WO2014168011A1 - 空気入りタイヤ用インナーライナー - Google Patents
空気入りタイヤ用インナーライナー Download PDFInfo
- Publication number
- WO2014168011A1 WO2014168011A1 PCT/JP2014/058683 JP2014058683W WO2014168011A1 WO 2014168011 A1 WO2014168011 A1 WO 2014168011A1 JP 2014058683 W JP2014058683 W JP 2014058683W WO 2014168011 A1 WO2014168011 A1 WO 2014168011A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyether polyamide
- inner liner
- pneumatic tire
- acid
- polyamide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 0 CC(CO*C(C)OCCCCO*CN)N Chemical compound CC(CO*C(C)OCCCCO*CN)N 0.000 description 2
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/40—Polyamides containing oxygen in the form of ether groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0008—Compositions of the inner liner
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
- C08G69/265—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids from at least two different diamines or at least two different dicarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
Definitions
- the present invention relates to an inner liner for a pneumatic tire.
- EVOH ethylene-vinyl alcohol copolymer
- EVOH has an air permeation amount of 1/100 or less of the inner liner rubber composition containing butyl rubber, so that the internal pressure retention can be greatly improved even with a thickness of 50 ⁇ m or less. It is possible to reduce the weight. Therefore, in order to improve the air permeability of a pneumatic tire, an attempt has been made to use EVOH as an inner liner for a tire (see Japanese Patent Application Laid-Open No. 6-40207).
- this EVOH has a modulus of elasticity that is significantly higher than that of rubber used in ordinary tires, so that it sometimes breaks or cracks due to deformation during bending. For this reason, for example, when an inner liner made of EVOH is used, the internal pressure retention before use of the tire is greatly improved, but the internal pressure retention of the tire after use subjected to bending deformation during rolling of the tire is higher than that before use. The problem was that it could decrease.
- the present invention is excellent in gas barrier properties such as oxygen, suppresses deterioration of the tire internal skeleton rubber due to oxygen permeation and improves the durability of the tire, and at the same time, does not break or crack due to deformation at the time of bending,
- An object is to provide an inner liner for a pneumatic tire excellent in flexibility.
- the present inventors use a resin composition containing a polyether polyamide containing a structural unit derived from a polyetherdiamine compound having a specific structure as a diamine structural unit.
- the diamine structural unit includes a structural unit derived from the polyetherdiamine compound (a-1) and xylylenediamine (a-2) represented by the following general formula (1), and the dicarboxylic acid structural unit has 4 to 20 carbon atoms.
- An inner liner for a pneumatic tire formed by molding a resin composition containing a polyether polyamide (A) containing a structural unit derived from the ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3).
- A polyether polyamide
- a-3 a structural unit derived from the ⁇ , ⁇ -linear aliphatic dicarboxylic acid
- x + z represents 1 to 60
- y represents 1 to 50
- —OR 1 — is independently —OCH 2 CH 2 CH 2 —, —OCH (CH 3 ) CH 2 — or —OCH 2 CH ( CH 3 ) —
- —OR 2 — represents —OCH 2 CH 2 CH 2 CH 2 — or —OCH 2 CH 2 —.
- the gas barrier property such as oxygen is excellent, the deterioration of the tire internal skeleton rubber due to oxygen permeation is suppressed and the durability of the tire is improved, and at the same time, the fracture or the crack does not occur due to deformation at the time of bending
- An inner liner for a pneumatic tire excellent in flexibility can be provided.
- the inner liner for a pneumatic tire according to the present invention includes structural units derived from the polyetherdiamine compound (a-1) and xylylenediamine (a-2) whose diamine structural unit is represented by the general formula (1). And a resin composition containing a polyether polyamide (A) containing a structural unit derived from an ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms as a dicarboxylic acid structural unit. Become.
- the resin composition may further contain a thermoplastic resin other than the polyether polyamide (A) and other additives as necessary.
- the resin composition is not limited to the composition containing the polyether polyamide (A) and the thermoplastic resin other than the component (A) and other additives, but only the polyether polyamide (A). Cases are also included.
- the content of the polyether polyamide (A) with respect to the total amount of the resin composition used in the present invention is preferably 70 to 100% by mass, more preferably 80 to 100% by mass, still more preferably 90 to 100% by mass, and still more preferably. Is 95 to 100% by mass.
- the content of the polyether polyamide (A) is 70% by mass or more, it can be an inner liner for a pneumatic tire having good gas barrier properties, flex resistance, moldability, and flexibility.
- the polyether polyamide (A) used in the present invention is a structural unit derived from a polyetherdiamine compound (a-1) and a xylylenediamine (a-2) whose diamine structural unit is represented by the following general formula (1): And a dicarboxylic acid structural unit derived from an ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms.
- a dicarboxylic acid structural unit derived from an ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms.
- x + z represents 1 to 60
- y represents 1 to 50
- —OR 1 — is independently —OCH 2 CH 2 CH 2 —, —OCH (CH 3 ) CH 2 — or —OCH.
- 2 CH (CH 3 ) — and —OR 2 — represents —OCH 2 CH 2 CH 2 CH 2 — or —OCH 2 CH 2 —.
- the diamine structural unit constituting the polyether polyamide (A) includes a structural unit derived from the polyetherdiamine compound (a-1) and xylylenediamine (a-2) represented by the general formula (1).
- the total content of structural units derived from the polyetherdiamine compound (a-1) and xylylenediamine (a-2) in the diamine structural unit of the polyether polyamide (A) is preferably 50 to 100 mol%, More preferably, it is 70 to 100 mol%, further preferably 80 to 100 mol%, and still more preferably 90 to 100 mol%.
- the diamine structural unit constituting the polyether polyamide (A) includes a structural unit derived from the polyether diamine compound (a-1) represented by the general formula (1).
- (x + z) is 1 to 60, preferably 2 to 40, more preferably 2 to 30, still more preferably 2 to 20, and still more preferably 2 to 15.
- y is 1 to 50, preferably 1 to 40, more preferably 1 to 30, and still more preferably 1 to 20.
- —OR 1 — independently represents —OCH 2 CH 2 CH 2 —, —OCH (CH 3 ) CH 2 —, or —OCH 2 CH (CH 3 ) —.
- the number average molecular weight of the polyetherdiamine compound (a-1) is preferably 176 to 7000, more preferably 200 to 5000, still more preferably 300 to 3500, still more preferably 400 to 2500, and still more preferably 500 to 1800. It is.
- the average molecular weight of the polyetherdiamine compound is within the above range, a polymer that exhibits functions as an elastomer such as flexibility and rubber elasticity can be obtained, and the inner for a pneumatic tire having good flexibility at low temperatures A liner can be obtained.
- the polyether diamine compound (a-1) represented by the above general formula (1) is used from the viewpoint of forming an inner liner for a pneumatic tire having good gas barrier properties, flex resistance, moldability, and flexibility. Specifically, it is represented by the following general formula (1-1) or (1-2).
- x1 + z1 represents 1 to 60
- y1 represents 1 to 50
- —OR 1 — represents —OCH 2 CH 2 CH 2 —, —OCH (CH 3 ) CH 2 — or —OCH 2 represents CH (CH 3 ) —.
- x2 + z2 represents 1 to 60
- y2 represents 1 to 50
- —OR 1 — represents —OCH 2 CH 2 CH 2 —, —OCH (CH 3 ) CH 2 — or —OCH 2 CH (CH 3 ) — is represented.
- the value of (x1 + z1) is 1 to 60, preferably 2 to 40, more preferably 2 to 30, still more preferably 2 to 20, and still more preferably 2 to 15. .
- the numerical value of y1 is 1 to 50, preferably 1 to 40, more preferably 1 to 30, and still more preferably 1 to 20.
- the value of (x2 + z2) is 1 to 60, preferably 2 to 40, more preferably 2 to 30, still more preferably 2 to 20, and still more preferably 2 to 15. .
- the numerical value of y2 is 1 to 50, preferably 1 to 40, more preferably 1 to 30, and still more preferably 1 to 20.
- the number average molecular weight of the polyetherdiamine compound represented by the general formula (1-1) is preferably 204 to 7000, more preferably 250 to 5000, still more preferably 300 to 3500, still more preferably 400 to 2500, More preferably, it is 500-1800.
- the number average molecular weight of the polyetherdiamine compound represented by the general formula (1-2) is preferably 176 to 5700, more preferably 200 to 4000, still more preferably 300 to 3000, and still more preferably 400 to 2000, More preferably, it is 500-1800.
- polyether diamine compounds (a-1) may be used alone or in combination of two or more.
- the diamine structural unit constituting the polyether polyamide (A) includes a structural unit derived from xylylenediamine (a-2).
- xylylenediamine (a-2) metaxylylenediamine, paraxylylenediamine or a mixture thereof is preferable, metaxylylenediamine or a mixture of metaxylylenediamine and paraxylylenediamine is more preferable, More preferred is a mixture of xylylenediamine and paraxylylenediamine.
- the resulting polyether polyamide (A) has excellent mechanical properties and surface properties.
- the resulting polyether polyamide (A) has flexibility, crystallinity, melt moldability, moldability and Excellent toughness, high heat resistance and high elastic modulus.
- xylylenediamine (a-2) may be used alone or in combination of two or more.
- the ratio of paraxylylenediamine to the total amount of metaxylylenediamine and paraxylylenediamine is preferably It is 90 mol% or less, more preferably 80 mol% or less, still more preferably 70 mol% or less, and still more preferably 5 to 70 mol%. If the ratio of paraxylylenediamine is within the above range, the melting point of the polyether polyamide obtained is preferable because it is not close to the decomposition temperature of the polyether polyamide.
- the proportion of the structural unit derived from xylylenediamine (a-2) in the diamine structural unit of the polyether polyamide (A) is good in all of gas barrier properties, flex resistance, moldability, and flexibility. From the viewpoint of forming an inner liner for a filled tire, it is preferably 50 to 99 mol%, more preferably 70 to 97 mol%, still more preferably 75 to 95 mol%, still more preferably 80 to 95 mol%.
- the diamine structural unit constituting the polyether polyamide (A) is derived from the polyether diamine compound (a-1) and the xylylenediamine (a-2) represented by the general formula (1).
- a structural unit is included, the structural unit derived from other diamine compounds may be included as long as the effects of the present invention are not impaired.
- diamine compounds that can constitute diamine structural units other than the polyetherdiamine compound (a-1) and xylylenediamine (a-2) include tetramethylenediamine, pentamethylenediamine, 2-methylpentanediamine, hexamethylenediamine, Aliphatic diamines such as heptamethylenediamine, octamethylenediamine, nonamethylenediamine, decamethylenediamine, dodecamethylenediamine, 2,2,4-trimethyl-hexamethylenediamine, 2,4,4-trimethylhexamethylenediamine; 3-bis (aminomethyl) cyclohexane, 1,4-bis (aminomethyl) cyclohexane, 1,3-diaminocyclohexane, 1,4-diaminocyclohexane, bis (4-aminocyclohexyl) methane, 2,2-bis (4 -A Nocyclohexyl) propane, bis (aminomethyl)
- the dicarboxylic acid structural unit includes a structural unit derived from an ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms.
- the content of the structural unit derived from the ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms in the dicarboxylic acid structural unit of the polyether polyamide (A) is preferably 50 to 100.
- the mol% more preferably 70 to 100 mol%.
- Examples of the ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms include succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, and 1,10-decane.
- Examples thereof include dicarboxylic acid, 1,11-undecanedicarboxylic acid, 1,12-dodecanedicarboxylic acid and the like.
- adipic acid and sebacic acid are more preferable from the viewpoint of crystallinity and high elasticity, and adipic acid is more preferable from the viewpoint of gas barrier properties in addition to crystallinity and high elasticity.
- These dicarboxylic acids may be used alone or in combination of two or more.
- the dicarboxylic acid structural unit constituting the polyether polyamide (A) includes a structural unit derived from an ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms. As long as the effects of the present invention are not impaired, structural units derived from other dicarboxylic acids may be included.
- dicarboxylic acid that can constitute the dicarboxylic acid structural unit other than the ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms
- dicarboxylic acids such as oxalic acid and malonic acid
- terephthalic acid examples thereof include aromatic dicarboxylic acids such as isophthalic acid and 2,6-naphthalenedicarboxylic acid, but are not limited thereto.
- Molar ratio of ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms and isophthalic acid ( ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms) / Isophthalic acid) is preferably 50/50 to 99/1, more preferably 70/30 to 95/5.
- Polyether polyamide (A) is a highly crystalline polyamide block formed from xylylenediamine (a-2) and ⁇ , ⁇ -linear aliphatic dicarboxylic acid (a-3) having 4 to 20 carbon atoms.
- a polyether segment derived from the polyetherdiamine compound (a-1) as a hard segment as a hard segment, the resulting inner liner for a pneumatic tire has gas barrier properties, flex resistance, moldability, and flexibility. , Both can be good.
- the relative viscosity of the polyether polyamide (A) is preferably in the range of 1.1 to 3.0, more preferably in the range of 1.1 to 2.9, and still more preferably in the range of 1.1 to 2.8. .
- the relative viscosity of the polyether polyamide (A) was measured in the same manner as the drop time (t) measured at 25 ° C. with a Cannon Fenceke viscometer after dissolving 0.2 g of a sample in 20 mL of 96 mass% sulfuric acid.
- the melting point (Tm) of the polyether polyamide (A) is preferably in the range of 170 to 270 ° C., more preferably in the range of 175 to 270 ° C., and still more preferably in the range of 180 to 270 ° C. from the viewpoint of heat resistance and melt moldability.
- the range is more preferably 185 to 260 ° C.
- fusing point of polyether polyamide (A) is measured using the differential scanning calorimeter, and specifically means the value measured by the method as described in an Example.
- the number average molecular weight (Mn) of the polyether polyamide (A) is preferably 1000 to 50000, more preferably 3000 to 30000, still more preferably 5000 to 25000, and still more preferably 7000 to 22000.
- the number average molecular weight (Mn) of polyether polyamide (A) means the value measured by the method as described in an Example.
- the production of the polyether polyamide (A) is not particularly limited, and can be carried out by any method and under any polymerization conditions.
- a diamine component a diamine such as a polyetherdiamine compound (a-1) and xylylenediamine (a-2)
- a dicarboxylic acid component an ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 20 carbon atoms
- a salt comprising a dicarboxylic acid such as -3 is heated in a pressurized state in the presence of water and polymerized in a molten state while removing added water and condensed water. can do.
- a diamine component (a diamine such as a polyetherdiamine compound (a-1) and xylylenediamine (a-2)) is a dicarboxylic acid component in a molten state (an ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 20 carbon atoms).
- the polyether polyamide (A) can also be produced by a method in which it is directly added to the acid (dicarboxylic acid such as (a-3)) and polycondensed under normal pressure.
- the diamine component in order to keep the reaction system in a uniform liquid state, the diamine component is continuously added to the dicarboxylic acid component, and the reaction system is raised so that the reaction temperature does not fall below the melting point of the generated oligoamide and polyamide resins. The polycondensation proceeds while warming.
- the polyether diamine compound (a-1) may be previously charged in the reaction tank together with the dicarboxylic acid component.
- a diamine component other than the polyether diamine compound (a-1) is continuously added to the dicarboxylic acid component, and during this time, an oligoamide and a polyamide that generate a reaction temperature.
- the polycondensation proceeds while raising the temperature of the reaction system so that it does not fall below the melting point of the resin.
- Diamine component (diamine such as polyetherdiamine compound (a-1) and xylylenediamine (a-2)) and dicarboxylic acid component ( ⁇ , ⁇ -linear aliphatic dicarboxylic acid having 4 to 20 carbon atoms (a- 3) and the like (diamine component / dicarboxylic acid component) is preferably 0.9 to 1.1, more preferably 0.93 to 1.07, and still more preferably 0.95 to 1. 0.05, and more preferably 0.97 to 1.02. If the molar ratio is within the above range, high molecular weight tends to proceed.
- the polymerization temperature is preferably 150 to 300 ° C, more preferably 160 to 280 ° C, still more preferably 170 to 270 ° C.
- the polymerization temperature is within the above temperature range, the polymerization reaction proceeds rapidly.
- the thermal decomposition of the monomer, the oligomer in the middle of polymerization, the polymer, etc. hardly occurs, the properties of the obtained polyether polyamide are good.
- the polymerization time after starting to add the diamine component is preferably 1 to 5 hours.
- the molecular weight of the polyether polyamide (A) can be sufficiently increased, and coloring of the obtained polyether polyamide can be suppressed.
- the polyether polyamide (A) is preferably produced by a melt polycondensation (melt polymerization) method with the addition of a phosphorus atom-containing compound.
- a melt polycondensation method a method in which a diamine component is dropped into a dicarboxylic acid component melted at normal pressure and polymerized in a molten state while removing condensed water is preferable.
- the polyether diamine compound (a-1) is previously charged and melted in the reaction tank together with the dicarboxylic acid component, and the xylylenediamine component is dropped into the reaction tank to remove condensed water.
- a method of polymerizing in a molten state is more preferable.
- a phosphorus atom-containing compound can be added as long as the characteristics are not inhibited.
- Phosphorus atom-containing compounds that can be added include dimethylphosphinic acid, phenylmethylphosphinic acid, hypophosphorous acid, sodium hypophosphite, calcium hypophosphite, potassium hypophosphite, lithium hypophosphite, ethyl hypophosphite , Phenylphosphonous acid, sodium phenylphosphonite, potassium phenylphosphonite, lithium phenylphosphonite, ethyl phenylphosphonite, phenylphosphonic acid, ethylphosphonic acid, sodium phenylphosphonate, potassium phenylphosphonate, phenylphosphone Lithium phosphate, diethyl phenylphosphonate, sodium ethylphosphonate, potassium ethylphosphonate, phosphorous acid, sodium
- hypophosphorous acid such as sodium hypophosphite, potassium hypophosphite, lithium hypophosphite and the like from the viewpoint of high effect of promoting amidation reaction and excellent anti-coloring effect Metal salts are preferred, and sodium hypophosphite is more preferred.
