WO2014129675A1 - タオル製品およびタオル製品の製造方法 - Google Patents
タオル製品およびタオル製品の製造方法 Download PDFInfo
- Publication number
- WO2014129675A1 WO2014129675A1 PCT/JP2014/059561 JP2014059561W WO2014129675A1 WO 2014129675 A1 WO2014129675 A1 WO 2014129675A1 JP 2014059561 W JP2014059561 W JP 2014059561W WO 2014129675 A1 WO2014129675 A1 WO 2014129675A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pile
- picks
- towel
- yarn
- inch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



















Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/02—Towels
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/0017—Woven household fabrics
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/004—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft with weave pattern being non-standard or providing special effects
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/008—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft characterised by weave density or surface weight
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D27/00—Woven pile fabrics
- D03D27/02—Woven pile fabrics wherein the pile is formed by warp or weft
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D27/00—Woven pile fabrics
- D03D27/02—Woven pile fabrics wherein the pile is formed by warp or weft
- D03D27/06—Warp pile fabrics
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D27/00—Woven pile fabrics
- D03D27/02—Woven pile fabrics wherein the pile is formed by warp or weft
- D03D27/06—Warp pile fabrics
- D03D27/08—Terry fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2503/00—Domestic or personal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23957—Particular shape or structure of pile
Definitions
- the present invention is superior in various properties such as water absorption, drying property, light weight, touch feeling, etc., compared to a general conventional product of the same bulkiness (volume feeling), and in particular, pile yarn retention (durability).
- the present invention relates to an excellent towel product and a manufacturing method thereof.
- Towel products are widely used today.
- towel fabrics are used in a wide range of fields such as towels, bath towels, gowns such as towel yukata, and sheets.
- the performance required for towels includes water absorption, drying, light weight, and feel.
- towels are often used to wipe wet bodies after taking a bath. Therefore, it is an essential performance that water attached to a wet body can be efficiently wiped off, that is, water absorption is good.
- Towels are used every day, and are used by children and elderly people. Heavy towels are a burden on children and the elderly. Therefore, it is preferable to reduce the weight of the towel.
- Towels are in direct contact with human skin, and the feeling of touch affects the comfort of use. If the feel is rough and hard, the feeling of use is poor. In particular, it is preferable that people with sensitive skin have a soft touch.
- Patent Document 1 proposes a towel excellent in various performances such as water absorption, drying property, lightness, and touch feeling.
- the conventional general towel (general conventional product) has a three-pick structure (described later), whereas the towel of Patent Document 1 achieves drying and light weight with a 5-7 pick structure, and a longer pile length. By doing so, it achieves water absorption and feel. In other words, the structural balance is such that the amount of pile density reduced in the 5-7 pick structure is compensated by the pile length. In addition, it maintains the same bulkiness (volume feeling) as a general conventional product.
- a towel with a loop pile on the surface of the fabric has a structure in which the pile yarn (pile warp) is loosened and restrained by the weft to form a loop pile.
- pile yarn pile warp
- One method is to use thick yarns for towel pile warp, ground warp and weft, increase the contact area of each yarn, and increase the frictional resistance.
- This method is mainly used for applications requiring high durability and water absorption, such as towels for guest rooms in luxury hotels.
- this method makes the towel very thick and heavy, rough and hard to touch, and increases the drying time. Of course, it is not applicable to household towels.
- Another method is to make one loop pile smaller and further increase the density of the structure to increase the number of pile yarns, thereby making it difficult for pulling out due to catching or friction.
- This method is mainly used for applications that require high durability and low cost, such as towels for guest rooms in business hotels and towels provided in sports facilities.
- the towel becomes very hard and the feeling of use is not good.
- the adhesion to the skin is low due to the short hair feet, the wiping property is low, and the water retention amount is also low in proportion to the thinness, so the water absorption is not good.
- the pile retention property As described above, it is difficult for the pile retention property to be compatible with various performances such as water absorption, drying property, light weight, and touch feeling.
- the present invention is intended to solve the above-mentioned problems, and maintains various performances such as water absorption, dryness, light weight, and touch feeling equivalent to those of the prior art (for example, Patent Document 1), and is piled as compared with the prior art. It aims at providing the towel product which can improve a retainability.
- the present invention is intended to solve the above-mentioned problems, while maintaining the same pile retention as that of a conventional business towel, and various performances such as water absorption, dryness, lightness, and touch feeling compared to a conventional business towel. It is an object to provide a towel product that can improve the quality.
- FIG. 1 of Patent Document 1 shows a 5-pick structure (pile formation 5 picks)
- FIG. 2 shows a 5-pick structure (pile formation 3 picks)
- FIG. 3 shows a 6-pick structure (pile formation 6 picks).
- 4 is a 6-pick structure (pile forming 6 picks) (4 pile yarns)
- FIG. 5 is a 6-pick structure (pile forming 4 picks)
- FIG. 6 is a 7-pick structure (pile forming). 7 picks).
- the applicant of the present application also examined pile retention for each embodiment (FIGS. 1 to 6). As a result, it was found that there was a difference in pile retention in each embodiment. That is, in the embodiment shown in FIG. 2 and FIG. 5 of Patent Document 1, pile retention was higher than in the other embodiments.
- the applicant of the present application examined the cause of the high pile retention and focused on a ground weaving portion that does not form a pile (described later).
- the present invention has been achieved based on the above findings.
- the present invention provides a towel product composed of warp, weft, and pile yarn having a warp density of 27 to 34 yarns / inch and a weft density of 45 to 60 yarns / inch.
- the pile magnification is 3.8 to 7.0
- the number of picks is 4 to 6
- the pile yarn has a pile forming portion and a ground weaving portion
- the pile formed in the pile forming portion is Has 3-6 snares.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the pile has 3-6 snals.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the pile has a snare of 4-5.
- the ground weave part acts as a resistance. Thereby, pile retention property improves.
- the pile yarn is a single yarn.
- the pile yarn is a double yarn
- the snare is formed by applying a rotary motion of a special brush or by squeezing in a water stream.
- the number of picks is 5, the pile forming part is formed by 3 picks, and the ground weaving part is formed by 2 picks.
- the number of picks is 5, the pile forming part is formed by 4 picks, and the ground weaving part is formed by 1 pick.
- the number of picks is 6, the pile forming part is formed by 4 picks, and the ground weaving part is formed by 2 picks.
- the number of picks is 6, the pile forming part is formed by 3 picks, and the ground weaving part is formed by 3 picks.
- the number of picks is 4, the pile forming part is formed by 3 picks, and the ground weaving part is formed by 1 pick.
- the present invention is a method for producing a towel product composed of warp, weft, and pile yarn, wherein the warp density is 27 to 34 / inch and the weft density is 45 to 60.
- Towel fabric that forms a towel fabric such that the pile magnification is 3.8 to 7.0, the number of picks is 4 to 6, and the pile yarn has a pile forming portion and a weaving portion.
- the pile yarn is a single yarn
- the processing of the snare forming step is to squeeze the towel fabric in a water stream.
- the pile yarn is a double yarn
- the processing of the snare formation step is to apply a rotational motion with a special brush to the towel fabric, or to rub the towel fabric in a water stream.
- the present invention can maintain various performances such as water absorption, drying property, light weight, touch feeling and the like equivalent to the prior art (for example, Patent Document 1), and can improve pile retention as compared with the prior art.
- the present invention maintains pile retention equivalent to that of conventional business towels, and can improve various performances such as water absorption, dryness, light weight, and touch feeling compared to conventional business towels.
- FIG. 1 is a schematic perspective view
- FIG. 2A is a cross-sectional view
- the towel is composed of warp, weft, and pile yarn.
- the warp is a set of G1 and G2.
- the warp density is 27 to 34 / inch and the weft density is 45 to 60 / inch.
- the pile magnification is 3.8 to 7.0.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the pile yarn includes a pile yarn P1 (shown thick line) that forms the upper pile and a pile yarn P2 (shown double line) that forms the lower pile. Only the pile yarn P1 will be described below for convenience of explanation.
- the number of picks is 5. That is, one repeat is composed of five picks, and one repeat is repeated.
- It has a pile forming part formed by 3 picks and a ground weaving part formed by 2 picks.
- the pile rises between the wefts W2 and W3 and returns from between the wefts W4 and W5.
- the weft W5 is also involved in the pile formation.
- three picks corresponding to the wefts W2 to W4 are used as the pile forming portion.
- three picks corresponding to the wefts W7 to W9 are defined as a pile forming portion.
- the two picks corresponding to the wefts W5 to W6 intersect with the wefts without forming the piles, and these two picks are used as the weaving part.
- two picks corresponding to the wefts W10 to W11 are set as the ground weaving part.
- the pile formed in the pile forming part has 3 to 6 snars. Preferably, it has 4-5 snals. In the case of illustration, there are four.
- the pile yarn is twisted in the pile, and the portion formed by the intersection and the substantially annular shape is defined as 1 snar.
- the amount of water is set to 10 to 15 times the weight of the fabric after forming the towel fabric, and at the time of dyeing and / or washing. I'll rub in.
- a single yarn is twisted in one direction and loses its shape stability by being squeezed by a water stream, and a snare is formed.
- the pile yarn is a double yarn
- the towel fabric is rotated with a special brush.
- the twin yarn is formed by twisting two single yarns in opposite directions, and has shape stability as a result of the twists of the two single yarns canceling each other. As long as it is swallowed by water currents, shape stability is not easily lost. Therefore, a snare is formed by applying a rotational motion with a special brush.
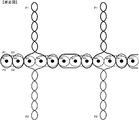
- FIG. 3A is a schematic cross-sectional view of Comparative Example 1 (general conventional product).
- FIG. 3B is an organization chart
- FIG. 3C is a design chart.
- Comparative Example 1 has a three-pick structure, and the pile forming portion is also formed by three picks.
- the pile rises between the wefts W2 and W3 and returns from between the wefts W4 and W5.
- the weft W5 is also involved in the pile formation. However, since it overlaps with the configuration of the adjacent pile, three picks corresponding to the wefts W2 to W4 are set as the pile forming portion.
- the comparative example 1 does not have a fabric part.
- the pile of Comparative Example 1 is a loop pile and does not have a snare.
- the pile retention of Comparative Example 1 was 500 to 1000 mN (average 750 mN).
- FIG. 4A is a schematic cross-sectional view of Comparative Example 2 (general conventional product snar formation).
- 4B is an organization chart
- FIG. 4C is a design chart.
- the pile yarn is a single yarn
- the number of formed snals is 1-2.
- two snals are intentionally formed in Comparative 1.
- Other configurations are the same as those of the first comparative example. That is, Comparative Example 2 does not have a ground weave portion, but has snare.
- the pile retention of Comparative Example 2 was 1000 to 2000 mN (average 1500 mN). When the force of pulling out adjacent piles is applied due to the formation of snare, it acts as a resistance at the pile root. As a result, it is considered that the pile retention of about twice that of Comparative Example 1 was realized.
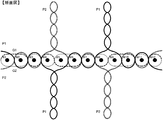
- FIG. 5A is a schematic cross-sectional view of Comparative Example 3 (prior art: for example, FIG. 2 of Patent Document 1).
- Comparative Example 3 has a five-pick structure, and has a pile forming portion formed by three picks and a ground weave portion formed by two picks (similar to this embodiment). That is, the comparative example 3 has a ground weaving part. However, like Comparative Example 1, it does not have snare.
- the pile retention of Comparative Example 3 was 1000 to 2000 mN (average 1500 mN).
- the ground weaving acts as a resistance.
- This embodiment has a five-pick structure, and has a pile forming part formed by three picks and a ground weaving part formed by two picks. That is, this embodiment has a ground weaving part. In addition, it has four snares.
- the pile retention of this embodiment was stably 4000 mN or more.
- the ground weaving acts as a resistance.
- a force for pulling out adjacent piles is applied due to the formation of snare, it acts as a resistance at the root of the pile.
- the snar cannot be resisted.
- the next snare resists. It resists more reliably than this.
- this embodiment includes the characteristic configuration of Comparative Example 2 and the characteristic configuration of Comparative Example 3, pile retention more than a simple combination was stably obtained.
- snare is uniformly formed. Therefore, in this embodiment, the opening area formed by the pile is smaller than that of the related art (see FIGS. 2A and 5A). Thereby, it becomes difficult to get caught in a protrusion. Also in this respect, pile retention is improved as compared with the prior art. Moreover, the uniformity of the snare also contributes to the improvement of pile retention.
- the pile retaining property is improved as compared with the prior art in that it resists even when a pulling force is applied and it is difficult to be caught by a protrusion.
- this embodiment has a characteristic configuration of the conventional technology, and maintains various performances such as water absorption, dryness, light weight, and touch feeling equivalent to those of the conventional technology. That is, while maintaining the bulkiness (volume feeling) equivalent to that of general conventional products, the five-pick structure achieves drying and light weight, and the pile length is increased to achieve water absorption and touch feeling.
- This embodiment satisfies various performances required for towels such as water absorption, drying property, lightness, feeling of touch, and pile retention (durability). Therefore, the present invention can be applied to any use without distinction between household towels, luxury hotel business towels, and business hotel business towels. As a result, mass production is possible and manufacturing costs can be reduced.
- the applicant of the present application also studied other improvements in pile retention and focused on the relationship between snar and pile retention.
- pile yarn of a general conventional product is a single yarn, it was noticed that a snare was formed due to a change with time when washing was repeated.
- snare may be formed, but snare may not be formed. That is, uniform snare formation is difficult.
- Comparative Example 1 the pile length of the general conventional product (Comparative Example 1) is short, and even when snare is formed, there are about two snals (Comparative Example 2). Snar acts as a resistance at the root of the pile, but cannot resist when a stronger pulling force is applied. Thus, Comparative Example 2 cannot obtain sufficient pile retention.
- FIG. 6 shows a second embodiment of the towel product according to the present invention
- FIG. 6A is a cross-sectional view
- FIG. 6B is an organization chart
- FIG. 6C is a design drawing.
- the warp density is 27 to 34 / inch and the weft density is 45 to 60 / inch.
- the pile magnification is 3.8 to 7.0.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the number of picks is 5. That is, one repeat is composed of five picks, and one repeat is repeated.
- It has a pile forming part formed by 4 picks and a ground weaving part formed by 1 pick.
- the pile rises between the wefts W2 and W3 and returns from between the wefts W5 and W6.
- Four picks corresponding to the wefts W2 to W5 are defined as pile forming portions.
- four picks corresponding to the wefts W7 to W10 are defined as a pile forming portion.
- the picks corresponding to the wefts W1, W6, and W11 are crossed with the wefts without forming the pile, and this pick is used as the ground weaving part.
- the pile formed in the pile forming part has 3 to 6 snars. Preferably, it has 4-5 snals. In the case of illustration, there are four.
- the second embodiment also includes a ground weaving portion and a snare, and the same effect as the first embodiment can be obtained.
- the upper and lower piles are alternately inverted. Therefore, it can be applied when the pattern is not related to a plain towel.
- FIG. 7 shows a third embodiment of the towel product according to the present invention.
- FIG. 7A is a sectional view
- FIG. 7B is an organization chart
- FIG. 7C is a design drawing.
- the warp density is 27 to 34 / inch and the weft density is 45 to 60 / inch.
- the pile magnification is 3.8 to 7.0.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the number of picks is 6. That is, one repeat is composed of six picks, and one repeat is repeated.
- It has a pile forming part formed by 4 picks and a ground weaving part formed by 2 picks.
- the pile rises between the wefts W2 and W3 and returns from between the wefts W5 and W6.
- Four picks corresponding to the wefts W2 to W5 are defined as pile forming portions.
- four picks corresponding to the wefts W8 to W11 are defined as pile forming portions.
- the picks corresponding to the wefts W6 and W7 are crossed with the wefts without the pile yarn forming a pile, and these two picks are used as the weaving part.
- the pile formed in the pile forming part has 3 to 6 snars. Preferably, it has 4-5 snals. In the case of illustration, there are four.
- the third embodiment also includes a ground weaving portion and a snare, and the same effect as the first embodiment can be obtained.
- FIG. 8 shows a fourth embodiment of the towel product according to the present invention.
- FIG. 8A is a sectional view
- FIG. 8B is an organization chart
- FIG. 8C is a design drawing.
- the warp density is 27 to 34 / inch and the weft density is 45 to 60 / inch.
- the pile magnification is 3.8 to 7.0.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the number of picks is 6. That is, one repeat is composed of six picks, and one repeat is repeated.
- the pile rises between the wefts W2 and W3 and returns from between the wefts W4 and W5.
- Three picks corresponding to the wefts W2 to W4 are defined as pile forming portions.
- three picks corresponding to the wefts W8 to W10 are defined as a pile forming portion.
- the picks corresponding to the wefts W5 to W7 are crossed with the wefts without forming piles, and these three picks are used as the ground weaving part.
- the pile formed in the pile forming part has 3 to 6 snars. Preferably, it has 4-5 snals. In the case of illustration, there are five.
- the fourth embodiment also includes a ground weaving portion and a snare, and the same effect as the first embodiment can be obtained.
- FIG. 9 shows a fifth embodiment of the towel product according to the present invention.
- FIG. 9A is a cross-sectional view
- FIG. 9B is an organization chart
- FIG. 9C is a design drawing.
- the warp density is 27 to 34 / inch and the weft density is 45 to 60 / inch.
- the pile magnification is 3.8 to 7.0.
- the warp density is 27 to 33 yarns / inch and the weft density is 50 to 58 yarns / inch.
- the pile magnification is 4.0 to 6.0.
- the warp density is 28.5 to 32 pieces / inch and the weft density is 53.5 to 56.5 pieces / inch.
- the pile magnification is 4.5 to 5.5.
- the number of picks is 4. That is, one repeat is composed of four picks, and one repeat is repeated.
- the pile rises between the wefts W3 and W4 and returns from between the wefts W5 and W6.
- the weft W6 is also involved in the pile formation, but for comparison with the three-pick structure according to the general conventional product, three picks corresponding to the wefts W3 to W5 are used as the pile forming portion.
- three picks corresponding to the wefts W7 to W9 are defined as a pile forming portion.
- the picks corresponding to the wefts W2, W6, W10 are crossed with the wefts without the pile yarn forming a pile, and this pick is the base weaving part.
- the pile formed in the pile forming part has 3 to 6 snars. Preferably, it has 3-5 snals. In the case of illustration, there are four.
- the upper and lower piles are alternately inverted. Therefore, it can be applied when the pattern is not related to a plain towel.
- the second to fifth embodiments are also examples, and the present invention is not limited thereto. However, pay attention to the following points regarding the number of picks and snares.
- the number of picks is less than 4, it is the same as general conventional products, and drying and light weight cannot be realized. On the other hand, if the number of picks exceeds 6, water absorption cannot be realized. In other words, it is necessary to make the pile length extremely long in order to compensate for the decrease in water absorption, which is not realistic.
- the number of snares is restricted so as not to exceed 6.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Woven Fabrics (AREA)
Abstract
従来技術と同等の吸水性、乾燥性、軽量性、肌触り感等の諸性能を維持するとともに、従来技術に比べパイル保持性を向上できるタオル製品を提供する。タオルは、経糸、緯糸、及びパイル糸を用いて構成される。経糸はG1,G2を一組とする。パイル糸には、上部パイルを形成するパイル糸P1と下部パイルを形成するパイル糸P2とがある。経糸密度が27~33本/インチ、かつ、緯糸密度が49~58本/インチである。パイル倍率は3.8~6.2である。1リピートは5ピックから構成され、1リピートが繰り返される。緯糸W2~W4に相当する3ピック、同様に、緯糸W7~W9に相当する3ピックをパイル形成部とする。緯糸W5~W6に相当する2ピックを地織部とする。更に、パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、4~5のスナールを有する。図示の場合、4つである。
Description
本発明は、同等の嵩高(ボリューム感)の一般従来品と比較して、吸水性、乾燥性、軽量性、肌触り感等の諸性能に優れ、特に、パイル糸の保持性(耐久性)に優れたタオル製品およびその製造方法に関する。
タオル製品は、今日、広く使用されている。例えば、タオル、バスタオル、タオル製浴衣などのガウン、その他にもシーツと言った如くに広範囲な分野でタオル生地が用いられている。
タオルに要求される性能には、吸水性、乾燥性、軽量性、肌触り感等がある。
例えば入浴後に濡れた体を拭く為にタオルが用いられることが多い。従って、濡れた体に付いている水分を効率良く拭き取ることが出来る、即ち、吸水性が良いことも必須の性能である。
例えば洗濯後、室内干しする場合、乾燥時間が長いと、細菌が増殖し、不快臭発生の原因となる。乾燥機を用いて乾燥させる場合、乾燥時間が長いと、エネルギーの浪費になる。したがって、乾燥性が良いことも必須の性能である。
タオルは、毎日使うものであり、また、子供から老人まで使う。タオルが重いと、子供や老人には負担になる。したがって、タオルの軽量化を図ることが好ましい。
タオルは人肌に直接密着するものであり、肌触り感は使い心地に影響を与える。肌触り感が粗雑で硬いと使用感が悪い。特に、敏感肌の人には肌触り感が柔らかいことが好ましい。
これらの諸性能をバランスよく満たすタオルを実現するのは困難であった。そこで、本願出願人は、吸水性、乾燥性、軽量性、肌触り感等の諸性能に優れたタオルを提案している(特許文献1)。
従来の一般的なタオル(一般従来品)は3ピック構造(後述)であるのに対し、特許文献1のタオルは、5~7ピック構造により乾燥性、軽量性を実現し、パイル長を長くすることにより、吸水性、肌触り感を実現している。言い換えると、5~7ピック構造においてパイル密度が減った分を、パイル長により補填するような組織バランスを特徴的な構成としている。さらに、一般従来品と同等の嵩高(ボリューム感)を維持する。
生地表面にループパイルを有するタオルは、パイル糸(パイル経糸)を弛ませ、緯糸で抑えてループパイルを形成するという構造上、パイルを引っ掛けたり、強い摩擦を加えた場合、パイル糸が引き出されるおそれがある。使用や洗濯を繰り返すことでパイル糸がさらに長く抜け出てしまう。一度抜け出てしまったパイルを修復することはできない。使用を続けるには、抜け出てしまったパイルを切断するしか対策がなく、パイル切断を繰り返すことによってタオルの強度も低下する。タオルは組織の構造上、パイル糸の抜けを完全に防ぐことは不可能である。
特に、ループパイルが長くなると、形成される輪が大きくなり、使用時及び洗濯時にパイル糸が引っ掛かりやすくなる。突起物などに接触したり、強い摩擦が加えられたりした際にパイル糸の抜けが発生する。また、ループパイル1本当りが摩擦を受ける面積が大きくなることから、使用時及び洗濯時に外部から加わる力の影響を強く受け、パイル糸の抜けが起こりやすくなる。
ところで、業務用のタオルは、家庭用のタオルに比べ使用頻度が高く、更なる耐久性を求められる。このため、パイル糸の抜けを防ぎ、耐久性(パイル保持性)を高める方法が検討されている。
その一つの方法として、タオルのパイル経糸、地経糸、緯糸に太い糸を用い、それぞれの糸の接触面積を大きくし、摩擦抵抗を大きくする方法がある。この方法は主に高級ホテルの客室用タオルなど、高い耐久性と吸水性が要求される用途に用いられている。しかしながら、この方法ではタオルが非常に厚く重くなり、肌触りが粗雑で硬く、また乾燥時間も長くなるため、およそ実用性が高いとは言いにくいものである。当然、家庭用タオルに適用できない。
別の方法として、1本のループパイルを小さくし、さらに組織密度を高めてパイル糸の本数を増やし、引っ掛かりや摩擦による抜けを起こりにくくする方法もある。この方法は、主にビジネスホテルの客室用タオルやスポーツ施設で供されるタオルなど、耐久性が高くかつ低コストであることが要求されるような用途に用いられている。しかしながら、この方法ではタオルが非常に硬くなり、使用感が良いものではない。しかも毛足が短いことによって肌への密着性が低くなるため、拭き取り性が低く、さらに薄さに比例して保水量も低くなるため、吸水性が良くない。
以上のように、パイル保持性が、吸水性、乾燥性、軽量性、肌触り感等の諸性能と両立するのは、難しい。
本発明は上記課題を解決しようとするものであり、従来技術(例えば特許文献1)と同等の吸水性、乾燥性、軽量性、肌触り感等の諸性能を維持するとともに、従来技術に比べパイル保持性を向上できるタオル製品を提供することを目的とする。
本発明は上記課題を解決しようとするものであり、従来業務用タオルと同等のパイル保持性を維持するとともに、従来業務用タオルに比べ吸水性、乾燥性、軽量性、肌触り感等の諸性能を向上できるタオル製品を提供することを目的とする。
上述したように、本願出願人は、特許文献1において吸水性、乾燥性、軽量性、肌触り感等の諸性能に優れたタオルを提案している。比較例である一般従来品(図7)と、実施形態(図1~6)を開示している。特許文献1の図1は、5ピック構造(パイル形成5ピック)であり、図2は、5ピック構造(パイル形成3ピック)であり、図3は、6ピック構造(パイル形成6ピック)であり、図4は、6ピック構造(パイル形成6ピック)(パイル糸4本)であり、図5は、6ピック構造(パイル形成4ピック)であり、図6は、7ピック構造(パイル形成7ピック)であることを示す。
本願出願人は、各実施形態(図1~6)についてパイル保持性についても検討した。その結果、各実施形態において、パイル保持性に差異があることがわかった。すなわち、特許文献1の図2および図5に示す実施形態において、他の実施形態に比べて、パイル保持性が高かった。本願出願人は、パイル保持性が高い原因を検討し、パイルを形成しない地織部に着目した(後述)。
また、更なるパイル保持性向上について、他にも検討した。一般従来品のパイル糸が単糸の場合、洗濯を繰り返すと経時変化により、スナールが形成されることに気が付いた。スナールとパイル保持性の関係について着目した(後述)。
上記知見に基づき本発明は達成された。
上記課題を解決するため、本発明は、経糸、緯糸、及びパイル糸を用いて構成されたタオル製品であって、経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチであり、パイル倍率は3.8~7.0であり、ピック数が4~6であり、前記パイル糸はパイル形成部と地織部を有し、前記パイル形成部に形成されるパイルは3~6のスナールを有する。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。パイルは3~6のスナールを有する。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。パイルは4~5のスナールを有する。
パイル引き抜き力が作用した場合、地織部が抵抗として作用する。これにより、パイル保持性が向上する。
パイル引き抜き力が作用した場合、スナールが抵抗として作用する。これにより、パイル保持性が向上する。特に、1つのスナールが抵抗しきれなくなっても、次のスナールが抵抗する。これより確実に抵抗する。
スナール形成により、ループパイルに比べて開口面積が小さくなる。これにより、突起物に引っ掛かりにくくなり、パイル保持性が向上する。
また、好ましくは、前記パイル糸は、単糸である。
また、好ましくは、前記パイル糸は、双糸であり、前記スナールは、特殊ブラシの回転運動を加えること、または水流漕の中で揉むことにより形成されてなる。
また、好ましくは、前記ピック数が5であり、前記パイル形成部は3ピックにより形成され、前記地織部は2ピックにより形成される。
また、好ましくは、前記ピック数が5であり、前記パイル形成部は4ピックにより形成され、前記地織部は1ピックにより形成される。
