WO2014171063A1 - 高強度熱延鋼板およびその製造方法 - Google Patents
高強度熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2014171063A1 WO2014171063A1 PCT/JP2014/001509 JP2014001509W WO2014171063A1 WO 2014171063 A1 WO2014171063 A1 WO 2014171063A1 JP 2014001509 W JP2014001509 W JP 2014001509W WO 2014171063 A1 WO2014171063 A1 WO 2014171063A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- phase
- rolled steel
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/225—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by hot-rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
Definitions
- the present invention is a high-strength hot-rolled steel sheet having a tensile strength of 980 MPa or more, which is suitable as a material for structural parts of automobiles (structural parts ⁇ of ⁇ automobile), frameworks, truck frames, steel pipes, etc. About.
- high-strength hot-rolled steel sheets having a predetermined strength are increasing year by year as materials for automobile parts and steel pipe materials.
- a high-strength hot-rolled steel sheet having a tensile strength of 980 MPa or more is highly expected as a material that can dramatically improve the fuel consumption of automobiles or a material that can significantly reduce the construction cost of pipelines.
- a high-strength hot-rolled steel sheet with a tensile strength of 780 MPa or more excellent in toughness is obtained by making the main phase fine bainite and reducing the hardness distribution in the thickness direction. It is going to be done.
- Patent Document 2 C: 0.05 to 0.18% by mass, Si: 0.10 to 0.60%, Mn: 0.90 to 2.0%, P: 0.025% or less (excluding 0%), S: 0.015% or less (0 %), Al: 0.001 to 0.1%, N: 0.002 to 0.01%, and the remaining iron and unavoidable impurities are heated to 950 ° C or higher and 1250 ° C or lower, and rolling is started at 820 ° C. After the rolling is completed, cool to 600 to 700 ° C at a cooling rate of 20 ° C / s or more, hold the temperature in this temperature range for 10 to 200 seconds and / or slowly cool, and then cool to 5 ° C / s or more.
- the ferrite ratio is 70 to 90% in the space ratio of the whole structure.
- Ferrite: martensite or mixed phase of martensite and austenite: 3 to 15%, balance: bainite (including the case of 0%) and a method for producing a steel sheet in which the average crystal grain size of the ferrite is 20 ⁇ m or less Has been proposed.
- the tensile strength is 490 N / mm 2 or more by making the metal structure a fine crystal grain ferrite and a structure containing martensite or a mixed phase of martensite and austenite. Therefore, it is said that a high toughness steel material having a yield ratio of 70% or less and a low yield ratio can be obtained.
- Patent Document 3 C: 0.02 to 0.25% by mass, Si: 1.0% or less, Mn: 0.3 to 2.3%, P: 0.03% or less, S: 0.03% or less, Al: 0.1% or less, Nb: 0.03
- the steel material containing ⁇ 0.25%, Ti: 0.001 ⁇ 0.10% and satisfying (Ti + Nb / 2) / C ⁇ 4 is hot-rolled, and after the hot rolling finish, The first cooling that is accelerated cooling until the surface temperature is below the Ar 3 transformation point and below the Ms point at an average cooling rate of 20 ° C / s or higher and less than martensite formation critical cooling rate.
- the coil After the second cooling, which is quenched until the sheet thickness center reaches 350 ° C or more and less than 600 ° C, the coil is wound in a coil shape at a coiling temperature of 350 ° C or more and less than 600 ° C.
- Thick, high-tensile heat that sequentially performs third cooling that is held or retained for 30 minutes or more in the temperature range of 350 to 600 ° C at least in the thickness direction 1/4 to 3/4 in the coil thickness direction.
- Method of manufacturing a steel sheet have been proposed. According to the technique proposed in Patent Document 3, the structure of the hot-rolled steel sheet is changed to a bainite phase or bainitic ferrite phase, and the amount of grain boundary cementite is adjusted to a specific value or less. By doing so, it is said that a high-strength ERW steel pipe material with excellent low-temperature toughness of X65 grade or higher can be obtained.
- a method for producing a high-strength hot-rolled steel sheet is described, in which the coil is cooled to a coiling temperature of 300 to 500 ° C. at an average cooling rate of 100 ° C./s or more and wound at the coiling temperature.
- a structure composed of a single phase of bainite phase having an average particle diameter of 5 ⁇ m or less, preferably more than 3.0 to 5.0 ⁇ m, and having a solid solution Ti of 0.02% or more, TS has a high strength of 780 MPa or more.
- a bainite phase having an area ratio of 90% or more and a second phase other than the bainite phase may be used, and the average particle size of the second phase may be 3 ⁇ m or less.
- Patent Document 5 in mass%, C: 0.01 to 0.08%, Si: 0.30 to 1.50%, Mn: 0.50 to 2.50%, P: 0.03% or less, S: 0.005% or less, and Ti: 0.01 to 0.20% , Nb: 0.01 to 0.04% of one or two of slabs composed of iron and inevitable impurities, hot rolled at an Ar 3 transformation temperature of 950 ° C after hot rolling, then 20 ° C Of high-strength hot-rolled steel sheet that is cooled to 650-800 ° C at a cooling rate of at least / s and then air-cooled for 2 to 15s, then cooled to 350-600 ° C at a cooling rate of at least 20 ° C / s. A method is described.
- one or two of Ca and REM may be contained in an amount of 0.0005 to 0.01%.
- Patent Document 6 describes a high-strength thin steel sheet excellent in hole expansibility and ductility.
- the high-strength thin steel sheet described in Patent Document 3 is in mass%, C: 0.01 to 0.20%, Si: 1.50% or less, Al: 1.5% or less, Mn: 0.5 to 3.5%, P: 0.2% or less, S : 0.0005 to 0.009%, N: 0.009% or less, Mg: 0.0006 to 0.01%, O: 0.005% or less, and Ti: 0.01 to 0.20%, Nb: 0.01 to 0.10%.
- the metal structure of the steel is a ferrite main phase structure, but when the tensile strength is 980 MPa class, the toughness of the ferrite phase may be significantly reduced.
- the low-temperature toughness is improved by controlling the amount of grain boundary cementite, but the hot-rolled steel sheet strength is insufficient, and as shown in the examples, the maximum is shown.
- Tensile strength about 800 MPa.
- it is necessary to increase the C content With the increase in grain size, it became difficult to control the grain boundary cementite, and there were cases where excellent toughness could not be secured stably.
- the present invention advantageously solves the above-mentioned problems of the prior art, has a high strength of tensile strength: 980 MPa or more, and has a better toughness, particularly a high-strength hot-rolled steel sheet having a thickness of 4 mm or more and 15 mm or less, and It aims at providing the manufacturing method.
- the target strength is the tensile strength TS: 780 MPa or more, but if the C content is increased, the tensile strength TS: 980 MPa or more can be ensured. it can. However, if the C content is increased to further increase the strength, it becomes difficult to control the amount of precipitation of Ti carbide, and 0.02% or more of the solid solution Ti required to improve hole expansion workability can be stabilized. There was a problem that it was difficult to remain.
- the steel sheet structure is a mixed structure of ferrite and bainite in which the ratio of ferrite having a grain size of 2 ⁇ m or more is 80% or more, and the obtained steel sheet strength is at most about 976 MPa, and the tensile strength is high.
- TS It is difficult to achieve a further increase in strength of 980 MPa or higher, and even if a tensile strength of TS: 980 MPa or higher is obtained, the toughness of the ferrite phase is significantly reduced, ensuring excellent hole expansion workability. There was a problem that I could not.
- the present invention provides a high-strength hot-rolled steel sheet having a further excellent hole expansion workability and a method for producing the same while solving such problems of the prior art and maintaining a high strength of tensile strength: 980 MPa or more.
- the high-strength hot-rolled steel sheet targeted by the present invention is a thin steel sheet having a thickness of 2 to 4 mm.
- the present invention has been completed after further studies based on such findings. That is, the gist configuration of the present invention is as follows. [1] By mass%, C: 0.05% to 0.18%, Si: 1.0% or less, Mn: 1.0% to 3.5%, P: 0.04% or less, S: 0.006% or less, Al: 0.10% or less, N : 0.008% or less, Ti: 0.05% or more and 0.20% or less, V: containing more than 0.1% and 0.3% or less, with the balance consisting of Fe and inevitable impurities, with a bainite phase exceeding 85% in area ratio
- a main phase one or more of ferrite phase, martensite phase and retained austenite phase is a second phase, and the second phase includes an area ratio of 0% to less than 15% in total,
- a high-strength hot-rolled steel sheet having a structure having an average lath interval of laths of 400 nm or less, an average major axis length of the laths of 5.0 ⁇ m
- the present inventors conducted further research, and in order to improve the hole expansion workability and further the local ductility while maintaining a high strength of tensile strength TS: 980 MPa or more, C Adjust the content balance of Si, Ti and V, further optimize the production conditions, adjust the cementite to 0.8% by mass and the average particle size of cementite to 150nm or less, and widen the space between cementites. I found out that this is important.
- the gist of the present invention is as follows. [5] By mass%, C: more than 0.1% and 0.2% or less, Si: 1.0% or less, Mn: 1.5 to 2.5%, P: 0.05% or less, S: 0.005% or less, Al: 0.10% or less, N: 0.007 %, Ti: 0.07 to 0.2%, V: more than 0.1% and 0.3% or less, the composition consisting of the balance Fe and inevitable impurities, and the main phase is a bainite phase with an area ratio of 90% or more , Cementite having a structure composed of one or more selected from the martensite phase, austenite phase, and ferrite phase, the balance other than the main phase being 10% or less in area ratio, and dispersed in the structure Is a high-strength hot-rolled steel sheet excellent in hole-expanding workability with a mass% of 0.8% or less, an average particle size of 150 nm or less, and
- the steel material is heated and subjected to hot rolling consisting of rough rolling and finish rolling, cooling is performed in two stages of first stage cooling and second stage cooling, and then a rolled hot rolled steel sheet is obtained.
- the steel material is, by mass%, C: more than 0.1% and 0.2% or less, Si: 1.0% or less, Mn: 1.5 to 2.5%, P: 0.05% or less, S: 0.005% or less, Al: 0.10% or less , N: 0.007% or less, Ti: 0.07 to 0.2%, V: more than 0.1% and 0.3% or less, and a steel material having a composition composed of the balance Fe and inevitable impurities, and the heating causes the steel material to be 1200 ° C
- the above-described heating process wherein the finish rolling is a finish rolling finish temperature: 850 to 950 ° C., and the first stage cooling starts cooling within 1.5 s after finishing the finish rolling.
- a high-strength hot-rolled steel sheet having a tensile strength of 980 MPa or more and excellent toughness can be obtained. Therefore, when the present invention is applied to a structural part, a skeleton, a truck frame, or the like of an automobile, the weight of the vehicle body can be reduced while ensuring the safety of the automobile, and the environmental load can be reduced.
- a welded steel pipe made of the hot-rolled steel sheet of the present invention as a transport pipe instead of a UOE steel pipe made of a thick steel plate, productivity is improved and further cost reduction is possible.
- the present invention can stably produce a hot-rolled steel sheet with improved toughness while maintaining a high strength of 980 MPa or more, and is extremely useful industrially.
- the hot-rolled steel sheet of the present invention can be used as a material for automobile undercarriage parts, structural parts, skeletons, truck frames, etc., while ensuring the safety of the automobile while reducing the weight of the vehicle body and reducing the environmental load. There is also an effect that it becomes possible to do.
- % showing the following component composition shall mean the mass% unless there is particular notice.
- C 0.05% or more and 0.18% or less C improves the strength of steel and promotes the formation of bainite. Therefore, in the present invention, the C content needs to be 0.05% or more. On the other hand, if the C content exceeds 0.18%, formation control of bainite becomes difficult, the formation of hard martensite increases, and the toughness of the hot-rolled steel sheet decreases. Therefore, the C content is 0.05% or more and 0.18% or less. Preferably, it is 0.08% or more and 0.17% or less, more preferably more than 0.10% and 0.16% or less. In addition, when the amount of Mn is 2.5% or more and 3.5% or less, the preferable amount of C is 0.06% or more and 0.15% or less.
- Si 1.0% or less
- Si is an element that suppresses coarse oxides and cementite that inhibit toughness and contributes to solute strengthening, but if the content exceeds 1.0%, The surface properties are significantly deteriorated, resulting in deterioration of chemical conversion treatability and corrosion resistance. Therefore, the Si content is 1.0% or less. Preferably they are 0.4% or more and 0.8% or less.
- Mn 1.0% or more and 3.5% or less
- Mn is an element that contributes to increasing the strength of the steel by solid solution and promotes the formation of bainite through the improvement of hardenability.
- the Mn content needs to be 1.0% or more.
- the Mn content is 1.0% or more and 3.5% or less.
- they are 1.5% or more and 3.0% or less, More preferably, they are 1.8% or more and 2.5% or less.
- P 0.04% or less
- P is an element that dissolves and contributes to increasing the strength of steel, but segregates at grain boundaries, especially prior-austenite grain boundaries, and lowers low-temperature toughness and workability. It is also an element that invites. For this reason, it is preferable to reduce the P content as much as possible, but a content of up to 0.04% is acceptable. Therefore, the P content is 0.04% or less. However, since an effect commensurate with the increase in refining costs cannot be obtained even if the P content is excessively reduced, the P content is preferably 0.003% or more and 0.03% or less, and 0.005% or more and 0.02% or less. Is more preferable.
- S 0.006% or less S combines with Ti and Mn to form coarse sulfides, and deteriorates the workability of hot-rolled steel sheets. Therefore, it is preferable to reduce the S content as much as possible, but a content of up to 0.006% is acceptable. Therefore, the S content is 0.006% or less. However, since an effect commensurate with the increase in refining costs cannot be obtained even if the S content is excessively reduced, the S content is preferably 0.0003% or more and 0.004% or less, and 0.0005% or more and 0.002% or less. Is more preferable.
- Al acts as a deoxidizer and is an effective element for improving the cleanliness of steel.
- the Al content is 0.10% or less.
- it is 0.005% or more and 0.08% or less. More preferably, it is 0.01% or more and 0.05% or less.
- N 0.008% or less N is precipitated as a nitride by combining with a nitride-forming element and contributes to refinement of crystal grains.
- N tends to bond to Ti at a high temperature to form coarse nitrides, thereby reducing the toughness of the hot-rolled steel sheet.
- N content shall be 0.008% or less.
- it is 0.001% or more and 0.006% or less. More preferably, it is 0.002% or more and 0.005% or less.
- Ti 0.05% or more and 0.20% or less Ti is one of the most important elements in the present invention. Ti contributes to increasing the strength of steel by forming carbonitrides to refine crystal grains and by precipitation strengthening. Ti also forms many fine (Ti, V) C clusters at low temperatures of 300 ° C to 450 ° C, reducing the amount of cementite in the steel and improving the toughness of hot-rolled steel sheets. Let In order to exhibit such an effect, the Ti content needs to be 0.05% or more. On the other hand, when the Ti content exceeds 0.20% and becomes excessive, the above-described effects are saturated, and coarse precipitates are increased, resulting in a decrease in toughness of the hot-rolled steel sheet. Therefore, the Ti content is limited to a range of 0.05% or more and 0.20% or less. Preferably they are 0.08% or more and 0.15% or less.
- V more than 0.1% and 0.3% or less V is one of the most important elements in the present invention.
- V contributes to increasing the strength of steel by forming carbonitrides to refine crystal grains and by precipitation strengthening. V also improves hardenability and contributes to the formation and refinement of the bainite phase.
- V forms many fine (Ti, V) C clusters at a low temperature of 300 ° C. or higher and 450 ° C. or lower, reduces the amount of cementite in the steel, and improves the toughness of the hot rolled steel sheet.
- the V content needs to exceed 0.1%.
- the V content exceeds 0.3% and becomes excessive, the above-described effects are saturated, resulting in high costs. Therefore, the V content is limited to a range of more than 0.1% and 0.3% or less. Preferably it is 0.15% or more and 0.25% or less.
- the above are the basic components of the hot-rolled steel sheet of the present invention.
- the hot-rolled steel sheet of the present invention is, for example, for the purpose of improving toughness and increasing strength, Nb: 0.005% or more and 0.4% or less, B: 0.0002 %: 0.005% or more, Cu: 0.005% or more and 0.2% or less, Ni: 0.005% or more and 0.2% or less, Cr: 0.005% or more and 0.4% or less, Mo: 0.005% or more and 0.4% or less Two or more kinds can be contained.
- Nb 0.005% or more and 0.4% or less
- Nb is an element that contributes to increasing the strength of steel through the formation of carbonitrides.
- the Nb content is preferably 0.005% or more.
- the Nb content exceeds 0.4%, the deformation resistance increases, so the hot rolling force increases during the production of hot-rolled steel sheets, increasing the burden on the rolling mill. After that, the rolling operation itself may be difficult.
- the Nb content exceeds 0.4%, coarse precipitates are formed and the toughness of the hot-rolled steel sheet tends to decrease. Therefore, the Nb content is preferably 0.005% or more and 0.4% or less. In addition, More preferably, it is 0.01% or more and 0.3% or less, More preferably, it is 0.02% or more and 0.2% or less.
- B 0.0002% or more and 0.0020% or less
- B is an element that segregates at austenite grain boundaries and suppresses the formation and growth of ferrite.
- B is also an element that improves the hardenability and contributes to the formation and refinement of the bainite phase.
- the B content is preferably 0.0002% or more. However, if the B content exceeds 0.0020%, the formation of martensite phase is promoted, so that the toughness of the hot-rolled steel sheet may be significantly reduced. Therefore, when it contains B, it is preferable to make the content into 0.0002% or more and 0.0020% or less. Further, it is more preferably 0.0004% or more and 0.0012% or less.
- Cu 0.005% or more and 0.2% or less
- Cu is an element that contributes to increasing the strength of steel by solid solution. Further, Cu has an effect of improving hardenability, and is also an element that contributes to refinement of the bainite phase by reducing the bainite transformation temperature.
- the Cu content is preferably set to 0.005% or more. However, if the content exceeds 0.2%, the surface properties of the hot-rolled steel sheet are deteriorated. Accordingly, the Cu content is preferably 0.005% or more and 0.2% or less. More preferably, it is 0.01% or more and 0.15% or less.
- Ni 0.005% or more and 0.2% or less
- Ni is an element that contributes to increasing the strength of steel by solid solution. Moreover, Ni has the effect
- the Ni content is preferably 0.005% or more. However, when the Ni content exceeds 0.2%, a martensite phase is likely to be generated, and the toughness of the hot-rolled steel sheet may be significantly reduced. Therefore, the Ni content is preferably 0.005% or more and 0.2% or less. More preferably, it is 0.01% or more and 0.15% or less.
- the Cr content is preferably 0.005% or more and 0.4% or less.
- the Cr content is preferably 0.005% or more and 0.4% or less. More preferably, it is 0.01% or more and 0.2% or less.
- Mo 0.005% or more and 0.4% or less Mo promotes the formation of a bainite phase through improvement of hardenability, and contributes to improvement of toughness and high strength of the hot-rolled steel sheet.
- the Mo content is preferably 0.005% or more.
- the Mo content is preferably 0.005% or more and 0.4% or less. More preferably, it is 0.01% or more and 0.2% or less.
- the hot-rolled steel sheet of the present invention can contain one or two selected from Ca: 0.0002% to 0.01% and REM: 0.0002% to 0.01% as necessary.
- Ca 0.0002% or more and 0.01% or less Ca controls the shape of sulfide inclusions and is effective in improving the bending workability and toughness of hot-rolled steel sheets.
- the Ca content is preferably 0.0002% or more.
- the Ca content is preferably 0.0002% or more and 0.01% or less. Further, it is more preferably 0.0004% or more and 0.005% or less.
- REM 0.0002% or more and 0.01% or less REM, like Ca, controls the shape of sulfide inclusions and improves the adverse effects of sulfide inclusions on the bending workability and toughness of hot-rolled steel sheets.
- the REM content is preferably 0.0002% or more.
- the balance other than the above is Fe and inevitable impurities.
- Inevitable impurities include Sb, Sn, Zn, etc., and these contents are acceptable if Sb: 0.01% or less, Sn: 0.1% or less, Zn: 0.01% or less.
- the hot-rolled steel sheet of the present invention has a bainite phase with an area ratio of more than 85% as a main phase, and one or more of a ferrite phase, a martensite phase and a retained austenite phase as a second phase. It has a structure in which phases are included in a total area ratio of 0% to less than 15%, an average lath interval of laths of the bainite phase is 400 nm or less, and an average major axis length of the laths is 5.0 ⁇ m or less.
- the fraction of bainite phase more than 85% in area ratio
- the hot-rolled steel sheet of the present invention has a bainite phase excellent in strength-toughness balance as a main phase.
- the fraction of bainite phase is more than 85% in area ratio.
- it is 87% or more, more preferably 90% or more.
- the fraction of the bainite phase is 100% in terms of area ratio and a bainite single phase structure is obtained.
- the fraction of one or more of the ferrite phase, martensite phase and retained austenite phase is the main phase
- a structure other than the bainite phase one or more of a ferrite phase, a martensite phase, and a retained austenite phase may be contained as the second phase.
- the structure is preferably a bainite single-phase structure.
- the fraction of the second phase is a total area ratio of 0% or more and less than 15%. Preferably it is 13% or less, More preferably, it is 11% or less.
- the average lath interval of laths in the bainite phase is set to 400 nm or less. Preferably it is 350 nm or less.
- the average major axis length of the lath of the bainite phase is set to 5.0 ⁇ m or less. Preferably it is 4.0 micrometers or less.
- the average lath spacing of the bainite phase lath is 100 nm or more, and the average major axis length of the bainite phase lath is 1.0 ⁇ m or more.
- a high-strength hot-rolled steel sheet having a tensile strength TS of 980 MPa or more and having the toughness required as a material for steel pipes such as materials for automobile parts and line pipes is obtained. can get.
- the thickness of the hot-rolled steel sheet of the present invention is not particularly limited, but is preferably about 4 mm to 15 mm.
- the steel material having the above composition is heated to 1200 ° C. or more, rough rolling, the cumulative rolling reduction in the temperature range of 1000 ° C. or less is 50% or more, and the finish rolling finish temperature is 820 ° C. or more and 930 ° C. or less.
- hot rolling consisting of finish rolling, start cooling within 4.0 s, cool at an average cooling rate of 20 ° C / s or higher, and wind at a winding temperature of 300 ° C to 450 ° C
- start cooling within 4.0 s
- cool at an average cooling rate of 20 ° C / s or higher cool at an average cooling rate of 20 ° C / s or higher
- wind at a winding temperature of 300 ° C to 450 ° C
- the manufacturing method of the steel material is not particularly limited, and any conventional method in which the molten steel having the above-described composition is melted in a converter or the like and is made into a steel material such as a slab by a casting method such as continuous casting. Is also applicable. An ingot-making method and an inblooming method may also be used.
- electromagnetic-stirring EMS
- IBSR intentional-bulging-soft-reduction-casting
- Heating temperature of steel material 1200 ° C or higher
- steel materials such as slabs
- most of carbonitride-forming elements such as Ti are present as coarse carbonitrides.
- the presence of coarse and uneven precipitates causes deterioration of various properties (for example, strength, toughness, hole expansion workability, etc.) of the hot-rolled steel sheet. Therefore, the steel material before hot rolling is heated to dissolve coarse precipitates.
- the heating temperature of the steel material needs to be 1200 ° C. or higher.
- the heating temperature of the steel material is preferably 1350 ° C. or lower. More preferably, it is 1220 ° C. or higher and 1300 ° C. or lower.
- the steel material is heated to a heating temperature of 1200 ° C or higher and held for a predetermined time, but if the holding time exceeds 4800 seconds, the amount of scale generation increases, resulting in scale biting in the subsequent hot rolling process. ) And the like tend to occur, and the surface quality of the hot-rolled steel sheet tends to deteriorate. Therefore, the holding time of the steel material in the temperature range of 1200 ° C. or higher is preferably 4800 seconds or less. More preferably, it is 4000 seconds or less.
- the steel material is subjected to hot rolling consisting of rough rolling and finish rolling.
- Rough rolling is not particularly limited as long as a desired sheet bar dimension can be secured.
- finish rolling is performed. Note that descaling is preferably performed before finish rolling or during rolling between stands.
- finish rolling the cumulative rolling reduction in the temperature range of 1000 ° C. or less is set to 50% or more, and the finish rolling finish temperature is set to 820 ° C. or more and 930 ° C. or less.
- Cumulative rolling reduction in the temperature range below 1000 ° C: 50% or more In order to refine the lath of the bainite phase, the rolling reduction in a relatively low temperature range was increased and the rolled crystal grains were expanded in the rolling direction. It is necessary to use crystal grains (crystal grains with a high elongation rate).
- the cumulative rolling reduction at 1000 ° C. or less is less than 50%, it becomes difficult to secure a bainite having a desired lath structure (average lath interval: 400 nm or less, average major axis length: 5.0 ⁇ m or less), and hot-rolled steel sheet The toughness of the steel decreases. Therefore, the cumulative rolling reduction at 1000 ° C. or less is set to 50% or more. Preferably it is 60% or more.
- the cumulative rolling reduction in the temperature range of 1000 ° C. or lower becomes excessively high, the crystal grains are excessively stretched in the rolling direction and ferrite is likely to be formed, so that a bainite having a desired lath structure is secured. May still be difficult.
- the cumulative rolling reduction in the temperature range of 1000 ° C. or lower is preferably 80% or lower.
- Finish rolling finish temperature 820 ° C or more and 930 ° C or less If the finish rolling finish temperature is less than 820 ° C, the rolling is performed at the two-phase temperature range of ferrite + austenite, so the processed structure remains after rolling and the toughness of the hot rolled steel sheet descend. On the other hand, when the finish rolling finish temperature is higher than 930 ° C., austenite grains grow and the bainite phase of the hot-rolled steel sheet obtained after cooling becomes coarse. As a result, it becomes difficult to secure a desired structure, and the toughness of the hot-rolled steel sheet decreases. Therefore, the finish rolling end temperature is set to 820 ° C. or higher and 930 ° C. or lower. Preferably they are 840 degreeC or more and 920 degrees C or less. Here, the finish rolling end temperature represents the surface temperature of the plate.
- Start of forced cooling within 4.0s after finishing rolling
- start forced cooling within 4.0s, preferably immediately, stop cooling at coiling temperature, and coil take.
- the time from the finish rolling to the start of forced cooling is longer than 4.0 s, the austenite grains become coarse and the bainite phase becomes coarse.
- the austenite grains become coarse, the hardenability of the steel sheet is increased, and a martensite phase is easily generated.
- the forced cooling start time is limited to 4.0 s after finishing rolling.
- Average cooling rate 20 ° C./s or more If the average cooling rate from the finish rolling finish temperature to the coiling temperature is less than 20 ° C./s, a bainite phase having a desired area ratio cannot be obtained. Therefore, the average cooling rate is set to 20 ° C./s or more. Preferably it is 30 ° C./s or more. The upper limit of the average cooling rate is not particularly specified, but if the average cooling rate is too high, the surface temperature is too low and martensite is easily generated on the steel sheet surface, so the average cooling rate is 60 ° C / s or less. It is preferable to do. In addition, let the said average cooling rate be an average cooling rate in the surface of a steel plate.
- Winding temperature 300 ° C. or higher and 450 ° C. or lower
- the winding temperature is lower than 300 ° C.
- a hard martensite phase or residual austenite phase is formed in the structure inside the steel sheet.
- the hot rolled steel sheet cannot be made to have a desired structure, and desired toughness cannot be ensured.
- the coiling temperature exceeds 450 ° C.
- ferrite and pearlite increase in the structure inside the steel sheet.
- the lath interval of the bainite phase increases, the toughness of the hot-rolled steel sheet is significantly reduced.
- the coiling temperature is in the range of 300 ° C to 450 ° C.
- they are 330 degreeC or more and 430 degrees C or less.
- the hot-rolled steel sheet may be subjected to temper rolling in accordance with a conventional method, and pickling is performed to remove the scale formed on the surface. May be.
- plating treatment galvanization process
- hot dip galvanizing hot dip galvanizing
- electrogalvanizing chemical conversion (treatment) treatment
- Molten steel having the composition shown in Table 1 was melted in a converter and made into a slab (steel material) by a continuous casting method.
- EMS electromagnetic stirring
- these steel materials are heated under the conditions shown in Table 2, hot-rolled consisting of rough rolling and finish rolling under the conditions shown in Table 2, and cooled under the conditions shown in Table 2 after finishing rolling.
- the steel sheet was wound at the winding temperature shown in Table 2 to obtain a hot-rolled steel sheet having the thickness shown in Table 2.
- Test specimens were collected from the obtained hot-rolled steel sheet and subjected to structure observation, tensile test, and Charpy impact test.
- the tissue observation method and various test methods were as follows.
- SEM scanning electron microscope
- Lath spacing of lath of bainite phase A specimen of size: 10 mm x 15 mm was taken from a hot-rolled steel sheet, and a transmission electron microscope (transmission) at a thickness 1/4 position and a thickness 1/2 position (thickness center position) A thin film sample for electron microscope (TEM) observation was made, and 10 fields of view were taken at each position at a magnification of 30000 times using a TEM.
- Each length was measured, and an average value of the lengths of the obtained line segments was defined as an average lath interval.
- a Charpy impact test was conducted, and a Charpy impact value (vE- 50 ) at a temperature of -50 ° C was measured to evaluate toughness.
- vE- 50 Charpy impact value
- a test piece was prepared with double-sided grinding with a plate thickness of 5 mm, and for hot-rolled steel sheets with a plate thickness of 5 mm or less, a test piece was prepared with the original thickness, Subjected to Charpy impact test.
- the measured vE -50 value was 40 J or more, the toughness was evaluated as good.
- the hot-rolled steel sheet of the inventive example is a hot-rolled steel sheet having both desired strength (TS: 980 MPa or more) and excellent toughness (vE- 50 value: 40 J or more).
- the hot-rolled steel sheet of the invention example has the desired strength and excellent toughness at both the thickness 1/4 position and the thickness 1/2 position (the thickness center position). This is a hot-rolled steel sheet with good characteristics.
- the hot-rolled steel sheet of the comparative example which is out of the scope of the present invention does not ensure a predetermined strength or does not ensure sufficient toughness.
- C more than 0.1% and 0.2% or less C is an element having an action of promoting the formation of bainite, increasing the strength of steel, and promoting the formation of bainite, and is one of the important elements in the present invention.
- the C content needs to exceed 0.1%.
- C since C combines with Fe to form cementite, the excessive C content increases the number of cementite, narrows the gap between the cementites that are the origin of voids, reduces local ductility, Spreading processability decreases. Further, if C is contained in excess of 0.2%, weldability is lowered. For these reasons, C is limited to the range of more than 0.1% and 0.2% or less.
- the content is 0.12 to 0.17%.
- Si 1.0% or less
- Si is an element having an effect of suppressing the formation of coarse cementite as a solid solution and contributing to an increase in steel strength, and is one of the important elements in the present invention.
- Si contributes to the improvement of local ductility and hole expansion workability by widening the interval of cementite, which is the origin of voids, particularly through the action of suppressing the formation of coarse cementite. In order to acquire such an effect, it is desirable to contain 0.1% or more. On the other hand, if the content exceeds 1.0%, the surface properties of the steel sheet are remarkably deteriorated, and chemical conversion treatment properties and corrosion resistance are reduced. For this reason, Si was limited to 1.0% or less. It is preferably 0.5 to 0.9%.
- Mn 1.5-2.5%
- Mn is an element that contributes to increasing the strength of the steel by forming a solid solution, and further promotes the formation of a bainite phase through improvement of hardenability.
- the content of 1.5% or more is required.
- the content exceeds 2.5% the central segregation becomes remarkable, and the appearances of punched surface of the steel sheet are lowered, and the hole expanding workability is lowered.
- the amount of Mn was limited to the range of 1.5 to 2.5%. In addition, Preferably it is 1.7 to 2.2% of range.
- P 0.05% or less P dissolves and contributes to increasing the strength of the steel, but segregates at grain boundaries, particularly prior austenite grain boundaries, and lowers low temperature toughness and workability. For this reason, it is preferable to reduce P as much as possible, but inclusion up to 0.05% is acceptable. Therefore, P is limited to 0.05% or less. In addition, Preferably it is 0.03% or less, More preferably, it is 0.02% or less.
- S 0.005% or less S combines with Ti and Mn to form coarse sulfides, thereby reducing workability. For this reason, it is preferable to reduce S as much as possible, but the content up to 0.005% is acceptable. For these reasons, S is limited to 0.005% or less. In addition, Preferably it is 0.003% or less, More preferably, it is 0.001% or less.
- Al 0.10% or less
- Al is an element that acts as a deoxidizer and contributes effectively to improving the cleanliness of steel. In order to acquire such an effect, it is desirable to contain 0.005% or more.
- an excessive content exceeding 0.10% causes an increase in oxide inclusions, which causes generation of flaws and decreases the workability of the steel sheet. For this reason, Al was limited to 0.10% or less.
- the content is 0.01 to 0.05%.
- N 0.007% or less
- N is an element that combines with a nitride-forming element and precipitates as a nitride, contributing to refinement of crystal grains.
- 0.007% is permissible.
- N is limited to 0.007% or less.
- Ti forms carbonitrides, refines the crystal grains, and contributes to increasing the strength of the steel by precipitation strengthening.
- Ti has the effect of reducing the amount of cementite in steel by forming many fine (Ti, V) C clusters in the temperature range of about 300 to 500 ° C (coiling temperature).
- Ti, V fine coarse
- Ti is 0.1 to 0.15%.
- V more than 0.1% and less than 0.3% V forms carbonitrides and refines the crystal grains, and contributes to increasing the strength of the steel by precipitation strengthening. It is an element that contributes to chemical conversion.
- V has the effect of reducing the amount of cementite in steel by forming many fine (Ti, V) C clusters in the temperature range of about 300 to 500 ° C (coiling temperature).
- Ti, V coarse fine
- the content of more than 0.1% is required.
- an excessive content exceeding 0.3% lowers the ductility and causes an increase in production cost. For this reason, V is limited to a range of more than 0.1% and 0.3% or less.
- the content is preferably 0.13 to 0.27%, more preferably 0.15 to 0.25%.
- Nb 0.005 to 0.1%
- B 0.0002 to 0.002%
- Cu 0.005 to 0.3
- % Ni: 0.005-0.3%
- Cr 0.005-0.3%
- Mo One or more selected from 0.005-0.3%
- Ca 0.0003-0.01%
- REM 0.0003- One or two selected from 0.01%
- Nb 0.005-0.1%
- B 0.0002-0.002%
- Cu 0.005-0.3%
- Ni 0.005-0.3%
- Cr 0.005-0.3%
- Mo 0.005-0.3%
- Two or more types Nb, B, Cu, Ni, Cr, and Mo are elements that contribute to an increase in the strength of the steel sheet, and can be selected as necessary to contain one or more types.
- Nb is an element that contributes to increasing the strength of steel through the formation of carbonitrides. In order to exhibit such an effect, it is preferable to contain 0.005% or more. On the other hand, if the content exceeds 0.1%, the deformation resistance increases, the rolling load of hot rolling increases, the burden on the rolling mill becomes too large, making the rolling operation itself difficult, and forming coarse precipitates. In addition, workability is reduced. For this reason, when contained, Nb is preferably limited to a range of 0.005 to 0.1%. More preferably, the content is 0.01 to 0.05%, and still more preferably 0.02 to 0.04%.
- B is an element that segregates at the austenite grain boundaries, suppresses the formation and growth of ferrite, improves the hardenability, contributes to the formation and refinement of the bainite phase, and increases the strength of the steel. In order to exhibit such an effect, it is preferable to contain 0.0002% or more, but if it exceeds 0.002%, the workability is remarkably lowered. Therefore, when contained, B is preferably limited to the range of 0.0002 to 0.002%. More preferably, the content is 0.0005 to 0.0015%.
- Cu is an element that has the effect of increasing the strength of steel by solid solution and improving the hardenability. Cu particularly lowers the bainite transformation temperature and contributes to refinement of the bainite phase. In order to acquire such an effect, it is preferable to contain 0.005% or more, but inclusion exceeding 0.3% causes the surface quality (surface quality) to fall. Therefore, when contained, Cu is preferably limited to a range of 0.005 to 0.3%. More preferably, the content is 0.01 to 0.2%.
- Ni is an element having a function of increasing the strength of steel by solid solution and improving the hardenability and facilitating the formation of a bainite phase. In order to acquire such an effect, it is preferable to contain 0.005% or more, but when it contains exceeding 0.3%, it will become easy to produce
- Cr is an element that forms carbides and contributes to increasing the strength of steel. In order to exhibit such an effect, it is preferable to contain 0.005% or more. On the other hand, an excessive content exceeding 0.3% lowers the corrosion resistance of the steel sheet. Therefore, when contained, Cr is preferably limited to a range of 0.005 to 0.3%. More preferably, the content is 0.01 to 0.2%.
- Mo is an element that has the effect of improving hardenability, facilitating the formation of a bainite phase, and increasing the strength of steel. In order to acquire such an effect, it is preferable to contain 0.005% or more, but when it contains exceeding 0.3%, it will become easy to produce
- Ca 0.0003 to 0.01%
- REM 0.0003 to 0.01%. Both Ca and REM improve the hole expansion workability through shape control of inclusions. It is an element which contributes to, and can be selected as necessary and can contain one or two kinds.
- Ca is an element that controls the shape of sulfide inclusions and contributes effectively to the improvement of hole expansion workability. In order to express this effect, the content of 0.0003% or more is required. On the other hand, an excessive content exceeding 0.01% increases the amount of inclusions and causes frequent surface defects. Therefore, when it is contained, Ca is preferably limited to a range of 0.0003 to 0.01%.
- REM like Ca
- REM is an element that controls the shape of sulfide inclusions, improves the adverse effects of sulfide inclusions on hole expansion processability, and contributes to improvement of hole expansion processability.
- the content of 0.0003% or more is required.
- an excessive content exceeding 0.01% increases the amount of inclusions, deteriorates the cleanliness of the steel, and decreases the hole expansion workability. Therefore, when contained, REM is preferably limited to a range of 0.0003 to 0.01%.
- the balance other than the above components is composed of Fe and inevitable impurities.
- Inevitable impurities include O (oxygen): 0.005% or less, W: 0.1% or less, Ta: 0.1% or less, Co: 0.1% or less, Sb: 0.1% or less, Sn: 0.1% or less, Zr: 0.1 % Or less is acceptable.
- the main phase is the bainite phase.
- the “main phase” here refers to a phase having an area ratio of 90% or more. If the phase other than the bainite phase is the main phase, the desired high strength and good hole expansion workability cannot be secured stably. Therefore, the main phase was a bainite phase having an area ratio of 90% or more. In addition, Preferably it is 92% or more, More preferably, it is 95% or more.
- the balance other than the bainite phase which is the main phase, is composed of one or more selected from a martensite phase, an austenite phase (residual austenite phase), and a ferrite phase.
- the remaining phases other than the main phase are 10% or less in total (including 0%) in terms of area ratio. If the remaining phase other than the bainite phase exceeds 10%, the desired high strength and good hole expansion workability cannot be secured stably. In particular, when the martensite phase increases, the desired good hole expansion workability cannot be secured stably.
- the present hot-rolled steel sheet has the above-described structure and exhibits a structure in which cementite is dispersed in the structure.
- Cementite exists mainly in a dispersed state in the bainite phase, but may exist in a phase other than bainite or at the boundary between phases.
- the cementite dispersed in the structure is 0.8% or less by mass% and the average particle size is 150 nm or less.
- cementite When cementite is dispersed in a large amount exceeding 0.8% by mass in the structure, the number of dispersed cementite increases, voids originating from cementite are easily connected during processing, local ductility is reduced, and holes are reduced. Spreading processability decreases. For this reason, cementite was limited to 0.8% or less by mass. In addition, Preferably it is 0.6% or less. More preferably, it is 0.5% or less.
- the average particle size of cementite exceeds 150 nm and becomes coarse, coarse voids starting from cementite are likely to occur during processing, and hole expansion workability is reduced. For this reason, the average particle diameter of cementite was limited to 150 nm or less. In addition, Preferably it is 130 nm or less, More preferably, it is 110 nm or less.
- the steel material is heated and subjected to hot rolling consisting of rough rolling and finish rolling, then subjected to cooling consisting of two stages of first stage cooling and second stage cooling, and then through a winding process, A hot-rolled steel sheet is used.
- the manufacturing method of the steel material that is the starting material is to melt the molten steel having the above-described composition by a conventional melting method such as a converter, and by a conventional casting method such as a continuous casting method, Any conventional manufacturing method can be applied, and there is no particular limitation. It should be noted that there is no problem even if the ingot-bundling method is used.
- electromagnetic stirring EMS
- IBSR light pressure casting
- EMS electromagnetic stirring
- IBSR light pressure casting
- EMS electromagnetic stirring
- equiaxed crystals can be formed in the center portion of the plate thickness, and segregation can be reduced.
- light pressure casting is performed, segregation at the central portion of the plate thickness can be reduced by preventing the flow of molten steel in the unsolidified portion of the continuous cast slab.
- the obtained steel material is heated to a heating temperature of 1200 ° C or higher.
- Heating temperature 1200 ° C or higher
- the steel material used in the present invention contains carbonitride-forming elements such as Ti, but these carbonitride-forming elements are mostly coarse carbonitrides (precipitates). Exist as.
- a carbonitride-forming element such as Ti is present as coarse precipitates, the amount of fine precipitates contributing to precipitation strengthening is reduced. For this reason, steel plate strength falls.
- the heating temperature was limited to 1200 ° C. or higher.
- the temperature is preferably 1220 ° C to 1350 ° C.
- the heated steel material is subjected to hot rolling consisting of rough rolling and finish rolling.
- finish rolling is performed at a finish rolling finish temperature of 850 to 950 ° C. Needless to say, descaling is performed before finish rolling or during rolling between finish rolling stands.
- Finishing rolling finish temperature 850-950 ° C
- the finish rolling finish temperature is less than 850 ° C.
- the finish rolling becomes a ferrite + austenite two-phase region rolling, and the processed structure remains after rolling, so that the hole expanding workability is lowered.
- the finish rolling finish temperature is higher than 950 ° C.
- austenite grains grow, and the bainite phase of the hot-rolled sheet obtained after cooling becomes coarse. For this reason, hole expansion workability falls.
- the finish rolling finish temperature was limited to the range of 850 to 950 ° C.
- the temperature is preferably 870 to 930 ° C.
- finishing rolling finish temperature is the surface temperature.
- cooling is performed in two stages: first stage cooling and second stage cooling.
- the cooling is started within 1.5 s, preferably immediately, and cooled to the first stage cooling stop temperature of 500 to 600 ° C. at an average cooling rate of 20 to 80 ° C./s. To do.
- the cooling start time of the first stage cooling is longer than 1.5 s, the austenite grains become coarse and the bainite phase becomes coarse. Further, when the austenite grains are coarse, the hardenability of the steel sheet is increased, the martensite phase is easily generated, and the desired excellent hole expanding workability cannot be ensured. For this reason, the cooling start time of the first stage cooling is limited to 1.5 s or less after finishing rolling.
- the average cooling rate of the first stage cooling is less than 20 ° C./s and the cooling is slow, the formation of ferrite or coarse bainite is promoted, and the desired high strength or hole expansion workability cannot be secured.
- the average cooling rate of the first stage cooling was limited to the range of 20 to 80 ° C./s.
- the temperature is preferably 25 to 60 ° C./s.
- the first stage cooling stop temperature is less than 500 ° C, it will enter the transition boiling region and the steel plate temperature will vary widely, the structure will become uneven, and the desired excellent hole expansion workability can be secured. Disappear.
- the first stage cooling stop temperature is higher than 600 ° C., the ferrite transformation is promoted and the desired high strength cannot be ensured. For this reason, the first stage cooling stop temperature was limited to 500 to 600 ° C.
- the temperature is preferably 520 to 580 ° C.
- the cooling start time of the second stage cooling is longer than 3 s, ferrite transformation starts and the desired high strength cannot be secured. For this reason, the cooling start time of the second stage cooling is limited to within 3 s after the end of the first stage cooling.
- the average cooling rate of the second stage cooling was limited to 90 ° C./s or more.
- the upper limit of the average cooling rate of the second stage cooling is not particularly limited, but the upper limit is about 250 ° C./s in relation to the thickness of the plate to be cooled and the capacity of the cooling equipment. It is preferably 100 to 200 ° C./s.
- the second stage cooling stop temperature is less than 330 ° C.
- a hard martensite phase or residual austenite phase is formed in the steel sheet structure, and a desired structure cannot be secured, resulting in a decrease in hole expansion workability.
- the temperature is higher than 470 ° C.
- the ferrite phase and martensite phase increase in the steel sheet structure, the desired structure cannot be secured, and the hole expansion workability is remarkably lowered.
- the first stage cooling stop temperature was limited to 330 to 470 ° C.
- the temperature is preferably 350 to 450 ° C.
- the second stage cooling stop temperature is taken as the coiling temperature, and the coil is wound into a coil shape to obtain a hot rolled steel sheet (hot rolled steel strip).
- the above temperature means the surface temperature of the steel plate.
- the hot-rolled steel sheet may be further subjected to temper rolling according to a conventional method. Moreover, the obtained hot-rolled steel sheet may be pickled to remove the scale formed on the surface. Or after pickling, you may give plating processing, such as hot dip galvanization and electrogalvanization, and chemical conversion treatment.
- Molten steel having the composition shown in Table 5 was melted in a converter and made into a slab (steel material) by a continuous casting method.
- electromagnetic stirring (EMS) was performed for the segregation reduction treatment of the components other than the hot-rolled steel plate No. 1 'of steel A2 in Tables 5 to 7B described later.
- these steel materials are heated under the conditions shown in Tables 6A and B, subjected to hot rolling consisting of rough rolling and finish rolling under the conditions shown in Tables 6A and B.
- Tables 6A and B are performed.
- the steel sheet was cooled at the winding temperature shown in Table 2, and the hot-rolled steel sheet having the thickness shown in Tables 6A and B was obtained. In some hot-rolled steel sheets, the cooling is one-step cooling.
- Test specimens were collected from the obtained hot-rolled steel sheet and subjected to structure observation, tensile test, and hole expansion test.
- the test method was as follows. (1) Microstructure observation A specimen for microstructural observation was collected from the obtained hot-rolled steel sheet, the cross section of the plate thickness parallel to the rolling direction was polished, and the microstructure was revealed with a corrosive solution (3% nital solution). Tissues were observed at 4 positions using a scanning electron microscope (SEM), tissues were imaged at 3 fields of view (magnification: 3000 times), and tissue fractions (area ratios) of each phase were identified by tissue identification and image analysis Was calculated.
- SEM scanning electron microscope
- a replica test piece (size: 10 mm x 15 mm) is taken from the 1/4 position of the thickness of the obtained hot-rolled steel sheet, and a replica film is prepared by a two-stage replica method.
- Collect cementite observe the collected cementite using a transmission electron microscope (TEM), photograph 5 fields of view (magnification: 50000 times), determine the particle size of each cementite, and average the relevant It was set as the average particle diameter of the cementite of a steel plate.
- TEM transmission electron microscope
- magnification: 50000 times determine the particle size of each cementite, and average the relevant It was set as the average particle diameter of the cementite of a steel plate.
- the average value of the major axis length and the minor axis length was used as the particle size of the cementite.
- a test piece for extracting electrolytic residue (size: t ⁇ 50 ⁇ 100 mm) was collected from the obtained hot rolled steel sheet, and 10% AA electrolyte (10 vol% acetylacetone-1 mass% tetramethylammonium chloride (tetramethylammonium chloride) chloride) / methanol (constant-current electrolysis) at a current density of 20 mA / cm 2 over the entire thickness of the test piece.
- the obtained electrolytic solution (electrolyte) was filtered, and the electrolytic residue remaining on the filter paper was analyzed using an inductively-coupled plasma spectrophotometric analyzers to measure the amount of Fe in the electrolytic residue.
- Fe 3 C (mass%) (1.0716 ⁇ [quantitative Fe (g)]) / [electrolytic weight (g)] ⁇ 100
- the amount of precipitated cementite was calculated.
- the atomic weight of Fe is 55.85 (g / mol), and the atomic weight of C is 12.01 (g / mol).
- the electrolysis weight was calculated
- test piece (GL: 50mm) was sampled from the obtained hot-rolled steel sheet so that the tensile direction was perpendicular to the rolling direction, and a tensile test was conducted according to JIS Z 2241.
- the yield strength (yield point) YP, the tensile strength TS, and the elongation El were determined.
- a test piece for hole expansion test (size: t x 100 x 100 mm) was taken from the obtained hot rolled steel sheet, and punch holes were punched out with a 10mm ⁇ punch in the center of the test piece with a clearance of 25.0%. Thereafter, a 60 ° conical punch is inserted into the punch hole so as to push it up from the punching direction, and the hole diameter dmm when the crack penetrates the plate thickness is obtained. Was calculated.
- the clearance is a ratio (%) to the plate thickness.
- ⁇ obtained in a hole expansion test performed on a punch hole punched with a clearance of 12.5% was obtained in a hole expansion test performed on a punch hole punched with a clearance of 60% or more and clearance of 25.0%.
- ⁇ 40% or more, the hole expansion workability was evaluated as good.
- All examples of the present invention are high strength hot-rolled steel sheets having high tensile strength: 980 MPa or more and excellent hole expansion workability.
- the desired tensile strength is not ensured or the hole expansion workability is lowered.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
[靭性について]
例えば、特許文献1には、質量%でC:0.04~0.12%、Si:0.5~1.2%、Mn:1.0~1.8%、P:0.03%以下、S:0.0030%以下、Al:0.005~0.20%、N:0.005%以下およびTi:0.03~0.13%を含有し、残部はFeおよび不可避的不純物の組成とし、ベイナイト相(bainite phase)の面積率が95%超で、該ベイナイト相の平均粒径が3μm以下である組織とし、表層から50μmの位置でのビッカース硬度と板厚1/4位置でのビッカース硬度(Vickers hardness)の差を50以下、板厚1/4位置でのビッカース硬度と板厚1/2位置でのビッカース硬度の差を40以下とする板厚:4.0mm以上12mm以下の熱延鋼板が提案されている。特許文献1に提案された技術によると、主相を微細ベイナイトにするとともに、板厚方向にわたる硬度分布を低減することによって、靭性に優れた引張強さ:780MPa以上の高強度熱延鋼板が得られるとしている。
例えば、特許文献4には、質量%で、C:0.05~0.15%、Si:0.2~1.2%、Mn:1.0~2.0%、P:0.04%以下、S:0.005%以下、Ti:0.05~0.15%、Al:0.005~0.10%、N:0.007%以下を含有し、残部鉄及び不可避的不純物からなる組成を有する鋼素材を、1150~1350℃、好ましくは1200℃超1350℃以下に加熱したのち、850~950℃、好ましくは900℃超950℃以下の仕上温度で終了する熱間圧延を施し、該熱間圧延終了後、30℃/s以上の平均冷却速度で530℃まで冷却し、ついで100℃/s以上の平均冷却速度で、巻取温度:300~500℃まで冷却し、該巻取温度で巻取る、高強度熱延鋼板の製造方法が記載されている。これにより、平均粒径が5μm以下、好ましくは3.0超~5.0μmのベイナイト相単相からなる組織としたうえで、固溶Tiを0.02%以上残存させることにより、TS:780MPa以上という高強度を維持したまま、伸びフランジ性および耐疲労特性が顕著に向上するとしている。ベイナイト相単相からなる組織に代えて、面積率で90%以上のベイナイト相と、該ベイナイト相以外の第二相からなり、第二相の平均粒径が3μm以下である組織としてもよいとしている。
[Mg%]≧ ([O%]/16×0.8)×24・・・(1)
[S%] ≦ ([Mg%]/24-[O%]/16×0.8+0.00012)×32・・・(2)
[S%] ≦ 0.0075/[Mn%]・・・(3)
の全てを満たし、組織がベイナイト相を主体とする薄鋼板である。これにより、TS:980MPa以上の高強度で、穴拡げ性と延性に優れる薄鋼板になるとしている。特許文献3に記載された技術では、O、MgとMnとSの添加バランスをある条件に調整し、MgOとMgSとの複合析出を利用して(Nb,Ti)Nの均一微細化を図り、打抜き穴の断面に微細均一なボイドを生成させて、穴拡げ加工時の応力集中(stress concentration)を緩和し、穴拡げ性を向上させるとしている。
しかしながら、特許文献1に提案された技術では、引張強さ:980MPa以上の高強度熱延鋼板が得られるものの、ベイナイト組織の制御が不十分であるため、優れた低温靭性が安定して確保できない問題があった。
特許文献4に記載された技術では、目標とする強度は、引張強さTS:780MPa以上であるが、C含有量を増加すれば、引張強さTS:980MPa以上の高強度を確保することもできる。しかし、更なる高強度化のためにC含有量を増加すると、Ti炭化物の析出量の制御が困難となり、穴拡げ加工性を向上させるために必要な0.02%以上の固溶Tiを安定して残存させることができにくいという問題があった。
本発明者らは、上記の目的を達成するために、引張強さ:980MPa以上という高強度を維持した状態で、熱延鋼板の靭性を向上すべく鋭意研究した。具体的には、一般的に強度-靭性バランスが良好であることで知られているベイナイト相に着目し、ベイナイト主相組織とする熱延鋼板の強度および靭性に及ぼす各種要因について検討した。その結果、ベイナイト相のラス(lath)の微細化が、熱延鋼板の高強度化および靭性向上に極めて有効であることを突き止めた。そして、更に検討を進めた結果、所定量のTiおよびVを添加し、面積率で85%超のベイナイト相を主相とし、該ベイナイト相のラス間隔(lath interval)を平均400nm以下、該ラスの長軸長さ(length of long axis)を平均5.0μm以下とすることで、引張強さTSが980MPa以上という高強度を維持したまま靭性が顕著に向上するという知見を得た。
[1] 質量%で、C:0.05%以上0.18%以下、Si:1.0%以下、Mn:1.0%以上3.5%以下、P:0.04%以下、S:0.006%以下、Al:0.10%以下、N:0.008%以下、Ti:0.05%以上0.20%以下、V:0.1%超0.3%以下を含有し、残部がFeおよび不可避的不純物からなる組成を有し、面積率で85%超のベイナイト相を主相とし、フェライト相、マルテンサイト相および残留オーステナイト相のうちの1種または2種以上を第2相とし、該第2相を面積率で合計0%以上15%未満含み、前記ベイナイト相のラスの平均ラス間隔が400nm以下、且つ、前記ラスの平均長軸長さが5.0μm以下である組織を有し、引張強さTSが980MPa以上である靭性に優れた高強度熱延鋼板。
[2] 前記[1]において、前記組成に加えて更に、質量%で、Nb:0.005%以上0.4%以下、B:0.0002%以上0.0020%以下、Cu:0.005%以上0.2%以下、Ni:0.005%以上0.2%以下、Cr:0.005%以上0.4%以下、Mo:0.005%以上0.4%以下のうちから選ばれた1種または2種以上を含有する靭性に優れた高強度熱延鋼板。
[3] 前記[1]または[2]において、前記組成に加えて更に、質量%でCa:0.0002%以上0.01%以下、REM:0.0002%以上0.01%以下のうちから選ばれた1種または2種を含有する靭性に優れた高強度熱延鋼板。
[4] 前記[1]ないし[3]のいずれかに記載の組成からなる鋼素材を、1200℃以上に加熱し、粗圧延と、1000℃以下の温度域での累積圧下率を50%以上、仕上圧延終了温度を820℃以上930℃以下とする仕上圧延からなる熱間圧延を施した後、4.0s以内に冷却を開始し、平均冷却速度20℃/s以上で冷却し、巻取り温度300℃以上450℃以下で巻き取る靭性に優れた高強度熱延鋼板の製造方法。
本発明者らは、上記した目的を達成するために、引張強さTS:980MPa以上という高強度を維持した状態で、穴拡げ加工性に及ぼす各種要因について鋭意検討した。その結果、ベイナイト相を主相とする組織として引張強さTS:980MPa以上という高強度を維持した場合には、セメンタイトが穴拡げ加工時、あるいは局部変形時のボイド形成の起点として作用し、セメンタイトの量が多くなると、ボイドが連結しやすく、局部延性(local ductility)が低下し、穴拡げ加工性を低下させることを知見した。また、セメンタイトの粒径が大きくなると、穴拡げ加工の前処理である打抜き加工の打抜き端面に粗大なボイドが形成され、穴拡げ加工性が低下することも見出した。
[5] 質量%で、C:0.1%超0.2%以下、Si:1.0%以下、Mn:1.5~2.5%、P:0.05%以下、S:0.005%以下、Al:0.10%以下、N:0.007%以下、Ti:0.07~0.2%、V:0.1%超0.3%以下を含有し、残部Feおよび不可避的不純物からなる組成を有し、さらに、面積率で90%以上のベイナイト相を主相とし、主相以外の残部が面積率で10%以下の、マルテンサイト相、オーステナイト相、フェライト相のうちから選ばれた1種または2種以上からなる組織を有し、かつ組織中に分散するセメンタイトが質量%で0.8%以下、平均粒径が150nm以下であり、引張強さTSが980MPa以上である穴拡げ加工性に優れた高強度熱延鋼板。
[6] [5]において、前記組成に加えてさらに、質量%で、Nb:0.005~0.1%、B:0.0002~0.002%、Cu:0.005~0.3%、Ni:0.005~0.3%、Cr:0.005~0.3%、Mo:0.005~0.3%のうちから選ばれた1種または2種以上を含有する高強度熱延鋼板。
[7] [5]または[6]において、前記組成に加えてさらに、質量%で、Ca:0.0003~0.01%、REM:0.0003~0.01%のうちから選ばれた1種または2種を含有する高強度熱延鋼板。
[8] 鋼素材を、加熱し粗圧延と仕上圧延からなる熱間圧延を施したのち、第一段冷却と第二段冷却の二段階からなる冷却を施し、ついで巻き取り熱延鋼板とするにあたり、前記鋼素材を、質量%で、C:0.1%超0.2%以下、Si:1.0%以下、Mn:1.5~2.5%、P:0.05%以下、S:0.005%以下、Al:0.10%以下、N:0.007%以下、Ti:0.07~0.2%、V:0.1%超0.3%以下を含有し、残部Feおよび不可避的不純物からなる組成を有する鋼素材とし、前記加熱が前記鋼素材を1200℃以上に加熱する処理であり、前記仕上圧延が、仕上圧延終了温度:850~950℃とする圧延であり、前記第一段冷却が、前記仕上圧延を終了した後、1.5s以内に冷却を開始し、20~80℃/sの平均冷却速度で500~600℃の第一段冷却停止温度まで冷却する冷却であり、前記第二段冷却が、前記第一段冷却終了後、3s以内に90℃/s以上の平均冷却速度で330~470℃の第二段冷却停止温度まで冷却する冷却であり、前記第二段冷却終了後、前記第二段冷却停止温度を巻取温度として巻き取る穴拡げ加工性に優れた高強度熱延鋼板の製造方法。
[9] [8]において、前記組成に加えてさらに、質量%で、Nb:0.005~0.1%、B:0.0002~0.002%、Cu:0.005~0.3%、Ni:0.005~0.3%、Cr:0.005~0.3%、Mo:0.005~0.3%のうちから選ばれた1種または2種以上を含有する高強度熱延鋼板の製造方法。
[10] [8]または[9]において、前記組成に加えてさらに、質量%で、Ca:0.0003~0.01%、REM:0.0003~0.01%のうちから選ばれた1種または2種を含有する高強度熱延鋼板の製造方法。
本発明によれば、引張強さが980MPa以上であり且つ靭性に優れた高強度熱延鋼板が得られる。したがって、本発明を自動車の構造部品、骨格、あるいはトラックのフレーム等に適用すれば、自動車の安全性を確保しつつ車体重量を軽減でき、環境負荷を低減することが可能となる。輸送管として、厚鋼板を素材とするUOE鋼管に代わり本発明の熱延鋼板を素材とする溶接鋼管を適用することで、生産性が向上し、更なるコストダウンが可能となる。
本発明によれば、引張強さ:980MPa以上という高強度を維持したまま、穴拡げ加工性が顕著に向上した熱延鋼板を安定して製造することができ、産業上格段の効果を奏する。また、本発明熱延鋼板は、自動車の足回り部品、構造部品、骨格、あるいはトラックのフレーム等の素材として適用すれば、自動車の安全性を確保しつつ車体重量を軽減でき、環境負荷を低減することが可能となるという効果もある。
以下、実施の形態1について具体的に説明する。
Cは、鋼の強度を向上させ、ベイナイトの生成を促進する。そのため、本発明では、C含有量を0.05%以上とする必要がある。一方、C含有量が0.18%を超えると、ベイナイトの生成制御(formation control)が困難となり、硬質なマルテンサイトの生成が増え、熱延鋼板の靭性が低下する。したがって、C含有量は0.05%以上0.18%以下とする。好ましくは、0.08%以上0.17%以下であり、より好ましくは0.10%超0.16%以下である。なお、Mn量が2.5%以上、3.5%以下の場合では、好ましいC量は0.06%以上、0.15%以下である。
Siは、靭性を阻害する粗大な酸化物やセメンタイトを抑制し、固溶強化(solute strengthening)にも寄与する元素であるが、含有量が1.0%を超えると熱延鋼板の表面性状が著しく劣化し、化成処理性(chemical conversion treatability)や耐食性の低下を招く。したがって、Si含有量は1.0%以下とする。好ましくは0.4%以上0.8%以下である。
Mnは、固溶して鋼の強度増加に寄与するとともに、焼入れ性(hardenability)の向上を介してベイナイトの生成を促進する元素である。このような効果を得るためには、Mn含有量を1.0%以上とする必要がある。一方、Mn含有量が3.5%を超えると、中央偏析(center segregation)が顕著になり、熱延鋼板の靭性が低下する。したがって、Mn含有量は1.0%以上3.5%以下とする。なお、好ましくは1.5%以上3.0%以下、より好ましくは1.8%以上2.5%以下である。
Pは、固溶して鋼の強度増加に寄与する元素であるが、粒界、特に旧オーステナイト粒界(prior-austenite grain boundaries)に偏析し、低温靭性や加工性の低下を招く元素でもある。このため、P含有量は極力低減することが好ましいが、0.04%までの含有は許容できる。したがって、P含有量は0.04%以下とする。しかし、P含有量を過度に低減しても精錬コストの増大に見合う効果が得られないため、P含有量は0.003%以上0.03%以下とすることが好ましく、0.005%以上0.02%以下とすることがより好ましい。
Sは、TiやMnと結合して粗大な硫化物を形成し、熱延鋼板の加工性を低下させる。そのため、S含有量は極力低減することが好ましいが、0.006%までの含有は許容できる。したがって、S含有量は0.006%以下とする。しかし、S含有量を過度に低減しても精錬コストの増大に見合う効果が得られないため、S含有量は0.0003%以上0.004%以下とすることが好ましく、0.0005%以上0.002%以下とすることがより好ましい。
Alは、脱酸剤として作用し、鋼の清浄度を向上させるのに有効な元素である。一方、Alの過剰な添加は酸化物系介在物(oxide inclusion)の増加を招き、熱延鋼板の靭性を低下させるとともに、疵発生の原因となる。したがって、Al含有量は0.10%以下とする。好ましくは0.005%以上0.08%以下である。さらに好ましくは0.01%以上0.05%以下である。
Nは、窒化物形成元素(nitride-forming element)と結合することにより窒化物として析出し、結晶粒の微細化に寄与する。しかし、Nは、高温でTiと結合して粗大な窒化物になり易く、熱延鋼板の靭性を低下させる。このため、N含有量を0.008%以下とする。好ましくは0.001%以上0.006%以下である。より好ましくは0.002%以上0.005%以下である。
Tiは、本発明における最も重要な元素の一つである。Tiは、炭窒化物を形成して結晶粒を微細化することにより、また析出強化(precipitation strengthening)により、鋼の強度増加に寄与する。また、Tiは、300℃以上450℃以下の低温下では、微細な(Ti,V)Cのクラスター(cluster)を多数形成し、鋼中のセメンタイト量を低減し、熱延鋼板の靭性を向上させる。この様な効果を発現させるためには、Ti含有量を0.05%以上とする必要がある。一方、Ti含有量が0.20%を超えて過剰になると、上記した効果が飽和するうえ、粗大な析出物の増加を招き、熱延鋼板の靭性低下を招く。したがって、Ti含有量は0.05%以上0.20%以下の範囲に限定する。好ましくは0.08%以上0.15%以下である。
Vは、本発明における最も重要な元素の一つである。Vは、炭窒化物を形成して結晶粒を微細化することにより、また析出強化により、鋼の強度増加に寄与する。また、Vは、焼入れ性を向上させ、ベイナイト相の形成および微細化に貢献する。更に、Vは、300℃以上450℃以下の低温下では微細な(Ti,V)Cのクラスターを多数形成し、鋼中のセメンタイト量を低減し、熱延鋼板の靭性を向上させる。この様な効果を発現させるためには、V含有量を0.1%超とする必要がある。一方、V含有量が0.3%を超えて過剰になると、上記した効果が飽和するためコスト高となる。したがって、V含有量は0.1%超0.3%以下の範囲に限定する。好ましくは0.15%以上0.25%以下である。
Nbは、炭窒化物の形成を介して鋼の強度増加に寄与する元素である。このような効果を発現させるためには、Nb含有量を0.005%以上とすることが好ましい。一方、Nb含有量が0.4%を超えると、変形抵抗(deformation resistance)が増加するため、熱延鋼板製造時、熱間圧延の圧延荷重(rolling force)が増加し圧延機への負担が大きくなり過ぎて圧延操業(rolling operation)そのものが困難になるおそれがある。また、Nb含有量が0.4%を超えると、粗大な析出物を形成して熱延鋼板の靭性が低下する傾向にある。したがって、Nb含有量は0.005%以上0.4%以下とすることが好ましい。なお、より好ましくは0.01%以上0.3%以下であり、更に好ましくは0.02%以上0.2%以下である。
Bは、オーステナイト粒界に偏析し、フェライトの生成および成長を抑制する元素である。また、Bは、焼入れ性を向上させベイナイト相の形成および微細化に寄与する元素でもある。これらの効果を発現させるためには、B含有量を0.0002%以上とすることが好ましい。但し、B含有量が0.0020%を超えると、マルテンサイト相の生成を促進させるため、熱延鋼板の靭性が大幅に低下するおそれがある。したがって、Bを含有する場合には、その含有量を0.0002%以上0.0020%以下とすることが好ましい。また、0.0004%以上0.0012%以下とすることがより好ましい。
Cuは、固溶して鋼の強度増加に寄与する元素である。また、Cuは、焼入れ性を向上させる作用を有し、特にベイナイト変態温度(bainite transformation temperature)を低下させ、ベイナイト相の微細化に寄与する元素でもある。これらの効果を得るためには、Cu含有量を0.005%以上とすることが好ましいが、その含有量が0.2%を超えると熱延鋼板の表面性状の低下を招く。したがって、Cu含有量は0.005%以上0.2%以下とすることが好ましい。なお、より好ましくは0.01%以上0.15%以下である。
Niは、固溶して鋼の強度増加に寄与する元素である。また、Niは、焼入れ性を向上させる作用を有し、ベイナイト相を形成し易くする。これらの効果を得るためには、Ni含有量を0.005%以上とすることが好ましい。但し、Ni含有量が0.2%を超えると、マルテンサイト相が生成し易くなり、熱延鋼板の靭性が大幅に低下するおそれがある。したがって、Ni含有量は0.005%以上0.2%以下とすることが好ましい。より好ましくは0.01%以上0.15%以下である。
Crは、炭化物を形成して熱延鋼板の高強度化に寄与する。この効果を発現させるためには、Cr含有量を0.005%以上とすることが好ましい。一方、Cr含有量が0.4%を超えて過剰になると、熱延鋼板の耐食性の低下が懸念される。したがって、Cr含有量は0.005%以上0.4%以下とすることが好ましい。より好ましくは0.01%以上0.2%以下である。
Moは、焼入れ性の向上を通じてベイナイト相の形成を促進し、熱延鋼板の靭性の向上と高強度化に寄与する。このような効果を得るためには、Mo含有量を0.005%以上とすることが好ましい。但し、Mo含有量が0.4%を超えると、マルテンサイト相が生成し易くなり、熱延鋼板の靭性が低下するおそれがある。したがって、Mo含有量は0.005%以上0.4%以下とすることが好ましい。より好ましくは0.01%以上0.2%以下である。
Caは、硫化物系の介在物の形状を制御し、熱延鋼板の曲げ加工性(bending workability)および靭性の向上に有効である。この効果を発現させるためには、Ca 含有量を0.0002%以上とすることが好ましい。但し、Ca含有量が0.01%を超えると、熱延鋼板の表面欠陥(surface defect)を引き起こすおそれがある。したがって、Ca含有量は0.0002%以上0.01%以下とすることが好ましい。また、0.0004%以上0.005%以下とすることがより好ましい。
REMは、Caと同様、硫化物系の介在物の形状を制御し、熱延鋼板の曲げ加工性および靭性に対する硫化物系介在物の悪影響を改善する。この効果を発現させるためには、REM含有量を0.0002%以上とすることが好ましい。但し、REM含有量が0.01%を超えて過剰になると、鋼の清浄度が悪化し、熱延鋼板の靭性が低下する傾向にある。したがって、REMを含有する場合は、その含有量を0.0002%以上0.01%以下とすることが好ましい。また、0.0004%以上0.005%以下とすることがより好ましい。
本発明の熱延鋼板は、強度-靭性バランスに優れたベイナイト相を主相とする。ベイナイト相の分率が面積率で85%以下であると、所望の強度と靭性を備えた熱延鋼板が得られない。したがって、ベイナイト相の分率は、面積率で85%超とする。好ましくは87%以上、より好ましくは90%以上である。また、ベイナイト相の分率を面積率で100%とし、ベイナイト単相組織とすることがより一層好ましい。
本発明の熱延鋼板は、主相であるベイナイト相以外の組織として、フェライト相、マルテンサイト相および残留オーステナイト相のうちの1種または2種以上を第2相として含有し得る。熱延鋼板に所望の強度と靱性を付与するうえでは、その組織をベイナイト単相組織とすることが好ましい。しかし、第2相としてフェライト相、マルテンサイト相および残留オーステナイト相のうちの1種または2種以上を含有する場合であっても、これらの合計分率が面積率で15%未満であれば許容される。したがって、上記第2相の分率は、面積率で合計0%以上15%未満とする。好ましくは13%以下、より好ましくは11%以下である。
ベイナイト相のラスの平均長軸長さ:5.0μm以下
熱延鋼板の高強度化および高靭性化には、ベイナイト相のラスの微細化が極めて重要である。本発明者らは、ベイナイト相のラスの大きさ、具体的にはラスのラス間隔と長軸長さが、熱延鋼板の強度と靱性を大きく左右する要素であることを知見した。そこで、本発明では、ベイナイト相のラスのラス間隔と長軸長さを規定することで、熱延鋼板に所望の強度と靱性を付与することとする。
スラブ等の鋼素材中では、Tiなどの炭窒化物形成元素の殆どが、粗大な炭窒化物として存在している。この粗大で不均一な析出物の存在は、熱延鋼板の諸特性(例えば強度、靭性、穴拡げ加工性など)の劣化を招く。そのため、熱間圧延前の鋼素材を加熱して、粗大な析出物を固溶する。この粗大な析出物を熱間圧延前に十分に固溶させるためには、鋼素材の加熱温度を1200℃以上とする必要がある。但し、鋼素材の加熱温度が高くなりすぎると、スラブ疵の発生や、スケールオフ(scale-off)による歩留まり低下を招くため、鋼素材の加熱温度は1350℃以下とすることが好ましい。より好ましくは1220℃以上1300℃以下である。
ベイナイト相のラスを微細化するためには、比較的低温域での圧下率を高め、圧延後の結晶粒を圧延方向に展伸した結晶粒(展伸度(elongation rate)の高い結晶粒)とする必要がある。1000℃以下での累積圧下率が50%未満では、所望のラス構造(平均ラス間隔:400nm以下、平均長軸長さ:5.0μm以下)を有するベイナイトを確保することが困難となり、熱延鋼板の靭性が低下する。したがって、1000℃以下での累積圧下率を50%以上とする。好ましくは60%以上である。但し、1000℃以下の温度域での累積圧下率が過剰に高くなると、結晶粒が圧延方向に過剰に展伸してフェライトが生成し易くなるため、所望のラス構造を有するベイナイトを確保することがやはり困難となる場合がある。このため、1000℃以下の温度域での累積圧下率は80%以下とすることが好ましい。
仕上圧延終了温度が820℃未満では、圧延がフェライト+オーステナイトの二相域温度で行われるため、圧延後に加工組織が残存して熱延鋼板の靭性が低下する。一方、仕上圧延終了温度が930℃を超えて高くなると、オーステナイト粒が成長し、冷却後に得られる熱延鋼板のベイナイト相が粗大化する。その結果、所望の組織を確保することが困難となり、熱延鋼板の靭性が低下する。したがって、仕上圧延終了温度は820℃以上930℃以下とする。好ましくは840℃以上920℃以下である。ここで、仕上圧延終了温度は、板の表面温度を表すものとする。
仕上圧延を終了した後、4.0s以内に、好ましくは直ちに強制冷却を開始し、巻取り温度で冷却を停止し、コイル状に巻き取る。仕上圧延終了から強制冷却を開始するまでの時間が4.0sを超えて長くなると、オーステナイト粒が粗大となり、ベイナイト相が粗大化する。また、オーステナイト粒が粗大となることで、鋼板の焼入れ性が上昇し、マルテンサイト相が生成し易くなる。このように、ベイナイト相が粗大化したりマルテンサイト相が生成し易くなると、所望の優れた靭性を確保できなくなる。したがって、強制冷却開始時間は、仕上圧延終了後、4.0s以内に限定する。
仕上圧延終了温度から巻取り温度までの平均冷却速度が20℃/s未満であると、所望の面積率のベイナイト相が得られない。したがって、上記平均冷却速度は20℃/s以上とする。好ましくは30℃/s以上である。平均冷却速度の上限は特に規定しないが、平均冷却速度が大きくなりすぎると、表面温度が低下しすぎて、鋼板表面にマルテンサイトが生成し易くなるため、平均冷却速度は60℃/s以下とすることが好ましい。なお、上記平均冷却速度は、鋼板の表面における平均冷却速度とする。
巻取り温度が300℃未満では、鋼板内部の組織に、硬質なマルテンサイト相や残留オーステナイト相が形成される。その結果、熱延鋼板を所望の組織とすることができず、所望の靭性を確保できなくなる。一方、巻取り温度が450℃を超えると、鋼板内部の組織において、フェライトやパーライト(pearlite)が増加する。その結果、ベイナイト相のラス間隔が増大するため、熱延鋼板の靭性が著しく低下する。以上の理由により、巻取り温度は300℃以上450℃以下の範囲とする。好ましくは330℃以上430℃以下である。
(i)組織観察
組織分率
熱延鋼板から走査電子顕微鏡(scanning electron microscope)(SEM)用試験片を採取し、圧延方向に平行な板厚断面を研磨後、腐食液(3%ナイタール溶液(nital solution))で組織を現出させ、板厚1/4位置および板厚1/2位置(板厚中央位置)にて走査電子顕微鏡(SEM)を用い、3000倍の倍率で各位置、3視野ずつ撮影して画像処理(image treatment)により各相の面積率を定量化した。
熱延鋼板から大きさ:10mm×15mmの試験片を採取し、板厚1/4位置および板厚1/2位置(板厚中央位置)における透過型電子顕微鏡(transmission electron microscope)(TEM)観察用の薄膜試料を作製し、TEMを用い30000倍の倍率で各位置、10視野ずつ撮影した。120mm×80mmの大きさの各写真に写っている3個以上連続して並んでいるラスの長軸に直角に10mmの間隔で5本直線を引き、該直線がラス境界と交差する線分の長さをそれぞれ測定し、得られた線分の長さの平均値を平均ラス間隔とした。
熱延鋼板から走査電子顕微鏡(SEM)用試験片を採取し、圧延方向に平行な板厚断面を研磨後、腐食液(3%ナイタール溶液)で組織を現出させ、板厚1/4位置および板厚1/2位置(板厚中央位置)にて走査電子顕微鏡(SEM)を用い、10000倍の倍率で各位置、5視野ずつ撮影した。各写真に写っている3個以上連続して並んでいるラスの長軸長さを10本以上測定し、得られたラス長軸長さの平均値を平均ラス長軸長さとした。
(ii)引張試験
熱延鋼板から、引張方向が圧延方向と直角方向になるようにJIS5号試験片(GL:50mm)を採取し、JIS Z 2241(2011)の規定に準拠して引張試験を行い、降伏強度(降伏点)YP、引張強さTS、全伸びElを求めた。
(iii)シャルピー衝撃試験
熱延鋼板から、試験片の長手方向が圧延方向と直角になるように、厚さ5mmのサブサイズ試験片(Vノッチ)を採取し、JIS Z 2242の規定に準拠してシャルピー衝撃試験を行い、温度-50℃でのシャルピー衝撃値(vE-50)を測定し、靭性を評価した。ここで、板厚が5mmを超える熱延鋼板については両面研削にて板厚を5mmとして試験片を作製し、板厚が5mm以下の熱延鋼板については元厚にて試験片を作製し、シャルピー衝撃試験に供した。測定されたvE-50値が40J以上である場合を、靭性が良好であると評価した。
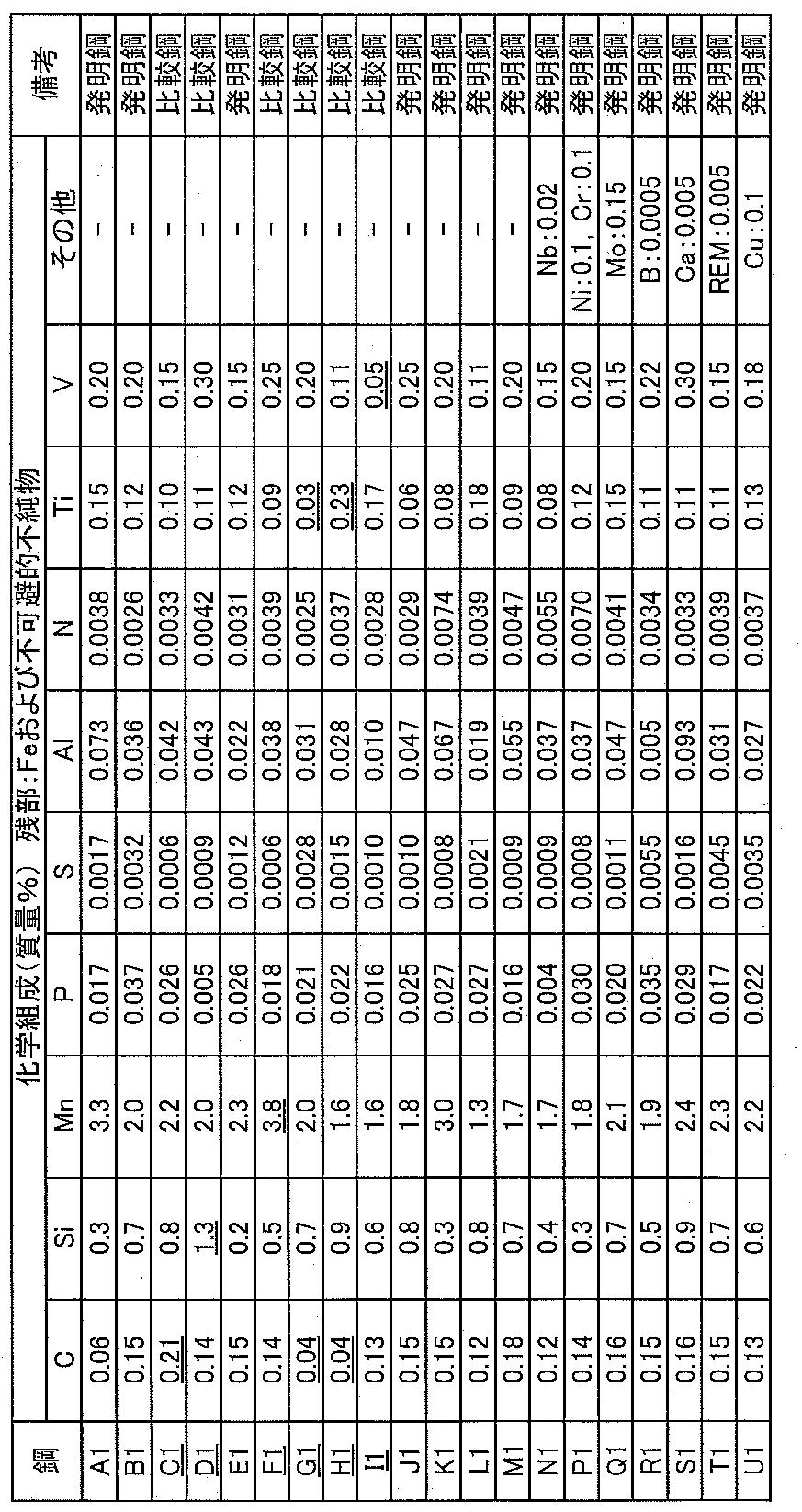
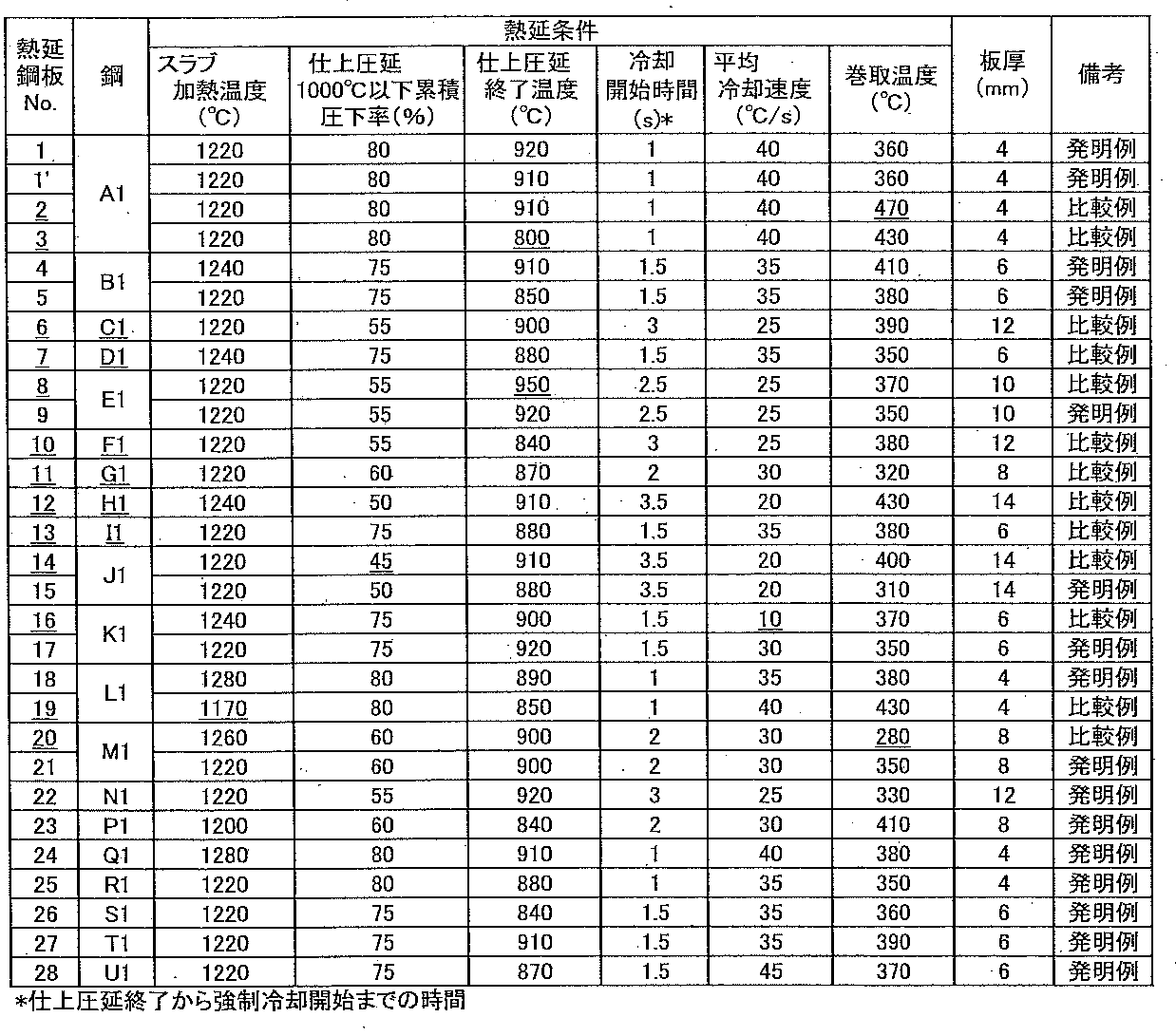
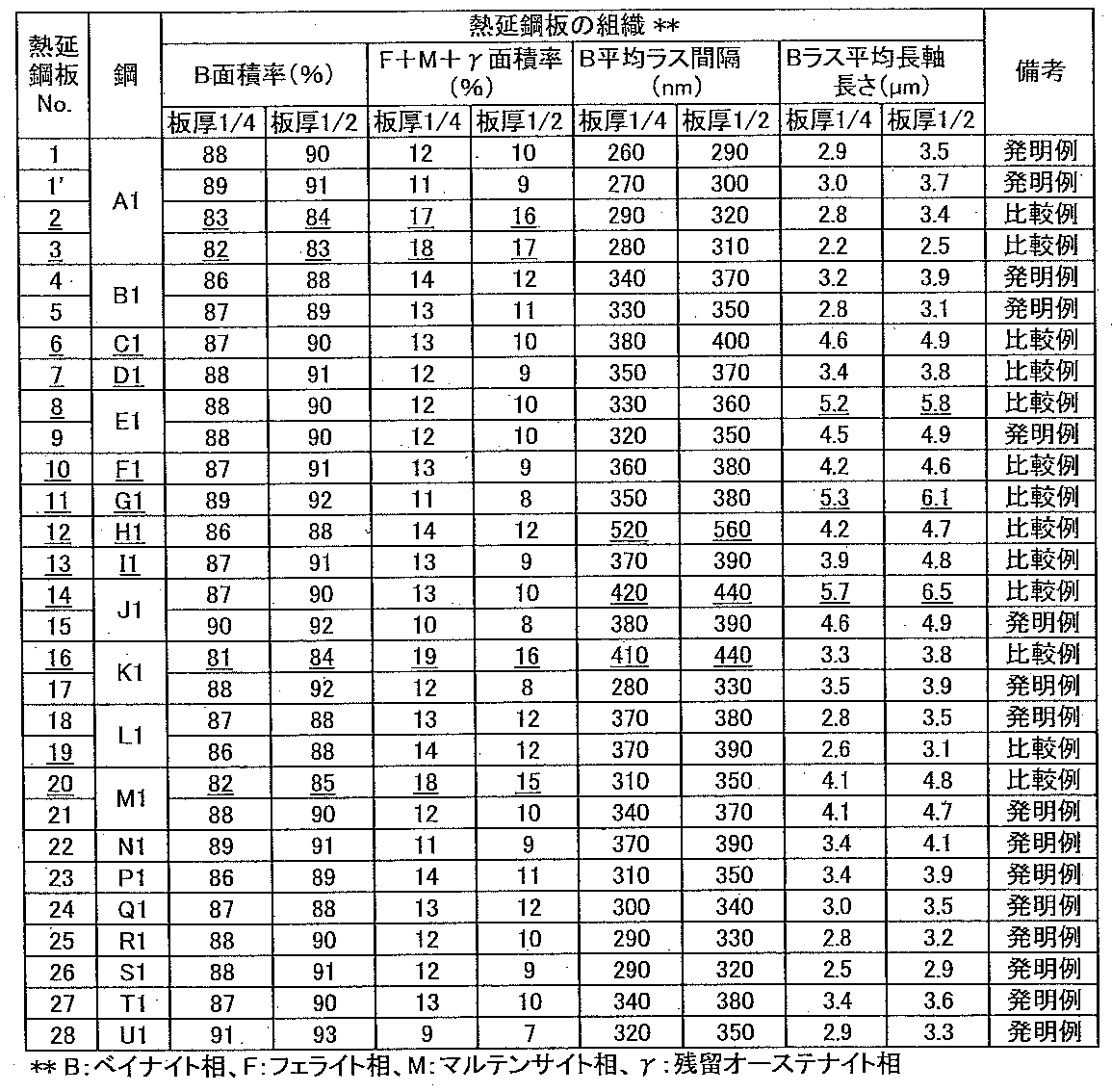

まず、本発明熱延鋼板の組成限定理由について説明する。なお、各成分元素の含有量を示す「%」はとくに断らない限り、「質量%」を意味するものとする。
Cは、ベイナイトの生成を促進し、鋼の強度を増加させ、ベイナイトの生成を促進する作用を有する元素であり、本発明において重要な元素の一つである。このような効果を得るためには、C含有量を0.1%超とする必要がある。一方、CはFeと結合してセメンタイトを形成するため、過剰なCの含有は、セメンタイト個数を増加させ、ボイドの起点となるセメンタイト同士の間隔を狭めることになり、局部延性を低下させ、穴拡げ加工性が低下する。また、0.2%を超える過剰なCの含有は、溶接性を低下させる。このようなことから、Cは0.1%超0.2%以下の範囲に限定した。なお、好ましくは、0.12~0.17%である。
Siは、固溶して鋼の強度増加に寄与するとともに、粗大なセメンタイトの生成を抑制する作用を有する元素であり、本発明において重要な元素の一つである。Siは、とくに粗大なセメンタイトの生成を抑制する作用を介して、ボイドの起点となるセメンタイトの間隔を広くして、局部延性、穴拡げ加工性の改善に寄与する。このような効果を得るためには、0.1%以上含有することが望ましい。一方、1.0%を超える含有は、鋼板の表面性状を著しく劣化させ、化成処理性や耐食性の低下を招く。このため、Siは1.0%以下に限定した。なお、好ましくは0.5~0.9%である。
Mnは、固溶して鋼の強度増加に寄与するとともに、さらに焼入れ性の向上を介してベイナイト相の生成を促進する元素である。このような効果を得るためには、1.5%以上の含有を必要とする。一方、2.5%を超えて含有すると、中央偏析が顕著となり、鋼板の打抜き端面性状(appearances of punched surface)を低下させ、穴拡げ加工性を低下させる。このため、Mn量は1.5~2.5%の範囲に限定した。なお、好ましくは1.7~2.2%の範囲である。
Pは、固溶して鋼の強度増加に寄与するが、粒界、特に旧オーステナイト粒界に偏析し、低温靭性や加工性を低下させる。このため、Pは極力低減することが好ましいが、0.05%までの含有は許容できる。このようなことから、Pは0.05%以下に限定した。なお、好ましくは0.03%以下、さらに好ましくは0.02%以下である。
Sは、TiやMnと結合して粗大な硫化物を形成し、加工性を低下させる。このため、Sは極力低減することが好ましいが、0.005%までの含有は許容できる。このようなことから、Sは0.005%以下に限定した。なお、好ましくは0.003%以下、さらに好ましくは0.001%以下である。
Alは、脱酸剤として作用し、鋼の清浄度を向上させるのに有効に寄与する元素である。このような効果を得るためには、0.005%以上含有することが望ましい。一方、0.10%を超える過剰な含有は、酸化物系介在物の増加を招き、疵発生の原因となるとともに、鋼板の加工性を低下させる。このため、Alは0.10%以下に限定した。なお、好ましくは0.01~0.05%である。
Nは、窒化物形成元素と結合し窒化物として析出し、結晶粒の微細化に寄与する元素である。しかし、Nは高温でTiと結合し、粗大な窒化物になりやすく、穴拡げ加工時にボイドの起点となりやすい。このため、本発明ではできるだけ低減することが好ましいが、0.007%までは許容できる。このようなことから、Nは0.007%以下に限定した。なお、好ましくは0.006%以下、さらに好ましくは0.005%以下である。
Tiは、炭窒化物を形成し結晶粒を微細化し、また析出強化により鋼の強度増加に寄与する。また、Tiは、300~500℃(巻取り温度)程度の温度範囲では微細な(Ti,V)Cのクラスターを多数形成し、鋼中のセメンタイト量を低減する作用を有し、本発明において重要な元素の一つである。このような効果を発現させるためには、0.07%以上の含有を必要とする。一方、0.2%を超える過剰な含有は、上記した効果が飽和するうえ、粗大な析出物の増加を招き、穴拡げ加工性の低下を招く。また、Tiはフェライト相の生成を促進させるため、所望の組織を確保できなくなり、穴拡げ加工性が低下する。このため、Tiは0.07~0.2%の範囲に限定した。なお、好ましくは0.1~0.15%である。
Vは、炭窒化物を形成して結晶粒を微細化し、また析出強化により鋼の強度増加に寄与するとともに、焼入れ性向上を介して、ベイナイト相の生成および微細化に貢献する元素である。また、Vは、300~500℃(巻取り温度)程度の温度範囲では微細な(Ti,V)Cのクラスターを多数形成し、鋼中のセメンタイト量を低減する作用を有し、本発明において重要な元素の一つである。このような効果を発現させるためには、0.1%超の含有を必要とする。一方、0.3%を超える過剰な含有は、延性を低下させるとともに、製造コストの高騰を招く。このため、Vは0.1%超0.3%以下の範囲に限定した。なお、好ましくは0.13~0.27%、さらに好ましくは0.15~0.25%である。
Nb、B、Cu、Ni、Cr、Moはいずれも、鋼板の強度増加に寄与する元素であり、必要に応じて選択して1種または2種以上を含有できる。
Caおよび、REMはいずれも、介在物の形状制御(shape control)を介して、穴拡げ加工性向上に寄与する元素であり、必要に応じて選択して1種または2種を含有できる。
本発明で使用する鋼素材には、Tiなどの炭窒化物形成元素が含まれているが、これら炭窒化物形成元素は、ほとんどが粗大な炭窒化物(析出物)として存在している。また、Tiなどの炭窒化物形成元素が粗大な析出物のままで存在すると、析出強化に寄与する微細な析出物量が低下する。このため、鋼板強度が低下する。この粗大な析出物を熱間圧延前に固溶させるために、加熱温度は1200℃以上に限定した。なお、好ましくは1220℃~1350℃である。
仕上圧延終了温度が850℃未満では、仕上圧延がフェライト+オーステナイトの二相域圧延となり、圧延後に加工組織が残存して、穴拡げ加工性が低下する。一方、仕上圧延終了温度が950℃を超えて高くなると、オーステナイト粒が成長し、冷却後に得られる熱延板のベイナイト相が粗大化する。このため、穴拡げ加工性が低下する。このようなことから、仕上圧延終了温度を850~950℃の範囲に限定した。なお、好ましくは870~930℃である。ここでいう「仕上圧延終了温度」は、表面温度を用いるものとする。
(1)組織観察
得られた熱延鋼板から組織観察用試験片を採取し、圧延方向に平行な板厚断面を研磨し腐食液(3%ナイタール溶液)で組織を現出し、板厚1/4位置について走査型電子顕微鏡(SEM)を用いて組織を観察し、3視野について組織を撮影(倍率:3000倍)して、組織の同定および画像解析により各相の組織分率(面積率)を算出した。
Fe3C(質量%)=(1.0716×[定量Fe(g)])/[電解重量(g)]×100
で析出セメンタイト量を算出した。なお、Feの原子量を55.85(g/mol)、Cの原子量を12.01(g/mol)とする。なお、電解重量は、電解後の電解用試験片を洗浄し、重量を測定して、電解前の試験片重量から差し引くことにより求めた。
(2)引張試験
得られた熱延鋼板から、引張方向が圧延方向と直角方向になるように、JIS 5号試験片(GL:50mm)を採取し、JIS Z 2241に準拠して引張試験を実施し、降伏強さ(降伏点)YP、引張強さTS、伸びElを求めた。
(3)穴拡げ試験
得られた熱延鋼板から、穴拡げ試験用試験片(大きさ:t×100×100 mm)を採取し、日本鉄鋼連盟規格(The Japan Iron and Steel Federation Standards)JFST 1001に準拠して、試験片中央に10mmφポンチ(punch)で、クリアランス(clearance):板厚の12.5%で、ポンチ穴を打ち抜いた後、該ポンチ穴に60°円錐ポンチを打抜き方向から押し上げるように挿入して、亀裂(crack)が板厚を貫通した時点での穴径dmmを求め、次式
λ(%)={(d-10)/10}×100
で定義される穴拡げ率λ(%)を算出した。
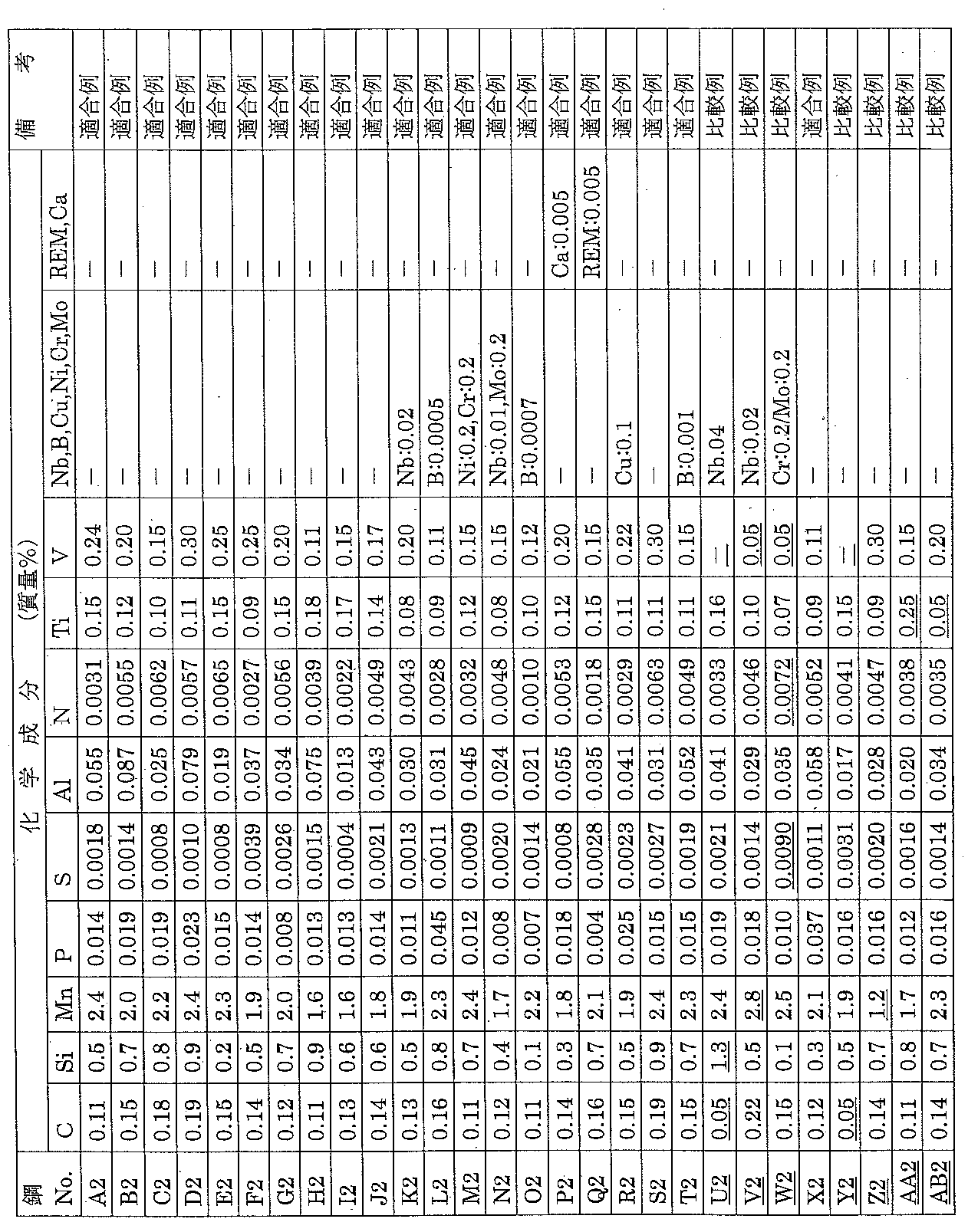

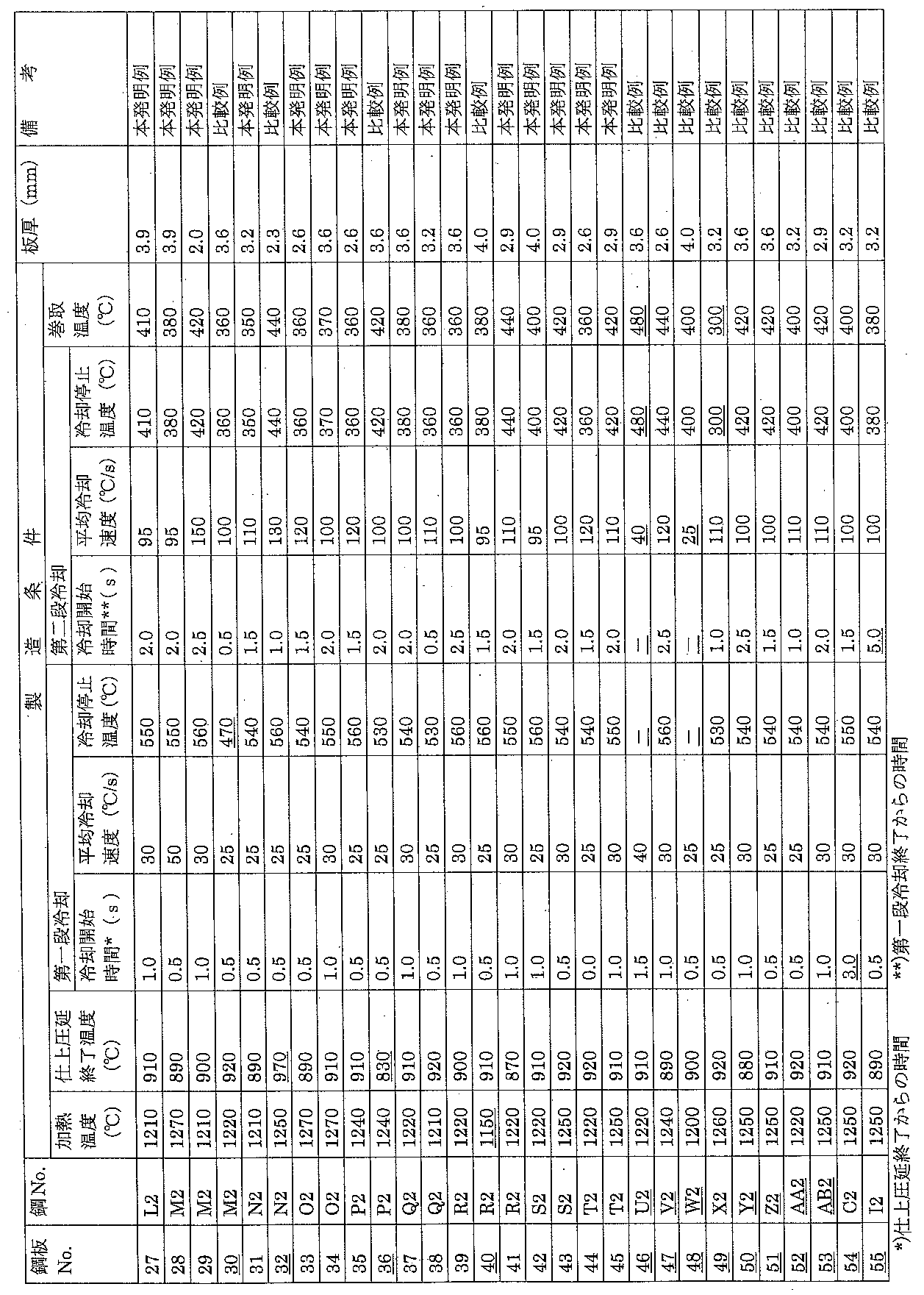
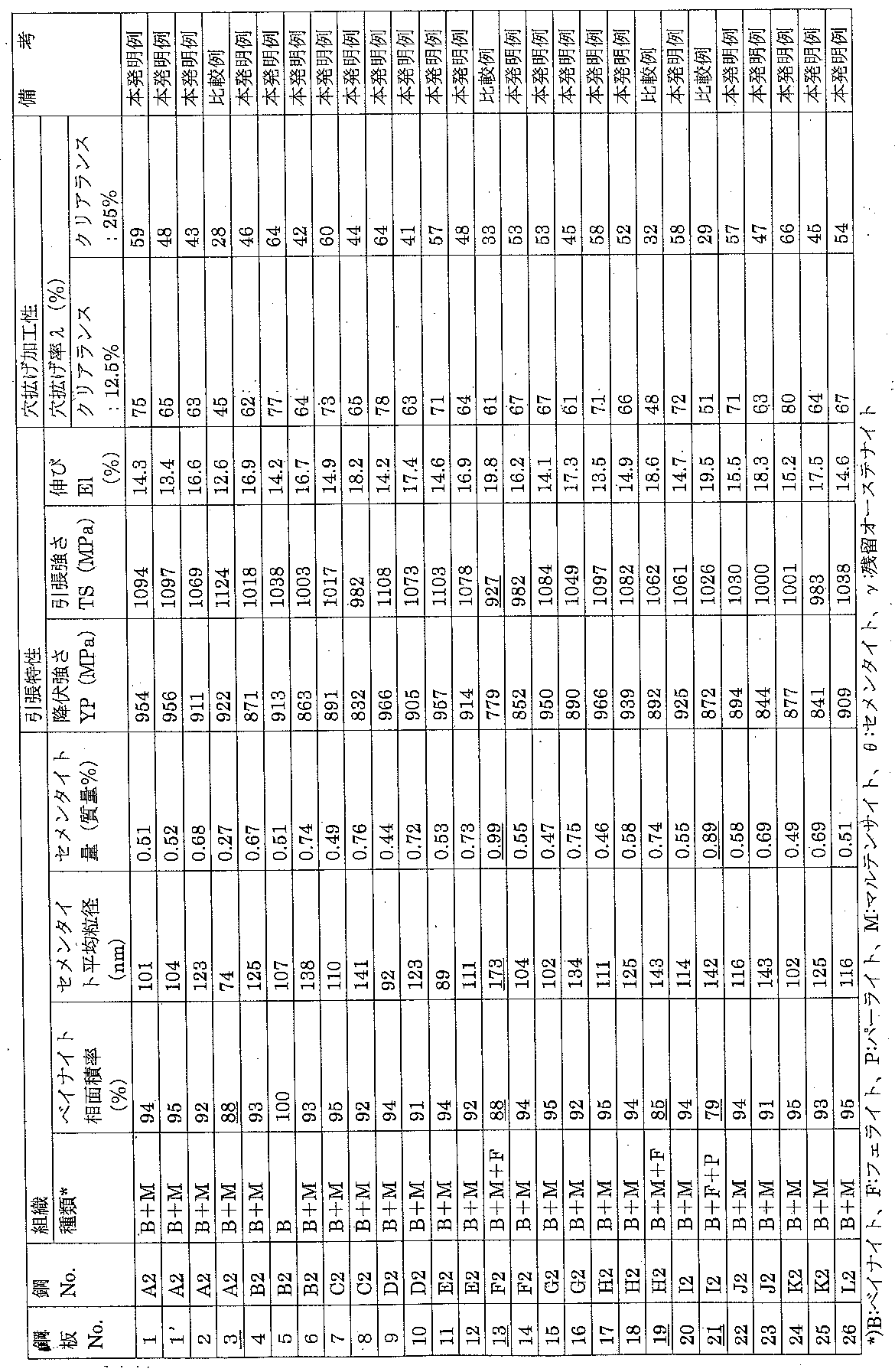

Claims (10)
- 質量%で、
C :0.05%以上0.18%以下、 Si:1.0%以下、
Mn:1.0%以上3.5%以下、 P :0.04%以下、
S :0.006%以下、 Al:0.10%以下、
N :0.008%以下、 Ti:0.05%以上0.20%以下、
V :0.1%超0.3%以下
を含有し、残部がFeおよび不可避的不純物からなる組成を有し、面積率で85%超のベイナイト相を主相とし、フェライト相、マルテンサイト相および残留オーステナイト相のうちの1種または2種以上を第2相とし、該第2相を面積率で合計0%以上15%未満含み、前記ベイナイト相のラスの平均ラス間隔が400nm以下、且つ、前記ラスの平均長軸長さが5.0μm以下である組織を有し、引張強さTSが980MPa以上である高強度熱延鋼板。 - 前記組成に加えて更に、質量%で、Nb:0.005%以上0.4%以下、B:0.0002%以上0.0020%以下、Cu:0.005%以上0.2%以下、Ni:0.005%以上0.2%以下、Cr:0.005%以上0.4%以下、Mo:0.005%以上0.4%以下のうちから選ばれた1種または2種以上を含有する請求項1に記載の高強度熱延鋼板。
- 前記組成に加えて更に、質量%でCa:0.0002%以上0.01%以下、REM:0.0002%以上0.01%以下のうちから選ばれた1種または2種を含有する請求項1または2に記載の高強度熱延鋼板。
- 請求項1ないし3のいずれか1項に記載の組成からなる鋼素材を、1200℃以上に加熱し、粗圧延と、1000℃以下の温度域での累積圧下率を50%以上、仕上圧延終了温度を820℃以上930℃以下とする仕上圧延からなる熱間圧延を施した後、4.0s以内に冷却を開始し、平均冷却速度20℃/s以上で冷却し、巻取り温度300℃以上450℃以下で巻き取る高強度熱延鋼板の製造方法。
- 質量%で、
C :0.1%超0.2%以下、 Si:1.0%以下、
Mn:1.5~2.5%、 P :0.05%以下、
S :0.005%以下、 Al:0.10%以下、
N :0.007%以下、 Ti:0.07~0.2%、
V :0.1%超0.3%以下
を含有し、残部Feおよび不可避的不純物からなる組成を有し、さらに、面積率で90%以上のベイナイト相を主相とし、主相以外の残部が面積率で10%以下の、マルテンサイト相、オーステナイト相、フェライト相のうちから選ばれた1種または2種以上からなる組織を有し、かつ組織中に分散するセメンタイトが質量%で0.8%以下、平均粒径が150nm以下であり、引張強さTSが980MPa以上である高強度熱延鋼板。 - 前記組成に加えてさらに、質量%で、Nb:0.005~0.1%、B:0.0002~0.002%、Cu:0.005~0.3%、Ni:0.005~0.3%、Cr:0.005~0.3%、Mo:0.005~0.3%のうちから選ばれた1種または2種以上を含有する請求項5に記載の高強度熱延鋼板。
- 前記組成に加えてさらに、質量%で、Ca:0.0003~0.01%、REM:0.0003~0.01%のうちから選ばれた1種または2種を含有する請求項5または6に記載の高強度熱延鋼板。
- 鋼素材を、加熱し粗圧延と仕上圧延からなる熱間圧延を施したのち、第一段冷却と第二段冷却の二段階からなる冷却を施し、ついで巻き取り熱延鋼板とするにあたり、
前記鋼素材を、質量%で、
C :0.1%超0.2%以下、 Si:1.0%以下、
Mn:1.5~2.5%、 P :0.05%以下、
S :0.005%以下、 Al:0.10%以下、
N :0.007%以下、 Ti:0.07~0.2%、
V :0.1%超0.3%以下
を含有し、残部Feおよび不可避的不純物からなる組成を有する鋼素材とし、
前記加熱が前記鋼素材を1200℃以上に加熱する処理であり、
前記仕上圧延が、仕上圧延終了温度:850~950℃とする圧延であり、
前記第一段冷却が、前記仕上圧延を終了した後、1.5s以内に冷却を開始し、20~80℃/sの平均冷却速度で500~600℃の第一段冷却停止温度まで冷却する冷却であり、
前記第二段冷却が、前記第一段冷却終了後、3s以内に90℃/s以上の平均冷却速度で330~470℃の第二段冷却停止温度まで冷却する冷却であり、
前記第二段冷却終了後、前記第二段冷却停止温度を巻取温度として巻き取る高強度熱延鋼板の製造方法。 - 前記組成に加えてさらに、質量%で、Nb:0.005~0.1%、B:0.0002~0.002%、Cu:0.005~0.3%、Ni:0.005~0.3%、Cr:0.005~0.3%、Mo:0.005~0.3%のうちから選ばれた1種または2種以上を含有する請求項8に記載の高強度熱延鋼板の製造方法。
- 前記組成に加えてさらに、質量%で、Ca:0.0003~0.01%、REM:0.0003~0.01%のうちから選ばれた1種または2種を含有する請求項8または9に記載の高強度熱延鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157031660A KR20160041850A (ko) | 2013-04-15 | 2014-03-17 | 고강도 열연 강판 및 그의 제조 방법 |
| MX2015014437A MX376915B (es) | 2013-04-15 | 2014-03-17 | Lamina de acero laminada en caliente de alta resistencia y metodo para la fabricacion de la misma. |
| EP14785555.5A EP2987887B1 (en) | 2013-04-15 | 2014-03-17 | High strength hot rolled steel sheet and method for producing same |
| CN201480020707.7A CN105102662A (zh) | 2013-04-15 | 2014-03-17 | 高强度热轧钢板及其制造方法 |
| US14/784,455 US20160076124A1 (en) | 2013-04-15 | 2014-03-17 | High strength hot rolled steel sheet and method for manufacturing the same (as amended) |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-084450 | 2013-04-15 | ||
| JP2013084448A JP5867444B2 (ja) | 2013-04-15 | 2013-04-15 | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP2013084450A JP5870955B2 (ja) | 2013-04-15 | 2013-04-15 | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2013-084448 | 2013-04-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014171063A1 true WO2014171063A1 (ja) | 2014-10-23 |
Family
ID=51731028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001509 Ceased WO2014171063A1 (ja) | 2013-04-15 | 2014-03-17 | 高強度熱延鋼板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160076124A1 (ja) |
| EP (1) | EP2987887B1 (ja) |
| KR (1) | KR20160041850A (ja) |
| CN (1) | CN105102662A (ja) |
| MX (2) | MX376915B (ja) |
| WO (1) | WO2014171063A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015129199A1 (ja) * | 2014-02-27 | 2015-09-03 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| WO2018150955A1 (ja) * | 2017-02-17 | 2018-08-23 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| CN109930070A (zh) * | 2019-03-28 | 2019-06-25 | 北京科技大学 | 一种利用稀土提高低碳当量钢板焊接热影响区韧性的方法 |
| WO2021117711A1 (ja) * | 2019-12-09 | 2021-06-17 | 日本製鉄株式会社 | 熱延鋼板 |
| WO2021117705A1 (ja) * | 2019-12-09 | 2021-06-17 | 日本製鉄株式会社 | 熱延鋼板 |
| CN116507751A (zh) * | 2020-11-17 | 2023-07-28 | 浦项股份有限公司 | 高强度热轧钢板、热轧镀覆钢板及它们的制造方法 |
| US12065711B2 (en) | 2018-07-31 | 2024-08-20 | Jfe Steel Corporation | High-strength hot rolled steel sheet and method for manufacturing same |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5505572B2 (ja) * | 2012-01-06 | 2014-05-28 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| EP2977481B1 (en) | 2013-03-19 | 2019-10-16 | JFE Steel Corporation | High-strength hot rolled steel sheet having tensile strength of 780 mpa or more |
| CN116162857A (zh) * | 2015-07-27 | 2023-05-26 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| WO2017050790A1 (en) * | 2015-09-22 | 2017-03-30 | Tata Steel Ijmuiden B.V. | A hot-rolled high-strength roll-formable steel sheet with excellent stretch-flange formability and a method of producing said steel |
| JP6692429B2 (ja) * | 2016-03-30 | 2020-05-13 | タタ スチール リミテッド | 引張強度が1000〜1200MPaであり、かつ全伸びが16〜17%である高強度熱間圧延鋼(HRHSS) |
| CN105734423B (zh) * | 2016-04-27 | 2018-08-10 | 宝山钢铁股份有限公司 | 一种1180MPa级析出强化型热轧超高强钢及其制造方法 |
| CN105925887B (zh) * | 2016-06-21 | 2018-01-30 | 宝山钢铁股份有限公司 | 一种980MPa级热轧铁素体贝氏体双相钢及其制造方法 |
| CN106498287B (zh) * | 2016-12-15 | 2018-11-06 | 武汉钢铁有限公司 | 一种ct90级连续管用热轧钢带及其生产方法 |
| CN107151763B (zh) * | 2017-05-27 | 2019-03-26 | 武汉钢铁有限公司 | 薄规格高强度冷成型用热轧钢带及其生产方法 |
| CN107916369A (zh) * | 2017-11-08 | 2018-04-17 | 河钢股份有限公司 | 一种q590级高强韧性热轧钢带及其制备方法 |
| EP3831971B1 (en) * | 2018-07-31 | 2023-03-15 | JFE Steel Corporation | High-strength hot-rolled plated steel sheet |
| KR102498954B1 (ko) * | 2018-08-23 | 2023-02-10 | 제이에프이 스틸 가부시키가이샤 | 각형 강관 및 그 제조 방법 그리고 건축 구조물 |
| WO2020065381A1 (en) | 2018-09-28 | 2020-04-02 | Arcelormittal | Hot rolled steel sheet and a method of manufacturing thereof |
| HUE053584T2 (hu) * | 2018-11-14 | 2021-07-28 | Ssab Technology Ab | Melegen hengerelt acél szalag és eljárás az elõállítására |
| CN113383097B (zh) | 2019-03-26 | 2022-11-22 | 日本制铁株式会社 | 钢板、钢板的制造方法及镀层钢板 |
| KR102221452B1 (ko) * | 2019-05-03 | 2021-03-02 | 주식회사 포스코 | 전단가공성이 우수한 초고강도 강판 및 그 제조방법 |
| WO2021100534A1 (ja) | 2019-11-20 | 2021-05-27 | Jfeスチール株式会社 | 電縫鋼管用熱延鋼板およびその製造方法、電縫鋼管およびその製造方法、ラインパイプ、建築構造物 |
| CN115038801A (zh) * | 2019-12-20 | 2022-09-09 | 塔塔钢铁艾默伊登有限责任公司 | 具有高扩孔比的热轧高强度钢带 |
| WO2021125280A1 (ja) * | 2019-12-20 | 2021-06-24 | Jfeスチール株式会社 | ガスシールドアーク溶接用鋼ワイヤ、ガスシールドアーク溶接方法、およびガスシールドアーク溶接継手の製造方法 |
| CN114107785B (zh) * | 2020-08-27 | 2022-10-21 | 宝山钢铁股份有限公司 | 一种具有超高屈强比的吉帕级贝氏体钢及其制造方法 |
| CN114107791B (zh) * | 2020-08-31 | 2023-06-13 | 宝山钢铁股份有限公司 | 一种980MPa级全贝氏体型超高扩孔钢及其制造方法 |
| MX2023002383A (es) | 2020-09-30 | 2023-03-21 | Nippon Steel Corp | Lamina de acero y metodo de fabricacion de lamina de acero. |
| KR102418263B1 (ko) * | 2020-11-05 | 2022-07-08 | 주식회사 포스코 | 성형성이 우수한 열연강판 및 그 제조방법 |
| CN112642860A (zh) * | 2020-12-03 | 2021-04-13 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种if钢的热轧方法 |
| CN113025894A (zh) * | 2021-02-22 | 2021-06-25 | 北京科技大学 | 一种短流程工艺在线生产的超高强q960热轧卷板及制备方法 |
| US20240254583A1 (en) * | 2021-05-14 | 2024-08-01 | Jfe Steel Corporation | High-strength hot rolled steel sheet and method for producing the same, and high-strength electric resistance welded steel pipe and method for producing the same |
| MX2023013344A (es) * | 2021-05-17 | 2023-11-27 | Jfe Steel Corp | Lamina de acero laminada en caliente de alta resistencia y metodo para fabricar lamina de acero laminada en caliente de alta resistencia. |
| EP4321645A4 (en) * | 2021-05-17 | 2025-08-27 | Jfe Steel Corp | HIGH STRENGTH HOT-ROLLED STEEL SHEET AND METHOD FOR PRODUCING HIGH STRENGTH HOT-ROLLED STEEL SHEET |
| CN115679191B (zh) * | 2021-07-28 | 2023-09-12 | 宝山钢铁股份有限公司 | 一种550MPa级耐候桥梁钢及制造方法 |
| KR20230094376A (ko) * | 2021-12-21 | 2023-06-28 | 주식회사 포스코 | 점용접성이 우수한 고강도 고성형성 강판 및 그 제조방법 |
| CN118497608B (zh) * | 2024-05-14 | 2025-07-29 | 广州航海学院 | 一种低合金化贝氏体钢及其制备方法和应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002180190A (ja) | 2000-12-07 | 2002-06-26 | Nippon Steel Corp | 穴拡げ性と延性に優れた高強度熱延鋼板及びその製造方法 |
| JP2005120437A (ja) | 2003-10-17 | 2005-05-12 | Nippon Steel Corp | 穴拡げ性と延性に優れた高強度薄鋼板 |
| JP2007056294A (ja) | 2005-08-23 | 2007-03-08 | Kobe Steel Ltd | 低降伏比高強度高靭性鋼板の製造方法 |
| JP2010174343A (ja) | 2009-01-30 | 2010-08-12 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板の製造方法 |
| JP2012012701A (ja) | 2010-05-31 | 2012-01-19 | Jfe Steel Corp | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062557A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012255176A (ja) * | 2011-06-07 | 2012-12-27 | Nippon Steel & Sumitomo Metal Corp | 鋼材および衝撃吸収部材 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6254698B1 (en) * | 1997-12-19 | 2001-07-03 | Exxonmobile Upstream Research Company | Ultra-high strength ausaged steels with excellent cryogenic temperature toughness and method of making thereof |
| US6364968B1 (en) * | 2000-06-02 | 2002-04-02 | Kawasaki Steel Corporation | High-strength hot-rolled steel sheet having excellent stretch flangeability, and method of producing the same |
| JP4692015B2 (ja) * | 2004-03-30 | 2011-06-01 | Jfeスチール株式会社 | 伸びフランジ性と疲労特性に優れた高延性熱延鋼板およびその製造方法 |
| WO2006107066A1 (ja) * | 2005-03-31 | 2006-10-12 | Jfe Steel Corporation | 熱延鋼板、その製造方法および熱延鋼板成形体 |
| BRPI0621704B1 (pt) * | 2006-05-16 | 2014-08-19 | Jfe Steel Corporation | Chapa de aço de alta resistência laminada a quente e método para produção da mesma |
| JP5277672B2 (ja) * | 2007-03-29 | 2013-08-28 | Jfeスチール株式会社 | 耐遅れ破壊特性に優れた高張力鋼板ならびにその製造方法 |
| US8582694B2 (en) * | 2007-04-30 | 2013-11-12 | Scott R. Velazquez | Adaptive digital receiver |
| CN103276291A (zh) * | 2009-01-30 | 2013-09-04 | 杰富意钢铁株式会社 | 耐hic性优良的厚壁高强度热轧钢板及其制造方法 |
| EP2392682B1 (en) * | 2009-01-30 | 2019-09-11 | JFE Steel Corporation | Thick high-tensile-strength hot-rolled steel sheet with excellent low-temperature toughness and process for production of same |
| JP5029749B2 (ja) * | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5724267B2 (ja) * | 2010-09-17 | 2015-05-27 | Jfeスチール株式会社 | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5126326B2 (ja) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| CN103443320B (zh) * | 2011-03-31 | 2015-09-23 | 新日铁住金株式会社 | 各向同性加工性优良的含贝氏体型高强度热轧钢板及其制造方法 |
| US8810566B2 (en) * | 2011-07-15 | 2014-08-19 | Disney Enterprises, Inc. | Providing a navigation mesh by which objects of varying sizes can traverse a virtual space |
-
2014
- 2014-03-17 CN CN201480020707.7A patent/CN105102662A/zh active Pending
- 2014-03-17 KR KR1020157031660A patent/KR20160041850A/ko not_active Ceased
- 2014-03-17 WO PCT/JP2014/001509 patent/WO2014171063A1/ja not_active Ceased
- 2014-03-17 MX MX2015014437A patent/MX376915B/es active IP Right Grant
- 2014-03-17 US US14/784,455 patent/US20160076124A1/en not_active Abandoned
- 2014-03-17 EP EP14785555.5A patent/EP2987887B1/en active Active
-
2015
- 2015-10-14 MX MX2020003923A patent/MX2020003923A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002180190A (ja) | 2000-12-07 | 2002-06-26 | Nippon Steel Corp | 穴拡げ性と延性に優れた高強度熱延鋼板及びその製造方法 |
| JP2005120437A (ja) | 2003-10-17 | 2005-05-12 | Nippon Steel Corp | 穴拡げ性と延性に優れた高強度薄鋼板 |
| JP2007056294A (ja) | 2005-08-23 | 2007-03-08 | Kobe Steel Ltd | 低降伏比高強度高靭性鋼板の製造方法 |
| JP2010174343A (ja) | 2009-01-30 | 2010-08-12 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板の製造方法 |
| JP2012012701A (ja) | 2010-05-31 | 2012-01-19 | Jfe Steel Corp | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062557A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012255176A (ja) * | 2011-06-07 | 2012-12-27 | Nippon Steel & Sumitomo Metal Corp | 鋼材および衝撃吸収部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2987887A4 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11345972B2 (en) | 2014-02-27 | 2022-05-31 | Jfe Steel Corporation | High-strength hot-rolled steel sheet and method for manufacturing the same |
| CN106103770A (zh) * | 2014-02-27 | 2016-11-09 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| CN106103770B (zh) * | 2014-02-27 | 2018-04-10 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| WO2015129199A1 (ja) * | 2014-02-27 | 2015-09-03 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| WO2018150955A1 (ja) * | 2017-02-17 | 2018-08-23 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP6394841B1 (ja) * | 2017-02-17 | 2018-09-26 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| CN110312814A (zh) * | 2017-02-17 | 2019-10-08 | 杰富意钢铁株式会社 | 高强度热轧钢板及其制造方法 |
| US11603571B2 (en) | 2017-02-17 | 2023-03-14 | Jfe Steel Corporation | High-strength hot-rolled steel sheet and method for producing the same |
| US12065711B2 (en) | 2018-07-31 | 2024-08-20 | Jfe Steel Corporation | High-strength hot rolled steel sheet and method for manufacturing same |
| CN109930070A (zh) * | 2019-03-28 | 2019-06-25 | 北京科技大学 | 一种利用稀土提高低碳当量钢板焊接热影响区韧性的方法 |
| WO2021117705A1 (ja) * | 2019-12-09 | 2021-06-17 | 日本製鉄株式会社 | 熱延鋼板 |
| JPWO2021117711A1 (ja) * | 2019-12-09 | 2021-06-17 | ||
| JP7188618B2 (ja) | 2019-12-09 | 2022-12-13 | 日本製鉄株式会社 | 熱延鋼板 |
| JPWO2021117705A1 (ja) * | 2019-12-09 | 2021-06-17 | ||
| JP7277833B2 (ja) | 2019-12-09 | 2023-05-19 | 日本製鉄株式会社 | 熱延鋼板 |
| WO2021117711A1 (ja) * | 2019-12-09 | 2021-06-17 | 日本製鉄株式会社 | 熱延鋼板 |
| US12203148B2 (en) | 2019-12-09 | 2025-01-21 | Nippon Steel Corporation | Hot-rolled steel sheet |
| CN116507751A (zh) * | 2020-11-17 | 2023-07-28 | 浦项股份有限公司 | 高强度热轧钢板、热轧镀覆钢板及它们的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160041850A (ko) | 2016-04-18 |
| MX376915B (es) | 2025-03-07 |
| EP2987887A4 (en) | 2016-09-14 |
| MX2020003923A (es) | 2020-08-13 |
| EP2987887B1 (en) | 2019-09-11 |
| US20160076124A1 (en) | 2016-03-17 |
| EP2987887A1 (en) | 2016-02-24 |
| MX2015014437A (es) | 2016-02-03 |
| CN105102662A (zh) | 2015-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014171063A1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP6394841B1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP6252692B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP4978741B2 (ja) | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5967311B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP5724267B2 (ja) | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5126326B2 (ja) | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5672421B1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| KR101424859B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| JP5018934B2 (ja) | 加工性に優れた高強度鋼板およびその製造方法 | |
| JP5359296B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP5870955B2 (ja) | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 | |
| KR20210024135A (ko) | 고강도 열연 강판 및 그의 제조 방법 | |
| JP5867444B2 (ja) | 靭性に優れた高強度熱延鋼板およびその製造方法 | |
| JP6056790B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| CN104114731A (zh) | 钢板、镀敷钢板和它们的制造方法 | |
| JP6468410B1 (ja) | 熱延鋼板およびその製造方法 | |
| JP6103160B1 (ja) | 高強度薄鋼板およびその製造方法 | |
| CN118139998A (zh) | 热轧钢板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480020707.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14785555 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14784455 Country of ref document: US Ref document number: MX/A/2015/014437 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157031660 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201507180 Country of ref document: ID |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014785555 Country of ref document: EP |