- the phosphorus atom containing compound which can be used by this invention is not limited to these compounds.
- the amount of the phosphorus atom-containing compound added to the polycondensation system is preferably 1 to 1000 ppm, more preferably in terms of phosphorus atom concentration in the polyether polyamide (A), from the viewpoint of good appearance and moldability. 5 to 1000 ppm, more preferably 10 to 1000 ppm.
- an alkali metal compound in combination with the phosphorus atom-containing compound into the polycondensation system of the polyether polyamide (A).
- a sufficient amount of the phosphorus atom-containing compound needs to be present in order to prevent the polymer from being colored during the polycondensation, but in some cases, the polymer may be gelled. Therefore, it is preferable to coexist an alkali metal compound in order to adjust the amidation reaction rate.
- an alkali metal hydroxide or an alkali metal acetate is preferable.
- Specific examples of the alkali metal compound include lithium hydroxide, sodium hydroxide, potassium hydroxide, rubidium hydroxide, cesium hydroxide, lithium acetate, sodium acetate, potassium acetate, rubidium acetate, cesium acetate and the like.
- the value obtained by dividing the number of moles of the compound by the number of moles of the phosphorus atom-containing compound is preferably 0.50 to 1.00, more preferably 0.55 to 0. .95, more preferably 0.60 to 0.90.
- the polycondensation reaction rate decreases, the thermal history of the polymer increases, An increase in gelation can be avoided.
- the sodium atom concentration is preferably 1 to 500 ppm, more preferably 10 to 300 ppm, and still more preferably 20 to 200 ppm.
- the reactivity when synthesizing the polyether polyamide is good, it is easy to control to an appropriate molecular weight range, and furthermore, the amount of alkali metal compound to be blended for the purpose of adjusting the amidation reaction rate described above can be reduced. Can be reduced.
- the polyether polyamide (A) obtained by melt polycondensation is once taken out from the polymerization system, pelletized, and then used after drying. Further, in order to further increase the polymerization degree of the polyether polyamide (A), the polyether polyamide (A) may be subjected to solid phase polymerization.
- a heating device used in the drying treatment and solid phase polymerization a known device can be used. However, a continuous heating drying device, and a rotary drum type called a tumble dryer, a conical dryer, a rotary dryer or the like. A heating device and a rotary drum type heating device having a rotating blade inside called a Nauta mixer can be preferably used, but without being limited thereto, a known method and a known device may be used. it can.
- the resin composition used in the present invention may further contain a thermoplastic resin other than the component (A) as long as the effects of the present invention are not impaired.
- a thermoplastic resin other than the component (A) By containing the thermoplastic resin, the mechanical properties and the like of the obtained inner liner for a pneumatic tire can be improved.
- the resin composition used in the present invention contains the polyether polyamide (A)
- the pneumatic tire has sufficiently excellent characteristics even if it does not contain a thermoplastic resin other than the component (A).
- An inner liner can be obtained.
- the content of the thermoplastic resin other than the polyether polyamide (A) contained in the resin composition used in the present invention is preferably 0 to 30% by mass, more preferably 0 to 10% by mass, The content is preferably 0 to 5% by mass.
- thermoplastic resin other than the component (A) contained in the resin composition examples include a polyamide resin, a polyester resin, a polyolefin resin, and an acrylic resin.
- Polyamide resins include polycaproamide (nylon 6), polyundecanamide (nylon 11), polydodecanamide (nylon 12), polytetramethylene adipamide (nylon 46), polyhexamethylene adipamide (nylon 66) , Polyhexamethylene azelamide (nylon 69), polyhexamethylene sebamide (nylon 610), polyundecamethylene adipamide (nylon 116), polyhexamethylene dodecamide (nylon 612), polyhexamethylene terephthalamide (Nylon 6T (T represents a terephthalic acid component unit; the same applies hereinafter)), polyhexamethylene isophthalamide (Nylon 6I (I represents an isophthalic acid component unit; the same applies hereinafter)), polyhexamethylene terephthalate Isophthalami (Nylon 6TI), polyheptamethylene terephthalamide (nylon 9T), polymetaxylylene adipamide (nylon MXD6 (MX
- Polyester resins include polyethylene terephthalate resin, polyethylene terephthalate-isophthalate copolymer resin, polyethylene-1,4-cyclohexanedimethylene-terephthalate copolymer resin, polyethylene-2,6-naphthalene dicarboxylate resin, polyethylene-2,6 -Naphthalene dicarboxylate-terephthalate copolymer resin, polyethylene-terephthalate-4,4'-biphenyldicarboxylate copolymer resin, poly-1,3-propylene-terephthalate resin, polybutylene terephthalate resin, polybutylene-2,6- And naphthalene dicarboxylate resin.
- polyethylene terephthalate resin, polyethylene terephthalate-isophthalate copolymer resin, polybutylene terephthalate resin, and polyethylene-2,6-naphthalenedicarboxylate resin are preferable.
- polystyrene resin examples include polyethylene such as low density polyethylene (LDPE), linear low density polyethylene (LLDPE), very low density polyethylene (VLDPE), medium density polyethylene (MDPE), and high density polyethylene (HDPE);
- polyethylene such as low density polyethylene (LDPE), linear low density polyethylene (LLDPE), very low density polyethylene (VLDPE), medium density polyethylene (MDPE), and high density polyethylene (HDPE);
- polypropylene such as a polymer, a random or block copolymer of propylene and ethylene or ⁇ -olefin, and a mixture of two or more of these.
- Most of polyethylene is a copolymer of ethylene and ⁇ -olefin.
- the polyolefin resin includes a modified polyolefin resin modified with a small amount of a carboxyl group-containing monomer such as acrylic acid, maleic acid, methacrylic acid, maleic anhydride, fumaric acid, itaconic acid and the like.
- the modification is usually performed by copolymerization or graft modification.
- Acrylic resins include (meth) acrylic acid ester homopolymers, copolymers of two or more different (meth) acrylic acid ester monomers, or copolymers of (meth) acrylic acid esters and other monomers. Can be mentioned. Specifically, methyl poly (meth) acrylate, poly (meth) ethyl acrylate, poly (meth) propyl acrylate, poly (meth) butyl acrylate, methyl (meth) acrylate-butyl (meth) acrylate (Meth) acrylics such as copolymers, ethyl (meth) acrylate-butyl (meth) acrylate copolymers, ethylene-methyl (meth) acrylate copolymers, styrene-methyl (meth) acrylate copolymers Examples include (meth) acrylic resins made of a homopolymer or a copolymer containing an acid ester.
- the resin composition used in the present invention may contain other additives as long as the effects of the present invention are not impaired.
- Other additives include vulcanizing agents, vulcanization accelerators, vulcanization retarders, antioxidants, anti-aging agents, UV absorbers, lubricants, plasticizers, flame retardants, fillers, reinforcing agents, and tackifiers. However, it is not limited to these.
- the content of the above-mentioned other additives contained in the resin composition used in the present invention is not particularly limited as long as it does not impair the effects of the present invention, but is 100 parts by mass of the polyether polyamide (A). On the other hand, it is preferably 0 to 10 parts by mass, more preferably 0 to 5 parts by mass.
- Method of manufacturing inner liner for pneumatic tire As a manufacturing method of the inner liner for pneumatic tires of the present invention, it can be manufactured by a known method. For example, a resin composition is prepared using the above-described polyether polyamide (A) and other resins and other additives than the above-described component (A) that are added as necessary, and the resin composition is used. In addition, there is a method of kneading with a screw extruder, a roll or the like and obtaining an inner liner for a pneumatic tire having an arbitrary thickness by a known molding method. Examples of the method for preparing the resin composition include a method of mixing with a tumbler, a mixer, a blender or the like.
- the molding method examples include injection molding, extrusion molding, compression molding, and calendar molding.
- the melting point of the polyether polyamide (A) is preferably Tm (° C.) to Tm (° C.) to Tm + 80 (° C.). More preferably, it is Tm (° C.) to Tm + 60 (° C.).
- FIG. 1 is a partial cross-sectional view showing an example of a pneumatic tire 7 along the tread width direction and the tire radial direction.
- the pneumatic tire 7 includes a bead core 1, a carcass 2 wound around the bead core 1, an inner liner 3 disposed inside the carcass 2 in the tire radial direction, and a tire radial direction of a crown portion of the carcass 2.
- the belt portion includes two belt layers 4 disposed on the outer side, and a tread portion 5 and a sidewall portion 6 disposed on the outer side in the tire radial direction of the belt portion. This inner liner 3 is formed from the resin composition.
- the thickness of the inner liner for a pneumatic tire of the present invention is preferably 10 to 1000 ⁇ m, more preferably 30 to 900 ⁇ m, and still more preferably, from the viewpoints of maintaining good gas barrier properties, flex resistance, etc., and weight reduction. 50 to 800 ⁇ m.
- the tensile elongation at break (measurement temperature 23 ° C., humidity 50% RH (relative humidity)) of the inner liner for a pneumatic tire of the present invention is preferably 100% or more, more preferably 200% or more, from the viewpoint of flexibility. More preferably, it is 250% or more, more preferably 300% or more.
- the tensile elastic modulus (measurement temperature 23 ° C., humidity 50% RH) of the inner liner for a pneumatic tire of the present invention is preferably 100 MPa or more, more preferably 200 MPa or more, and still more preferably 300 MPa from the viewpoint of flexibility and mechanical strength. As mentioned above, More preferably, it is 400 MPa or more, More preferably, it is 500 MPa or more. Measurement of tensile modulus and tensile elongation at break is performed according to JIS K7161.
- the polyether polyamide or polyamide obtained in the following production examples The glass transition temperature Tg, the crystallization temperature Tch, and the melting point Tm were determined.
- Production Example 1 Production of Polyether Polyamide A1
- a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet and a condensed water outlet, 748.33 g of sebacic acid, sodium hypophosphite monohydrate 0
- 6565 g and 0.4572 g of sodium acetate were charged and the inside of the container was sufficiently replaced with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- Production Example 2 Production of Polyether Polyamide A2
- a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet
- 667.43 g of sebacic acid, sodium hypophosphite monohydrate 0
- 6587 g and 0.4588 g of sodium acetate were charged and the inside of the container was sufficiently purged with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- Production Example 5 Production of Polyether Polyamide A5
- a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet
- 555.37 g of adipic acid, sodium hypophosphite monohydrate 0 6.490 g and 0.4521 g of sodium acetate were charged and the inside of the container was sufficiently replaced with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- Production Example 6 Production of Polyether Polyamide A6
- a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet was charged with 584.60 g of adipic acid and sodium hypophosphite monohydrate 0. .6626 g and 0.4616 g of sodium acetate were charged, and the inside of the container was sufficiently purged with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- Production Example 7 Production of Polyether Polyamide A7
- a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet
- 58.460 g of adipic acid, sodium hypophosphite monohydrate 6832 g and 0.4759 g of sodium acetate were charged, and the inside of the container was sufficiently replaced with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- Production Example 8 Production of Polyether Polyamide A8 In a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet, 58.460 g of adipic acid, sodium hypophosphite monohydrate 6613 g and 0.4606 g of sodium acetate were charged, and the inside of the container was sufficiently replaced with nitrogen, and then the components added at 170 ° C. were melted while supplying nitrogen gas at 20 ml / min.
- polyamide B1 While gradually raising the temperature inside the container to 260 ° C., 544.80 g of metaxylylenediamine (MXDA) (manufactured by Mitsubishi Gas Chemical Co., Ltd.) was dropped therein and polymerized for about 2 hours to obtain polyamide B1.
- MXDA metaxylylenediamine
- MXDA metaxylylenediamine
- PXDA paraxylylenediamine
- Production Example 11 Production of Polyether Polyamide B3 12-Aminolauric acid (manufactured by Tokyo Chemical Industry Co., Ltd.) 753. was added to a reaction vessel having a volume of about 3 L equipped with a stirrer, a nitrogen gas inlet, and a condensed water outlet. 66 g, adipic acid 56.84 g, sodium hypophosphite monohydrate 0.5798 g and sodium acetate 0.4038 g were charged, the inside of the container was sufficiently replaced with nitrogen, and nitrogen gas was further introduced into the container at 20 ml / min. The components added at 170 ° C. were melted while feeding.
- polyetherdiamine manufactured by HUNTSMAN, USA, trade name: “Jeffamine (registered trademark) XTJ-542”, details are the same as above
- polymerization was carried out for about 2 hours to obtain polyether polyamide B3.
- Examples 1 to 8, Comparative Examples 1 to 3 Using the resin composition comprising the polyether polyamide or polyamide produced in the above Production Examples 1 to 11 of the type shown in Table 1, extrusion molding was performed at the melting point Tm + 20 to the melting point Tm + 30 ° C. of the polyether polyamide or polyamide, and the following physical properties were obtained.
- a test piece for evaluation a film-shaped molded body having a thickness of 100 ⁇ m was prepared.
- injection molding was performed at a melting point Tm + 20 to a melting point Tm + 30 ° C.
- Tensile test (tensile elongation at break) This was performed according to JIS K-7161. The produced test piece having a thickness of 100 ⁇ m was cut out to 10 mm ⁇ 100 mm, and using a strograph manufactured by Toyo Seiki Seisakusho Co., Ltd. under the conditions of a measurement temperature of 23 ° C., a humidity of 50% RH, a distance between chucks of 50 mm, and a tensile speed of 50 mm / min. A tensile test was performed to determine the tensile elongation at break.
- Examples 1 to 8 had excellent bending properties at low temperature ( ⁇ 30 ° C.), room temperature (30 ° C.) and high temperature (120 ° C.), and good gas barrier properties. . Therefore, when the resin compositions of Examples 1 to 8 are used as an inner liner for a pneumatic tire, it is considered that the durability of the pneumatic tire can be improved. On the other hand, in Comparative Examples 1 and 2, cracks occurred during the measurement test of the flexural modulus at low temperatures, resulting in poor bending characteristics at low temperatures. Furthermore, Comparative Example 3 has a problem in that the value of the flexural modulus at a high temperature is low and the mechanical strength is lowered when used at a high temperature. Further, in the gas barrier property test, since the oxygen permeation amount was excessive and overranged, measurement was impossible and the gas barrier property was inferior.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polyamides (AREA)
- Tires In General (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
空気遮断層としてのインナーライナーの主原料にブチルゴム、ハロゲン化ブチルゴム等を使用している。しかしながら、これらを配合したゴム組成物では、その空気遮断性が低いために、インナーライナーの厚さが1~2mm前後必要であった。これは、耐酸素透過性に優れると共に、耐屈曲性が高く、かつ近年の省エネルギーの社会的な要請に伴い、自動車タイヤの軽量化を目的とした薄ゲージ化可能な部材が見出されていなかったためである。
すなわち、本発明は、下記の空気入りタイヤ用インナーライナーを提供する。
ジアミン構成単位が下記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含み、ジカルボン酸構成単位が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位を含む、ポリエーテルポリアミド(A)を含有する樹脂組成物を成形してなる、空気入りタイヤ用インナーライナー。

本発明の空気入りタイヤ用インナーライナーは、ジアミン構成単位が上記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含み、ジカルボン酸構成単位が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位を含む、ポリエーテルポリアミド(A)を含有する樹脂組成物を成形してなる。
当該樹脂組成物は、必要に応じて、さらにポリエーテルポリアミド(A)以外の熱可塑性樹脂、及びその他の添加剤を含有してもよい。
なお、本発明において当該樹脂組成物は、ポリエーテルポリアミド(A)と共に(A)成分以外の熱可塑性樹脂及びその他の添加剤を含有する組成物に限らず、ポリエーテルポリアミド(A)のみからなる場合も含まれる。
ポリエーテルポリアミド(A)の含有量が70質量%以上であれば、ガスバリア性、耐屈曲性、成形性、及び柔軟性のいずれもが良好な空気入りタイヤ用インナーライナーとなり得る。
本発明に用いられるポリエーテルポリアミド(A)は、ジアミン構成単位が下記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含み、ジカルボン酸構成単位が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位を含む。
本発明において、ポリエーテルポリアミド(A)を含有する樹脂組成物を成形材料として用いることで、ガスバリア性、耐屈曲性、成形性、及び柔軟性のいずれもが良好な空気入りタイヤ用インナーライナーとなり得る。

ポリエーテルポリアミド(A)を構成するジアミン構成単位は、上記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含む。
ポリエーテルポリアミド(A)のジアミン構成単位中における、ポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位の合計含有量は、好ましくは50~100モル%、より好ましくは70~100モル%、更に好ましくは80~100モル%、より更に好ましくは90~100モル%である。
ポリエーテルポリアミド(A)を構成するジアミン構成単位は、上記一般式(1)で表されるポリエーテルジアミン化合物(a-1)に由来する構成単位を含む。
上記一般式(1)における(x+z)は1~60であり、好ましくは2~40、より好ましくは2~30、更に好ましくは2~20、より更に好ましくは2~15である。
また、yは1~50であり、好ましくは1~40、より好ましくは1~30、更に好ましくは1~20である。
x、y及びzの値が上記範囲より大きい場合、溶融重合の反応途中に生成するキシリレンジアミンとジカルボン酸とからなるオリゴマー及びポリマーとの相溶性が低くなり、重合反応が進行しづらくなる。
また、上記一般式(1)における-OR1-は各々独立に-OCH2CH2CH2-、-OCH(CH3)CH2-又は-OCH2CH(CH3)-を表す。
ポリエーテルジアミン化合物の平均分子量が上記範囲内であれば、柔軟性及びゴム弾性等のエラストマーとしての機能を発現するポリマーを得ることができ、低温時での柔軟性が良好な空気入りタイヤ用インナーライナーを得ることができる。

また、上記一般式(1-2)中、x2+z2は1~60、y2は1~50を表し、-OR1-は-OCH2CH2CH2-、-OCH(CH3)CH2-又は-OCH2CH(CH3)-を表す。
上記一般式(1-2)における(x2+z2)の数値は1~60であり、好ましくは2~40、より好ましくは2~30、更に好ましくは2~20、より更に好ましくは2~15である。また、y2の数値は1~50であり、好ましくは1~40、より好ましくは1~30、更に好ましくは1~20である。
上記一般式(1-2)で表されるポリエーテルジアミン化合物の数平均分子量は、好ましくは176~5700、より好ましくは200~4000、更に好ましくは300~3000、より更に好ましくは400~2000、より更に好ましくは500~1800である。
ポリエーテルポリアミド(A)を構成するジアミン構成単位は、キシリレンジアミン(a-2)に由来する構成単位を含む。
キシリレンジアミン(a-2)としては、メタキシリレンジアミン、パラキシリレンジアミン又はこれらの混合物が好ましく、メタキシリレンジアミン、又はメタキシリレンジアミンとパラキシリレンジアミンとの混合物がより好ましく、メタキシリレンジアミンとパラキシリレンジアミンとの混合物が更に好ましい。
キシリレンジアミン(a-2)がメタキシリレンジアミンに由来する場合、得られるポリエーテルポリアミド(A)は、機械的特性及び表面特性に優れたものとなる。
キシリレンジアミン(a-2)が、メタキシリレンジアミンとパラキシリレンジアミンとの混合物に由来する場合、得られるポリエーテルポリアミド(A)は柔軟性、結晶性、溶融成形性、成形加工性及び靭性に優れ、さらに高耐熱性及び高弾性率を示す。
パラキシリレンジアミンの割合が上記範囲であれば、得られるポリエーテルポリアミドの融点が、該ポリエーテルポリアミドの分解温度に近接せず、好ましい。
ポリエーテルポリアミド(A)を構成するジアミン構成単位として、上述したように、上記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含むが、本発明の効果を損なわない範囲であれば、その他のジアミン化合物に由来する構成単位を含んでもよい。
その他のジアミン化合物は、単独で又は2種以上を組み合わせて用いてもよい。
ポリエーテルポリアミド(A)は、ジカルボン酸構成単位が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位を含む。
ポリエーテルポリアミド(A)のジカルボン酸構成単位中における、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位の含有量は、好ましくは50~100モル%、より好ましくは70~100モル%である。
これらの中でも、結晶性、高弾性の観点から、アジピン酸、セバシン酸がより好ましく、結晶性、高弾性に加えてガスバリア性の観点からはアジピン酸がより好ましい。これらのジカルボン酸は、単独で又は2種以上を組み合わせて用いてもよい。
炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)以外のジカルボン酸構成単位を構成しうるジカルボン酸としては、シュウ酸、マロン酸等の脂肪族ジカルボン酸;テレフタル酸、イソフタル酸、2,6-ナフタレンジカルボン酸等の芳香族ジカルボン酸類等を例示できるが、これらに限定されるものではない。
炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)とイソフタル酸とのモル比(炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)/イソフタル酸)は、50/50~99/1が好ましく、70/30~95/5がより好ましい。
ポリエーテルポリアミド(A)は、キシリレンジアミン(a-2)と炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)とから形成される高結晶性のポリアミドブロックをハードセグメントとし、ポリエーテルジアミン化合物(a-1)由来のポリエーテルブロックをソフトセグメントとすることで、得られる空気入りタイヤ用インナーライナーについて、ガスバリア性、耐屈曲性、成形性、及び柔軟性を、いずれも良好にすることができる。
なお、ポリエーテルポリアミド(A)の相対粘度は、試料0.2gを96質量%硫酸20mLに溶解し、キャノンフェンスケ型粘度計にて25℃で測定した落下時間(t)と、同様に測定した96質量%硫酸そのものの落下時間(t0)の比であり、次式で示される。
相対粘度=t/t0
なお、ポリエーテルポリアミド(A)の融点は、示差走査熱量計を用いて測定され、具体的には、実施例に記載の方法で測定された値を意味する。
なお、ポリエーテルポリアミド(A)の数平均分子量(Mn)は、実施例に記載の方法で測定された値を意味する。
ポリエーテルポリアミド(A)の製造は、特に限定されるものではなく、任意の方法で、任意の重合条件により行うことができる。
例えば、ジアミン成分(ポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)等のジアミン)とジカルボン酸成分(炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)等のジカルボン酸)とからなる塩を水の存在下に加圧状態で昇温し、加えた水及び縮合水を除きながら溶融状態で重合させる方法によりポリエーテルポリアミド(A)を製造することができる。
この際、ジアミン成分のうち、ポリエーテルジアミン化合物(a-1)については、ジカルボン酸成分とともに予め反応槽内に仕込んでおいてもよい。ポリエーテルジアミン化合物(a-1)を予め反応槽内に仕込んでおくことで、ポリエーテルジアミン化合物(a-1)の熱劣化を抑制することができる。その場合もまた、反応系を均一な液状態で保つために、ポリエーテルジアミン化合物(a-1)以外のジアミン成分をジカルボン酸成分に連続的に加え、その間、反応温度が生成するオリゴアミド及びポリアミド樹脂の融点よりも下回らないように反応系を昇温しつつ、重縮合が進められる。
添加できるリン原子含有化合物としては、ジメチルホスフィン酸、フェニルメチルホスフィン酸、次亜リン酸、次亜リン酸ナトリウム、次亜リン酸カルシウム、次亜リン酸カリウム、次亜リン酸リチウム、次亜リン酸エチル、フェニル亜ホスホン酸、フェニル亜ホスホン酸ナトリウム、フェニル亜ホスホン酸カリウム、フェニル亜ホスホン酸リチウム、フェニル亜ホスホン酸エチル、フェニルホスホン酸、エチルホスホン酸、フェニルホスホン酸ナトリウム、フェニルホスホン酸カリウム、フェニルホスホン酸リチウム、フェニルホスホン酸ジエチル、エチルホスホン酸ナトリウム、エチルホスホン酸カリウム、亜リン酸、亜リン酸水素ナトリウム、亜リン酸ナトリウム、亜リン酸トリエチル、亜リン酸トリフェニル、ピロ亜リン酸等が挙げられる。
これらの中でも、アミド化反応を促進する効果が高く、且つ優れた着色防止効果を有するとの観点から、次亜リン酸ナトリウム、次亜リン酸カリウム、次亜リン酸リチウム等の次亜リン酸金属塩が好ましく、次亜リン酸ナトリウムがより好ましい。
重縮合系内に添加するリン原子含有化合物の添加量は、良好な外観及び成形加工性の観点から、ポリエーテルポリアミド(A)中のリン原子濃度換算で、好ましくは1~1000ppm、より好ましくは5~1000ppm、更に好ましくは10~1000ppmである。
加えて、重縮合中のポリマーの着色を防止するためにはリン原子含有化合物を十分な量存在させる必要があるが、場合によってはポリマーのゲル化を招くおそれがある。そのため、アミド化反応速度を調整するためにもアルカリ金属化合物を共存させることが好ましい。
具体的なアルカリ金属化合物としては、水酸化リチウム、水酸化ナトリウム、水酸化カリウム、水酸化ルビジウム、水酸化セシウム、酢酸リチウム、酢酸ナトリウム、酢酸カリウム、酢酸ルビジウム、酢酸セシウム等が挙げられる。
上記範囲内であると、リン原子含有化合物のアミド化反応促進を適度に抑制する効果があり、反応を抑制しすぎることにより重縮合反応速度が低下し、ポリマーの熱履歴が増加してポリマーのゲル化が増大することを避けることができる。
上記の範囲であると、ポリエーテルポリアミドを合成する際の反応性がよく、適切な分子量範囲にコントロールしやすく、さらに、前述のアミド化反応速度調整の目的で配合するアルカリ金属化合物の使用量を少なくすることができる。また、ポリエーテルポリアミドを溶融成形する際に粘度増加を抑制することができ、成形性が良好となると共に、成形加工時にコゲの発生を抑制できることから、得られる空気入りタイヤ用インナーライナーの品質が向上する傾向にある。
乾燥処理及び固相重合で用いられる加熱装置としては、公知の装置を使用することができるが、連続式の加熱乾燥装置、及びタンブルドライヤー、コニカルドライヤー、ロータリードライヤー等と称される回転ドラム式の加熱装置、並びにナウタミキサーと称される内部に回転翼を備えた回転ドラム式の加熱装置が好適に使用できるが、これらに限定されることなく公知の方法、及び公知の装置を使用することができる。
本発明で用いる樹脂組成物は、本発明の効果を損なわない程度で、更に(A)成分以外の熱可塑性樹脂を含んでもよい。
熱可塑性樹脂を含有することで、得られる空気入りタイヤ用インナーライナーの機械的特性等を向上させることができる。
また、(A)成分以外の熱可塑性樹脂の含有量が多すぎると、(A)成分との相溶性が低下し、ポリエーテルポリアミド(A)が有している機械的特性及び表面特性が損なわれる場合がある。
上記観点から、本発明で用いる樹脂組成物中に含まれる、ポリエーテルポリアミド(A)以外の熱可塑性樹脂の含有量は、好ましくは0~30質量%、より好ましくは0~10質量%、更に好ましくは0~5質量%である。
これらの中でも、ポリエチレンテレフタレート樹脂、ポリエチレンテレフタレート-イソフタレート共重合樹脂、ポリブチレンテレフタレート樹脂、ポリエチレン-2,6-ナフタレンジカルボキシレート樹脂が好ましい。
なお、ポリエチレンの多くは、エチレンとα-オレフィンとの共重合体である。
また、ポリオレフィン樹脂には、少量のアクリル酸、マレイン酸、メタクリル酸、無水マレイン酸、フマル酸、イタコン酸等のカルボキシル基含有単量体によって変性された変性ポリオレフィン樹脂が含まれる。変性は、通常、共重合又はグラフト変性によって行われる。
具体的には、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸プロピル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル-(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸エチル-(メタ)アクリル酸ブチル共重合体、エチレン-(メタ)アクリル酸メチル共重合体、スチレン-(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなる(メタ)アクリル樹脂が挙げられる。
本発明で用いる樹脂組成物は、本発明の効果を損なわない範囲で、その他の添加剤を含有してもよい。
その他の添加剤としては、加硫剤、加硫促進剤、加硫遅延剤、酸化防止剤、老化防止剤、紫外線吸収剤、滑剤、可塑剤、難燃剤、充填剤、補強剤、粘着付与剤等が挙げられるが、これらに限定されるものではない。
本発明の空気入りタイヤ用インナーライナーの製造方法としては、公知の方法により製造することができる。
例えば、上述のポリエーテルポリアミド(A)と、必要に応じて添加される上述の(A)成分以外のその他の樹脂及びその他の添加剤とを樹脂組成物を調製し、当該樹脂組成物を用いて、スクリュー押出機・ロール等で混練し、公知の成形方法により任意の厚さの空気入りタイヤ用インナーライナーを得る方法が挙げられる。
樹脂組成物を調製する方法としては、タンブラー、ミキサー、ブレンダー等で混合する方法が挙げられる。
成形方法としては、射出成形、押出成形、圧縮成形、カレンダー成形等が挙げられる。
成形時の温度条件としては、ポリエーテルポリアミド(A)の変質を防止する観点から、ポリエーテルポリアミド(A)の融点をTm(℃)とした場合、好ましくはTm(℃)~Tm+80(℃)、より好ましくはTm(℃)~Tm+60(℃)である。
図1は、空気入りタイヤ7の一例を示すトレッド幅方向かつタイヤ径方向に沿う部分断面図である。
この空気入りタイヤ7は、ビードコア1と、ビードコア1の周りに巻回されたカーカス2と、カーカス2のタイヤ半径方向内側に配設されたインナーライナー3と、カーカス2のクラウン部のタイヤ半径方向外側に配設された2枚のベルト層4を有するベルト部と、ベルト部のタイヤ半径方向外側に配設されたトレッド部5及びサイドウォール部6とから構成されている。
このインナーライナー3が、上記樹脂組成物より成形してなっている。
次に、上記空気入りタイヤ7の製造方法を説明する。
先ず、タイヤ成形ドラムの周面上に、インナーライナー3としての積層体を巻き付ける。次いで、このインナーライナー3上にカーカス2を構成するゴム部材を巻き付け、更にその上にベルト層4を構成するゴム部材、トレッド部5を構成するゴム部材、サイドウォール部6を構成するゴム部材等を巻き重ねた後、ドラムを抜き取ってグリーンタイヤとする。
このグリーンタイヤを、通常120℃以上、好ましくは125~200℃、より好ましくは130~180℃の温度で加熱・加硫処理することにより、空気入りタイヤ7が得られる。
本発明の空気入りタイヤ用インナーライナーの厚さは、ガスバリア性及び耐屈曲性等を良好に保つ観点、及び軽量化の観点から、好ましくは10~1000μm、より好ましくは30~900μm、更に好ましくは50~800μmである。
本発明の空気入りタイヤ用インナーライナーの引張弾性率(測定温度23℃、湿度50%RH)は、柔軟性及び機械強度の観点から、好ましくは100MPa以上、より好ましくは200MPa以上、更に好ましくは300MPa以上、更に好ましくは400MPa以上、更に好ましくは500MPa以上である。
引張弾性率及び引張破断伸び率の測定は、JIS K7161に準じて行われる。
以下の製造例で得たポリエーテルポリアミド又はポリアミド0.2gを精秤し、そのポリエーテルポリアミド又はポリアミドを96質量%硫酸20mlに添加して20~30℃で撹拌し、完全に溶解させ、溶液を調製した。その後、速やかにキャノンフェンスケ型粘度計に当該溶液を5ml取り、25℃の恒温槽中で10分間放置後、落下時間(t)を測定した。また、96質量%硫酸そのものの落下時間(t0)も同様に測定した。t及びt0から次式(1)により相対粘度を算出した。
式(1):相対粘度=t/t0
以下の製造例で得たポリエーテルポリアミド又はポリアミドをフェノールとエタノール混合溶媒(フェノール/エタノール=4/1(体積比))、及びベンジルアルコール溶媒にそれぞれ溶解させ、カルボキシル末端基濃度とアミノ末端基濃度を塩酸及び水酸化ナトリウム水溶液の中和滴定により求めた。数平均分子量(Mn)は、アミノ末端基濃度及びカルボキシル末端基濃度の定量値から次式(2)により算出した。
式(2):数平均分子量=2×1,000,000/([NH2]+[COOH])
[NH2]:アミノ末端基濃度(μeq/g)
[COOH]:カルボキシル末端基濃度(μeq/g)
示差走査熱量の測定はJIS K7121、K7122に準じて行った。示差走査熱量計((株)島津製作所製、商品名:「DSC-60」)を用い、以下の製造例で得たポリエーテルポリアミド又はポリアミドをDSC測定パンに仕込み、窒素雰囲気下にて昇温速度10℃/分で300℃まで昇温し、急冷する前処理を行った後に測定を行った。測定条件は、昇温速度10℃/分で、300℃で5分保持した後、降温速度-5℃/分で100℃まで測定を行い、以下の製造例で得たポリエーテルポリアミド又はポリアミドのガラス転移温度Tg、結晶化温度Tch及び融点Tmを求めた。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、セバシン酸748.33g、次亜リン酸ナトリウム一水和物0.6565g及び酢酸ナトリウム0.4572gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)335.12gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)143.62g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)XTJ-542」、米国HUNTSMAN社のカタログによれば、上記一般式(1-1)における-OR1-が-OCH(CH3)CH2-又は-OCH2CH(CH3)-であり、x1+z1の概数が6.0、y1の概数が9.0であり、概略分子量は1000である。)185.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA1を得た。なお、ポリエーテルポリアミドA1の物性値は、以下のとおりである。
ηr=1.45、[COOH]=55.19μeq/g、[NH2]=70.61μeq/g、Mn=15898、Tg=50.3℃、Tch=83.0℃、Tm=208.1℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、セバシン酸667.43g、次亜リン酸ナトリウム一水和物0.6587g及び酢酸ナトリウム0.4588gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)283.16gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)121.35g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)XTJ-542」、詳細は上記と同じ)330.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA2を得た。なお、ポリエーテルポリアミドA2の物性値は、以下のとおりである。
ηr=1.31、[COOH]=81.62μeq/g、[NH2]=68.95μeq/g、Mn=13283、Tg=12.9℃、Tch=69.5℃、Tm=204.5℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、セバシン酸768.55g、次亜リン酸ナトリウム一水和物0.6644g及び酢酸ナトリウム0.4628gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)344.18gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)147.50g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)ED-900」、米国HUNTSMAN社のカタログによれば、上記一般式(1-2)における-OR1-が-OCH(CH3)CH2-又は-OCH2CH(CH3)-であり、x2+z2の概数が6.0、y2の概数が12.5であり、概略分子量は900である。)171.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA3を得た。なお、ポリエーテルポリアミドA3の物性値は、以下のとおりである。
ηr=1.48、[COOH]=66.91μeq/g、[NH2]=82.80μeq/g、Mn=13360、Tg=27.6℃、Tch=72.8℃、Tm=207.6℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、セバシン酸687.65g、次亜リン酸ナトリウム一水和物0.6612g及び酢酸ナトリウム0.4605gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)291.74gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)125.03g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)ED-900」、詳細は上記と同じ)306.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA4を得た。なお、ポリエーテルポリアミドA4の物性値は、以下のとおりである。
ηr=1.36、[COOH]=66.35μeq/g、[NH2]=74.13μeq/g、Mn=14237、Tg=16.9℃、Tch=52.9℃、Tm=201.9℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、アジピン酸555.37g、次亜リン酸ナトリウム一水和物0.6490g及び酢酸ナトリウム0.4521gを仕込み、容器内を十分窒素置換した後、容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)326.06gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)139.74g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)XTJ-542」、詳細は上記と同じ)380.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA5を得た。なお、ポリエーテルポリアミドA5の物性値は、以下のとおりである。
ηr=1.36、[COOH]=64.82μeq/g、[NH2]=100.70μeq/g、Mn=12083、Tg=79.3℃、Tch=107.1℃、Tm=251.4℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、アジピン酸584.60g、次亜リン酸ナトリウム一水和物0.6626g及び酢酸ナトリウム0.4616gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)343.22gとパラキシレンジアミン(PXDA)(三菱ガス化学(株)製)147.10g(MXDA/PXDA=70/30(モル比))、及びポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)ED-900」、詳細は上記と同じ)360.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA6を得た。なお、ポリエーテルポリアミドA6の物性値は、以下のとおりである。
ηr=1.34、[COOH]=75.95μeq/g、[NH2]=61.83μeq/g、Mn=14516、Tg=33.2℃、Tch=73.9℃、Tm=246.2℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器にアジピン酸584.60g、次亜リン酸ナトリウム一水和物0.6832g及び酢酸ナトリウム0.4759gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)490.32gとポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)XTJ-542」、詳細は上記と同じ)400.00gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA7を得た。なお、ポリエーテルポリアミドA7の物性値は、以下のとおりである。
ηr=1.38、[COOH]=110.17μeq/g、[NH2]=59.57μeq/g、Mn=11783、Tg=71.7℃、Tch=108.3℃、Tm=232.8℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器にアジピン酸584.60g、次亜リン酸ナトリウム一水和物0.6613g及び酢酸ナトリウム0.4606gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)489.34gとポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)ED-900」、詳細は上記と同じ)359.28gの混合液を滴下し約2時間重合を行い、ポリエーテルポリアミドA8を得た。なお、ポリエーテルポリアミドA8の物性値は、以下のとおりである。
ηr=1.35、[COOH]=73.24μeq/g、[NH2]=45.92μeq/g、Mn=16784、Tg=42.1℃、Tch=89.7℃、Tm=227.5℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、アジピン酸584.5g、次亜リン酸ナトリウム一水和物0.6210g及び酢酸ナトリウム0.4325gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)544.80gを滴下し約2時間重合を行い、ポリアミドB1を得た。なお、ポリアミドB1の物性値は、以下のとおりである。
ηr=2.10、[COOH]=104.30μeq/g、[NH2]=24.58μeq/g、Mn=15500、Tg=86.1℃、Tch=153.0℃、Tm=239.8℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、セバシン酸829.2g、次亜リン酸ナトリウム一水和物0.6365g及び酢酸ナトリウム0.4434gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を260℃まで徐々に昇温しながら、そこへメタキシリレンジアミン(MXDA)(三菱ガス化学(株)製)390.89gとパラキシリレンジアミン(PXDA)(三菱ガス化学(株)製)167.53g(MXDA/PXDA=70/30(モル比))の混合液を滴下し約2時間重合を行い、ポリアミドB2を得た。なお、ポリアミドB2の物性値は、以下のとおりである。
ηr=2.20、[COOH]=81.8μeq/g、[NH2]=26.9μeq/g、Mn=18400、Tg=65.9℃、Tch=100.1℃、Tm=213.8℃。
攪拌機、窒素ガス導入口、及び縮合水排出口を備えた容積約3Lの反応容器に、12-アミノラウリン酸(東京化成工業(株)製)753.66g、アジピン酸56.84g、次亜リン酸ナトリウム一水和物0.5798g及び酢酸ナトリウム0.4038gを仕込み、容器内を十分窒素置換した後、更にその容器内に窒素ガスを20ml/分で供給しながら170℃で添加した成分を溶融させた。容器内を240℃まで徐々に昇温しながら、そこへポリエーテルジアミン(米国HUNTSMAN社製、商品名:「ジェファーミン(登録商標)XTJ-542」、詳細は上記と同じ)388.89gを滴下し約2時間重合を行い、ポリエーテルポリアミドB3を得た。なお、ポリエーテルポリアミドB3の物性値は、以下のとおりである。
ηr=1.25、[COOH]=87.27μeq/g、[NH2]=73.12μeq/g、Mn=12470、Tm=165.0℃。Tg、Tchは観測されず。
表1に示す種類の上記製造例1~11で製造したポリエーテルポリアミド又はポリアミドからなる樹脂組成物を用い、ポリエーテルポリアミド又はポリアミドの融点Tm+20~融点Tm+30℃にて押出成形を行い、下記物性の評価を行う上での試験片として、厚さ100μmフィルム状成形体を作製した。
同様に上記製造例1~11で製造したポリエーテルポリアミド又はポリアミドからなる樹脂組成物を用い、ポリエーテルポリアミド又はポリアミドの融点Tm+20~融点Tm+30℃にて射出成形を行い、厚さ4mmの試験片をそれぞれ作製した。
作製した試験片を用いて、以下の方法にて各物性の評価をした。評価結果を表1に示す。なお、以下の評価試験において、試験片を用いて得られた物性の評価は、空気入りタイヤ用インナーライナーの物性としてみなすことができる。
恒温槽付試験機(5960ツインコラム卓上モデル試験システム、インストロン社製)を用いて、ISO178に準拠して、作製した厚さ4mmの試験片の-30℃、30℃、及び120℃での曲げ弾性率(単位:MPa)を測定した。
作製した厚さ100μmの試験片をバッチ式の同時二軸延伸機にて縦2倍、横2倍に延伸し、210℃で熱固定処理を行い、厚さ25μmの延伸フィルムを作製し、ゲルボフレックス(理学工業(株)製)を用いて、ゲルボフレックスの軸方向を測定方向とし、23℃、60%RH(相対湿度)での環境下で、当該延伸フィルムの1000回屈曲時における単位面積(210mm角)当たりのピンホール数を測定した。ピンホールの測定は、ピンホールテスター(微弱電流放電法)を用いて行った。ピンホールの数が少ないほど、屈曲時の変形で破断、あるいはクラックが生じにくいため、タイヤ用インナーライナーとして適している。
JIS K-7161に準じて行った。作製した厚さ100μmの試験片を10mm×100mmに切り出し、株式会社東洋精機製作所製ストログラフを用いて、測定温度23℃、湿度50%RH、チャック間距離50mm、引張速度50mm/minの条件で引張試験を実施し、引張破断伸び率を求めた。
ASTM D3985に準じて測定した。具体的には、酸素透過率測定装置(モコン社製、商品名「OX-TRAN 2/21A」)を用いて、作製した厚さ100μmの試験片の23℃、60%RH(相対湿度)での環境下における、酸素透過係数(単位:ml・mm/m2・day・atm)を測定した。
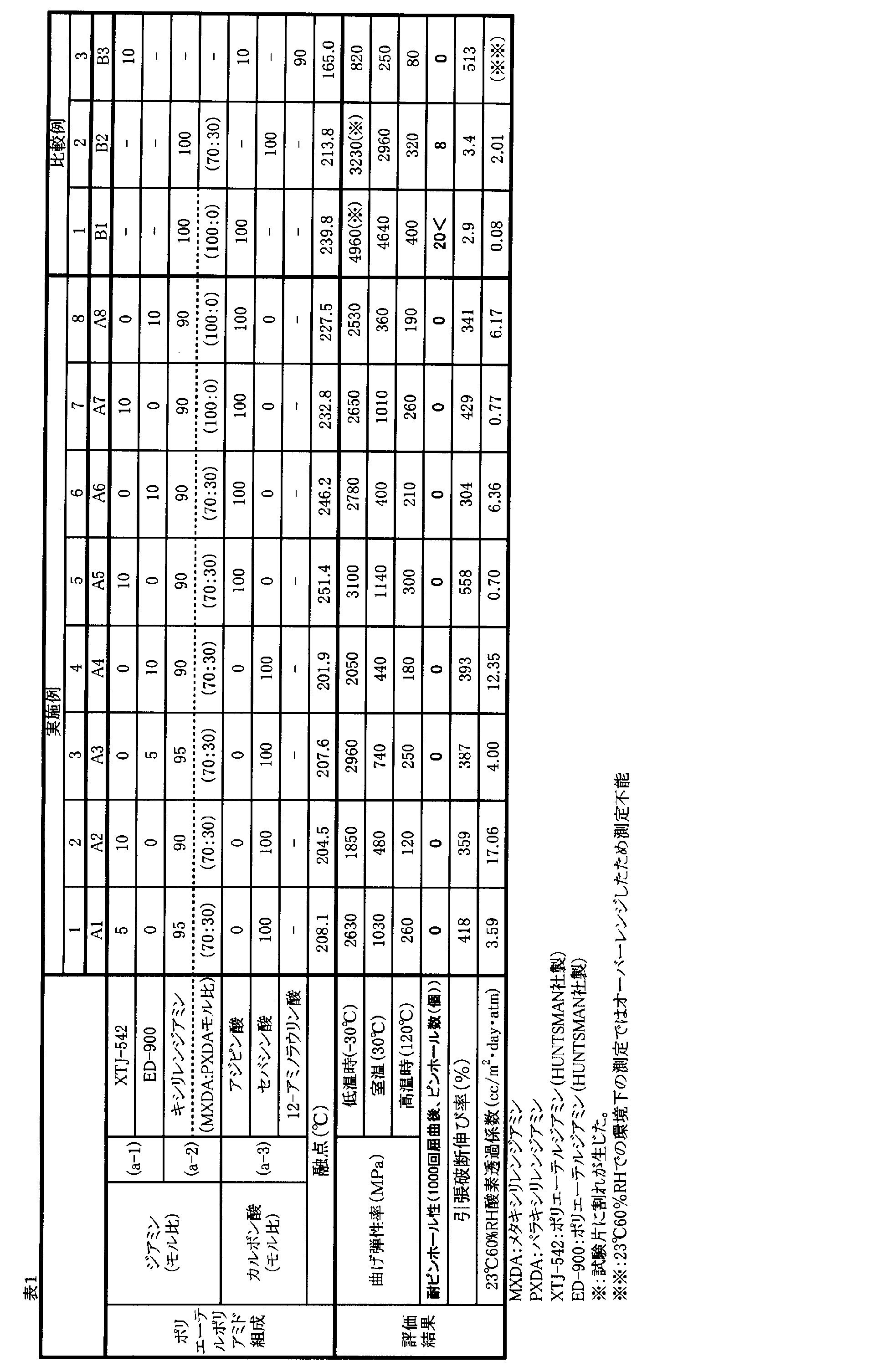
一方、比較例1及び2では、低温時での曲げ弾性率の測定試験中に割れが生じ、低温での曲げ特性が劣る結果となった。
さらに、比較例3では、高温時での曲げ弾性率の値が低く、高温で使用した場合に機械強度が低下する点で問題を有する。また、ガスバリア性の試験においては、酸素透過量が多すぎてオーバーレンジしたため、測定不能となり、ガスバリア性が劣る結果となった。
2…カーカス
3…インナーライナー
4…ベルト層
5…トレッド部
6…サイドウォール部
7…空気入りタイヤ
Claims (5)
- ジアミン構成単位が下記一般式(1)で表されるポリエーテルジアミン化合物(a-1)及びキシリレンジアミン(a-2)に由来する構成単位を含み、ジカルボン酸構成単位が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸(a-3)に由来する構成単位を含む、ポリエーテルポリアミド(A)を含有する樹脂組成物を成形してなる、空気入りタイヤ用インナーライナー。

- 前記空気入りタイヤ用インナーライナーの厚さが10~1000μmである、請求項1に記載の空気入りタイヤ用インナーライナー。
- ポリエーテルポリアミド(A)のジアミン構成単位中におけるポリエーテルジアミン化合物(a-1)に由来する構成単位の割合が1~50モル%である、請求項1又は2に記載の空気入りタイヤ用インナーライナー。
- キシリレンジアミン(a-2)が、メタキシリレンジアミン、パラキシリレンジアミン又はこれらの混合物である、請求項1~3のいずれかに記載の空気入りタイヤ用インナーライナー。
- α,ω-直鎖脂肪族ジカルボン酸(a-3)が、アジピン酸、セバシン酸又はこれらの混合物である、請求項1~4のいずれかに記載の空気入りタイヤ用インナーライナー。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/783,047 US20160032053A1 (en) | 2013-04-09 | 2014-03-26 | Inner liner for pneumatic tire |
| CN201480020205.4A CN105102506A (zh) | 2013-04-09 | 2014-03-26 | 充气轮胎用气密层 |
| KR1020157027846A KR20150139852A (ko) | 2013-04-09 | 2014-03-26 | 공기주입 타이어용 이너라이너 |
| EP14782508.7A EP2985305A4 (en) | 2013-04-09 | 2014-03-26 | INTERIOR CLOTHING FOR AIR TIRES |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013081469A JP6094342B2 (ja) | 2013-04-09 | 2013-04-09 | 空気入りタイヤ用インナーライナー |
| JP2013-081469 | 2013-04-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014168011A1 true WO2014168011A1 (ja) | 2014-10-16 |
Family
ID=51689423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/058683 Ceased WO2014168011A1 (ja) | 2013-04-09 | 2014-03-26 | 空気入りタイヤ用インナーライナー |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160032053A1 (ja) |
| EP (1) | EP2985305A4 (ja) |
| JP (1) | JP6094342B2 (ja) |
| KR (1) | KR20150139852A (ja) |
| CN (1) | CN105102506A (ja) |
| TW (1) | TW201500459A (ja) |
| WO (1) | WO2014168011A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016047709A1 (ja) * | 2014-09-24 | 2016-03-31 | 株式会社ブリヂストン | タイヤ |
| US11104181B2 (en) * | 2015-09-30 | 2021-08-31 | Kolon Industries, Inc. | Inflation film and manufacturing method thereof |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102062815B1 (ko) * | 2013-05-27 | 2020-01-06 | 코오롱인더스트리 주식회사 | 고분자 필름 |
| KR102062816B1 (ko) * | 2013-05-27 | 2020-01-06 | 코오롱인더스트리 주식회사 | 고분자 필름 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49110744A (ja) * | 1973-02-22 | 1974-10-22 | ||
| JPH0640207A (ja) | 1992-07-24 | 1994-02-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
| JPH07149108A (ja) * | 1993-11-26 | 1995-06-13 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| WO2009116308A1 (ja) * | 2008-03-18 | 2009-09-24 | 横浜ゴム株式会社 | 積層体およびそれを用いた空気入りタイヤ |
| JP2009255489A (ja) * | 2008-03-27 | 2009-11-05 | Ube Ind Ltd | 多層構造体 |
| JP2009291962A (ja) * | 2008-06-02 | 2009-12-17 | Ube Ind Ltd | 多層構造体 |
| WO2011122876A2 (ko) * | 2010-03-31 | 2011-10-06 | 코오롱인더스트리 주식회사 | 타이어 이너라이너용 필름 및 이의 제조 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5519948B2 (ja) * | 1973-02-06 | 1980-05-29 | ||
| EP2036939A1 (en) * | 2006-06-16 | 2009-03-18 | Ube Industries, Ltd. | Polyether polyamide elastomer |
| US9139693B2 (en) * | 2011-02-14 | 2015-09-22 | Mitsubishi Gas Chemical Company, Inc. | Polyether polyamide elastomer |
| WO2012111635A1 (ja) * | 2011-02-14 | 2012-08-23 | 三菱瓦斯化学株式会社 | ポリエーテルポリアミドエラストマー |
-
2013
- 2013-04-09 JP JP2013081469A patent/JP6094342B2/ja active Active
-
2014
- 2014-03-26 US US14/783,047 patent/US20160032053A1/en not_active Abandoned
- 2014-03-26 CN CN201480020205.4A patent/CN105102506A/zh active Pending
- 2014-03-26 KR KR1020157027846A patent/KR20150139852A/ko not_active Withdrawn
- 2014-03-26 EP EP14782508.7A patent/EP2985305A4/en not_active Withdrawn
- 2014-03-26 WO PCT/JP2014/058683 patent/WO2014168011A1/ja not_active Ceased
- 2014-04-08 TW TW103112903A patent/TW201500459A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49110744A (ja) * | 1973-02-22 | 1974-10-22 | ||
| JPH0640207A (ja) | 1992-07-24 | 1994-02-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
| JPH07149108A (ja) * | 1993-11-26 | 1995-06-13 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| WO2009116308A1 (ja) * | 2008-03-18 | 2009-09-24 | 横浜ゴム株式会社 | 積層体およびそれを用いた空気入りタイヤ |
| JP2009255489A (ja) * | 2008-03-27 | 2009-11-05 | Ube Ind Ltd | 多層構造体 |
| JP2009291962A (ja) * | 2008-06-02 | 2009-12-17 | Ube Ind Ltd | 多層構造体 |
| WO2011122876A2 (ko) * | 2010-03-31 | 2011-10-06 | 코오롱인더스트리 주식회사 | 타이어 이너라이너용 필름 및 이의 제조 방법 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2985305A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016047709A1 (ja) * | 2014-09-24 | 2016-03-31 | 株式会社ブリヂストン | タイヤ |
| US11104181B2 (en) * | 2015-09-30 | 2021-08-31 | Kolon Industries, Inc. | Inflation film and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2985305A1 (en) | 2016-02-17 |
| CN105102506A (zh) | 2015-11-25 |
| JP6094342B2 (ja) | 2017-03-15 |
| EP2985305A4 (en) | 2016-12-14 |
| US20160032053A1 (en) | 2016-02-04 |
| TW201500459A (zh) | 2015-01-01 |
| KR20150139852A (ko) | 2015-12-14 |
| JP2014201721A (ja) | 2014-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5867419B2 (ja) | ポリエーテルポリアミドエラストマー | |
| JP5867418B2 (ja) | ポリエーテルポリアミドエラストマー | |
| JP6024671B2 (ja) | ポリエーテルポリアミドエラストマー | |
| JP6094342B2 (ja) | 空気入りタイヤ用インナーライナー | |
| JP6052031B2 (ja) | ポリアミド樹脂組成物及びこれを用いた成形品 | |
| US9512314B2 (en) | Polyether polyamide composition | |
| JP6493638B1 (ja) | 易裂性フィルム、多層フィルム、包装材料および容器 | |
| US20160089862A1 (en) | Multilayered structure | |
| JP5929623B2 (ja) | ポリエーテルポリアミド組成物 | |
| JP5929622B2 (ja) | ポリエーテルポリアミド組成物 | |
| JP2014201723A (ja) | 筒状成形体 | |
| JP6225693B2 (ja) | ポリアミド樹脂組成物 | |
| TW201444914A (zh) | 金屬包覆材 | |
| JP6136490B2 (ja) | 多層構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480020205.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14782508 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157027846 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14783047 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014782508 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |