WO2014112056A1 - プレス成形方法 - Google Patents
プレス成形方法 Download PDFInfo
- Publication number
- WO2014112056A1 WO2014112056A1 PCT/JP2013/050692 JP2013050692W WO2014112056A1 WO 2014112056 A1 WO2014112056 A1 WO 2014112056A1 JP 2013050692 W JP2013050692 W JP 2013050692W WO 2014112056 A1 WO2014112056 A1 WO 2014112056A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molding
- molded product
- final molded
- flange portion
- curved
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/21—Deep-drawing without fixing the border of the blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
1)縦壁部とフランジ部との交差部と湾曲部の曲率中心とを結ぶ水平線を含み高強度鋼板と垂直な平面内で、前記水平線に対するフランジ部の角度がα1になるまでフランジ部を交差部で折り曲げ加工する第1成形工程と、
2)前記平面内で、前記水平線に対するフランジ部の角度がα2になるまで、前記第1成形工程後のフランジ部を交差部で追加折り曲げ加工する第2成形工程と、
に分ける。
引張強さが440~1600MPaの高強度鋼板を用い、天板部、縦壁部、湾曲部、及びフランジ部を形成する際に、縦壁部とフランジ部との交差部と湾曲部の曲率中心とを結ぶ水平線を含み前記高強度鋼板と垂直な平面内で、前記水平線に対するフランジ部の角度がα1になるまでフランジ部を交差部で折り曲げ加工する第1成形工程と、
前記平面内で、前記水平線に対するフランジ部の角度がα2になるまで、前記第1成形工程後のフランジ部を交差部で追加折り曲げ加工する第2成形工程とを有し、
前記平面内で、湾曲部の曲率半径をR0(mm)とし、フランジ部の長さをb(mm)とし、歪の許容値を表す数値をεcrとし、前記高強度鋼板のヤング率及び引張強さをE(MPa)及びσT(MPa)とし、
α1及びα2は、前記水平線を起点として、フランジ部が天板部から離れる方向に回転する方向を正とし、
α1>0、α2≧0、α1-α2>0、R0を50~2000mm、及びεcrを0~0.023としたとき、
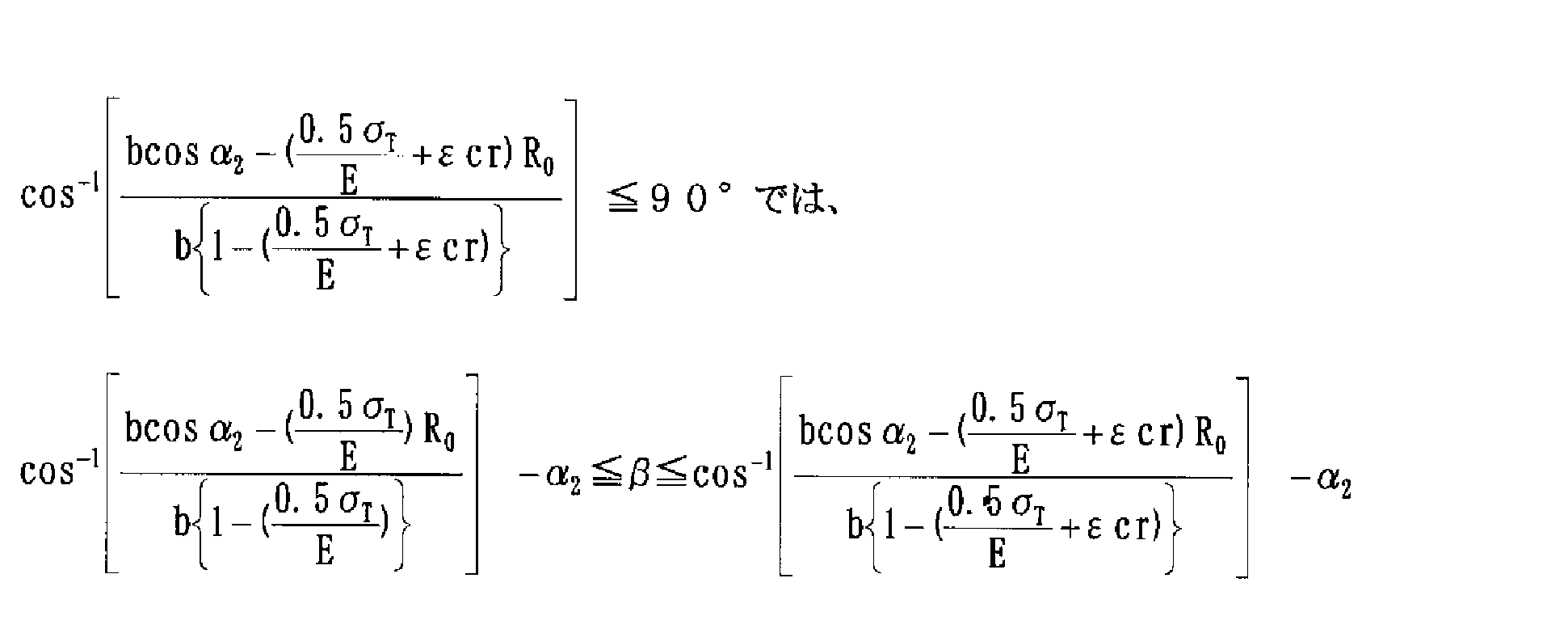
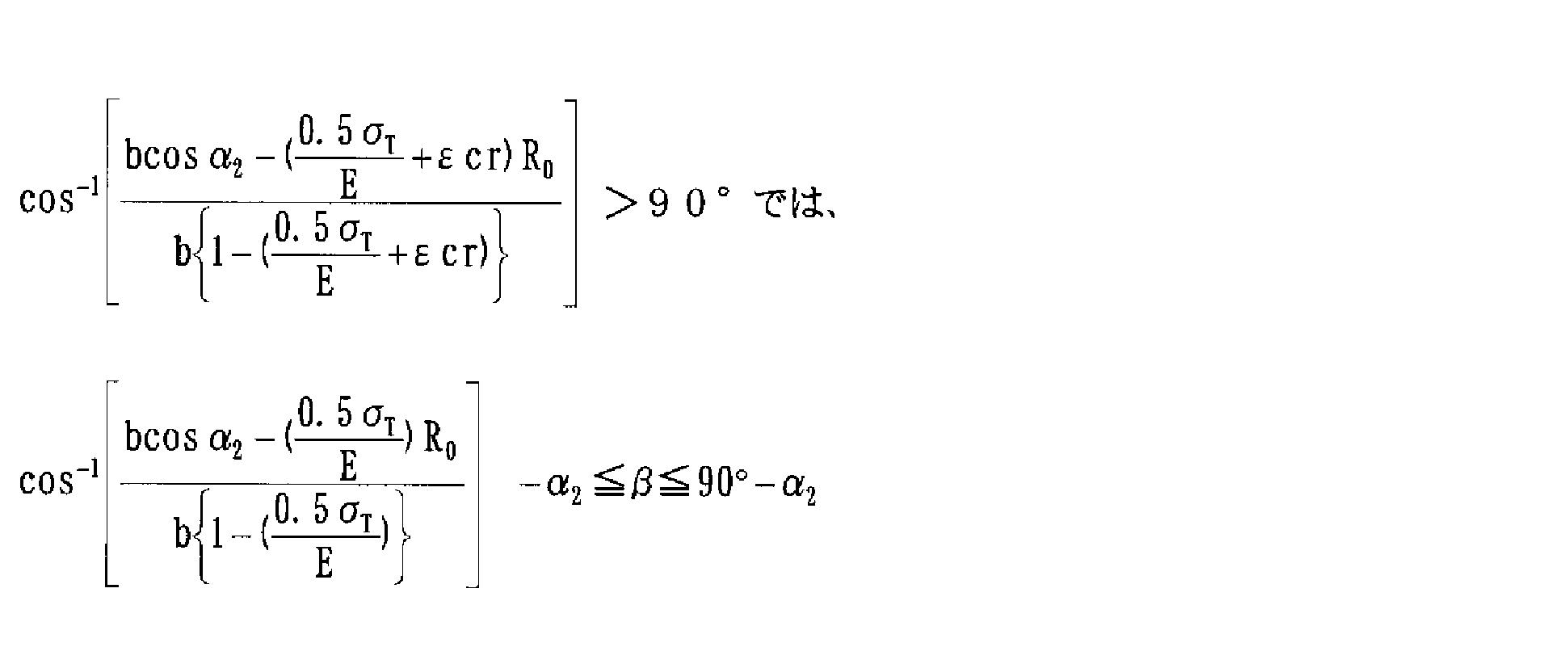
α1-α2である追加折り曲げ角βを、


R1=R0-bcosα1
R2=R0-bcosα2
となる。なお、R0、R1、R2は、微小範囲Δθにおける曲率半径とする。したがって、湾曲部10は、連続的に曲率が変化する自由曲面とすることが可能である。
ε1=(R1-R2)/R1
=b(cosα2-cosα1)/(R0-bcosα1)
α1=cos-1{(bcosα2-ε1R0)/b(1-ε1)}
となる。
β=α1-α2
=cos-1{(bcosα2-ε1R0)/(b(1-ε1)}-α2
・・・(A)
となる。









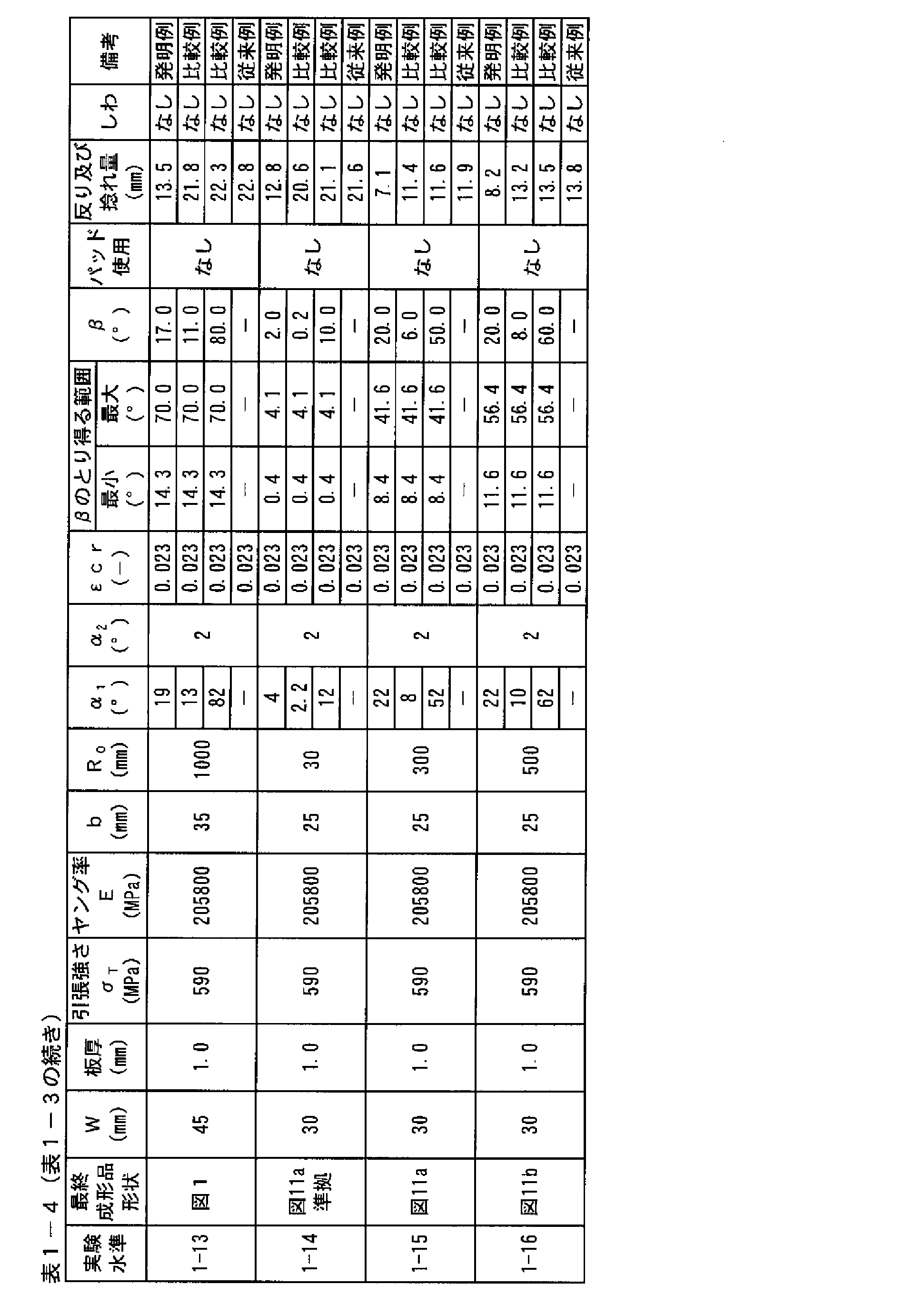
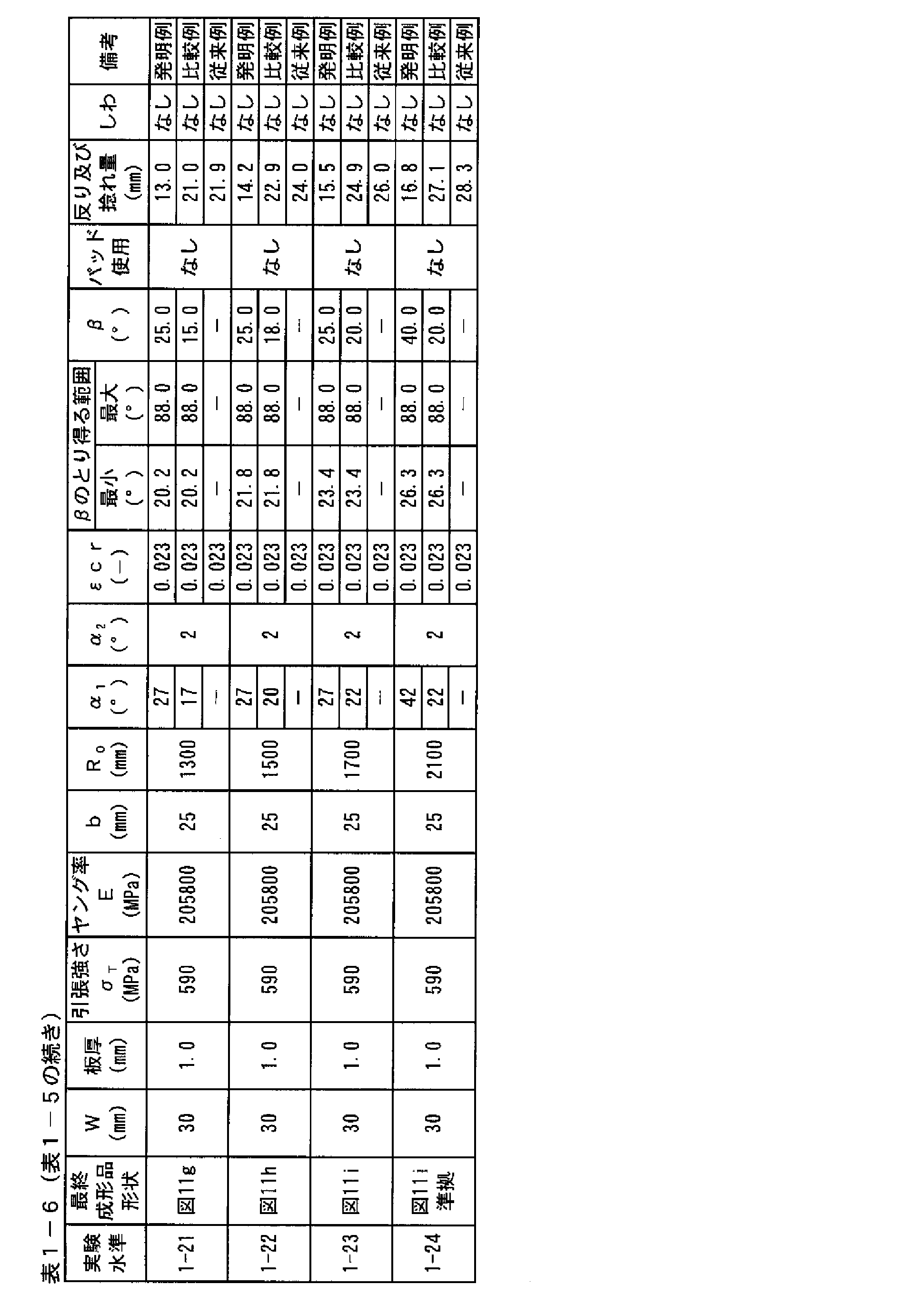
種々の板厚、引張強さの鋼板を用いて、本発明の方法でプレス成形し、図1、図3、及び図11a~図11iに示した最終成形品1を製作した。




自動車車体の骨格部品であるルーフレールアウターリンフォースを図7に示す。この部品は、図7に示したように、長手方向に緩やかに湾曲した形状(最小半径700mm~最大半径1200mmで連続的に曲率が変化した形状)を有する。

実際の部品では、前述の図8に示すように、切り欠きが存在する。また、溶接やボルト等を用いた組み付け時に用いる接合座面や、ビード形状等が存在する。長手方向に湾曲した部位において、組み付け時に、相手部品との干渉を避けるためである。あるいは、強度上等のためである。

内側フランジで追加曲げを施す範囲は一部分でもよい。そこで、実験水準4-2の発明例は、図9のように破線で示す範囲の内側フランジ部に、本発明の第1成形工程と第2成形工程を施した。最終成形品1の反り及び捻れ量を測定した結果を表4に示す。なお、反り及び捻れ量は、実施例1に準拠する方法で評価した。また、実験水準4-1として、本発明のように2段階で成形せず、1回の成形で最終成形品1を得た従来例を準備し、併せて評価した。

自動車車体の骨格部品であるルーフレールアウターリンフォースの一部を図10に示す。この長手方向に湾曲したルーフレールアウターリンフォースをプレス成形すると、縦壁部を成形する際に、天板面上で発生する鋼板の板厚のモーメントと、内側フランジ部を成形する際に発生する引張応力とにより、反り及び捻れが生ずる。

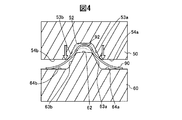
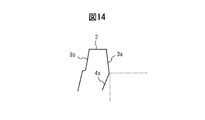
2 天板部
3a、3-1a、3-2a 内側縦壁部
3b、3-1b、3-2b 外側縦壁部
4a、4-1a、4-2a 内側フランジ部
4b、4-1b、4-2b 外側フランジ部
5a、5-1a、5-2a 内側交差部
5b、5-1b、5-2b 外側交差部
10、10-1、10-2 湾曲部
10a、10-1a、10-2a 内側湾曲部
10b、10-1b、10-2b 外側湾曲部
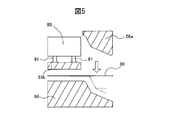
30 主部
31 分岐部
50 第1金型
60 第2金型
52、62 天板部成形面
53a、63a 内側縦壁部成形面
53b、63b 外側縦壁部成形面
54a、64a 内側フランジ部成形面
54b、64b 外側フランジ部成形面
55a、55b パッド
56a、56b 部分成形金型
80 プレス機
81 小型油圧シリンダー
90 素材となる鋼板
92 最終成形品で天板部となる部位
H 水平線
P0、Q0、S0、T0 最終成形品の位置測定点
Claims (3)
- 天板部、縦壁部、及びフランジ部を備え、長手方向に湾曲部を少なくとも1つ有する最終成形品をプレス成形する方法であって、
引張強さが440~1600MPaの高強度鋼板を用い、天板部、縦壁部、湾曲部、及びフランジ部を形成する際に、縦壁部とフランジ部との交差部と湾曲部の曲率中心とを結ぶ水平線を含み前記高強度鋼板と垂直な平面内で、前記水平線に対するフランジ部の角度がα1になるまでフランジ部を交差部で折り曲げ加工する第1成形工程と、
前記平面内で、前記水平線に対するフランジ部の角度がα2になるまで、前記第1成形工程後のフランジ部を交差部で追加折り曲げ加工する第2成形工程とを有し、
前記平面内で、湾曲部の曲率半径をR0(mm)とし、フランジ部の長さをb(mm)とし、歪の許容値を表す数値をεcrとし、前記高強度鋼板のヤング率及び引張強さをE(MPa)及びσT(MPa)とし、
α1及びα2は、前記水平線を起点として、フランジ部が天板部から離れる方向に回転する方向を正とし、
α1>0、α2≧0、α1-α2>0、R0を50~2000mm、及びεcrを0~0.023としたとき、
α1-α2である追加折り曲げ角βを、
- 前記湾曲部が、円弧又は連続的に曲率が変化する曲線であることを特徴とする請求項1に記載のプレス成形方法。
- 前記第1成形工程及び前記第2成形工程の少なくともいずれかで、対向する金型の一方をパッドと部分成形金型に分割し、パッドと前記対向する金型の他方で鋼板を押さえ込み、部分成形金型と前記対向する金型の他方で鋼板を塑性変形させることを特徴とする請求項1又は2に記載のプレス成形方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380070357.0A CN104918725B (zh) | 2013-01-16 | 2013-01-16 | 冲压成型方法 |
| RU2015134381A RU2621519C2 (ru) | 2013-01-16 | 2013-01-16 | Способ штамповки |
| US14/758,172 US9962752B2 (en) | 2013-01-16 | 2013-01-16 | Press-forming method |
| ES13871898.6T ES2632276T3 (es) | 2013-01-16 | 2013-01-16 | Método de conformación en prensa |
| MX2015008823A MX356737B (es) | 2013-01-16 | 2013-01-16 | Método de moldeado por presión. |
| JP2013532773A JP5382281B1 (ja) | 2013-01-16 | 2013-01-16 | プレス成形方法 |
| PCT/JP2013/050692 WO2014112056A1 (ja) | 2013-01-16 | 2013-01-16 | プレス成形方法 |
| EP13871898.6A EP2946845B1 (en) | 2013-01-16 | 2013-01-16 | Press-forming method |
| BR112015016037A BR112015016037A2 (pt) | 2013-01-16 | 2013-01-16 | método de formação por prensagem |
| KR1020157018443A KR101692658B1 (ko) | 2013-01-16 | 2013-01-16 | 프레스 성형 방법 |
| CA2895266A CA2895266C (en) | 2013-01-16 | 2013-01-16 | Press-forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/050692 WO2014112056A1 (ja) | 2013-01-16 | 2013-01-16 | プレス成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014112056A1 true WO2014112056A1 (ja) | 2014-07-24 |
Family
ID=50036553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/050692 Ceased WO2014112056A1 (ja) | 2013-01-16 | 2013-01-16 | プレス成形方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9962752B2 (ja) |
| EP (1) | EP2946845B1 (ja) |
| JP (1) | JP5382281B1 (ja) |
| KR (1) | KR101692658B1 (ja) |
| CN (1) | CN104918725B (ja) |
| BR (1) | BR112015016037A2 (ja) |
| CA (1) | CA2895266C (ja) |
| ES (1) | ES2632276T3 (ja) |
| MX (1) | MX356737B (ja) |
| RU (1) | RU2621519C2 (ja) |
| WO (1) | WO2014112056A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI629122B (zh) * | 2015-04-22 | 2018-07-11 | 新日鐵住金股份有限公司 | 壓製成形品之製造方法、壓製成形品、模具及壓製裝置 |
| JP2022049566A (ja) * | 2020-09-16 | 2022-03-29 | 東プレ株式会社 | プレス成形品の製造方法および成形用金型 |
| US11850646B2 (en) | 2019-09-13 | 2023-12-26 | Toyota Jidosha Kabushiki Kaisha | Manufacturing apparatus and manufacturing method for hat-shaped section component with curved projection portion |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6083390B2 (ja) * | 2014-01-10 | 2017-02-22 | Jfeスチール株式会社 | プレス成形方法 |
| JP5861749B1 (ja) * | 2014-07-30 | 2016-02-16 | Jfeスチール株式会社 | プレス成形方法 |
| KR101920580B1 (ko) * | 2014-08-08 | 2018-11-20 | 신닛테츠스미킨 카부시키카이샤 | 라인 변위 평가 방법, 라인 변위 평가 장치, 프로그램 및 기록 매체 |
| JP5987934B2 (ja) * | 2015-02-17 | 2016-09-07 | Jfeスチール株式会社 | プレス成形方法、プレス成形金型 |
| EP3272438B1 (en) | 2015-04-22 | 2020-07-22 | Nippon Steel Corporation | Method for producing press-molded product, press-molded product, and pressing device |
| JP6665612B2 (ja) * | 2015-04-22 | 2020-03-13 | 日本製鉄株式会社 | プレス成形品の製造方法及びプレス装置 |
| JP6094699B2 (ja) * | 2015-04-22 | 2017-03-15 | 新日鐵住金株式会社 | プレス成形品の製造方法、プレス成形品及びプレス装置 |
| KR101928686B1 (ko) * | 2015-04-22 | 2018-12-12 | 신닛테츠스미킨 카부시키카이샤 | 프레스 성형품의 제조 방법, 프레스 성형품 및 프레스 장치 |
| JP6011680B1 (ja) * | 2015-06-02 | 2016-10-19 | Jfeスチール株式会社 | プレス成形方法及びプレス成形金型 |
| CA3011213C (en) * | 2016-01-26 | 2020-05-12 | Nippon Steel Corporation | A pressing machine and a method for manufacturing a press-formed product |
| JP6672933B2 (ja) * | 2016-03-24 | 2020-03-25 | 日本製鉄株式会社 | 自動車用構造部材、およびその製造方法、金型 |
| JP6152911B1 (ja) * | 2016-04-28 | 2017-06-28 | Jfeスチール株式会社 | プレス成形方法 |
| JP6315163B1 (ja) * | 2016-10-05 | 2018-04-25 | 新日鐵住金株式会社 | プレス成形品の製造方法および製造装置 |
| JP6330930B1 (ja) * | 2017-01-27 | 2018-05-30 | Jfeスチール株式会社 | プレス成形方法 |
| JP6708182B2 (ja) * | 2017-08-07 | 2020-06-10 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| CA3074238A1 (en) * | 2017-09-08 | 2019-03-14 | Nippon Steel Corporation | Hot stamping formed article and method and device for manufacturing hot stamping formed article |
| EP3752313A4 (en) | 2018-02-12 | 2021-04-21 | Coskunoz Kalip Makina Sanayi ve Ticaret A.S. | SHEET METAL TO REDUCE THE COST OF WASTE MATERIALS IN THE PROCESSING OF METAL SHEETS AND METHOD FOR MANUFACTURING SUCH SHEET METAL |
| US11383286B2 (en) | 2018-02-28 | 2022-07-12 | Jfe Steel Corporation | Metal sheet for press forming, press forming device, and production method for pressed component |
| JP6841271B2 (ja) | 2018-08-21 | 2021-03-10 | Jfeスチール株式会社 | プレス成形方法 |
| JP6677289B1 (ja) * | 2018-12-12 | 2020-04-08 | Jfeスチール株式会社 | プレス成形方法 |
| MX2021011095A (es) * | 2019-03-14 | 2021-10-22 | Jfe Steel Corp | Metodo de fabricacion de componentes de prensado. |
| JP6733773B1 (ja) * | 2019-04-22 | 2020-08-05 | Jfeスチール株式会社 | プレス成形方法 |
| JP6733772B1 (ja) * | 2019-04-22 | 2020-08-05 | Jfeスチール株式会社 | プレス成形方法 |
| US20200345456A1 (en) * | 2019-05-02 | 2020-11-05 | Youn Ho Jung | Bending angle control means and bending angle control method |
| JP6696611B1 (ja) * | 2019-05-13 | 2020-05-20 | Jfeスチール株式会社 | プレス成形方法 |
| WO2020235152A1 (ja) * | 2019-05-20 | 2020-11-26 | Jfeスチール株式会社 | プレス部品の製造方法、及び形状矯正用金型 |
| US12214399B2 (en) | 2019-05-20 | 2025-02-04 | Jfe Steel Corporation | Method for manufacturing pressed component, and shape correction die |
| CN112439812A (zh) * | 2019-08-31 | 2021-03-05 | 昆山嘉丰盛精密电子有限公司 | 弧形翘曲边成型方法 |
| WO2021125293A1 (ja) * | 2019-12-18 | 2021-06-24 | 日本製鉄株式会社 | プレス成形品の製造方法およびプレス成形装置、プレス成形ライン |
| JP7243657B2 (ja) * | 2020-02-14 | 2023-03-22 | Jfeスチール株式会社 | プレス成形品の形状変化予測方法 |
| JP7587944B2 (ja) * | 2020-09-03 | 2024-11-21 | プレス工業株式会社 | 車体フレーム用部材、及び車体フレーム用部材の製造方法 |
| CN112845788A (zh) * | 2021-01-08 | 2021-05-28 | 昆山达亚汽车零部件有限公司 | 用于板材件的成型定位方法及装置 |
| CN113059078B (zh) * | 2021-04-14 | 2025-03-07 | 昆山达亚汽车零部件有限公司 | 异形料件的成型设备及方法 |
| JP7847030B2 (ja) * | 2022-04-28 | 2026-04-16 | 株式会社神戸製鋼所 | ヘミング加工品の製造方法 |
| WO2024006051A1 (en) | 2022-06-30 | 2024-01-04 | Cleveland-Cliffs Steel Properties Inc. | Method for prevention of premature edge fracture at draw bead |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11290951A (ja) | 1998-04-07 | 1999-10-26 | Nippon Steel Corp | 高強度鋼板のプレス成形方法およびプレス成形装置 |
| JP2004025273A (ja) | 2002-06-27 | 2004-01-29 | Sumitomo Metal Ind Ltd | プレス成形品の製造装置および製造法 |
| JP2004195535A (ja) | 2002-12-20 | 2004-07-15 | Press Kogyo Co Ltd | 折り曲げ品のねじれ防止方法及び角度出し方法並びにそれらに用いるプレス装置 |
| JP2006015404A (ja) * | 2004-06-01 | 2006-01-19 | Kobe Steel Ltd | 曲げ成形方法およびその成形方法に用いる成形金型 |
| JP2006289480A (ja) | 2005-04-14 | 2006-10-26 | Aida Eng Ltd | プレス成形方法およびそれに用いる金型 |
| JP2008023601A (ja) * | 2007-10-16 | 2008-02-07 | Amada Denshi:Kk | 曲げ加工機における曲げ角度制御方法およびその装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2057606C1 (ru) | 1992-10-20 | 1996-04-10 | Челябинский государственный технический университет | Способ изготовления профилей |
| JP2004188445A (ja) | 2002-12-10 | 2004-07-08 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法 |
| JP5073413B2 (ja) | 2007-08-21 | 2012-11-14 | 本田技研工業株式会社 | プレス成形用金型 |
| JP4973631B2 (ja) * | 2008-09-16 | 2012-07-11 | トヨタ自動車株式会社 | プレス成形品の成形方法 |
| JP5515566B2 (ja) | 2009-09-29 | 2014-06-11 | Jfeスチール株式会社 | 曲がり部材成形方法および曲がり部材ならびに曲がり部材製造方法 |
| KR101472645B1 (ko) | 2010-05-19 | 2014-12-15 | 신닛테츠스미킨 카부시키카이샤 | L자 형상을 갖는 부품의 프레스 성형 방법 |
| MX345043B (es) | 2011-05-20 | 2017-01-16 | Nippon Steel & Sumitomo Metal Corp | Método de moldeo por presión y componente de vehículo. |
-
2013
- 2013-01-16 MX MX2015008823A patent/MX356737B/es active IP Right Grant
- 2013-01-16 KR KR1020157018443A patent/KR101692658B1/ko active Active
- 2013-01-16 BR BR112015016037A patent/BR112015016037A2/pt active Search and Examination
- 2013-01-16 CN CN201380070357.0A patent/CN104918725B/zh active Active
- 2013-01-16 JP JP2013532773A patent/JP5382281B1/ja active Active
- 2013-01-16 US US14/758,172 patent/US9962752B2/en active Active
- 2013-01-16 CA CA2895266A patent/CA2895266C/en not_active Expired - Fee Related
- 2013-01-16 WO PCT/JP2013/050692 patent/WO2014112056A1/ja not_active Ceased
- 2013-01-16 EP EP13871898.6A patent/EP2946845B1/en active Active
- 2013-01-16 ES ES13871898.6T patent/ES2632276T3/es active Active
- 2013-01-16 RU RU2015134381A patent/RU2621519C2/ru not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11290951A (ja) | 1998-04-07 | 1999-10-26 | Nippon Steel Corp | 高強度鋼板のプレス成形方法およびプレス成形装置 |
| JP2004025273A (ja) | 2002-06-27 | 2004-01-29 | Sumitomo Metal Ind Ltd | プレス成形品の製造装置および製造法 |
| JP2004195535A (ja) | 2002-12-20 | 2004-07-15 | Press Kogyo Co Ltd | 折り曲げ品のねじれ防止方法及び角度出し方法並びにそれらに用いるプレス装置 |
| JP2006015404A (ja) * | 2004-06-01 | 2006-01-19 | Kobe Steel Ltd | 曲げ成形方法およびその成形方法に用いる成形金型 |
| JP2006289480A (ja) | 2005-04-14 | 2006-10-26 | Aida Eng Ltd | プレス成形方法およびそれに用いる金型 |
| JP2008023601A (ja) * | 2007-10-16 | 2008-02-07 | Amada Denshi:Kk | 曲げ加工機における曲げ角度制御方法およびその装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2946845A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI629122B (zh) * | 2015-04-22 | 2018-07-11 | 新日鐵住金股份有限公司 | 壓製成形品之製造方法、壓製成形品、模具及壓製裝置 |
| US10252312B2 (en) | 2015-04-22 | 2019-04-09 | Nippon Steel & Sumitomo Metal Corporation | Pressed component manufacturing method, pressed component, mold, and press apparatus |
| US11850646B2 (en) | 2019-09-13 | 2023-12-26 | Toyota Jidosha Kabushiki Kaisha | Manufacturing apparatus and manufacturing method for hat-shaped section component with curved projection portion |
| JP2022049566A (ja) * | 2020-09-16 | 2022-03-29 | 東プレ株式会社 | プレス成形品の製造方法および成形用金型 |
| JP7537966B2 (ja) | 2020-09-16 | 2024-08-21 | 東プレ株式会社 | プレス成形品の製造方法およびプレス金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2632276T3 (es) | 2017-09-12 |
| JPWO2014112056A1 (ja) | 2017-01-19 |
| EP2946845A4 (en) | 2016-09-14 |
| CN104918725A (zh) | 2015-09-16 |
| CN104918725B (zh) | 2016-09-14 |
| MX2015008823A (es) | 2015-10-14 |
| RU2621519C2 (ru) | 2017-06-06 |
| EP2946845A1 (en) | 2015-11-25 |
| MX356737B (es) | 2018-06-12 |
| US20150367397A1 (en) | 2015-12-24 |
| EP2946845B1 (en) | 2017-06-28 |
| KR20150093812A (ko) | 2015-08-18 |
| CA2895266C (en) | 2017-03-21 |
| BR112015016037A2 (pt) | 2017-07-11 |
| JP5382281B1 (ja) | 2014-01-08 |
| CA2895266A1 (en) | 2014-07-24 |
| RU2015134381A (ru) | 2017-02-28 |
| KR101692658B1 (ko) | 2017-01-03 |
| US9962752B2 (en) | 2018-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5382281B1 (ja) | プレス成形方法 | |
| JP4757820B2 (ja) | 形状凍結性に優れる多段プレス成形方法 | |
| JP6359171B2 (ja) | プレス成形方法 | |
| CN106660098B (zh) | 冲压成形方法 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| KR101962557B1 (ko) | 프레스 성형 방법 및 프레스 성형 금형 | |
| WO2018030240A1 (ja) | プレス成形品の製造方法 | |
| WO2017175730A1 (ja) | プレス成形品の製造方法及び製造ライン | |
| KR102295122B1 (ko) | 프레스 성형품의 제조 방법 | |
| US12036596B2 (en) | Press forming method | |
| KR20180105216A (ko) | 프레스 성형품의 제조 방법 | |
| KR20210141654A (ko) | 프레스 성형 방법 | |
| JP5031703B2 (ja) | 形状凍結性に優れる多段プレス成形方法 | |
| KR20210141652A (ko) | 프레스 성형 방법 | |
| WO2020153500A1 (ja) | プレス成形方法およびプレス装置 | |
| TWI530341B (zh) | Compression molding method | |
| JP6493331B2 (ja) | プレス成形品の製造方法 | |
| Tobita et al. | Development of Forming Technology to Reduce Dimensional Scattering of Automotive Parts with Cambers by Using Bauschinger Effect | |
| JP6330766B2 (ja) | プレス成形方法 | |
| KR20230003551A (ko) | 프레스 성형 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013532773 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13871898 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2895266 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14758172 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/008823 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20157018443 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201504395 Country of ref document: ID |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015016037 Country of ref document: BR |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013871898 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013871898 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2015134381 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112015016037 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150702 |