WO2014114225A1 - Pb-FREE SOLDER ALLOY - Google Patents
Pb-FREE SOLDER ALLOY Download PDFInfo
- Publication number
- WO2014114225A1 WO2014114225A1 PCT/CN2014/071032 CN2014071032W WO2014114225A1 WO 2014114225 A1 WO2014114225 A1 WO 2014114225A1 CN 2014071032 W CN2014071032 W CN 2014071032W WO 2014114225 A1 WO2014114225 A1 WO 2014114225A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- free solder
- solder alloy
- present disclosure
- soldering
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
- C22C13/02—Alloys based on tin with antimony or bismuth as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0227—Rods or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams or slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
- B23K35/262—Sn as the principal constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
Definitions
- Embodiments of the present disclosure generally relate to the soldering field, more particularly, to a Pb-free solder alloy and a method for preparing the same.
- Sn-Ag-Cu alloys are also applied as soldering materials. Except for the drawbacks of poor wetting performance, large volume, ununiform distribution and poor stability, the Sn-Ag-Cu alloy has a melting temperature which is as high as 221°C, so that related production devices need to be modified. Therefore, the manufacturing cost for the Sn-Ag-Cu alloy is increased.
- the highest temperature required by a Sn-Ag-Cu alloy process is about 40-50°C higher than that required by a Sn-Pb process. In this condition, the assembly time is longer, and energy consumption of the assembly process is increased up to by 25%. Moreover, more C0 2 generates during the assembly process, which is the main cause of the greenhouse effect and bad for the environment. Therefore, it is needed to provide a soldering alloy, in which the above mentioned problems can be solved.
- Embodiments of the present disclosure seek to solve at least one of the problems existing in the prior art to at least some extent, or to provide a consumer with a useful commercial choice.
- Embodiments of an aspect of the present disclosure provide a Pb-free solder alloy.
- the Pb-free solder alloy may contain: 4-12 wt% of Zn, 0.5-4 wt% of Bi, 0.5-5 wt% of In, 0.005-0.5 wt% of P, 0.001-0.5 wt% of Zr, at least one selected from a group consisting of: 0-0.1 wt% of Y, 0-0.2 wt% of Ge, 0-0.05 wt% of Mg, 0-0.02 wt% of B, 0-0.05 wt% of Al, 0-0.2 wt% of Ni and 0-0.3 wt% of Ag, and a balance of Sn.
- the Pb-free solder alloy according to embodiments of the present disclosure may have both low melting temperature and high stability.
- the melting temperature of the Pb-free solder alloy may be reduced, for example, be reduced to a temperature close to a melting point of the Sn-Pb eutectic alloy, i.e., 183°C.
- the presence of Zr may facilitate to refine the crystalline structure of the Pb-free solder alloy, and bulky dendritic crystalline structures in the Pb-free solder alloy may be reduced. Therefore, the intensity and toughness of the grain boundary of the Pb-free solder alloy may be strengthened, and ⁇ . 2 of the Pb-free solder alloy may also be increased.
- the stress concentration and deformation may be reduced or even avoided. Therefore, cracks may be difficult to spread in the Pb-free solder alloy, and the soldering performances of the Pb-free solder alloy may be improved. Further, the Pb-free solder alloy according to embodiments of the present disclosure may have improved stability.
- the grain boundary of the Pb-free solder alloy may be modified, thus the stability of the Pb-free solder alloy may be further improved, for example, the Pb-free solder alloy may have better heat resistance and humidity resistance.
- the Pb-free solder alloy may have a smaller wetting angle ⁇ , that is to say, the Pb-free solder alloy has a good wetting performances on a soldering part.
- the oxidation resistance of the Pb-free solder alloy may be improved. Therefore, it is easy to form an oxidation film on the Pb-free solder alloy, thus protecting the Pb-free solder alloy from being damaged.
- the film may be removed during the soldering process by using a solvent. In this way, the Pb-free solder alloy may have more uniform structure and less defects, and a better adhesion may be formed by using the Pb-free solder alloy. Therefore, soldering performances of the Pb-free solder alloy according to embodiments of the present disclosure may be further improved.
- the Pb-free solder alloy according to embodiments of the present disclosure may be processed into various forms, such as rod, wire, powder, paste, etc. Therefore the Pb-free solder alloy can be applied in various soldering processes and various requirements in the soldering process can be satisfied by using the Pb-free solder alloy.
- weight content (wt%) when referring to weight content (wt%) in the present disclosure, the weight content may always be based on the total weight of the Pb-free solder alloy.
- Embodiments of an aspect of the present disclosure provide a plumbum-free (Pb-free) solder alloy.
- the Pb-free solder alloy may contain: 4-12 wt% of zinc (Zn), 0.5-4 wt% of (bismuth) Bi, 0.5-5 wt% of indium (In), 0.005-0.5 wt% of phosphor (P), 0.001-0.5 wt% of zirconium (Zr), at least one selected from a group consisting of: 0-0.1 wt% of yttrium (Y), 0-0.2 wt% of germanium (Ge), 0-0.05 wt% of magnesium (Mg), 0-0.02 wt% of boron (B), 0-0.05 wt% of aluminum (Al), 0-0.2 wt% of nickel (Ni) and 0-0.3 wt% of silver (Ag), and a balance of stannum (Sn).
- the Pb-free solder alloy according to embodiments of the present disclosure may have both low melting temperature and high stability.
- the inventors also found that, with the presence of Zr, the stability of the Pb-free solder alloy may be enhanced and the soldering performances of the Pb-free solder alloy may be improved.
- Zr atom may adhere on the grain boundary of the Pb-free solder alloy due to its large atomic radius.
- Zr atom may generate a material point of ZrN on the grain boundary, which prevents cracks from spreading through the Pb-free solder alloy.
- ZrN may act as a well for hydrogen (H), it may facilitate to refine the crystalline structure of the Pb-free solder alloy, and bulky dendritic crystalline structures in the Pb-free solder alloy may be reduced.
- the intensity and toughness of the grain boundary of the Pb-free solder alloy may be strengthened, and ⁇ . 2 of the Pb-free solder alloy may also be increased. In this way, the stress concentration and deformation may be reduced or even avoided. Therefore, cracks may be difficult to spread in the Pb-free solder alloy, and the soldering performances of the Pb-free solder alloy may be improved.
- a material point of ZrO may be formed on a surface of the Pb-free solder alloy.
- a P compound may also be formed on the surface of the Pb-free solder alloy. With the material point of ZrO and the P compound formed on the surface of the Pb-free solder alloy, grains on the Pb-free solder alloy may have refined diameters. In addition, the material point of ZrO and the P compound may prevent the Pb-free solder alloy from being damaged, thus wear resistance and corrosion resistance of the Pb-free solder alloy may be improved.
- the Pb-free solder alloy according to embodiments of the present disclosure may have further improved stability and soldering performances, for example, reduced wetting angle and improved cracking resistance.
- the at least one element selected from the group consisting of: 0-0.1 wt% of Y, 0-0.2 wt% of Ge, 0-0.05 wt% of Mg, 0-0.02 wt% of B, 0-0.05 wt% of Al, 0-0.2 wt% of Ni and 0-0.3 wt% of Ag may interact with the Zr and P in the Pb-free solder alloy.
- the Pb-free solder alloy may further contain Ge and Y.
- Ge and Y may be oxidized to form Ge compound or Y compound on the surface of the Pb-free solder alloy, thus protecting welding spots during the soldering process. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy may further contain Mg and Y.
- Mg, Y and Zr may be oxidized during the soldering process, and impurities such as sulfur (S) may be fixed in the Pb-free solder alloy. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy may further contain Y, B and Mg.
- B having very small atom radius, the stress generated in the grains of the Pb-free solder alloy may be softened.
- B may be oxidized to form an oxidation film on the surface of the Pb-free solder alloy, thus protecting the Pb-free solder alloy from being damaged. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy may further contain Al.
- Al may also form an Al compound on the surface of the Pb-free solder alloy, thus protecting the Pb-free solder alloy.
- Al has a face-centred cubic structure and is isotropic, when the Pb-free solder alloy is solidified, Al may be separated out and distributed in the Pb-free solder alloy in the form of tiny material point having high diffusion concentration. The tiny material point may provide oxidation resistances for the Pb-free solder alloy. In this way, oxidation resistance of the Pb-free solder alloy may be significantly improved by using a small quantity of Al. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy may further contain Ni and Al.
- the Pb-free solder alloy may have better stability and strength.
- Al and Ni may form nano-scale intermetallic compounds on the surface of the Pb-free solder alloy, so that stability of the Pb-free solder alloy may be improved.
- Cu copper
- a Cu compound may form on the interface between the Cu substrate and the Pb-free solder alloy, so that the adhesion between Cu substrate and the Pb-free solder alloy may be strengthened. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy may further contain Ag.
- the adhesion between Cu substrate and the Pb-free solder alloy may be further strengthened. Therefore, the Pb-free solder alloy may have improved soldering performances.
- the Pb-free solder alloy according to embodiments of the present disclosure may be prepared by a method including the steps of: materials containing corresponding elements of the Pb-free solder alloy are provided, and the materials are provided according to weight contents of corresponding elements, and the materials are melted and cast to form the Pb-free solder alloy.
- the melting step may be carried out by any conventional method.
- the melting step may be performed in vacuum or in the presence of an inert gas.
- the inert gas is known to those having ordinary skill in the art, such as argon. With the presence of the inert gas, impurities (such as nitrogen or oxygen) may have less opportunity to enter into the final Pb-free solder alloy. Therefore, the Pb-free solder alloy prepared by the method described above may have better soldering performances. Details of embodiments of the present disclosure may be explained in details with the following examples.
- the Pb-free solder alloy El having compositions shown in the Table 1 was prepared by the steps of: a first mixture having the identified compositions was provided, and the first mixture was melted and cast.
- the Pb-free solder alloy E2 having compositions shown in the Table 1 was prepared by the steps of: a second mixture having the identified compositions was provided, and the second mixture was melted and cast.
- the Pb-free solder alloy E3 having compositions shown in the Table 1 was prepared by the steps of: a third mixture having the identified compositions was provided, and the third mixture was melted and cast.
- the Pb-free solder alloy E4 having compositions shown in the Table 1 was prepared by the steps of: a fourth mixture having the identified compositions was provided, and the fourth mixture was melted and cast.
- the Pb-free solder alloy E5 having compositions shown in the Table 1 was prepared by the steps of: a fifth mixture having the identified compositions was provided, and the fifth mixture was melted and cast.
- the Pb-free solder alloy E6 having compositions shown in the Table 1 was prepared by the steps of: a sixth mixture having the identified compositions was provided, and the sixth mixture was melted and cast.
- the Pb-free solder alloy E7 having compositions shown in the Table 1 was prepared by the steps of: a seventh mixture having the identified compositions was provided, and the seventh mixture was melted and cast.
- the Pb-free solder alloy E8 having compositions shown in the Table 1 was prepared by the steps of: an eighth mixture having the identified compositions was provided, and the eighth mixture was melted and cast.
- the Pb-free solder alloy E9 having compositions shown in the Table 1 was prepared by the steps of: a ninth mixture having the identified compositions was provided, and the ninth mixture was melted and cast.
- the Pb-free solder alloy E10 having compositions shown in the Table 1 was prepared by the steps of: a tenth mixture having the identified compositions was provided, and the tenth mixture was melted and cast.
- the Pb-free solder alloy CE1 having compositions shown in the Table 1 was provided.
- the Pb-free solder alloy CE2 having compositions shown in the Table 1 was provided.
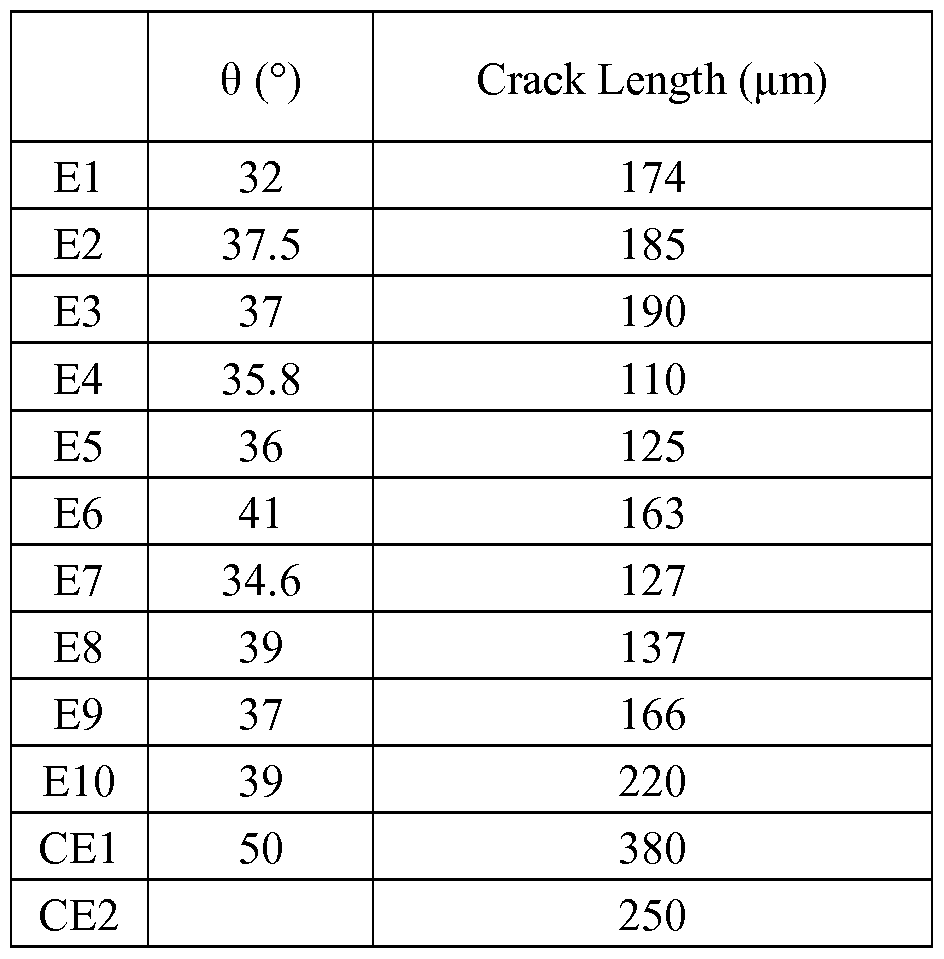
- the Pb-free solder alloys E1-E10 and CE1-CE2 were tested with a wettability test.
- the wetting angles ⁇ of all of the Pb-free solder alloys are shown in Table 2.
- the Pb-free solder alloy according to Examples of the present disclosure has both smaller wetting angle and smaller crack length. Therefore, it can be concluded that, the Pb-free solder alloy according to Examples of the present disclosure may have better stability and soldering performances.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description

Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14743284.3A EP2948570B1 (en) | 2013-01-22 | 2014-01-21 | Lead-free solder alloy |
| MYPI2015702342A MY184028A (en) | 2013-01-22 | 2014-01-21 | Pb-free solder alloy |
| US14/760,822 US10828731B2 (en) | 2013-01-22 | 2014-01-21 | Pb-free solder alloy |
| JP2015552997A JP6062070B2 (en) | 2013-01-22 | 2014-01-21 | Solder alloy not containing Pb |
| SG11201505623XA SG11201505623XA (en) | 2013-01-22 | 2014-01-21 | Pb-FREE SOLDER ALLOY |
| RU2015135232A RU2617309C2 (en) | 2013-01-22 | 2014-01-21 | Lead-free solder |
| KR1020157021605A KR101749439B1 (en) | 2013-01-22 | 2014-01-21 | Pb-FREE SOLDER ALLOY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310025378.2 | 2013-01-22 | ||
| CN201310025378.2A CN103042315B (en) | 2013-01-22 | 2013-01-22 | Heat-resistant and moisture-resistant low-melting-point lead-free solder alloy |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014114225A1 true WO2014114225A1 (en) | 2014-07-31 |
Family
ID=48055300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/CN2014/071032 Ceased WO2014114225A1 (en) | 2013-01-22 | 2014-01-21 | Pb-FREE SOLDER ALLOY |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10828731B2 (en) |
| EP (1) | EP2948570B1 (en) |
| JP (1) | JP6062070B2 (en) |
| KR (1) | KR101749439B1 (en) |
| CN (1) | CN103042315B (en) |
| MY (1) | MY184028A (en) |
| RU (1) | RU2617309C2 (en) |
| SG (1) | SG11201505623XA (en) |
| TW (1) | TWI538763B (en) |
| WO (1) | WO2014114225A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140225269A1 (en) * | 2013-02-13 | 2014-08-14 | Kabushiki Kaisha Toyota Jidoshokki | Solder and die-bonding structure |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103042315B (en) * | 2013-01-22 | 2015-05-27 | 马莒生 | Heat-resistant and moisture-resistant low-melting-point lead-free solder alloy |
| DE102013013296B4 (en) * | 2013-08-12 | 2020-08-06 | Schott Ag | Converter-heat sink assembly with metallic solder connection and method for its production |
| CN103722303A (en) * | 2013-12-23 | 2014-04-16 | 苏州宏泉高压电容器有限公司 | Zirconium-gold-silver welding material and preparation method thereof |
| CN106041353B (en) * | 2016-06-17 | 2018-05-25 | 天津大学 | A kind of Sn-Zn-Bi series lead-free solders alloy and preparation method thereof |
| CN106238951A (en) * | 2016-08-26 | 2016-12-21 | 王泽陆 | A kind of environment-friendly high-intensity lead-free brazing and preparation technology thereof |
| CN106825979B (en) * | 2017-01-04 | 2019-11-12 | 南京信息工程大学 | A kind of lead-free solder of low melting point Sn-Zn-Bi-Mg system and preparation method thereof |
| CN106956091A (en) * | 2017-05-02 | 2017-07-18 | 泰州朗瑞新能源科技有限公司 | A kind of welding material and preparation method thereof |
| CN108296668A (en) * | 2017-12-21 | 2018-07-20 | 柳州智臻智能机械有限公司 | A kind of leadless welding alloy and preparation method thereof |
| CN109595972A (en) * | 2018-11-01 | 2019-04-09 | 广西瑞祺丰新材料有限公司 | A kind of aluminium alloy cooling tube |
| JP6721851B1 (en) * | 2019-06-28 | 2020-07-15 | 千住金属工業株式会社 | Solder alloys, castings, formations and solder joints |
| CN111922551A (en) * | 2020-08-12 | 2020-11-13 | 昆山联金科技发展有限公司 | Sn-Zn lead-free soldering paste and preparation method thereof |
| CN117260059A (en) * | 2023-10-11 | 2023-12-22 | 昆明理工大学 | Corrosion-resistant Sn-Zn lead-free solder with low Ge content and preparation method thereof |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503338B1 (en) * | 2000-04-28 | 2003-01-07 | Senju Metal Industry Co., Ltd. | Lead-free solder alloys |
| CN1718796A (en) | 2005-08-02 | 2006-01-11 | 马莒生 | A kind of lead-free solder alloy with low melting point |
| CN101132881A (en) * | 2004-12-01 | 2008-02-27 | 爱尔发加热有限公司 | Brazing filler metal alloy |
| US20100139730A1 (en) * | 2006-12-04 | 2010-06-10 | Aarhus Universitet | Use of thermoelectric materials for low temperature thermoelectric purposes |
| CN103042315A (en) * | 2013-01-22 | 2013-04-17 | 马莒生 | Heat-resistant and moisture-resistant low-melting-point lead-free solder alloy |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU241950A1 (en) * | 1968-02-09 | 1969-04-18 | И. А. Бойко, | N.V. Kurguzov, I.K. Sklre and A.I. Golubev |
| JPH0994687A (en) * | 1995-09-29 | 1997-04-08 | Senju Metal Ind Co Ltd | Lead-free solder alloy |
| CN1087994C (en) * | 1995-09-29 | 2002-07-24 | 松下电器产业株式会社 | Lead-free solder |
| JP3306007B2 (en) * | 1998-06-30 | 2002-07-24 | 株式会社東芝 | Solder material |
| RU2254971C2 (en) * | 2000-11-16 | 2005-06-27 | Сингапур Асахи Кемикал Энд Соулдер Индастриз Птэ. Лтд. | Lead free solder |
| JP4144415B2 (en) * | 2003-01-07 | 2008-09-03 | 千住金属工業株式会社 | Lead-free solder |
| JP2005103562A (en) | 2003-09-29 | 2005-04-21 | Toshiba Corp | Lead-free bonding material |
| JP2007536088A (en) * | 2004-05-04 | 2007-12-13 | エス−ボンド テクノロジーズ、エルエルシー | Electronic package formed using low-temperature active solder containing indium, bismuth and / or cadmium |
| CN100364712C (en) * | 2004-12-17 | 2008-01-30 | 北京工业大学 | SnZn-based lead-free solder containing rare earth Er |
| JP2006255762A (en) * | 2005-03-18 | 2006-09-28 | Uchihashi Estec Co Ltd | Wire-shaped solder for electronic component |
| US20080159904A1 (en) * | 2005-08-24 | 2008-07-03 | Fry's Metals, Inc. | Solder alloy |
| JP5376553B2 (en) * | 2006-06-26 | 2013-12-25 | 日立金属株式会社 | Wiring conductor and terminal connection |
| JP2011005510A (en) * | 2009-06-24 | 2011-01-13 | Mitsubishi Electric Corp | Solder alloy and electronic circuit board |
| TW201210733A (en) * | 2010-08-26 | 2012-03-16 | Dynajoin Corp | Variable melting point solders |
-
2013
- 2013-01-22 CN CN201310025378.2A patent/CN103042315B/en active Active
-
2014
- 2014-01-21 WO PCT/CN2014/071032 patent/WO2014114225A1/en not_active Ceased
- 2014-01-21 JP JP2015552997A patent/JP6062070B2/en active Active
- 2014-01-21 US US14/760,822 patent/US10828731B2/en active Active
- 2014-01-21 RU RU2015135232A patent/RU2617309C2/en active
- 2014-01-21 KR KR1020157021605A patent/KR101749439B1/en active Active
- 2014-01-21 MY MYPI2015702342A patent/MY184028A/en unknown
- 2014-01-21 SG SG11201505623XA patent/SG11201505623XA/en unknown
- 2014-01-21 EP EP14743284.3A patent/EP2948570B1/en active Active
- 2014-01-22 TW TW103102251A patent/TWI538763B/en active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503338B1 (en) * | 2000-04-28 | 2003-01-07 | Senju Metal Industry Co., Ltd. | Lead-free solder alloys |
| CN101132881A (en) * | 2004-12-01 | 2008-02-27 | 爱尔发加热有限公司 | Brazing filler metal alloy |
| CN1718796A (en) | 2005-08-02 | 2006-01-11 | 马莒生 | A kind of lead-free solder alloy with low melting point |
| US20100139730A1 (en) * | 2006-12-04 | 2010-06-10 | Aarhus Universitet | Use of thermoelectric materials for low temperature thermoelectric purposes |
| CN103042315A (en) * | 2013-01-22 | 2013-04-17 | 马莒生 | Heat-resistant and moisture-resistant low-melting-point lead-free solder alloy |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140225269A1 (en) * | 2013-02-13 | 2014-08-14 | Kabushiki Kaisha Toyota Jidoshokki | Solder and die-bonding structure |
| US9216478B2 (en) * | 2013-02-13 | 2015-12-22 | Kabushiki Kaisha Toyota Jidoshokki | Solder and die-bonding structure |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150343570A1 (en) | 2015-12-03 |
| RU2015135232A (en) | 2017-03-02 |
| JP6062070B2 (en) | 2017-01-18 |
| JP2016508878A (en) | 2016-03-24 |
| TWI538763B (en) | 2016-06-21 |
| CN103042315B (en) | 2015-05-27 |
| EP2948570B1 (en) | 2019-02-27 |
| KR20150105446A (en) | 2015-09-16 |
| EP2948570A1 (en) | 2015-12-02 |
| RU2617309C2 (en) | 2017-04-24 |
| SG11201505623XA (en) | 2015-08-28 |
| MY184028A (en) | 2021-03-17 |
| TW201431636A (en) | 2014-08-16 |
| CN103042315A (en) | 2013-04-17 |
| US10828731B2 (en) | 2020-11-10 |
| KR101749439B1 (en) | 2017-06-21 |
| EP2948570A4 (en) | 2016-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10828731B2 (en) | Pb-free solder alloy | |
| EP3062956B1 (en) | Lead-free, silver-free solder alloys | |
| TWI383052B (en) | Low silver solder alloy and solder paste composition | |
| KR101339025B1 (en) | Solder alloy | |
| CN101862921B (en) | Sn-Cu-Ni lead-free solder containing Pr, Sr and Ga | |
| CN101269446A (en) | Sn-Zn-Ga-Ce lead-free solder | |
| US20070178007A1 (en) | Lead-free solder, solder joint product and electronic component | |
| JP2017513713A (en) | Lead-free eutectic solder alloy containing zinc as the main component and aluminum as alloying metal | |
| CN101537546B (en) | Sn-Ag-Cu lead-free solder containing Pr, Ni and Ga | |
| JP5973992B2 (en) | Solder alloy | |
| CN103561902B (en) | Pb-free solder paste | |
| CN101537547B (en) | Sn-Ag-Cu lead-free solder containing Nd, Ni and Co | |
| CN102848100B (en) | Low-silver Sn-Ag-Cu lead-free brazing filler metal containing Nd and Ga | |
| WO2007014529A1 (en) | A low melting point lead-free solder alloy | |
| CN101579789A (en) | Sn-Ag-Cu lead-free solder containing Pr, Zr and Co | |
| CN1313631C (en) | Tin silver copper nickel aluminium series leadless welding flux alloy | |
| CN103831543B (en) | Leadless welding material and preparation method thereof | |
| CN102825396B (en) | Sn-Zn leadless brazing filler metal containing Pr, Ga and Te | |
| CN103753047B (en) | Lead-free solder | |
| CN104942474B (en) | A kind of cadmium-free silver brazing alloy of stanniferous, silicon, zinc and praseodymium and preparation method thereof | |
| CN117245267A (en) | A composite solder containing Ga and Sb and its application | |
| JP2017127897A (en) | Au-Ge based solder alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14743284 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14760822 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2015552997 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157021605 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014743284 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2015135232 Country of ref document: RU Kind code of ref document: A |