また、好ましくは、前記ピック数が6であり、前記パイル形成部は4ピックにより形成され、前記地織部は2ピックにより形成される。
また、好ましくは、前記ピック数が6であり、前記パイル形成部は3ピックにより形成され、前記地織部は3ピックにより形成される。
また、好ましくは、前記ピック数が4であり、前記パイル形成部は3ピックにより形成され、前記地織部は1ピックにより形成される。
上記課題を解決するため、本発明は、経糸、緯糸、及びパイル糸から構成されたタオル製品の製造方法であって、経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチであり、パイル倍率は3.8~7.0であり、ピック数が4~6であり、前記パイル糸がパイル形成部と地織部とを有するように、タオル生地を形成するタオル生地形成ステップと、前記タオル生地を加工し、前記パイルに3~6のスナールを形成するスナール形成ステップとを有する。
また、好ましくは、前記パイル糸は単糸であり、前記スナール形成ステップの加工は、前記タオル生地を水流漕の中で揉むことである。
また、好ましくは、前記パイル糸は双糸であり、前記スナール形成ステップの加工は、前記タオル生地に特殊ブラシによる回転運動を加えること、または、前記タオル生地を水流漕の中で揉むことである。
本発明は、従来技術(例えば特許文献1)と同等の吸水性、乾燥性、軽量性、肌触り感等の諸性能を維持するとともに、従来技術に比べパイル保持性を向上できる。
本発明は、従来の業務用タオルと同等のパイル保持性を維持するとともに、従来の業務用タオルに比べ吸水性、乾燥性、軽量性、肌触り感等の諸性能を向上できる。
家庭用タオル、高級ホテルの業務用タオル、ビジネスホテルの業務用タオルといった区別なく、いずれの用途にも適用できることより、大量生産が可能であり、製造コストを低減できる。
<第1実施形態>
~概略構成~
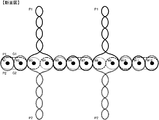
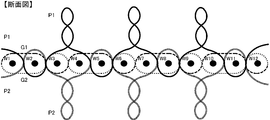
図1、図2は本発明に係るタオル製品の第1実施形態を示すもので、図1は概略斜視図、図2Aは断面図、タオルは、経糸、緯糸、及びパイル糸を用いて構成される。経糸はG1,G2を一組とする。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
~概略構成~
図1、図2は本発明に係るタオル製品の第1実施形態を示すもので、図1は概略斜視図、図2Aは断面図、タオルは、経糸、緯糸、及びパイル糸を用いて構成される。経糸はG1,G2を一組とする。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。
パイル糸には、上部パイルを形成するパイル糸P1(図示太線)と下部パイルを形成するパイル糸P2(図示二重線)とがある。以下説明の便宜のためパイル糸P1のみ説明する。
ピック数は5である。すなわち、1リピートは5ピックから構成され、1リピートが繰り返される。
3ピックにより形成されるパイル形成部と、2ピックにより形成される地織部とを有する。
パイルは、緯糸W2とW3の間から立ち上がり、緯糸W4とW5の間から戻る。実際には、緯糸W5もパイル形成に関与しているが、一般従来品に係る3ピック構造との比較(後述)のため、緯糸W2~W4に相当する3ピックをパイル形成部とする。同様に、緯糸W7~W9に相当する3ピックをパイル形成部とする。
緯糸W5~W6に相当する2ピックは、パイル糸がパイルを形成せずに緯糸と交差しており、この2ピックを地織部とする。同様に、緯糸W10~W11に相当する2ピックを地織部とする。
パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、4~5のスナールを有する。図示の場合、4つである。
ここで、パイルにおいてパイル糸が撚れ、交点と略環状より形成される部分を1スナールとする。
なお、パイル糸に中空糸を用いることで、吸水性、乾燥性、軽量性等は更に向上する。
~スナール形成~
パイル糸に単糸を用いる場合と、双糸を用いる場合がある。
パイル糸に単糸を用いる場合と、双糸を用いる場合がある。
パイル糸が単糸の場合、タオル生地形成後、染色時および/または洗浄時、水量を生地重量に対し10~15倍に設定し、水流を発生させた水槽の中で、タオル生地を水流の中で揉む。単糸は一方向に撚ってあり、水流に揉まれることにより形状安定性が失われ、スナールが形成される。
パイル糸が双糸の場合、タオル生地形成後、タオル生地に特殊ブラシによる回転運動を加える。双糸は、2本の単糸を逆方向に撚って形成するものであり、2本の単糸の撚りが打ち消しあう結果、形状安定性を有する。水流に揉まれる程度では形状安定性は失われにくい。したがって、特殊ブラシによる回転運動を加えることで、スナールが形成される。
ただし、パイル糸が双糸の場合であっても、長時間、水流に揉まれることにより、形状安定性が失われ、スナールが形成される。
~パイル保持性について実証試験~
本実施形態を比較例1~3と比較することにより、地織部の作用およびスナールの作用について説明する。パイル保持性は、JIS L 1075 B法により評価する。表1は、実証試験の比較概要と結果を示す一覧である。

本実施形態を比較例1~3と比較することにより、地織部の作用およびスナールの作用について説明する。パイル保持性は、JIS L 1075 B法により評価する。表1は、実証試験の比較概要と結果を示す一覧である。
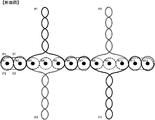
図3Aは、比較例1(一般従来品)の概略断面図である。図3Bは組織図、図3Cは意匠図である。比較例1は、3ピック構造であり、パイル形成部も3ピックにより形成される。パイルは、緯糸W2とW3の間から立ち上がり、緯糸W4とW5の間から戻る。実際には、緯糸W5もパイル形成に関与しているが、隣のパイルの構成と重複するため、緯糸W2~W4に相当する3ピックをパイル形成部とする。同様に、緯糸W5~W7に相当する3ピックを隣のパイル形成部とし、緯糸W8~W10に相当する3ピックを更に隣のパイル形成部とする。すなわち、比較例1は地織部を有しない。
更に、比較例1のパイルは、ループパイルであり、スナールを有しない。
比較例1のパイル保持性は、500~1000mN(平均750mN)であった。
図4Aは、比較例2(一般従来品スナール形成)の概略断面図である。図4Bは組織図、図4Cは意匠図である。パイル糸が単糸の場合、洗濯を繰り返すと経時変化により、スナールが形成される場合がある。一般従来品はパイル長が短いため、形成されるスナールは1~2である。比較例2は、比較1に2つのスナールを意図的に形成したものである。その他の構成は比較例1と同様である。すなわち、比較例2は地織部を有しないが、スナールは有する。
ただし、比較例2は意図的にスナールを形成したものであるため、均一にスナールが形成されるのに対し、経時変化によりスナールが形成される場合には、スナール形成部とスナール未形成部が混在する。
比較例2のパイル保持性は、1000~2000mN(平均1500mN)であった。スナール形成により、隣り合うパイルを引き抜く力が作用した場合、パイル根元において抵抗として作用する。これにより、比較例1に比べ約2倍のパイル保持性が実現されたものと思われる。
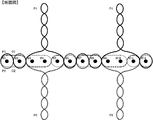
図5Aは、比較例3(従来技術:たとえば特許文献1の図2)の概略断面図である。比較例3は、5ピック構造であり、3ピックにより形成されるパイル形成部と、2ピックにより形成される地織部とを有する(本実施形態と同様)。すなわち、比較例3は地織部を有する。ただし、比較例1と同様に、スナールを有しない。
比較例3のパイル保持性は、1000~2000mN(平均1500mN)であった。地織部形成により、パイルを引き抜く力が作用した場合、地織部が抵抗として作用する。これにより、比較例1に比べ約2倍のパイル保持性が実現されたものと思われる。
図2に示す本実施形態を比較例1~3と比較する。
本実施形態は、5ピック構造であり、3ピックにより形成されるパイル形成部と、2ピックにより形成される地織部とを有する。すなわち、本実施形態は地織部を有する。更に、4つのスナールを有する。
本実施形態のパイル保持性は、安定して4000mN以上であった。地織部形成により、パイルを引き抜く力が作用した場合、地織部が抵抗として作用する。更に、スナール形成により、隣り合うパイルを引き抜く力が作用した場合、パイル根元において抵抗として作用する。比較例2の場合、より強い引き抜き力が作用すると、スナールが抵抗しきれなくなるが、本実施形態の場合、1つのスナールが抵抗しきれなくなっても、次のスナールが抵抗する。これより確実に抵抗する。
本実施形態は、比較例2の特徴的構成と比較例3の特徴的構成とを備えるが、単なる組み合わせ以上のパイル保持性が安定的に得られた。
~効果~
実証試験の結果を用いて説明したように、引き抜き力が作用した場合、本実施形態は、従来技術(比較例3)と比べて、安定して高いパイル保持性が得られる。
実証試験の結果を用いて説明したように、引き抜き力が作用した場合、本実施形態は、従来技術(比較例3)と比べて、安定して高いパイル保持性が得られる。
更に、本実施形態では、均一にスナールが形成されている。したがって、本実施形態は、従来技術と比べて、パイルが形成する開口面積が小さくなる(図2Aおよび図5Aを参照)。これにより、突起物に引っ掛かりにくくなる。この点でも、従来技術に比べ、パイル保持性が向上する。また、スナールの均一性もパイル保持性向上に寄与している。
上記の様に、引き抜き力が作用した場合でも抵抗する点、および、突起物に引っ掛かりにくくなる点において、本実施形態では従来技術に比べ、パイル保持性が向上している。
一方、本実施形態は、従来技術の特徴的構成を備えており、従来技術と同等の吸水性、乾燥性、軽量性、肌触り感等の諸性能を維持する。すなわち、一般従来品と同等の嵩高(ボリューム感)を維持しつつ、5ピック構造により乾燥性、軽量性を実現し、パイル長を長くすることにより、吸水性、肌触り感を実現している。
したがって、本実施形態では、高級ホテルの客室用タオルなどの業務用タオルと比較して、同等のパイル保持性を維持するとともに、乾燥性、軽量性、肌触り感等の諸性能が向上する。
また、本実施形態では、ビジネスホテルの客室用タオルなどの業務用タオルと比較して、同等のパイル保持性を維持するとともに、吸水性、肌触り感等の諸性能が向上する。
本実施形態は、吸水性、乾燥性、軽量性、肌触り感、パイル保持性(耐久性)など、タオルに要求される諸性能をバランスよく満たす。したがって、家庭用タオル、高級ホテルの業務用タオル、ビジネスホテルの業務用タオルといった区別なく、いずれの用途にも適用できる。その結果、大量生産が可能であり、製造コストを低減できる。
~補足~
本願出願人は、特許文献1において吸水性、乾燥性、軽量性、肌触り感等の諸性能に優れたタオルを提案している。その後、更に検討したところ、複数の実施形態のうち、地織部を有するタオルにて、パイル保持性が高いことがわかった。すなわち、本願出願人は地織部の作用効果を見出した。
本願出願人は、特許文献1において吸水性、乾燥性、軽量性、肌触り感等の諸性能に優れたタオルを提案している。その後、更に検討したところ、複数の実施形態のうち、地織部を有するタオルにて、パイル保持性が高いことがわかった。すなわち、本願出願人は地織部の作用効果を見出した。
本願出願人は、更なるパイル保持性向上について、他にも検討し、スナールとパイル保持性の関係について着目した。一般従来品のパイル糸が単糸の場合、洗濯を繰り返すと経時変化により、スナールが形成されることに気が付いた。
ただし、経時変化による場合には、スナールが形成されることもあるが、スナールが形成されないこともある。すなわち、均一なスナール形成は難しい。
また、一般従来品(比較例1)ではパイル長が短く、スナールが形成される場合でも、スナールは2つ程度である(比較例2)。スナールはパイル根元において抵抗として作用するが、より強い引き抜き力が作用すると、抵抗しきれなくなる。このように、比較例2は充分なパイル保持性を得られない。
本実施形態では、地織部とスナールの組み合わせにより、単なる組み合わせ以上の飛躍的な効果が得られる。
<第2~5実施形態>
本発明は、上記実施形態に限定されるものではなく、本発明の技術思想の範囲で種々の変形が可能である。他の実施形態について例示する。
本発明は、上記実施形態に限定されるものではなく、本発明の技術思想の範囲で種々の変形が可能である。他の実施形態について例示する。
~第2実施形態~
図6は本発明に係るタオル製品の第2実施形態を示すもので、図6Aは断面図、図6Bは組織図、図6Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
図6は本発明に係るタオル製品の第2実施形態を示すもので、図6Aは断面図、図6Bは組織図、図6Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。
ピック数は5である。すなわち、1リピートは5ピックから構成され、1リピートが繰り返される。
4ピックにより形成されるパイル形成部と、1ピックにより形成される地織部とを有する。
パイルは、緯糸W2とW3の間から立ち上がり、緯糸W5とW6の間から戻る。緯糸W2~W5に相当する4ピックをパイル形成部とする。同様に、緯糸W7~W10に相当する4ピックをパイル形成部とする。
緯糸W1,W6,W11に相当するピックは、パイル糸がパイルを形成せずに緯糸と交差しており、このピックを地織部とする。
パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、4~5のスナールを有する。図示の場合、4つである。
第2実施形態も、地織部とスナールを備え、第1実施形態と同様な効果が得られる。
なお、第2実施形態では、上下のパイルが交互に反転する。そのため、無地のタオル等、模様に拘らない場合に適用できる。
~第3実施形態~
図7は本発明に係るタオル製品の第3実施形態を示すもので、図7Aは断面図、図7Bは組織図、図7Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
図7は本発明に係るタオル製品の第3実施形態を示すもので、図7Aは断面図、図7Bは組織図、図7Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。
ピック数は6である。すなわち、1リピートは6ピックから構成され、1リピートが繰り返される。
4ピックにより形成されるパイル形成部と、2ピックにより形成される地織部とを有する。
パイルは、緯糸W2とW3の間から立ち上がり、緯糸W5とW6の間から戻る。緯糸W2~W5に相当する4ピックをパイル形成部とする。同様に、緯糸W8~W11に相当する4ピックをパイル形成部とする。
緯糸W6,W7に相当するピックは、パイル糸がパイルを形成せずに緯糸と交差しており、この2ピックを地織部とする。
パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、4~5のスナールを有する。図示の場合、4つである。
第3実施形態も、地織部とスナールを備え、第1実施形態と同様な効果が得られる。
~第4実施形態~
図8は本発明に係るタオル製品の第4実施形態を示すもので、図8Aは断面図、図8Bは組織図、図8Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
図8は本発明に係るタオル製品の第4実施形態を示すもので、図8Aは断面図、図8Bは組織図、図8Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。
ピック数は6である。すなわち、1リピートは6ピックから構成され、1リピートが繰り返される。
3ピックにより形成されるパイル形成部と、3ピックにより形成される地織部とを有する。
パイルは、緯糸W2とW3の間から立ち上がり、緯糸W4とW5の間から戻る。緯糸W2~W4に相当する3ピックをパイル形成部とする。同様に、緯糸W8~W10に相当する3ピックをパイル形成部とする。
緯糸W5~W7に相当するピックは、パイル糸がパイルを形成せずに緯糸と交差しており、この3ピックを地織部とする。
パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、4~5のスナールを有する。図示の場合、5つである。
第4実施形態も、地織部とスナールを備え、第1実施形態と同様な効果が得られる。
~第5実施形態~
図9は本発明に係るタオル製品の第5実施形態を示すもので、図9Aは断面図、図9Bは組織図、図9Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
図9は本発明に係るタオル製品の第5実施形態を示すもので、図9Aは断面図、図9Bは組織図、図9Cは意匠図である。経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチである。パイル倍率は3.8~7.0である。
好ましくは、経糸密度が27~33本/インチ、かつ、緯糸密度が50~58本/インチである。パイル倍率は4.0~6.0である。
更に好ましくは、経糸密度が28.5~32本/インチ、かつ、緯糸密度が53.5~56.5本/インチである。パイル倍率は4.5~5.5である。
ピック数は4である。すなわち、1リピートは4ピックから構成され、1リピートが繰り返される。
3ピックにより形成されるパイル形成部と、1ピックにより形成される地織部とを有する。
パイルは、緯糸W3とW4の間から立ち上がり、緯糸W5とW6の間から戻る。実際には、緯糸W6もパイル形成に関与しているが、一般従来品に係る3ピック構造との比較のため、緯糸W3~W5に相当する3ピックをパイル形成部とする。同様に、緯糸W7~W9に相当する3ピックをパイル形成部とする。
緯糸W2,W6,W10に相当するピックは、パイル糸がパイルを形成せずに緯糸と交差しており、このピックを地織部とする。
パイル形成部に形成されるパイルは3~6のスナールを有する。好ましくは、3~5のスナールを有する。図示の場合、4つである。
なお、第5実施形態では、上下のパイルが交互に反転する。そのため、無地のタオル等、模様に拘らない場合に適用できる。
~他の実施形態~
第2~5実施形態も例示であり、本発明はこれに限定されるものではない。ただし、ピック数、スナール数は以下の点に留意する。
第2~5実施形態も例示であり、本発明はこれに限定されるものではない。ただし、ピック数、スナール数は以下の点に留意する。
ピック数4未満であると、一般従来品と同様であり、乾燥性、軽量性を実現できない。一方、ピック数6を超えると、吸水性を実現できない。言い換えると、吸水性低下を補填するためにパイル長さを極端に長くする必要があり、現実的ではない。
スナール数3未満であると、充分なパイル保持性を期待できない。一方、パイル長が制限される結果、スナール数6を超えないように制限される。
Claims (11)
- 経糸、緯糸、及びパイル糸から構成され、経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチであり、パイル倍率は3.8~7.0であり、ピック数が4~6であり、前記パイル糸がパイル形成部と地織部とを有するように、タオル生地を形成するタオル生地形成ステップと、
前記タオル生地を加工し、前記パイルに3~6のスナールを形成するスナール形成ステップと
を有することを特徴とするタオル製品の製造方法。 - 前記パイル糸は単糸であり、
前記スナール形成ステップの加工は、前記タオル生地を水流漕の中で揉むことである
ことを特徴とする請求項1記載のタオル製品の製造方法。 - 前記パイル糸は双糸であり、
前記スナール形成ステップの加工は、前記タオル生地に特殊ブラシによる回転運動を加えること、または、前記タオル生地を水流漕の中で揉むことである
ことを特徴とする請求項1記載のタオル製品の製造方法。 - 経糸、緯糸、及びパイル糸を用いて構成されたタオル製品において、
経糸密度が27~34本/インチ、かつ、緯糸密度が45~60本/インチであり、
パイル倍率は3.8~7.0であり、
ピック数が4~6であり、
前記パイル糸は、パイル形成部と地織部とを有し、
前記パイル形成部に形成されるパイルは3~6のスナールを有する
ことを特徴とするタオル製品。 - 前記パイル糸は、単糸である
ことを特徴とする請求項4記載のタオル製品。 - 前記パイル糸は、双糸であり、
前記スナールは、特殊ブラシの回転運動により加工されて、または、前記タオル生地を水流漕の中で揉むことにより加工されて、形成されてなる
ことを特徴とする請求項4記載のタオル製品。 - 前記ピック数が5であり、
前記パイル形成部は3ピックにより形成され、
前記地織部は2ピックにより形成される
ことを特徴とする請求項4~6いずれかに記載のタオル製品。 - 前記ピック数が5であり、
前記パイル形成部は4ピックにより形成され、
前記地織部は1ピックにより形成される
ことを特徴とする請求項4~6いずれかに記載のタオル製品。 - 前記ピック数が6であり、
前記パイル形成部は4ピックにより形成され、
前記地織部は2ピックにより形成される
ことを特徴とする請求項4~6いずれかに記載のタオル製品。 - 前記ピック数が6であり、
前記パイル形成部は3ピックにより形成され、
前記地織部は3ピックにより形成される
ことを特徴とする請求項4~6いずれかに記載のタオル製品。 - 前記ピック数が4であり、
前記パイル形成部は3ピックにより形成され、
前記地織部は1ピックにより形成される
ことを特徴とする請求項4~6いずれかに記載のタオル製品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| HK15107079.2A HK1206400B (en) | 2014-03-31 | Towel product, and manufacturing method for towel product | |
| CN201480002713.XA CN104718321B (zh) | 2013-02-22 | 2014-03-31 | 毛巾制品和毛巾制品的制造方法 |
| EP14754814.3A EP2957666B1 (en) | 2013-02-22 | 2014-03-31 | Towel product, and manufacturing method for towel product |
| US14/442,521 US10463203B2 (en) | 2013-02-22 | 2014-03-31 | Towel product and manufacturing method for towel product |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013033744A JP5699379B2 (ja) | 2013-02-22 | 2013-02-22 | タオル製品およびタオル製品の製造方法 |
| JP2013-033744 | 2013-02-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014129675A1 true WO2014129675A1 (ja) | 2014-08-28 |
Family
ID=51391447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/059561 Ceased WO2014129675A1 (ja) | 2013-02-22 | 2014-03-31 | タオル製品およびタオル製品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10463203B2 (ja) |
| EP (1) | EP2957666B1 (ja) |
| JP (1) | JP5699379B2 (ja) |
| CN (1) | CN104718321B (ja) |
| WO (1) | WO2014129675A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007054827A2 (en) * | 2005-10-17 | 2007-05-18 | Mandawewala Rajesh R | Hygro materials for use in making yarns and fabrics |
| US10683593B2 (en) * | 2015-09-30 | 2020-06-16 | Trident Limited | Pile fabric and methods for manufacture of the same |
| US20200221808A9 (en) * | 2016-09-01 | 2020-07-16 | Pierce Baptiste | Twisted Loops Surface Hard Hat Liner |
| US11486065B2 (en) * | 2017-06-06 | 2022-11-01 | Welspun India Limited | Hygro terry structures, articles, and related processes |
| USD1006407S1 (en) * | 2017-08-21 | 2023-12-05 | Pierce Baptiste | Head cover |
| CN111527251B (zh) * | 2017-12-28 | 2022-06-28 | 内野株式会社 | 毛圈织物 |
| US11982024B2 (en) | 2018-12-27 | 2024-05-14 | Christopher Nemeth | Charcoal-infused towel |
| CN111254554A (zh) * | 2020-03-02 | 2020-06-09 | 远梦家居用品股份有限公司 | 一种色织螺旋毛巾织物及其制备方法 |
| WO2021181418A1 (en) * | 2020-03-11 | 2021-09-16 | Devaraj Vikram Krishna | Terry fabric with non-uniform/ differential pick density and method thereof |
| JP2023013904A (ja) * | 2021-07-15 | 2023-01-26 | ソンウォルビナジェイエスシー | パイル織物及びその製造方法 |
| CN114457493B (zh) * | 2022-01-20 | 2023-09-01 | 绍兴嘉松针织有限公司 | 毛巾组织织物生产工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5496176A (en) * | 1977-12-30 | 1979-07-30 | Asahi Chemical Ind | Production of pile like article |
| JPS54101973A (en) * | 1978-01-23 | 1979-08-10 | Japan Exlan Co Ltd | Production of pile carpet with special appearance |
| JPH05247834A (ja) * | 1992-02-28 | 1993-09-24 | Toyobo Co Ltd | パイル布帛 |
| JP2008261076A (ja) * | 2007-04-13 | 2008-10-30 | Kazuhiko Mori | タオル地とその製造法 |
| JP3152796U (ja) | 2009-06-03 | 2009-08-13 | 内野株式会社 | 室内干しに好適なタオル |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2371199A (en) * | 1945-03-13 | walliser | ||
| DE564949C (de) * | 1932-11-24 | Christoph Andreae Fa | Kettensamt | |
| US2012719A (en) * | 1932-11-17 | 1935-08-27 | Holt William | Terry towel |
| GB408728A (en) * | 1932-11-17 | 1934-04-19 | William Holt | Improved terry towel |
| US2379085A (en) * | 1944-05-26 | 1945-06-26 | Kahn Benjamin | Rug, covering, or the like |
| US2486942A (en) * | 1947-06-03 | 1949-11-01 | Magee Carpet Co | Rug |
| US2655950A (en) * | 1948-06-30 | 1953-10-20 | Bates Mfg Co | Terry weave fabric |
| US2796654A (en) * | 1954-10-27 | 1957-06-25 | Mohasco Ind Inc | Pile fabric and method of making same |
| US2718243A (en) * | 1955-02-21 | 1955-09-20 | Firth Carpet Company Inc | Two-shot modified axminster weave |
| US3721272A (en) * | 1971-12-30 | 1973-03-20 | Fieldcrest Mills Inc | Terry fabric having high-low pile |
| DE2540376A1 (de) * | 1975-09-10 | 1977-03-24 | Moeve Werk Weisert Kg | Frottiergewebe, insbesondere frottier- velourgewebe |
| JPS57167450A (en) * | 1981-04-08 | 1982-10-15 | Harada Taoru Kk | Pile twistng of towel fabric |
| US4825499A (en) * | 1988-05-27 | 1989-05-02 | Baptiste Trevor I | Shower and bath glove |
| EP0618319A1 (de) * | 1993-03-30 | 1994-10-05 | Sulzer RàTi Ag | Dreischuss-Schlingengewebe sowie Verfahren und Webmaschine zur Herstellung des Schlingengewebes |
| JP3152796B2 (ja) | 1993-05-28 | 2001-04-03 | 株式会社東芝 | 半導体装置およびその製造方法 |
| CN2252820Y (zh) * | 1995-07-14 | 1997-04-23 | 张铁夫 | 毛圈与非毛圈双层机织织物 |
| US20020122914A1 (en) * | 1999-07-02 | 2002-09-05 | Moshe Rock | Double-face velour fabric articles having improved dynamic insulation performance |
| IL132776A (en) * | 1999-11-05 | 2003-06-24 | Caesarea Wardinon Ind Ltd | Reversible cotton bathroom rug and method of manufacture |
| US6668435B2 (en) * | 2001-01-09 | 2003-12-30 | Milliken & Company | Loop pile fabrics and methods for making same |
| US20030233717A1 (en) * | 2002-06-25 | 2003-12-25 | Ortega Charles M. | Multi-surface towel |
| US7055227B2 (en) * | 2002-11-26 | 2006-06-06 | Milliken & Company | Process for face finishing fabrics and fabrics having good strength and aesthetic characteristics |
| WO2007100077A1 (ja) * | 2006-03-03 | 2007-09-07 | Uchino Co., Ltd. | タオル製品 |
| US20090193592A1 (en) * | 2008-02-04 | 2009-08-06 | Stefanich Mark R | Method for refreshening items of clothing |
| CN101509168B (zh) * | 2009-03-14 | 2011-02-09 | 山东好友家纺有限公司 | 无捻纱弹力毛巾及加工方法 |
| US7762286B1 (en) * | 2009-03-25 | 2010-07-27 | Target Brands, Inc. | Terry weave fabric |
| CN201648656U (zh) * | 2009-12-31 | 2010-11-24 | 山东滨州亚光毛巾有限公司 | 一种低密度粗纱支毛巾 |
| CN201924135U (zh) * | 2010-12-13 | 2011-08-10 | 孚日集团股份有限公司 | 毛圈抗拉毛巾 |
| CN102691156B (zh) * | 2012-06-14 | 2014-04-16 | 孚日集团股份有限公司 | 纯棉低支浴垫织造工艺 |
| JP6145432B2 (ja) * | 2014-07-22 | 2017-06-14 | 有限会社Itoi生活文化研究所 | パイル布 |
| CN106436123B (zh) * | 2016-11-02 | 2018-09-11 | 烟台海联印染机械有限公司 | 螺旋刷毛机 |
-
2013
- 2013-02-22 JP JP2013033744A patent/JP5699379B2/ja active Active
-
2014
- 2014-03-31 US US14/442,521 patent/US10463203B2/en active Active
- 2014-03-31 CN CN201480002713.XA patent/CN104718321B/zh active Active
- 2014-03-31 WO PCT/JP2014/059561 patent/WO2014129675A1/ja not_active Ceased
- 2014-03-31 EP EP14754814.3A patent/EP2957666B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5496176A (en) * | 1977-12-30 | 1979-07-30 | Asahi Chemical Ind | Production of pile like article |
| JPS54101973A (en) * | 1978-01-23 | 1979-08-10 | Japan Exlan Co Ltd | Production of pile carpet with special appearance |
| JPH05247834A (ja) * | 1992-02-28 | 1993-09-24 | Toyobo Co Ltd | パイル布帛 |
| JP2008261076A (ja) * | 2007-04-13 | 2008-10-30 | Kazuhiko Mori | タオル地とその製造法 |
| JP3152796U (ja) | 2009-06-03 | 2009-08-13 | 内野株式会社 | 室内干しに好適なタオル |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2957666A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160037977A1 (en) | 2016-02-11 |
| HK1206400A1 (zh) | 2016-01-08 |
| EP2957666A4 (en) | 2017-01-11 |
| JP5699379B2 (ja) | 2015-04-08 |
| CN104718321B (zh) | 2015-10-21 |
| EP2957666B1 (en) | 2023-02-15 |
| EP2957666A1 (en) | 2015-12-23 |
| JP2014163004A (ja) | 2014-09-08 |
| US10463203B2 (en) | 2019-11-05 |
| CN104718321A (zh) | 2015-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5699379B2 (ja) | タオル製品およびタオル製品の製造方法 | |
| JP5801984B2 (ja) | タオル製品 | |
| JP4697756B2 (ja) | タオル製品 | |
| EP2534987A1 (en) | Pile fabric | |
| US9963821B2 (en) | Moisture-management in hydrophilic fibers | |
| WO2019130579A1 (ja) | パイル織物 | |
| JP3152796U (ja) | 室内干しに好適なタオル | |
| JP2020171719A (ja) | 洗浄タオル地 | |
| US11441246B2 (en) | Towel product | |
| JPH0327149A (ja) | タオル地およびその製造方法 | |
| JP3179365U (ja) | パイル地 | |
| JP3210754U (ja) | タオル製品 | |
| HK1206400B (en) | Towel product, and manufacturing method for towel product | |
| TWM525707U (zh) | 毛巾製品 | |
| JP2011188959A (ja) | 浴用ボディタオル | |
| US20250228413A1 (en) | Quick dry towel | |
| KR100957842B1 (ko) | 의장사를 이용한 닦이용 포의 제조방법 | |
| CN223187189U (zh) | 一种基于改性涤纶丝的柔软舒适涤纶面料 | |
| JP4362846B2 (ja) | 身体洗浄具 | |
| JP3170003U (ja) | タオル地 | |
| JP3253708U (ja) | タオル地 | |
| KR102350246B1 (ko) | 유기농 목화사를 이용한 이중겹 친환경 타올 | |
| KR200383404Y1 (ko) | 은 나노입자를 함유하는 타월 | |
| JPH072483U (ja) | 立毛布帛 | |
| TWM471461U (zh) | 居家萬用超極細纖維布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14754814 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14442521 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014754814 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |