WO2014125558A1 - ニッケル酸化鉱石の湿式製錬方法 - Google Patents
ニッケル酸化鉱石の湿式製錬方法 Download PDFInfo
- Publication number
- WO2014125558A1 WO2014125558A1 PCT/JP2013/053206 JP2013053206W WO2014125558A1 WO 2014125558 A1 WO2014125558 A1 WO 2014125558A1 JP 2013053206 W JP2013053206 W JP 2013053206W WO 2014125558 A1 WO2014125558 A1 WO 2014125558A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ore
- slurry
- leaching
- nickel
- nickel oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/04—Obtaining nickel or cobalt by wet processes
- C22B23/0407—Leaching processes
- C22B23/0415—Leaching processes with acids or salt solutions except ammonium salts solutions
- C22B23/043—Sulfurated acids or salts thereof
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/005—Preliminary treatment of ores, e.g. by roasting or by the Krupp-Renn process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/04—Obtaining nickel or cobalt by wet processes
- C22B23/0407—Leaching processes
- C22B23/0415—Leaching processes with acids or salt solutions except ammonium salts solutions
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/04—Obtaining nickel or cobalt by wet processes
- C22B23/0453—Treatment or purification of solutions, e.g. obtained by leaching
- C22B23/0461—Treatment or purification of solutions, e.g. obtained by leaching by chemical methods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B3/00—Extraction of metal compounds from ores or concentrates by wet processes
- C22B3/04—Extraction of metal compounds from ores or concentrates by wet processes by leaching
- C22B3/06—Extraction of metal compounds from ores or concentrates by wet processes by leaching in inorganic acid solutions, e.g. with acids generated in situ; in inorganic salt solutions other than ammonium salt solutions
- C22B3/08—Sulfuric acid, other sulfurated acids or salts thereof
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B3/00—Extraction of metal compounds from ores or concentrates by wet processes
- C22B3/20—Treatment or purification of solutions, e.g. obtained by leaching
- C22B3/22—Treatment or purification of solutions, e.g. obtained by leaching by physical processes, e.g. by filtration, by magnetic means, or by thermal decomposition
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B3/00—Extraction of metal compounds from ores or concentrates by wet processes
- C22B3/20—Treatment or purification of solutions, e.g. obtained by leaching
- C22B3/44—Treatment or purification of solutions, e.g. obtained by leaching by chemical processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a method for hydrometallizing nickel oxide ore.
- a wet product that recovers nickel and cobalt from nickel oxide ore by high-pressure acid leaching method including ore treatment process, leaching process, solid-liquid separation process, neutralization process, zinc removal process, sulfidation process and final neutralization process
- high-pressure acid leaching method including ore treatment process, leaching process, solid-liquid separation process, neutralization process, zinc removal process, sulfidation process and final neutralization process
- the wear of piping, pumps, and other equipment due to ore slurry produced from the ore treatment process is suppressed, durability is improved, and the amount of final neutralization residue produced from the final neutralization process is reduced and discarded.
- Nickel that achieves the task of reducing costs and environmental risks by compressing the capacity of the tailing dam that stores leach residue, neutralized starch, etc., and can separate and recover impurity components that can be recycled and effectively used
- the present invention relates to a method for hydrometallurgical oxide ore.
- This high-pressure acid leaching method differs from the conventional dry smelting method that is a nickel oxide ore smelting method and is advantageous in terms of energy cost because it does not include dry processes such as a reduction process and a drying process. Is considered to be a promising technology for smelting low-grade nickel oxide ore. For this reason, various proposals for improving the leaching rate of nickel and cobalt, purifying the leachate, reducing the amount of operating materials, etc., focusing on the leaching process under high temperature and pressure, in order to increase the degree of completion as a smelting process Has been made.
- the nickel leaching rate from the ore is obtained by performing two-stage leaching, in which ore slurry is subjected to atmospheric leaching (step (a)) and then pressure leaching residue is pressurized acid leaching (step (b)). At the same time, excess acid contained in the leaching solution of pressurized acid leaching is neutralized by the alkali component contained in the atmospheric leaching residue, and the load of the neutralization step (step (c)) is reduced. is there.
- Leaching step Slurry nickel oxide ore, add sulfuric acid, and stir at a temperature of 220-280 ° C. to form a leaching slurry.
- Solid-liquid separation step The leaching slurry obtained in the previous leaching step is washed using a multistage thickener to separate into a leaching solution containing nickel and cobalt and a leaching residue.
- Neutralization step Adjusting the pH to be 4 or less using calcium carbonate while suppressing oxidation of the leachate obtained in the solid-liquid separation step to produce a neutralized starch containing trivalent iron And separated into neutralized starch slurry and nickel recovery mother liquor.
- Sulfurization step Hydrogen sulfide gas is blown into the nickel recovery mother liquor obtained in the sulfidation step to produce a sulfide containing nickel and cobalt, which is separated from the poor solution.
- FIG. 2 is a smelting process diagram in an example of a practical plant based on a nickel oxide ore hydrometallurgical method (Patent Document 2).
- nickel oxide ore 8 is first mixed with water in (1) ore processing step, and then foreign matter removal and ore particle size adjustment are performed to form ore slurry 9.
- the ore slurry 9 is subjected to high temperature pressure leaching using sulfuric acid in the (2) leaching step, and the leaching slurry 10 is formed.
- the formed leaching slurry 10 is subjected to a (3) solid-liquid separation step, subjected to multistage washing, and then separated into a leaching solution 11 containing nickel and cobalt and a leaching residue slurry 12.
- the leachate 11 is subjected to a (4) neutralization step and separated into a neutralized starch slurry 13 containing a trivalent iron hydroxide and a mother liquid (1) 14 for recovering nickel.
- the mother liquor (1) 14 is subjected to a zinc removal step (5) in which a sulfurizing agent is added, and is separated into a zinc sulfide starch 15 containing zinc sulfide and a mother liquor (2) 16 for recovering nickel.
- the mother liquor (2) 16 is subjected to a (6) sulfiding step, and separated into a mixed sulfide 17 containing nickel and cobalt and a poor liquid 18 from which nickel and the like have been removed.
- the poor liquid 18 is used as washing water for the leach residue in the (3) solid-liquid separation step.
- the leaching residue slurry 12 is subjected to (7) final neutralization step together with excess poor liquid 18 and neutralized, and the final neutralization residue 19 is stored in the tailing dam 20.
- nickel adhering to the leaching residue can be leached and recovered using the remaining sulfuric acid, and effective and efficient water repetition It is said that it can be used. Furthermore, if the neutralized starch slurry is sent to the solid-liquid separation step, nickel loss can be reduced, which is more advantageous.
- leaching Patent Document 3 proposes a wet smelting method of nickel oxide ore including a step of physically separating and recovering hematite particles in the residue slurry, but efficient separation and recovery of impurity components contained in the ore or leaching residue, Furthermore, further improvement has been required to recycle these impurity components separated and recovered.
- JP-A-6-116660 (first page, second page) Japanese Patent Laying-Open No. 2005-350766 (first page, second page) JP 2010-95788 A
- the present invention is a high-pressure acid comprising an ore processing step, a leaching step, a solid-liquid separation step, a neutralization step, a zinc removal step, a sulfidation step, and a final neutralization step in view of the problems of the prior art.
- the hydrometallurgical method for recovering nickel and cobalt from nickel oxide ore by leaching method the wear of piping, pumps and other equipment due to ore slurry produced from the ore processing step is suppressed, and durability is improved.
- the inventors of the present invention have carried out nickel oxidation by a high pressure acid leaching method including an ore treatment process, a leaching process, a solid-liquid separation process, a neutralization process, a zinc removal process, a sulfidation process, and a final neutralization process.
- a high pressure acid leaching method including an ore treatment process, a leaching process, a solid-liquid separation process, a neutralization process, a zinc removal process, a sulfidation process, and a final neutralization process.
- step (A) After step (A), after step (A), after leaching step, solid-liquid separation step, carry out at least one step selected from step (B) to neutralize and recover by a specific method without making gypsum
- step (B) After step (A), after step (A), after leaching step, solid-liquid separation step, carry out at least one step selected from step (B) to neutralize and recover by a specific method without making gypsum
- a high-pressure acid leaching method including an ore processing step, a leaching step, a solid-liquid separation step, a neutralization step, a zinc removal step, a sulfidation step, and a final neutralization step
- nickel oxidation comprising at least one step selected from the following steps (A), (B-1) and (B-2) This is a method of hydrometallurgical ore.
- Step (B-1) A step of neutralizing the leachate produced by treating the ore slurry, which has been reduced in Cr quality through the step (A), by the leaching step and the solid-liquid separation step, The process of neutralizing using Mg type neutralizing agent.
- (B-2) step a step of neutralizing the leaching residue slurry produced by treating the ore slurry having been lowered in Cr quality through the step (A) by the leaching step and the solid-liquid separation step, A step of neutralizing with an Mg-based neutralizing agent and collecting hematite particles.
- nickel ore is obtained from nickel oxide ore using a high-pressure acid leaching method including an ore treatment step, a leaching step, a solid-liquid separation step, a neutralization step, a zinc removal step, a sulfidation step, and a final neutralization step.
- the wet smelting method for recovering cobalt includes the step (A), the step (B-1), and the step (B-2).
- the third invention of the present invention after the recovery process of the step (A) in the first and second inventions performs cyclone classification on the ore slurry with a cyclone to reduce fine iron hydroxide particles,
- This is a nickel smelting ore hydrometallurgy method characterized by recovering chromite particles in an ore slurry from the ore slurry as a chromite concentrate using a specific gravity separation method.
- the nickel oxide ore hydrometallurgy is characterized in that the recovery process of the step (A) in the third aspect of the invention performs cyclone classification without diluting the slurry concentration of the ore slurry. Is the method.
- the fifth invention of the present invention is characterized in that the collection process of the step (A) in the first to fourth inventions is performed by collecting the chromite underflow in the cyclone classification except for the inevitable loss. This is a method for hydrometallizing nickel oxide ore.
- the specific gravity separation method according to the first to fifth aspects is at least one selected from a step using a flowtex density separator, a step using a spiral concentrator, and a step using a shaking table. It is a hydrometallurgical method of nickel oxide ore characterized by including a process.
- the seventh invention of the present invention is a nickel oxide ore characterized in that the pulp content of the slurry supplied to the spiral concentrator in the sixth invention is 15 to 35% Solid, preferably 20 to 30% Solid. This is a wet smelting method.
- the eighth invention of the present invention is characterized in that the amount of Teeter Water supplied to the Flotex density separator in the sixth invention is 0.5 to 7.0 [m 3 ⁇ h ⁇ 1 / m 2 ]. This is a hydrometallurgical method of nickel oxide ore.
- the ninth invention of the present invention is characterized in that after the specific gravity separation in the first to eighth inventions, the magnetite is removed by physical separation by magnetic separation, and the non-magnetized product is recovered as a chromite concentrate. This is a method for hydrometallizing nickel oxide ore.
- the ore processing step according to the first to ninth aspects includes removing foreign matter from the mined raw material ore and adjusting the ore particle size to form an ore slurry, and leaching step into the ore slurry.
- Blowing forming a zinc sulfide starch slurry and a mother liquor for nickel and cobalt recovery, sulfidizing step, injecting hydrogen sulfide into the mother liquor for nickel and cobalt recovery, And a step of producing a mixed sulfide containing cobalt and a poor solution, and a final neutralization step, adding an excess of the poor solution to the leaching residue slurry and adjusting the pH to about 8 to 9 to obtain a final neutralization residue It is a process for hydrometallizing nickel oxide ore characterized by being a process.
- the eleventh invention of the present invention is a nickel oxide ore hydrometallurgy method characterized in that the ore particle size adjustment in the ore treatment process of the first to tenth inventions is subjected to a sieving treatment with a particle size of 2 mm or less. is there.
- a twelfth aspect of the present invention is a method for hydrometallizing nickel oxide ore, wherein the concentrated chromite in the first to eleventh aspects has a Cr 2 O 3 grade of 45% or more.
- the pH after neutralization is adjusted to 4 to 7, and thereafter, the intermediate is finally added with an alkali other than the Mg-based neutralizing agent.
- the leaching residue slurry or the neutralization residue slurry containing the same is classified into cyclones, and the classified fine particles. This is a method for hydrometallizing nickel oxide ore, characterized in that the portion is recovered as a hematite concentrate.
- the hydrometallurgical method of nickel oxide ore according to the present invention comprises an ore treatment step, a leaching step, a solid-liquid separation step, a neutralization step, a zinc removal step, a sulfidation step and a final neutralization step.
- the hydrometallurgical method for recovering nickel and cobalt from ore by adopting the (A) step and the (B) step, the above-mentioned problems can be solved as follows, and thus the industrial value is extremely large.
- Adoption of the step (A) can suppress wear of equipment such as piping and pumps during transport of the ore slurry by separating and collecting particles containing chromite in the ore slurry produced from the ore treatment step. Furthermore, since chromite is separated before wet smelting, a reduction in the amount of leaching residue can be expected, and the final neutralization residue amount can be reduced. Furthermore, if the separated chromite can be concentrated, it can be effectively used as a resource.
- step (B) separates and recovers hematite in the leach residue produced from the solid-liquid separation step, so that the amount of final neutralization residue produced from the final neutralization step is reduced and discarded.
- the cost and environmental risk due to compression of the capacity of the tailing dam that stores residues, neutralized starch, and the like can be suppressed, and the separated and recovered hematite can be effectively utilized as an iron resource.
- the hydrometallurgical method of nickel oxide ore according to the present invention comprises an ore treatment step, a leaching step, a solid-liquid separation step, a neutralization step, a zinc removal step, a sulfidation step and a final neutralization step.
- the hydrometallurgical method for recovering nickel and cobalt from ore includes at least one step selected from the following step (A), step (B-1) and step (B-2).
- Step (A) In this step, chromite particles in the ore slurry produced from the ore treatment step are separated and recovered by a recovery process including a specific gravity separation method.
- Step (B-1) The ore slurry, which has been reduced in Cr quality through the step (A), is processed in the leaching step and the solid-liquid separation step, and the leachate after the solid-liquid separation step is neutralized with Mg (OH) 2 , MgO and other Mg-based neutralizers.
- Step (B-2) The ore slurry that has been reduced in Cr quality through the step (A) is treated in the leaching step and the solid-liquid separation step, and the leaching residue slurry after the solid-liquid separation step is neutralized by Mg (OH 2 ) Performing with a Mg-based neutralizing agent such as MgO to recover hematite particles.
- step (A) Employment of the process suppresses wear of equipment such as piping and pumps during transport of ore slurry by separating and collecting particles containing chromite in the ore slurry produced from the ore processing process of the previous process. It is.
- chromite having a very high hardness generally contained in nickel oxide ore wear is suppressed. Further, by removing chromite from the ore slurry in advance before hydrometallurgy, reduction of the amount of leaching residue is expected, and the amount of final neutralization residue can also be reduced. Furthermore, if the separated and recovered chromite can be sufficiently concentrated, it can be effectively used as a resource.
- step (B) separates and recovers the hematite in the leach residue produced from the solid-liquid separation step, so the amount of the final neutralization residue produced from the final neutralization step is reduced, and the leach residue to be discarded, Costs and environmental risks due to compression of the capacity of the tailing dam that stores neutralized starch and the like can be suppressed.
- hematite separated and recovered can be effectively used as an iron resource.
- iron in the nickel oxide ore is hydrolyzed at a high temperature in the leaching process, so that it is contained in the form of hematite in the final neutralization residue.
- the final neutralization residue contains gypsum formed by neutralization treatment using a neutralizing agent containing Ca in addition to chromite in the leaching residue, its iron grade is on the order of 30 to 40% by mass. It is low and it is difficult to effectively use it as a raw material for iron making. This is because sulfur (gypsum; calcium sulfate), chromium (chromite), etc. contained in the final neutralization residue are components that affect the distribution of trace components in pig iron and the quality of steel products. This is because suppression is required.
- FIG. 1 is a smelting process diagram showing an example of an embodiment of the nickel oxide ore wet smelting method according to the present invention.
- the nickel oxide ore 8 is first mixed with water in the [1] ore processing step, and then foreign matter removal and ore particle size adjustment are performed to form an ore slurry 9. Then, this ore slurry 9 is attached
- One autoclave supply slurry 22 is subjected to a [2] leaching step.
- the autoclave supply slurry 22 becomes a leaching slurry 10 by leaching valuable components such as nickel and cobalt with sulfuric acid using an autoclave or the like.
- the formed leaching slurry 10 is subjected to a [3] solid-liquid separation process using a multi-stage thickener or the like, and separated into a leaching solution 11 containing nickel and cobalt and a leaching residue slurry 12.
- the leachate 11 is supplied to the step (B-1) and separated into the (B-1) step residue 26 mainly composed of trivalent iron hydroxide and the mother liquid (1) 14 containing nickel.
- the mother liquor (1) 14 is subjected to a [5] zinc removal step of adding a sulfurizing agent, and is separated into a zinc sulfide starch 15 containing zinc sulfide and a mother liquor (2) 16 for recovering nickel.
- the mother liquor (2) 16 is subjected to a [6] sulfiding step in which a sulfiding agent is added and separated into a mixed sulfide 17 containing nickel and cobalt and a poor liquid 18.
- the poor liquid 18 may be used for the final neutralization process other than being used as washing water for the leach residue in the [3] solid-liquid separation process.
- the leaching residue slurry 12 is supplied to the step (B-2) together with the excess poor solution 18, neutralized, and the hematite 28 is separated and recovered.
- the post-treatment liquid 27 in the step (B-2) and the leach residue slurry 12 that has not been used in the step (B-2) are subjected to [7] final neutralization step and neutralized to about pH 8-9.
- the obtained final neutralization residue 19 is stored in the tailing dam 20.
- the ore processing step is a step of performing foreign matter removal and ore particle size adjustment to form an ore slurry.
- the nickel oxide ore is sieved with a wet sieve or the like to separate foreign matter that cannot be leached in the leaching step, ore with a particle size that is difficult to be pumped.
- the sieving particle size is about 2 mm, and the ore having a larger particle size is crushed.
- a slurry is formed by the ore that has passed through the crushing-sieving treatment, and then settled and concentrated to prepare an autoclave supply slurry in which the solid concentration in the slurry (hereinafter referred to as the slurry concentration) is adjusted.
- the slurry concentration is usually adjusted to about 30 to 45% by mass.
- the nickel oxide ore used as a raw material to be treated by the hydrometallurgical process of the present invention is mainly so-called laterite ores such as limonite or saprolite ore.
- the nickel content of the laterite ore is usually 0.8 to 2.5% by mass, and nickel is contained as a hydroxide or a hydrous silicic clay (magnesium silicate) mineral.
- the iron content is 10 to 50% by mass and is mainly in the form of trivalent hydroxide (goethite), but partly divalent iron is contained in hydrous silicic clay.
- Silicic acid content is contained in silica minerals such as quartz and cristobalite (amorphous silica) and hydrous silicic clay.
- chromium content is contained as a chromite mineral containing iron or magnesium.
- magnesia content is contained in the siliceous clay mineral containing almost no nickel, which is not weathered and has high hardness, in addition to the hydrous silicic clay.
- the silica mineral, the chromite mineral, and the siliceous clay mineral are so-called gangue components that hardly contain nickel. That is, the ore slurry produced from this ore processing step generally contains chromite that has a great influence on the wear of equipment such as piping and pumps in the leaching step. Therefore, it is desirable that chromite is separated and recovered in advance in the ore processing step from the ore slurry prepared in the ore processing step.
- the distribution state of each component in the ore particle which comprises an ore slurry is demonstrated.
- the portion having a high chromium content has a high ratio of being present as a single phase independent of the portion having a high iron content and has a particle size of 20 to 1000 ⁇ m. This indicates that the mineral containing chromium is contained in a large amount in particles of about 20 ⁇ m or more, while the mineral containing nickel and iron is contained in a large amount in particles of about 20 ⁇ m or less.
- the ore after removing coarse particles is slurried, and the nickel oxide ore in the ore slurry is crushed to an appropriate particle size, It is important to set an appropriate classification particle size.
- the pulverization particle size at this time is determined in consideration of the original purpose when forming the ore slurry, but is preferably about 2 mm or less.
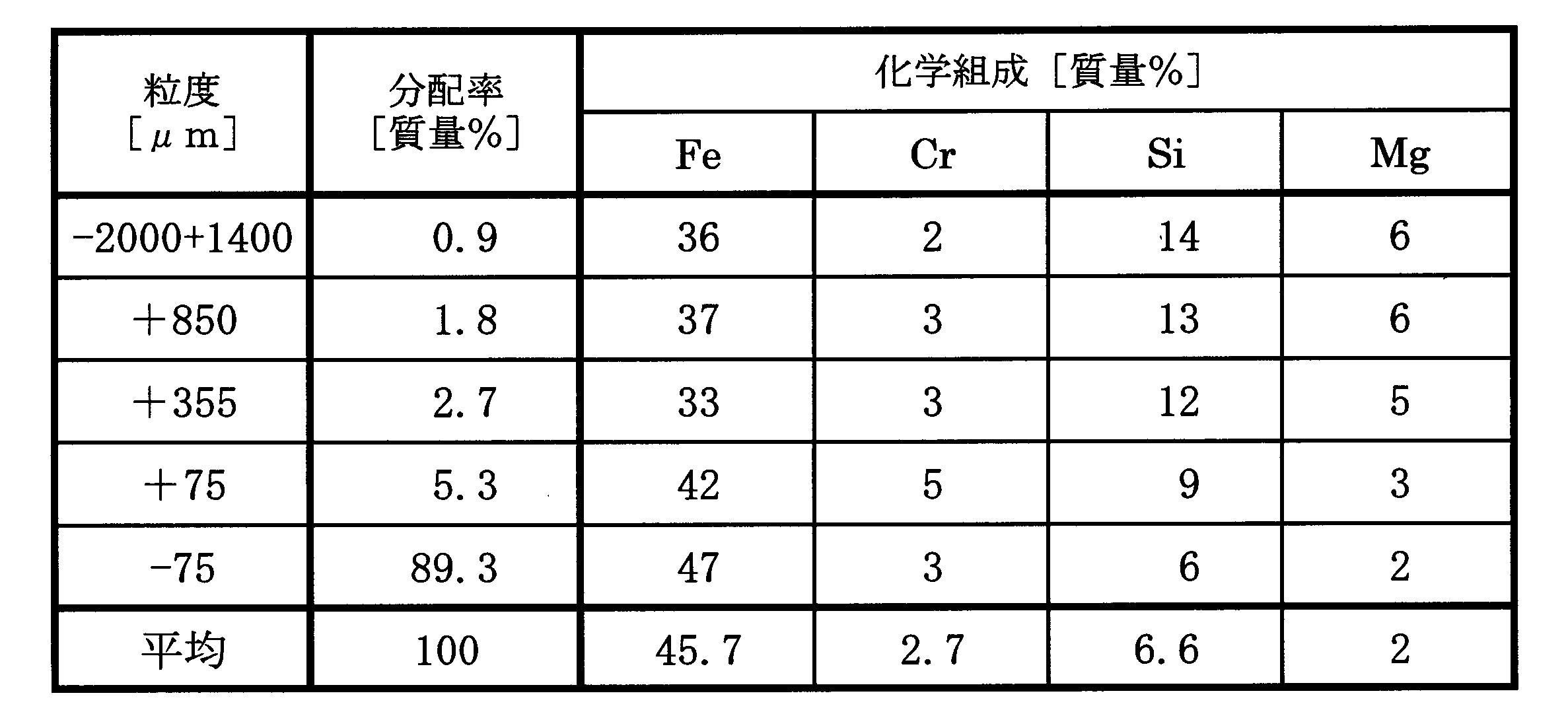
- Table 1 shows an example of the ore particle size distribution of the ore slurry obtained by crushing to a particle size of about 2 mm or less and the quality of each component in each particle size classification. From Table 1, it can be seen that chromium, silicon, magnesium and the like are concentrated in the coarse particle portion of 75 ⁇ m or more. On the other hand, it can be seen that iron is concentrated in the fine-grained portion of 75 ⁇ m or less.
- step (A) is a step of separating and recovering chromite in the ore slurry produced from the ore treatment step. It is also possible to separate and remove silica minerals or mineral particles such as silicicite ore as a process intermediate.
- (A) process can also be implemented by including in an ore processing process, or following an ore processing process.
- the method of the step (A) is not particularly limited, and methods using various physical separation means for separating chromite from the ore slurry can be applied. Among these, ore particles constituting the ore slurry are used. In order to concentrate chromite to 45% by mass Cr 2 O 3 , for example, 45 mass% Cr 2 O 3 is easy to recycle after analysis of the distribution state of each component of chromite. Is essential. That is, as shown in Table 1, there is a limit to the quality that can be concentrated by classification, and not only classification but also separation utilizing the specific gravity difference is required.
- the classification particle size in this classification is not particularly limited as long as goethite containing nickel in the fine-grained portion can be efficiently separated, and is preferably selected from the range of 20 to 150 ⁇ m, more preferably 45 to 75 ⁇ m. That is, the lower limit of the classification point that can be industrially implemented is approximately 20 ⁇ m, and if the classification particle size is less than 20 ⁇ m, the concentration of chromite to the coarse portion is insufficient and the ore slurry used in the leaching step The nickel will be lost. On the other hand, when the classified particle size exceeds 150 ⁇ m, removal of silica minerals, chromite, and silicic clay is insufficient at the fine-grained portion.
- the classification method is not particularly limited, but it is desirable to select a cyclone classification capable of high performance and mass processing.
- the specific gravity of chromite is known to be greater than that of iron hydroxide such as goethite, and coarse and high specific gravity chromite and fine and low specific gravity can be separated efficiently by cyclone. It is.
- the operating pressure of the cyclone is preferably 0.1 to 0.3 MPa in consideration of separation performance and processing speed. It is desirable to adjust the shape of the cyclone so that the underflow pulp content is 50 wt% or more.
- the pulp content of the ore slurry used for the cyclone is not particularly limited, but is preferably 10 to 30 wt%, more preferably 15 to 20 wt%. Although it is possible to separate cyclones at 10 wt% or less, it requires a large amount of water and is also disadvantageous for sedimentation concentration in the subsequent process. Moreover, when it exceeds 30 wt%, the viscosity of a slurry will rise and separation may become difficult. That is, it is preferable to set the pulp content after the ore treatment step to 10 to 30 wt% within the above range, since it is not necessary to supply water again and a tank for dilution is not necessary. As described above, by optimizing the pulp content, the cyclone operating pressure, and the cyclone shape, the distribution of chromite to the overflow can be almost eliminated, which is preferable from the viewpoint of chromite recovery.
- chromite is further concentrated by a specific gravity separator.
- the specific gravity separator to be used is not particularly limited, but it is preferable to select at least one of a shaking table, a flowtex density separator, and a spiral concentrator, and a flowtex density separator and spiral suitable for mass processing. More preferably, at least one concentrator is selected.
- the pulp content of the slurry supplied thereto is preferably more than 15 wt% and less than 35 wt%, more preferably more than 20 wt% and less than 30 wt%. If it is 15 wt% or less, the separation performance may be deteriorated. If it is 35 wt% or more, the particle flow stays on the chromite concentration side (inside) during the separation by the spiral concentrator, and build-up occurs. May not be sufficiently performed.
- the amount of Teeter Water is 0.5 to 7.0 [m 3 ⁇ h ⁇ 1 / m 2 ]. If it is less than 0.5, the effect of interference drop is reduced, and the specific gravity is not efficiently separated. On the other hand, if it is larger than 7.0, the chromite particles may be raised and lost to the overflow side. In this case, the amount of chromite in the slurry supplied to the leaching process is increased, which is disadvantageous not only from the recovery of chromite but also from the viewpoint of reducing the quality of Cr in hematite.
- the magnetic field strength is not particularly limited, and is preferably in the range of 200 [Oe] to 2000 [Oe], although it varies depending on the belt speed, belt thickness, and other devices. If it is less than 200 [Oe], the magnetic field is too weak, and separation and removal of magnetite may be insufficient. On the other hand, if it exceeds 2000 [Oe], there is no problem in removing the magnetite, but even chromite may be magnetized. It is particularly desirable to use a low magnetic field magnetic separator.
- [2] Leaching step In the leaching step, sulfuric acid is added to the ore slurry obtained through the ore treatment step and step (A), and the mixture is stirred at a temperature of 220 to 280 ° C. to leach the leach residue and the leachate. This is a step of forming a slurry. In this process, a preheater, an autoclave, and a flash tank are used as main equipment.
- sulfuric acid such as nickel or cobalt is obtained by the leaching reaction represented by the following reaction formulas (1) to (3) and the high temperature thermal hydrolysis reaction represented by the reaction formulas (4) to (5).
- Leaching as a salt and immobilization of the leached iron sulfate as hematite are performed.
- the leaching slurry obtained usually contains divalent and trivalent iron ions in addition to nickel and cobalt.
- the reaction temperature in the leaching step is 220 to 280 ° C, preferably 240 to 270 ° C. That is, by performing the reaction in this temperature range, iron is fixed as hematite. If the reaction temperature is less than 220 ° C., the rate of the high-temperature thermal hydrolysis reaction is slow, so iron remains dissolved in the reaction solution, increasing the load of the liquid for removing iron and greatly separating it from nickel. It becomes difficult. On the other hand, if the temperature exceeds 280 ° C., the high-temperature thermal hydrolysis reaction itself is promoted, but it is not only difficult to select the material of the container used for the high-temperature pressure leaching, but it is not possible because the steam cost for the temperature rise increases. Is appropriate.
- the amount of sulfuric acid used in the leaching process is not particularly limited, and is slightly more than the chemical equivalent required for iron in the ore to be leached and converted to hematite, for example, 300 to 1 per ton of ore. 400 kg is used. In particular, when the amount of sulfuric acid added per ton of ore exceeds 400 kg, the sulfuric acid cost and the neutralizing agent cost in the subsequent process increase, which is not preferable.
- the amount of sulfuric acid used from the leaching step product is set so that the concentration of free sulfuric acid at the end of leaching is 25 to 50 g / L, preferably 35 to 45 g / L.
- the true density of the leaching residue is increased and a high density leaching residue is stably produced, and the solid-liquid separation property of the slurry is improved.
- Simplification can be performed. That is, when the concentration is less than 25 g / L, when the slurry containing the leaching residue is settled, the sediment concentration of solids becomes incomplete, and the suspended solids remain in the supernatant. This is because the reaction rate of high-temperature thermal hydrolysis is slow, the dehydration of iron hydroxide does not proceed sufficiently, and hematite with a low true density is formed. On the other hand, if the concentration exceeds 50 g / L, it is necessary to improve the durability of the leaching equipment, and the amount of neutralizing agent used for neutralizing the acid is remarkably increased. It will be disadvantageous.
- Solid-liquid separation step is a step in which the leaching slurry formed in the previous leaching step is washed in multiple stages to obtain a leaching solution containing nickel and cobalt and a leaching residue. As a result, nickel or the like that adheres to the leaching residue and is discarded is recovered in the leaching solution.
- Zinc removal step In this zinc removal step, hydrogen sulfide gas is blown into the mother liquor obtained in the previous step prior to the step of separating nickel and cobalt as sulfides to produce sulfide containing zinc. It is a step of forming a zinc sulfide starch slurry and a mother liquor for nickel and cobalt recovery. This suppresses the speed of the sulfidation reaction by creating weak conditions during the sulfidation reaction, and selectively removes zinc by suppressing the coprecipitation of nickel, which has a higher concentration than zinc. is there.
- the obtained zinc sulfide starch slurry can be sent to the final neutralization step (7) and processed in the same manner as the neutralized starch slurry obtained in the neutralization step.
- Step (B-2) Neutralization step 2 [Treatment of leach residue slurry]
- Step (B-2) a part of the leaching residue (leaching residue slurry 12) produced from the solid-liquid separation step is converted into Mg-based alkali such as Mg (OH) 2 or MgO such as MgO. It is a step of neutralizing with a system neutralizing agent and recovering hematite particles.
- the method for the step (B-2) is not particularly limited, but a Ca-based alkali is not used as the neutralizing agent.
- CaCO 3 is used as a neutralizing agent, it reacts with the attached sulfuric acid to produce gypsum.
- MgSO 4 Since the solubility of this gypsum is small, it precipitates as a solid and raises the sulfur quality in the residue.
- MgSO 4 has a high solubility, so that it does not easily precipitate as a solid and is effective in reducing sulfur. Accordingly, Mg (OH) 2 which is an Mg-based alkali is preferable as the neutralizing agent, but an Mg-based neutralizing agent such as MgO 2 may be used.
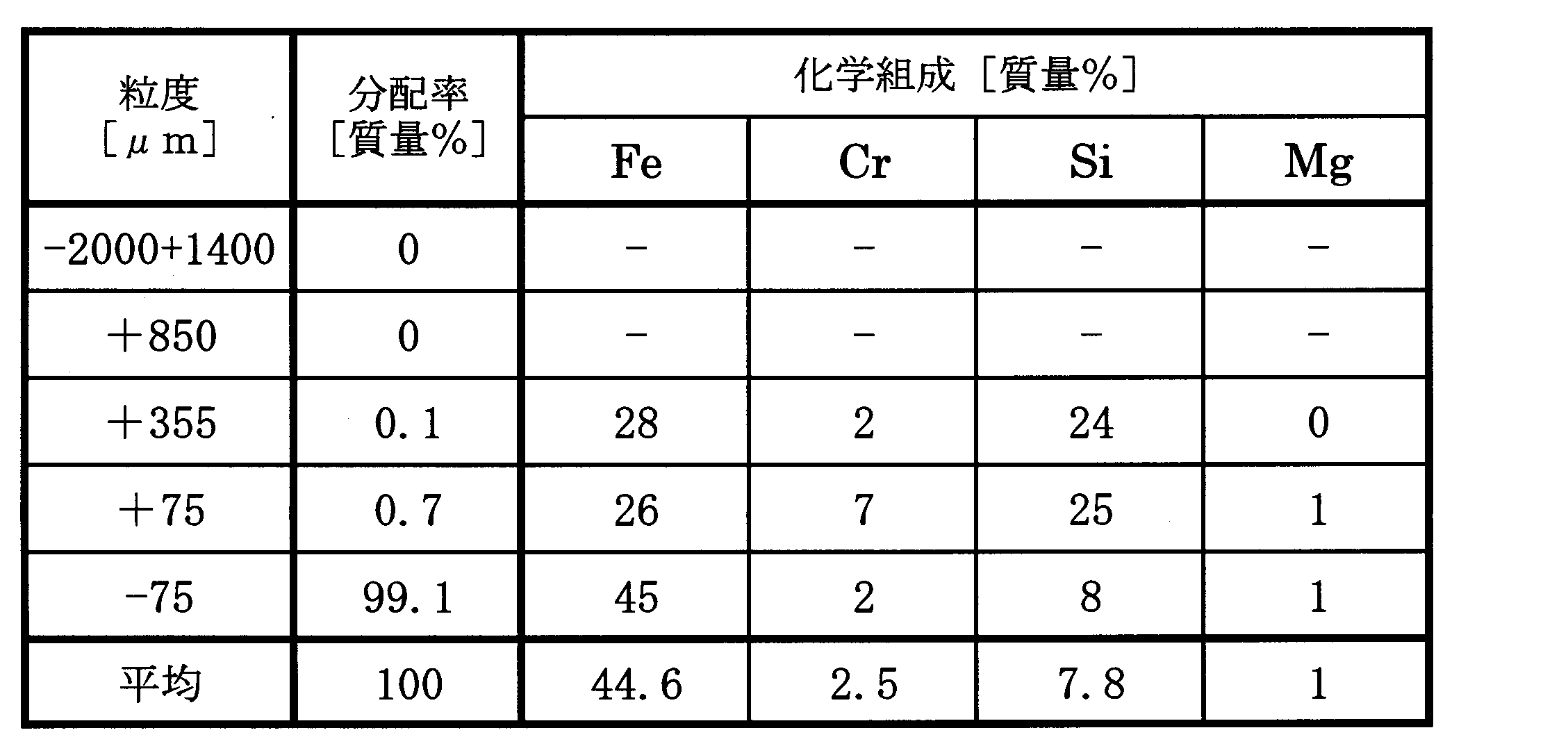
- Table 2 shows an example of the ore particle size distribution of the leaching residue obtained when the ore slurry obtained by crushing to a particle size of about 2 mm or less and the grade of each component in each particle size classification.
- the particles containing iron at a high content are finer than particles containing high content of chromium, silicon, and the like.
- the hematite can be recovered as a resource by separating it from the coarse-grained portion containing a high content and paying it out of the system.
- As the classification method treatment with a cyclone or the like capable of mass treatment is preferable.
- This final neutralization step includes (B-2) of (B-2) post-treatment liquid 27 obtained in step (B-2) and leaching residue slurry 12 after the solid-liquid separation step. 2) Add the slurry not treated in step and (B-1) step residue 26, or, if necessary, the slurry of zinc sulfide starch 15 obtained in the zinc removal step. In this step, the limestone slurry and slaked lime slurry are added and the pH is adjusted to about 8 to 9, whereby the metal ions in the liquid are precipitated as neutralized starch to obtain the final neutralized residue 19.
- the final neutralization residue 19 obtained is stored in the tailing dam 20.
- the present invention will be further described below with reference to examples, but the present invention is not limited to these examples.
- the metal is analyzed using a fluorescent X-ray analysis method or an ICP emission analysis method.
- a hydrocyclone manufactured by Ataca Daiki Co., Ltd., MD-9 type
- ore slurry whose composition is shown in Table 3 was classified.
- classification was performed under the conditions of a slurry concentration of 15% by mass, a slurry temperature of room temperature, and an operating pressure of 0.2 MPa.
- Table 3 shows the ore slurry composition and hydrocyclone underflow composition. The unit in the following table was mass%.
- hydrocyclone underflow (slurry concentration: 33% by mass) is supplied to a Flotex Density Separator (Floatex (trademark) Density Separator: manufactured by Autotec Inc., “Tanksizer TS-Lab”, tank inner diameter 228.6 mm). did.
- the supply rate was 56.7 [kg / Hr], and the temperature of the slurry was normal temperature.
- the amount of Teeter Water at this time was 5.5 [m 3 ⁇ h ⁇ 1 / m 2 ], and Set Point (set value of density meter) was 21.
- the composition of Flotex Density Separator Feed (Hydrocyclone Underflow) and Flotex Density Separator Underflow is shown in Table 4.
- the underflow (FDS-UF: slurry concentration 50% by mass) was diluted with water to a slurry concentration of 25% by mass, and a shaking table (Shaking Table: manufactured by Autotec Inc., “Wilfley TM concentrating table 13A”) A table test was performed. The amount of water supplied was 7.57 [liter / min]. Table 5 shows the results of the table test. The “-” notation in the table represents a case where measurement has not been performed.
- Example 1 the smelting method of the present invention shown in Example 1 can be concentrated to a concentration exceeding the Cr 2 O 3 grade of commercially available chromite.
- the ore slurry shown in Table 7 was classified using a hydrocyclone (MD-9 type, manufactured by Ataca Daiki Co., Ltd.) as a classification device.
- the slurry concentration was 15 mass%
- the temperature of the slurry was normal temperature
- the operating pressure was 0.2 MPa.
- Table 7 shows the underflow composition of the ore and hydrocyclone.
- hydrocyclone underflow (HC-UF: slurry concentration 33 mass%) was supplied to a Flotex Density Separator (manufactured by Autotec Inc., “Tanksizer TS-Lab”).
- the supply rate was 56.7 [kg / Hr], and the temperature of the slurry was room temperature.
- the amount of Teeter Water at this time was 6.9 [m 3 ⁇ h ⁇ 1 / m 2 ], and Set Point (set value of the density meter) was 20.
- the composition of the Flotex Density Separator feed mining / charge: HC-UF), underflow (FDS-UF), and overflow (FDS-OF) is shown in Table 8.
- the underflow (FDS-UF: slurry concentration: 50% by mass) was diluted with water to a slurry concentration: 25% by mass, treated with a spiral concentrator (Spiral Concentrator: manufactured by Autotec Inc., “MC7000”) and spiraled. A test was conducted. The results of the spiral test are shown in Table 9.
- “Concentrate” obtained in this spiral test was diluted to a slurry concentration of 20% and supplied to a low magnetic field beneficiation device (manufactured by Autotec Inc., “Inprosys benchtop LIMS”) at a supply rate of 45.4 [kg / Hr].
- a magnetized product (Mag) and a non-magnetized product (Non-mag) were obtained. The results are shown in Table 10.
- Cr 2 O 3 non-magnetized material / Non-mag
- Fe decreased from 21.3% by mass to 19.5% by mass.
- Cr 2 O 3 magnetized material / Mag
- Cr 2 O 3 has a high Fe quality of 37.8% by mass, so that it can be seen that magnetite was separated and removed by magnetic separation, and the Cr 2 O 3 quality of chromite was increased. This means that it can be concentrated to a concentration exceeding the Cr 2 O 3 grade of commercially available chromite.
- Hydrocyclone underflow (slurry concentration: 33% by mass) was diluted to a slurry concentration of 4.9% by mass and charged into a high mesh separator (“KUC-612S” manufactured by Kiko Co., Ltd.).
- the supply speed to the high mesh separator is 0.98 [m 3 / hour]
- the rotation speed of the bucket is 0.8 rpm
- the bucket length is 75 mm
- the bucket has 4 mm diameter holes opened at a pitch of 6 mm. 40%.
- the amount of washing water was 6 m 3 / hour.
- the underflow composition of the ore and hydrocyclone and the underflow composition of the high mesh separator are shown in Table 11.
- the Cr quality of the underflow of the high mesh separator is 14.2% (20.7%; Cr 2 O 3 ) and 16.7% (24.4%; Cr 2 O of the hydrocyclone underflow. 3 ), it was revealed that no specific gravity separation was achieved. From this result, the high-mesh separator only performs the slime removal work and does not perform the specific gravity separation work. Thus, it can be seen that chromite having commercially available Cr 2 O 3 grade cannot be concentrated unless specific gravity separation is performed.
- Example 2 The hydrocyclone overflow of Example 2 and the flowtex density separator overflow were charged into an autoclave at a solid weight ratio of 77:15, 98% sulfuric acid was added thereto, and high-temperature pressurized sulfuric acid was added under the following conditions.
- the leaching slurry 10 was produced by leaching. Furthermore, the produced leaching slurry was separated into a leaching solution 11 and a leaching residue slurry 12 by a solid-liquid separation step.
- a neutralizing agent Mg (OH) 2 slurry having a concentration of 20% by mass is added to the leaching residue slurry 12, and pH 2. Neutralize to 5 Next, this slurry was subjected to solid-liquid separation with 5C filter paper, and further Mg (OH) 2 slurry was added until pH 6 was reached, and then further solid-liquid separated with 5C filter paper.
- the final neutralization residue obtained had a Cr 2 O 3 grade of 2.4%. Due to the high solubility of MgSO 4 produced, the sulfur quality of the residue was 0.13%.
- Example 2 (Comparative Example 2) The ore slurry of Example 2 was charged into an autoclave without being treated with a hydrocyclone and a flow tex density separator, and was otherwise treated in the same manner as in Example 3. As a result, Cr 2 O of the final neutralized residue obtained was obtained. The third grade was 4.1%. Due to the high solubility of MgSO 4 produced, the sulfur quality of the residue was 0.13%.
- Example 3 chromite in the ore slurry is separated and removed by first classifying with a hydrocyclone and then treating with a flow-tex density separator, which is one of the specific gravity separators. As a result, the quality of Cr 2 O 3 in the residue could be halved.
- Example 3 A leaching residue slurry 12 was prepared in the same manner as in Example 3, and a slaked lime slurry having a concentration of 25% by mass was added as a neutralizing agent to the total amount. Ions were precipitated as starch, and a neutralized residue and a neutralized post-treatment liquid were obtained by solid-liquid separation. The neutralized residue was classified into a cyclone to separate hematite 28. After adding the slaked lime slurry having a concentration of 25% by mass to the mixed liquid obtained by mixing the remaining neutralization residue from which hematite 28 has been separated and the post-neutralization treatment liquid, the solid-liquid separation with 5C filter paper is repeated to obtain the final neutralization residue. Obtained.
- the final neutralization residue obtained had a Cr 2 O 3 quality of 2.3%. Due to the low solubility of CaSO 4 produced, the sulfur quality of the residue was 5.72% and the Ca quality was 8.49.
- the nickel oxide ore hydrometallurgy method of the present invention is suitable as a smelting method based on high pressure leaching utilized in the field of nickel oxide ore hydrometallurgy.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
Description
詳しくは、鉱石処理工程、浸出工程、固液分離工程、中和工程、亜鉛除去工程、硫化工程及び最終中和工程を含む高圧酸浸出法により、ニッケル酸化鉱石からニッケル及びコバルトを回収する湿式製錬方法において、鉱石処理工程から産出する鉱石スラリーによる配管、ポンプ等の設備の磨耗を抑制し、耐久性を向上させ、最終中和工程から産出する最終中和残渣量を低減し、廃棄される浸出残渣、中和澱物等を貯留するテーリングダムの容量の圧縮によりコスト及び環境リスクを抑えるという課題を達成するとともに、資源化して有効活用することができる不純物成分を分離回収することができるニッケル酸化鉱石の湿式製錬方法に関する。
例えば、ニッケル製錬では、高温高圧下において耐食性に優れた材料が開発されたこともあり、ニッケル酸化鉱石を硫酸で加圧下に酸浸出する高圧酸浸出(High Pressure Acid Leach)法に基づく湿式製錬方法が注目されている。
工程(b):工程(a)で得られた常圧浸出残留物を、高温高圧下の酸化性雰囲気下で硫酸と反応させて加圧酸浸出液を得る。
工程(c):工程(a)で得られた常圧浸出液に中和剤を加えて中和し、次いで硫化アルカリ化合物を添加し、浸出液中のニッケル及びコバルトを硫化物として回収する。
(2)固液分離工程:先の浸出工程で得た浸出スラリーを、多段階のシックナーを用いて洗浄し、ニッケル及びコバルトを含む浸出液と浸出残渣とに分離する。
(3)中和工程:固液分離工程で得た浸出液の酸化を抑制しながら、炭酸カルシウムを用いてpHが4以下となるよう調整し、3価の鉄を含有する中和澱物を生成し、中和澱物スラリーとニッケル回収用母液とに分離する。
(4)硫化工程:硫化工程で得たニッケル回収用母液に硫化水素ガスを吹きこみ、ニッケル及びコバルトを含有する硫化物を生成し、貧液と分離する。
図2は、ニッケル酸化鉱石の湿式製錬方法(特許文献2)に基づく実用プラントの一例における製錬工程図である。
次に、鉱石スラリー9は、(2)浸出工程で、硫酸を用いた高温加圧浸出に付され、浸出スラリー10が形成される。
形成した浸出スラリー10は、(3)固液分離工程に付され、多段洗浄された後、ニッケル及びコバルトを含む浸出液11と浸出残渣スラリー12に分離される。
母液(1)14は、硫化剤を添加する(5)亜鉛除去工程に付され、硫化亜鉛を含む硫化亜鉛澱物15とニッケル回収用の母液(2)16とに分離される。
次に、母液(2)16は、(6)硫化工程に付され、ニッケル及びコバルトを含む混合硫化物17とニッケル等が除去された貧液18に分離される。なお、貧液18は、(3)固液分離工程における浸出残渣の洗浄水として使用される。
最後に、浸出残渣スラリー12は、余剰の貧液18とともに、(7)最終中和工程に付され、中和処理され、最終中和残渣19は、テーリングダム20に貯留される。
さらに、中和澱物スラリーを固液分離工程へ送れば、ニッケルのロスを低減することができるので、より有利であるとされている。
(1)設備の磨耗の抑制
ニッケル酸化鉱石は、スラリーとして各工程間を搬送されるが、設備材料の磨耗が著しく促進され、とりわけ浸出工程における配管、ポンプ等の設備では補修頻度が高く、メンテナンスコストの上昇とプラント稼働率の低下の大きな原因となっている。
固液分離工程で得られる浸出残渣は、硫化工程から産出する余剰の貧液と合一され、これに石灰石スラリー又は消石灰スラリーを添加する中和処理により無害化される。
この最終的な中和処理工程(以下、最終中和工程と呼称する場合がある。)から産出される最終中和残渣は、テーリングダムで貯留される。しかしながら、最終中和残渣には、浸出残渣中のヘマタイト、クロマイト等の不純物成分のほか、中和処理により形成される石膏を含有するため資源化できず、テーリングダムの建設及び維持管理のための大きなコスト負担があった。
さらに、上記課題を、効果的かつ経済的に解決するためには、鉱石又は浸出残渣に含まれる不純物成分を効率的に分離回収することが有効な手段であり、これら不純物成分を資源化して有効活用することも求められていた。
そこで、本出願人は、高圧酸浸出法に基づく湿式製錬工程中に、鉱石スラリーからシリカ鉱物、クロマイト又はケイ苦土鉱から選ばれる少なくとも1種を含む粒子を物理分離、回収する工程、浸出残渣スラリー中のヘマタイト粒子を物理分離、回収する工程を含むニッケル酸化鉱石の湿式製錬方法を特許文献3に提案しているが、鉱石又は浸出残渣に含まれる不純物成分の効率的な分離回収、および分離回収した、これら不純物成分の資源化に、更なる改善を必要とされてきた。
記
(A)工程:前記鉱石処理工程から産出する鉱石スラリー中のクロマイト粒子を、比重分離法を含む回収プロセスにより分離回収する工程。
(B-1)工程:前記(A)工程を経てCr品位の下がった鉱石スラリーを前記浸出工程、固液分離工程により処理して生成した浸出液の中和工程であって、中和する際にMg系中和剤を用いて中和する工程。
(B-2)工程:前記(A)工程を経てCr品位の下がった鉱石スラリーを、前記浸出工程、固液分離工程により処理して生成した浸出残渣スラリーの中和工程であって、中和する際にMg系中和剤を用いて中和し、ヘマタイト粒子を回収する工程。
さらに、湿式製錬前にクロマイトを分離するので、浸出残渣量の減少が期待でき、最終中和残渣量を低減することができる。さらに、分離したクロマイトを濃縮できれば、資源として有効活用することも可能である。
(A)工程
前記鉱石処理工程から産出する鉱石スラリー中のクロマイト粒子を、比重分離法を含む回収プロセスにより分離回収する工程である。
(B-1)工程
前記(A)工程を経てCr品位の下がった鉱石スラリーを、浸出工程、固液分離工程で処理し、固液分離工程後の浸出液の中和を、Mg(OH)2、MgOなどのMg系中和剤で行うものである。
(B-2)工程
前記(A)工程を経てCr品位の下がった鉱石スラリーを、浸出工程、固液分離工程で処理し、固液分離工程後の浸出残渣スラリーの中和を、Mg(OH)2、MgOなどのMg系中和剤で行い、ヘマタイト粒子を回収するものである。
(A)工程の採用は、前工程の鉱石処理工程から産出する鉱石スラリー中のクロマイトを含む粒子を分離回収することにより、鉱石スラリーの輸送時の配管、ポンプ等の設備の磨耗を抑制するものである。
また、湿式製錬前にクロマイトを鉱石スラリーから予め取り除くことで、浸出残渣量の低減が期待され、最終中和残渣量を減らすこともできる。さらに、分離回収したクロマイトを、十分濃縮することが出来れば、資源として有効活用することも可能である。
なぜなら、最終中和残渣に含まれるイオウ(石膏;硫酸カルシウム)、クロム(クロマイト)等は、銑鉄中への微量成分の分配、鉄鋼製品の品質等に影響する成分であり、これら不純物元素の含有は抑制することが求められるからであった。
図1は、本発明に係るニッケル酸化鉱石の湿式製錬方法による実施態様の一例を表す製錬工程図である。
図1に示すように、まずニッケル酸化鉱石8は、[1]鉱石処理工程で水と混合され、次いで異物除去及び鉱石粒度調整が行われて鉱石スラリー9を形成する。
その後、この鉱石スラリー9は、新たに設けた(A)工程に付され、クロマイト23を分離回収する。一方のオートクレーブ供給スラリー22は、[2]浸出工程に供される。
形成された浸出スラリー10は、多段のシックナーなどを用いた[3]固液分離工程に供され、ニッケル及びコバルトを含む浸出液11と浸出残渣スラリー12とに分離される。
母液(1)14は、硫化剤を添加する[5]亜鉛除去工程に付され、硫化亜鉛を含む硫化亜鉛澱物15とニッケル回収用の母液(2)16とに分離される。
次いで、母液(2)16は、硫化剤を添加する[6]硫化工程に付され、ニッケル及びコバルトを含む混合硫化物17と貧液18とに分離される。
なお、貧液18は、[3]固液分離工程における浸出残渣の洗浄水として使用される他に、貧液18は、最終中和工程に供される場合もある。
その際、(B-2)工程後処理液27と(B-2)工程に供されなかった浸出残渣スラリー12は、[7]最終中和工程に供され、pH8~9程度に中和される。
得られた最終中和残渣19は、テーリングダム20に貯留される。
[1]鉱石処理工程及び(A)工程
鉱石処理工程は、異物除去及び鉱石粒度調整を行い、鉱石スラリーを形成する工程である。
この工程では、ニッケル酸化鉱石を、湿式篩等で篩い分けし、浸出工程で浸出できない異物、ポンプで流送困難な粒度の鉱石等を分離する。
通常、篩分け粒度は、2mm程度であり、それ以上の粒度の鉱石は、破砕処理される。
破砕-篩分け処理を通過した鉱石によりスラリーが形成され、次いで沈降させて濃縮し、スラリー中の固体濃度(以下、スラリー濃度と称す)を調整したオートクレーブ供給スラリーを調製する。なお、スラリー濃度としては、通常、30~45質量%程度に調整すると良い。
このラテライト鉱のニッケル含有量は、通常、0.8~2.5質量%であり、ニッケルは水酸化物、又は含水ケイ苦土(ケイ酸マグネシウム)鉱物として含有される。
また、鉄の含有量は、10~50質量%であり、主として3価の水酸化物(ゲーサイト)の形態であるが、一部2価の鉄が含水ケイ苦土鉱物等に含有される。珪酸分は、石英、クリストバライト(無定形シリカ)等のシリカ鉱物及び含水ケイ苦土鉱物に含有されている。
さらに、クロム分の多くは、鉄又はマグネシウムを含むクロマイト鉱物として含有される。また、マグネシア分は、含水ケイ苦土鉱物のほか、未風化で硬度が高いニッケルをほとんど含有しないケイ苦土鉱物に含有される。
つまり、この鉱石処理工程から産出する鉱石スラリーには、一般的に浸出工程の配管、ポンプ等の設備の磨耗に大きな影響を及ぼすクロマイトが含まれていることになる。
そのため、鉱石処理工程で調製する鉱石スラリーから、クロマイトを事前に鉱石処理工程において分離回収しておくことが望ましい。
ニッケル酸化鉱石のEPMA観察では、クロム含有量の高い部分は、鉄含有量の高い部分とは独立した単独相として存在する比率が高く、かつ20~1000μmの粒径であるものが多い。
このことは、クロムを含む鉱物は、約20μm以上の粒子に多く含まれており、一方、ニッケル及び鉄を含む鉱物は、約20μm以下の粒子に多く含まれていることを示している。
なお、この時の解砕粒度としては、鉱石スラリーを形成する際の本来の目的を考慮して決められるが、約2mm以下が好ましい。
表1より、75μm以上の粗粒部に、クロム、珪素、マグネシウム等が濃縮されることが分かる。一方、75μm以下の細粒部には鉄が濃縮されることがわかる。
なお、(A)工程は、鉱石処理工程内に含めて実施する、或いは鉱石処理工程に続いて実施することもできる。
すなわち、表1に示すように、分級で濃縮できる品位には限界があり、分級だけでなく、比重差を利用した分離が必要となる。
すなわち、工業的に実施可能な分級点の下限は、おおむね20μmである上、この分級粒度が20μm未満では、粗粒部へのクロマイトの濃縮が不十分であるとともに、浸出工程で用いる鉱石スラリー中のニッケルがロスすることとなる。一方、分級粒度が150μmを超えると、細粒部でシリカ鉱物、クロマイト及びケイ苦土鉱の除去が不十分となってしまう。
一般に、クロマイトの比重はゲーサイト等の水酸化鉄のそれよりも大きいことが知られており、粗大で比重が大きいクロマイトと微細で比重が小さいゲーサイトは、サイクロンにより効率良く分離することが可能である。
サイクロンの形状は、アンダーフローのパルプコンテントが50wt%以上となるように形状を調整することが望ましい。
サイクロンの分離としては10wt%以下でも可能だが、水を大量に必要とする上、後工程の沈降濃縮にも不利である。また、30wt%を超えるとスラリーの粘度が上昇し、分離が困難になる場合がある。
すなわち、鉱石処理工程後のパルプコンテントを上記範囲の10~30wt%に設定すれば、更に新たに水を供給する必要がなく、希釈のためのタンクも不要になるため、好ましい。
以上のように、パルプコンテント、サイクロン運転圧力、サイクロン形状を最適化することにより、オーバーフローへのクロマイトの分配を、殆どなくすことは可能であり、クロマイト回収の観点から好ましい。
使用する比重分離装置は、特に限定されるものではないが、シェーキングテーブル、フローテックス デンシティ セパレーター、スパイラルコンセントレーターの少なくとも1種を選択することが好ましく、大量処理に適したフローテックス デンシティ セパレーター、スパイラルコンセントレーターの少なくとも1種を選択することが更に好ましい。
15wt%以下であると、分離性能が悪化する場合があり、35wt%以上であると、スパイラルコンセントレーターで分離中にクロマイト濃縮側(内側)で粒子の流れが滞留してビルドアップが起こり、分離が十分に行われなくなる場合がある。
0.5未満であると干渉落下の効果が小さくなり、比重分離が効率良く行われない。
一方、7.0より大きいと、クロマイト粒子まで上昇させ、オーバーフロー側に損失する場合がある。この場合、浸出工程に供給されるスラリー中のクロマイトが多くなり、クロマイトの回収のみならず、ヘマタイト中Cr品位低減の観点からも不利になる。
マグネタイトの比重はクロマイトの比重に極めて近いので磁気分離を利用する。
磁気分離に際して、その磁界強度は特に限定されるものではなく、ベルトの速度やベルトの厚さ、他装置により異なるが、200[Oe]~2000[Oe]の範囲であることが好ましい。
200[Oe]未満であると磁界が弱すぎて、マグネタイトの分離除去が不十分な場合がある。一方、2000[Oe]を超えるとマグネタイトの除去は問題ないが、クロマイトまで磁着される場合がある。
特に望ましくは、低磁界磁力選鉱機を使用すると良い。
浸出工程は、鉱石処理工程及び(A)工程を経て得られた鉱石スラリーに硫酸を添加し、220~280℃の温度下で撹拌処理して、浸出残渣と浸出液からなる浸出スラリーを形成する工程である。この工程では、主要設備として、プレヒーター、オートクレーブ、及びフラッシュタンクが用いられる。
しかしながら、鉄イオンの固定化は、完全には進行しないので得られる浸出スラリーの液部分には、ニッケル、コバルト等のほか、2価と3価の鉄イオンが含まれるのが通常である。


すなわち、この温度範囲で反応を行うことにより、鉄はヘマタイトとして固定される。
反応温度が220℃未満では、高温熱加水分解反応の速度が遅いため反応溶液中に鉄が溶存して残るので、鉄を除去するための浄液負荷が増加し、ニッケルとの分離が非常に困難となる。一方、温度が280℃を超えると、高温熱加水分解反応自体は促進されるものの、高温加圧浸出に用いる容器の材質の選定が難しいだけでなく、温度上昇にかかる蒸気コストが上昇するため不適当である。
すなわち、その濃度が25g/L未満では、浸出残渣を含むスラリーを沈降する際に、固形分の沈降濃縮が不完全となり、上澄みに浮遊固形分が残存する。これは、高温熱加水分解の反応速度が遅く、水酸化鉄の脱水が十分に進まず、真密度の低いヘマタイトが形成されることによる。
一方、その濃度が50g/Lを超えると、浸出設備の耐久性を向上させることが必要になり、また酸の中和に必要とされる中和剤の使用量が著しく増加するのでコスト的に不利になる。
固液分離工程は、前工程の浸出工程で形成された浸出スラリーを多段洗浄して、ニッケル及びコバルトを含む浸出液と、浸出残渣を得る工程である。これによって、浸出残渣に付着して廃棄されるニッケル等を浸出液中に回収する。
(4-1)中和工程1[浸出液の処理]
・(B-1)の工程
この(B-1)工程は、前工程の固液分離工程で分離された浸出液11を中和するもので、浸出工程で得られた浸出液11の酸化を抑制しながら、pHが4以下、好ましくは3.2~3.8の範囲になるように中和剤(pH調整剤)を添加し、3価の鉄を含む中和澱物スラリーの(B-1)工程残渣26とニッケル回収用の母液(1)14を形成する工程である。
この工程を用いることによって、浸出工程で用いた過剰の酸の中和を行うとともに、浸出液中に残留する3価の鉄イオンの除去を行うものである。
中和剤として、CaCO3等のCaを含むものを使用すると、石膏が生成するが、本工程で発生する中和澱物スラリーの(B-1)工程残渣26は、一部を固液分離工程に戻し、繰り返すため、浸出残渣スラリー中への石膏の混入が起こってしまう。
そこで、中和剤にはCaを含まない、Mg(OH)2等のMg系アルカリや、浸出液に溶けてアルカリ性を示すMgO等のMg系中和剤を使用する。
この亜鉛除去工程は、ニッケル及びコバルトを硫化物として分離する工程に先だって、前工程で得られた母液に、硫化水素ガスを吹きこみ、亜鉛を含む硫化物を生成し、硫化亜鉛澱物スラリーと、ニッケル及びコバルト回収用の母液を形成する工程である。
これは硫化反応の際に弱い条件を作り出すことで硫化反応の速度を抑制し、亜鉛と比較して濃度の高い共存するニッケルの共沈を抑制することにより、亜鉛を選択的に除去するものである。
この硫化工程は、脱亜鉛工程で得られたニッケル及びコバルト回収用の母液(2)に、硫化水素を吹き込み、ニッケル及びコバルトを含む混合硫化物17と貧液18とを生成する工程である。
ここで、得られた貧液18は、pHが1~3程度、硫化されずに含まれる鉄、マグネシウム、マンガン等の不純物のほかに、回収ロスであるニッケル及びコバルトを僅かに含んでいるので、固液分離工程における浸出残渣の洗浄水、及び中和工程で産出する中和残渣の洗浄水として使用される。
・(B-2)工程
この(B-2)工程は、固液分離工程から産出する浸出残渣(浸出残渣スラリー12)の一部をMg(OH)2等のMg系アルカリやMgOなどのMg系中和剤で中和し、ヘマタイト粒子を回収する工程である。
(B-2)工程の方法としては、特に限定されるものではないが、中和剤はCa系アルカリは用いない。例えば、中和剤としてCaCO3を使用した場合、付着硫酸と反応して石膏が生成する。この石膏の溶解度は小さいので固体として析出し、残渣中のイオウ品位を上げてしまう。一方、MgSO4は溶解度が大きいので固体として析出しにくく、イオウの低減に有効である。
従って、中和剤としてはMg系アルカリであるMg(OH)2 が好ましいが、MgO2のようなMg系中和剤であれば良い。
まず、表2に、約2mm以下の粒度に解砕して得た鉱石スラリーを浸出した際に得られた浸出残渣の鉱石粒度分布と各粒度区分での各成分の品位の一例を示す。
分級法としては大量処理が可能なサイクロン等による処理が好ましい。
この最終中和工程は、(B-2)工程で得られる(B-2)工程後処理液27、固液分離工程後の浸出残渣スラリー12のうち、(B-2)工程では処理しなかったスラリーと、(B-1)工程残渣26、或いは、必要に応じて、これに亜鉛除去工程で得られる硫化亜鉛澱物15をスラリー化したものを加えて、さらに石灰石スラリーと消石灰スラリーを添加し、そのpHを8~9程度に調整することによって、液中の金属イオンを中和澱物として沈殿させ、最終中和残渣19を得る工程である。なお、得られた最終中和残渣19は、テーリングダム20で貯留される。
実施例では、金属の分析に蛍光X線分析法、又はICP発光分析法を用いて分析を行っている。
実施例1では、スラリー濃度は15質量%、スラリーの温度を常温とし、運転圧力を0.2MPaの条件で分級を行った。
鉱石スラリー組成と、ハイドロサイクロンのアンダーフロー組成を、表3に併せて記す。なお、以下の表の単位は質量%とした。
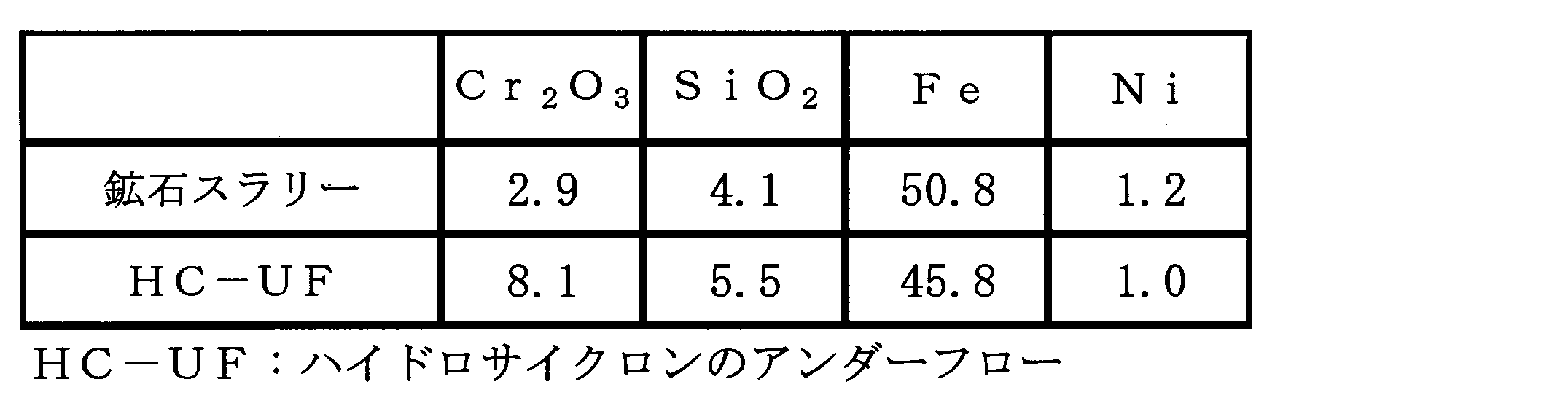
以上より、鉱石スラリーの分級により、粗粒部にシリカ鉱物、クロマイト濃縮され、分離されていることが分かる。
その供給速度を56.7[kg/Hr]、スラリーの温度を常温とした。
この時のTeeter Water量は、5.5[m3・h-1/m2]、Set Point(密度計の設定値)を21として行った。
フローテックス デンシティ セパレーターのフィード(ハイドロサイクロンのアンダーフロー)およびフローテックス デンシティ セパレーターのアンダーフローの組成を表4に記す。

以上より、フローテックス デンシティ セパレーター処理により、粗粒部にシリカ鉱物、クロマイト濃縮され、分離されることが分かる。
供給水量は7.57[リットル/分]とした。
テーブル試験の結果を表5に記す。なお、表内の「-」表記は、未測定の場合を表している。

この結果からシェーキングテーブル処理により、クロマイトが分離されることが分かる。
その結果を表6に記す。なお、表内の「-」表記は、未測定の場合を表している。

対して、Cr2O3(磁着物/Mag)のFe品位は37.8質量%と、Fe品位が高いことからも、磁力選鉱によりマグネタイトが分離除去され、クロマイトのCr2O3品位が上昇したことがわかる。
鉱石とハイドロサイクロンのアンダーフロー組成を表7に記す。
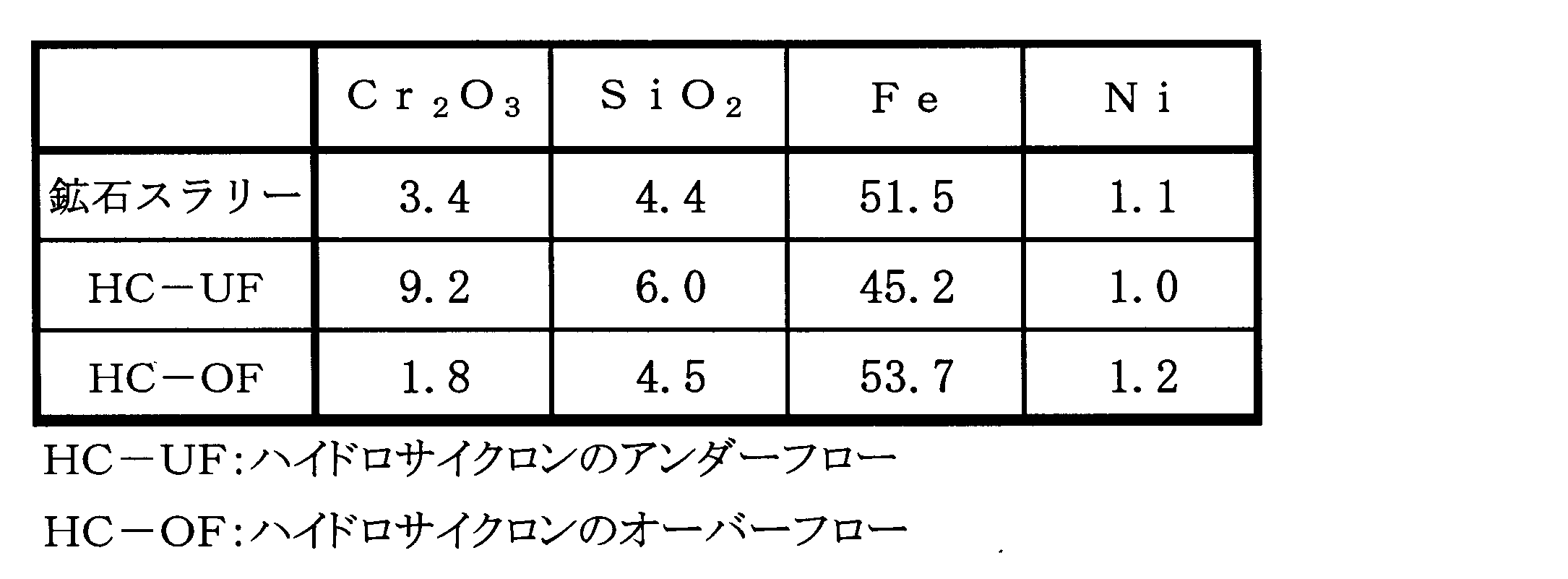
以上より、鉱石スラリーの分級により、粗粒部にシリカ鉱物、クロマイトが濃縮、分離されることが分かる。
この時のTeeter Water量は6.9[m3・h-1/m2]、Set Point(密度計の設定値)は20とした。
フローテックス デンシティ セパレーターのフィード(給鉱/装入物:HC-UF)およびアンダーフロー(FDS-UF)、及びオーバーフロー(FDS-OF)の組成を表8に記す。
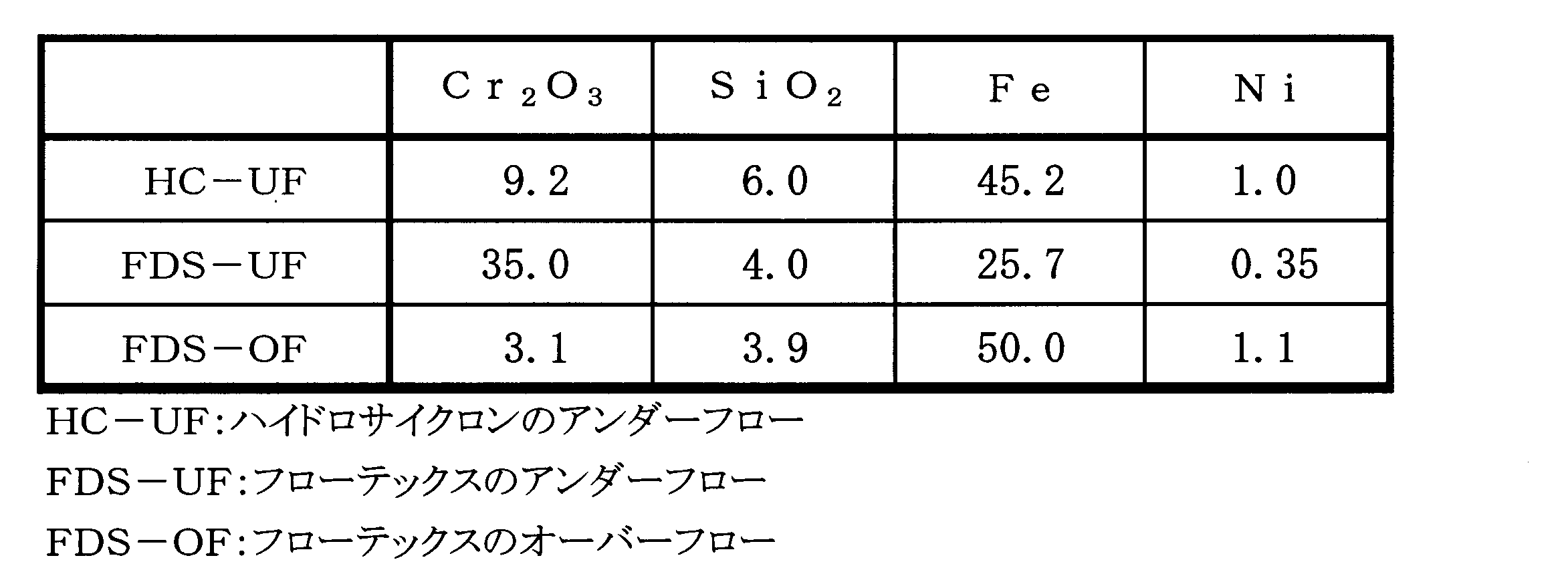
以上より、フローテックス デンシティ セパレーター処理により、粗粒部にクロマイト濃縮され、分離されることが分かる。
そのスパイラル試験の結果を表9に記す。

一方、「Middling」では45.0質量%、「Tailing」では14.1質量%、「Slimes」では9.4質量%となった。
以上より、スパイラルコンセントレーター処理により、クロマイトが濃縮分離されることが分かる。
その結果を表10に記す。

Cr2O3(磁着物/Mag)は、そのFe品位が37.8質量%と高いことからも、磁力選鉱によりマグネタイトが分離除去され、クロマイトのCr2O3品位が上昇したことがわかる。
これは、一般に市販されているクロマイトのCr2O3品位を上回る濃度まで濃縮が可能であることを意味している。
分級装置として、ハイドロサイクロン(アタカ大樹株式会社製、「MD-9型」)を用いて、鉱石スラリーの分級を行った。
ここで、スラリー濃度を9.8質量%、スラリーの温度は常温とし、運転圧力0.22MPaの条件で分級を行った。
ハイメッシュセパレーターへの供給速度は0.98[m3/時]、バケットの回転数は0.8rpm、バケット長は75mm、バケットは4mm直径の孔が6mmピッチで開いており、開孔率は40%である。
洗浄水量は6m3/時とした。
鉱石とハイドロサイクロンのアンダーフローの組成、及びハイメッシュセパレーターのアンダーフロー組成を表11に記す。

この工程の中では、特にハイドロサイクロンによる濃縮には問題は見られなかったが、ハイメッシュセパレーターでの濃縮が不十分であると判定できる。
それぞれのアンダーフロー(HC-UF、HMS-UF)を75μmで篩い、その上下の分析を実施したところ、表12に示す結果が得られた。
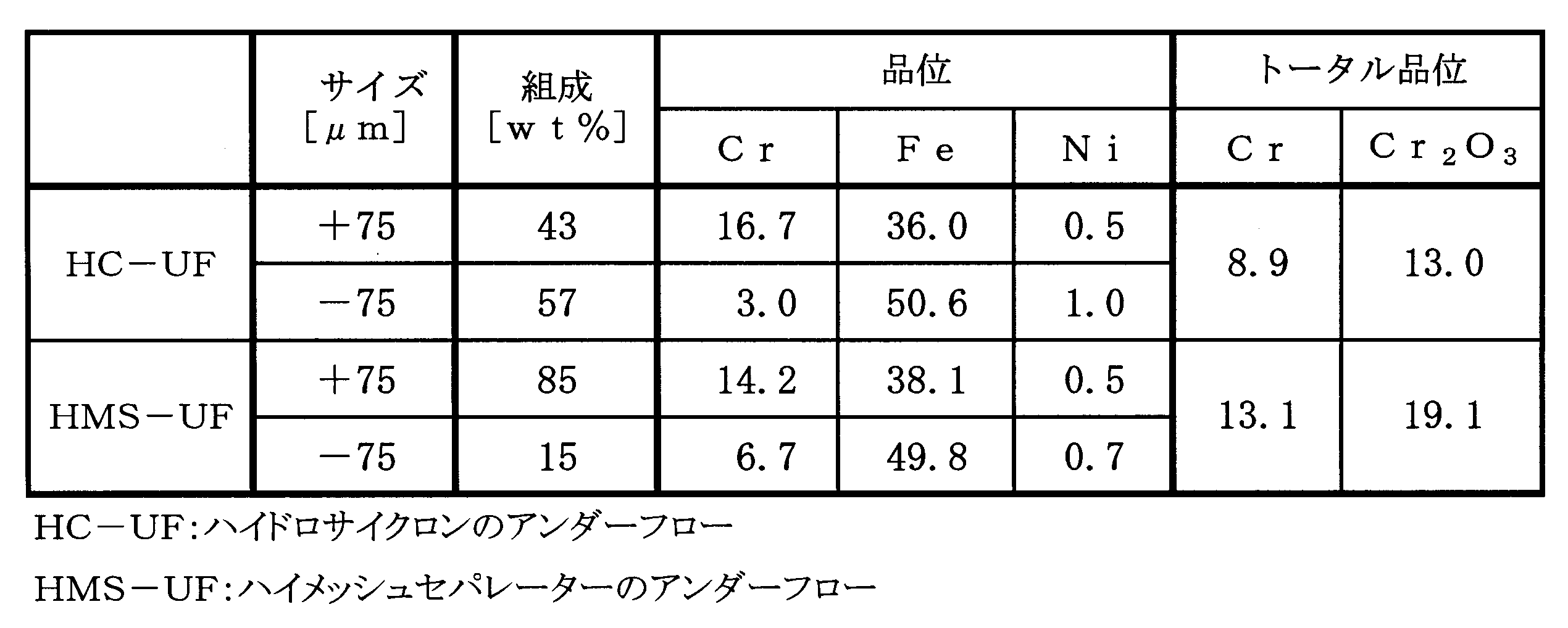
この結果から、ハイメッシュセパレーターはスライム除去の仕事しかしておらず、比重分離の仕事をしていない。
このように市販レベルのCr2O3品位を持つクロマイトは、比重分離を行わない限り、濃縮できないことがわかる。
さらに、作製した浸出スラリーを固液分離工程により浸出液11と浸出残渣スラリー12に分離した。
浸出温度:245℃
浸出時間:60分
最終(浸出終了時の)遊離硫酸濃度:40[g/L]
スラリー濃度:30重量%
オートクレーブ容量:5L
次に、このスラリーを5C濾紙で固液分離し、さらにMg(OH)2スラリーをpH6になるまで添加した後、さらに5C濾紙で固液分離した。
実施例2の鉱石スラリーをハイドロサイクロンと、フローテックス デンシティ セパレーターで処理することなくオートクレーブに装入し、それ以外は実施例3と同様に処理したところ、得られた最終中和残渣のCr2O3品位は4.1%であった。
生成するMgSO4の溶解度が大きいため、残渣のイオウ品位は0.13%であった。
実施例3と同様にして浸出残渣スラリー12を作製し、その全量に濃度25質量%の消石灰スラリーを中和剤として添加し、60℃で、pH8.5になるように中和して、金属イオンを澱物として沈殿させ、固液分離により中和残渣と中和後処理液を得た。
この中和残渣をサイクロン分級してヘマタイト28を分離した。
ヘマタイト28を分離した残りの中和残渣と中和後処理液を混合した混合液に、濃度25質量%の消石灰スラリーを添加した後、5C濾紙での固液分離を繰り返して最終中和残渣を得た。
9 鉱石スラリー
10 浸出スラリー
11 浸出液
12 浸出残渣スラリー
14 母液(1)
15 硫化亜鉛澱物
16 母液(2)
17 Ni,Co混合硫化物
18 貧液
19 最終中和残渣
20 テーリングダム
22 オートクレーブ供給スラリー
23 クロマイト
26 (B-1)工程残渣
27 (B-2)工程後処理液
28 ヘマタイト
Claims (14)
- 鉱石処理工程、浸出工程、固液分離工程、中和工程、亜鉛除去工程、硫化工程及び最終中和工程を含む高圧酸浸出法を用いてニッケル酸化鉱石からニッケル及びコバルトを回収する湿式製錬方法において、
下記(A)工程と、(B-1)工程、(B-2)工程から選ばれる少なくとも一つの工程を含むことを特徴とするニッケル酸化鉱石の湿式製錬方法。
記
(A)工程:前記鉱石処理工程から産出する鉱石スラリー中のクロマイト粒子を、比重分離法を含む回収プロセスにより分離回収する工程。
(B-1)工程:前記(A)工程を経てCr品位の下がった鉱石スラリーを、前記浸出工程、固液分離工程により処理して生成した浸出液の中和工程であって、中和する際にMg系中和剤を用いて中和する工程。
(B-2)工程:前記(A)工程を経てCr品位の下がった鉱石スラリーを、前記浸出工程、固液分離工程により処理して生成した浸出残渣スラリーの中和工程であって、中和する際にMg系中和剤を用いて中和し、ヘマタイト粒子を回収する工程。 - 鉱石処理工程、浸出工程、固液分離工程、中和工程、亜鉛除去工程、硫化工程及び最終中和工程を含む高圧酸浸出法を用いてニッケル酸化鉱石からニッケル及びコバルトを回収する湿式製錬方法において、
前記(A)工程、(B-1)工程、及び(B-2)工程を含むことを特徴とするニッケル酸化鉱石の湿式製錬方法。 - 前記(A)工程の回収プロセスが、前記鉱石スラリーにサイクロンによるサイクロン分級を行い、微細な鉄水酸化物粒子を低減させた後、比重分離法を用いてクロマイトの濃縮物として、前記鉱石スラリー中のクロマイト粒子を前記鉱石スラリーから回収することを特徴とする請求項1又は2に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記(A)工程の回収プロセスが、前記鉱石スラリーのスラリー濃度を希釈せずに、サイクロン分級することを特徴とする請求項3に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記(A)工程の回収プロセスが、サイクロン分級におけるクロマイトのアンダーフローへの採取が、不可避的損失を除く全量が行われることを特徴とする請求項1~4のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記比重分離法が、フローテックス デンシティ セパレーターを用いる工程、スパイラルコンセントレーターを用いる工程、シェーキングテーブルを用いる工程から選ばれる少なくとも一つの工程を含むことを特徴とする請求項1~5のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記スパイラルコンセントレーターに供給されるスラリーのパルプコンテントが、15~35%Solid、好ましくは20~30%Solidであることを特徴とする請求項6に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記フローテックス デンシティ セパレーターに供給されるTeeter Water量が、0.5~7.0[m3・h-1/m2]であることを特徴とする請求項6に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記比重分離後に磁力分離による物理分離に付してマグネタイトを除去し、非磁着物をクロマイト濃縮物として回収することを特徴とする請求項1~8のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記鉱石処理工程が、採掘した原料鉱石の異物除去及び鉱石粒度調整を行い、鉱石スラリーを形成する工程、
前記浸出工程は、前記鉱石スラリーに硫酸を添加し、高温高圧下で撹拌処理して、浸出残渣と浸出液からなる浸出スラリーを形成する工程、
前記固液分離工程は、前記浸出スラリーを多段洗浄して、ニッケル及びコバルトを含む浸出液と浸出残渣スラリーを得る工程、
前記中和工程は、前記浸出液にアルカリを添加し、3価の鉄を含む中和澱物スラリーとニッケル回収用の母液を形成する工程、
前記亜鉛除去工程は、前記母液に硫化水素ガスを吹きこみ、硫化亜鉛澱物スラリーとニッケル及びコバルト回収用の母液を形成する工程、
前記硫化工程は、前記ニッケル及びコバルト回収用の母液に、硫化水素を吹き込み、ニッケル及びコバルトを含む混合硫化物と貧液とを生成する工程、及び
最終中和工程は、前記浸出残渣スラリーに余剰の前記貧液を加え、pHを8~9に調整し、最終中和残渣を得る工程であることを特徴とする請求項1~9のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。 - 前記鉱石処理工程における鉱石粒度調整が、2mm以下の粒度で篩い分け処理に付すことを特徴とする請求項1~10のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 濃縮されたクロマイトのCr2O3品位が、45%以上であることを特徴とする請求項1~11のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記(B-2)工程において、中和後のpHを4~7とし、その後、Mg系中和剤以外のアルカリで最終中和を行うことを特徴とする請求項1~12のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
- 前記(B-2)工程において、前記浸出残渣スラリー又はそれを含む中和残渣スラリーをサイクロン分級し、その際、分級された細粒部をヘマタイトの濃縮物として回収することを特徴とする請求項1~13のいずれか1項に記載のニッケル酸化鉱石の湿式製錬方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2013378469A AU2013378469B2 (en) | 2013-02-12 | 2013-02-12 | Hydrometallurgical Process for Nickel Oxide Ore |
| US14/436,970 US9783869B2 (en) | 2013-02-12 | 2013-02-12 | Hydrometallurgical process for nickel oxide ore |
| EP13875045.0A EP2910655B1 (en) | 2013-02-12 | 2013-02-12 | Wet-mode nickel oxide ore smelting method |
| CA2879600A CA2879600C (en) | 2013-02-12 | 2013-02-12 | Hydrometallurgical process for nickel oxide ore |
| CN201380053730.1A CN104718301B (zh) | 2013-02-12 | 2013-02-12 | 镍氧化矿石的湿式冶炼方法 |
| PCT/JP2013/053206 WO2014125558A1 (ja) | 2013-02-12 | 2013-02-12 | ニッケル酸化鉱石の湿式製錬方法 |
| PH12015501750A PH12015501750B1 (en) | 2013-02-12 | 2015-08-10 | Hydrometallurgical process for nickel oxide ore |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/053206 WO2014125558A1 (ja) | 2013-02-12 | 2013-02-12 | ニッケル酸化鉱石の湿式製錬方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014125558A1 true WO2014125558A1 (ja) | 2014-08-21 |
Family
ID=51353594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053206 Ceased WO2014125558A1 (ja) | 2013-02-12 | 2013-02-12 | ニッケル酸化鉱石の湿式製錬方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9783869B2 (ja) |
| EP (1) | EP2910655B1 (ja) |
| CN (1) | CN104718301B (ja) |
| AU (1) | AU2013378469B2 (ja) |
| CA (1) | CA2879600C (ja) |
| PH (1) | PH12015501750B1 (ja) |
| WO (1) | WO2014125558A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015159685A1 (ja) * | 2014-04-18 | 2015-10-22 | 住友金属鉱山株式会社 | ニッケル酸化鉱石の湿式製錬方法 |
| JP6020651B1 (ja) * | 2015-05-12 | 2016-11-02 | 住友金属鉱山株式会社 | 鉱石スラリーの前処理方法、鉱石スラリーの製造方法 |
| JP2017052992A (ja) * | 2015-09-08 | 2017-03-16 | 住友金属鉱山株式会社 | 鉱石スラリーの処理方法、ニッケル酸化鉱石の湿式製錬方法 |
| CN107250395A (zh) * | 2015-02-25 | 2017-10-13 | 住友金属矿山株式会社 | 矿石浆料的前处理方法、矿石浆料的制造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5757442B2 (ja) * | 2013-04-23 | 2015-07-29 | 住友金属鉱山株式会社 | ニッケル酸化鉱石の湿式製錬方法 |
| JP5772869B2 (ja) * | 2013-04-24 | 2015-09-02 | 住友金属鉱山株式会社 | 製鉄用ヘマタイトの製造方法 |
| JP5679372B2 (ja) | 2013-07-03 | 2015-03-04 | 住友金属鉱山株式会社 | 製鉄用ヘマタイトの製造方法 |
| JP5776913B2 (ja) | 2014-01-17 | 2015-09-09 | 住友金属鉱山株式会社 | 製鉄用ヘマタイトの製造方法 |
| WO2021075136A1 (ja) * | 2019-10-18 | 2021-04-22 | Jfeスチール株式会社 | 廃乾電池からのマンガン回収方法および回収設備 |
| CN115216644A (zh) * | 2022-07-29 | 2022-10-21 | 广东邦普循环科技有限公司 | 一种红土镍矿冶炼镍铁除铬的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04276033A (ja) * | 1991-02-28 | 1992-10-01 | Nisshin Steel Co Ltd | ケイ酸苦土ニッケル鉱石の処理方法 |
| JPH06116660A (ja) | 1991-10-09 | 1994-04-26 | Taiheiyo Kinzoku Kk | 酸化鉱石から有価金属を回収する方法 |
| JP2005350766A (ja) | 2004-05-13 | 2005-12-22 | Sumitomo Metal Mining Co Ltd | ニッケル酸化鉱石の湿式製錬方法 |
| JP2010095788A (ja) | 2008-09-19 | 2010-04-30 | Sumitomo Metal Mining Co Ltd | ニッケル酸化鉱石の湿式製錬方法 |
| JP2012107289A (ja) * | 2010-11-17 | 2012-06-07 | Sumitomo Metal Mining Co Ltd | クロマイト回収方法、並びにニッケル酸化鉱石の湿式製錬方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4548794A (en) | 1983-07-22 | 1985-10-22 | California Nickel Corporation | Method of recovering nickel from laterite ores |
| EA200701085A1 (ru) | 2004-11-17 | 2007-12-28 | БиЭйчПи БИЛЛИТОН ЭсЭсЭм ТЕКНОЛОДЖИ ПТИ ЛТД. | Последовательное или одновременное выщелачивание никель- и кобальтсодержащих руд |
| US7387767B2 (en) * | 2005-04-07 | 2008-06-17 | Dynatec Corporation | Recovery of nickel, cobalt, iron, silica, zinc and copper from laterite ore by sulfuric acid leaching |
| JP5060033B2 (ja) | 2005-09-15 | 2012-10-31 | 大平洋金属株式会社 | ニッケルまたはコバルトの回収方法 |
| CN101638730B (zh) * | 2008-07-31 | 2015-03-25 | 塔塔钢铁有限公司 | 用于从冶金级铬铁矿精矿细粉生产海绵铬的方法 |
| AU2009212947B2 (en) * | 2008-09-19 | 2014-06-05 | Sumitomo Metal Mining Co., Ltd. | Hydrometallurgical process of nickel laterite ore |
-
2013
- 2013-02-12 WO PCT/JP2013/053206 patent/WO2014125558A1/ja not_active Ceased
- 2013-02-12 AU AU2013378469A patent/AU2013378469B2/en active Active
- 2013-02-12 EP EP13875045.0A patent/EP2910655B1/en not_active Not-in-force
- 2013-02-12 CA CA2879600A patent/CA2879600C/en not_active Expired - Fee Related
- 2013-02-12 CN CN201380053730.1A patent/CN104718301B/zh active Active
- 2013-02-12 US US14/436,970 patent/US9783869B2/en not_active Expired - Fee Related
-
2015
- 2015-08-10 PH PH12015501750A patent/PH12015501750B1/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04276033A (ja) * | 1991-02-28 | 1992-10-01 | Nisshin Steel Co Ltd | ケイ酸苦土ニッケル鉱石の処理方法 |
| JPH06116660A (ja) | 1991-10-09 | 1994-04-26 | Taiheiyo Kinzoku Kk | 酸化鉱石から有価金属を回収する方法 |
| JP2005350766A (ja) | 2004-05-13 | 2005-12-22 | Sumitomo Metal Mining Co Ltd | ニッケル酸化鉱石の湿式製錬方法 |
| JP2010095788A (ja) | 2008-09-19 | 2010-04-30 | Sumitomo Metal Mining Co Ltd | ニッケル酸化鉱石の湿式製錬方法 |
| JP2012107289A (ja) * | 2010-11-17 | 2012-06-07 | Sumitomo Metal Mining Co Ltd | クロマイト回収方法、並びにニッケル酸化鉱石の湿式製錬方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2910655A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015159685A1 (ja) * | 2014-04-18 | 2015-10-22 | 住友金属鉱山株式会社 | ニッケル酸化鉱石の湿式製錬方法 |
| CN107250395A (zh) * | 2015-02-25 | 2017-10-13 | 住友金属矿山株式会社 | 矿石浆料的前处理方法、矿石浆料的制造方法 |
| US10273558B2 (en) | 2015-02-25 | 2019-04-30 | Sumitomo Metal Mining Co., Ltd. | Ore slurry pre-treatment method and ore slurry manufacturing method |
| JP6020651B1 (ja) * | 2015-05-12 | 2016-11-02 | 住友金属鉱山株式会社 | 鉱石スラリーの前処理方法、鉱石スラリーの製造方法 |
| WO2016181673A1 (ja) * | 2015-05-12 | 2016-11-17 | 住友金属鉱山株式会社 | 鉱石スラリーの前処理方法、鉱石スラリーの製造方法 |
| US10626481B2 (en) | 2015-05-12 | 2020-04-21 | Sumitomo Metal Mining Co., Ltd. | Mineral ore slurry pretreatment method, and method for manufacturing mineral ore slurry |
| JP2017052992A (ja) * | 2015-09-08 | 2017-03-16 | 住友金属鉱山株式会社 | 鉱石スラリーの処理方法、ニッケル酸化鉱石の湿式製錬方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2879600C (en) | 2016-04-19 |
| AU2013378469B2 (en) | 2016-07-07 |
| CN104718301A (zh) | 2015-06-17 |
| PH12015501750A1 (en) | 2015-10-19 |
| PH12015501750B1 (en) | 2022-04-22 |
| CA2879600A1 (en) | 2014-08-21 |
| EP2910655B1 (en) | 2018-07-18 |
| CN104718301B (zh) | 2017-06-30 |
| AU2013378469A1 (en) | 2015-04-16 |
| US20150284820A1 (en) | 2015-10-08 |
| US9783869B2 (en) | 2017-10-10 |
| EP2910655A1 (en) | 2015-08-26 |
| EP2910655A4 (en) | 2016-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5867768B2 (ja) | ニッケル酸化鉱石の湿式製錬におけるニッケル酸化鉱石からのクロマイト粒子回収方法及びニッケル酸化鉱石の湿式製錬設備 | |
| JP5446226B2 (ja) | ニッケル酸化鉱石の湿式製錬方法 | |
| JP6183788B2 (ja) | ニッケル酸化鉱石の湿式製錬方法 | |
| JP5403033B2 (ja) | ニッケル酸化鉱石の湿式製錬方法 | |
| JP2015206068A5 (ja) | ||
| JP2013095971A5 (ja) | ||
| WO2014125558A1 (ja) | ニッケル酸化鉱石の湿式製錬方法 | |
| JP5556608B2 (ja) | クロマイト回収方法、並びにニッケル酸化鉱石の湿式製錬方法 | |
| JP6661926B2 (ja) | 鉱石スラリーの処理方法、ニッケル酸化鉱石の湿式製錬方法 | |
| JP6565511B2 (ja) | 鉱石スラリーの処理方法、ニッケル酸化鉱石の湿式製錬方法 | |
| CA2977602C (en) | Ore slurry pre-treatment method and ore slurry manufacturing method | |
| CA2984885A1 (en) | Mineral ore slurry pretreatment method, and method for manufacturing mineral ore slurry | |
| JP5790839B2 (ja) | クロマイト回収方法 | |
| JP6977458B2 (ja) | ニッケル酸化鉱石の湿式製錬方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13875045 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2879600 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201501542 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2013378469 Country of ref document: AU Date of ref document: 20130212 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013875045 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14436970 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |