WO2014171427A1 - 熱延鋼板 - Google Patents
熱延鋼板 Download PDFInfo
- Publication number
- WO2014171427A1 WO2014171427A1 PCT/JP2014/060644 JP2014060644W WO2014171427A1 WO 2014171427 A1 WO2014171427 A1 WO 2014171427A1 JP 2014060644 W JP2014060644 W JP 2014060644W WO 2014171427 A1 WO2014171427 A1 WO 2014171427A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot
- less
- content
- steel sheet
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a hot-rolled steel sheet having excellent elongation and hole expansibility.
- Patent Documents 1 to 11 describe high-strength steel sheets for the purpose of improving formability and the like. However, these conventional techniques cannot provide a hot-rolled steel sheet having sufficient strength and sufficient formability.
- Non-Patent Document 1 Although there is a technique related to improvement of hole expansibility in Non-Patent Document 1, a hot-rolled steel sheet having sufficient strength and sufficient formability cannot be obtained even by this conventional technique. Moreover, it is difficult to apply this conventional technique to a manufacturing process on an industrial scale of a hot-rolled steel sheet.
- An object of the present invention is to provide a hot-rolled steel sheet that can obtain excellent elongation and hole expandability while having high strength.
- the inventors of the present application have considered the general production method of a hot-rolled steel sheet, which is carried out on an industrial scale using a normal continuous hot rolling mill, while obtaining high strength, We conducted intensive research to improve moldability such as hole expansion. As a result, the present inventors have found a new structure that is extremely effective in securing high strength and improving moldability and has not been formed by the conventional technique.
- This structure is a bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° to 3 °. Further, this bainite contains almost no carbide and residual austenite in the crystal grains. In other words, this bainite contains almost nothing that promotes crack growth during hole expansion. Therefore, this bainite contributes to securing high strength and improving elongation and hole expansibility.
- a bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° or more and 3 ° or less is formed by a conventional method such as the method described in Patent Documents 1 to 11 above. I can't.
- the bainite cannot be formed by the conventional technique in which martensite is formed to increase the strength by increasing the cooling rate from the end of so-called intermediate air cooling to winding.
- bainite contained in a conventional thin steel plate is composed of bainitic ferrite and iron carbide, or composed of bainitic ferrite and retained austenite. For this reason, in the conventional thin steel plate, iron carbide and retained austenite (or martensite transformed by processing) promotes the progress of cracks during hole expansion.
- a bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° or more and 3 ° or less has a hole expanding property superior to that of bainite contained in a conventional thin steel sheet.
- this bainite is a structure different from the ferrite contained in the conventional thin steel plate.
- the formation temperature of this bainite is lower than the bainite transformation start temperature predicted from the steel components, and a grain boundary with a small inclination exists inside one crystal grain surrounded by the large-angle grain boundary of this bainite. .
- This bainite has characteristics that are different from ferrite in at least these respects.
- this bainite together with ferrite at a desired area ratio by making conditions such as finish rolling, subsequent cooling, subsequent winding, and subsequent cooling appropriate. Found that you can.
- the cooling rate after the end of the intermediate air cooling and before winding, and the cooling rate in the wound state are remarkably high.
- a bainite having a grain boundary with a small inclination inside one crystal grain cannot be formed.
- the inventor of the present application has come up with the following aspects of the invention as a result of further intensive studies based on such knowledge.
- the chemical composition is mass%, Ti: 0.01% to 0.2%, Nb: 0.01% to 0.2%, Mo: 0.001% to 0.2%, V: 0.01% to 0.2%, Cr: 0.01% to 1.0% B: 0.0002% to 0.01%, Cu: 0.02% to 1.2%, and Ni: 0.01% to 0.6%
- the hot-rolled steel sheet according to (1) comprising one or more selected from the group consisting of:
- the chemical composition is mass%, Ca: 0.0005% to 0.005%, and REM: 0.0005% to 0.02%
- FIG. 1 is a diagram showing a region representing the steel structure of a hot-rolled steel sheet.
- FIG. 2 is a diagram showing an outline of a temperature history from hot rolling to winding.
- the hot rolled steel sheet according to the present embodiment has an area ratio of bainite composed of an aggregate of bainitic ferrite having an area ratio of ferrite of 5% to 50% and an average crystal orientation difference of 0.4 ° to 3 °: It has a steel structure represented by a total area ratio of 50% to 95%, martensite, pearlite and retained austenite: 5% or less.
- the steel structure of the hot-rolled steel sheet can be represented by a steel structure in a region from the surface of the hot-rolled steel sheet to 3/8 to 5/8 of the thickness of the hot-rolled steel sheet. This region 1 is shown in FIG. FIG. 1 also shows a cross section 2 which is an object for observing the steel structure.
- Ferrite exhibits excellent deformability and enhances uniform elongation.
- the area ratio of ferrite is set to 5% or more.
- the area ratio of the ferrite is more than 50%, the hole expandability is significantly lowered. Therefore, the area ratio of ferrite is set to 50% or less.
- the area ratio of ferrite is the area ratio in the cross section 2 parallel to the rolling direction in the region from 3/8 to 5/8 of the thickness from the surface of the hot-rolled steel sheet. It is the area ratio of ferrite in the microstructure observed at a magnification of 500 times.
- Bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° or more and 3 ° or less is a new structure obtained by a method described later.
- the average crystal orientation difference in the crystal grains is obtained as follows. First, the crystal orientations at a plurality of locations in the cross section 2 are measured by electron back scattering diffraction (EBSD). Next, based on the measurement result by EBSD, it is considered that a grain boundary exists between two locations (pixels) adjacent to each other and having a crystal orientation difference of 15 ° or more between them. Then, within the region surrounded by the grain boundary, that is, within the crystal grain, the crystal orientation difference between the adjacent portions is calculated, and the average value thereof is calculated. In this way, the average crystal orientation difference within the crystal grain is determined.
- bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° or more and 3 ° or less is extremely effective in securing high strength and improving formability such as hole expansibility.
- the present inventors have found that this is an organization.
- This bainite contains almost no carbide and residual austenite in the crystal grains. In other words, this bainite contains almost nothing that promotes crack growth during hole expansion. Therefore, this bainite contributes to securing high strength and improving elongation and hole expansibility.
- the area ratio of bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° to 3 ° is less than 50%, sufficient strength cannot be obtained. Therefore, the area ratio of this bainite is 50% or more. If the area ratio of bainite exceeds 95%, sufficient elongation cannot be obtained. Therefore, the area ratio of this bainite is 95% or less.
- the tensile strength is 590 MPa or more
- the product (TS ⁇ ⁇ ) of the tensile strength (TS (MPa)) and the hole expansion rate ( ⁇ (%)) is The product (EL ⁇ ⁇ ) of the total elongation (EL (%)) and the hole expansion rate ( ⁇ (%)) is 1300 or more.
- crystal grains having an average crystal orientation difference of less than 0.4 ° can be regarded as ferrite.
- a crystal grain having an average crystal orientation difference of more than 3 ° is inferior in hole expansibility.
- Crystal grains having an average crystal orientation difference of more than 3 ° are generated in a lower temperature range than bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° to 3 °, for example.
- Total area ratio of martensite, pearlite and retained austenite 5% or less
- Martensite, pearlite, and retained austenite promote the development of cracks at the interface with ferrite or bainite and reduce the hole expandability during hole expansion.
- the area ratios of pearlite, martensite, and retained austenite are the area ratios in the cross section 2, and are observed in the microstructure of 200 to 500 times using an optical microscope, and the pearlite, martensite, and retained austenite in the microstructure. Is the area ratio. If the total of these structures is 5% or less, the product (EL ⁇ ⁇ ) of the total elongation (%) and the hole expansion rate (%) is generally over 1300, which is suitable for processing an automobile undercarriage part. .
- % which is a unit of content of each element contained in a hot-rolled steel sheet, means “mass%” unless otherwise specified.
- the hot-rolled steel sheet according to the present embodiment has C: 0.02% to 0.15%, Si: 0.01% to 2.0%, Mn: 0.05% to 3.0%, P: 0.00.
- C segregates at the crystal grain boundary and has an effect of suppressing peeling at the end face formed by shearing or punching.
- C combines with Nb, Ti and the like to form precipitates in the hot-rolled steel sheet, and contributes to improvement of strength by precipitation strengthening.
- the C content is 0.02% or more.
- C produces iron-based carbides such as cementite (Fe 3 C), martensite, and retained austenite, which are the starting points of cracks during hole expansion. If the C content exceeds 0.15%, sufficient hole expansibility cannot be obtained. Therefore, the C content is 0.15% or less.
- Si contributes to the improvement of the strength of the hot-rolled steel sheet.
- Si also has a role as a deoxidizer for molten steel.
- Si suppresses precipitation of iron-based carbides such as cementite and suppresses precipitation of cementite at the boundary of bainitic ferrite. If the Si content is less than 0.01%, these effects cannot be obtained sufficiently. Therefore, the Si content is 0.01% or more. If the Si content exceeds 2.0%, the effect of suppressing the precipitation of cementite is saturated. On the other hand, if the Si content is more than 2.0%, the formation of ferrite is suppressed, and a desired steel structure having a ferrite area ratio of 5% or more cannot be obtained. Therefore, the Si content is 2.0% or less.
- Mn 0.05% to 3.0%
- Mn contributes to improvement in strength by solid solution strengthening. If the Mn content is less than 0.05%, sufficient strength cannot be obtained. Therefore, the Mn content is 0.05% or more. When the Mn content exceeds 3.0%, slab cracking occurs. Therefore, the Mn content is 3.0% or less.
- P 0.1% or less
- P is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of workability, weldability and fatigue properties, the lower the P content, the better. In particular, when the P content exceeds 0.1%, the workability, weldability, and fatigue characteristics are significantly reduced. Therefore, the P content is 0.1% or less.
- S is not an essential element but is contained as an impurity in steel, for example.
- the S content exceeds 0.03%, the hole expandability is significantly reduced. Therefore, the S content is 0.03% or less.
- Al 0.001% to 0.01%
- Al has the effect
- N is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of workability, the lower the N content, the better. In particular, when the N content exceeds 0.02%, the workability is remarkably reduced. Therefore, the N content is 0.02% or less.
- O is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of workability, the lower the O content, the better. In particular, when the O content exceeds 0.02%, the workability is significantly reduced. Therefore, the O content is 0.02% or less.
- Ti, Nb, Mo, V, Cr, B, Cu, Ni, Ca, and REM are not essential elements but are optional elements that may be appropriately contained in the hot-rolled steel sheet within a predetermined amount.
- Ti, Nb, Mo, and V contribute to further improvement of the strength of the hot-rolled steel sheet by precipitation hardening or solid solution strengthening. Therefore, 1 type (s) or 2 or more types selected from the group which consists of these elements may contain. However, for Ti, Nb, Mo, and V, if any content exceeds 0.2%, the formation of ferrite is suppressed, and a desired steel structure with an area ratio of ferrite of 5% or more is obtained. Absent.
- the Ti content, the Nb content, the Mo content, and the V content are all 0.2% or less. If the Cr content exceeds 1.0%, the effect of improving the strength is saturated. Further, if the Cr content is more than 1.0%, the formation of ferrite is suppressed, and a desired steel structure having a ferrite area ratio of 5% or more cannot be obtained. Therefore, the Cr content is 1.0% or less. When the B content is more than 0.01%, the formation of ferrite is suppressed, and a desired steel structure with an area ratio of ferrite of 5% or more cannot be obtained. Therefore, the B content is 0.01% or less.
- the Cu content is more than 1.2%, the formation of ferrite is suppressed, and a desired steel structure having a ferrite area ratio of 5% or more cannot be obtained. Therefore, the Cu content is 1.2% or less.
- the Ni content exceeds 0.6%, the formation of ferrite is suppressed, and a desired steel structure with an area ratio of ferrite of 5% or more cannot be obtained. Therefore, the Ni content is 0.6% or less.
- the Ti content, Nb content, V content, Cr content and Ni content are all preferably 0.01% or more, and the Mo content Is preferably 0.001% or more, the B content is preferably 0.0002% or more, and the Cu content is preferably 0.02% or more.
- Ca and REM are detoxified by changing the form of non-metallic inclusions that can be the starting point of destruction or deteriorate workability. Therefore, 1 type (s) or 2 or more types selected from the group which consists of these elements may contain.
- the Ca content is more than 0.005%, the form of the non-metallic inclusion is elongated, and the non-metallic inclusion becomes a starting point of fracture or deteriorates workability.
- the REM content is more than 0.02%, the form of the nonmetallic inclusion is elongated, and the nonmetallic inclusion becomes a starting point of fracture or deteriorates workability.
- the Ca content is 0.005% or less, and the REM content is 0.02% or less.
- both the Ca content and the REM content are preferably 0.0005% or more. That is, it is preferable that at least one of “Ca: 0.0005% to 0.005%” and “REM: 0.0005% to 0.02%” is satisfied.
- REM rare earth metal
- REM content means the total content of these 17 elements.
- Lanthanoids are added industrially, for example, in the form of misch metal.
- the hot-rolled steel sheet according to the embodiment can be manufactured according to the method described here, the method of manufacturing the hot-rolled steel sheet according to the embodiment is not limited to this. That is, even a hot-rolled steel sheet manufactured by another method can be said to be within the scope of the embodiment as long as it has the steel structure and chemical composition described above.
- the following method uses a 7-pass hot rolling facility, hot rolling produced using a 6-pass hot rolling facility may also be within the scope of the embodiments.
- FIG. 2 shows an outline of the temperature history from hot rolling to winding.
- a steel ingot or slab having the above chemical composition is cast, and reheating 11 is performed as necessary.
- Rough rolling 12 of the steel ingot or slab is performed. Rough rolling is included in hot rolling.
- Finish rolling 13 of the steel ingot or slab is included in hot rolling.
- finish rolling the rolling of one pass before the rolling of the final stage is performed at a temperature of 850 ° C. or higher and 1150 ° C. or lower and a rolling reduction of 10% or higher and 40% or lower, and the final stage of rolling is performed at 850 ° C. or higher and 1050 ° C.
- the temperature (T1 (° C.)) is performed at a rolling reduction of 3% to 10%.
- Air cooling 14 is performed for a time (t2 (seconds)) of 1 second to 10 seconds. During this cooling, ferrite transformation occurs in the two-phase region, and excellent elongation is obtained.
- Cooling 15 to a temperature of 400 ° C. or higher and 650 ° C. or lower is performed at a cooling rate of P (° C./second).
- the cooling rate P satisfies the following (Formula 1). (7) Winding 16 is performed at a temperature of 400 ° C. or higher and 650 ° C. or lower. (8) While the temperature of the hot rolled coil is T3 (° C.) ⁇ 300 ° C. or higher and T3 (° C.) or lower, the hot rolled coil is cooled at a cooling rate of 0.15 ° C./min or lower. T3 (° C.) is represented by the following (formula 2). (9) T3 (° C.) — Cool from a temperature less than 300 ° C. to 25 ° C. at a cooling rate of 0.05 ° C./min or less.
- molten steel whose components are adjusted so that the chemical composition is within the above range is cast.
- a steel ingot or a slab is sent to a hot rolling mill.
- the cast steel ingot or slab may be sent directly to the hot rolling mill at a high temperature, or after cooling to room temperature, it may be reheated in a heating furnace and sent to the hot rolling mill.
- the reheating temperature is not particularly limited. If the reheating temperature is 1260 ° C. or higher, the amount of scale-off may increase and the yield may decrease, so the reheating temperature is preferably less than 1260 ° C. In addition, if the reheating temperature is less than 1000 ° C., the operation efficiency may be remarkably impaired in the schedule, so the reheating temperature is preferably 1000 ° C. or higher.
- the final rolling is preferably performed at 1080 ° C. or higher.
- the rolling temperature of the final stage of rough rolling is higher than 1150 ° C., that is, when the rolling temperature exceeds 1150 ° C. during rough rolling, the austenite grains after finish rolling become large, and in the two-phase region generated in the subsequent cooling. The ferrite transformation is not sufficiently promoted, and it may be difficult to obtain a desired steel structure. Therefore, the final rolling is preferably performed at 1150 ° C. or lower.
- this cumulative rolling reduction is preferably 65% or less. If this cumulative rolling reduction is less than 40%, the austenite grains after finish rolling become large, and the ferrite transformation in the two-phase region that occurs in the subsequent cooling is not sufficiently promoted, making it difficult to obtain the desired steel structure. There is. Therefore, this cumulative rolling reduction is preferably 40% or more.
- Finish rolling is an important process for producing bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° to 3 °.
- Such bainitic ferrite is obtained by transformation of austenite containing strain into bainite after being processed. Therefore, it is important to perform finish rolling under conditions such that strain remains in the austenite after finish rolling.
- finish rolling rolling in the final stage, that is, rolling performed in the final stand of the finish rolling mill, is performed one pass before at a temperature of 850 ° C. to 1150 ° C. and a reduction rate of 10% to 40%.
- the rolling temperature of this rolling is higher than 1150 ° C. or the reduction ratio is less than 10%, the austenite grains after finish rolling become large, and the ferrite transformation in the two-phase region occurring in the subsequent cooling is sufficiently promoted. Therefore, a desired steel structure cannot be obtained.
- the rolling temperature of this rolling is less than 850 ° C. or the rolling reduction is more than 40%, excessive strain remains in the austenite after finish rolling, and workability deteriorates.
- finish rolling the final stage of rolling is performed at a temperature of 850 ° C. or higher and 1050 ° C. or lower and a rolling reduction of 3% or higher and 10% or lower.
- the final rolling temperature (finish rolling finishing temperature) is expressed as T1 (° C.). If the temperature T1 is higher than 1050 ° C. or the rolling reduction is less than 3%, the residual amount of strain in the austenite after finish rolling becomes insufficient, and a desired steel structure cannot be obtained. When the temperature T1 is less than 850 ° C. or the rolling reduction is more than 10%, excessive strain remains in the austenite after finish rolling, and workability deteriorates.
- the steel sheet After finish rolling, the steel sheet is cooled to a temperature of 600 ° C. or higher and 750 ° C. or lower on a run-out table (ROT).
- the ultimate temperature of this cooling is expressed as T2 (° C.).
- T2 (° C.)
- the average cooling rate of cooling at the runout table is, for example, 20 ° C./second to 200 ° C./second. This is to obtain a desired steel structure stably.
- Time t1 (seconds) be the time from the end of finish rolling to the start of cooling on the runout table.
- Time t1 is not particularly limited, but is preferably 10 seconds or less in order to prevent coarsening of austenite after finish rolling. From the end of finish rolling to the start of cooling on the run-out table, air cooling is substantially performed.
- cooling to a temperature of 400 ° C. or higher and 650 ° C. or lower is performed at a predetermined cooling rate.
- This cooling rate is expressed as P (° C./second).
- the cooling rate P satisfies the relationship of (Formula 1).
- the cooling rate P does not satisfy the relationship of (Formula 1), for example, a large amount of pearlite is generated, and a desired steel structure cannot be obtained. Therefore, it is extremely important that the cooling rate P satisfies the relationship of (Equation 1) in order to obtain a desired steel structure.
- the cooling rate P is preferably set to 200 ° C./s or less from the viewpoint of suppressing warpage due to thermal strain. Further, from the viewpoint of further warping suppression, the cooling rate P is more preferably 30 ° C./second or less.
- winding is performed at a temperature of 400 ° C. or higher and 650 ° C. or lower.
- the coiling temperature exceeds 650 ° C., ferrite is generated and sufficient bainite cannot be obtained, and a desired steel structure cannot be obtained.
- the coiling temperature is less than 400 ° C., martensite is generated and sufficient bainite cannot be obtained, and a desired steel structure cannot be obtained.
- the hot-rolled coil is cooled at a cooling rate of 0.15 ° C./min or lower while the temperature of the hot-rolled coil obtained by winding is T3 (° C.)-300 ° C. or higher and T3 (° C.) or lower.
- this cooling rate is 0.15 ° C./min or less
- bainite transformation can be promoted, and the area ratio of martensite, pearlite, and retained austenite can be 5% or less in total.
- the cooling rate is higher than 0.15 ° C./min, the bainite transformation is not sufficiently promoted, the area ratio of martensite, pearlite, and retained austenite exceeds 5% in total, and the workability deteriorates. Therefore, it is extremely important for the cooling rate to be 0.15 ° C./min or less in order to obtain a desired steel structure.
- the hot rolled coil is cooled at a cooling rate of 0.05 ° C./min or less at a temperature of T3 (° C.) ⁇ 300 ° C. or less.
- the cooling rate is 0.05 ° C./min or less, transformation from untransformed austenite to martensite can be suppressed, and excellent workability can be obtained.
- the cooling rate is higher than 0.05 ° C./min, transformation from austenite to martensite occurs, and the area ratio of martensite, pearlite, and retained austenite exceeds 5% in total, and the workability deteriorates.
- the effect of improving the strength, elongation, and hole expandability can be obtained.
- electroplating, hot dipping, vapor deposition plating, organic film formation, film lamination, organic salt treatment, inorganic salt treatment, non-chromium treatment, and the like may be performed.
- the cross section parallel to the rolling direction in the region from 3/8 to 5/8 of the thickness from the surface of the hot-rolled steel sheet was observed at a magnification of 200 to 500 times using an optical microscope. And identified.
- the area ratio of bainite composed of an aggregate of bainitic ferrite having an average crystal orientation difference of 0.4 ° to 3 ° is 3/8 to 5/8 of the thickness from the surface of the hot-rolled steel sheet.
- a plurality of crystal orientations in a cross section parallel to the rolling direction in the region were measured and specified by EBSD.
- Each area ratio of pearlite, martensite, and retained austenite is 200 times the cross section parallel to the rolling direction in the region from 3/8 to 5/8 of the thickness from the surface of the hot-rolled steel sheet using an optical microscope. It was identified by observing at a magnification of ⁇ 500 times.
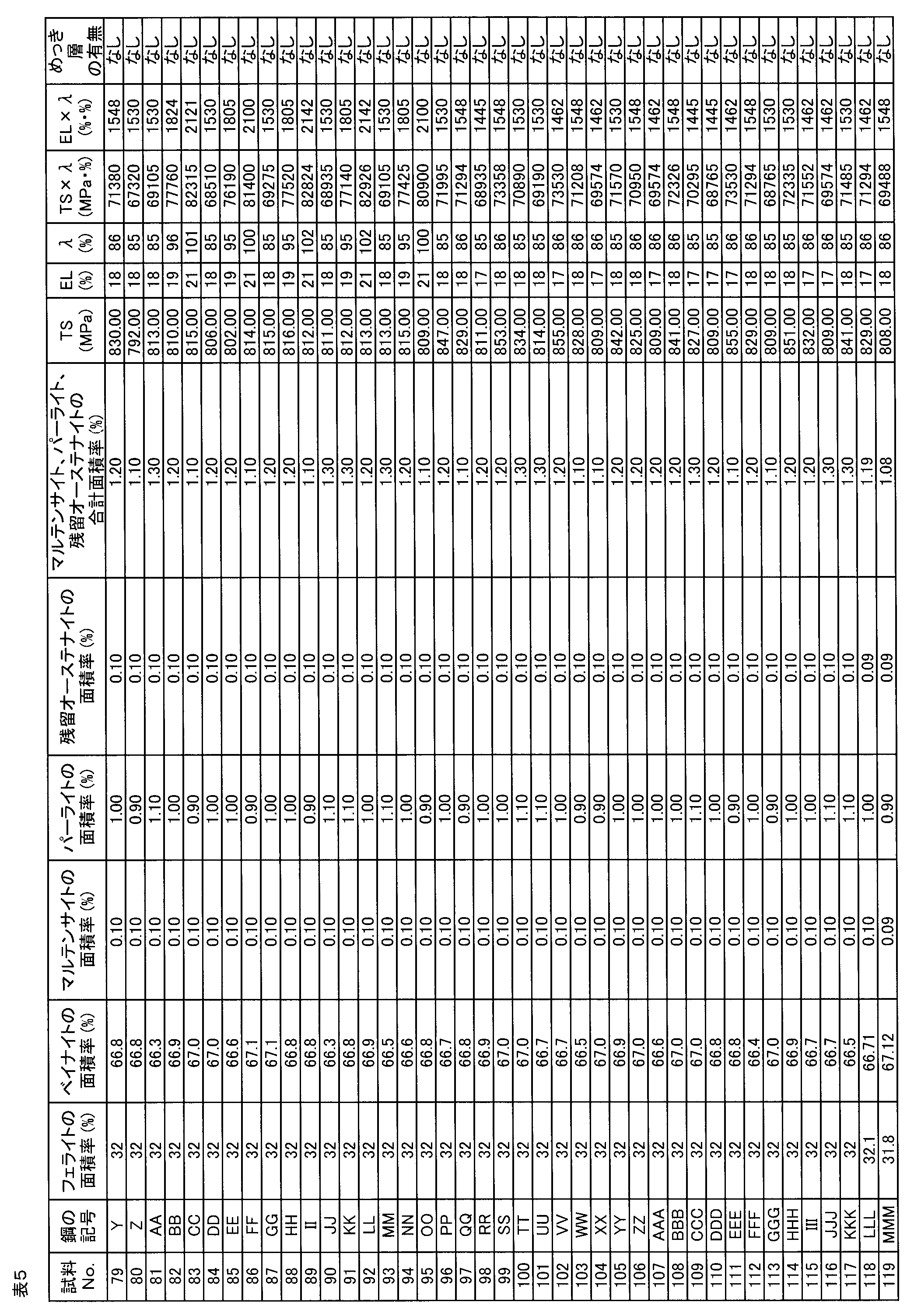
- Each hot-rolled steel sheet was manufactured as follows under the conditions shown in Tables 6 to 9. After melting and continuous casting in a converter, reheating was performed at the heating temperatures shown in Tables 3 to 6, and hot rolling including rough rolling and 7-pass finish rolling was performed. Tables 3 to 6 show the temperature and cumulative rolling reduction at the final stage of rough rolling. Tables 3 to 6 show the rolling end temperature and reduction rate in the sixth pass of finish rolling, and the rolling end temperature (T1) and reduction rate in the seventh pass (final stage). The thickness after hot rolling was 1.2 mm to 5.4 mm. After elapse of t1 (seconds) from the finish of finish rolling, the plate was cooled on the runout table to the temperature T2 shown in Tables 3 to 6. And as soon as temperature reached temperature T2, air cooling was started.
- Tables 3 to 6 show the air cooling time t2. After air cooling at time t2, cooling is performed to the winding temperature shown in Tables 3 to 6 at the cooling rate P (° C./second) shown in Tables 3 to 6, and winding is performed at this winding temperature to perform hot rolling. A coil was produced. Thereafter, two-stage cooling including primary cooling and secondary cooling was performed. The primary cooling started at the starting temperatures shown in Tables 3 to 6 and ended at the ending temperatures shown in Tables 3 to 6. The cooling rates during that time are shown in Tables 3 to 6. Secondary cooling started at the starting temperatures shown in Tables 3 to 6 and ended at 25 ° C. The cooling rates during that time are shown in Tables 3 to 6. Sample No. In the production of 29 hot-rolled steel sheets, hot dipping was performed after the end of secondary cooling.
- P ° C./second
- the present invention can be used, for example, in industries related to hot-rolled steel sheets used for automobile undercarriage parts and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
質量%で、
C :0.02%~0.15%、
Si:0.01%~2.0%、
Mn:0.05%~3.0%、
P :0.1%以下、
S :0.03%以下、
Al:0.001%~0.01%、
N :0.02%以下、
O :0.02%以下、
Ti:0%~0.2%、
Nb:0%~0.2%、
Mo:0%~0.2%、
V :0%~0.2%、
Cr:0%~1.0%、
B :0%~0.01%、
Cu:0%~1.2%、
Ni:0%~0.6%、
Ca:0%~0.005%、
REM:0%~0.02%、
残部:Fe及び不純物
で表される化学組成を有し、
フェライトの面積率:5%~50%、
平均結晶方位差が0.4°~3°のベイニティックフェライトの集合体から構成されるベイナイトの面積率:50%~95%、
マルテンサイト、パーライト及び残留オーステナイトの合計面積率:5%以下
で表される鋼組織を有することを特徴とする熱延鋼板。
前記化学組成が、質量%で、
Ti:0.01%~0.2%、
Nb:0.01%~、0.2%、
Mo:0.001%~0.2%、
V :0.01%~0.2%、
Cr:0.01%~1.0%、
B :0.0002%~0.01%、
Cu:0.02%~1.2%、及び
Ni:0.01%~0.6%
からなる群から選択された1種又は2種以上を含有することを特徴とする(1)に記載の熱延鋼板。
前記化学組成が、質量%で、
Ca:0.0005%~0.005%、及び
REM:0.0005%~0.02%
からなる群から選択された1種又は2種以上を含有することを特徴とする(1)又は(2)に記載の熱延鋼板。
フェライトは優れた変形能を呈し、均一伸びを高める。フェライトの面積率が5%未満であると、良好な均一伸びが得られない。従って、フェライトの面積率は5%以上とする。フェライトの面積率が50%超であると、穴拡げ性が大幅に低下する。従って、フェライトの面積率は50%以下とする。フェライトの面積率は、熱延鋼板の表面からその厚さの3/8から5/8までの領域内の圧延方向に平行な断面2における面積率であって、光学顕微鏡を用いて200倍~500倍の倍率で観察されるミクロ組織中のフェライトの面積率である。
平均結晶方位差が0.4°以上3°以下のベイニティックフェライトの集合体から構成されるベイナイトは、後述の方法により得られる新たな組織である。結晶粒内の平均結晶方位差は次のようにして求められる。先ず、断面2内の複数箇所の結晶方位を、電子線後方散乱回折法(EBSD:electron back scattering diffraction)により測定する。次いで、EBSDによる測定結果に基づき、互いに隣接し、かつそれらの間での結晶方位差が15°以上となっている2つの箇所(ピクセル)の間に粒界が存在するとみなす。そして、粒界に囲まれた領域内で、つまり結晶粒内で、互いに隣接する箇所間の結晶方位差を計算し、それらの平均値を計算する。このようにして結晶粒内の平均結晶方位差が求められる。
マルテンサイト、パーライト及び残留オーステナイトは穴拡げ時に、フェライト又はベイナイトとの界面において亀裂の進展を助長し、穴拡げ性を低下させる。マルテンサイト、パーライト及び残留オーステナイトの合計面積率が5%超であると、このような穴拡げ性の低下が顕著となる。パーライト、マルテンサイト、残留オーステナイトの面積率は、それぞれ、断面2における面積率であって、光学顕微鏡を用いて200倍~500倍の倍率で観察されるミクロ組織中のパーライト、マルテンサイト、残留オーステナイトの面積率である。これら組織の合計が5%以下であれば、概ね、全伸び(%)と穴拡げ率(%)との積(EL×λ)が1300超となり、自動車の足回り部品の加工に好適である。
Cは、結晶粒界に偏析し、せん断加工又は打ち抜き加工によって形成された端面でのはがれを抑制する効果を有する。Cは、Nb、Ti等と結合して熱延鋼板中で析出物を形成し、析出強化により強度の向上に寄与する。C含有量が0.02%未満であると、剥がれを抑制する効果及び析出強化による強度の向上の効果が十分に得られない。従って、C含有量は0.02%以上とする。その一方で、Cは、穴拡げ時の割れの起点となるセメンタイト(Fe3C)等の鉄系炭化物、マルテンサイト及び残留オーステナイトを生成させる。C含有量が0.15%超であると、十分な穴拡げ性が得られない。従って、C含有量は0.15%以下とする。
Siは、熱延鋼板の強度の向上に寄与する。Siは、溶鋼の脱酸材としての役割も有する。Siは、セメンタイト等の鉄系炭化物の析出を抑制し、ベイニティックフェライトの境界におけるセメンタイトの析出を抑制する。Si含有量が0.01%未満であると、これらの効果が十分に得られない。従って、Si含有量は0.01%以上とする。Si含有量が2.0%超であると、セメンタイトの析出の抑制の効果が飽和する。また、Si含有量が2.0%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、Si含有量は2.0%以下とする。
Mnは、固溶強化により強度の向上に寄与する。Mn含有量が0.05%未満であると、十分な強度が得られない。従って、Mn含有量は0.05%以上とする。Mn含有量が3.0%超であると、スラブ割れが生じる。従って、Mn含有量は3.0%以下とする。
Pは、必須元素ではなく、例えば鋼中に不純物として含有される。加工性、溶接性及び疲労特性の観点から、P含有量は低ければ低いほどよい。特にP含有量が0.1%超で、加工性、溶接性及び疲労特性の低下が著しい。従って、P含有量は0.1%以下とする。
Sは、必須元素ではなく、例えば鋼中に不純物として含有される。S含有量が高いほど穴拡げ性の低下につながるA系介在物が生成されやすくなるため、S含有量は低ければ低いほどよい。特にS含有量が0.03%超で、穴拡げ性の低下が著しい。従って、S含有量は0.03%以下とする。
Alは、溶鋼を脱酸する作用を有する。Al含有量が0.001%未満であると、十分な脱酸が困難である。従って、Al含有量は0.001%以上とする。Al含有量が0.01%超であると、非金属介在物の増大によって伸びが低下しやすくなる。従って、Al含有量は0.01%以下とする。
Nは、必須元素ではなく、例えば鋼中に不純物として含有される。加工性の観点から、N含有量は低ければ低いほどよい。特にN含有量が0.02%超で、加工性の低下が著しい。従って、N含有量は0.02%以下とする。
Oは、必須元素ではなく、例えば鋼中に不純物として含有される。加工性の観点から、O含有量は低ければ低いほどよい。特にO含有量が0.02%超で、加工性の低下が著しい。従って、O含有量は0.02%以下とする。
Ti、Nb、Mo、V、Cr、B、Cu及びNiは、析出硬化又は固溶強化により熱延鋼板の強度の更なる向上に寄与する。従って、これらの元素からなる群から選択された1種又は2種以上が含有されていてもよい。しかし、Ti、Nb、Mo及びVについては、いずれかの含有量が0.2%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、Ti含有量、Nb含有量、Mo含有量及びV含有量は、いずれも0.2%以下とする。Cr含有量が1.0%超であると、強度の向上の効果が飽和する。また、Cr含有量が1.0%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、Cr含有量は1.0%以下とする。B含有量が0.01%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、B含有量は0.01%以下とする。Cu含有量が1.2%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、Cu含有量は1.2%以下とする。Ni含有量が0.6%超であると、フェライトの生成が抑制され、フェライトの面積率が5%以上の所望の鋼組織が得られない。従って、Ni含有量は0.6%以下とする。熱延鋼板のより優れた強度の確保のために、Ti含有量、Nb含有量、V含有量、Cr含有量及びNi含有量は、いずれも好ましくは0.01%以上であり、Mo含有量は好ましくは0.001%以上であり、B含有量は好ましくは0.0002%以上であり、Cu含有量は好ましくは0.02%以上である。つまり、「Ti:0.01%~0.2%」、「Nb:0.01%~、0.2%」、「Mo:0.001%~0.2%」、「V:0.01%~0.2%」、「Cr:0.01%~1.0%」、「B:0.0002%~0.01%」、「Cu:0.02%~1.2%」及び「Ni:0.01%~0.6%」のうちの少なくとも一つが満たされることが好ましい。
Ca及びREMは、破壊の起点となったり加工性を劣化させたりする非金属介在物の形態を変化させて無害化する。従って、これらの元素からなる群から選択された1種又は2種以上が含有されていてもよい。しかし、Ca含有量が0.005%超であると、非金属介在物の形態を伸長させ、当該非金属介在物が破壊の起点となったり加工性を劣化させたりする。REM含有量が0.02%超であると、非金属介在物の形態を伸長させ、当該非金属介在物が破壊の起点となったり加工性を劣化させたりする。従って、Ca含有量は0.005%以下とし、REM含有量は0.02%以下とする。無害化の効果をより優れたものとするために、Ca含有量及びREM含有量は、いずれも好ましくは0.0005%以上である。つまり、「Ca:0.0005%~0.005%」及び「REM:0.0005%~0.02%」のうちの少なくとも一つが満たされることが好ましい。
(1)上記の化学組成を有する鋼塊又はスラブを鋳造し、必要に応じて再加熱11を行う。
(2)鋼塊又はスラブの粗圧延12を行う。粗圧延は熱間圧延に含まれる。
(3)鋼塊又はスラブの仕上圧延13を行う。仕上圧延は熱間圧延に含まれる。仕上圧延では、最終段の圧延の1パス前の圧延を、850℃以上1150℃以下の温度、10%以上40%以下の圧下率で行い、最終段の圧延を、850℃以上1050℃以下の温度(T1(℃))、3%以上10%以下の圧下率で行う。
(4)ランアウトテーブルで600℃以上750℃以下の温度(T2(℃))まで冷却する。仕上圧延の終了から、この冷却の開始までの時間をt1(秒)とする。
(5)1秒以上10秒以下の時間(t2(秒))の空冷14を行う。この冷却中に二相域におけるフェライト変態が生じ、優れた伸びが得られる。
(6)P(℃/秒)の冷却速度で400℃以上650℃以下の温度までの冷却15を行う。冷却速度Pは下記の(式1)を満たす。
(7)400℃以上650℃以下の温度での巻き取り16を行う。
(8)熱延コイルの温度がT3(℃)-300℃以上T3(℃)以下にある間、0.15℃/分以下の冷却速度で熱延コイルを冷却する。T3(℃)は下記の(式2)で表される。
(9)T3(℃)-300℃未満の温度から25℃までを0.05℃/分以下の冷却速度で冷却する。
+(C)×1/{1-(1.44×1012exp(-3211/(T2+273))×t21/3}×(-3)×1013 (式1)
T3(℃)=830-270×(C)-90×(Mn)-37×(Ni)-70×(Cr)-83×(Mo) (式2)
ここで、(C)、(Mn)、(Ni)、(Cr)、(Mo)は、それぞれ熱延鋼板のC含有量、Mn含有量、Ni含有量、Cr含有量、Mo含有量を示す。








Claims (3)
- 質量%で、
C :0.02%~0.15%、
Si:0.01%~2.0%、
Mn:0.05%~3.0%、
P :0.1%以下、
S :0.03%以下、
Al:0.001%~0.01%、
N :0.02%以下、
O :0.02%以下、
Ti:0%~0.2%、
Nb:0%~0.2%、
Mo:0%~0.2%、
V :0%~0.2%、
Cr:0%~1.0%、
B :0%~0.01%、
Cu:0%~1.2%、
Ni:0%~0.6%、
Ca:0%~0.005%、
REM:0%~0.02%、
残部:Fe及び不純物
で表される化学組成を有し、
フェライトの面積率:5%~50%、
平均結晶方位差が0.4°~3°のベイニティックフェライトの集合体から構成されるベイナイトの面積率:50%~95%、
マルテンサイト、パーライト及び残留オーステナイトの合計面積率:5%以下
で表される鋼組織を有することを特徴とする熱延鋼板。 - 前記化学組成が、質量%で、
Ti:0.01%~0.2%、
Nb:0.01%~、0.2%、
Mo:0.001%~0.2%、
V :0.01%~0.2%、
Cr:0.01%~1.0%、
B :0.0002%~0.01%、
Cu:0.02%~1.2%、及び
Ni:0.01%~0.6%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項1に記載の熱延鋼板。 - 前記化学組成が、質量%で、
Ca:0.0005%~0.005%、及び
REM:0.0005%~0.02%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項1又は2に記載の熱延鋼板。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480019121.9A CN105102658B (zh) | 2013-04-15 | 2014-04-14 | 热轧钢板 |
| BR112015024840-3A BR112015024840B1 (pt) | 2013-04-15 | 2014-04-14 | Chapa de aço laminada a quente |
| ES14784913T ES2726654T3 (es) | 2013-04-15 | 2014-04-14 | Lámina de acero laminada en caliente |
| PL14784913T PL2987884T3 (pl) | 2013-04-15 | 2014-04-14 | Blacha stalowa cienka walcowana na gorąco |
| KR1020157026274A KR101758003B1 (ko) | 2013-04-15 | 2014-04-14 | 열연 강판 |
| JP2015512473A JP6194951B2 (ja) | 2013-04-15 | 2014-04-14 | 熱延鋼板 |
| US14/774,249 US10000829B2 (en) | 2013-04-15 | 2014-04-14 | Hot-rolled steel sheet |
| EP14784913.7A EP2987884B1 (en) | 2013-04-15 | 2014-04-14 | Hot-rolled steel sheet |
| MX2015013563A MX375031B (es) | 2013-04-15 | 2014-04-14 | Hoja de acero laminada en caliente. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013085009 | 2013-04-15 | ||
| JP2013-085009 | 2013-04-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014171427A1 true WO2014171427A1 (ja) | 2014-10-23 |
Family
ID=51731368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/060644 Ceased WO2014171427A1 (ja) | 2013-04-15 | 2014-04-14 | 熱延鋼板 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10000829B2 (ja) |
| EP (1) | EP2987884B1 (ja) |
| JP (1) | JP6194951B2 (ja) |
| KR (1) | KR101758003B1 (ja) |
| CN (1) | CN105102658B (ja) |
| BR (1) | BR112015024840B1 (ja) |
| ES (1) | ES2726654T3 (ja) |
| MX (1) | MX375031B (ja) |
| PL (1) | PL2987884T3 (ja) |
| TW (1) | TWI525201B (ja) |
| WO (1) | WO2014171427A1 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170093886A (ko) | 2015-02-20 | 2017-08-16 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| KR20170106451A (ko) * | 2015-02-20 | 2017-09-20 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| KR20170107041A (ko) * | 2015-02-20 | 2017-09-22 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| JP6332571B1 (ja) * | 2017-03-31 | 2018-05-30 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| KR20180130576A (ko) | 2016-08-08 | 2018-12-07 | 신닛테츠스미킨 카부시키카이샤 | 강판 |
| EP3263731A4 (en) * | 2015-02-25 | 2019-01-16 | Nippon Steel & Sumitomo Metal Corporation | HOT-ROLLED STEEL PLATE OR PLATE |
| WO2019103120A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| WO2019103121A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| JP2020509172A (ja) * | 2016-12-13 | 2020-03-26 | ポスコPosco | 低温域におけるバーリング性に優れた高強度複合組織鋼及びその製造方法 |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10889879B2 (en) | 2016-08-05 | 2021-01-12 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| JP2021505759A (ja) * | 2017-12-04 | 2021-02-18 | エスエスアーベー テクノロジー アーベー | 高強度熱間圧延鋼および高強度熱間圧延鋼の製造方法 |
| JP2022506661A (ja) * | 2018-11-08 | 2022-01-17 | ポスコ | 高強度構造用鋼及びその製造方法 |
| US11236412B2 (en) | 2016-08-05 | 2022-02-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US20230133134A1 (en) * | 2020-03-11 | 2023-05-04 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US11649531B2 (en) * | 2016-08-05 | 2023-05-16 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US12123064B2 (en) | 2019-03-06 | 2024-10-22 | Nippon Steel Corporation | Hot-rolled steel sheet |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016136810A1 (ja) | 2015-02-24 | 2016-09-01 | 新日鐵住金株式会社 | 冷延鋼板及びその製造方法 |
| MX394525B (es) * | 2015-05-26 | 2025-03-24 | Nippon Steel Corp | Lamina de acero y metodo de produccion de la misma. |
| WO2017169939A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、熱処理板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| MX2019000577A (es) * | 2016-08-05 | 2019-07-04 | Nippon Steel Corp | Lamina de acero y lamina de acero enchapada. |
| EP3575425A4 (en) * | 2017-01-30 | 2020-05-13 | Nippon Steel Corporation | STEEL SHEET |
| JP6332570B1 (ja) * | 2017-03-31 | 2018-05-30 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| KR101998952B1 (ko) | 2017-07-06 | 2019-07-11 | 주식회사 포스코 | 재질편차가 적고 표면품질이 우수한 초고강도 열연강판 및 그 제조방법 |
| MX2019015358A (es) | 2017-08-09 | 2020-02-07 | Nippon Steel Corp | Lamina de acero laminada en caliente y metodo para fabricar la misma. |
| WO2020065381A1 (en) * | 2018-09-28 | 2020-04-02 | Arcelormittal | Hot rolled steel sheet and a method of manufacturing thereof |
| US12054800B2 (en) * | 2019-05-31 | 2024-08-06 | Nippon Steel Corporation | Steel sheet for hot stamping |
| CN111286669A (zh) * | 2020-02-17 | 2020-06-16 | 本钢板材股份有限公司 | 屈服强度≥900Mpa的马氏体热轧态高强钢及制备方法 |
| KR102391651B1 (ko) | 2020-09-22 | 2022-04-29 | 주식회사 포스코 | 충돌성능이 우수한 열연강판 및 그 제조방법 |
| DE102021104584A1 (de) * | 2021-02-25 | 2022-08-25 | Salzgitter Flachstahl Gmbh | Hochfestes, warmgewalztes Stahlflachprodukt mit hoher lokaler Kaltumformbarkeit sowie ein Verfahren zur Herstellung eines solchen Stahlflachprodukts |
| EP4400613A4 (en) * | 2021-09-06 | 2024-11-06 | Nippon Steel Corporation | HOT ROLLED STEEL SHEET |
| CN118251512B (zh) | 2021-11-12 | 2025-04-25 | 日本制铁株式会社 | 热轧钢板、热浸镀钢板、以及热轧钢板的制造方法 |
| EP4596736A4 (en) * | 2022-09-26 | 2026-04-15 | Nippon Steel Corp | Free-cutting martensitic stainless steel bar material and its production process |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002534601A (ja) | 1998-12-19 | 2002-10-15 | エクソンモービル アップストリーム リサーチ カンパニー | 優れた極低温靭性を持つ超高強度のオースエージング処理された鋼 |
| JP2004218077A (ja) | 2002-12-24 | 2004-08-05 | Nippon Steel Corp | 溶接熱影響部の耐軟化性に優れたバーリング性高強度鋼板およびその製造方法 |
| JP2005082841A (ja) | 2003-09-05 | 2005-03-31 | Nippon Steel Corp | Bh性と伸びフランジ性を兼ね備えた熱延鋼板およびその製造方法 |
| JP2005220440A (ja) | 2004-01-09 | 2005-08-18 | Kobe Steel Ltd | 耐水素脆化特性に優れた超高強度鋼板及びその製造方法 |
| JP2006274318A (ja) | 2005-03-28 | 2006-10-12 | Kobe Steel Ltd | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2007314828A (ja) | 2006-05-24 | 2007-12-06 | Nippon Steel Corp | 耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法 |
| JP2008202119A (ja) * | 2007-02-22 | 2008-09-04 | Sumitomo Metal Ind Ltd | 耐延性き裂発生特性に優れる高張力鋼材 |
| JP2010202976A (ja) | 2009-02-06 | 2010-09-16 | Jfe Steel Corp | 耐座屈性能及び溶接熱影響部靭性に優れた低温用高強度鋼管およびその製造方法 |
| JP2010255090A (ja) | 2009-04-03 | 2010-11-11 | Kobe Steel Ltd | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板およびその製造方法 |
| JP2011225941A (ja) | 2010-04-20 | 2011-11-10 | Nippon Steel Corp | 伸びと局部延性に優れた高強度薄鋼板およびその製造方法 |
| JP2012026032A (ja) | 2010-06-25 | 2012-02-09 | Jfe Steel Corp | 伸びフランジ性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062561A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| US20130048159A1 (en) * | 2010-05-06 | 2013-02-28 | Posco | High-strength and high-toughness ultrafine wire rod and method for producing same |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DZ2530A1 (fr) | 1997-12-19 | 2003-02-01 | Exxon Production Research Co | Procédé de préparation d'une tôle d'acier cette tôle d'acier et procédé pour renforcer la resistanceà la propagation des fissures d'une tôle d'acier. |
| EP1577412B2 (en) | 2002-12-24 | 2014-11-12 | Nippon Steel & Sumitomo Metal Corporation | High strength steel sheet exhibiting good burring workability and excellent resistance to softening in heat-affected zone and method for production thereof |
| JP4050991B2 (ja) | 2003-02-28 | 2008-02-20 | 新日本製鐵株式会社 | 伸びフランジ成形性に優れた高強度鋼板およびその製造方法 |
| US20050150580A1 (en) | 2004-01-09 | 2005-07-14 | Kabushiki Kaisha Kobe Seiko Sho(Kobe Steel, Ltd.) | Ultra-high strength steel sheet having excellent hydrogen embrittlement resistance, and method for manufacturing the same |
| EP1865083B1 (en) | 2005-03-28 | 2011-08-17 | Kabushiki Kaisha Kobe Seiko Sho | High strength hot rolled steel sheet excellent in bore expanding workability and method for production thereof |
| JP5114747B2 (ja) | 2008-04-28 | 2013-01-09 | 新日鐵住金株式会社 | 穴拡げ性と延性のバランスが極めて良好な高強度鋼板の製造方法と亜鉛めっき鋼板の製造方法 |
| KR101091294B1 (ko) * | 2008-12-24 | 2011-12-07 | 주식회사 포스코 | 고강도 고연신 강판 및 열연강판, 냉연강판, 아연도금강판 및 아연도금합금화강판의 제조방법 |
| CN102341518B (zh) | 2009-04-03 | 2013-04-10 | 株式会社神户制钢所 | 冷轧钢板及其制造方法 |
| JP2011028022A (ja) | 2009-07-27 | 2011-02-10 | Seiko Epson Corp | カラーフィルター用インク、カラーフィルター用インクセット、カラーフィルター、画像表示装置、および、電子機器 |
| JP5353578B2 (ja) * | 2009-09-07 | 2013-11-27 | 新日鐵住金株式会社 | 穴広げ性に優れた高強度熱延鋼板及びその製造方法 |
| EP2508640B1 (en) * | 2009-11-30 | 2019-09-11 | Nippon Steel Corporation | High-strength steel sheet having excellent hydrogen embrittlement resistance and ultimate tensile strength of 900 mpa or more, and process for production thereof |
| KR101420554B1 (ko) * | 2010-03-10 | 2014-07-16 | 신닛테츠스미킨 카부시키카이샤 | 고강도 열연 강판 및 그 제조 방법 |
| JP5540885B2 (ja) * | 2010-05-20 | 2014-07-02 | 新日鐵住金株式会社 | 溶融めっき熱延鋼板およびその製造方法 |
| TWI447236B (zh) | 2011-03-28 | 2014-08-01 | Nippon Steel & Sumitomo Metal Corp | 熱軋鋼板及其製造方法 |
-
2014
- 2014-04-14 PL PL14784913T patent/PL2987884T3/pl unknown
- 2014-04-14 KR KR1020157026274A patent/KR101758003B1/ko active Active
- 2014-04-14 BR BR112015024840-3A patent/BR112015024840B1/pt not_active IP Right Cessation
- 2014-04-14 WO PCT/JP2014/060644 patent/WO2014171427A1/ja not_active Ceased
- 2014-04-14 CN CN201480019121.9A patent/CN105102658B/zh active Active
- 2014-04-14 EP EP14784913.7A patent/EP2987884B1/en active Active
- 2014-04-14 US US14/774,249 patent/US10000829B2/en active Active
- 2014-04-14 JP JP2015512473A patent/JP6194951B2/ja active Active
- 2014-04-14 MX MX2015013563A patent/MX375031B/es active IP Right Grant
- 2014-04-14 ES ES14784913T patent/ES2726654T3/es active Active
- 2014-04-15 TW TW103113701A patent/TWI525201B/zh not_active IP Right Cessation
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002534601A (ja) | 1998-12-19 | 2002-10-15 | エクソンモービル アップストリーム リサーチ カンパニー | 優れた極低温靭性を持つ超高強度のオースエージング処理された鋼 |
| JP2004218077A (ja) | 2002-12-24 | 2004-08-05 | Nippon Steel Corp | 溶接熱影響部の耐軟化性に優れたバーリング性高強度鋼板およびその製造方法 |
| JP2005082841A (ja) | 2003-09-05 | 2005-03-31 | Nippon Steel Corp | Bh性と伸びフランジ性を兼ね備えた熱延鋼板およびその製造方法 |
| JP2005220440A (ja) | 2004-01-09 | 2005-08-18 | Kobe Steel Ltd | 耐水素脆化特性に優れた超高強度鋼板及びその製造方法 |
| JP2006274318A (ja) | 2005-03-28 | 2006-10-12 | Kobe Steel Ltd | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2007314828A (ja) | 2006-05-24 | 2007-12-06 | Nippon Steel Corp | 耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法 |
| JP2008202119A (ja) * | 2007-02-22 | 2008-09-04 | Sumitomo Metal Ind Ltd | 耐延性き裂発生特性に優れる高張力鋼材 |
| JP2010202976A (ja) | 2009-02-06 | 2010-09-16 | Jfe Steel Corp | 耐座屈性能及び溶接熱影響部靭性に優れた低温用高強度鋼管およびその製造方法 |
| JP2010255090A (ja) | 2009-04-03 | 2010-11-11 | Kobe Steel Ltd | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板およびその製造方法 |
| JP2011225941A (ja) | 2010-04-20 | 2011-11-10 | Nippon Steel Corp | 伸びと局部延性に優れた高強度薄鋼板およびその製造方法 |
| US20130048159A1 (en) * | 2010-05-06 | 2013-02-28 | Posco | High-strength and high-toughness ultrafine wire rod and method for producing same |
| JP2012026032A (ja) | 2010-06-25 | 2012-02-09 | Jfe Steel Corp | 伸びフランジ性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062561A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| KATO ET AL., SEITETSUKENKYU, vol. 312, 1984, pages 41 |
| See also references of EP2987884A4 |
Cited By (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10913988B2 (en) | 2015-02-20 | 2021-02-09 | Nippon Steel Corporation | Hot-rolled steel sheet |
| KR20170106451A (ko) * | 2015-02-20 | 2017-09-20 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| KR20170107041A (ko) * | 2015-02-20 | 2017-09-22 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| US11401571B2 (en) | 2015-02-20 | 2022-08-02 | Nippon Steel Corporation | Hot-rolled steel sheet |
| KR20170093886A (ko) | 2015-02-20 | 2017-08-16 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
| KR101981876B1 (ko) * | 2015-02-20 | 2019-05-23 | 닛폰세이테츠 가부시키가이샤 | 열연 강판 |
| KR101981875B1 (ko) * | 2015-02-20 | 2019-05-23 | 닛폰세이테츠 가부시키가이샤 | 열연 강판 |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| EP3263731A4 (en) * | 2015-02-25 | 2019-01-16 | Nippon Steel & Sumitomo Metal Corporation | HOT-ROLLED STEEL PLATE OR PLATE |
| US10752972B2 (en) | 2015-02-25 | 2020-08-25 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US11649531B2 (en) * | 2016-08-05 | 2023-05-16 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US10889879B2 (en) | 2016-08-05 | 2021-01-12 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11236412B2 (en) | 2016-08-05 | 2022-02-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11365465B2 (en) | 2016-08-08 | 2022-06-21 | Nippon Steel Corporation | Steel sheet |
| KR20180130576A (ko) | 2016-08-08 | 2018-12-07 | 신닛테츠스미킨 카부시키카이샤 | 강판 |
| US12435383B2 (en) | 2016-12-13 | 2025-10-07 | Posco Co., Ltd | High strength multi-phase steel having excellent burring properties at low temperature, and method for producing same |
| JP2020509172A (ja) * | 2016-12-13 | 2020-03-26 | ポスコPosco | 低温域におけるバーリング性に優れた高強度複合組織鋼及びその製造方法 |
| JP6332571B1 (ja) * | 2017-03-31 | 2018-05-30 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| CN110475890A (zh) * | 2017-03-31 | 2019-11-19 | 日本制铁株式会社 | 热轧钢板和钢制锻造部件及其制造方法 |
| WO2018179391A1 (ja) * | 2017-03-31 | 2018-10-04 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| JPWO2019103121A1 (ja) * | 2017-11-24 | 2020-10-08 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| JPWO2019103120A1 (ja) * | 2017-11-24 | 2020-10-01 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| EP3715491A4 (en) * | 2017-11-24 | 2021-03-24 | Nippon Steel Corporation | HOT ROLLED STEEL SHEET AND MANUFACTURING METHOD FOR IT |
| EP3715492A4 (en) * | 2017-11-24 | 2021-03-31 | Nippon Steel Corporation | HOT ROLLED STEEL SHEET AND MANUFACTURING METHOD FOR IT |
| WO2019103121A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| WO2019103120A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| US11473159B2 (en) | 2017-11-24 | 2022-10-18 | Nippon Steel Corporation | Hot rolled steel sheet and method for producing same |
| US11512359B2 (en) | 2017-11-24 | 2022-11-29 | Nippon Steel Corporation | Hot rolled steel sheet and method for producing same |
| US11655528B2 (en) | 2017-12-04 | 2023-05-23 | Ssab Technology Ab | High strength hot-rolled steel and method for manufacturing high strength hot-rolled steel |
| JP2021505759A (ja) * | 2017-12-04 | 2021-02-18 | エスエスアーベー テクノロジー アーベー | 高強度熱間圧延鋼および高強度熱間圧延鋼の製造方法 |
| JP2022506661A (ja) * | 2018-11-08 | 2022-01-17 | ポスコ | 高強度構造用鋼及びその製造方法 |
| JP7332692B2 (ja) | 2018-11-08 | 2023-08-23 | ポスコ カンパニー リミテッド | 高強度構造用鋼及びその製造方法 |
| US12123064B2 (en) | 2019-03-06 | 2024-10-22 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US20230133134A1 (en) * | 2020-03-11 | 2023-05-04 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US12116646B2 (en) * | 2020-03-11 | 2024-10-15 | Nippon Steel Corporation | Hot-rolled steel sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2015013563A (es) | 2016-02-05 |
| TW201502286A (zh) | 2015-01-16 |
| BR112015024840A2 (pt) | 2017-07-18 |
| KR101758003B1 (ko) | 2017-07-13 |
| ES2726654T3 (es) | 2019-10-08 |
| BR112015024840B1 (pt) | 2020-03-31 |
| EP2987884A1 (en) | 2016-02-24 |
| US10000829B2 (en) | 2018-06-19 |
| EP2987884A4 (en) | 2016-11-09 |
| JP6194951B2 (ja) | 2017-09-13 |
| US20160017465A1 (en) | 2016-01-21 |
| CN105102658B (zh) | 2017-03-15 |
| CN105102658A (zh) | 2015-11-25 |
| MX375031B (es) | 2025-03-06 |
| EP2987884B1 (en) | 2019-04-03 |
| JPWO2014171427A1 (ja) | 2017-02-23 |
| PL2987884T3 (pl) | 2019-07-31 |
| TWI525201B (zh) | 2016-03-11 |
| KR20150121161A (ko) | 2015-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6194951B2 (ja) | 熱延鋼板 | |
| JP5126326B2 (ja) | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5724267B2 (ja) | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 | |
| CN104114731B (zh) | 钢板、镀敷钢板和它们的制造方法 | |
| JP6179461B2 (ja) | 高強度鋼板の製造方法 | |
| KR101485237B1 (ko) | 가공성이 우수한 고강도 강판 및 그 제조 방법 | |
| JP6822488B2 (ja) | 鋼板 | |
| JP6212956B2 (ja) | 曲げ加工性と耐摩耗性に優れた高強度熱延鋼板及びその製造方法 | |
| JP5316634B2 (ja) | 加工性に優れた高強度鋼板およびその製造方法 | |
| WO2015151428A1 (ja) | 材質均一性に優れた高強度冷延鋼板およびその製造方法 | |
| JP6311793B2 (ja) | 熱延鋼板 | |
| JPWO2014097559A1 (ja) | 低降伏比高強度冷延鋼板およびその製造方法 | |
| JP6265108B2 (ja) | 冷延鋼板用または溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法 | |
| JP5509909B2 (ja) | 高強度熱延鋼板の製造方法 | |
| JP5821810B2 (ja) | 細粒鋼板の製造方法 | |
| JP6037087B1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| KR20120121810A (ko) | 고강도 강판 및 그 제조 방법 | |
| JP2015214724A (ja) | 耐衝突性に優れた鋼板の高能率製造方法 | |
| JP6326837B2 (ja) | 冷延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480019121.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14784913 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015512473 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14774249 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20157026274 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/013563 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014784913 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201507371 Country of ref document: ID |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015024840 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015024840 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150928 |