WO2014106952A1 - 熱可塑性樹脂粉体およびその製造方法 - Google Patents
熱可塑性樹脂粉体およびその製造方法 Download PDFInfo
- Publication number
- WO2014106952A1 WO2014106952A1 PCT/JP2014/050033 JP2014050033W WO2014106952A1 WO 2014106952 A1 WO2014106952 A1 WO 2014106952A1 JP 2014050033 W JP2014050033 W JP 2014050033W WO 2014106952 A1 WO2014106952 A1 WO 2014106952A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- resin powder
- polymer
- monomer
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/14—Treatment of polymer emulsions
- C08F6/22—Coagulation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
- C08J3/16—Powdering or granulating by coagulating dispersions
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/14—Homopolymers or copolymers of esters of esters containing halogen, nitrogen, sulfur, or oxygen atoms in addition to the carboxy oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2333/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/30—Sulfur-, selenium- or tellurium-containing compounds
- C08K2003/3045—Sulfates
- C08K2003/3081—Aluminum sulfate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/30—Sulfur-, selenium- or tellurium-containing compounds
- C08K2003/309—Sulfur containing acids
Definitions
- the present invention relates to a thermoplastic resin powder and a method for producing the same.
- the present invention preferably relates to a thermoplastic resin powder capable of suppressing deterioration due to a decrease in resin fluidity during molding and a method for producing the same.
- an acrylic resin molded body made of an acrylic resin containing rubber is widely used.
- the acrylic resin film has excellent transparency, weather resistance, flexibility, and workability, and is laminated on the surface of various resin molded products, woodwork products, and metal molded products.
- Specific examples of the application include vehicle interiors, furniture, door materials, window frames, skin materials for building materials such as baseboards and bathroom interiors, marking films, and films for coating high-intensity reflectors.
- Patent Document 1 discloses a method for recovering a polymer from an emulsion polymerization latex containing a polymer by using aluminum sulfate as a coagulant to obtain a resin excellent in weather resistance, water whitening resistance, and the like. It is disclosed.
- Patent Document 2 describes using sulfuric acid as a coagulant.
- thermoplastic resin powder it was necessary to use a large amount of aluminum sulfate or sulfuric acid, and thus a process of sufficiently washing the obtained thermoplastic resin powder was necessary. If the washing is insufficient, the fluidity of the thermoplastic resin powder or the thermoplastic resin composition containing the thermoplastic resin powder decreases with time, and it tends to stay in the extruder, and the resin changes in quality. In some cases, problems such as In addition, when the modified resin is mixed in the molded body, fish eyes due to the modified resin are generated, and the appearance of the molded body may be deteriorated.
- Patent Document 3 discloses a method for preventing a decrease in fluidity by adding a phosphoric acid compound to a resin.
- the resin proposed by the method of Patent Document 3 is molded using an extruder, the extruder may be corroded by phosphoric acid contained in the resin, and the development of other methods is desired. It was.
- an object of the present invention is to provide a thermoplastic resin powder in which a decrease in fluidity at the time of melt molding is suppressed and deterioration due to residence is suppressed.
- thermoplastic resin powder obtained by coagulating a polymer from a latex produced by emulsion polymerization of monomers, wherein the thermoplastic resin powder has a metal corrosive free acid content.
- a thermoplastic resin powder that is 500 ppm or less and satisfies the following formula (1); 75 ⁇ Flowability retention rate (%) ⁇ 200 (1) However, the fluidity retention is defined by (MFR 20 / MFR 4 ) ⁇ 100, MFR 20 is the melt flow rate after holding for 20 minutes under the conditions of 250 ° C. and a load of 49 N. MFR 4 is a melt flow rate after holding for 4 minutes under the conditions of 250 ° C. and a load of 49 N.
- thermoplastic resin powder according to [1] that satisfies the following formula (2).
- thermoplastic resin powder according to any one of [1] to [3], wherein the calcium content is less than 50 ppm.
- thermoplastic resin powder according to any one of [1] to [5], wherein the aluminum content is 60 ppm or more and 300 ppm or less.
- thermoplastic resin powder according to any one of [1] to [6], wherein the phosphorus content is 50 ppm or more.
- thermoplastic resin powder comprising:
- thermoplastic resin powder comprising:
- thermoplastic resin powder according to [8] or [9] wherein a carboxylate or a phosphate ester salt is used as an emulsifier in the emulsion polymerization step.
- R 1 represents a linear or branched substituted or unsubstituted alkyl group having 10 to 18 carbon atoms
- R 2 represents a linear or branched substituted or unsubstituted alkyl group having 2 or 3 carbon atoms.
- M represents an alkali metal or an alkaline earth metal
- m is 1 or 2
- n is an integer of 1 to 20.
- thermoplastic resin powder according to any one of [1] to [7], which does not contain butadiene as a copolymerization component.
- thermoplastic resin composition containing the thermoplastic resin powder according to any one of [1] to [7].
- aluminum sulfate refers to aluminum sulfate 16 hydrate.
- thermoplastic resin powder of the present invention can provide a thermoplastic resin powder in which a decrease in fluidity at the time of melt molding is suppressed and deterioration due to residence is suppressed.
- the drying efficiency is high and the productivity is excellent.
- the present inventors have found that the reason why the fluidity of the thermoplastic resin powder or the composition containing the thermoplastic resin powder is lowered in the extruder is that the polyvalent metal ions contained in the coagulant are heated. It has been found that they remain in the plastic resin powder and form ionic cross-links between the polymer chains constituting the thermoplastic resin. And, by performing melt molding using a thermoplastic resin composition in which a decrease in fluidity over time is suppressed as a molding material, it has been found that formation of foreign matters is suppressed and a molded body having an excellent appearance can be obtained. The present invention has been reached.
- the present embodiment is a thermoplastic resin powder obtained by coagulating a polymer from a latex produced by emulsion polymerization of a monomer, and the content of the metal corrosive free acid is the thermoplastic resin. It is 500 ppm or less in the powder, and the fluidity retention is 75 to 200%. The closer the fluidity retention rate is to 100%, the smaller the change in fluidity.
- the fluidity retention is preferably 90% or more from the viewpoint of reducing foreign substances that cause fish eyes, and is preferably 120% or less from the viewpoint of preventing foaming due to thermal decomposition and deterioration of mechanical properties. .
- the fluidity retention is defined by (MFR 20 / MFR 4 ) ⁇ 100.
- MFR 20 the value measured after holding at 250 ° C. for 20 minutes
- MFR 4 the value measured after holding at 250 ° C. for 4 minutes
- the monomer constituting the thermoplastic resin powder preferably contains 50 to 100% by mass of (meth) acrylic acid ester.
- the monomer constituting the thermoplastic resin powder contains 50 to 100% by mass of (meth) acrylic acid ester, the appearance and optical characteristics of a molded article made of the thermoplastic resin composition containing the thermoplastic resin powder Good mechanical properties and high industrial utility value.
- the amount of polyvalent metal ions contained in the resin powder is reduced.
- sulfuric acid or aluminum sulfate is preferable.
- the polyvalent metal ion to be reduced include second group elements such as calcium and magnesium.
- the calcium content in the thermoplastic resin powder is preferably less than 50 ppm.
- the total of the calcium content and the magnesium content in the thermoplastic resin powder is more preferably less than 50 ppm.
- the aluminum content of the thermoplastic resin powder is preferably 60 to 300 ppm.
- the aluminum content in the obtained thermoplastic resin powder is 60 ppm or more using a coagulant containing aluminum, the moisture content of the wet powder after the coagulation process can be reduced, and the drying process is simplified.
- the phosphorus content of the thermoplastic resin powder of the present embodiment is preferably 50 ppm or more and 1000 ppm or less.
- a phosphoric ester salt is used as an emulsifier and the content of phosphorus in the obtained thermoplastic resin powder is 50 ppm or more, the hot water whitening resistance of the molded article is good.
- the phosphorus content is 1000 ppm or less, coloring of the obtained molded body can be further suppressed.
- thermoplastic resin powder of the present embodiment is less likely to deteriorate in fluidity during melt molding and suppresses resin alteration due to retention. More specifically, the thermoplastic resin powder of the present embodiment is less susceptible to fluidity deterioration during melt molding and is less likely to retain due to fluidity degradation. For this reason, the thermoplastic resin powder of this embodiment is unlikely to undergo resin alteration due to retention. Therefore, by using the thermoplastic resin powder of the present embodiment, foreign substances that cause fish eyes can be reduced. Moreover, the foreign material which causes a fish eye can be reduced by using the thermoplastic resin composition containing the thermoplastic resin powder of this embodiment. Moreover, since there are few metal corrosive free acids contained in thermoplastic resin powder, corrosion of an extruder is reduced. The content of the metal corrosive free acid with respect to the thermoplastic resin powder is 500 ppm or less and preferably 100 ppm or less from the viewpoint of further reducing the corrosion of the extruder.
- thermoplastic resin powder of the embodiment of the present invention will be described.
- examples of the emulsion polymerization latex include latex containing a polymer such as poly (meth) acrylate, polybutadiene, styrene-butadiene copolymer, and styrene-butadiene-acrylonitrile copolymer.
- a polymer such as poly (meth) acrylate, polybutadiene, styrene-butadiene copolymer, and styrene-butadiene-acrylonitrile copolymer.
- an acrylic latex containing 50% by mass or more of a (meth) acrylate component that is, an emulsion polymerization latex containing an acrylic resin is preferably used.
- the polymer may be a single-layer polymer, a multi-layer polymer or a multi-stage polymer composed of a plurality of layers. Further, the emulsion polymerization process may be one stage or two or more stages.
- the polymer is a multistage weight obtained by supplying the monomer (b) (described later) to the acrylic latex in which the acrylic rubber (A) (described later) is dispersed in water and performing one or more stages of polymerization. It is preferably a coalescence.
- (Meth) acrylates include methyl acrylate, ethyl acrylate, n-propyl acrylate, n-butyl acrylate, 2-ethylhexyl acrylate, octyl acrylate, tridecyl acrylate, ethoxyethoxyethyl acrylate, methoxytripropylene glycol acrylate, 4-hydroxybutyl Examples include acrylate, lauryl acrylate, lauryl methacrylate, stearyl methacrylate, and tridecyl methacrylate. These can be used alone or in combination of two or more.
- the acrylic rubber (A) is preferably a polymer having a glass transition temperature of 0 ° C. or lower and ⁇ 150 ° C. or higher in terms of impact resistance.
- alkyl (meth) acrylates such as n-butyl acrylate, 2-ethylhexyl acrylate, octyl acrylate, lauryl acrylate, tridecyl acrylate, lauryl methacrylate, tridecyl methacrylate and the like are particularly preferable. It is done.
- (meth) acrylate for example, stearyl methacrylate
- (meth) acrylate which has crystallinity near room temperature
- the acrylic resin used in the method for producing the thermoplastic resin powder of the present embodiment at least one selected from the above (meth) acrylates is used in an amount of 50% by mass or more, and optionally has an alkyl group having 1 to 8 carbon atoms.
- the monomer (a) as a raw material for the acrylic rubber (A).
- the monomer (a) contains 20% by mass or more of alkyl acrylate based on 100% by mass of the total amount of the monomer (a).
- the monomer (a) is a raw material for the first stage polymerization.
- the acrylic rubber (A) is produced in the first polymerization step in which the monomer (a) is used as a raw material.
- the monomer (a) may contain 100% by mass of an alkyl acrylate, and may be a mixture of monomers containing other monomers besides the alkyl acrylate.
- alkyl acrylates examples include methyl acrylate, ethyl acrylate, propyl acrylate, n-butyl acrylate, 2-ethylhexyl acrylate, and acrylic acid. n-octyl may be mentioned. Of these, n-butyl acrylate is preferred. These can be used individually by 1 type or in combination of 2 or more types.
- alkyl methacrylate As monomers other than alkyl acrylate in monomer (a), alkyl methacrylate (hereinafter sometimes referred to as “monomer (a2)”), these (alkyl acrylate and alkyl methacrylate) Other monomers having one double bond copolymerizable with (hereinafter also referred to as “monofunctional monomer (a3)”), and these (alkyl acrylate and alkyl methacrylate) And a polyfunctional monomer having two or more copolymerizable double bonds (hereinafter sometimes referred to as “polyfunctional monomer (a4)”).
- the alkyl group in the alkyl methacrylate may be, for example, linear or branched.
- Specific examples of the alkyl methacrylate include methyl methacrylate, ethyl methacrylate, propyl methacrylate and n-butyl methacrylate. These can be used individually by 1 type or in combination of 2 or more types.
- Examples of the monofunctional monomer (a3) include acrylic monomers such as lower alkoxy acrylate, cyanoethyl acrylate, acrylamide, and (meth) acrylic acid; aromatic vinyl monomers such as styrene and alkyl-substituted styrene Body; and vinyl cyanide monomers such as acrylonitrile and methacrylonitrile. These can be used individually by 1 type or in combination of 2 or more types.
- polyfunctional monomer (a4) examples include crosslinkable monomers having two or more copolymerizable double bonds in one molecule.
- Specific examples of the polyfunctional monomer (a4) include the following. Di (meth) acrylic such as ethylene glycol di (meth) acrylate, 1,3-butylene glycol di (meth) acrylate, 1,4-butylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate Acid alkylene glycol; polyvinylbenzene such as divinylbenzene and trivinylbenzene; and cyanurate monomers such as triallyl cyanurate and triallyl isocyanurate; ⁇ , ⁇ -unsaturated carboxylic acid or dicarboxylic acid such as allyl methacrylate Allyl, methallyl or crotyl ester. These can be used individually by 1 type or in combination of 2 or more types.
- the content of alkyl acrylate in the monomer (a) is preferably 20 to 99.9% by mass, more preferably 30 to 99.9% by mass.
- the content of alkyl methacrylate in the monomer (a) is preferably 0 to 69.9% by mass.
- the content of the monofunctional monomer (a3) in the monomer (a) is preferably 0 to 20% by mass.
- the content of the polyfunctional monomer (a4) in the monomer (a) is preferably 0.1 to 10% by mass.
- the glass transition temperature (hereinafter referred to as “Tg”) of the acrylic rubber (A) is more preferably 0 to ⁇ 60 ° C. from the viewpoint of flexibility in film applications, for example.
- Tg refers to a value calculated from the following FOX equation using values described in a polymer handbook (Polymer HandBook (J. Brandrup, Interscience, 1989)).
- the content of the acrylic rubber (A) in the polymer is preferably 5 to 70% by mass from the viewpoint of the film forming property of the polymer in film applications, for example.
- Tg is a copolymer glass transition temperature (° C.)
- w i is the mass fraction of the monomer i that is a raw material of the copolymer
- Tg i is by polymerizing a monomer i It is the glass transition temperature (° C.) of the resulting homopolymer.
- the monomer (b) contains 50% by mass or more of alkyl methacrylate based on 100% by mass of the total amount of the monomer (b).
- the monomer (b) is a raw material for the final stage polymerization, and is polymerized to constitute the outer layer of the polymer.
- the monomer (b) may contain 100% by mass of alkyl methacrylate, and may be a mixture of monomers containing other monomers in addition to the alkyl methacrylate.
- the Tg of the monomer (b) -only polymer is preferably 70 to 120 ° C, more preferably 80 to 100 ° C.
- the alkyl methacrylate in the monomer (b) one or two or more monomers mentioned as “monomer (a2)” in the description of the monomer (a) can be used.
- the monomer (b) other than alkyl methacrylate include alkyl acrylate and other monomers having one double bond copolymerizable therewith (hereinafter, “ Monofunctional monomer (b3) ”).
- Monofunctional monomer (b3) As the alkyl acrylate, one or more monomers listed as “monomer (a1)” can be used.
- the monofunctional monomer (b3) one or two or more types of monomers listed as “monofunctional monomer (a3)” can be used.
- the content of alkyl methacrylate in the monomer (b) is 50 to 100% by mass, preferably 51 to 100% by mass, and more preferably 60 to 100% by mass.
- the content of alkyl acrylate in the monomer (b) is preferably 0 to 20% by mass.
- the content of the monofunctional monomer (b3) in the monomer (b) is preferably 0 to 49% by mass, more preferably 0 to 40% by mass.
- the amount of the monomer (b) used in the total amount of 100% by mass of the monomers used in all the steps of the polymerization method of the present invention is, for example, film-forming properties and impact strength modification of the polymer in film applications. From the viewpoint of impact resistance of the film obtained using the polymer in the agent application, it is preferably 30 to 95% by mass.
- a known polymerization apparatus can be used as a means for carrying out the emulsion polymerization.
- the polymerization apparatus include a polymerization tank equipped with a stirrer.
- a graft copolymer obtained by graft-polymerizing a monomer having a hard polymer-forming property to a rubber-like polymer for example, polymerization comprising a rubber polymerization tank and one or more graft polymerization tanks.
- the device can be used.
- an emulsifier also referred to as a surfactant
- an anionic, cationic or nonionic surfactant can be used.
- an anionic surfactant is preferable.
- the anionic surfactant include rosin acid soap, potassium oleate, sodium stearate, sodium myristate, sodium N-lauroyl mite, dipotassium alkenyl succinate, sodium polyoxyalkylene alkyl ether carboxylate, etc.
- Sulfonate salts such as carboxylate, sodium lauryl sulfate, sodium dioctylsulfosuccinate, sodium dodecylbenzenesulfonate, sodium alkyldiphenyl ether disulfonate, sodium polyoxyalkylene alkyl ether sulfonate, polyoxyalkylene alkylphenyl ether Examples thereof include phosphoric acid ester salts such as sodium phosphate.
- An emulsifier may be used individually by 1 type, or may be used in combination of 2 or more type.
- the emulsifier is preferably a phosphate ester salt or a carboxylate salt from the viewpoint of improving hot water whitening resistance.
- a phosphate ester salt —PO 3 M 2 , —PO 2 M (However, M is an alkali metal or an alkaline earth metal.)
- a compound having a group represented by formula (I) is preferred, and a phosphate ester salt or a polyoxyalkylene alkyl ether carboxylate represented by the following formula (I): More preferably.
- a weak acid salt such as a phosphate ester salt or a carboxylate salt as an emulsifier, the amount of coagulant used can be reduced.
- R 1 represents a linear or branched substituted or unsubstituted alkyl group having 10 to 18 carbon atoms
- R 2 represents a linear or branched substituted or unsubstituted group having 2 or 3 carbon atoms.
- M represents an alkali metal or an alkaline earth metal
- m is 1 or 2
- n is an integer of 1 to 20.
- Examples of the substituent of the alkyl group or the alkylene group include an aryl group having 6 to 10 carbon atoms (for example, a phenyl group and a naphthyl group), or a linear or branched alkyl group having 1 to 6 carbon atoms (for example, Methyl group, ethyl group, propyl group, isopropyl group, butyl group) and the like.
- Examples of the phosphoric acid ester salts include mono-n-butylphenyl pentaoxyethylene phosphoric acid, di-n-butylphenyl pentaoxyethylene phosphoric acid, mono-n-pentylphenyl hexaoxyethylene phosphoric acid, di-n-pentylphenyl Hexaoxyethylene phosphoric acid, mono-n-heptylphenylpentaoxyethylene phosphoric acid, di-n-heptylphenylpentaoxyethylene phosphoric acid, mono-n-pentyloxyheptaoxyethylene phosphoric acid, di-n-pentyloxyheptaoxy Ethylene phosphoric acid, mono-n-hexyloxypentaoxyethylene phosphoric acid, di-n-hexyloxypentaoxyethylene phosphoric acid, mono-n-dodecyltetraoxyethylene phosphoric acid, di-n-dodecyltetraoxyethylene phosphoric
- a phosphate ester salt may be used individually by 1 type, or may be used in combination of 2 or more type.
- emulsion polymerization is carried out using the emulsifier of formula (I)
- the water whitening resistance of the resulting thermoplastic resin is improved, and when the molded product obtained by melt-molding the thermoplastic resin is placed in a high temperature and high humidity state The appearance of is good.
- carboxylate higher fatty acids such as oleic acid and beef fatty acid, alkylene succinic acid, polyoxyethylene lauryl ether acetic acid, alkali metal salt or alkaline earth metal salt of polyoxypropylene lauryl ether acetic acid are preferable.
- a carboxylate may be used individually by 1 type, or may be used in combination of 2 or more type.
- the alkali metal is preferably sodium or potassium, and the alkaline earth metal is preferably calcium or barium.
- the phosphate ester salt and the carboxylate salt may be used in combination.
- the phosphate ester salt may be a mixture of a monoester and a diester.
- the content of the phosphate ester salt or the carboxylate salt is appropriately adjusted according to the type of the monomer to be polymerized, the polymerization conditions, and the like.
- the content of the phosphate ester salt is preferably 0.1 to 10 parts by mass, and 0.5 to 5 parts by mass with respect to 100 parts by mass of the monomer. Is more preferable.
- the content of the carboxylate is preferably 0.1 to 10 parts by mass, more preferably 0.5 to 5 parts by mass with respect to 100 parts by mass of the monomer.
- the monomer is emulsion polymerized in the presence of an emulsifier, and the emulsion polymerization can be carried out with any monomer composition.
- the radical polymerization initiator is not particularly limited, and examples thereof include benzoyl peroxide, cumene hydroperoxide, peroxides such as hydrogen peroxide, azo compounds such as azobisisobutyronitrile, and ammonium persulfate. And a redox initiator composed of a combination of a persulfate compound such as potassium persulfate, a perchloric acid compound, a perboric acid compound, and a peroxide and a reducing sulfoxy compound.
- the monomer, the polymerization initiator, and the like can be added by any method such as a batch addition method, a divided addition method, a continuous addition method, a monomer addition method, or an emulsion addition method.
- the emulsion addition method is preferred because the distribution of monomers, polymerization initiators, and the like in the polymerization vessel becomes uniform quickly and a homogeneous polymer is obtained.
- aggregation of polymer fine particles and generation of coarse particles can be suppressed. If aggregates and coarse particles of polymer fine particles are present in the obtained resin powder, fish eyes may be formed when a molded product using the polymer powder, particularly a film-shaped molded product, and the appearance may deteriorate. is there.
- reaction system may be replaced with nitrogen.
- reaction system may be heated after completion of the reaction. Further, a catalyst may be added to the reaction system.
- a polymer is coagulated from a latex produced by emulsion polymerization to obtain a thermoplastic resin powder.
- various inorganic or organic acids and salts thereof such as sulfuric acid, nitric acid, hydrochloric acid, acetic acid, aluminum sulfate, magnesium sulfate, sodium sulfate, sodium nitrate, aluminum chloride, chloride
- examples include calcium, sodium chloride, calcium acetate, sodium acetate and the like.
- those containing halogen atoms, such as hydrochloric acid and hydrochloride may violate production equipment and equipment using the obtained thermoplastic resin, and therefore those containing no halogen atoms are preferred.
- aluminum sulfate or sulfuric acid is preferable because it can be coagulated with a small amount of use, and sulfuric acid is more preferable because it can prevent thermal deterioration due to residual metal and accompanying fluidity reduction.
- a phosphate ester salt as an emulsifier, and use aluminum sulfate as a coagulant, or use a carboxylate as an emulsifier and use aluminum sulfate or sulfuric acid as a coagulant.
- the amount of the coagulant used is preferably 0.03 to 2.0 parts by mass with respect to 100 parts by mass of the polymer in the latex. If the amount of the coagulant used is less than 0.03 parts by mass, the water content of the polymer obtained increases, and the polymer may not be recovered stably.
- the amount of aluminum sulfate used is preferably 0.03 to 0.9 parts by mass, and 0.09 to 0 parts per 100 parts by mass of the polymer in the latex. More preferably, it is 6 parts by mass. If the amount used is less than 0.03 parts by mass, the water content of the polymer obtained increases, and the polymer may not be recovered stably. On the other hand, if the amount used exceeds 0.9 parts by mass, the fluidity retention rate when the resulting polymer is heated and melted may decrease.
- the amount of sulfuric acid used is preferably 0.1 to 2.0 parts by weight with respect to 100 parts by weight of the polymer in the latex, and the remaining free acid amount is reduced. In view of this, 0.1 to 1.5 parts by mass is more preferable. If the amount used is less than 0.1 parts by mass, the water content of the polymer obtained increases, and the polymer may not be recovered stably. Further, when the amount used exceeds 2.0 parts by mass, the amount of remaining sulfuric acid increases, and the fluidity retention rate may be reduced when the resulting polymer is heated and melted. In some cases, the water resistance and heat-resistant coloring property of the resin deteriorate.
- Aluminum sulfate can be used in combination with other acids and salts as required. However, since aluminum sulfate produces aluminum hydroxide having low water solubility in the basic region when used in combination with other acids and salts, it is preferable not to add other bases.
- the temperature when the coagulant is added to the latex to coagulate the polymer is preferably 30 to 100 ° C.
- the agglomerated polymer can be washed with about 1 to 100 times of water and dried using a fluid dryer or a press dehydrator. The drying temperature and drying time at this time can be appropriately determined depending on the type of polymer.
- the method of bringing the emulsion polymerization latex into contact with the coagulant is not particularly limited. Usually, while stirring the coagulant aqueous solution, the latex is continuously added to the coagulant for a certain period of time. And a method in which a coagulant aqueous solution and latex are mixed while being continuously poured into a container equipped with a stirrer at a constant ratio, and a mixture containing the coagulated polymer and water is continuously extracted from the container. .
- the amount of the coagulant aqueous solution in the coagulation step is not particularly limited, but is preferably 10 parts by mass or more and 500 parts by mass or less with respect to 100 parts by mass of the emulsion polymerization latex.
- thermoplastic resin composition of this embodiment contains the said thermoplastic resin powder, and can contain a general compounding agent as needed.
- a thermoplastic resin pellet can be produced using the thermoplastic resin composition.
- the content of the thermoplastic resin powder in the thermoplastic resin composition is not particularly limited, but is, for example, 20% by mass or more, preferably 20 to 100% by mass, and preferably 50 to 99% by mass. % Is more preferable.
- compounding agents include stabilizers, lubricants, processing aids, plasticizers, impact aids, fillers, antibacterial agents, antifungal agents, foaming agents, mold release agents, antistatic agents, colorants, and matte.
- a thermoplastic polymer in order to improve the heat resistance of the acrylic resin molded body, the scratch resistance on the surface of the molded body, and the thermoplastic polymer is, for example, 50% by mass or more of methyl methacrylate. And those containing 50% by mass or less (preferably less than 50% by mass) of other vinyl monomers copolymerizable therewith.
- Examples of other vinyl monomers copolymerizable with methyl methacrylate include various linear or branched alkyl (meth) such as methyl acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, and butyl (meth) acrylate.
- alkyl (meth) such as methyl acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, and butyl (meth) acrylate.
- aromatic (meth) acrylates such as acrylate, phenyl (meth) acrylate, and benzyl (meth) acrylate
- aromatic vinyl monomer monomers such as styrene and ⁇ -methylstyrene
- various acrylamide monomers may be used alone or in combination of two or more.
- Specific examples of such a thermoplastic polymer include non-crosslinked acrylic resins such as Acrypet VH, Acrypet MD, Acrypet MF
- a method of containing a compounding agent for example, a method of supplying a compounding agent together with a thermoplastic resin powder to a molding machine for obtaining a molded product, or a raw material obtained by adding a compounding agent to a thermoplastic resin powder in advance
- the method include kneading the mixture with various kneaders.
- the kneader used in the latter method include ordinary single screw extruders and twin screw extruders.
- thermoplastic resin powder contains more than 500 ppm of metal corrosive free acid, it is not desirable because the extruder may corrode. Also, when the pellet obtained by melt extrusion contains more than 500 ppm of metal corrosive free acid, there is a concern that the extruder will corrode in the melt forming step described later, which is similarly undesirable.
- the metal corrosive acid examples include acids containing hydrofluoric acid and the like in addition to acids stronger than weak acids (acid dissociation constant pKa in an aqueous solution of 3 or less).
- Specific examples of the metal corrosive acid include inorganic acids such as sulfuric acid, sulfurous acid, nitric acid, nitrous acid, hydrogen halide, halogen oxoacid, chromic acid, phosphoric acid, phosphorous acid, and alkyls thereof.
- sulfonic acids such as esters, alkyl sulfonic acids, aromatic sulfonic acids, and trifluoromethane sulfonic acids.
- the temperature at which the thermoplastic resin composition is melt-extruded can be appropriately determined depending on the type of polymer. In the case of an acrylic resin, it is, for example, 200 ° C. to 280 ° C.
- thermoplastic resin pellets are not particularly limited, and examples thereof include an extrusion molding method, an injection molding method, a vacuum molding method, a blow molding method, and a compression molding method.
- thermoplastic resin pellet is an acrylic resin
- its industrial utility value increases when it is formed into a film among the resin molded bodies.
- Applications of acrylic resin films include agricultural vinyl houses, marking films, posters, wallpaper, foamed sheets, outdoor PVC leather, exterior wall construction materials such as PVC steel roofing materials and siding materials, automotive interior / exterior, and furniture replacement Examples include elevator interiors, rain gutters, flooring materials, corrugated sheets, decorative columns, lighting, and skin materials for water-related members such as bathrooms and kitchens.
- Other examples include a heat insulating film, a polarizing film protective film used for a polarizing plate such as a liquid crystal display, a retardation film used for a retardation plate for viewing angle compensation and retardation compensation, and the like.
- the method for forming the film is not particularly limited, and examples thereof include a melt extrusion method such as a solution casting method, a T-die method, and an inflation method.
- a melt extrusion method such as a solution casting method, a T-die method, and an inflation method.
- the T-die method is preferable from the viewpoint of economy.
- the thickness of the film is not particularly limited, but is preferably 10 to 500 ⁇ m, more preferably 15 to 200 ⁇ m, and further preferably 40 to 200 ⁇ m.
- the thickness of the acrylic resin film is 10 to 500 ⁇ m, the resulting film has appropriate rigidity, and the resulting film has good laminating properties, secondary processability, and the like.
- the acrylic resin film may be used as it is for various applications, or may be appropriately laminated on a substrate. If a transparent acrylic resin film is laminated on a base material, it can be used as an alternative to clear coating, and the color tone of the base material can be utilized. Thus, in applications that make use of the color tone of the substrate, acrylic resin films are superior in terms of transparency, depth, and luxury compared to polyvinyl chloride films and polyester films.
- the base material on which the acrylic resin film is laminated examples include molded products made of various resins and metals, and woodwork products.
- the substrate is preferably made of a thermoplastic resin that can be melt-bonded to the acrylic resin film.
- thermoplastic resins include acrylonitrile-butadiene-styrene (ABS) resin, acrylonitrile-styrene (AS) resin, polystyrene resin, polycarbonate resin, vinyl chloride resin, acrylic resin, polyester resin, or the main component thereof.
- a resin from the viewpoint of adhesiveness, an ABS resin, an AS resin, a polycarbonate resin, a vinyl chloride resin, or a resin containing these resins as a main component is preferable.
- the base material which consists of resin which is hard to melt-bond such as polyolefin resin, you may laminate
- an acrylic resin film can be laminated on the base material by a known method such as thermal lamination.
- an adhesive may be used or one side of the acrylic resin film may be pressure-bonded and laminated.
- insert molding method in which an acrylic resin film that has been processed into a predetermined shape in advance is inserted into an injection mold, in-mold molding that performs injection molding after vacuum molding in the mold
- the acrylic resin film can be laminated on the substrate by a known molding method such as a method.
- an acrylic resin film is formed into a three-dimensional shape by vacuum molding, and then a resin that is a raw material of the base material is poured into the molded product by injection molding to be integrated. Therefore, since a laminate having an acrylic resin film on the surface layer can be easily obtained, an in-mold molding method is preferably used.
- the in-mold molding method is preferable because the acrylic resin film can be molded and injection molded in one step, and the workability and economy are excellent.
- the heating temperature in the in-mold molding method is equal to or higher than the temperature at which the acrylic resin film is softened, and is preferably 70 to 170 ° C. When it is 70 ° C. or higher, molding can be performed satisfactorily, and when it is 170 ° C. or lower, the appearance and release properties of the obtained molded body are excellent.
- an ultraviolet absorber is added to the acrylic resin film for imparting weather resistance.
- the molecular weight of the ultraviolet absorber is preferably 300 or more, and more preferably 400 or more.
- the molecular weight of the ultraviolet absorber is 300 or more, problems such as the occurrence of roll contamination due to the acrylic resin adhering to the transfer roll or the like are less likely to occur when the film is produced.
- the kind of ultraviolet absorber is not particularly limited, a benzotriazole type having a molecular weight of 400 or more or a triazine type having a molecular weight of 400 or more can be particularly preferably used.
- Specific examples of the former benzotriazole type include Tinuvin 234 from BASF and Adekastab LA-31 from Asahi Denka Kogyo.
- Specific examples of the latter triazine include Tinuvin 1577 from BASF.
- the surface of the acrylic resin film can be subjected to surface treatment such as coating in order to provide various functions as necessary.
- the surface treatment include silk printing, ink jet printing, and the like, metal deposition for imparting a metallic tone or antireflection, sputtering, wet plating treatment, surface hardening treatment for improving surface hardness, and stain prevention.
- Examples include water repellent treatment or photocatalyst layer formation treatment, dust adhesion prevention or antistatic treatment for the purpose of cutting electromagnetic waves, antireflection layer formation, antiglare treatment, and matte treatment.
- As the printing process a one-side printing process for printing on one side of the acrylic resin film is preferable.
- the back surface printing which distribute
- MMA Methyl methacrylate
- MA Methyl acrylate
- n-BA Allyl methacrylate
- AMA 1,3-butylene glycol dimethacrylate
- t-BH t-Butyl hydroperoxide
- CHP Cumene hydroperoxide
- EDTA Ethylenediaminetetraacetic acid disodium
- Emulsifier (2) Polyoxyethylene lauryl ether sodium acetate 24% aqueous solution [trade name; Neohaiten
- LA-57 “ADK STAB LA-57” manufactured by Asahi Denka Co., Ltd.
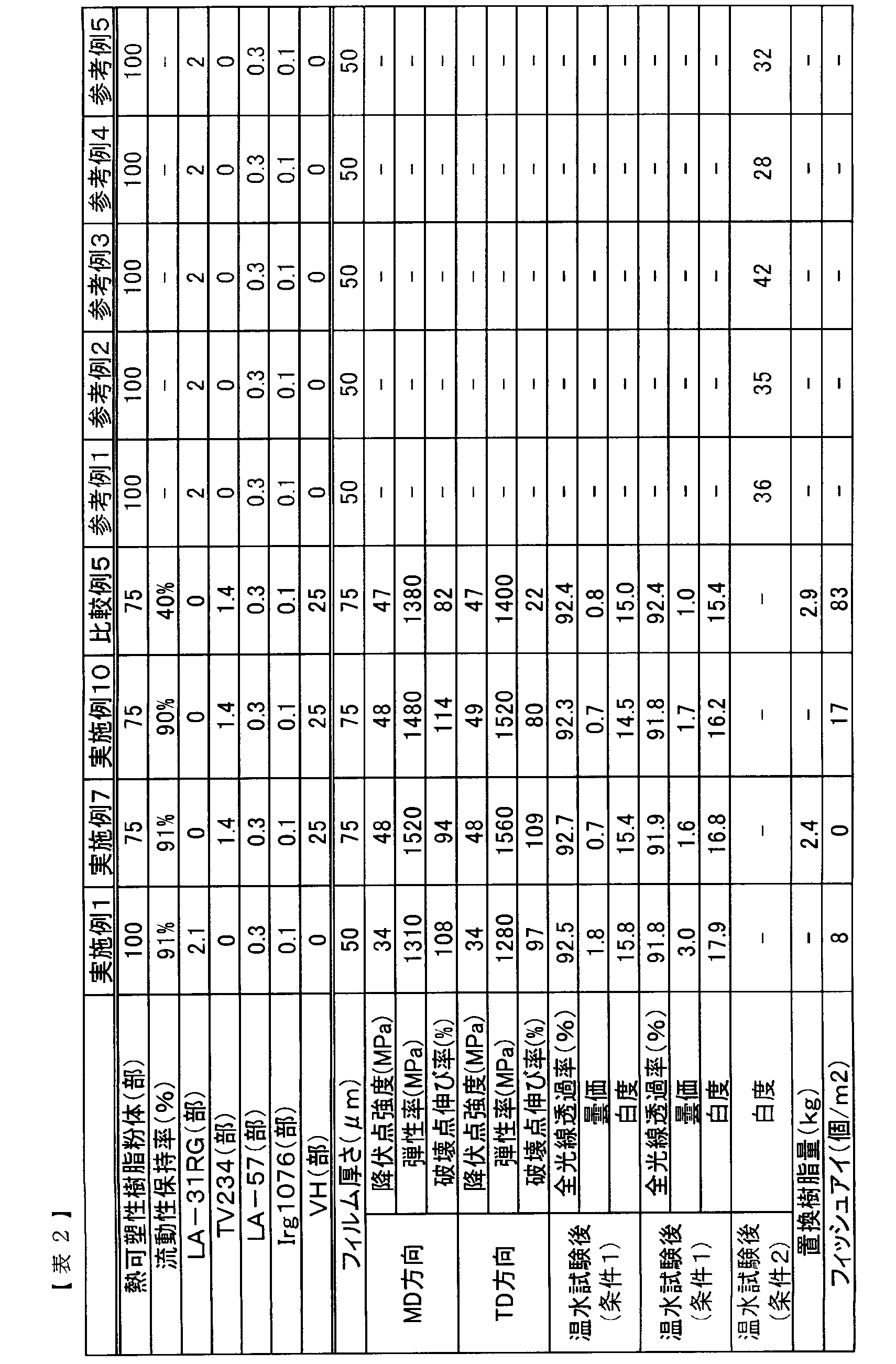
- TV234 “Tinuvin234” made by BASF Irg1076: “Irganox1076” manufactured by BASF VH: “Acrypet VH” manufactured by Mitsubishi Rayon Co., Ltd. Evaluation was performed by the following method.
- thermoplastic resin powder (melt flow rate) at heating times of 4 minutes and 20 minutes according to JIS K7210 (Method A) using a melt indexer (L243) manufactured by Techno Seven Co., Ltd. ) And the fluidity retention was determined from the following formula.
- the MFR measurement conditions were a temperature of 250 ° C., a load of 49 N, and a sample cutting time interval of 60 seconds or 120 seconds depending on the MFR value of the sample.
- Fluidity retention rate [MFR value at heating time of 20 minutes (g / 10 minutes)] / [MFR value at heating time of 4 minutes (g / 10 minutes)] ⁇ 100 (2) Mass average particle diameter The mass average particle diameter of the polymer latex was determined by an absorbance method.
- Tg Glass transition temperature of each rubber-containing multistage polymer and each rubber-containing polymer layer It calculated from the formula of FOX using the value as described in the polymer handbook [Polymer HandBook (J. Brandrup, Interscience, 1989)].
- Moisture content 5 g of dehydrated coagulated powder was placed in an aluminum dish, dried for 30 minutes with a hot air dryer at 180 ° C., and the moisture content was calculated from the change in weight before and after drying.
- Total light transmittance, haze and whiteness The total light transmittance was evaluated according to JIS K7361-1, haze value was evaluated according to JIS K7316, and whiteness was evaluated according to JIS Z8715.
- Warm water whitening resistance evaluation (Condition 1) A 75 ⁇ m-thick film was immersed in warm water at 80 ° C. for 72 hours, stored in a steady state for 24 hours, and the total light transmittance, haze value, and whiteness before and after the test were measured.
- Warm water whitening resistance evaluation (Condition 2) A 50 ⁇ m-thick film was immersed in warm water at 100 ° C. for 30 minutes, stored in a steady state for 24 hours, and the whiteness after the test was measured.
- the concentration of the colored resin as the previous product is measured from the following formula, and the concentration of the previous product at the end is The discharge flow rate at the time when it became 0.5% or less was defined as the amount of substituted resin.
- Prior product concentration (%) (sample absorbance / film thickness ⁇ 100 ⁇ transparent resin absorbance) / (colored resin absorbance ⁇ transparent resin absorbance) ⁇ 100
- the transparent resin absorbance and the colored resin absorbance are measured values of a 100 ⁇ m thick film, respectively.
- the Tg of the first elastic polymer (IA-1) alone was ⁇ 48 ° C.
- the Tg of the second elastic polymer (IA-2) alone was ⁇ 48 ° C.
- a monomer component consisting of 55.2 parts of MMA, 4.8 parts of n-BA, 0.19 part of n-OM and 0.08 part of t-BH was added dropwise to the polymerization vessel over 140 minutes, followed by reaction for 60 minutes.
- a hard polymer (IC) was formed on the intermediate polymer (IB).
- 300 parts of rubber-containing multistage polymer latex (I) containing 100 parts of rubber-containing multistage polymer was obtained.
- the Tg of the hard polymer (IC) alone was 84 ° C.
- the average particle size of the rubber-containing multistage polymer measured after polymerization was 0.12 ⁇ m.
- the Tg of the first elastic polymer (II-A-1) alone was ⁇ 48 ° C.
- the Tg of the second elastic polymer (II-A-2) alone was ⁇ 20 ° C.
- the average particle size of the rubber-containing multistage polymer measured after polymerization was 0.12 ⁇ m.
- the average particle size of the rubber-containing multistage polymer measured after polymerization was 0.14 ⁇ m.
- Examples 1 to 10 As a coagulant, 300 parts of an aluminum sulfate aqueous solution whose concentration was adjusted so as to have the amount of coagulant shown in Table 1 or a sulfuric acid aqueous solution diluted with concentrated sulfuric acid was placed in a container, and the temperature was raised to 90 ° C while stirring. Subsequently, rubber-containing multistage polymer latexes (I) to (IV) of the types shown in Table 1 (300 parts for (I) and 250 parts for (II) to (IV)) and a nylon mesh having an opening of 25 ⁇ m And continuously added to the vessel over 10 minutes. After the addition, the temperature was raised to 95 ° C. and held for 5 minutes.
- thermoplastic resin powder shows the fluidity retention, metal, phosphorus, and sulfuric acid contents of the obtained thermoplastic resin powder.
- the metal corrosive free acid was 500 ppm or less. Blank areas are not measured.
- the amount of the coagulant indicates the amount (parts) relative to 100 parts of the polymer (here, the rubber-containing multistage polymer).
- thermoplastic resin composition was supplied to a degassing extruder (Toshiba Machine, TEM35-B) heated to 230 ° C. and kneaded to obtain pellets.
- degassing extruder Toshiba Machine, TEM35-B
- the conditions at that time were a cylinder temperature of 200 ° C. to 240 ° C., a T die temperature of 250 ° C., and a cooling roll temperature of 70 ° C.
- Table 2 shows the total light transmittance, haze value, and number of fish eyes of the acrylic resin film formed. Moreover, the result of stay evaluation is shown in Table 2 and FIG.
- Table 1 shows the moisture content, fluidity retention rate, metal, phosphorus, and sulfuric acid contents of the obtained thermoplastic resin powder.
- Table 2 shows the evaluation results of the obtained film. Moreover, the result of stay evaluation is shown in Table 2 and FIG.
- thermoplastic resin powder was obtained in the same manner as in Example 1 using the latex and coagulant shown in Table 1. Moreover, the compounding agent shown in Table 2 was added to the obtained thermoplastic resin powder, and a film was formed in the same manner as in Example 1.
- Table 1 shows the moisture content of the obtained thermoplastic resin powder. Moreover, the evaluation result of the obtained film is shown in Table 2 and FIG.
- the rubber-containing multistage polymers obtained in Examples 1 to 10 were excellent in fluidity retention, and there was little decrease in fluidity even when the heating time was long. Therefore, even if the thermoplastic resin composition containing the rubber-containing multistage polymer is extruded by an extruder, the thermoplastic resin composition is less likely to stay, the alteration of the thermoplastic resin is suppressed, and fish eyes due to thermally deteriorated products are less likely to occur. In particular, in Examples 1, 7, and 10, a film having few fish eyes caused by the thermally deteriorated resin and excellent in appearance was obtained. Furthermore, in Example 7, since the amount of the replacement resin is small, replacement at the time of product type switching is easy and productivity is improved.
- thermoplastic resin composition containing the rubber-containing multistage polymer obtained in Examples 1 to 10 when the thermoplastic resin composition containing the rubber-containing multistage polymer obtained in Examples 1 to 10 is molded, mixing of the modified resin into the molded body is suppressed, so that a molded body having a good appearance can be obtained. Obtainable. Moreover, since the moisture content at the time of coagulation is low, and the drying efficiency is excellent, the thermoplastic resin powder obtained by the method of the present invention has high industrial utility value.
- Comparative Example 1 since the amount of the coagulant relative to 100 parts of the polymer was less than 0.03 part, coagulation failure occurred and the polymer could not be recovered.
- Comparative Example 2 since the amount of the coagulant relative to 100 parts of the polymer was more than 0.9 parts, the fluidity retention of the obtained polymer was low. Moreover, in Comparative Examples 4 and 5, since calcium salt was used as the coagulant, the calcium content in the obtained thermoplastic resin powder was large. Therefore, the fluidity retention rate was low. Therefore, for example, the resin tends to stay in the extruder, and the thermoplastic resin is easily deteriorated. In addition, when the deteriorated resin is mixed in the molded body, the appearance of the molded body is deteriorated. In particular, in Comparative Example 5, the number of fish eyes attributed to the thermally deteriorated resin increased, and a film with poor appearance was obtained. Further, since Comparative Example 5 has a large amount of substitution resin, a lot of time and discharge resin are required for substitution at the time of product type change, and productivity is lowered.
- Example 6 In contrast to Example 5 in which aluminum sulfate was used as a coagulant, Example 6 in which sulfuric acid was used had a better fluidity retention rate than Example 5 in spite of its lower moisture content.
- Reference Example 1-3 uses the emulsifier 4 which is a sulfonic acid-based emulsifier, the moisture content is higher than that of the case where the emulsifier 5 which is a phosphoric acid-based emulsifier is used as in Reference Examples 4 and 5. It was necessary to use a large amount of the analyzing agent. The more the coagulant is used, the higher the whiteness after the hot water whitening test of the thermoplastic resin composition using the thermoplastic resin powder. By using a thermoplastic resin composition containing a thermoplastic resin powder using a phosphoric acid-based emulsifier, a molded article having excellent warm water whitening resistance can be obtained.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Engineering & Computer Science (AREA)
- Dispersion Chemistry (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Graft Or Block Polymers (AREA)
Abstract
Description
75≦流動性保持率(%)≦200 (1)
ただし前記流動性保持率は、(MFR20/MFR4)×100で定義され、
MFR20は250℃、負荷49Nの条件下で20分保持後のメルトフローレートであり、
MFR4は250℃、負荷49Nの条件下で4分保持後のメルトフローレートである。
[3] 前記単量体が(メタ)アクリル酸エステルを50~100質量%含む、[1]又は[2]に記載の熱可塑性樹脂粉体。
前記重合体100質量部に対して0.03~0.9質量部の硫酸アルミニウムを含む溶液と前記ラテックスとを接触させて、前記重合体を凝析させる凝析工程と、
を有する熱可塑性樹脂粉体の製造方法。
前記重合体100質量部に対して0.1~2.0質量部の硫酸を含む溶液と前記ラテックスとを接触させて、前記重合体を凝析させる凝析工程と、
を有する熱可塑性樹脂粉体の製造方法。

本実施形態において、乳化重合ラテックスとしては、ポリ(メタ)アクリレート、ポリブタジエン、スチレン-ブタジエン共重合体、スチレン-ブタジエン-アクリロニトリル共重合体などの重合体を含むラテックスを例示できる。また、特に樹脂成形体の外観の観点から、(メタ)アクリレート成分を50質量%以上含むアクリルラテックス、すなわちアクリル樹脂を含む乳化重合ラテックスが好適に用いられる。また、重合体は、単層構造の重合体であっても、複数の層からなる多層構造重合体若しくは多段重合体であってもよい。また、乳化重合工程は1段階であっても2段階以上であってもよい。
アクリル系ゴム(A)は0℃以下-150℃以上のガラス転移温度をもつ重合体であることが耐衝撃発現性の面で好ましい。そのような観点から、(メタ)アクリレートとしては、特にn-ブチルアクリレート、2-エチルヘキシルアクリレート、オクチルアクリレート、ラウリルアクリレート、トリデシルアクリレート、ラウリルメタクリレート、トリデシルメタクリレート等のアルキル(メタ)アクリレートが好ましく挙げられる。また、室温付近において結晶性を有する(メタ)アクリレート[例えば、ステアリルメタクリレート等]を用いる場合は、これを溶解する単量体と混合して使用するとよい。本実施形態の熱可塑性樹脂粉体の製造方法で用いられるアクリル樹脂としては上記(メタ)アクリレートから選ばれる少なくとも一種を50質量%以上用い、必要に応じて炭素数1~8のアルキル基を有するアクリル酸エステル、酢酸ビニル、塩化ビニル、スチレン、アクリロニトリル、メタクリロニトリル、ブタジエン等を共重合成分として得られる単一重合体または共重合体、並びにアルキル(メタ)アクリレートを主成分とするアクリルゴム含有重合体等が挙げられる。これらの中でも、耐候性に優れることから、ブタジエンを含まないものが好ましい。
上記式中、Tgは、共重合体のガラス転移温度(℃)、wiは、共重合体の原料である単量体iの質量分率、Tgiは、単量体iを重合して得られる単独重合体のガラス転移温度(℃)である。
単量体(b)は、単量体(b)の総量100質量%を基準にして、メタクリル酸アルキルを50質量%以上含む。単量体(b)は最終段目の重合の原料であり、重合されて重合体の外層を構成する。単量体(b)は、メタクリル酸アルキルを100質量%で含んでもよく、メタクリル酸アルキル以外にも他の単量体を含む単量体の混合物であってもよい。

本実施形態では、乳化重合によって製造されたラテックスから重合体を凝析させて、熱可塑性樹脂粉体を得る。
本実施形態の熱可塑性樹脂組成物は、上記熱可塑性樹脂粉体を含み、必要に応じて、一般の配合剤を含有することができる。熱可塑性樹脂組成物を用いて、熱可塑性樹脂ペレットを作製することができる。
熱可塑性樹脂ペレットを成形する方法としては、特に制限するものではないが、例えば、押出成形法、射出成形法、真空成形法、ブロー成形法、圧縮成形法などが挙げられる。
熱可塑性樹脂ペレットがアクリル樹脂の場合、樹脂成形体のなかでもフィルムに成形されると、その工業的利用価値が高まる。アクリル樹脂フィルムの用途としては、農業用ビニルハウス、マーキングフィルム、ポスター、壁紙、発泡シート、屋外用塩ビレザー、塩ビ鋼板の屋根材およびサイディング材等の外壁建材、自動車内外装、家具等の塗装代替、エレベーター内装、雨樋、床材、波板、化粧柱、照明、浴室や台所等の水周り部材の表皮材等が例示できる。その他には、断熱フィルム、液晶ディスプレイなどの偏光板に使用される偏光膜保護フィルム、視野角補償、位相差補償のための位相差板に使用される位相差フィルム等が挙げられる。
以下、実施例を示して本発明を説明するが、本発明はこれらの実施例に限定されるものではない。
メチルメタクリレート (MMA)
メチルアクリレート(MA)
n-ブチルアクリレート (n-BA)
アリルメタクリレート (AMA)
1,3-ブチレングリコールジメタクリレート (1,3-BD)
t-ブチルハイドロパーオキサイド (t-BH)
クメンハイドロパーオキサイド (CHP)
n-オクチルメルカプタン (n-OM)
乳化剤(1):モノ-n-ドデシルオキシテトラオキシエチレンリン酸ナトリウム[商品名;フォスファノールRS-610NA、東邦化学工業(株)製]
エチレンジアミン四酢酸二ナトリウム (EDTA)
乳化剤(2):ポリオキシエチレンラウリルエーテル酢酸ナトリウム24%水溶液[商品名;ネオハイテノールECL-45、第一工業製薬(株)製]
乳化剤(3):アルケニルコハク酸カリウム塩28%水溶液[商品名;ラテムルASK、花王(株)製]
乳化剤(4):ジアルキルスルホコハク酸ナトリウム[商品名;ぺレックスOT-P、花王(株)製]
乳化剤(5):ポリオキシエチレンノニルフェニルエーテルリン酸ナトリウム[商品名;ホスファノールLO-529、東邦化学工業(株)製]
LA-31RG:旭電化(株)製「アデカスタブLA-31RG」
LA-57:旭電化(株)製「アデカスタブLA-57」
TV234:BASF製「Tinuvin234」
Irg1076:BASF製「Irganox1076」
VH:三菱レイヨン(株)製「アクリペットVH」
評価は下記の方法で行った。
得られた熱可塑性樹脂粉体について、(株)テクノ・セブン製のメルトインデクサー(L243)を用いて、JIS K7210(A法)に従い、加熱時間4分および20分でのMFR(メルトフローレート)を測定し、下記式から流動性保持率を求めた。なお、MFRの測定条件は、温度を250℃、荷重を49Nとし、試料切り取り時間間隔は試料のMFR値に応じ60秒又は120秒とした。
(2)質量平均粒子径
重合体ラテックスの質量平均粒子径は、吸光度法により求めた。
ポリマーハンドブック[Polymer HandBook(J.Brandrup,Interscience,1989)]に記載されている値を用いてFOXの式から算出した。
脱水後の凝固粉5gをアルミ皿に取り、180℃の熱風乾燥機で30分間乾燥させ、乾燥前後の重量変化から水分率を算出した。
全光線透過率はJIS K7361-1、曇価はJIS K7316、白度はJIS Z8715に準拠して評価した。
メック(株)製フィッシュアイカウンターを用いて、表面積0.01mm2以上のフィッシュアイを選択した後、顕微鏡観察により、選択したフィッシュアイのうち熱劣化に起因するもの、すなわち異物由来でないもの、言い換えると輪郭のないものを計数した。検査面積は0.12m2実施し、1m2あたりの数値に換算した。
75μm厚のフィルムを80℃の温水に72時間浸漬し、24時間定常状態で保管し、試験前後の全光線透過率及び曇価、白度を測定した。
50μm厚のフィルムを100℃の温水に30分間浸漬し、24時間定常状態で保管し、試験後の白度を測定した。
評価対象とする透明樹脂ペレットと、評価対象とする透明樹脂ペレット100部に対して赤色顔料である「DYMIC MBR 155」(大日精化工業株式会社製)1部を添加した着色樹脂ペレットと、をそれぞれ用意した。まず、着色樹脂ペレットを、300mm幅のTダイを取り付けた40mmφのノンベントスクリュー型押出機(L/D=26)に供給して、Tダイ内部を着色樹脂で置換した。原料供給を停止し、吐出が止まるまで押出した後、押出機を停止して30分間保持した。30分後、透明樹脂ペレットを押出機に供給し、100μm厚みのフィルムを製膜した。製膜機の運転条件は、シリンダー温度200℃~240℃、Tダイ温度250℃、冷却ロール温度70℃であった。
透明樹脂吸光度及び着色樹脂吸光度は、それぞれ100μm厚フィルムの測定値である。
残存硫酸量は、ポリマー試料をアセトンに溶解し、指示薬としてスルホナゾIIIを用いて、酢酸バリウム溶液で滴定した。
測定樹脂を硝酸に溶解し、ICP発光分析装置(Thermo社製 IRIS Intrepid II XSP)により定量した。測定波長は、カルシウムイオンについては317.9nm、アルミニウムについては396.1nm、リンについては213.6nmとした。
(12)引張試験
JIS K7127に従って測定した。引張速度は50mm/minとし、測定サンプルとしては100mm×15mmのものを用いた。
<ゴム含有多段重合体ラテックス(I)の製造>
攪拌機を備えた容器に脱イオン水8.5部を仕込んだ後、MMA0.3部、n-BA4.5部、1,3-BD0.2部、AMA0.05部およびCHP0.025部からなる単量体成分を容器内に投入し、室温下にて攪拌して混合した。次いで、攪拌しながら、乳化剤(1)1.1部を前記容器内に投入し、攪拌を20分間実施して乳化液を調製した。
<ゴム含有多段重合体ラテックス(II)の製造>
攪拌機を備えた容器に脱イオン水8.5部を仕込んだ後、MMA0.3部、n-BA4.5部、1,3-BD0.2部、AMA0.05部およびCHP0.025部からなる単量体成分を容器内に投入し、室温下にて攪拌して混合した。次いで、攪拌しながら、乳化剤(1)1.3部を前記容器内に投入し、攪拌を20分間実施して乳化液を調製した。
<ゴム含有多段重合体ラテックス(III)の製造>
攪拌機を備えた容器に脱イオン水8.5部を仕込んだ後、MMA0.3部、n-BA4.5部、1,3-BD0.2部、AMA0.05部およびCHP0.025部からなる単量体成分を容器内に投入し、室温下にて攪拌して混合した。次いで、攪拌しながら、乳化剤(2)0.7部を前記容器内に投入し、攪拌を20分間実施して乳化液を調製した。
<ゴム含有多段重合体ラテックス(IV)の製造>
乳化剤(1)に代えて乳化剤(3)を用いた以外は、調製例2と同様にして、ゴム含有ラテックス(IV)を得た。重合後に測定したゴム含有多段重合体の平均粒子径は0.12μmであった。
<ゴム含有多段重合体ラテックス(V)の製造>
乳化剤(1)1.1部に代えて乳化剤(4)を1.3部用いた以外は、調調製例1と同様にして、ゴム含有ラテックス(V)を得た。
<ゴム含有多段重合体ラテックス(VI)の製造>
乳化剤(1)1.1部に代えて乳化剤(5)を1.3部用いた以外は、調調製例1と同様にして、ゴム含有ラテックス(VI)を得た。
凝析剤として表1に示す凝析剤量となるように濃度を調製した硫酸アルミニウム水溶液または濃硫酸を希釈した硫酸水溶液300部を容器に入れ、撹拌しながら90℃に昇温した。続いて、表1に示す種類のゴム含有多段重合体ラテックス(I)~(IV)((I)は300部、(II)~(IV)は各250部)を、目開き25μmのナイロンメッシュでろ過しつつ、10分間にわたって連続的に前記容器に添加した。添加後、95℃に昇温して5分間保持した。次に、容器を室温まで冷却してから重合体を脱イオン水で洗浄した。次に、重合体を遠心脱水(1300G、3分間)で濾別し、白色の重合体を得た。この時点での重合体の水分率を表1に示す。その後、この重合体を75℃で48時間乾燥させて白色粉体状のゴム含有多段重合体(熱可塑性樹脂粉体)を得た。得られた熱可塑性樹脂粉体の流動性保持率、金属、リン、硫酸含有量を表1に示す。なお、実施例1~10において、金属腐食性の遊離酸は500ppm以下であった。空欄箇所は未測定である。なお、表1において、凝析剤量は、ポリマー(ここではゴム含有多段重合体)100部に対する量(部)を示す。
表1に示すラテックス及び凝析剤を使用し、実施例1と同様の方法で熱可塑性樹脂粉体を得て、表2に示す配合剤を添加し、実施例1と同様にしてフィルムを製膜した。
表1に示すラテックス及び凝析剤を使用し、実施例1と同様の方法で熱可塑性樹脂粉体を得た。また、得られた熱可塑性樹脂粉体に表2に示す配合剤を添加し、実施例1と同様にしてフィルムを製膜した。

Claims (14)
- 単量体の乳化重合によって製造されたラテックスから重合体を凝析させて得られた熱可塑性樹脂粉体であって、金属腐食性の遊離酸の含有量が前記熱可塑性樹脂粉体中500ppm以下であり、下記式(1)を満足する熱可塑性樹脂粉体;
75≦流動性保持率(%)≦200 (1)
ただし前記流動性保持率は、(MFR20/MFR4)×100で定義され、
MFR20は250℃、負荷49Nの条件下で20分保持後のメルトフローレートであり、
MFR4は250℃、負荷49Nの条件下で4分保持後のメルトフローレートである。 - 下記式(2)を満足する、請求項1に記載の熱可塑性樹脂粉体。
90≦流動性保持率(%)≦120 (2) - 前記単量体が(メタ)アクリル酸エステルを50~100質量%含む、請求項1又は2に記載の熱可塑性樹脂粉体。
- カルシウム含有量が50ppm未満である、請求項1~3のいずれかに記載の熱可塑性樹脂粉体。
- カルシウム含有量及びマグネシウム含有量の合計が50ppm未満である、請求項4に記載の熱可塑性樹脂粉体。
- アルミニウム含有量が60ppm以上、300ppm以下である、請求項1~5のいずれかに記載の熱可塑性樹脂粉体。
- リン含有量が50ppm以上である、請求項1~6のいずれかに記載の熱可塑性樹脂粉体。
- 前記単量体を乳化重合することにより、前記重合体を含むラテックスを得る乳化重合工程と、
前記重合体100質量部に対して0.03~0.9質量部の硫酸アルミニウムを含む溶液と前記ラテックスとを接触させて、前記重合体を凝析させる凝析工程と、
を有する熱可塑性樹脂粉体の製造方法。 - 前記単量体を乳化重合することにより、前記重合体を含むラテックスを得る乳化重合工程と、
前記重合体100質量部に対して0.1~2.0質量部の硫酸を含む溶液と前記ラテックスとを接触させて、前記重合体を凝析させる凝析工程と、
を有する熱可塑性樹脂粉体の製造方法。 - 前記乳化重合工程において、乳化剤としてカルボン酸塩またはリン酸エステル塩を用いる、請求項8又は9に記載の熱可塑性樹脂粉体の製造方法。
- 前記リン酸エステル塩が下記式(I)で表される、請求項10記載の熱可塑性樹脂粉体の製造方法;

- 共重合成分としてブタジエンを含まない、請求項1~7のいずれかに記載の熱可塑性樹脂粉体。
- 請求項1~7のいずれかに記載の熱可塑性樹脂粉体を含む熱可塑性樹脂組成物を成形して得られた樹脂成形体。
- 形状がフィルム状である請求項13に記載の樹脂成形体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480004198.9A CN104903360B (zh) | 2013-01-07 | 2014-01-06 | 热塑性树脂粉体及其制造方法 |
| KR1020157020501A KR101778421B1 (ko) | 2013-01-07 | 2014-01-06 | 열가소성 수지 분체 및 그의 제조 방법 |
| JP2014501770A JP6213457B2 (ja) | 2013-01-07 | 2014-01-06 | 熱可塑性樹脂粉体およびその製造方法 |
| US14/758,995 US9758663B2 (en) | 2013-01-07 | 2014-01-06 | Thermoplastic resin powder and method for producing same |
| EP14735283.5A EP2942360B1 (en) | 2013-01-07 | 2014-01-06 | Thermoplastic resin powder and method for producing same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-000443 | 2013-01-07 | ||
| JP2013000443 | 2013-01-07 | ||
| JP2013-145618 | 2013-07-11 | ||
| JP2013145618 | 2013-07-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014106952A1 true WO2014106952A1 (ja) | 2014-07-10 |
Family
ID=51062270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/050033 Ceased WO2014106952A1 (ja) | 2013-01-07 | 2014-01-06 | 熱可塑性樹脂粉体およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9758663B2 (ja) |
| EP (1) | EP2942360B1 (ja) |
| JP (1) | JP6213457B2 (ja) |
| KR (1) | KR101778421B1 (ja) |
| CN (1) | CN104903360B (ja) |
| WO (1) | WO2014106952A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020066952A1 (ja) * | 2018-09-28 | 2021-08-30 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
| JPWO2020066951A1 (ja) * | 2018-09-28 | 2021-08-30 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4001320A4 (en) * | 2019-07-19 | 2023-07-12 | Zeon Corporation | ACRYLIC RUBBER BALL HAVING EXCELLENT SHAPABILITY AND EXCELLENT WATER RESISTANCE |
| WO2023208919A1 (en) | 2022-04-28 | 2023-11-02 | Röhm Gmbh | Poly(meth)acrylat impact modifier with reduced metal ion content and method for its production |
| US20250277067A1 (en) | 2022-04-28 | 2025-09-04 | Röhm Gmbh | Poly(meth)acrylat impact modifier with improved optical properties and method for its production |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6219309B2 (ja) | 1981-02-25 | 1987-04-27 | Mitsubishi Rayon Co | |
| JP2000026526A (ja) * | 1998-07-13 | 2000-01-25 | Mitsubishi Rayon Co Ltd | 重合体ラテックスの製造方法 |
| JP2003292527A (ja) * | 2002-03-29 | 2003-10-15 | Mitsubishi Rayon Co Ltd | 重合体ラテックスの凝固方法 |
| JP2003342321A (ja) * | 2002-03-20 | 2003-12-03 | Mitsubishi Rayon Co Ltd | 重合体の製造方法 |
| JP2008255240A (ja) | 2007-04-05 | 2008-10-23 | Mitsubishi Rayon Co Ltd | グラフト共重合体ラテックス及び粉体の製造方法、熱可塑性樹脂組成物及び成形物 |
| JP2008266358A (ja) * | 2007-04-16 | 2008-11-06 | Mitsubishi Rayon Co Ltd | ビニル重合体粉体の製造方法、熱可塑性樹脂組成物、及び成形体 |
| WO2009060936A1 (ja) * | 2007-11-07 | 2009-05-14 | Mitsubishi Rayon Co., Ltd. | ポリオレフィン系樹脂用粉体状加工助剤とその製造方法、樹脂組成物及び成形品 |
| JP2010241966A (ja) | 2009-04-06 | 2010-10-28 | Mitsubishi Rayon Co Ltd | 熱可塑性樹脂ペレットの製造方法、それにより得られた熱可塑性樹脂ペレット、および熱可塑性樹脂ペレットを成形した樹脂成形体 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1188022A (en) | 1981-02-25 | 1985-05-28 | Kazuo Kishida | Multi-layer structure polymer composition having an inner two-layer elastic polymer structure |
| JPH0653810B2 (ja) * | 1985-08-21 | 1994-07-20 | 三菱レイヨン株式会社 | 粉粒状重合体およびその製造方法 |
| US5698666A (en) * | 1996-06-13 | 1997-12-16 | The Goodyear Tire & Rubber Company | Process for finishing a resin from an emulsion polymerized latex |
| US20080176974A1 (en) * | 2005-02-28 | 2008-07-24 | Takashi Ueda | Process for Producing Coagulated Latex Particle |
| US20090036607A1 (en) * | 2005-03-03 | 2009-02-05 | Mitsubishi Rayon Co., Ltd. | Polymer particle, resin composition containing same, and molded body |
| TWI568784B (zh) * | 2009-04-10 | 2017-02-01 | 三菱麗陽股份有限公司 | 熱可塑性樹脂用添加劑及其製造方法、熱可塑性樹脂組成物及成形體 |
-
2014
- 2014-01-06 KR KR1020157020501A patent/KR101778421B1/ko active Active
- 2014-01-06 WO PCT/JP2014/050033 patent/WO2014106952A1/ja not_active Ceased
- 2014-01-06 JP JP2014501770A patent/JP6213457B2/ja active Active
- 2014-01-06 CN CN201480004198.9A patent/CN104903360B/zh not_active Expired - Fee Related
- 2014-01-06 US US14/758,995 patent/US9758663B2/en not_active Expired - Fee Related
- 2014-01-06 EP EP14735283.5A patent/EP2942360B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6219309B2 (ja) | 1981-02-25 | 1987-04-27 | Mitsubishi Rayon Co | |
| JP2000026526A (ja) * | 1998-07-13 | 2000-01-25 | Mitsubishi Rayon Co Ltd | 重合体ラテックスの製造方法 |
| JP2003342321A (ja) * | 2002-03-20 | 2003-12-03 | Mitsubishi Rayon Co Ltd | 重合体の製造方法 |
| JP2003292527A (ja) * | 2002-03-29 | 2003-10-15 | Mitsubishi Rayon Co Ltd | 重合体ラテックスの凝固方法 |
| JP2008255240A (ja) | 2007-04-05 | 2008-10-23 | Mitsubishi Rayon Co Ltd | グラフト共重合体ラテックス及び粉体の製造方法、熱可塑性樹脂組成物及び成形物 |
| JP2008266358A (ja) * | 2007-04-16 | 2008-11-06 | Mitsubishi Rayon Co Ltd | ビニル重合体粉体の製造方法、熱可塑性樹脂組成物、及び成形体 |
| WO2009060936A1 (ja) * | 2007-11-07 | 2009-05-14 | Mitsubishi Rayon Co., Ltd. | ポリオレフィン系樹脂用粉体状加工助剤とその製造方法、樹脂組成物及び成形品 |
| JP2010241966A (ja) | 2009-04-06 | 2010-10-28 | Mitsubishi Rayon Co Ltd | 熱可塑性樹脂ペレットの製造方法、それにより得られた熱可塑性樹脂ペレット、および熱可塑性樹脂ペレットを成形した樹脂成形体 |
Non-Patent Citations (2)
| Title |
|---|
| J. BRANDRUP: "Polymer HandBook", 1989, INTERSCIENCE |
| See also references of EP2942360A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020066952A1 (ja) * | 2018-09-28 | 2021-08-30 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
| JPWO2020066951A1 (ja) * | 2018-09-28 | 2021-08-30 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
| JP7380579B2 (ja) | 2018-09-28 | 2023-11-15 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
| JP7581877B2 (ja) | 2018-09-28 | 2024-11-13 | 日本ゼオン株式会社 | 全固体二次電池用バインダー組成物、全固体二次電池用スラリー組成物、固体電解質含有層および全固体二次電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150337127A1 (en) | 2015-11-26 |
| CN104903360A (zh) | 2015-09-09 |
| US9758663B2 (en) | 2017-09-12 |
| KR101778421B1 (ko) | 2017-09-13 |
| CN104903360B (zh) | 2018-07-10 |
| EP2942360A4 (en) | 2016-01-06 |
| JP6213457B2 (ja) | 2017-10-18 |
| EP2942360B1 (en) | 2017-07-26 |
| KR20150103701A (ko) | 2015-09-11 |
| EP2942360A1 (en) | 2015-11-11 |
| JPWO2014106952A1 (ja) | 2017-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101228690B1 (ko) | 불소 수지 필름 및 불소 수지 적층 아크릴계 수지 필름 | |
| JP5997607B2 (ja) | 含フッ素(メタ)アクリル樹脂フィルム、その積層樹脂フィルム、及び、積層成形品 | |
| CN106103584B (zh) | 丙烯酸类树脂组合物及其制造方法、以及丙烯酸类树脂薄膜 | |
| WO2007004670A1 (ja) | メタクリル系樹脂組成物 | |
| JP6213457B2 (ja) | 熱可塑性樹脂粉体およびその製造方法 | |
| JP5786711B2 (ja) | アクリル樹脂組成物及びアクリル樹脂成形体 | |
| JP5644507B2 (ja) | アクリル樹脂フィルムにエンボス形状を付与する方法 | |
| JP2006249198A (ja) | 乳化重合ラテックスの製造方法、粉体の製造方法および樹脂成形体 | |
| JP5987526B2 (ja) | アクリル樹脂ペレットの製造方法及びアクリル樹脂成形体 | |
| JP5249836B2 (ja) | 熱可塑性樹脂ペレットの製造方法、それにより得られた熱可塑性樹脂ペレット、および熱可塑性樹脂ペレットを成形した樹脂成形体 | |
| JP6171381B2 (ja) | アクリル樹脂ペレットの製造方法及びアクリル樹脂成形体 | |
| JP7207034B2 (ja) | 艶消しフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014501770 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14735283 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14758995 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014735283 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014735283 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20157020501 Country of ref document: KR Kind code of ref document: A |