sandwiching the transported sheet-like material between the second pressing roll and the shaping roll Including.
- this manufacturing method since a convex shape is imparted to the surface of the resin sheet in the process of molding the resin sheet, secondary processing for imparting the convex shape to the resin sheet surface is unnecessary, and easy molding is performed. A resin sheet is obtained.
- thermoplastic resin exemplified in the above-mentioned molded resin sheet can be used, and among these, acrylic resins are preferably used.
- additives such as an ultraviolet absorber, a heat stabilizer, an antistatic agent and a light diffusing agent may be added.
- the same metal T-die as that used in a normal extrusion molding method is used.
- an extruder is used in the same manner as in a normal extrusion molding method.
- the extruder may be a single screw extruder or a twin screw extruder.
- the resin is heated in an extruder, sent to a die in a molten state, and extruded.
- the resin extruded from the die is continuously extruded as a sheet.
- the sheet-like material may be a single layer or a multilayer of two or more layers.
- the resin when the resin is extruded from the die in a heated and melted state, one type of resin may be supplied to the die and extruded, and in the case of two or more layers, two or more types of resin May be supplied to the die and co-extruded in a laminated state.
- a known two-type three-layer distribution type feed block may be used, and the resin may be supplied to the die via this.
- First pressing step> The sheet-like material obtained in the sheet-like material extruding step is sandwiched simultaneously between the first pressing roll 5a and the second pressing roll 5b as shown in FIG. 2, for example, in the first pressing step.
- a metal roll usually made of a metal such as stainless steel or steel is used, and its diameter is usually 100 mm or more and 500 mm or less.
- the surface thereof may be subjected to plating treatment such as chrome plating, copper plating, nickel plating, nickel-phosphorous plating, and the like.
- the surface of the pressing roll may be a mirror surface, or may be a transfer surface provided with unevenness such as embossing if it is not necessary to transfer accurately.
- a conveyance process is a process of conveying according to rotation of the 2nd press roll in the state where the sheet-like object was stuck to the 2nd press roll.
- the sheet-like material has a temperature lower than that of the heated and melted state extruded from the die due to cooling due to contact with the pressing roll and cooling due to contact with outside air.
- the sheet-like material is conveyed and used for the next second pressing step.
- the pressing roll has a temperature adjusting function and can be adjusted to a desired temperature.
- ⁇ Second pressing step> the conveyed sheet-like material is sandwiched and pressed between the second pressing roll 5b and the third pressing roll 5c, for example, as shown in FIG.
- a transfer mold 6 provided on the surface of the third pressing roll 5c is formed on the sheet-like material.
- the third pressing roll provided with a transfer mold is also referred to as a shaping roll.
- the transfer mold provided on the surface of the shaping roll is pressed against the surface of the sheet-like material, and is shaped into the sheet-like material with the surface shape as an inverted mold.
- the sheet-like material is pressed again by the second pressing roll and the shaping roll, peeled off from the second pressing roll, and closely adhered to the shaping roll, this time according to the rotation of the shaping roll. Be transported.
- the second pressing roll and the shaping roll The gap may be slightly larger than the thickness of the sheet.
- the sheet-like material conveyed according to the rotation of the shaping roll is peeled off from the shaping roll to obtain a shaped resin sheet.
- the transfer mold 6 is composed of a plurality of concave portions provided on the surface of the shaping roll, and the shape of the concave portion is preferably a reverse type of the cross-sectional shape of the convex portion on the surface of the resulting molding resin sheet.
- the cross-sectional shape of this is a triangle, it is preferably a V-shaped groove substantially the same as the shape of the triangle.
- the pitch interval (P) When the distance between the apexes of adjacent recesses is the pitch interval (P), and the distance from the shaping roll surface circumference to the apex of the recesses is the groove depth (H), the pitch interval (P) is 10 ⁇ m or more.
- the groove depth (H) is 1 ⁇ m or more and 1 cm or less.
- the surface of the shaping roll made of stainless steel, steel, or the like is subjected to a plating treatment such as chrome plating, copper plating, nickel plating, nickel-phosphorous plating, and then the plating surface is applied.
- a plating treatment such as chrome plating, copper plating, nickel plating, nickel-phosphorous plating, and then the plating surface is applied.
- the shape may be processed by performing removal processing using a diamond tool, a metal grindstone, or the like, laser processing, or chemical etching, but it is not particularly limited to these methods.
- the surface of the shaping roll may be subjected to plating treatment such as chromium plating, copper plating, nickel plating, nickel-phosphorous plating, etc. at a level that does not impair the accuracy of the surface shape after the transfer mold is formed.
- plating treatment such as chromium plating, copper plating, nickel plating, nickel-phosphorous plating, etc. at a level that does not impair the accuracy of the surface shape after the transfer mold is formed.
- the target shaping resin sheet can be produced.
- the obtained shaped resin sheet is usually further cooled and then cut into single sheets and used for a light control member.
- the first pressing roll is used as the shaping roll, not the third pressing roll, and the sheet-like material extruded from the die is sandwiched between the shaping roll and the second pressing roll and molded.
- the second pressing roll may be a shaping roll, and the sheet-like material extruded from the die may be sandwiched between the shaping roll and the first pressing roll for shaping.
- the light control member of the present invention is formed by arranging one or a plurality of shaped resin sheets obtained by the above production method. Preferably, a pair of shaped resin sheets are interposed via an air layer. Thus, the surfaces having the convex portions are arranged so as to face each other.
- the schematic diagram of sectional drawing of the light modulation member which concerns on one Embodiment of this invention is shown in FIG. Moreover, the schematic diagram of sectional drawing of the light modulation member which concerns on other embodiment of this invention is shown in FIG. 3 are both the same as the moldable resin sheet 1 in FIG. 1, and the moldable resin sheets 1A and 1B in FIG. 4 are both the moldable resin sheet in FIG. 1 is the same.
- the air layer 9 means a gap between the molding surfaces of the pair of molding resin sheets 1A and 1B.
- a right-falling slope 9a and a left-falling slope 9b In the light control member according to the embodiment shown in FIG. 3, a right-falling slope 9a and a left-falling slope 9b However, in the light control member of another embodiment shown in FIG. 4, the downward sloping slope 9 a and the horizontal surface 9 b are repeatedly arranged.
- a pair of shaping resin sheet 1A and 1B is arrange
- the air layer may be filled with a pressure-sensitive adhesive or adhesive.
- the air layer 9 shown in FIGS. 3 and 4 may be filled with the pressure-sensitive adhesive or adhesive.
- the filling of the adhesive can be performed entirely on the surface having the convex portion. It may be, may be a peripheral part, and may be a part.
- a commercially available agent can be used as an adhesive or an adhesive.
- the facing convex portions are preferably point-symmetrical, for example, when the cross-sectional shape is a triangle, the facing triangle is It is preferable that the relation is point-symmetric with the midpoint of one hypotenuse of the triangle as the center of symmetry. Thereby, an air layer maintains a fixed space
- a part or all of a pair of shaping resin sheet may be bonded by the adhesive agent or the adhesive.
- the light control member 8 of the present invention has a flat surface 8X on one surface and a flat surface 8Y on the other surface, and the flat surface 8X and the flat surface 8Y are parallel to each other.
- the refractive index of the resin is generally in the range of 1.3 to 1.7, and the light transmittance is usually around 90%. For example, in the case of an acrylic resin, the refractive index is about 1.5 and the light transmittance is 92% or more and 93% or less.
- the light control member 8 includes a right-falling slope 9a inclined at an angle 2a with respect to the plane 8X and a left-falling slope 9b inclined at an angle 2b with respect to the plane 8Y, and has an air layer 9 having a certain thickness. Yes.
- the inclination angle 2a of the air layer 9 (that is, the first base angle 2a of the triangular convex portion of the shaping resin sheet) can be set in consideration of the technical matters described below.
- the resin of the shaping resin sheets 1A and 1B constituting the light control member 8 is a resin having a refractive index of 1.5
- the refractive index of the resin is 1.5 and the refractive index of air is 1, when the light travels from the resin to the air side, the refraction angle becomes larger than the incident angle.
- the refraction angle also increases gradually.
- this angle is referred to as a critical angle and is denoted as ⁇ m.
- the light control member according to one embodiment of the present invention shown in FIG. 3 is a window light control member
- the plane 8X is the outdoor side
- the base angle 2a is the upper side
- the base angle 2b is the lower side.
- the air layer 9 After being refracted at the interface between the mold resin sheet 1A and the air layer 9, the air layer 9 is advanced, and after being refracted at the interface between the air layer 9 and the mold resin sheet 1B, it proceeds through the mold resin sheet 1B, and the plane 8Y The light is refracted and enters the room.
- the second base angle 2b of the triangular convex portion As shown in FIG. 4, by setting the second base angle 2b of the triangular convex portion to 90 °, when the light control member 8 is viewed from the outdoor side or the indoor side, in any case, the appearance This makes it difficult to see streaks.
- the incident angle from the outdoor side to the plane 8X when this light is not incident on the indoor side is called a specific angle.
- the specific angle changes according to the inclination angle 2a of the air layer 9.
- a resin having a refractive index of 1.5 is used as the resin of the shaping resin sheets 1A and 1B constituting the light control member 8
- the specific angle is 63.9 ° when the inclination angle 2a of the air layer 9 is 5 °.
- the specific angle is 52.2 °
- the specific angle is 33.9 °.
- the specific angle is about 60 ° when the refractive index is 1.5.
- Light incident from above at an angle greater than 60 ° and an angle 70 ° from a direction perpendicular to the plane 8X is refracted when entering the plane 8X, and enters the oblique air layer 9 at an angle of 45 degrees. Since this angle is larger than the critical angle at the interface between the shaping resin sheet 1A and the air layer 9, total reflection occurs and light is reflected at this interface. The reflected light is reflected in the shaping resin sheet 1A and does not pass through the air layer 9 and the shaping resin sheet 1B.
- the shaping resin sheet 1A is smaller than the critical angle of the interface between the shaping resin sheet 1A and the air layer 9 with respect to the air layer 9. Refracts without causing total reflection. And reverse refraction occurs when entering the shaping resin sheet 1B from the air layer 9, and if the width of the air layer 9 is small, it is hardly affected by the air layer 9 and permeates in the same manner as normal glass. For this reason, the thickness of the air layer 9 is desirably 2 mm or less. The lower limit of the thickness of the air layer 9 is about 0.01 mm from the viewpoint that the role of the air layer 9 can be exhibited.
- the outside scenery looks the same as that of normal glass when the outside is viewed from the inside. It can also be seen that the inclination angle can be further reduced by using a resin having a large refractive index.
- the refractive index of the resin of the shaping resin sheets 1A and 1B constituting the light control member 8 is 1.5, and the inclination angle 2a of the air layer 9 (the first base angle 2a of the triangular convex portion of the shaping resin sheet) is
- the dimming member 8 that is 7 ° is used in a window facing south in Tokyo in a state of standing as shown in FIG. 3, the altitude of the sun is high and the incident angle from the outdoor side to the plane 8X is 60 °.
- the altitude of the sun depends on the latitude in order to suppress the incidence of sunlight to the indoor side in summer and not to inhibit the incidence of sunlight to the indoor side in winter.
- the inclination angle 2a may be appropriately set according to the latitude of the place where the light control member 8 is installed.
- the inclination angle 2a may be larger than 7 °, and the latitude is greater than Tokyo. Where the angle is small, the inclination angle 2a may be made smaller than 7 °. In addition, what is necessary is just to set the 1st base angle 2a of the triangular convex part of a shaping resin sheet in order to set the inclination angle 2a.
- a light control member 8 As a window member, it is made of resin window glass or attached to the window glass, so that the incidence of sunlight into the room is suppressed in summer and the sunlight into the room in winter. Incident is not suppressed. In addition, the outside scenery can be clearly seen.
- the light control member 8 having such a structure when the altitude of the sun is higher than a specific angle, it is possible to suppress the incidence of sunlight into the room.
- light incident from below is transmitted in the same manner as normal glass, so that the outside scenery can be seen in the same manner as a normal glass window.
- the outer periphery of the pair of shaping resin sheets is surrounded by a frame member.
- the light control member is surrounded by a frame member, making it easy to keep the thickness of the air layer between the pair of molded resin sheets constant. Furthermore, when used as a window member, it is installed on building materials, etc. Becomes easier.
- the light control member of the present invention is formed by arranging one shaping resin sheet, the light control member is preferably surrounded by a frame member, and the outer periphery is a frame member. When used as a window member, it can be easily installed on building materials.
- the light control member When the light control member is used as a window member, the light control member is usually used in an upright state, that is, in a vertical posture. At this time, a photovoltaic power generation panel is installed facing the lower end surface of the light control member. It is preferable. Sunlight incident on the light control member is easily reflected by the convex portion of the light control member and concentrated in the lower direction of the light control member. Then, it can generate electric power efficiently by installing the photovoltaic power generation panel facing the lower end surface of the light control member. Even when the light control member is formed by arranging one shaping resin sheet, when the light control member is used as a window member, it is used in a vertical posture. It is preferable to install a photovoltaic power generation panel facing the lower end surface of the member. It is preferable that the light control member and the photovoltaic power generation panel are bonded with an adhesive or a pressure-sensitive adhesive.
- the light control member can be used in place of a commonly used window glass as a window member, but is not limited thereto, for example, on the outdoor side or indoor side of the window glass, preferably via an adhesive layer , May be used in combination, or may be used in combination with multilayer glass.
- the light control member is formed by arranging one shaping resin sheet, it is used by being bonded to the outdoor side of the window glass or the indoor side so that the surface having the convex portion is the indoor side.
- an adhesive layer is provided on one surface of the light control member to form a light control member with an adhesive layer, and this light control member with an adhesive layer is bonded to a window glass so that the adhesive layer surface is a contact surface. Good.
- the light control member By providing an adhesive layer on one surface of the light control member and forming a light control member with an adhesive layer having an adhesive layer on one surface of the light control member, the light control member can be easily used as a window member. Moreover, what is necessary is just to arrange
- a light control member using a shaping resin sheet different from the shaping resin sheet 1 may be used as long as the effect of the present invention is not impaired.
- the light control member using the shaping resin sheet by which the convex part was formed in one surface discontinuously is mentioned.
- Example 1 A 3 mm thick acrylic resin plate (Sumitex 000 manufactured by Sumitomo Chemical Co., Ltd., refractive index (conforming to JIS K7142): 1.49) on one surface, pitch interval is 1000 ⁇ m, height is 122 ⁇ m, angle of base angle Using a mold in which right-angled triangular grooves of 7 ° and 90 ° are continuously formed, the convex portions corresponding to the right-angled triangular grooves are press-transferred, as shown in FIG. The shaping resin sheet 1 in which one surface has an uneven shape having convex portions continuously and the other surface is a flat surface was produced.
- the cross-sectional shape of the convex part was a right triangle in which one of the other two sides excluding the oblique side was parallel to the thickness direction of the shaping resin sheet.
- the shape of the convex portion was measured using an optical microscope, it was a right triangle with a pitch interval of 1000 ⁇ m, a height of 122 ⁇ m, an angle of the first base angle 2a of 7 °, and an angle of the second base angle 2b of 90 °. It was.
- Example 2 Thickness 3mm acrylic resin plate (Sumitex 000 manufactured by Sumitomo Chemical Co., Ltd., refractive index (based on JIS K7142): 1.49) on one surface, pitch interval is 1000 ⁇ m, height is 107 ⁇ m, angle of base angle Using a mold in which triangular grooves of 7 ° and 40 ° are continuously formed, the convex portions corresponding to the triangular grooves are press-transferred, and one surface has the convex portions continuous. The shaped resin sheet 1 having a concavo-convex shape having a flat surface on the other surface was produced.
- the shape of the convex portion was measured using an optical microscope, it was a triangle with a pitch interval of 1000 ⁇ m, a height of 122 ⁇ m, an angle of the first base angle 2a of 7 °, and an angle of the second base angle 2b of 40 °. .
- Total light transmittance The total light transmittance was measured with a haze meter “HN150” manufactured by Murakami Color Research Laboratory. For the sample, a 7 cm square test piece was cut out from the obtained molded resin sheet, an adhesive having a thickness of 40 ⁇ m was provided on the periphery of the test piece, and the unevenness of the two obtained test pieces was superimposed. Measurement was performed in a state where the two sheets were combined with an interval of 40 ⁇ m. The shaping resin sheet was arranged as shown in FIG. 2 and measured by arranging the plane 8X on the light source lamp side. The measured results are shown in Table 1.
- the light shielding performance at incident angles + 30 ° and + 60 ° was evaluated. Measure the amount of transmitted light at an incident angle of 0 °, + 30 °, and + 60 ° with a goniophotometer manufactured by Murakami Color Research Laboratory. From the obtained value, the amount of transmitted light at an incident angle of 0 ° is measured at an incident angle of + 30 °. Ratio of transmitted light amount and transmitted light amount at incident angle + 60 ° (transmitted light amount at incident angle 30 ° / transmitted light amount at incident angle 0 °, transmitted light amount at incident angle 60 ° / incident angle 0 ° The amount of transmitted light) was calculated.
- the shaping resin sheet was arranged as shown in FIG. 3 or 4 and measured by making light incident from the plane 8X side.
- the calculated results are shown in Table 1.
- the incident angle of 0 ° means that light is incident from a direction parallel to the thickness direction (hereinafter referred to as the thickness direction) of the molded resin sheet of the sample, and the incident angle of + 30 ° is relative to the thickness direction. This means that light is incident from above 30 °.
- the transmitted light amount (%) of each sample is calculated by calculating the ratio of the light amount obtained by measurement with the sample to the light amount obtained by measuring the light amount obtained without the sample as 100%. This is the value obtained.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Optical Elements Other Than Lenses (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Liquid Crystal (AREA)
Abstract
Description
(1)一方の面に凸部を有する賦型樹脂シートが1枚または複数枚配置されてなる調光部材であって、該凸部の高さが1μm以上1cm以下であり、ピッチ間隔が10μm以上10cm以下である調光部材。
(2)前記賦型樹脂シートが押出成形により形成されたものである前記(1)に記載の調光部材。
(3)前記凸部が、その断面形状が三角形である三角形凸部である前記(1)または(2)に記載の調光部材。
(4)前記三角形凸部の底部の両端を結ぶ直線を三角形の底辺とするとき、該三角形の一方の底角が0°を超え90°以下であり、他方の底角が0°を超え90°以下である前記(3)に記載の調光部材。
(5)前記三角形の一方の底角が0°を超え90°未満であり、他方の底角が90°である前記(4)に記載の調光部材。
(6)一方の面に凸部を有する賦型樹脂シートが1枚配置されてなる前記(1)~(4)のいずれかに記載の調光部材。
(7)一方の面に凸部を有する賦型樹脂シートが1枚配置されてなる前記(5)に記載の調光部材。
(8)一対の一方の面に凸部を有する賦型樹脂シートが、空気層を介して、該凸部を有する面が対向するように配置されてなる前記(1)~(4)のいずれかに記載の調光部材。
(9)一対の一方の面に凸部を有する賦型樹脂シートが、空気層を介して、該凸部を有する面が対向するように配置されてなる前記(5)に記載の調光部材。
(10)一対の一方の面に凸部を有する賦型樹脂シートが、接着剤または粘着剤により貼合されてなる前記(8)または(9)に記載の調光部材。
(11)前記凸部の断面形状が、三角形の一方の斜辺の中点を対称の中心として、点対称の関係である前記(8)に記載の調光部材。
(12)前記賦型樹脂シートが、枠部材により外周が囲われている前記(1)、(2)、(3)、(4)、(6)、(8)または(11)に記載の調光部材。
(13)前記賦型樹脂シートが、枠部材により外周が囲われている前記(5)、(7)、(9)または(10)に記載の調光部材。
(14)窓用部材として用いられる前記(1)、(2)、(3)、(4)、(6)、(8)、(11)または(12)のいずれかに記載の調光部材。
(15)窓用部材として用いられる前記(5)、(7)、(9)、(10)または(13)に記載の調光部材。
(16)前記(1)~(15)のいずれかに記載の調光部材の一方の面に粘着層を有することを特徴とする粘着層付き調光部材。
(17)前記(1)~(15)のいずれかに記載の調光部材に用いられる賦型樹脂シートを製造する方法であって、
樹脂を溶融させてシート状に押し出し、該シート状物を押圧ロールと賦型ロールとで挟み込んで成形する賦型樹脂シートの製造方法。
(18)工程A~Dを有する前記(17)に記載の製造方法。
工程A:樹脂を溶融させて、加熱溶融状態でダイからシート状に押し出すシート状物押し出し工程、
工程B:該シート状物を第一押圧ロールと第二押圧ロールとで挟み込む押圧工程、
工程C:該第二押圧ロールに密着させたまま該シート状物を搬送する搬送工程、および
工程D:搬送された該シート状物を該第二押圧ロールと賦型ロールとで挟み込む賦型工程。
(19)前記賦型ロールは、その表面に凹部を有する転写型を備えてなるものである前記(17)または(18)に記載の製造方法。
(20)前記(17)~(19)のいずれかに記載の製造方法により、一方の面に凸部を有する賦型樹脂シートを得、一対の該賦型樹脂シートを、空気層を介して、該凸部を有する面が対向するように配置する調光部材の製造方法。
本発明の調光部材における賦型樹脂シートは、一方の面に凸部を有する樹脂シートであって、例えば樹脂を溶融押出成形することで得られる。また、賦型樹脂シートは、樹脂を溶融押出成形する以外にも、樹脂を切削、プレス成形、射出成形またはキャスト重合したりすることでも得られる。賦型樹脂シートは、一方の面に好ましくは連続的に形成された凸部を有する。凸部を有する面と対向する面は、通常、平面である。
50重量%以上99.9重量%以下のメタクリル酸メチルと0.1重量%以上50重量%以下のメタクリル酸メチル以外の(メタ)アクリル酸エステルとの共重合体とは、メタクリル酸メチルと該(メタ)アクリル酸エステルとの合計量に対して、メタクリル酸メチルが50重量%以上99.9重量%以下の割合で含有され、メタクリル酸メチル以外の(メタ)アクリル酸エステルが0.1重量%以上50重量%以下の割合で含有される単量体混合物を重合させて得られる共重合体である。この単量体混合物中に、メタクリル酸メチルが好ましくは70重量%以上99.9重量%以下の割合で含有され、より好ましくは90重量%以上99.9重量%以下の割合で含有される。
また、この弾性重合体は、アクリル酸エステルの単独重合体であってもよいし、アクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、アクリル酸エステルとしては、通常、アクリル酸のアルキルエステルが用いられる。
また、上記弾性重合体におけるメタクリル酸アルキルの例は、先にメタクリル樹脂の単量体成分として挙げたメタリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1~8、好ましくは1~4である。
また、外層の重合体は、内層の弾性重合体100重量部に対し、通常10重量部以上400重量部以下、好ましくは20重量部以上200重量部以下の割合で形成するのがよい。外層の重合体を、内層の弾性重合体100重量部に対し10重量部以上とすることで、該弾性重合体の凝集が生じ難くなり、アクリル系樹脂からなる賦型樹脂シートの透明性が良好となる。
また、上記内層の重合体におけるアクリル酸アルキルの例は、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1~8、好ましくは1~4である。
また、先に述べた如く、上記弾性重合体の層の内側に、さらにメタクリル酸エステルを主体とする重合体の層を形成する場合は、まず、この内層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させ、次いで、得られる重合体の存在下で、上記弾性重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記内層の重合体にグラフトさせ、さらに、得られる弾性重合体の存在下で、上記外層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記弾性重合体にグラフトさせればよい。なお、各層の重合を、それぞれ2段以上で行う場合、いずれも、各段の単量体組成ではなく、全体としての単量体組成が所定の範囲内にあればよい。
すなわち、アクリル系ゴム粒子をメタクリル樹脂に混合し、その断面を酸化ルテニウムで染色すると、母相のメタクリル樹脂は染色されず、上記弾性重合体の層の外側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この外層の重合体も染色されず、上記弾性重合体の層のみが染色されるので、こうして染色された、電子顕微鏡でほぼ円形状に観察される部分の直径から、粒子径を求めることができる。上記弾性重合体の層の内側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この内層の重合体も染色されず、その外側の上記弾性重合体の層が染色された2層構造の状態で観察されることになるが、この場合は、2層構造の外側、すなわち上記弾性重合体の層の外径で考えればよい。
透明性の他の指標としては、JIS K7136に準拠して測定された上記賦型樹脂シート1のヘーズが、好ましくは10%以下、より好ましくは5%以下である。
溶融押出成形法による賦型樹脂シートの製造方法は、例えば原料樹脂を加熱溶融状態でダイから連続的に押し出してシート状に押し出すシート状物押し出し工程と、該シート状物を第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程と、該シート状物を第二押圧ロールに密着させたまま搬送する搬送工程と、搬送された該シート状物を第二押圧ロールと第三押圧ロール(賦型ロール)とで挟み込む第二押圧工程(賦型工程)とを含む。この製造方法によれば、賦型樹脂シートを成形する過程で、樹脂シートの一方の面に凸形状が付与されるので、樹脂シートの一方の面に凸形状を付与するための二次加工が不要であり、簡便に連続して賦型樹脂シートが得られる。
プレス成形法による賦型樹脂シートの製造方法は、例えば、原料樹脂からなるシートまたはペレットを可塑化溶融し、これを金型間でプレスして、冷却する。これによって、成形品として賦型樹脂シートが得られる。
射出成形法による賦型樹脂シートの製造方法は、例えば、型締ユニットと射出ユニットからなる射出成形機および所望する賦型樹脂シートの形状に成形する金型を用いて、加熱溶融させた原料樹脂を金型内に射出し、冷却、固化させる。これによって、射出成形体として賦型樹脂シートが得られる。
キャスト重合法による賦型樹脂シートの製造方法は、例えば、重合物(原料樹脂)をセルに注入して重合させるセルキャスト法、対向配置された一対のエンドレスベルトを用いる連続キャスト法などが挙げられる。セルキャスト法に用いられるセルは、例えば、2枚のガラス板と軟質塩化ビニールチューブなどのシール材から構成され、そのセルの間隔は所望の暑さの賦型樹脂シートが得られように適宜調整される。賦型樹脂シートの製造方法としては、キャスト重合などの塊状重合のほかにも、例えば、懸濁重合、乳化重合、分散重合が挙げられる。これらの中でも、良好な外観となる点や、大きなサイズの板の生産性の点から、キャスト重合法などの塊状重合が好ましい。
本発明の賦型樹脂シートの製造方法において使用する製造装置は、例えば、加熱溶融状態の樹脂を連続的に押し出してシート状物を得るダイと、押圧ロールと、上記シート状物をこの押圧ロールとの間に挟み込むことにより表面形状をシート状物の表面に形状を賦型する賦型ロールとを備えたものである。図5は、本発明の一実施形態に係る賦型樹脂シートの製造方法に使用される製造装置の概略模式図である。図5に示す装置は、加熱溶融状態の樹脂を連続的に押し出してシート状物を得るダイ4と、押圧ロール5とを備える。押圧ロール5は、シート状物を押圧するための第一押圧ロール5aと、第二押圧ロール5bと、第三押圧ロール5cとからなり、第三押圧ロール5cの表面に転写型6を備え、上記シート状物を、第二押圧ロール5bと転写型6を備えた第三押圧ロール5cとに挟み込むことにより、所望の表面形状を賦型した賦型樹脂シートを得ることができる。
本発明の賦型樹脂シートの製造方法は、例えば、樹脂を加熱溶融状態でダイから連続的に押し出してシート状に押し出すシート状物押し出し工程と、シート状物を第一押圧ロールと第二押圧ロールとで挟み込む押圧工程と、第二押圧ロールに密着させたままシート状物を搬送する搬送工程と、搬送された前記シート状物を前記第二押圧ロールと賦型ロールとで挟み込む賦型工程とを含む。この製造方法によれば、樹脂シートを成形する過程で、樹脂シート表面に凸形状が付与されるので、樹脂シート表面へ凸形状を付与するための二次加工が不要であり、簡便に賦型樹脂シートが得られる。
シート状物押し出し工程は、樹脂を加熱溶融状態でダイから連続的に押し出してシート状物を製造する。
上記シート状物押し出し工程で得られたシート状物は、例えば、第一押圧工程により、図2に示すように、第一押圧ロール5aと第二押圧ロール5bとで同時に挟み込まれる。第一押圧ロールと、第二押圧ロールとして通常はステンレス鋼、鉄鋼などの金属で構成された金属製ロールが用いられ、その直径は通常100mm以上500mm以下である。これらの第一および第二押圧ロールとして金属製ロールを用いる場合、その表面は、たとえばクロムメッキ、銅メッキ、ニッケルメッキ、ニッケル-リンメッキなどのメッキ処理が施されていてもよい。また、押圧ロールの表面は、鏡面であってもよいし、精度よく転写する必要がなければ、エンボスなどの凹凸が施された転写面となっていてもよい。
搬送工程は、シート状物を第二押圧ロールに密着した状態で、第二押圧ロールの回転に従って搬送する工程である。
第二押圧工程では、上記搬送されたシート状物は、例えば図2に示されるように、第二押圧ロール5bと第三押圧ロール5cとに挟み込まれ押圧される。この第二押圧工程において、シート状物には、第三押圧ロール5cの表面に備えられた転写型6が賦型される。なお、本発明においては、転写型を備えた第三押圧ロールを賦型ロールともいう。上記賦型ロール表面に備えられた転写型は、シート状物の表面に押し当てられ、その表面形状を逆型としてシート状物に賦型するものである。
本発明の調光部材は、上記の製造方法により得られた賦型樹脂シートが1枚または複数枚配置されてなるものであるが、好ましくは、一対の賦型樹脂シートを、空気層を介して、該凸部を有する面が対向するように配置されてなる。本発明の一実施形態に係る調光部材の断面図の模式図を図3に示す。また、本発明の他の実施形態に係る調光部材の断面図の模式図を図4に示す。なお、図3における賦型樹脂シート1A及び1Bは、ともに図1における賦型樹脂シート1と同一のものであり、図4における賦型樹脂シート1A及び1Bは、ともに図2における賦型樹脂シート1と同一のものである。
sinθm=(空気の屈折率)/(樹脂の屈折率)=1/1.5
したがって、臨界角はθm=41.8゜となる。
厚さ3mmのアクリル樹脂板(住友化学株式会社製のスミペックス000、屈折率(JIS K7142に準拠):1.49)の一方の面に、ピッチ間隔が1000μm、高さが122μm、底角の角度が7°および90°の直角三角形状の溝が連続して形成されている金型を使用して、直角三角形状の溝に対応する凸部をプレス転写して、図2に示すような、一方の面は凸部を連続して有する凹凸状であり、他方の面は平面である賦型樹脂シート1を作製した。
凸部の断面形状は斜辺を除く他の2辺のうちの一辺が賦型樹脂シートの厚さ方向と平行である直角三角形であった。凸部の形状を光学顕微鏡を使って測定したところ、ピッチ間隔が1000μm、高さが122μm、第一底角2aの角度が7°、第二底角2bの角度が90°の直角三角形であった。
厚さ3mmのアクリル樹脂板(住友化学株式会社製のスミペックス000、屈折率(JIS K7142に準拠):1.49)の一方の面に、ピッチ間隔が1000μm、高さが107μm、底角の角度が7°および40°の三角形状の溝が連続して形成されている金型を使用して、三角形状の溝に対応する凸部をプレス転写して、一方の面は凸部を連続して有する凹凸状であり、他方の面は平面である賦型樹脂シート1を作製した。
凸部の形状を光学顕微鏡を使って測定したところ、ピッチ間隔が1000μm、高さが122μm、第一底角2aの角度が7°、第二底角2bの角度が40°の三角形であった。
実施例1、実施例2で得られた各賦型樹脂シートについて、以下の評価を行った。
得られた賦型樹脂シートから7cm□の試験片を切り出した。得られた2枚の試験片の凸部を有する面同士を対向させて、周縁部に厚さ40μmの接着剤を設けて、凹凸を重ね合わせるように40μmの間隔を空けて2枚を合わせて、凸部を有する面と対向する平面の外観を目視で評価した。なお、賦型樹脂シートは、図3または図4に示すように配置し、凸部を有する面と対向する平面の外観を平面8Y側から評価した。スジが視認されなかったものを「○」、スジが視認されたものを「×」と評価した。評価した結果を表1に示す。
村上色彩研究所製ヘイズメーター「HN150」により全光線透過率を測定した。サンプルは、得られた賦型樹脂シートから7cm□の試験片を切り出し、この試験片の周縁部に厚さ40μmの接着剤を設け、得られた2枚の試験片の凹凸を重ね合わせるように40μmの間隔を空けて2枚を合わせた状態で測定した。賦型樹脂シートは、図2に示すように配置し、平面8Xを光源ランプ側に配置して測定した。測定した結果を表1に示す。
入射角+30°および+60°での光の遮蔽性能について評価した。村上色彩研究所製ゴニオフォトメーターにより、入射角0°、+30°、+60°での透過光量を測定し、得られた値から、入射角0°での透過光量に対する、入射角+30°での透過光量と入射角+60°での透過光量とのそれぞれの比(入射角30°での透過光量/入射角0°での透過光量、入射角60°での透過光量/入射角0°での透過光量)を算出した。サンプルは、得られた賦型樹脂シートから7cm□の試験片を切り出し、この試験片の周縁部に厚さ40μmの接着剤を設け、2枚の試験片の凹凸を重ね合わせるように40μmの間隔を空けて2枚を合わせた状態で測定した。賦型樹脂シートは、図3または図4に示すように配置し、平面8X側から光を入射させて測定した。算出した結果を表1に示す。なお、入射角0°とは、サンプルの賦型樹脂シートの厚み方向(以下、厚み方向)と平行な方向から光を入射させたことを意味し、入射角+30°とは、厚み方向に対して30°上方から光を入射させたことを意味する。また、各サンプルの透過光量(%)とは、サンプルなしで測定して得られた光量を透過光量100%とし、その光量に対する、サンプルありで測定して得られた光量の比を算出して得られた値である。

Claims (20)
- 一方の面に凸部を有する賦型樹脂シートが1枚または複数枚配置されてなる調光部材であって、該凸部の高さが1μm以上1cm以下であり、ピッチ間隔が10μm以上10cm以下である調光部材。
- 前記賦型樹脂シートが押出成形により形成されたものである請求項1に記載の調光部材。
- 前記凸部が、その断面形状が三角形である三角形凸部である請求項1または2に記載の調光部材。
- 前記三角形凸部の底部の両端を結ぶ直線を三角形の底辺とするとき、該三角形の一方の底角が0°を超え90°以下であり、他方の底角が0°を超え90°以下である請求項3に記載の調光部材。
- 前記三角形の一方の底角が0°を超え90°未満であり、他方の底角が90°である請求項4に記載の調光部材。
- 一方の面に凸部を有する賦型樹脂シートが1枚配置されてなる請求項1~4のいずれかに記載の調光部材。
- 一方の面に凸部を有する賦型樹脂シートが1枚配置されてなる請求項5に記載の調光部材。
- 一対の一方の面に凸部を有する賦型樹脂シートが、空気層を介して、該凸部を有する面が対向するように配置されてなる請求項1~4のいずれかに記載の調光部材。
- 一対の一方の面に凸部を有する賦型樹脂シートが、空気層を介して、該凸部を有する面が対向するように配置されてなる請求項5に記載の調光部材。
- 一対の一方の面に凸部を有する賦型樹脂シートが、接着剤または粘着剤により貼合されてなる請求項8または9に記載の調光部材。
- 前記凸部の断面形状が、三角形の一方の斜辺の中点を対称の中心として、点対称の関係である請求項8に記載の調光部材。
- 前記賦型樹脂シートが、枠部材により外周が囲われている請求項1、2、3、4、6、8または11に記載の調光部材。
- 前記賦型樹脂シートが、枠部材により外周が囲われている請求項5、7、9または10に記載の調光部材。
- 窓用部材として用いられる請求項1、2、3、4、6、8、11または12に記載の調光部材。
- 窓用部材として用いられる請求項5、7、9、10または13に記載の調光部材。
- 請求項1~15のいずれかに記載の調光部材の一方の面に粘着層を有することを特徴とする粘着層付き調光部材。
- 請求項1~15のいずれかに記載の調光部材に用いられる賦型樹脂シートを製造する方法であって、
樹脂を溶融させてシート状に押し出し、該シート状物を押圧ロールと賦型ロールとで挟み込んで成形する賦型樹脂シートの製造方法。 - 工程A~Dを有する請求項17に記載の製造方法。
工程A:樹脂を溶融させて、加熱溶融状態でダイからシート状に押し出すシート状物押し出し工程、
工程B:該シート状物を第一押圧ロールと第二押圧ロールとで挟み込む押圧工程、
工程C:該第二押圧ロールに密着させたまま該シート状物を搬送する搬送工程、および
工程D:搬送された該シート状物を該第二押圧ロールと賦型ロールとで挟み込む賦型工程。 - 前記賦型ロールは、その表面に凹部を有する転写型を備えてなるものである請求項17または18に記載の製造方法。
- 請求項17~19のいずれかに記載の製造方法により、一方の面に凸部を有する賦型樹脂シートを得、一対の該賦型樹脂シートを、空気層を介して、該凸部を有する面が対向するように配置する調光部材の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES13857587T ES2701447T3 (es) | 2012-11-20 | 2013-11-19 | Elemento modulador de la luz |
| EP13857587.3A EP2924228B1 (en) | 2012-11-20 | 2013-11-19 | Light-modulating member |
| US14/443,533 US20150309227A1 (en) | 2012-11-20 | 2013-11-19 | Light-modulating member |
| CN201380059845.1A CN104822893B (zh) | 2012-11-20 | 2013-11-19 | 调光构件 |
| JP2014548583A JP6677968B2 (ja) | 2012-11-20 | 2013-11-19 | 調光部材 |
| US16/152,814 US20190033503A1 (en) | 2012-11-20 | 2018-10-05 | Light-modulating member |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012253935 | 2012-11-20 | ||
| JP2012-253935 | 2012-11-20 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/443,533 A-371-Of-International US20150309227A1 (en) | 2012-11-20 | 2013-11-19 | Light-modulating member |
| US16/152,814 Continuation-In-Part US20190033503A1 (en) | 2012-11-20 | 2018-10-05 | Light-modulating member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014080910A1 true WO2014080910A1 (ja) | 2014-05-30 |
Family
ID=50776090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/081172 Ceased WO2014080910A1 (ja) | 2012-11-20 | 2013-11-19 | 調光部材 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20150309227A1 (ja) |
| EP (1) | EP2924228B1 (ja) |
| JP (2) | JP6677968B2 (ja) |
| KR (1) | KR20150086473A (ja) |
| CN (2) | CN104822893B (ja) |
| ES (1) | ES2701447T3 (ja) |
| TR (1) | TR201820025T4 (ja) |
| TW (1) | TW201435198A (ja) |
| WO (1) | WO2014080910A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016095393A (ja) * | 2014-11-14 | 2016-05-26 | 住友化学株式会社 | 視野角制御フィルム |
| JP2016095392A (ja) * | 2014-11-14 | 2016-05-26 | 住友化学株式会社 | 窓用視野角制御フィルムおよび視野角制御方法 |
| JP2017026979A (ja) * | 2015-07-28 | 2017-02-02 | 住友化学株式会社 | 防犯性能および調光性能を有するパネル |
| WO2019187880A1 (ja) * | 2018-03-27 | 2019-10-03 | 矢崎エナジーシステム株式会社 | 多段型プリズム窓 |
| DE102018113182A1 (de) | 2018-06-04 | 2019-12-05 | Jenoptik Optical Systems Gmbh | Mikroskop und Verfahren zum Aufnehmen eines mikroskopischen Bildes und Verwendung eines plattenförmigen Reflektors |
| WO2019233935A1 (de) | 2018-06-04 | 2019-12-12 | Jenoptik Optical Systems Gmbh | Mikroskop und verfahren zum aufnehmen eines mikroskopischen bildes und verwendung eines plattenförmigen reflektors |
| JP2020095276A (ja) * | 2020-02-18 | 2020-06-18 | 住友化学株式会社 | 防犯性能および調光性能を有するパネル |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54106250A (en) * | 1978-02-08 | 1979-08-21 | Tatsuo Kanamaki | Window glass |
| JP2010246748A (ja) * | 2009-04-16 | 2010-11-04 | Goyo Paper Working Co Ltd | 角度選択性遮光シート及び該シートからなる日除け |
| JP2011042152A (ja) * | 2008-09-05 | 2011-03-03 | Sumitomo Chemical Co Ltd | 表面形状転写樹脂シートの製造方法 |
| JP2011058349A (ja) * | 2009-08-10 | 2011-03-24 | National Institute Of Advanced Industrial Science & Technology | 調光透明窓用部材 |
| JP2011094471A (ja) | 2009-09-30 | 2011-05-12 | National Institute Of Advanced Industrial Science & Technology | 調光透明窓用部材 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004131335A (ja) * | 2002-10-10 | 2004-04-30 | Asahi Glass Co Ltd | 調光窓 |
| JP4764967B2 (ja) * | 2005-02-10 | 2011-09-07 | 大成建設株式会社 | 調光ガラスと発熱体を組み合わせた窓システムにおける発熱体の通電制御方法 |
| JP2008096820A (ja) * | 2006-10-13 | 2008-04-24 | Three M Innovative Properties Co | 光学フィルム及びその製造方法 |
| CN101519946A (zh) * | 2008-02-29 | 2009-09-02 | 刘增荣 | 窗户及调光模块 |
| CN102007434A (zh) * | 2008-04-17 | 2011-04-06 | 住友电气工业株式会社 | 光分布控制面板、用于在可移动单元上安装的显示装置、光分布控制薄板、光学构件、照明装置和显示装置 |
| TWI417485B (zh) * | 2009-08-18 | 2013-12-01 | Chi Lin Technology Co Ltd | 導光膜片 |
| JP5608385B2 (ja) * | 2010-02-08 | 2014-10-15 | デクセリアルズ株式会社 | 光学体およびその製造方法、窓材、建具、ならびに日射遮蔽装置 |
| AU2012284121B2 (en) * | 2011-07-19 | 2016-03-24 | 3M Innovative Properties Company | Multiple sequenced daylight redirecting layers |
| US9429288B2 (en) * | 2012-10-02 | 2016-08-30 | Sharp Kabushiki Kaisha | Lighting film, web roll for lighting film, window pane, roll screen, and lighting louver |
-
2013
- 2013-11-19 US US14/443,533 patent/US20150309227A1/en not_active Abandoned
- 2013-11-19 KR KR1020157012843A patent/KR20150086473A/ko not_active Withdrawn
- 2013-11-19 ES ES13857587T patent/ES2701447T3/es active Active
- 2013-11-19 JP JP2014548583A patent/JP6677968B2/ja not_active Expired - Fee Related
- 2013-11-19 TR TR2018/20025T patent/TR201820025T4/tr unknown
- 2013-11-19 CN CN201380059845.1A patent/CN104822893B/zh not_active Expired - Fee Related
- 2013-11-19 EP EP13857587.3A patent/EP2924228B1/en active Active
- 2013-11-19 WO PCT/JP2013/081172 patent/WO2014080910A1/ja not_active Ceased
- 2013-11-19 CN CN201810447976.1A patent/CN108533159B/zh not_active Expired - Fee Related
- 2013-11-20 TW TW102142275A patent/TW201435198A/zh unknown
-
2019
- 2019-06-26 JP JP2019118911A patent/JP6774536B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54106250A (en) * | 1978-02-08 | 1979-08-21 | Tatsuo Kanamaki | Window glass |
| JP2011042152A (ja) * | 2008-09-05 | 2011-03-03 | Sumitomo Chemical Co Ltd | 表面形状転写樹脂シートの製造方法 |
| JP2010246748A (ja) * | 2009-04-16 | 2010-11-04 | Goyo Paper Working Co Ltd | 角度選択性遮光シート及び該シートからなる日除け |
| JP2011058349A (ja) * | 2009-08-10 | 2011-03-24 | National Institute Of Advanced Industrial Science & Technology | 調光透明窓用部材 |
| JP2011094471A (ja) | 2009-09-30 | 2011-05-12 | National Institute Of Advanced Industrial Science & Technology | 調光透明窓用部材 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016095393A (ja) * | 2014-11-14 | 2016-05-26 | 住友化学株式会社 | 視野角制御フィルム |
| JP2016095392A (ja) * | 2014-11-14 | 2016-05-26 | 住友化学株式会社 | 窓用視野角制御フィルムおよび視野角制御方法 |
| JP2017026979A (ja) * | 2015-07-28 | 2017-02-02 | 住友化学株式会社 | 防犯性能および調光性能を有するパネル |
| WO2019187880A1 (ja) * | 2018-03-27 | 2019-10-03 | 矢崎エナジーシステム株式会社 | 多段型プリズム窓 |
| JP2019174504A (ja) * | 2018-03-27 | 2019-10-10 | 矢崎エナジーシステム株式会社 | 多段型プリズム窓 |
| GB2586368A (en) * | 2018-03-27 | 2021-02-17 | Yazaki Energy System Corp | Multistage prism window |
| AU2019246274B2 (en) * | 2018-03-27 | 2021-04-22 | Yazaki Energy System Corporation | Multistage prism window |
| GB2586368B (en) * | 2018-03-27 | 2022-02-23 | Yazaki Energy System Corp | Multistage prism window |
| JP7039352B2 (ja) | 2018-03-27 | 2022-03-22 | 矢崎エナジーシステム株式会社 | 多段型プリズム窓 |
| DE102018113182A1 (de) | 2018-06-04 | 2019-12-05 | Jenoptik Optical Systems Gmbh | Mikroskop und Verfahren zum Aufnehmen eines mikroskopischen Bildes und Verwendung eines plattenförmigen Reflektors |
| WO2019233935A1 (de) | 2018-06-04 | 2019-12-12 | Jenoptik Optical Systems Gmbh | Mikroskop und verfahren zum aufnehmen eines mikroskopischen bildes und verwendung eines plattenförmigen reflektors |
| JP2020095276A (ja) * | 2020-02-18 | 2020-06-18 | 住友化学株式会社 | 防犯性能および調光性能を有するパネル |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104822893A (zh) | 2015-08-05 |
| ES2701447T3 (es) | 2019-02-22 |
| JP6677968B2 (ja) | 2020-04-08 |
| JP6774536B2 (ja) | 2020-10-28 |
| CN104822893B (zh) | 2018-06-05 |
| TR201820025T4 (tr) | 2019-01-21 |
| EP2924228A1 (en) | 2015-09-30 |
| EP2924228A4 (en) | 2016-09-07 |
| US20150309227A1 (en) | 2015-10-29 |
| JPWO2014080910A1 (ja) | 2017-01-05 |
| CN108533159A (zh) | 2018-09-14 |
| KR20150086473A (ko) | 2015-07-28 |
| TW201435198A (zh) | 2014-09-16 |
| EP2924228B1 (en) | 2018-10-24 |
| JP2020008849A (ja) | 2020-01-16 |
| CN108533159B (zh) | 2021-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6774536B2 (ja) | 調光部材 | |
| TWI567425B (zh) | 具有包含分散粒子以供擴散之基材的增亮膜 | |
| CN103379999A (zh) | 聚合物熔体片材的直接压花系统、方法和装置 | |
| JPWO2004090587A1 (ja) | 光拡散板 | |
| CN103571118B (zh) | 光学材料用树脂组合物及其制造方法 | |
| TWI483986B (zh) | 打洞加工用丙烯酸薄膜、面光源裝置以及光學構件的製造方法 | |
| CN1481303A (zh) | 压花薄片的制造方法和压花薄片 | |
| JP6742158B2 (ja) | アクリル系樹脂フィルムおよびそれを用いた積層フィルム並びに積層体 | |
| CN101196283B (zh) | 光扩散板、表面发射光源设备和液晶显示器 | |
| JP2011104999A (ja) | 表面形状転写樹脂シートの製造方法 | |
| JP2016095392A (ja) | 窓用視野角制御フィルムおよび視野角制御方法 | |
| CN101331012A (zh) | 光学用棱镜膜 | |
| JP2011098479A (ja) | 表面に凹凸形状を有する光学シートの製造方法 | |
| JP2020095276A (ja) | 防犯性能および調光性能を有するパネル | |
| JP2016095393A (ja) | 視野角制御フィルム | |
| US20190033503A1 (en) | Light-modulating member | |
| JP6128830B2 (ja) | 積層板 | |
| JP6722987B2 (ja) | 防犯性能および調光性能を有するパネル | |
| JP2017009844A (ja) | スクリーンおよび画像投影システム | |
| JP2017211442A (ja) | 光拡散部材および光拡散システム | |
| WO2015115438A1 (ja) | 粘着層付き調光部材 | |
| KR102001290B1 (ko) | 편광자 보호 필름의 제조 방법 및 편광자 보호 필름 | |
| JP2017076564A (ja) | 天井部または斜面部に用いる調光部材および調光システム | |
| JP2008096499A (ja) | 凹凸表面を有する機能性熱可塑性樹脂シートおよびその製造方法、ならびに転写フィルム | |
| JP6132581B2 (ja) | 積層板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13857587 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157012843 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14443533 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2014548583 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013857587 Country of ref document: EP |