WO2014129379A1 - 曲げ性に優れた高強度冷延鋼板 - Google Patents
曲げ性に優れた高強度冷延鋼板 Download PDFInfo
- Publication number
- WO2014129379A1 WO2014129379A1 PCT/JP2014/053353 JP2014053353W WO2014129379A1 WO 2014129379 A1 WO2014129379 A1 WO 2014129379A1 JP 2014053353 W JP2014053353 W JP 2014053353W WO 2014129379 A1 WO2014129379 A1 WO 2014129379A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- strength
- rolled steel
- mpa
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a high-strength cold-rolled steel sheet excellent in workability used for automobile parts and the like. Specifically, it has a yield strength of 1180 MPa or more and a tensile strength of 1470 MPa or more, and is particularly excellent in bendability among workability.
- the present invention relates to a high-strength cold-rolled steel sheet.
- Steel sheets generally used for automobile frame parts and the like are required to have high strength for the purpose of collision safety and fuel efficiency reduction by reducing the weight of the vehicle body, and excellent press forming for processing into complex frame parts Sex is also required.
- the material design based on the tensile strength (TS) has been conventionally performed.
- the material design based on the yield strength (YP) is required.
- yield strength (YP) has been demanded, and a high-strength steel sheet excellent in workability has been demanded.
- it is a high strength steel plate having a yield strength (YP) of 1180 MPa or more and a tensile strength (TS) of 1470 MPa or more, and a bendability (limit bending radius / plate thickness: R / t) of 2.4 or less (desirably Is 2.1 or less, more desirably 1.5 or less).
- Patent Document 1 discloses a high-tensile cold-rolled steel sheet substantially composed of a martensite single-phase structure.
- bendability limit bending
- Radius / plate thickness R / t
- there is only one example in which the tensile strength is 1470 MPa or more, the yield strength is 1180 MPa or more, and the bendability is 0.75.
- Ti and Nb are added to increase the strength, particularly the yield strength.
- B was also added in addition to this.
- the material described in this document essentially requires Ti and Nb, and it is considered that the bendability is inevitably deteriorated by the carbide generated by the addition of these elements. For this reason, it is unlikely that the V-block method, which is a more rigorous evaluation method, will provide the bendability that satisfies the above requirements.
- Patent Document 2 discloses a high-tensile steel sheet having a two-phase structure of ferrite with an area ratio of 25 to 75% and the balance being tempered martensite, and bendability (limitation) by a test method based on JIS Z 2248. Bending radius / plate thickness: R / t) 2.4 or less is obtained. However, since it contains 25% or more of ferrite which is a soft phase, as shown in the examples, it does not satisfy the tensile strength of 1470 MPa or more, and naturally the yield strength is less than 1180 MPa from the level of the same tensile strength. Presumed.
- the tensile strength is 980 MPa or more, and in the example, the tensile strength is 1470 MPa or more, and the bendability (limit bending radius / plate thickness: R / t) is 2.4 or less in the bending test by the U-bending method.
- Some high-strength steel sheets that satisfy the requirements are also disclosed. However, it is unlikely that these steel sheets can bend to satisfy the above requirements by the V-block method, which is a more rigorous evaluation method, and the workability is improved by precipitating a large amount of carbides.
- the area ratio of soft ferrite is large, even if the yield strength (YP: indicated as YS in the same document) is high, it is at a level of 1100 MPa or less and does not satisfy 1180 MPa or more.
- an object (problem) of the present invention is to provide a martensitic single-phase steel of a steel material component that does not contain Ti, Nb, and V, which are strength improving elements, and has a yield strength (YP) of 1180 MPa or more and a tensile strength (TS) of 1470 MPa.
- YP yield strength
- TS tensile strength
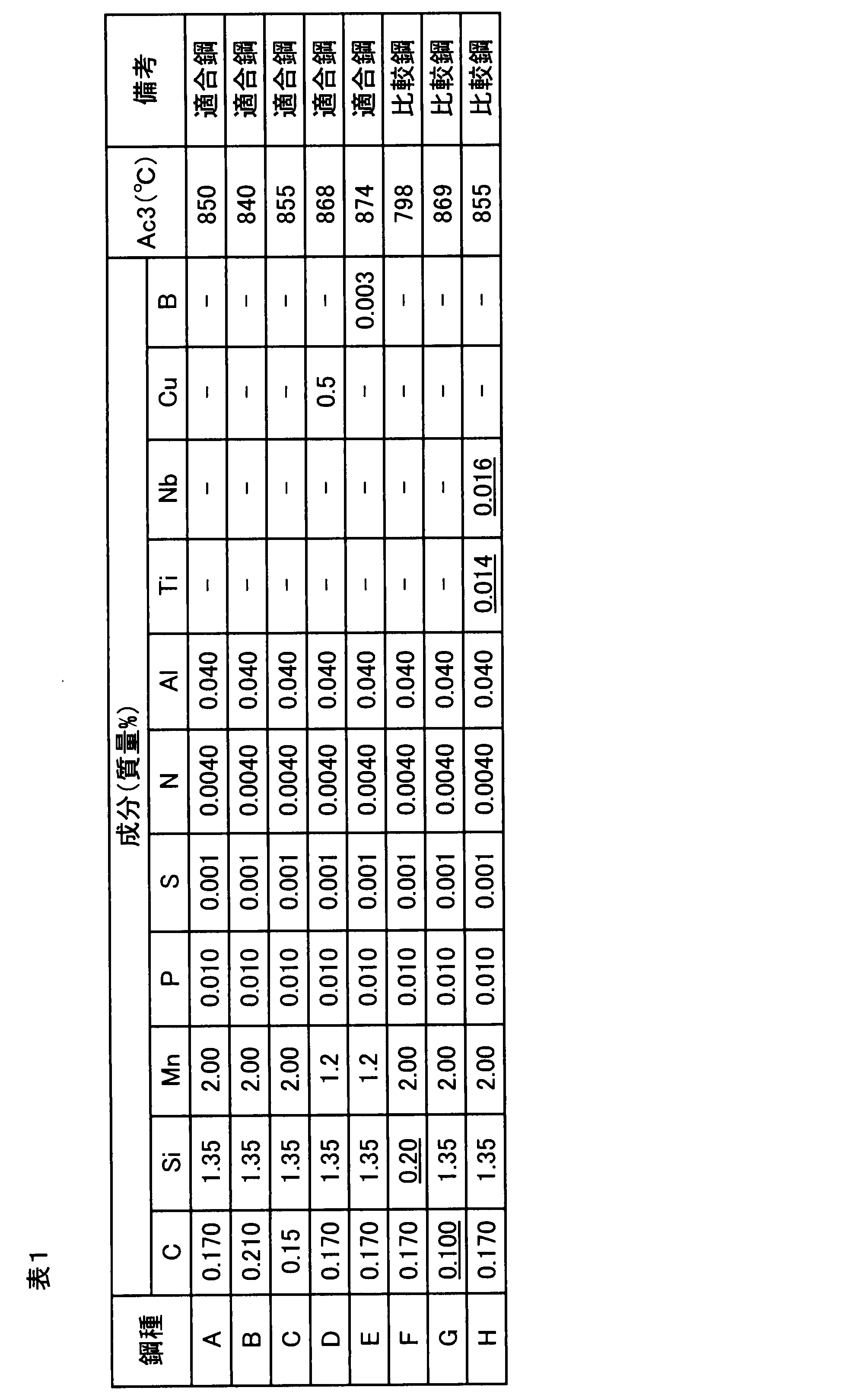
- the invention described in claim 1 % By mass C: 0.15 to 0.30%, Si: 1.0 to 3.0%, Mn: 0.1 to 5.0%, P: 0.1% or less (excluding 0%), S: 0.010% or less (excluding 0%), N: 0.01% or less (excluding 0%), Al: 0.001 to 0.10%, And the remainder has a component composition consisting of iron and inevitable impurities, While martensite is contained in an area ratio of 95% or more, retained austenite and ferrite are 5% or less (including 0%) in total of the area ratio, Furthermore, the yield size is characterized in that the average size of the carbide is equivalent to a circle equivalent diameter of 60 nm or less and the number density of carbides equivalent to a circle equivalent diameter of 25 nm or more is 5.0 ⁇ 10 5 or less per 1 mm 2. It is a high-strength cold-rolled steel sheet having excellent bendability of 1180 MPa or more and a tensile strength of 1470 MPa or more.
- the invention according to claim 2 is the high-strength cold-rolled steel sheet with excellent bendability according to claim 1, wherein the martensite has an average crystal grain size of prior austenite of 6 ⁇ m or less.
- composition further Cu: 0.05 to 1.0%, Ni: 0.05 to 1.0%, B: 0.0002 to 0.0050%, Including one or more of A high-strength cold-rolled steel sheet excellent in bendability according to claim 1 or 2.
- the invention according to claim 4 is a method for producing the high-strength cold-rolled steel sheet according to any one of claims 1 to 3, wherein the steel slab satisfying the component composition requirements is hot-rolled, A heat treatment in which the steel sheet that has been cold-rolled is heated to Ac3 point or higher and 930 ° C or lower and held at 30 s or higher and 1200 s or lower, then rapidly cooled to room temperature at a rate of 100 ° C / s or higher, and further held at 240 ° C or lower and 300 s or lower. It is the manufacturing method of the high strength cold-rolled steel plate excellent in the bendability characterized by performing.
- the invention according to claim 5 rapidly cools the cold-rolled steel plate at a rate of 100 ° C./s or higher to the room temperature after being held at Ac 3 point or higher and 930 ° C. or lower and 30 s or higher and 1200 s or lower before the heat treatment. It is a manufacturing method of the high intensity
- the yield strength (YP) is 1180 MPa or more and the tensile strength (TS) by appropriately controlling the carbide precipitation state in the martensitic single phase steel without adding special elements such as Ti and Nb.
- TS tensile strength
- the present invention was developed after earnest study to obtain a high-strength cold-rolled steel sheet with excellent bendability in martensitic single-phase steel, which does not contain Ti, Nb, and V. That is, the inventors have found that by controlling the carbide precipitation state, the crack starting point is reduced and the progress is suppressed to improve the bendability, and the present invention has been completed based on the findings.
- excellent bendability means that the material can be bent without breaking when the 90 ° bending process is performed by the V-block method so that the rolling direction of the steel sheet becomes a bending ridgeline. It means that the minimum bending radius (limit bending radius) / plate thickness is 2.4 or less.
- the structure is a single phase of martensite.
- high strength can be realized, and since the structure is uniform as compared with the multiphase structure, cracks are hardly generated at the time of deformation and workability can be improved.
- the area ratio of retained austenite and ferrite is 5% or less, the strength and workability are not affected, so the martensite area ratio is 95% or more.
- the average size of carbides is 60 nm or less in terms of equivalent circle diameter, and the number density of carbides having a circle equivalent diameter of 25 nm or more is 5.0 ⁇ 10 5 or less per 1 mm 2 >
- a coarse carbide having an equivalent circle diameter of 60 nm or more serves as a starting point of cracking at the time of deformation, promotes propagation of cracking, and lowers workability. Therefore, the average size of the carbide is set to 60 nm or less in terms of the equivalent circle diameter.
- the number density of carbides having an equivalent circle diameter of 25 nm or more is 5.0 ⁇ 10 5 or less per 1 mm 2 , preferably 1.0 ⁇ 10 4 or less, and more preferably 0.
- the structure of the steel sheet of the present invention has the above requirements as essential requirements, but it is desirable to satisfy the following recommended requirements.
- ⁇ Average crystal grain size of prior austenite is 6 ⁇ m or less>
- each test steel sheet was mirror-polished, corroded with a 3% nital solution to reveal the metal structure, and then a scanning type with a magnification of 2000 times for approximately 5 fields of 40 ⁇ m ⁇ 30 ⁇ m area.
- An electron microscope (SEM) image was observed to identify the tempered martensite phase.
- the areas other than the tempered martensite phase were regarded as retained austenite and ferrite, and the area ratio of each area was calculated.
- the grain size of the prior austenite grains in the martensite structure was determined by visualizing each specimen steel plate by mirror polishing and performing a corrosion treatment with a corrosive liquid that preferentially corrodes the prior austenite grain boundaries (200 ⁇ m). ⁇ 150 ⁇ m), the crystal grain size of prior austenite was measured by the method described in JIS G 0551, and the average crystal grain size was calculated from the grain size number.
- Component composition of the steel sheet of the present invention C: 0.15-0.30% C is an important element that greatly affects the strength of the steel sheet. If it is less than 0.15%, even if it is a martensitic single phase steel, a tensile strength of 1470 MPa cannot be secured. On the other hand, if it exceeds 0.30%, coarse carbides are liable to precipitate during tempering, lowering the bendability, and from the viewpoint of ensuring weldability, the lower C content is desirable, so 0.30% is the upper limit. To do. Preferably it is 0.25% or less.
- Si 1.0 to 3.0% Si is a useful element that has the effect of suppressing the coarsening of carbide particles during tempering, contributes to improvement in bendability, and contributes to an increase in yield strength of the steel sheet as a solid solution strengthening element. If the amount added is small, carbide may precipitate at the same time as the martensitic transformation during quenching, which may cause a decrease in bendability. On the other hand, if it exceeds 3.0%, the weldability is remarkably lowered, so the content is made 1.0 to 3.0%. Preferably it is 2.5% or less.
- Mn 0.1 to 5.0%
- Mn like Si, has an effect of suppressing the cementite coarsening during tempering, contributes to improvement of bendability, and is a useful element that also contributes to an increase in yield strength of the steel sheet as a solid solution strengthening element. .
- increasing the hardenability also has the effect of expanding the range of production conditions for obtaining martensite. If it is less than 0.1%, the above effects cannot be sufficiently exhibited, so that it is not possible to achieve both bendability and tensile strength of 1470 MPa. On the other hand, if it exceeds 5.0%, casting deterioration is caused. Therefore, the range of Mn content is 0.1 to 5.0%.
- the preferred lower limit is 0.5%, more preferably 1.2%, and the preferred upper limit is 2.5%, more preferably 2.2%.
- P 0.1% or less (excluding 0%) P is unavoidably present as an impurity element and contributes to an increase in strength by solid solution strengthening, but segregates at the prior austenite grain boundaries and causes the grain boundaries to become brittle, thereby degrading the bendability.
- the following. Preferably it is 0.05% or less, More preferably, it is 0.03% or less.
- S 0.010% or less (excluding 0%) S is also unavoidably present as an impurity element, forms MnS inclusions, and becomes a starting point of a crack at the time of bending deformation. Preferably it is 0.005% or less, More preferably, it is 0.003% or less.
- N 0.01% or less (excluding 0%) N is also unavoidably present as an impurity and lowers the workability of the steel sheet due to strain aging.
- Al 0.001 to 0.10%
- Al is a useful element added as a deoxidizing material, but if it is less than 0.001%, sufficient steel cleaning action cannot be obtained, while if it exceeds 0.10%, the cleanliness of the steel is deteriorated.
- the range of Al content is 0.001 to 0.10%.
- the steel of the present invention basically contains the above components, and the balance is substantially iron and impurities, but the following allowable components can be added as long as the effects of the present invention are not impaired.
- the manufacturing method is characterized by the heat treatment after hot rolling and cold rolling of the slab. Therefore, a conventionally well-known manufacturing method can be employ
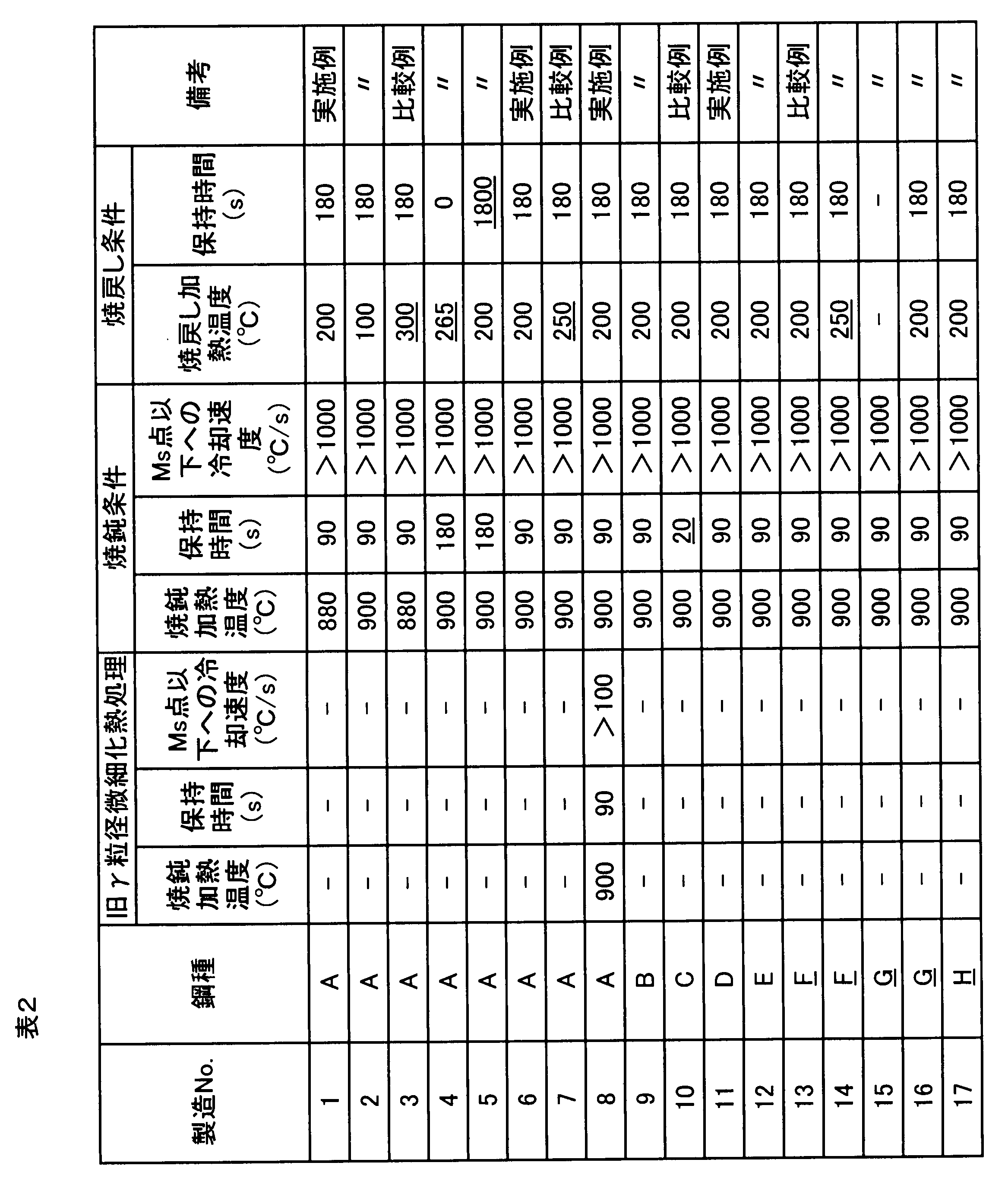
- Annealing conditions As annealing conditions, after heating to Ac3 point or more and 930 ° C or less, hold for 30 s or more and 1200 s or less, and then rapidly cool to room temperature at a rate of 100 ° C / s or more.
- the steel sheet has a martensite single phase structure.
- the structure before quenching needs to be an austenite single phase structure, and therefore, the annealing heating temperature needs to be Ac3 point or higher.
- the Ac3 point is based on the chemical composition of the steel sheet, by Lesley, "Iron & Steel Material Science", translated by Kouda Shigeaki, Maruzen Co., Ltd., 1985, p.
- the holding time is 30 s or more and 1200 s or less.
- Tempering is performed at 240 ° C. or lower and maintained for 300 seconds or shorter.
- the tempering heating temperature is 240 ° C. or less, preferably 220 ° C. or less, and the holding time is 300 s or less, preferably 200 s or less. Further, in martensite as quenched, a large amount of movable dislocations introduced during martensitic transformation are introduced. However, yield strength can be further increased by tempering and fixing C to the movable dislocations. Therefore, the tempering heating temperature is preferably 100 ° C. or higher, more preferably 150 ° C. or higher.
- the cold-rolled steel sheet before the series of heat treatment from annealing to tempering of the cold-rolled steel sheet, that is, before the start of annealing, the cold-rolled steel sheet is held at Ac 3 point or higher and 930 ° C. or lower for 30 s or more and 1200 s. Thereafter, rapid cooling can be performed to room temperature at a rate of 100 ° C./s or more.
- the steel sheet becomes a martensite single phase structure. Since martensite is a fine structure in which a large number of packets and blocks are formed in the former austenite, a large austenite structure is obtained because a large number of nucleation sites are present during the subsequent heat treatment.
- the refinement of the prior austenite grain size is generally performed by adding an element such as Ti or V and inhibiting the grain growth with the generated carbide.
- an element such as Ti or V
- the present invention employs a technique that does not use a carbide-forming element for refinement of prior austenite grains.
- the range of annealing heating temperature shall be Ac3 point or more and 930 degrees C or less.
- the austenite transformation is not completed when the holding time at the Ac3 point or more is less than 30 s, a martensite single-phase structure cannot be obtained after quenching, and if it exceeds 1200 s, the heat treatment cost increases and the productivity is significantly deteriorated. To do. Therefore, the holding time is 30 s or more and 1200 s or less.
- the tensile strength TS, the yield strength YP, and the limit bending radius R were measured for each of the above steel plates.
- the tensile strength TS and the yield strength YP were measured according to JIS Z 2241 by preparing a No. 5 test piece described in JIS Z 2201 with the long axis perpendicular to the rolling direction.
- the critical bending radius R is a grinding surface after preparing a test piece having a width of 30 mm ⁇ length of 35 mm taking a major axis in a direction perpendicular to the rolling direction and grinding one side surface by 0.2 mm.
- Bending test is performed by V block method in accordance with JIS Z 2248, without touching the punch, and the bending radius at that time is changed variously from 0 to 5mm, and the minimum bending that can be bent without breaking the material The radius was determined, and this was taken as the limit bending radius, and the limit bending radius / plate thickness: R / t was calculated.
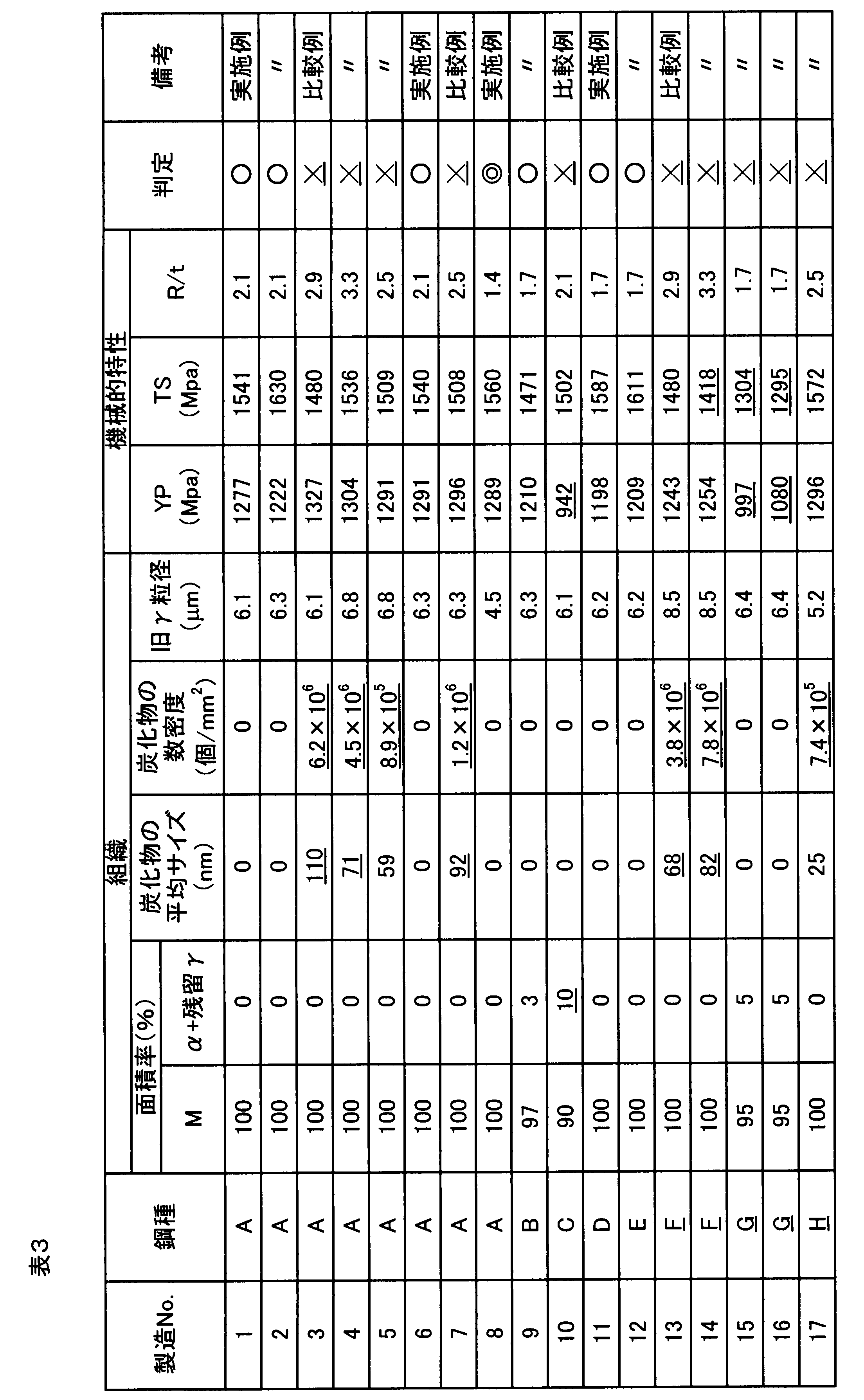
- Table 3 shows the structure and mechanical characteristics of each steel plate based on these measurement results.
- those whose measured values of mechanical properties correspond to YP ⁇ 1180 MPa, TS ⁇ 1470 MPa and R / t ⁇ 1.5 are marked with ⁇
- Those corresponding to ⁇ 2.4 were marked with ⁇
- those corresponding to any of YP ⁇ 1180 MPa, TS ⁇ 1470 MPa and R / t> 2.4 were marked with ⁇ .
- tissue and a mechanical characteristic does not satisfy
- the yield strength YP is 1180 MPa or more
- the tensile strength TS is 1470 MPa or more
- the critical bending radius / plate thickness (R / t) is 2.4. It is clear that the following cold-rolled steel sheet having excellent bendability can be obtained.
- No. 1, 2, 6, and 8 all have a yield strength of 1180 MPa or more, a tensile strength of 1470 MPa or more, and an R / t of 2.1 or less, satisfying the desired level described in the above [Background Art] section.
- a high-strength cold-rolled steel sheet excellent in bendability was obtained.
- Steel No. 8 (evaluation is ⁇ ) satisfies the recommended requirement of the structure regulation, “the average crystal grain size of prior austenite is 6 ⁇ m or less”, and the higher level of demand described in the above [Background Technology] section Is satisfied.
- No. which is a comparative example. 3 to 5, 7, 10, and 13 to 17 are inferior in at least one of YP, TS, and R / t.
- No. Nos. 3 to 5 and 7 do not satisfy at least one of the requirements for defining the structure of the present invention because the tempering conditions are out of the recommended range, and R / t is inferior.
- the high-strength cold-rolled steel sheet of the present invention has a yield strength of 1180 MPa or more and a tensile strength of 1470 MPa or more, is particularly excellent in bending workability, and is useful for automobile frame parts and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
質量%で、
C:0.15~0.30%、
Si:1.0~3.0%、
Mn:0.1~5.0%、
P:0.1%以下(0%を含まない)、
S:0.010%以下(0%を含まない)、
N:0.01%以下(0%を含まない)、
Al:0.001~0.10%、
を含み、残部が鉄および不可避的不純物からなる成分組成を有し、
マルテンサイトが面積率で95%以上含有される一方、残留オーステナイト、フェライトが、面積率の合計で5%以下(0%を含む)であり、
更に炭化物の平均サイズが円相当径で60nm以下であるとともに、円相当径で25nm以上の炭化物の数密度が1mm2あたり5.0×105個以下であることを特徴とする、降伏強度が1180MPa以上、引張強度が1470MPa以上の曲げ性に優れた高強度冷延鋼板である。
成分組成が、更に、
Cu:0.05~1.0%、
Ni:0.05~1.0%、
B:0.0002~0.0050%、
の1種または2種以上を含むものである、
請求項1または2に記載の曲げ性に優れた高強度冷延鋼板である。
本発明において、組織がマルテンサイト単相であることは重要な要件である。組織をマルテンサイト単相にすることで、高強度が実現できるとともに、複相組織に比べ組織が均一であるために変形時にクラックが発生しにくく、加工性を高めることができる。ただし、残留オーステナイト、フェライトの面積率が5%以下であれば強度や加工性に影響を与えないために、マルテンサイトの面積率は95%以上とする。
円相当径で60nm以上の粗大な炭化物は変形時に割れの起点として働くとともに、割れの伝播を促進させ、加工性を低下させる。そのため、炭化物の平均サイズは円相当径で60nm以下とする。また、炭化物の平均サイズは円相当径で60nm以下であっても、円相当径で25nm以上の炭化物の数密度が多すぎる場合には、変形時に微小なクラックの発生頻度が増加するために加工性を悪化させる要因となる。なお、円相当径で25nm未満の微細な炭化物は、変形時に割れの起点とはならず、曲げ性に大きく影響しない。また、炭化物析出によって固溶C低下し、固溶強化量は低下する一方、炭化物が微細であれば析出強化量が大きくなるため、強度にも大きく影響しない。そのため、円相当径で25nm以上の炭化物の数密度は1mm2あたり5.0×105個以下、好ましくは1.0×104個以下、更に好ましくは0とする。
旧オーステナイト粒径が微細であるほど、焼入れ時に生成するマルテンサイトの組織が微細となり、曲げ成形時に破壊が生じにくくなるために、曲げ性が向上する。そのため、旧オーステナイトの平均結晶粒径は6μm以下、好ましくは5μm以下とする。
まず、各相の面積率については、各供試鋼板を鏡面研磨し、3%ナイタール液で腐食して金属組織を顕出させた後、概略40μm×30μm領域5視野について倍率2000倍の走査型電子顕微鏡(SEM)像を観察し、焼戻しマルテンサイト相を同定した。焼戻しマルテンサイト相以外の領域を、残留オーステナイト、フェライトとして、各領域の面積比率を算出した。
セメンタイトのサイズおよびその数密度については、各供試鋼板の抽出レプリカサンプルを作製し、8μm×7μmの領域3視野について倍率10000倍の透過型電子顕微鏡(TEM)像を観察した。
更に、マルテンサイト組織における旧オーステナイト粒の粒径は、各供試鋼板を鏡面研磨し、旧オーステナイト粒界を優先的に腐食する腐食液によって腐食処理を実施後、光学顕微鏡で観察した視野(200μm×150μm)について、JIS G 0551に記載の方法で、旧オ-ステナイトの結晶粒度を測定し、粒度番号から平均結晶粒径を算出した。
C:0.15~0.30%
Cは、鋼板の強度に大きく影響する重要な元素である。0.15%未満では、マルテンサイト単相鋼であっても、引張強度1470MPaが確保できなくなる。一方、0.30%超では焼戻し時に粗大な炭化物が析出しやすくなり、曲げ性を低下させるとともに、溶接性の確保という観点からも、C量は低いほうが望ましいため、0.30%を上限とする。好ましくは0.25%以下である。
Siは、焼戻し時における炭化物粒子の粗大化を抑制する効果を有し、曲げ性向上に寄与するとともに、固溶強化元素として鋼板の降伏強度上昇にも寄与する有用な元素である。添加量が少ない場合、焼入れ時にマルテンサイト変態すると同時に炭化物が析出することがあり、曲げ性低下の原因となることがある。また、3.0%超では溶接性が著しく低下するため、1.0~3.0%とする。好ましくは2.5%以下である。
Mnは、上記Siと同様、焼戻し時におけるセメンタイトの粗大化を抑制する効果を有し、曲げ性向上に寄与するとともに、固溶強化元素として鋼板の降伏強度上昇にも寄与する有用な元素である。また、焼入れ性を高めることで、マルテンサイトが得られる製造条件の範囲を広げる効果もある。0.1%未満では上記効果が十分に発揮されないため、曲げ性と引張強度1470MPaを両立できず、一方、5.0%超とすると鋳造製の劣化を引き起こす。従って、Mn含有量の範囲は、0.1~5.0%である。好ましい下限は0.5%、更に好ましくは1.2%であり、好ましい上限は2.5%、更に好ましくは2.2%である。
Pは不純物元素として不可避的に存在し、固溶強化により強度の上昇に寄与するが、旧オーステナイト粒界に偏析し、粒界を脆化させることで曲げ性を劣化させるので、0.1%以下とする。好ましくは0.05%以下、更に好ましくは0.03%以下である。
Sも不純物元素として不可避的に存在し、MnS介在物を形成し、曲げ変形時に亀裂の起点となることで曲げ性を低下させるので、0.010%以下とする。好ましくは0.005%以下、より好ましくは0.003%以下である。
Nも不純物として不可避的に存在し、歪時効により鋼板の加工性を低下させるので、低いほうが好ましく、0.01%以下とする。
Alは脱酸材として添加される有用な元素であるが、0.001%未満では鋼の清浄作用が十分に得られず、一方、0.10%を超えると鋼の清浄度を悪化させる。Al含有量の範囲は0.001~0.10%である。
Ni:0.05~1.0%、
B:0.0002~0.0050%、
の1種または2種以上
これらの元素は、焼入れ性を高めてマルテンサイト面積率の確保に寄与することで、強度を高めるのに有用な元素である。各元素とも、上記各下限値未満の添加では上記のような作用を有効に発揮しえず、一方、上記各上限値以上では焼入れ時にオーステナイトが残存し、変形時にマルテンサイトを形成し、軟質なフェライトと硬質相の界面でボイドが生成するために、曲げ性を低下させる。
焼鈍条件としては、Ac3点以上930℃以下に加熱後に30s以上1200s以下保持し、次いで室温まで100℃/s以上の速度で急冷する。
本発明において、鋼板がマルテンサイト単相組織であることは重要な要件である。マルテンサイト単相組織を得るためには、焼入れ前の組織をオーステナイト単相組織とする必要があることから、焼鈍加熱温度はAc3点以上とする必要がある。ここで、Ac3点は、鋼板の化学成分から、レスリー著、「鉄鋼材料科学」、幸田成靖訳、丸善株式会社、1985年、p.273に記載の下記(1)式;
Ac3(℃)=910-203×√C-15.2×Ni+44.7×Si-30×Mn-20×Cu+700×P+400×Al+400×Ti・・・(1)
ここで、上記式中の元素記号は、各元素の含有量(質量%)を表す。
を用いて計算することができる。また、焼鈍加熱温度が930℃を超える場合、オーステナイト粒径が粗大化し、曲げ性が劣化することがある。そのため焼鈍加熱温度の範囲は、Ac3点以上930℃以下とする。なお、Ac3点以上で保持する時間は、30s未満の場合はオーステナイト変態が完了しないために、焼入れ後にマルテンサイト単相組織が得られず、1200sを超える場合は熱処理コストが増大し、生産性が著しく悪化する。そのため、保持時間は30s以上1200s以下とする。
冷却中に、フェライトおよびベイナイトの生成を抑制し、マルテンサイト単相組織を得るために、また、マルテンサイト生成後に粗大な炭化物の析出を抑制するため、室温まで100℃/s以上の速度で急冷を行う。
240℃以下で300s以下保持する焼戻しを行う。
焼戻し加熱温度が高すぎる、または焼戻しを長時間行った場合、炭化物の粗大化による曲げ性の劣化や、過度な析出が生じ固溶C量が不足による引張強度の不足のいずれか、またはその両方が生じる。そのため、焼戻し加熱温度は240℃以下、好ましくは220℃以下とし、保持時間は300s以下、好ましくは200s以下とする。また、焼入れままマルテンサイトは、マルテンサイト変態時に導入される可動転位が多量に導入されるが、焼戻しを行って可動転位にCを固着させることで、降伏強度を更に高めることができる。そのため、焼戻し加熱温度は好ましくは100℃以上、更に好ましくは150℃以上とする。
<Ac3点以上930℃以下に加熱後に30s以上1200s以下保持>
前記手法で焼入れ前のオーステナイトを微細化するにあたり、まず冷延鋼板をマルテンサイト単相組織にし、核生成サイトが多く存在する組織とする必要がある。マルテンサイト単相組織を得るためには、焼入れ前の組織をオーステナイト単相組織とする必要があることから、焼鈍加熱温度はAc3点以上とする。また、焼鈍加熱温度が930℃を超える場合、オーステナイト粒径が粗大化し、焼入れ後に微細なマルテンサイト組織が得られない。そのため焼鈍加熱温度の範囲は、Ac3点以上930℃以下とする。なお、Ac3点以上で保持する時間は、30s未満の場合はオーステナイト変態が完了しないために、焼入れ後にマルテンサイト単相組織が得られず、1200s超えでは熱処理コストが増大し、生産性が著しく悪化する。そのため、保持時間は30s以上1200s以下とする。
冷却中に、フェライトおよびベイナイトの生成を抑制し、マルテンサイト単相組織を得るために、室温まで100℃/s以上の速度で急冷を行う。
同表3の判定欄には、機械的特性の測定値がYP≧1180MPa、TS≧1470MPa及びR/t≦1.5に該当するものを◎印、YP≧1180MPa、TS≧1470MPa及びR/t≦2.4に該当するものを○印、YP<1180MPa、TS<1470MPa及びR/t>2.4 のいずれかに該当するものを×印とした。なお、組織、機械的特性の測定値が本発明に規定する範囲、条件を満たさないものはその数値に下線を施して示した。
本出願は、2013年2月19日出願の日本特許出願(特願2013-030070)に基づくものであり、その内容はここに参照として取り込まれる。
Claims (5)
- 質量%で、
C:0.15~0.30%、
Si:1.0~3.0%、
Mn:0.1~5.0%、
P:0.1%以下(0%を含まない)、
S:0.010%以下(0%を含まない)、
N:0.01%以下(0%を含まない)、
Al:0.001~0.10%、
を含み、残部が鉄および不可避的不純物からなる成分組成を有し、
マルテンサイトが面積率で95%以上含有される一方、残留オーステナイト、フェライトが、面積率の合計で5%以下(0%を含む)であり、
更に炭化物の平均サイズが円相当径で60nm以下であるとともに、円相当径で25nm以上の炭化物の数密度が1mm2あたり5.0×105個以下である
ことを特徴とする、降伏強度が1180MPa以上、引張強度が1470MPa以上の曲げ性に優れた高強度冷延鋼板。 - 前記マルテンサイトにおいて、旧オーステナイトの平均結晶粒径が6μm以下である、請求項1に記載の曲げ性に優れた高強度冷延鋼板。
- 成分組成が、更に、
Cu:0.05~1.0%、
Ni:0.05~1.0%、
B:0.0002~0.0050%、
の1種または2種以上を含むものである、
請求項1または2に記載の曲げ性に優れた高強度冷延鋼板。 - 前記請求項1~3のいずれかに記載された高強度冷延鋼板を製造する方法であって、前記成分組成の要件を満たす鋼スラブに、熱間圧延、冷間圧延を施した鋼板に対し、Ac3点以上930℃以下に加熱後に30s以上1200s以下保持し、次いで室温まで100℃/s以上の速度で急冷し、更に240℃以下で300s以下保持する熱処理を行うことを特徴とする、降伏強度が1180MPa以上、引張強度が1470MPa以上の曲げ性に優れた高強度冷延鋼板の製造方法。
- 前記冷間圧延を施した鋼板に対し、前記熱処理前に、Ac3点以上930℃以下に30s以上1200s以下保持後室温まで100℃/s以上の速度で急冷することを特徴とする請求項4に記載の高強度冷延鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14754292.2A EP2960353A4 (en) | 2013-02-19 | 2014-02-13 | HIGH-FIXED COLD-ROLLED STEEL PLATE WITH EXCELLENT BENDING CAPACITY |
| US14/765,622 US10329635B2 (en) | 2013-02-19 | 2014-02-13 | High-strength cold-rolled steel sheet having excellent bendability |
| CN201480008681.4A CN105074040A (zh) | 2013-02-19 | 2014-02-13 | 弯曲性优异的高强度冷轧钢板 |
| KR1020157022261A KR20150105476A (ko) | 2013-02-19 | 2014-02-13 | 굽힘성이 우수한 고강도 냉연 강판 |
| EP18181962.4A EP3421635B1 (en) | 2013-02-19 | 2014-02-13 | High-strength cold-rolled steel sheet having excellent bendability |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-030070 | 2013-02-19 | ||
| JP2013030070A JP6017341B2 (ja) | 2013-02-19 | 2013-02-19 | 曲げ性に優れた高強度冷延鋼板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014129379A1 true WO2014129379A1 (ja) | 2014-08-28 |
Family
ID=51391173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/053353 Ceased WO2014129379A1 (ja) | 2013-02-19 | 2014-02-13 | 曲げ性に優れた高強度冷延鋼板 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10329635B2 (ja) |
| EP (2) | EP2960353A4 (ja) |
| JP (1) | JP6017341B2 (ja) |
| KR (1) | KR20150105476A (ja) |
| CN (2) | CN109266955B (ja) |
| WO (1) | WO2014129379A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7323093B1 (ja) * | 2022-03-25 | 2023-08-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP7323094B1 (ja) * | 2022-03-25 | 2023-08-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2023181640A1 (ja) * | 2022-03-25 | 2023-09-28 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2023181641A1 (ja) * | 2022-03-25 | 2023-09-28 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105102657B (zh) * | 2013-03-29 | 2017-03-15 | 杰富意钢铁株式会社 | 钢材及氢用容器、以及它们的制造方法 |
| WO2016001706A1 (en) * | 2014-07-03 | 2016-01-07 | Arcelormittal | Method for producing a high strength steel sheet having improved strength and formability and obtained sheet |
| EP3446810B1 (en) * | 2016-04-19 | 2020-06-10 | JFE Steel Corporation | Abrasion-resistant steel plate and method for producing abrasion-resistant steel plate |
| WO2017183060A1 (ja) | 2016-04-19 | 2017-10-26 | Jfeスチール株式会社 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
| WO2018212155A1 (ja) * | 2017-05-18 | 2018-11-22 | 日立金属株式会社 | 刃物用鋼帯の製造方法および刃物用鋼帯 |
| WO2019038923A1 (ja) * | 2017-08-25 | 2019-02-28 | 日新製鋼株式会社 | 靭性に優れる耐摩耗性鋼板 |
| KR102495085B1 (ko) * | 2018-07-31 | 2023-02-06 | 제이에프이 스틸 가부시키가이샤 | 박강판 및 그의 제조 방법 |
| EP4001447B1 (en) * | 2019-08-30 | 2024-05-01 | JFE Steel Corporation | Steel sheet, member, and methods for producing the same |
| EP4015661A4 (en) * | 2019-10-31 | 2022-11-09 | JFE Steel Corporation | STEEL PLATE, ELEMENT AND METHOD OF MAKING SUCH STEEL PLATE AND ELEMENT |
| EP4015660A4 (en) * | 2019-10-31 | 2022-11-09 | JFE Steel Corporation | STEEL SHEET, ELEMENT, METHOD OF PRODUCTION OF THIS STEEL SHEET AND METHOD OF PRODUCTION OF THE ELEMENT |
| KR102250333B1 (ko) * | 2019-12-09 | 2021-05-10 | 현대제철 주식회사 | 초고강도 냉연강판 및 이의 제조방법 |
| CN113829697B (zh) * | 2020-06-24 | 2022-12-16 | 宝山钢铁股份有限公司 | 一种多层复合冷轧钢板及其制造方法 |
| EP4310205A4 (en) | 2021-03-31 | 2025-04-30 | JFE Steel Corporation | STEEL SHEET, ELEMENT, METHOD FOR PRODUCING A STEEL SHEET AND METHOD FOR PRODUCING AN ELEMENT |
| WO2022209520A1 (ja) | 2021-03-31 | 2022-10-06 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| KR20230095153A (ko) | 2021-12-21 | 2023-06-29 | 주식회사 포스코 | 가열 및 ??칭-템퍼링 열처리후 냉간 굽힘성이 우수한 열연강판, 강관, 부재 및 그 제조방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009203549A (ja) * | 2008-01-31 | 2009-09-10 | Jfe Steel Corp | 高強度鋼板とその製造方法 |
| JP2009287102A (ja) | 2008-05-30 | 2009-12-10 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2010215958A (ja) | 2009-03-16 | 2010-09-30 | Jfe Steel Corp | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| JP2010236053A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | 曲げ加工性に優れた高強度冷延鋼板 |
| JP2010248565A (ja) * | 2009-04-15 | 2010-11-04 | Jfe Steel Corp | 伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 |
| JP2011179030A (ja) * | 2010-02-26 | 2011-09-15 | Jfe Steel Corp | 曲げ性に優れた超高強度冷延鋼板 |
| JP2011219784A (ja) | 2010-04-05 | 2011-11-04 | Kobe Steel Ltd | 伸びおよび曲げ性に優れた高強度冷延鋼板 |
| JP2013104081A (ja) * | 2011-11-11 | 2013-05-30 | Kobe Steel Ltd | 耐遅れ破壊性に優れた高強度鋼板およびその製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0790488A (ja) * | 1993-09-27 | 1995-04-04 | Kobe Steel Ltd | 耐水素脆化特性の優れた超高強度冷延鋼板とその製造方法 |
| EP1291447B1 (en) * | 2000-05-31 | 2005-05-04 | JFE Steel Corporation | Cold-rolled steel sheet having excellent strain aging hardening properties and method for producing the same |
| JP4802682B2 (ja) * | 2004-11-30 | 2011-10-26 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2009066734A1 (ja) | 2007-11-22 | 2009-05-28 | Kabushiki Kaisha Kobe Seiko Sho | 高強度冷延鋼板 |
| JP4324226B1 (ja) * | 2008-03-07 | 2009-09-02 | 株式会社神戸製鋼所 | 降伏応力と伸びと伸びフランジ性に優れた高強度冷延鋼板 |
| JP4712838B2 (ja) * | 2008-07-11 | 2011-06-29 | 株式会社神戸製鋼所 | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 |
| JP4712882B2 (ja) * | 2008-07-11 | 2011-06-29 | 株式会社神戸製鋼所 | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 |
| US8460800B2 (en) * | 2009-03-31 | 2013-06-11 | Kobe Steel, Ltd. | High-strength cold-rolled steel sheet excellent in bending workability |
| JP5463715B2 (ja) * | 2009-04-06 | 2014-04-09 | Jfeスチール株式会社 | 自動車構造部材用高強度溶接鋼管の製造方法 |
| JP5136609B2 (ja) * | 2010-07-29 | 2013-02-06 | Jfeスチール株式会社 | 成形性および耐衝撃性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| EP2524970A1 (de) * | 2011-05-18 | 2012-11-21 | ThyssenKrupp Steel Europe AG | Hochfestes Stahlflachprodukt und Verfahren zu dessen Herstellung |
| JP2012240095A (ja) * | 2011-05-20 | 2012-12-10 | Kobe Steel Ltd | 高強度鋼板の温間成形方法 |
| UA116699C2 (uk) * | 2013-12-11 | 2018-04-25 | Арселорміттал | Лист з мартенситної сталі і спосіб його отримання, а також деталь і конструктивний елемент транспортного засобу, виконані з вказаного листа, і сам транспортний засіб |
-
2013
- 2013-02-19 JP JP2013030070A patent/JP6017341B2/ja not_active Expired - Fee Related
-
2014
- 2014-02-13 EP EP14754292.2A patent/EP2960353A4/en not_active Withdrawn
- 2014-02-13 KR KR1020157022261A patent/KR20150105476A/ko not_active Ceased
- 2014-02-13 US US14/765,622 patent/US10329635B2/en not_active Expired - Fee Related
- 2014-02-13 CN CN201811054932.9A patent/CN109266955B/zh not_active Expired - Fee Related
- 2014-02-13 EP EP18181962.4A patent/EP3421635B1/en active Active
- 2014-02-13 WO PCT/JP2014/053353 patent/WO2014129379A1/ja not_active Ceased
- 2014-02-13 CN CN201480008681.4A patent/CN105074040A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009203549A (ja) * | 2008-01-31 | 2009-09-10 | Jfe Steel Corp | 高強度鋼板とその製造方法 |
| JP2009287102A (ja) | 2008-05-30 | 2009-12-10 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2010215958A (ja) | 2009-03-16 | 2010-09-30 | Jfe Steel Corp | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| JP2010236053A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | 曲げ加工性に優れた高強度冷延鋼板 |
| JP2010248565A (ja) * | 2009-04-15 | 2010-11-04 | Jfe Steel Corp | 伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 |
| JP2011179030A (ja) * | 2010-02-26 | 2011-09-15 | Jfe Steel Corp | 曲げ性に優れた超高強度冷延鋼板 |
| JP2011219784A (ja) | 2010-04-05 | 2011-11-04 | Kobe Steel Ltd | 伸びおよび曲げ性に優れた高強度冷延鋼板 |
| JP2013104081A (ja) * | 2011-11-11 | 2013-05-30 | Kobe Steel Ltd | 耐遅れ破壊性に優れた高強度鋼板およびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| LESLIE; KOHDA SHIGEYASU: "The Physical Metallurgy of Steels", 1985, MARUZEN COMPANY, LIMITED, pages: 273 |
| See also references of EP2960353A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7323093B1 (ja) * | 2022-03-25 | 2023-08-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP7323094B1 (ja) * | 2022-03-25 | 2023-08-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2023181640A1 (ja) * | 2022-03-25 | 2023-09-28 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2023181641A1 (ja) * | 2022-03-25 | 2023-09-28 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150105476A (ko) | 2015-09-16 |
| EP3421635B1 (en) | 2020-01-22 |
| CN109266955A (zh) | 2019-01-25 |
| EP3421635A1 (en) | 2019-01-02 |
| CN105074040A (zh) | 2015-11-18 |
| US20150368742A1 (en) | 2015-12-24 |
| EP2960353A4 (en) | 2016-10-05 |
| EP2960353A1 (en) | 2015-12-30 |
| JP6017341B2 (ja) | 2016-10-26 |
| CN109266955B (zh) | 2020-11-13 |
| JP2014159610A (ja) | 2014-09-04 |
| US10329635B2 (en) | 2019-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6017341B2 (ja) | 曲げ性に優れた高強度冷延鋼板 | |
| CN102449180B (zh) | 耐氢脆化特性优异的高强度钢板 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| JP5590254B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| WO2013035848A1 (ja) | 中炭素鋼板、焼き入れ部材およびそれらの製造方法 | |
| WO2010114131A1 (ja) | 冷延鋼板およびその製造方法 | |
| JP5181775B2 (ja) | 曲げ加工性および低温靭性に優れる高張力鋼材ならびにその製造方法 | |
| JP2010255091A (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板およびその製造方法 | |
| CN107109572B (zh) | 高强度钢板及其制造方法 | |
| WO2013180180A1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP2012153957A (ja) | 延性に優れる高強度冷延鋼板およびその製造方法 | |
| JP4324226B1 (ja) | 降伏応力と伸びと伸びフランジ性に優れた高強度冷延鋼板 | |
| WO2020039696A1 (ja) | 高強度鋼板及びその製造方法 | |
| JP2005290547A (ja) | 延性および伸びフランジ性に優れた高炭素熱延鋼板およびその製造方法 | |
| JP5302840B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP2015017283A (ja) | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 | |
| JP2013249502A (ja) | 曲げ性に優れた高強度冷延鋼板およびその製造方法 | |
| JP4696853B2 (ja) | 加工性に優れた高炭素冷延鋼板の製造方法および高炭素冷延鋼板 | |
| JP5549450B2 (ja) | ファインブランキング性に優れた高炭素熱延鋼板およびその製造方法 | |
| JP4712842B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP5189959B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP2013124399A (ja) | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 | |
| JP5870825B2 (ja) | 合金化溶融亜鉛めっき熱延鋼板およびその製造方法 | |
| JP2011179050A (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP4324227B1 (ja) | 降伏応力と伸びと伸びフランジ性に優れた高強度冷延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480008681.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14754292 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14765622 Country of ref document: US Ref document number: 2014754292 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20157022261 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |