WO2014119572A1 - ブレーキパッドおよびキャリパ装置 - Google Patents
ブレーキパッドおよびキャリパ装置 Download PDFInfo
- Publication number
- WO2014119572A1 WO2014119572A1 PCT/JP2014/051845 JP2014051845W WO2014119572A1 WO 2014119572 A1 WO2014119572 A1 WO 2014119572A1 JP 2014051845 W JP2014051845 W JP 2014051845W WO 2014119572 A1 WO2014119572 A1 WO 2014119572A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- back plate
- brake pad
- fiber
- friction material
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/02—Braking members; Mounting thereof
- F16D65/04—Bands, shoes or pads; Pivots or supporting members therefor
- F16D65/092—Bands, shoes or pads; Pivots or supporting members therefor for axially-engaging brakes, e.g. disc brakes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D69/0408—Attachment of linings specially adapted for plane linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/0441—Mechanical interlocking, e.g. roughened lining carrier, mating profiles on friction material and lining carrier
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/045—Bonding
- F16D2069/0466—Bonding chemical, e.g. using adhesives, vulcanising
Definitions
- the present invention relates to a brake pad and a caliper device.
- a brake pad for a disc brake is generally composed of a lining (friction material) for braking the disc and a back plate (back plate) for supporting the lining.
- the back plate is required to have heat resistance, brake resistance, and high mechanical strength in a high temperature atmosphere in order to support the lining. Therefore, conventionally, a ceramic plate or a metal plate has been used as the back plate.
- ceramic plates and metal plates have problems in that they are heavy in weight, take a long time for processing, and are expensive.
- Patent Document 1 discloses a back plate using a carbon fiber reinforced plastic plate.
- the present invention is to provide a brake pad having a high bonding strength between the friction material and the back plate and excellent in durability, and a caliper device including the brake pad.
- a brake pad for braking a rotating disk A friction material provided on the disk side, and a back plate joined to the opposite side of the friction material to the disk,
- the back plate has a plurality of ridges and / or a plurality of grooves on the surface with the friction material side,
- the plurality of ridges and / or the plurality of grooves are formed over the entire surface of the back plate on the friction material side, and the longitudinal directions thereof are aligned in one direction with respect to the rotation direction of the disc and are inclined at a predetermined angle.
- the friction material is bonded to the back plate so as to be in close contact with a surface defining each of the ridges and / or each groove and a surface of the back plate on the friction material side. Brake pads to do.
- the resin includes at least one selected from the group consisting of a phenol resin, an epoxy resin, a bismaleimide resin, a benzoxazine resin, and an unsaturated polyester resin.
- a brake pad having a high bonding strength between the friction material and the back plate and excellent in durability, and a caliper device including the brake pad.
- FIG. 1 is a cross-sectional view showing an example of a caliper device.
- FIG. 2 is a cross-sectional view showing an example of the caliper device.
- FIG. 3 is a plan view showing the first embodiment of the brake pad of the present invention.
- FIG. 4 is a partial plan view showing the first embodiment of the brake pad of the present invention.
- FIG. 5 is a cross-sectional view showing a first embodiment of the brake pad of the present invention.
- FIG. 6 is a view for showing a state in which the brake pad of the present invention is arranged on a disc.
- FIG. 7 is a partial plan view showing another example of the brake pad of the present invention.
- FIG. 8 is a cross-sectional view showing a second embodiment of the brake pad of the present invention.
- FIG. 1 is a cross-sectional view showing an example of a caliper device.
- FIG. 2 is a cross-sectional view showing an example of the caliper device.
- FIG. 3 is
- FIG. 9 is a cross-sectional view showing a third embodiment of the brake pad of the present invention.
- FIG. 10 is a cross-sectional view showing a fourth embodiment of the brake pad of the present invention.
- FIG. 11 is a cross-sectional view showing a fifth embodiment of the brake pad of the present invention.
- FIG. 12 is a sectional view showing a sixth embodiment of the brake pad of the present invention.
- FIG. 13 is a cross-sectional view showing a seventh embodiment of the brake pad of the present invention.
- FIG. 14 is a cross-sectional view showing an eighth embodiment of the brake pad of the present invention.
- FIG. 1 is a diagram for illustrating a state where the braking of the disk is released
- FIG. 2 is a diagram for illustrating a state where the disk is braked by the caliper device.
- the caliper device 100 shown in FIGS. 1 and 2 is used to brake a rotating (rotating) disc 200. As shown in FIGS. 1 and 2, the disk 200 rotates in the direction of arrow A with the rotation shaft 210 as the center axis of rotation.
- the caliper device 100 is installed in the vicinity of the disk 200.
- the caliper device 100 includes a caliper 50, a piston 30, and a brake pad 10.
- the caliper 50 corresponds to a casing that houses the piston 30, and has a space 40 that opens downward and a flow path 51 that communicates with the space 40, as shown in FIGS. 1 and 2.
- the space 40 has a cylindrical shape, and the piston 30 is accommodated in the space 40.
- An annular groove 55 is provided on the inner peripheral surface of the caliper 50 that defines the space 40.
- a ring-shaped sealing member 60 made of an elastic material is installed in the groove 55. The seal member 60 is pressed against the outer peripheral surface of the piston 30 so that the piston 30 can slide.
- one seal member 60 is installed in the space 40, but the number of seal members is not limited to this.
- two or more seal members may be arranged in the space 40 in the vertical direction in FIG.
- the number of seal members may be set as appropriate according to the use of the caliper device 100, required performance, and the like.
- sealing structure by such a sealing member 60 is not limited to the illustrated structure.
- the piston 30 has a function of pressing the brake pad 10 toward the disc 200.
- the piston 30 is accommodated in the space 40, and the seal member 60 is pressed against the outer peripheral surface of the piston 30. For this reason, the space 40 is liquid-tightly sealed by the seal member 60.
- the space 40 is filled with brake fluid.
- the caliper device 100 can supply brake fluid into the space 40 via the flow path 51 or flow out of the space 40 by a hydraulic device (not shown). By providing the seal member 60, it is possible to prevent leakage of brake fluid to the outside of the space 40 and entry of foreign matter into the space 40.
- the brake pad 10 is pressed against the disk 200 during braking and has a function of controlling the rotation of the disk 200 (reducing the rotation speed) by the frictional force generated between the brake pad 10 and the disk 200.
- the brake pad 10 is installed between the piston 30 and the disc 200.
- the brake pad 10 is composed of a joined body in which a back plate 11 and a friction material 12 are joined.
- the back plate 11 is located on the piston 30 side, and the friction material 12 is located on the disk 200 side.
- the upper surface of the back plate 11 is in contact with the lower surface of the piston 30. In addition, both may be joined or may not be joined. Further, the lower surface of the friction material 12 faces the upper surface of the disk 200.
- the caliper device of the present invention can be applied to both an opposed device and a floating device.
- a control mechanism having the same configuration as the control mechanism including the space 40, the piston 30, and the brake pad 10 is provided via the center line 220 of the disk 200.
- a pair of control mechanisms including a space, a piston, and a brake pad are provided via the disk 200.
- both of the pair of brake pads move relative to the caliper 50 and brake the rotation of the disc 200 with the disc 200 interposed therebetween.
- the number of pairs of control mechanisms (the number of pairs) is not limited to one, and may be a plurality of pairs, for example, two, three, or the like.
- a brake pad having the same configuration as the brake pad 10 described above is disposed below the disc 200 via the center line 220 of the disc 200.
- the number of pairs of brake pads is not limited to one, and may be a plurality of sets such as two sets, three sets, and the like.
- the operation of the caliper device 100 will be described.
- the caliper device 100 is not braked (initial state)
- the lower surface of the friction material 12 is separated from the upper surface of the disk 200 with a slight gap.
- the brake fluid is supplied into the space 40 via the flow path 51 by the hydraulic device.
- the hydraulic pressure of the brake fluid in the space 40 increases, and the piston 30 moves to the disc 200 side.
- the brake pad 10 also moves downward in FIG. 1, and the friction material 12 is pressed against the disk 200 as shown in FIG.
- the rotation of the disk 200 is suppressed by the frictional force generated between the friction material 12 of the brake pad 10 and the disk 200.
- the supply of the brake fluid into the space 40 by the hydraulic device is stopped or the brake fluid is extracted from the space 40 through the flow path 51 to the hydraulic device.
- a part of the brake fluid in the space 40 flows out of the space 40 through the flow path 51, and the pressure (hydraulic pressure) of the brake fluid on the piston 30 is reduced.
- the force which presses piston 30 to the disk 200 side decreases, and seal member 60 tries to restore to the state at the time of non-braking by the restoring force.
- the piston 30 moves in a direction away from the disk 200 (upward).
- the lower surface of the friction material 12 is separated from the upper surface of the disk 200, or the pressure contact force between the lower surface of the friction material 12 and the upper surface of the disk 200 decreases.
- the braking of the disc 200 is released.
- the piston and the brake pad which are arranged to face each other via the center line 220 of the disc 200, are similar to the above-described operation both at the time of braking and at the time of braking release. Operate.
- the disc 200 is sandwiched by at least one pair of brake pads at the time of braking, so that a larger braking force can be obtained.
- braking is performed with the disc 200 sandwiched between the brake pad 10 movable with respect to the caliper 50 and the brake pad fixed to the caliper 50. That is, when the movable brake pad 10 is pressed against the disc 200, the caliper 50 moves in a direction away from the disc 200 (upward) by the reaction force. Due to the upward movement of the caliper 50, a brake pad (not shown) arranged opposite to the brake pad 10 and fixed to the caliper 50 moves upward, that is, in a direction approaching the disk 200. Pressed. As a result, the disc 200 is sandwiched between the movable brake pad 10 and the fixed brake pad, and braking is performed.
- the use of the caliper device of the present invention is not particularly limited, and can be used, for example, for aircraft, automobiles (vehicles), motorcycles, bicycles, railway vehicles, elevators, robots, construction machines, agricultural machines, other industrial machines, and the like.
- FIG. 3 is a plan view showing the first embodiment of the brake pad of the present invention
- FIG. 4 is a partial plan view showing the first embodiment of the brake pad of the present invention
- FIG. FIG. 6 is a cross-sectional view showing an embodiment
- FIG. 6 is a view showing a state in which the brake pad of the present invention is arranged on a disk.
- the brake pad of the present invention is pressed against the disk during braking and can control the rotation of the disk by a frictional force generated between the brake pad and the disk.
- the brake pad 10 is composed of a joined body in which the back plate 11 and the friction material 12 are joined.
- the surface (upper surface) of the back plate 11 on the friction material 12 side is formed with a plurality of ridges 111 over the entire surface.
- the plurality of ridges 111 are inclined at a predetermined angle with their longitudinal directions aligned in one direction with respect to the rotation direction of the disk 200.
- the friction material 12 is joined to such a back plate 11 so as to be in close contact with the surface defining each projection 111 and the friction material side surface (reference surface S) of the back plate 11.
- the rotation direction of the disk 200 means the rotation direction of the disk 200 at a position where the brake pad 10 is attached to the piston 30 of the caliper 100.
- the back plate 11 has the plurality of ridges 111 having such a shape, the contact area between the back plate 11 and the friction material 12 can be increased, so that the bonding strength between them is improved.
- the brake pad 10 having excellent durability can be obtained.
- the longitudinal directions of all the protrusions 111 are aligned in one direction with respect to the rotation direction of the disk 200 and are inclined at a predetermined angle.
- the vibration of the brake pad 10 in the rotation direction of the disc 200 can be effectively absorbed by the plurality of ridges 111.
- the brake pad 10 can be prevented from vibrating, and the brake pad 10 can be prevented from squeaking when the brake is applied.
- each protrusion 111 has one end (left end in the figure) positioned on the outer peripheral side of the disk 200 and the other end (right end in the figure) on the rotating shaft 210 side of the disk 200. Inclined to be located at. *
- the inclination angle (predetermined angle) of the longitudinal direction of the ridge 111 with respect to the rotation direction of the disc 200 is preferably 15 ° to 75 °, and more preferably 30 ° to 60 °.
- the inclination angle of the longitudinal direction of the ridge 111 with respect to the rotation direction of the disk 200 is an acute angle of two angles formed by the longitudinal direction of the ridge 111 and the rotation direction of the disk 200. Say the angle that you make.
- the fact that the ridges 111 are aligned in one direction and are inclined at a predetermined angle means that the inclination angles of the ridges 111 are equal to each other.
- the surface (top surface) that defines the top of the ridge 111 is a flat surface.
- two surfaces (side surfaces) that define the side portions of the ridge 111 are substantially parallel.
- the protrusion 111 has a substantially square cross section.
- line means what protrudes from the reference plane S of the backplate 11 to the friction material 12 side.
- the average height of the ridges 111 represented by H is preferably 2 mm to 6 mm, and more preferably 3 mm to 5 mm. Thereby, the noise of the brake pad 10 can be prevented more effectively. Further, the durability of the brake pad 10 can be further improved.
- the average value (average distance) between the adjacent protrusions 111 represented by L is preferably 5 mm to 20 mm, and more preferably 7 mm to 15 mm.
- the joint strength between the back plate 11 and the friction material 12 can be improved more efficiently.
- the back plate 11 and the friction material 12 may be joined by adhesion or fusion (welding), and the back plate 11 and the friction material 12 are joined by being integrated. It may be.
- the plurality of ridges 111 need only have their longitudinal directions aligned in one direction with respect to the rotational direction of the disk 200 and inclined at a predetermined angle.
- the shape of the strip 111 (hereinafter sometimes referred to as “planar shape”) may be a curved shape (non-linear shape), a straight line, or a wave shape.
- the planar shape of the brake pad 10 (the friction material 12 and the back plate 11) is substantially rectangular as shown in FIG.
- the friction material 12 is smaller than the back plate 11 in a plan view, and is positioned so as to be included in the back plate 11 in a plan view.
- planar shapes of the friction material 12 and the back plate 11 are each substantially rectangular, but are not limited thereto.
- the planar shape of the friction material 12 and the back plate 11 may be, for example, a substantially circular shape or a polygonal shape. Further, these planar shapes may be different from each other. In addition, what is necessary is just to set these planar shapes suitably according to the use of the brake pad 10. FIG.
- the ridge 111 has one end (left end in the figure) located on the outer peripheral side of the disc 200 and the other end (right end in the figure) as the disc. 200 is inclined so as to be located on the rotating shaft 210 side, but as shown in FIG. 7, one end (left end in the figure) is located on the rotating shaft 210 side of the disk 200 and the other end (right end in the figure). May be inclined so that is positioned on the outer peripheral side of the disk 200.
- the friction material 12 abuts on the disc 200 during braking, and has a function of suppressing the rotation of the disc 200 by friction caused by this abutment.
- the friction material 12 abuts on the disk 200 during braking, and generates frictional heat due to friction generated between the friction material 12 and the disk 200. Therefore, it is preferable that the constituent material of the friction material 12 is excellent in heat resistance so that it can cope with frictional heat during braking.
- the specific constituent material is not particularly limited.
- a fiber material such as rock wool, Kevlar fiber, copper fiber, a binding material such as resin, barium sulfate, zirconium silicate, cashew dust, graphite.
- a mixture containing a filler such as
- the average thickness of the friction material 12 is not particularly limited, but is preferably 3 mm to 15 mm, more preferably 5 mm to 12 mm.
- the average thickness of the friction material 12 is less than the lower limit value, depending on the material constituting the friction material 12, the mechanical strength is reduced, so that damage is likely to occur and the life may be shortened.
- the caliper apparatus 100 whole provided with the friction material 12 may enlarge a little.
- the back plate 11 is hard and has high mechanical strength. For this reason, the back plate 11 is not easily deformed, can reliably support the friction material 12, and can uniformly transmit the pressing force of the piston to the friction material 12 during braking. Further, the back plate 11 can make it difficult to transmit the frictional heat and vibration generated when the friction material 12 is brought into sliding contact with the disk 200 during braking to the piston.
- the back plate 11 is preferably composed of a back plate composition including a resin and a plurality of fibers, and in particular, the resin, the plurality of first fibers, and the plurality of second fibers. It is more preferable that it is comprised with the composition for backplates containing these.
- the composition for backplate contains resin.
- the resin may be in any form such as solid, liquid, semi-solid, etc. at room temperature.
- the resin examples include curable resins such as thermosetting resins, photocurable resins, reactive curable resins, and anaerobic curable resins. Among these, since it is excellent in mechanical characteristics such as linear expansion coefficient and elastic modulus after curing, a thermosetting resin is preferable.
- thermosetting resin examples include phenol resin, epoxy resin, bismaleimide resin, urea (urea) resin, melamine resin, polyurethane resin, cyanate ester resin, silicone resin, oxetane resin, (meth) acrylate resin, unsaturated polyester.
- examples thereof include resins, diallyl phthalate resins, polyimide resins, benzoxazine resins, and the like, and one or more of them can be used in combination.
- a thermosetting resin especially as a thermosetting resin, a phenol resin, an epoxy resin, a bismaleimide resin, a benzoxazine resin, and an unsaturated polyester resin are more preferable, and a phenol resin is more preferable.
- the back plate 11 can exhibit particularly excellent heat resistance against frictional heat generated when the friction material 12 comes into contact with the disk 200 during braking.
- the phenol resin examples include novolak type phenol resins such as phenol novolak resin, cresol novolak resin, bisphenol A novolak resin, arylalkylene type novolak resin; unmodified resole phenol resin, tung oil, linseed oil, walnut oil
- resol-type phenol resins such as oil-modified resol phenol resins, and one or more of them can be used in combination.
- the phenol resin a phenol novolac resin is particularly preferable. Thereby, while being able to manufacture the backplate 11 with low cost and high dimensional accuracy, the obtained backplate 11 can exhibit the especially outstanding heat resistance.
- the weight average molecular weight of the phenol resin is not particularly limited, but is preferably about 1,000 to 15,000. If the weight average molecular weight is less than the lower limit, it may be difficult to prepare the composition for the back plate because the viscosity of the resin is too low, and if the upper limit is exceeded, the melt viscosity of the resin increases. In some cases, the moldability of the back plate composition is lowered.
- the weight average molecular weight of the phenol resin is measured by, for example, gel permeation chromatography (GPC) and can be defined as a weight molecular weight in terms of polystyrene.
- Epoxy resins include bisphenol A type epoxy resins, bisphenol F type epoxy resins, bisphenol AD type epoxy resins and other bisphenol type epoxy resins; phenol novolac type epoxy resins, cresol novolak type epoxy resins and other novolak type epoxy resins; brominated bisphenols Brominated epoxy resins such as A-type epoxy resins and brominated phenol novolac-type epoxy resins; biphenyl-type epoxy resins; naphthalene-type epoxy resins; tris (hydroxyphenyl) methane-type epoxy resins, etc., one of these Alternatively, two or more kinds can be used in combination.
- the epoxy resin bisphenol A type epoxy resin, phenol novolak type epoxy resin, and cresol novolak type epoxy resin having a relatively low molecular weight are particularly preferable.
- the epoxy resin is preferably a phenol novolac type epoxy resin or a cresol novolac type epoxy resin, and particularly preferably a tris (hydroxyphenyl) methane type epoxy resin.
- the bismaleimide resin is not particularly limited as long as the resin has maleimide groups at both ends of the molecular chain, but a resin having a phenyl group is more preferable.
- a resin having a phenyl group is more preferable.
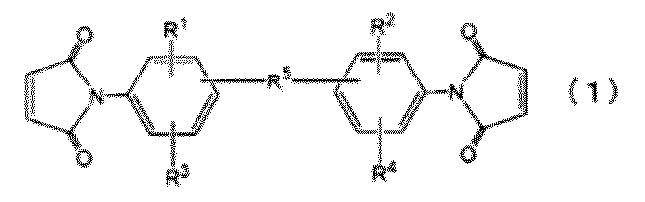
- the bismaleimide resin for example, a resin represented by the following formula (1) can be used.
- the bismaleimide resin may have maleimide groups that are bonded to positions other than both ends of the molecular chain.
- R 1 to R 4 are hydrogen or a substituted or unsubstituted hydrocarbon group having 1 to 4 carbon atoms
- R 5 is a substituted or unsubstituted organic group.
- the organic group is a hydrocarbon group that may contain a heteroatom, and examples of the heteroatom include O, S, and N.
- R 5 is preferably a hydrocarbon group having a main chain in which a methylene group, an aromatic ring and an ether bond (—O—) are bonded in any order, and more preferably a methylene bonded in any order in the main chain
- a substituent and / or a side chain may be bonded, and specific examples thereof include, for example, a hydrocarbon group having 3 or less carbon atoms, a maleimide group, a phenyl group, and the like. It is done.
- the bismaleimide resin for example, N, N ′-(4,4′-diphenylmethane) bismaleimide, bis (3-ethyl-5-methyl-4-maleimidophenyl) methane, 2,2- Bis [4- (4-maleimidophenoxy) phenyl] propane, m-phenylenebismaleimide, p-phenylenebismaleimide, 4-methyl-1,3-phenylenebismaleimide, N, N′-ethylenedimaleimide, N, N '-Hexamethylene dimaleimide and the like can be mentioned, and one or more of these can be used in combination.
- N, N ′-(4,4′-diphenylmethane) bismaleimide bis (3-ethyl-5-methyl-4-maleimidophenyl) methane, 2,2- Bis [4- (4-maleimidophenoxy) phenyl] propane, m-phenylenebismaleimide, p-phenylenebismaleimide, 4-
- the content of the resin in the composition for the back plate is not particularly limited, but is preferably 20% by mass to 80% by mass, and more preferably 30% by mass to 50% by mass.
- the binding strength with other materials (particularly, the first fiber and the second fiber) constituting the back plate composition is sufficient. May not be obtained.
- the content rate of resin exceeds the said upper limit, the quantity of the 1st fiber and 2nd fiber which are mentioned later reduces relatively, and the effect of including a 1st fiber and a 2nd fiber May not be fully demonstrated.
- the composition for the back plate includes a plurality of fibers, but preferably includes a plurality of first fibers as the plurality of fibers, and the plurality of first fibers. And a plurality of second fibers.
- the back plate composition preferably includes a fiber group that is an aggregate of a plurality of fibers, and more preferably includes at least a first fiber group that is an aggregate of a plurality of first fibers. More preferably, the first fiber group and a second fiber group that is an aggregate of a plurality of second fibers are included.
- the average length of the first fibers belonging to the first fiber group is longer than the average length of the second fibers belonging to the second fiber group (in other words, the second fibers belonging to the second fiber group).
- the average length of the first fibers is shorter than the average length of the first fibers belonging to the first fiber group).
- the back plate composition includes two kinds of fibers having different average lengths, so that the moldability (ease of forming) is improved, and the formed back plate 11 has a mechanical strength. Becomes higher.
- the first fiber and the second fiber will be described in detail.
- L2 / L1 satisfies the relationship of 0.001 to 0.5. It is more preferable to satisfy the relationship of 0.01 to 0.4, and it is more preferable to satisfy the relationship of 0.015 to 0.3.
- the back plate composition has improved moldability, The back plate 11 has particularly high dimensional accuracy and mechanical strength.
- the first fibers having a longer fiber length than the second fibers mainly ensure the mechanical strength of the back plate 11 and the back plate 11. Contributes to shape stability.
- the second fiber having a short fiber length also contributes to the shape stability of the back plate 11, but mainly fills the space between the first fibers having a relatively long fiber length (interpolated). ) Take a role. That is, the second fiber enters the gap between the first fibers, thereby increasing the mechanical strength of the back plate 11 in the portion where the first fibers do not exist, that is, the effect of reinforcing the effect of the first fibers. (Reinforcing action) is demonstrated. More specifically, the first fiber has a high tendency to be oriented along the surface direction of the back plate 11 because of its length.
- the second fibers enter the first fibers, but the second fibers are oriented along the surface direction of the back plate 11 and along a direction different from the surface direction of the back plate 11. However, it tends to be oriented. Thus, since the orientation state of the first fiber and the second fiber is different, both the first fiber and the second fiber have sufficient mechanical strength and shape stability in a small amount in the back plate 11. Can be granted.
- the above functions are particularly prominent when the L2 / L1 is within the above range. Furthermore, when the first fiber and the second fiber are made of the same or the same material, this tendency is remarkable.
- the average length L1 of the first fibers is preferably 5 mm to 50 mm, and more preferably 8 mm to 12 mm.
- the shape stability of the back plate 11 may not be sufficiently obtained depending on the constituent material of the first fibers and the content thereof.
- the average length L1 of the first fibers exceeds the upper limit, the fluidity of the back plate composition may not be sufficiently obtained when the back plate 11 is molded.
- the average length L2 of the second fibers is preferably 50 ⁇ m to 10 mm, more preferably 150 ⁇ m to 5 mm, and further preferably 200 ⁇ m to 3 mm.
- the average length L2 of the second fibers is less than the lower limit value, for example, when the content ratio of the first fibers is small, in order to increase the reinforcing action of the effect by the first fibers, It may be necessary to relatively increase the content of the second fiber in the composition.
- the average length L2 of the second fibers exceeds the upper limit, when the content of the first fibers is large, the ratio of the second fibers entering the gaps of the first fibers is descend.
- the average diameter D1 of the first fibers is preferably 5 ⁇ m to 20 ⁇ m, more preferably 6 ⁇ m to 18 ⁇ m, and even more preferably 7 ⁇ m to 16 ⁇ m.
- the average diameter D1 of the first fibers is less than the lower limit value, the first fibers are likely to be damaged when the back plate 11 is formed, depending on the constituent material and content of the first fibers.
- the average diameter D1 of the first fibers exceeds the upper limit, unevenness may occur in the strength at locations where the first fibers are relatively large and relatively small in the back plate 11.
- the average diameter D2 of the second fibers is preferably 5 ⁇ m to 20 ⁇ m, more preferably 6 ⁇ m to 18 ⁇ m, and even more preferably 7 ⁇ m to 16 ⁇ m.
- the second fibers are likely to be damaged during the molding of the back plate 11 depending on the constituent materials and the content ratios of the first fibers and the second fibers.
- the average diameter D2 of the second fibers exceeds the upper limit, the second fibers are less likely to enter the gaps of the first fibers depending on the content of the first fibers.
- the cross-sectional shape of the first fiber is not particularly limited, but may be any shape such as a substantially circular shape such as a circle and an ellipse, a polygon such as a triangle, a quadrangle, and a hexagon, a flat shape, and a deformed shape such as a star. Also good.
- the cross-sectional shape of the first fiber is particularly preferably substantially circular or flat. Thereby, the smoothness of the surface of the back plate 11 can be improved.
- the cross-sectional shape of the second fiber is not particularly limited, but may be any shape such as a substantially circular shape such as a circle and an ellipse, a polygon such as a triangle and a rectangle, a flat shape, and a deformed shape such as a star.
- the cross-sectional shape of the second fiber is particularly preferably substantially circular or flat.
- the first fiber may be present alone in the back plate composition, or may be present as a fiber bundle in which some of the first fibers are densely integrated.
- the fiber bundle may be in any state such as a stranded wire shape, a straight line shape, or a mesh shape. The same applies to the second fiber.
- first fiber and the second fiber for example, organic fiber such as aramid fiber, acrylic fiber, nylon fiber (aliphatic polyamide fiber) and phenol fiber, glass fiber, carbon fiber, ceramic fiber, rock wool, examples include inorganic fibers such as potassium titanate fiber and basalt fiber, metal fibers such as stainless steel fiber, steel fiber, aluminum fiber, copper fiber, brass fiber and bronze fiber, and a combination of one or more of these. Can be used.
- the first fiber and the second fiber are more preferably aramid fiber, carbon fiber, and glass fiber, respectively, and at least one of the first fiber and the second fiber is glass. More preferably, it is a fiber.
- the uniformity of the back plate composition per unit volume is improved, and the moldability of the back plate composition is particularly good. Furthermore, by improving the uniformity of the back plate composition, the uniformity of the internal stress in the formed back plate 11 is improved, and as a result, the waviness of the back plate 11 is reduced. Moreover, the abrasion resistance of the back plate 11 under a high load can be further improved. Further, when carbon fiber or aramid fiber is used, the mechanical strength of the back plate 11 can be further increased, and the back plate 11 can be further reduced in weight.
- the glass constituting the glass fiber include, for example, E glass, C glass, A glass, S glass, D glass, NE glass, T glass, and H glass.
- E glass, T glass, or S glass is particularly preferable.
- the carbon fiber include, for example, a high-strength carbon fiber having a tensile strength of 3500 MPa or more and a high-modulus carbon fiber having an elastic modulus of 230 GPa or more.
- the carbon fiber may be either a polyacrylonitrile (PAN) -based carbon fiber or a pitch-based carbon fiber, but is preferably a polyacrylonitrile-based carbon fiber because of its high tensile strength.
- PAN polyacrylonitrile
- the aramid resin constituting the aramid fiber may have either a meta-type structure or a para-type structure.
- the first fiber and the second fiber may be made of different materials, but are preferably made of the same or the same kind of material.
- the first fiber and the second fiber have close mechanical strength, and the composition for the back plate is adjusted. This improves handling.
- the same type means, for example, that the first fiber is a glass fiber, the second fiber is a glass fiber, and the kind of glass such as E glass or C glass. These differences are included in the “same kind” range.
- both the first fiber and the second fiber are not only glass fibers but also the first fibers are fibers composed of E glass.
- the second fiber is also a fiber composed of E glass.
- the first fiber and the second fiber are particularly preferably an aramid fiber, a carbon fiber, and a glass fiber. More preferably.
- both the first fiber and the second fiber are glass fibers, their mechanical strengths are close to each other, and handling properties when adjusting the composition for the back plate are improved.
- both the first fiber and the second fiber can enjoy the advantages of the glass fiber described above, the fluidity of the back plate composition is further improved, and the moldability thereof is particularly good. .
- the glass type is particularly preferably E glass. .
- At least one of the first fiber and the second fiber is subjected to surface treatment in advance.
- the first fiber and / or the second fiber can increase the dispersibility in the composition for the back plate, increase the adhesion with the resin, and the like.
- Examples of such surface treatment methods include coupling agent treatment, oxidation treatment, ozone treatment, plasma treatment, corona treatment, and blast treatment, and one or more of these may be combined. Can be used. Among these, a coupling agent treatment is particularly preferable as the surface treatment method.
- the coupling agent used for the coupling agent treatment is not particularly limited, and can be appropriately selected depending on the type of resin.
- the coupling agent examples include a silane coupling agent, a titanium coupling agent, and an aluminum coupling agent, and one or more of these can be used in combination.
- the coupling agent it is particularly preferable to use a silane coupling agent.
- Silane coupling agents include epoxy silane coupling agents, cationic silane coupling agents, amino silane coupling agents, vinyl silane coupling agents, mercapto silane coupling agents, methacryl silane coupling agents, chlorosilane coupling agents, and acrylic silanes. A coupling agent etc. are mentioned.
- the first fiber and the second fiber may be oriented along the thickness direction of the back plate 11, or may be oriented along the surface direction of the back plate 11, for example. Alternatively, it may be oriented at a predetermined angle with respect to the thickness direction or the surface direction of the back plate 11 or may not be oriented (non-oriented). However, at least the first fiber of the first fiber and the second fiber is preferably oriented along the surface direction of the back plate 11. Thereby, the dimensional change along the surface direction of the back plate 11 can be further reduced. As a result, deformation such as warping of the back plate 11 can be more reliably suppressed or prevented.
- the first fiber and the second fiber are oriented along the surface direction of the back plate 11.
- the first fiber or the second fiber is oriented substantially parallel to the surface of the back plate 11. It means the state of being.
- the back plate 11 is disposed with respect to the disk 200 as shown in FIG.
- the first fiber and / or the second fiber may be oriented in a random direction in the plane, or may be oriented along the radial direction of the disk 200, and in the traveling direction A of the disk 200. It may be oriented along, or may be oriented along an intermediate direction (predetermined direction) between them.
- the bending strength and compressive strength of the back plate 11 are uniform in all directions in the plane. Get higher.
- the first fiber or the second fiber is oriented along the traveling direction A of the disk 200 that is braked by the brake pad 10.
- the first fiber or the second fiber is the surface of the back plate 11. It is oriented along the direction and oriented substantially parallel along the traveling direction A of the disk 200.
- the total content of the first fibers and the second fibers in the back plate composition is preferably 20% by mass to 80% by mass, and more preferably 30% by mass to 70% by mass. preferable.
- the mechanical strength of the back plate 11 may be lowered depending on the materials of the first fiber and the second fiber. is there.
- the total content rate of a 1st fiber and a 2nd fiber exceeds the said upper limit, the fluidity
- the content ratio of the first fiber is X1 [mass%] and the content ratio of the second fiber is X2 [mass%]
- X2 / X1 satisfies the relationship of 0.05 to 1. It is more preferable to satisfy the relationship of 1 to 0.25.
- the ratio X2 / X1 of the content ratio of the first fiber and the content ratio of the second fiber is less than the lower limit value, when the length of the first fiber is relatively long, when the back plate 11 is manufactured, Damage or the like is likely to occur in the first fiber.
- the ratio X2 / X1 between the content ratio of the first fibers and the content ratio of the second fibers exceeds the upper limit value, if the length of the first fibers is relatively short, the machine of the back plate 11 Strength may decrease. Further, when the first fiber and the second fiber are made of the same or the same material, these tendencies appear remarkably.
- the content of the first fiber is preferably 35% by mass to 80% by mass, more preferably 40% by mass to 75% by mass, and further preferably 50% by mass to 65% by mass.
- the content rate of the first fiber is less than the lower limit, depending on the length of the first fiber and the content rate of the second fiber, the shrinkage rate at the time of molding the back plate 11 may be slightly increased. is there.
- the content rate of the first fiber exceeds the upper limit, depending on the length of the first fiber and the content rate of the second fiber, the first fiber may be damaged during the production of the back plate 11. May be more likely to occur.
- the content of the second fiber is preferably 2% by mass to 40% by mass, more preferably 3% by mass to 35% by mass, and further preferably 5% by mass to 30% by mass.
- the content rate of the second fiber is less than the lower limit value, the mechanical properties of the back plate 11 may not be sufficiently obtained depending on the length of the second fiber and the content of the first fiber.
- the content rate of a 2nd fiber exceeds the said upper limit, the fluidity
- the composition for the back plate is one or more.
- the third fiber or the like may be included.
- composition for the back plate may further comprise a curing agent, a curing aid, a filler, a release agent, a pigment, a sensitizer, an acid proliferating agent, a plasticizer, a flame retardant, a stabilizer, and an antioxidant, as necessary. And may contain an antistatic agent or the like.
- curing agent can be suitably selected and used according to the kind etc. of resin, and is not limited to a specific compound.
- the curing agent can be selected from bifunctional or higher epoxy compounds, isocyanates, hexamethylenetetramine, and the like.
- the curing agent may be an acid anhydride such as an amine compound such as an aliphatic polyamine, aromatic polyamine or diciamine diamide, an alicyclic acid anhydride, or an aromatic acid anhydride.
- an acid anhydride such as an amine compound such as an aliphatic polyamine, aromatic polyamine or diciamine diamide, an alicyclic acid anhydride, or an aromatic acid anhydride.
- products polyphenol compounds such as novolac type phenol resins, imidazole compounds and the like.
- the content of the curing agent in the composition for the back plate is appropriately set depending on the type of curing agent and resin used, and is, for example, 0.1% by mass to 30% by mass. It is preferable. Thereby, the back board 11 can be easily formed in arbitrary shapes.
- the curing aid is not particularly limited, and for example, an imidazole compound, a tertiary amine compound, an organic phosphorus compound, or the like can be used.
- the content of the curing aid in the composition for the back plate is appropriately set depending on the type of the curing aid and the curing agent to be used. For example, 0.001% by mass to 10% Mass% is preferred. Thereby, since the composition for back boards can be hardened more easily, the back board 11 can be shape
- the filler is not particularly limited, and examples thereof include inorganic fillers and organic fillers.
- examples of the inorganic filler include calcium carbonate, clay, silica, mica, talc, wollastonite, glass beads, milled carbon, graphite, and the like, and one or more of these may be used in combination.
- examples of the organic filler include polyvinyl butyral, acrylonitrile butadiene rubber, pulp, wood powder, and the like, and one or more of these can be used in combination. Among these, it is preferable to use acrylonitrile butadiene rubber as a filler (organic filler) from the viewpoint that the effect of improving the toughness of the back plate 11 (molded product) is further enhanced.
- the content of the filler in the back plate composition is not particularly limited, but is preferably 1% by mass to 30% by mass. Thereby, the mechanical strength of the back plate 11 can be further improved.
- the release agent is not particularly limited, but zinc stearate, calcium stearate and the like can be used.
- the content of the release agent in the back plate composition is not particularly limited, but is preferably 0.01% by mass to 5.0% by mass. Thereby, the back board 11 can be easily formed in arbitrary shapes.
- the average thickness of the back plate 11 is not particularly limited, but is preferably 2 mm to 12 mm, more preferably 3 mm to 10 mm, and still more preferably 4 mm to 8 mm. If the thickness of the back plate 11 is less than the lower limit, the heat resistance of the back plate 11 against frictional heat generated during braking may be slightly lowered depending on the type of resin. In addition, when the thickness of the back plate 11 exceeds the upper limit, the entire caliper device 100 including the brake pad 10 is slightly increased in size.
- composition for the back plate for example, a powder impregnation method using roving in accordance with the description in JP-T-2002-509199 can be used.
- the powder impregnation method using roving is a method of coating the first fiber and the second fiber by a dry method using a fluidized bed technique. Specifically, first, other materials constituting the back plate composition other than the first fibers and the second fibers are directly mixed from the fluidized bed without prior kneading. Adhere to the fiber. Next, another material is fixed to the first fiber and the second fiber by heating for a short time. The first and second fibers thus coated are then passed through a conditioning section consisting of a cooling device and optionally a heating device. Thereafter, the cooled and coated first and second fibers are taken up and cut to a desired length by a strand cutter. Then, the composition for back boards can be prepared by mixing the 1st fiber cut
- examples of the method for forming the back plate 11 include compression molding, transfer molding, and injection molding.
- Compressive molding can weaken the degree of orientation of the first fiber and / or the second fiber during molding. For this reason, the anisotropy in the back plate 11 can be reduced with respect to physical properties such as strength distribution, molding shrinkage, and linear expansion.
- compression formation can be used suitably when shape
- each length of the 1st fiber and 2nd fiber contained in the composition for back boards can be maintained more stably also in the back board 11.
- molding can also be reduced.
- the size of the back plate 11 to be molded can be controlled with higher accuracy by transfer molding.
- transfer molding can be suitably used to manufacture the back plate 11 having a complicated shape or the back plate 11 requiring high dimensional accuracy.
- Transfer molding can also be suitably applied to insert molding.
- the molding cycle of the back plate 11 can be further shortened by injection molding. For this reason, the mass productivity of the back plate 11 can be improved.
- the injection molding can be suitably used for the back plate 11 having a complicated shape.
- the back plate composition is injected at a high speed, the first fibers in the back plate 11 and the first fibers in the back plate 11 can be increased in degree of orientation of the first fibers and the second fibers in the back plate 11 and the like. Control of the orientation state of the second fiber can be performed with higher accuracy.
- the method for manufacturing the brake pad 10 is not particularly limited, and examples thereof include a method of pasting the friction material 12 after the back plate 11 is formed, a method of integrally forming the back plate 11 and the friction material 12, and the like. .
- FIG. 8 is a cross-sectional view showing a second embodiment of the brake pad of the present invention.
- the brake pad 10 has a plurality of grooves 112 formed on the entire surface of the back plate 11 on the friction material 12 side (upper surface).
- the longitudinal directions of the plurality of grooves 112 are aligned in one direction with respect to the rotation direction of the disk 200 and are inclined at a predetermined angle. In this respect, it differs from the first embodiment described above.
- the groove refers to a groove that is recessed from the reference surface S of the back plate 11 to the side opposite to the friction material 12.
- the surface (bottom surface) that defines the bottom of the groove 112 is a flat surface. Further, two surfaces (side surfaces) defining the side portion of the groove 112 are substantially parallel. In other words, the groove 112 has a substantially square cross section.
- the planar shape of the groove 112 is the same as the planar shape of the protrusion 111 described in the first embodiment.
- the average depth of the groove 112 represented by D is preferably 2 mm to 6 mm, and more preferably 3 mm to 5 mm. Thereby, the noise of the brake pad 10 can be prevented more effectively. Further, the durability of the brake pad 10 can be further improved.
- the average value (average distance) between the adjacent grooves 112 represented by L is preferably 5 mm to 20 mm, and more preferably 7 mm to 15 mm.
- the joint strength between the back plate 11 and the friction material 12 can be improved more efficiently.
- a rapid decrease in frictional force can be suppressed.
- FIG. 9 is a cross-sectional view showing a third embodiment of the brake pad of the present invention.
- the brake pad 10 is different from the first embodiment described above in that the cross section of the ridge 111 has a substantially trapezoidal shape. That is, the surface (top surface) that defines the top of the ridge 111 is a flat surface, and the distance between the two side surfaces is gradually increased downward.
- the ridge 111 has a cross-sectional area in a direction parallel to the back plate 11 (a direction orthogonal to the thickness direction of the back plate 11), that is, its width gradually increases in the direction opposite to the friction material 12. Yes.
- the back plate 11 has the plurality of ridges 111 having such a shape, the contact area between the back plate 11 and the friction material 12 can be increased, so that the bonding strength between them is improved.
- vibration of the brake pad 10 can be absorbed more efficiently.
- the brake pad 10 exhibits a particularly excellent anti-vibration effect.
- FIG. 10 is a cross-sectional view showing a fourth embodiment of the brake pad of the present invention.
- the brake pad 10 is different from the first embodiment described above in that the cross section of the ridge 111 is substantially triangular. That is, the protrusion 111 has a sharp tip (top).
- the ridges 111 are configured such that the cross-sectional area in the direction parallel to the back plate 11 (the direction perpendicular to the thickness direction of the back plate 11), that is, the width gradually increases in the direction opposite to the friction material 12. ing.
- the back plate 11 has a saw-like cross section.
- the back plate 11 has the plurality of ridges 111 having such a shape, the contact area between the back plate 11 and the friction material 12 can be increased, so that the bonding strength between them is improved.
- vibration of the brake pad 10 can be absorbed more efficiently.
- the brake pad 10 exhibits a particularly excellent anti-vibration effect.
- FIG. 11 is a cross-sectional view showing a fifth embodiment of the brake pad of the present invention.
- the brake pad 10 according to the present embodiment is different from the first embodiment described above in that the cross section of the ridge 111 has an arc shape (semicircular shape).
- the back plate 11 has the plurality of protrusions 111 having such a shape, the vibration of the brake pad 10 can be absorbed more efficiently. As a result, the brake pad 10 exhibits a particularly excellent anti-vibration effect. In addition, it is possible to suppress a rapid decrease in the frictional force between the brake pad 10 and the disc 200.
- FIG. 12 is a sectional view showing a sixth embodiment of the brake pad of the present invention.
- line 111 has comprised the substantially triangular shape.
- line 111 is located in the right side in a figure, and is located in the left side in the figure and the perpendicular
- the inclined surface of the ridge 111 is directed toward the center of the disk. Therefore, when the outer peripheral side of the friction material 12 is biased to the rotating disk 200, the load applied to the friction material 12 can be reduced.
- FIG. 13 is a cross-sectional view showing a seventh embodiment of the brake pad of the present invention.
- the brake pad 10 according to the present embodiment is different from the first embodiment described above in that the protrusions 111 and the grooves 112 are alternately arranged as shown in FIG.
- the surface (top surface) that defines the top of the ridge 111 is a flat surface.
- two surfaces (side surfaces) that define the side portions of the ridge 111 are substantially parallel.
- the protrusion 111 has a substantially square cross section.
- the surface (bottom surface) that defines the bottom of the groove 112 is a flat surface. Further, two surfaces (side surfaces) defining the side portion of the groove 112 are substantially parallel. In other words, the groove 112 has a substantially square cross section.
- the back plate 11 and the friction material 12 have a plurality of protrusions 111 and grooves 112 having such a shape, that is, the interface with the friction material 12 has such a shape (stepped shape).
- the contact area between them can be increased, so that the bonding strength between them can be improved more effectively.
- the vibration of the brake pad 10 can be more effectively absorbed.
- the brake pad 10 exhibits a particularly excellent anti-vibration effect.
- FIG. 14 is a cross-sectional view showing an eighth embodiment of the brake pad of the present invention.
- the brake pad 10 As shown in FIG. 14, the brake pad 10 according to the present embodiment is formed with ridges 111 and grooves 112 alternately arranged on the surface (upper surface) of the back plate 11 on the friction material 12 side. And as for the protruding item
- the back plate 11 When the back plate 11 has a plurality of ridges 111 and a plurality of grooves 112 having such a shape, that is, by making the interface with the friction material 12 have such a shape (arc shape), the back plate 11 and the back plate 11 are in friction. Since the contact area between the members 12 can be increased, the bonding strength between them can be improved more effectively. Moreover, the vibration of the brake pad 10 can be more effectively absorbed. As a result, the brake pad 10 exhibits a particularly excellent anti-vibration effect. In addition, it is possible to suppress a rapid decrease in the frictional force between the brake pad 10 and the disc 200.
- the brake pad is comprised by the single layer back plate and the single layer friction material
- the structure of a brake pad is not limited to this.
- the back plate may be constituted by a multilayer laminate
- the friction material may be constituted by a multilayer laminate
- both the back plate and the friction material may be constituted by a multilayer laminate.
- the friction material provided on the disk side and the back plate joined to the opposite side of the friction material disk has a plurality of ridges and / or on the surface of the friction material. Or it has a plurality of grooves.
- the plurality of protrusions and / or the plurality of grooves are formed over the entire surface of the back plate on the friction material side, and their longitudinal directions are aligned in one direction with respect to the rotation direction of the disk and are inclined at a predetermined angle. It is characterized by that.
- the friction material is joined to the back plate so as to be in close contact with the surface defining each protrusion and / or each groove and the surface on the friction material side of the back plate, whereby the friction material and the back plate It is possible to provide a brake pad having a high bonding strength and excellent durability and a caliper device including the brake pad. Therefore, the present invention has industrial applicability.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Braking Arrangements (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
(1) 回転するディスクを制動するブレーキパッドであって、
前記ディスク側に設けられた摩擦材と、前記摩擦材の前記ディスクと反対側に接合された裏板とを備え、
前記裏板は、前記摩擦材側との面に、複数の凸条および/または複数の溝を有し、
前記複数の凸条および/または複数の溝は、前記裏板の前記摩擦材側の面の全体にわたって形成され、それらの長手方向が前記ディスクの回転方向に対して一方向に揃って所定角度傾斜し、
前記摩擦材は、各前記凸条および/または各前記溝を規定する表面と、前記裏板の前記摩擦材側の面とに密着するように、前記裏板に接合されていることを特徴とするブレーキパッド。
(3) 前記凸条の平均高さ、または、前記溝の平均深さは、2mm~6mmである上記(1)または(2)に記載のブレーキパッド。
[キャリパ装置]
図1および図2は、それぞれ、本発明のキャリパ装置の一例を示す断面図である。図1および図2は、それぞれ、キャリパ装置をディスクに配置した状態を示す図である。これらのうち、図1は、ディスクの制動が解除されている状態を示すための図であり、図2は、キャリパ装置により、ディスクが制動されている状態を示すための図である。
図1および図2に示すキャリパ装置100は、回転(回動)するディスク200を制動するために用いられる。ディスク200は、図1および図2に示すように、回転軸210を回転の中心軸として、矢印Aの方向に回転する。
対向型のキャリパ装置の場合には、図示しないが、ディスク200の中心線220を介して、前述した空間40、ピストン30およびブレーキパッド10を備える制御機構と同様の構成の制御機構が、ディスクの下側に対向配置(鏡像関係の配置で)されている。すなわち、対向型のキャリパ装置の場合には、ディスク200を介して、空間、ピストンおよびブレーキパッドを備える一対の制御機構が設けられる。かかる構成の対向型のキャリパ装置では、一対のブレーキパッドの双方が、キャリパ50に対して可動し、ディスク200を挟んで、ディスク200の回転を制動する。また、このような制御機構の組数(対の数)は、1組に限らず、例えば、2組、3組等、複数組であってもよい。
キャリパ装置100は、非制動時(初期状態)では、摩擦材12の下面が、ディスク200の上面と若干の隙間を隔てて離間している。
次に、本発明のキャリパ装置が備えるブレーキパッドの第1実施形態について説明する。
ブレーキパッド10は、前述したように、裏板11と摩擦材12とが接合した接合体で構成されている。
摩擦材12は、制動時にディスク200と当接し、この当接による摩擦によって、ディスク200の回転を抑制する機能を有している。
裏板11は、硬質かつ高い機械的強度を有する。このため、裏板11は、変形しにくく、摩擦材12を確実に支持することができるとともに、制動時にピストンの押圧力を、均一に摩擦材12に伝達することができる。また、裏板11は、制動時に、摩擦材12がディスク200に摺接することで生じる摩擦熱や振動をピストンに伝え難くすることができる。
<<裏板用組成物>>
以下、裏板用組成物を構成する各材料について詳細に説明する。
本実施形態において、裏板用組成物は、樹脂を含む。
本実施形態において、裏板用組成物は、複数本の繊維を含むが、複数本の繊維として、複数本の第1の繊維を含むのが好ましく、複数本の第1の繊維と複数本の第2の繊維とを含むのがさらに好ましい。
第1の繊維群に属する第1の繊維は、その平均長さが、第2の繊維群に属する第2の繊維の平均長さよりも長い(換言すれば、第2の繊維群に属する第2の繊維は、その平均長さが、第1の繊維群に属する第1の繊維の平均長さより短い)。このように、裏板用組成物は、異なる平均長さの2種の繊維を含むことにより、その成形性(成形のし易さ)が向上し、成形された裏板11は、機械的強度が高くなる。
第1の繊維の平均長さをL1[μm]とし、第2の繊維の平均長さをL2[μm]としたとき、L2/L1が0.001~0.5の関係を満足するのが好ましく、0.01~0.4の関係を満足するのがより好ましく、0.015~0.3の関係を満足するのがさらに好ましい。第1の繊維の平均長さL1と、第2の繊維の平均長さL2との比率L2/L1が、前記範囲内であると、裏板用組成物は、その成形性がより向上し、裏板11は、寸法精度および機械的強度が特に高くなる。
硬化剤は、樹脂の種類等に応じて、適宜選択して用いることができ、特定の化合物に限定されない。
次に、本発明のブレーキパッドの第2実施形態について説明する。
図8は、本発明のブレーキパッドの第2実施形態を示す断面図である。
次に、本発明のブレーキパッドの第3実施形態について説明する。
図9は、本発明のブレーキパッドの第3実施形態を示す断面図である。
次に、本発明のブレーキパッドの第4実施形態について説明する。
図10は、本発明のブレーキパッドの第4実施形態を示す断面図である。
次に、本発明のブレーキパッドの第5実施形態について説明する。
図11は、本発明のブレーキパッドの第5実施形態を示す断面図である。
次に、本発明のブレーキパッドの第6実施形態について説明する。
図12は、本発明のブレーキパッドの第6実施形態を示す断面図である。
次に、本発明のブレーキパッドの第7実施形態について説明する。
図13は、本発明のブレーキパッドの第7実施形態を示す断面図である。
次に、本発明のブレーキパッドの第8実施形態について説明する。
図14は、本発明のブレーキパッドの第8実施形態を示す断面図である。
Claims (8)
- 回転するディスクを制動するブレーキパッドであって、
前記ディスク側に設けられた摩擦材と、前記摩擦材の前記ディスクと反対側に接合された裏板とを備え、
前記裏板は、前記摩擦材側の面に、複数の凸条および/または複数の溝を有し、
前記複数の凸条および/または複数の溝は、前記裏板の前記摩擦材側の面の全体にわたって形成され、それらの長手方向が前記ディスクの回転方向に対して一方向に揃って所定角度傾斜し、
前記摩擦材は、各前記凸条および/または各前記溝を規定する表面と、前記裏板の前記摩擦材側の面とに密着するように、前記裏板に接合されていることを特徴とするブレーキパッド。 - 前記所定角度は、15°~75°である請求項1に記載のブレーキパッド。
- 前記凸条の平均高さ、または、前記溝の平均深さは、2mm~6mmである請求項1または2に記載のブレーキパッド。
- 隣り合う前記凸条同士の間隔の平均値、または、隣り合う前記溝同士の間隔の平均値は、5mm~20mmである請求項1ないし3のいずれか1項に記載のブレーキパッド。
- 前記裏板は、樹脂と、複数本の繊維とを含む裏板用組成物で構成されている請求項1ないし4のいずれか1項に記載のブレーキパッド。
- 前記繊維は、ガラス繊維である請求項5に記載のブレーキパッド。
- 前記樹脂は、フェノール樹脂、エポキシ樹脂、ビスマレイミド樹脂、ベンゾオキサジン樹脂、不飽和ポリエステル樹脂よりなる群から選択される少なくとも1種を含む請求項6に記載のブレーキパッド。
- 請求項1ないし7のいずれか1項に記載の前記ブレーキパッドと、ディスクに向けて前記ブレーキパッドを押圧するピストンと、前記ピストンを移動可能に収納するキャリパとを備えることを特徴とするキャリパ装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14745569.5A EP2952769A4 (en) | 2013-02-01 | 2014-01-28 | BRAKE PAD AND SADDLE DEVICE |
| CA2899430A CA2899430A1 (en) | 2013-02-01 | 2014-01-28 | Brake pad and caliper device |
| CN201480006792.1A CN104968960A (zh) | 2013-02-01 | 2014-01-28 | 制动片和卡钳装置 |
| JP2014559695A JP6233322B2 (ja) | 2013-02-01 | 2014-01-28 | ブレーキパッドおよびキャリパ装置 |
| US14/765,058 US20150369311A1 (en) | 2013-02-01 | 2014-01-28 | Brake pad and caliper device |
| KR1020157022372A KR20150110658A (ko) | 2013-02-01 | 2014-01-28 | 브레이크 패드 및 캘리퍼 장치 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013018655 | 2013-02-01 | ||
| JP2013-018655 | 2013-02-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014119572A1 true WO2014119572A1 (ja) | 2014-08-07 |
Family
ID=51262286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/051845 Ceased WO2014119572A1 (ja) | 2013-02-01 | 2014-01-28 | ブレーキパッドおよびキャリパ装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20150369311A1 (ja) |
| EP (1) | EP2952769A4 (ja) |
| JP (1) | JP6233322B2 (ja) |
| KR (1) | KR20150110658A (ja) |
| CN (1) | CN104968960A (ja) |
| CA (1) | CA2899430A1 (ja) |
| TW (1) | TW201441503A (ja) |
| WO (1) | WO2014119572A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106574676A (zh) * | 2014-08-13 | 2017-04-19 | 克诺尔商用车制动系统有限公司 | 盘式制动器的制动衬片 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2890266A1 (en) * | 2012-11-13 | 2014-05-22 | Sumitomo Bakelite Company Limited | Brake pad and caliper device |
| KR20150107868A (ko) * | 2013-02-01 | 2015-09-23 | 스미또모 베이크라이트 가부시키가이샤 | 브레이크 패드 및 캘리퍼 장치 |
| US11060503B2 (en) * | 2018-03-13 | 2021-07-13 | Wind Solutions, Llc | Yaw pad engagement features |
| WO2020262854A1 (ko) * | 2019-06-25 | 2020-12-30 | 고려대학교 산학협력단 | 원료 배열 제어를 통해 소음 및 진동을 저감시킨 브레이크용 마찰재 및 그 제조 방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5680531A (en) * | 1979-12-06 | 1981-07-01 | Sumitomo Electric Ind Ltd | Friction pad assembly |
| JPS60189632U (ja) * | 1984-05-28 | 1985-12-16 | マツダ株式会社 | デイスクブレ−キの摩擦部材 |
| JPH0599249A (ja) * | 1991-08-09 | 1993-04-20 | Tokico Ltd | デイスクブレーキ用パツド |
| JPH0592547U (ja) * | 1992-05-15 | 1993-12-17 | 曙ブレーキ工業株式会社 | ディスクブレーキ用パッドの裏金 |
| JP2002509199A (ja) | 1998-01-16 | 2002-03-26 | ネオプレク・アーゲー | 繊維コーティング法 |
| JP2010048387A (ja) | 2008-08-25 | 2010-03-04 | Mitsubishi Plastics Inc | ブレーキパッド |
| JP2012211676A (ja) * | 2011-03-31 | 2012-11-01 | Nippon Brake Kogyo Kk | ブレーキパッド |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7133858U (de) * | 1972-05-25 | Textar Gmbh | Reibbelagsplatte | |
| LU64957A1 (ja) * | 1971-09-04 | 1972-07-10 | ||
| GB2027724B (en) * | 1978-07-07 | 1982-11-03 | Nisshin Spinning | Brake lining material |
| DE3124527A1 (de) * | 1981-06-23 | 1983-01-05 | Textar Gmbh, 5090 Leverkusen | Bremsbacke fuer bremsen, insbesondere teilbelagscheibenbremsen |
| US4926978A (en) * | 1989-05-25 | 1990-05-22 | Honda Giken Kogyo Kabushiki Kaisha | Friction pad for use with disc brake |
| US5407036A (en) * | 1989-10-10 | 1995-04-18 | Abex Corporation | Noise abating brake shoe |
| GB9515926D0 (en) * | 1995-08-03 | 1995-10-04 | T & N Technology Ltd | Manufacture of brake pads |
| DE29821482U1 (de) * | 1998-12-02 | 2000-04-13 | AlliedSignal Bremsbelag GmbH, 21509 Glinde | Bremsbelag für Scheibenbremsen |
| DE19953405A1 (de) * | 1999-11-06 | 2001-05-10 | Cww Gerko Akustik Gmbh & Co Kg | Bremsbacke |
| JP2001165210A (ja) * | 1999-12-14 | 2001-06-19 | Nisshinbo Ind Inc | ディスクブレーキ、ディスクブレーキパッド、及び該ディスクブレーキパッド用バックプレート |
| DE20011435U1 (de) * | 2000-07-05 | 2000-11-30 | Honeywell Bremsbelag GmbH, 21509 Glinde | Reibbelag für Scheibenbremsen, insbesondere für Straßen- und Schienenfahrzeuge |
| JP2002106614A (ja) * | 2000-09-28 | 2002-04-10 | Aisin Seiki Co Ltd | ディスクブレーキパッド |
| US7320386B2 (en) * | 2003-01-03 | 2008-01-22 | Federal Mogul World Wide, Inc. | High friction brake shoe assembly |
| WO2004094857A1 (en) * | 2003-04-24 | 2004-11-04 | Freni Brembo S.P.A. | Pad for a disc brake |
| DE102005006569B4 (de) * | 2005-02-11 | 2006-12-28 | Aml Lanxide Europe Gmbh | Bremsbelagträgerplatte |
| DE102006004550B4 (de) * | 2006-02-01 | 2016-12-22 | Knorr-Bremse Systeme für Nutzfahrzeuge GmbH | Bremsbelag für eine Scheibenbremse |
| WO2008068846A1 (ja) * | 2006-12-05 | 2008-06-12 | Yamamoto Seisakusho Co., Ltd. | ディスクブレーキ・パッド、パッド用裏金、及びパッド用裏金の製造方法 |
| TWM362174U (en) * | 2009-01-06 | 2009-08-01 | Shin In Trading Co Ltd | Brake with sharp convex back plane structure |
| KR20150107868A (ko) * | 2013-02-01 | 2015-09-23 | 스미또모 베이크라이트 가부시키가이샤 | 브레이크 패드 및 캘리퍼 장치 |
-
2014
- 2014-01-28 WO PCT/JP2014/051845 patent/WO2014119572A1/ja not_active Ceased
- 2014-01-28 KR KR1020157022372A patent/KR20150110658A/ko not_active Ceased
- 2014-01-28 CN CN201480006792.1A patent/CN104968960A/zh active Pending
- 2014-01-28 JP JP2014559695A patent/JP6233322B2/ja not_active Expired - Fee Related
- 2014-01-28 EP EP14745569.5A patent/EP2952769A4/en not_active Withdrawn
- 2014-01-28 US US14/765,058 patent/US20150369311A1/en not_active Abandoned
- 2014-01-28 CA CA2899430A patent/CA2899430A1/en not_active Abandoned
- 2014-01-29 TW TW103103456A patent/TW201441503A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5680531A (en) * | 1979-12-06 | 1981-07-01 | Sumitomo Electric Ind Ltd | Friction pad assembly |
| JPS60189632U (ja) * | 1984-05-28 | 1985-12-16 | マツダ株式会社 | デイスクブレ−キの摩擦部材 |
| JPH0599249A (ja) * | 1991-08-09 | 1993-04-20 | Tokico Ltd | デイスクブレーキ用パツド |
| JPH0592547U (ja) * | 1992-05-15 | 1993-12-17 | 曙ブレーキ工業株式会社 | ディスクブレーキ用パッドの裏金 |
| JP2002509199A (ja) | 1998-01-16 | 2002-03-26 | ネオプレク・アーゲー | 繊維コーティング法 |
| JP2010048387A (ja) | 2008-08-25 | 2010-03-04 | Mitsubishi Plastics Inc | ブレーキパッド |
| JP2012211676A (ja) * | 2011-03-31 | 2012-11-01 | Nippon Brake Kogyo Kk | ブレーキパッド |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2952769A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106574676A (zh) * | 2014-08-13 | 2017-04-19 | 克诺尔商用车制动系统有限公司 | 盘式制动器的制动衬片 |
| JP2017524882A (ja) * | 2014-08-13 | 2017-08-31 | クノール−ブレミゼ ジュステーメ フューア ヌッツファーツォィゲ ゲーエムベーハーKNORR−BREMSE System fuer Nutzfahrzeuge GmbH | ディスクブレーキのブレーキパッド |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104968960A (zh) | 2015-10-07 |
| CA2899430A1 (en) | 2014-08-07 |
| US20150369311A1 (en) | 2015-12-24 |
| EP2952769A4 (en) | 2016-10-12 |
| JPWO2014119572A1 (ja) | 2017-01-26 |
| EP2952769A1 (en) | 2015-12-09 |
| JP6233322B2 (ja) | 2017-11-22 |
| TW201441503A (zh) | 2014-11-01 |
| KR20150110658A (ko) | 2015-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014077160A1 (ja) | ブレーキパッドおよびキャリパ装置 | |
| JP6311610B2 (ja) | 裏板用組成物、裏板、ブレーキパッドおよびキャリパ装置 | |
| JP6233322B2 (ja) | ブレーキパッドおよびキャリパ装置 | |
| JP6222115B2 (ja) | ブレーキパッドおよびキャリパ装置 | |
| WO2014141995A1 (ja) | ブレーキパッドおよびキャリパ装置 | |
| JP6365308B2 (ja) | ブレーキパッドおよびキャリパ装置 | |
| JP6233323B2 (ja) | ブレーキパッドおよびキャリパ装置 | |
| JP6593175B2 (ja) | ブレーキパッドおよびキャリパ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14745569 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014559695 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2899430 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14765058 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014745569 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20157022372 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201505311 Country of ref document: ID |