WO2014174577A1 - スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー - Google Patents
スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー Download PDFInfo
- Publication number
- WO2014174577A1 WO2014174577A1 PCT/JP2013/061797 JP2013061797W WO2014174577A1 WO 2014174577 A1 WO2014174577 A1 WO 2014174577A1 JP 2013061797 W JP2013061797 W JP 2013061797W WO 2014174577 A1 WO2014174577 A1 WO 2014174577A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- slide fastener
- polyamide resin
- injection molding
- injection
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/24—Details
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/02—Slide fasteners with a series of separate interlocking members secured to each stringer tape
- A44B19/04—Stringers arranged edge-to-edge when fastened, e.g. abutting stringers
- A44B19/06—Stringers arranged edge-to-edge when fastened, e.g. abutting stringers with substantially rectangular members having interlocking projections and pieces
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D5/00—Producing elements of slide fasteners; Combined making and attaching of elements of slide fasteners
- B29D5/02—Producing elements of slide fasteners; Combined making and attaching of elements of slide fasteners the fasteners having separate interlocking members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C2045/0093—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor of articles provided with an attaching element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2005/00—Elements of slide fasteners
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T24/00—Buckles, buttons, clasps, etc.
- Y10T24/25—Zipper or required component thereof
Definitions
- the present invention relates to an injection molding element for a slide fastener. Moreover, this invention relates to the slide fastener provided with the said injection molding element.
- the slide fastener is an opening / closing tool for articles that are used not only for daily necessities such as clothing, bags, shoes and sundries, but also for industrial items such as water tanks, fishing nets and space suits.
- FIG. 1 shows a configuration example of a slide fastener.
- the slide fastener 10 controls the opening and closing of a fastener by engaging and separating a pair of long tapes 11, a number of elements 12 that are meshing portions of fasteners attached along one side edge of each tape, and the elements 12.
- the slider 13 is mainly composed of three parts. Further, in order to prevent the slider 13 from falling off, an upper stopper 14 and an opening tool 15 can be provided, and a handle 16 can be attached to the surface of the slider 13.
- the element When using synthetic resin as the material of the element, the element can be attached to the fastener tape by continuous injection molding on the tape.
- polyoxymethylene has been used as a synthetic resin (Patent Document 1 and Patent Document 2), but in recent years, materials other than polyoxymethylene have been proposed from the viewpoint of improving performance.
- Patent Document 3 when a slide fastener composed of a fabric and a resin part is dyed in the same bath, the slide using polyester and polyamide is used as an object to dye the fabric and the slide fastener so that the appearance is the same color. Fastener parts have been proposed.
- the properties required for injection molding elements for slide fasteners include high practical strength, the fact that the fastener tape will not wavy after installation (designability), and excellent moldability. Can be mentioned.
- polyoxymethylene is excellent in moldability, there is a problem that it is difficult to increase the strength.
- element slipperiness is lowered due to weak adhesion to the tape.
- Patent Document 3 describes that polyester or polyamide can be used as an element material
- the invention according to the document focuses on improving the same color dyeing property, and is a concrete example for satisfying all these characteristics.
- no specific example using a polyamide resin for the element is disclosed at all.
- an object of the present invention is to provide an injection molding element for a slide fastener that can satisfy all of the above characteristics. Moreover, this invention makes it another subject to provide the slide fastener provided with such an injection molding element.
- the present inventor has conducted extensive studies to solve the above-mentioned problems. As a result, a polyamide resin having a predetermined glass transition point (Tg) and a reinforcing fiber are blended, and a specific range of melt flow rate (MFR) is obtained. It has been found that it is effective to have a polyamide resin composition. Further, it has also been found that by adding a predetermined fatty acid salt, it is possible to improve moldability without impairing strength.
- Tg glass transition point
- MFR melt flow rate
- the present invention has been completed on the basis of the above knowledge.
- the present invention provides an injection molding element for a slide fastener made of a polyamide resin composition containing a polyamide resin having a glass transition point of 40 to 70 ° C.
- the composition is an injection-molded element having a melt flow rate of 5 to 40 g / 10 min and containing 40 to 60 parts by mass of reinforcing fibers in a total of 100 parts by mass of polyamide resin and reinforcing fibers.
- the injection molding element contains a metal salt of a fatty acid having 20 to 40 carbon atoms.
- the fatty acid salt is montanate.
- the content of the fatty acid salt is 0.1 to 2.0 parts by mass with respect to 100 parts by mass in total of the polyamide resin and the reinforcing fiber.
- the melt flow rate is 10 to 20 g / 10 minutes.
- the polyamide resin is at least one selected from the group consisting of nylon 6 and nylon 6,10.
- the reinforcing fiber is at least one selected from the group consisting of glass fiber, carbon fiber and aramid fiber.
- the present invention is a fastener chain including the injection molding element according to the present invention.
- the present invention is a slide fastener including the injection molding element according to the present invention.
- the present invention is an article provided with the slide fastener according to the present invention.
- the injection molding element for a slide fastener according to the present invention is made of a polyamide resin composition.
- the polyamide resin that can be used in the present invention has a glass transition point of 40 to 70 ° C. When the glass transition temperature is 40 ° C. or higher, high strength is easily developed, and when the glass transition temperature is 70 ° C. or lower, low temperature injection molding becomes possible, and the fastener tape shrinks due to heat during injection molding. It is possible to prevent undulations from occurring.
- the glass transition point of the polyamide resin is preferably 50 to 60 ° C.
- the method for measuring the glass transition point of the polyamide resin conforms to JIS K7121.
- Polyamide resin is obtained by copolycondensation of diamine and dicarboxylic acid, polycondensation of ⁇ -amino acid, ring-opening polymerization of lactams, and the like.
- diamine include linear or branched fatty acids such as ethylenediamine, propylenediamine, butylenediamine, hexamethylenediamine, 2-methylpropanediamine, 3-methylpropanediamine, octamethylenediamine, decanediamine, and dodecanediamine.
- Aromatic diamine metaxylylenediamine, paraxylylenediamine, aromatic diamine such as metaphenylenediamine and paraphenylenediamine, isophoronediamine, 2-aminomethylpiperidine, 4-aminomethylpiperidine, 4,4'-diaminodicyclohexylene Methane, 4,4'-diamino-3,3'-dimethyldicyclohexylenemethane, 1,3-di (4-piperidyl) -propane, 1,2-diaminocyclohexane, 1,3-diaminocyclohexane 1,4-diaminocyclohexane, N-aminopropylpiperazine, 4,4′-diaminodicyclohexylenepropane, 1,2-bis (aminomethyl) cyclohexane, 1,3-bis (aminomethyl) cyclohexane and 1,4- And alicyclic diamine
- dicarboxylic acid examples include succinic acid, propanedioic acid, butanedioic acid, pentanedioic acid, adipic acid, heptanedioic acid, octanedioic acid, nonanedioic acid, decanedioic acid, dodecanedioic acid, undecanedioic acid, dimer Linear or branched aliphatic dicarboxylic acids such as acids and hydrogenated dimer acids, phthalic acid, terephthalic acid, isophthalic acid, naphthalenedicarboxylic acid, 2-chloroterephthalic acid, 2-methylterephthalic acid, 5-methylisophthalic acid Acids, and aromatic dicarboxylic acids such as 5-sodium sulfoisophthalic acid and 1,5-naphthalenedicarboxylic acid, 1,4-cyclohexanedicarboxylic acid, 1,2-cyclohexane
- Examples of ⁇ -amino acids include 6-aminohexanoic acid, 11-aminoundecanoic acid, 12-aminododecanoic acid, 4-piperidinecarboxylic acid, 3-piperidinecarboxylic acid, and 2-piperidinecarboxylic acid.
- Examples of the lactam include ⁇ -caprolactam, undecane lactam, and lauryl lactam.
- polyamide polycaproamide (nylon 6), polydodecanamide (nylon 12), polyhexamethylene adipamide (nylon 66), polyundecane adipamide (nylon 116), polyhexa Methylene sebamide (nylon 610), polydecamethylene adipamide (nylon 106), polydecamethylene sebamide (nylon 1010), polyhexamethylene dodecamide (nylon 612), and polydecamethylene dodecamide (nylon 1012) ).
- nylon 6 polycaproamide
- polydodecanamide polydodecanamide
- nylon 12 polyhexamethylene adipamide
- polyundecane adipamide polyundecane adipamide
- nylon 106 polyhexa Methylene sebamide
- polydecamethylene adipamide nylon 106
- polydecamethylene sebamide polyhexamethylene dodecamide
- nylon 1012 polydecamethylene dodecamide
- the strength of the injection molded element can be enhanced.
- Polyamide can be treated with a silane coupling agent, titanate coupling agent, or aluminate coupling agent to improve the affinity for reinforcing fibers compared to polyester, so even if a large amount of reinforcing fibers are added. High rigidity can be achieved without impairing strength.
- the concentration of the reinforcing fiber can be 40 parts by mass or more, and further can be 50 parts by mass or more.
- the concentration of the reinforcing fiber in the polyamide resin composition is preferably 70 parts by mass or less, and is 65 parts by mass or less. Is more preferable.
- the reinforcing fiber used in the present invention is not limited.
- organic fibers such as carbon fiber and aramid fiber
- glass fiber e.g, glass fiber, acicular wollastonite, whisker (eg, calcium titanate whisker, calcium carbonate).
- whisker eg, calcium titanate whisker, calcium carbonate
- Inorganic fibers such as whiskers and aluminum borate whiskers
- the average fiber diameter before compounding with the resin is preferably about 3 to 20 ⁇ m, more preferably about 5 to 12 ⁇ m.
- the average fiber length before compounding with the resin is preferably about 1 mm to 10 mm, and more preferably about 3 mm to 6 mm.
- the fiber diameter refers to the diameter when the cross-sectional area of the reinforcing fiber is obtained and the cross-sectional area is calculated as a perfect circle.
- the average fiber length of the reinforcing fibers is generally 1/10 to 1/20, for example, 0.1 to 1 mm, typically 0.1 to 0.5 mm.
- the total content of the polyamide resin and the reinforcing fiber in the polyamide resin composition is typically 90% by mass or more, and more typically 95% by mass or more.
- melt flow rate (MFR) of the polyamide resin composition to be used is controlled.
- MFR varies depending on the molecular weight of the polyamide and the content of reinforcing fibers. If the MFR is excessively low, the flow rate is deteriorated, so that the filling rate when injection molding a molded part for a slide fastener such as a slider is deteriorated, resulting in problems such as a decrease in yield and a prolonged molding cycle.
- a preferred MFR is 5 to 40 g / 10 min, a more preferred MFR is 8 to 30 g / 10 min, and an even more preferred MFR is 10 to 20 g / 10 min.
- MFR is measured at 280 ° C. and a measurement load of 2.16 kg according to JIS K7210 (Method A).
- the polyamide resin used in the present invention needs to have a high molecular weight in order to obtain the MFR specified in the present invention, the polyamide resin alone tends to have high viscosity and low fluidity.
- the properties of high viscosity and low fluidity lead to deterioration of moldability. Therefore, it is conceivable to add a wax for the purpose of improving the fluidity in order to improve the moldability, but adding the wax causes a decrease in strength and may cause a problem of worsening the adhesion to the tape. I understood. Therefore, the present inventor examined an additive for improving the formability without reducing the strength. When a metal salt of a fatty acid having 20 to 40 carbon atoms is added, the strength is not impaired.
- a montanic acid metal salt is preferable among fatty acid metal salts.
- Specific examples of the metal montanate include calcium montanate, sodium montanate, zinc montanate, lithium montanate, magnesium montanate, and aluminum montanate.
- the content of the fatty acid salt is preferably 0.1 to 2.0 parts by mass with respect to 100 parts by mass in total of the polyamide resin and the reinforcing fibers. By setting it as 0.1 mass part or more, a moldability improvement effect can be exhibited significantly, and by setting it as 2.0 mass part or less, the bleed-out by aged deterioration and the color tone change by yellowing can be suppressed.
- the content of the fatty acid salt is more preferably 0.3 to 1.0 part by mass with respect to 100 parts by mass in total of the polyamide resin and the reinforcing fiber.
- the polyamide resin composition contains heat-resistant stabilizers, weathering agents, hydrolysis-resistant agents, antioxidants, other additives such as other pigments, for example, a total of 100 parts by mass of polyamide resin and reinforcing fibers. You may add so that it may become 10.0 mass parts or less, typically 5.0 mass parts or less, more typically 2.0 mass parts or less. When other pigments are added, it is desirable that the above-mentioned pigment having the predetermined Mohs hardness and refractive index occupy 90% by mass or more, preferably 95% by mass, and more preferably 100% by mass of the entire pigment. .
- Japanese Patent Application Laid-Open Nos. 2-36376 and 59-91906 are available. JP-A-59-101334 and the like.
- the material of the tape is not particularly limited. Chemical fibers such as polyester, polyamide, polyolefin, polyether, acrylic and polyvinyl, natural cellulose fibers such as cotton and hemp, natural protein fibers such as wool and silk, rayon and cupra. Regenerated cellulosic semi-synthetic chemical fibers such as can be used, but those obtained by weaving or knitting polyester fibers are preferred for reasons such as strength, heat resistance, dyeability, and cost.
- the conditions for injection molding are not particularly limited, but from the viewpoint of ensuring high productivity without deterioration, the cylinder temperature is 10 to 60 ° C.
- the temperature is set so that the tape does not burn.
- it is preferably set in the range of 60 to 100 ° C. for polyamide 6, 70 to 100 ° C. for polyamide 610, and 80 to 100 ° C. for polyamide 66.
- a pair of left and right fastener stringers can be engaged to form a fastener chain, and a slide fastener can also be formed by combining parts such as a slider.
- the slide fastener manufactured in this way can be attached to the opening and closing parts of various articles.
- the surface of the injection-molded element according to the present invention preferably has a 10-point average roughness of 6 ⁇ m or less, for example, 0.1 to 6 ⁇ m, for improving the glossiness.
- the ten-point average roughness is measured using a non-contact type surface roughness measuring machine using a laser microscope.
- the dye is not limited, but a metal-containing dye, an acid dye, a selenium dye, and a disperse dye are suitable. Among them, an acid dye can be particularly suitably used because of good dyeability and fastness. Dyeing can be performed simultaneously with other components of the slide fastener or can be performed separately.
- EXTER6000 manufactured by Seiko Instruments
- DSC differential scanning calorimeter
- Phenol-based antioxidant (trade name “ADEKA STAB AO-80” manufactured by ADEKA)
- Phosphorus antioxidant (trade name “ADEKA STAB PEP36” manufactured by ADEKA)
- Zinc stearate (trade name “Zn-St” manufactured by Nitto Kasei Kogyo Co., Ltd., carbon number: 18)
- Polyethylene wax (trade name “Lico Wax PE520” manufactured by Clariant Japan, molecular weight: about 2000)
- Calcium montanate (trade name “CS-8” manufactured by Nitto Kasei Kogyo Co., Ltd., carbon number: 28)
- Montanate sodium (trade name “NS-8” manufactured by Nitto Kasei Kogyo Co., Ltd., carbon number: 28)
- the polyamide resin, glass fiber and additives are kneaded using a twin screw extruder (Toshiba Machine, TEM-18SS) so as to have the blending ratios (mass basis) shown in Tables 1 and 2, and then The molten resin was extruded into a strand shape, solidified in a cooling water tank, and then the strand was cut with a pelletizer to obtain polyamide resin composition pellets of Examples and Comparative Examples.
- a large number of element molds, each of which is a fixed mold and a movable mold, are arranged, and a cylinder temperature is set to a melting point of polyamide + 20 ° C. using a fastener chain manufacturing apparatus capable of continuously injection-molding elements on a tape.
- the fastener chain was manufactured with the mold temperature set to the glass transition point of polyamide + 20 ° C.
- melt flow rate (MFR) at 280 ° C. of the polyamide resin compositions according to the inventive examples and the comparative examples was measured according to JIS K7210 (Method A). The results are shown in Tables 1 and 2.
- Examples 1 to 7 all had excellent characteristics in terms of strength, tape waviness, and formability.
- the strength was increased in addition to the improvement of moldability.
- Comparative Example 1 since the glass fiber content was too high and the MFR was too low, the moldability deteriorated and a fastener chain could not be produced. Contrary to Comparative Example 2, the glass fiber content was too low, so that sufficient strength could not be obtained.
- Comparative Example 3 since a polyamide having a high glass transition point was used, the molding temperature was high, and tape waviness occurred.
- the MFR was too high and sufficient strength could not be obtained.
- Comparative Example 5 since the MFR of the polyamide itself used was high (in other words, the molecular weight was low), the MFR was high as a whole and sufficient strength was not obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Slide Fasteners (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本発明に係るスライドファスナー用の射出成形エレメントはポリアミド樹脂組成物を材料とする。本発明において使用可能なポリアミド樹脂はガラス転移点が40~70℃のものである。ガラス転移温度が40℃以上であることによって高強度が発現しやすく、また、ガラス転移温度が70℃以下であることによって低温での射出成形が可能となり、射出成形時にファスナーテープが熱によって収縮し、波打ちが発生するのを防止可能となる。ポリアミド樹脂のガラス転移点は好ましくは50~60℃である。
これらは単独で用いても2種以上を混合して用いてもよい。
更に、ポリアミドの繰返単位の任意の組合せで得られる共重合体も用いることができる。
ポリアミド樹脂組成物中に強化繊維を含有させることで、射出成形エレメントの強度を強化することができる。ポリアミドはシランカップリング剤、チタネート系カップリング剤又はアルミネート系カップリング剤などで表面処理することにより、ポリエステルに比べて強化繊維へ親和性向上が見込めるため、強化繊維を多量に添加しても強度を損なうこと無く高剛性化することが可能である。具体的には、ポリアミド樹脂と強化繊維の合計100質量部中、強化繊維の濃度を40質量部以上とすることが可能であり、更には50質量部以上とすることも可能である。但し、強化繊維の濃度が高すぎると成形性が悪化し、強度も低下することから、ポリアミド樹脂組成物中の強化繊維の濃度は70質量部以下とするのが好ましく、65質量部以下とするのがより好ましい。
本発明においては、使用するポリアミド樹脂組成物のメルトフローレート(MFR)を制御する。MFRはポリアミドの分子量や強化繊維の含有量などに影響を受けて変化する。MFRが過度に低くなると流れ性の悪化によりスライダーなどのスライドファスナー用成形部品を射出成形する際の充填率が悪くなり、歩留まり低下や成形サイクルの長期化などの問題が生じる。一方、MFRが過剰に高くなると、強度が低下するのみならず、分子量分布の広がりにより流れムラが発生して外観不良となったり、ポリマー成分由来の吸水率の影響により夏場環境の寸法安定性が悪くなったりするなどの問題が発生する。好ましいMFRは5~40g/10分であり、より好ましいMFRは8~30g/10分であり、更により好ましいMFRは10~20g/10分である。本発明においては、MFRはJIS K7210(A法)に準拠して280℃、測定荷重2.16kgで測定する。MFRがこの範囲にある樹脂組成物を用いることにより、成形性及び品質安定性に優れたスライドファスナー用成形部品を高い生産効率で製造することが可能である。上述した強化繊維の含有量からみて、当該範囲のMFRを得るためには本発明において使用するポリアミドの分子量を比較的高く設定することが必要となる。
本発明において使用するポリアミド樹脂は、本発明で規定するMFRを得るために分子量を高くすることが必要であるため、ポリアミド樹脂単独では高粘度で低流動性となる傾向にある。高粘度で低流動性という特性は成形性の悪化につながる。そのため、成形性を向上させるために流動性向上を目的としたワックスを添加することが考えられるが、ワックスを添加すると強度低下が生じる他、テープへの密着性を悪化させるという問題も生じることが分かった。そこで、本発明者は強度を低下させることなく成形性を向上させるための添加剤について検討したところ、炭素数が20以上40以下の脂肪酸の金属塩を添加した場合には、強度を損なうことなく成形性を向上可能であることが分かった。そして、脂肪酸金属塩の中でもモンタン酸金属塩が好ましいことが分かった。モンタン酸金属塩の具体例としては、モンタン酸カルシウム、モンタン酸ナトリウム、モンタン酸亜鉛、モンタン酸リチウム、モンタン酸マグネシウム、モンタン酸アルミニウムが挙げられる。
本発明に係るポリアミド樹脂組成物を用いてスライドファスナー用のエレメントを射出成形により製造することが可能である。一般には、エレメントはファスナーテープ上に連続的に射出成形され、ファスナーテープの側縁にエレメントが取着されたファスナーストリンガーが製造される。
・ナイロン6(東レ製の商品名「アミランCM1007」、ガラス転移点=50℃)
・ナイロン610(EVONIK社製の商品名「VESTAMID Terra HS16」、ガラス転移点=60℃)
・ナイロン66(AKChem社製の商品名「レオナ1300S」、ガラス転移点80℃)
・ナイロン6(ユニチカ社製の商品名「A1012」、ガラス転移点50℃)
各ポリアミド樹脂のガラス転移点の測定方法はJIS K7121に準拠し、DSC(示差走査熱量計)としてExtar6000(セイコーインスツルメンツ製)を用い、10℃/分の昇温条件で測定した。
・耐熱ガラス繊維(日東紡績社製の商品名「CS3J-459」、繊維断面形状φ11μm(真円形状)、成形前平均繊維長3.0mm、成形後平均繊維長0.1mm)
・扁平ガラス繊維(日東紡績社製の商品名「CSG3PL-810S」、繊維断面形状14×7μm(楕円形状)、成形前平均繊維長3.0mm、成形後平均繊維長0.15mm)
・フェノール系酸化防止剤(ADEKA社製の商品名「アデカスタブAO-80」)
・リン系酸化防止剤(ADEKA社製の商品名「アデカスタブPEP36」)
・ステアリン酸亜鉛(日東化成工業社製の商品名「Zn-St」、炭素数:18)
・ポリエチレンワックス(クラリアントジャパン社製の商品名「リコワックス PE520」、分子量:約2000)
・モンタン酸カルシウム(日東化成工業社製の商品名「CS-8」、炭素数:28)
・モンタン酸ナトリウム(日東化成工業社製の商品名「NS-8」、炭素数:28)
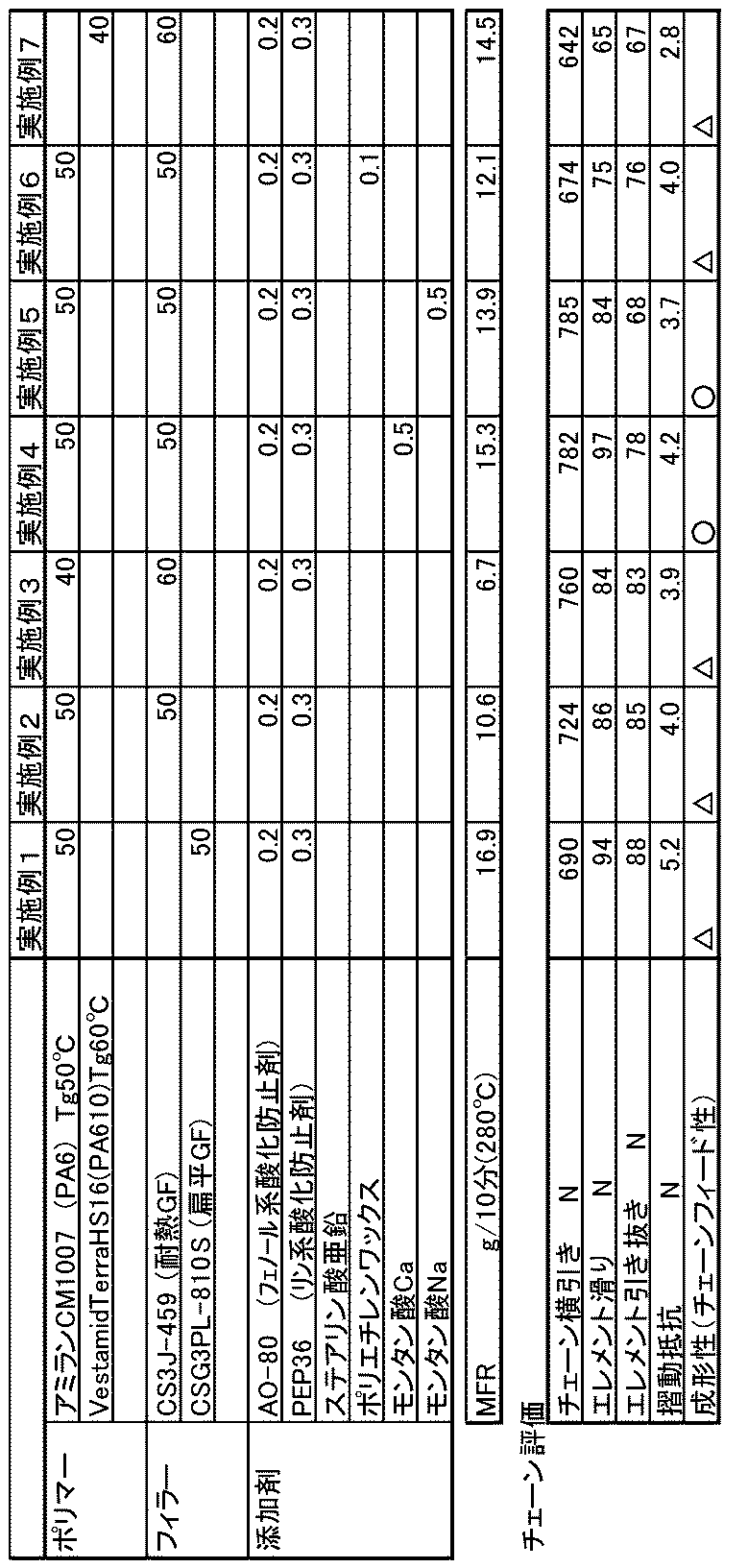
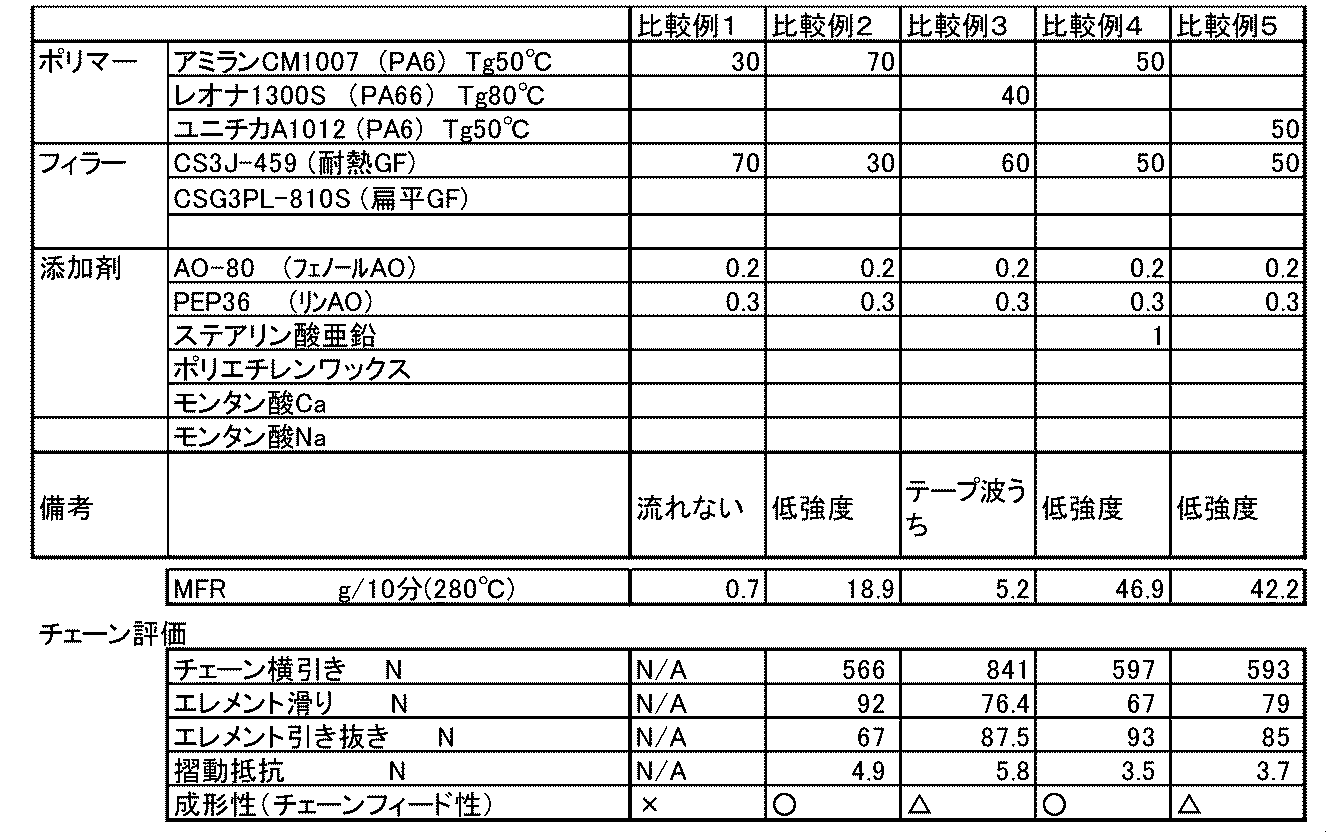
実施例1~7については、強度、テープ波打ち、及び成形性といった項目で何れも優れた特性を有していた。特に、モンタン酸塩を添加した実施例4及び5については、成形性の向上に加えて強度も上昇した。一方、比較例1についてはガラスファイバーの含有量が高すぎ、MFRが低すぎたために成形性が悪化し、ファスナーチェーンを製造できなかった。比較例2については逆にガラスファイバーの含有量が低すぎたことにより十分な強度を得ることができなかった。比較例3についてはガラス転移点が高いポリアミドを使用したために、成形温度が高くなり、テープ波打ちが発生した。比較例4についてはMFRが高すぎて十分な強度が得られなかった。比較例5については、使用したポリアミド自体のMFRが高かった(換言すれば分子量が低かった)ために、全体としてもMFRが高くなり、十分な強度が得られなかった。
11 長尺テープ
12 エレメント
13 スライダー
14 上止め
15 開き具
16 引き手
Claims (10)
- ガラス転移点が40~70℃のポリアミド樹脂を含有するポリアミド樹脂組成物を材料としたスライドファスナー用の射出成形エレメントであって、当該組成物はメルトフローレートが5~40g/10分であり、ポリアミド樹脂と強化繊維の合計100質量部中に40~60質量部の強化繊維を含有する射出成形エレメント。
- 炭素数が20以上40以下の脂肪酸の金属塩を含有する請求項1に記載の射出成形エレメント。
- 脂肪酸塩がモンタン酸塩である請求項2に記載の射出成形エレメント。
- 脂肪酸塩の含有量がポリアミド樹脂と強化繊維の合計100質量部に対して0.1~2.0質量部である請求項1~3の何れか一項に記載の射出成形エレメント。
- メルトフローレートが10~20g/10分である請求項1~4の何れか一項に記載の射出成形エレメント。
- ポリアミド樹脂がナイロン6及びナイロン6,10よりなる群から選択される少なくとも1種である請求項1~5の何れか一項に記載の射出成形エレメント。
- 強化繊維はガラス繊維、炭素繊維及びアラミド繊維よりなる群から選択される1種以上である請求項1~6の何れか一項に記載の射出成形エレメント。
- 請求項1~7の何れか一項に記載の射出成形エレメントを備えたファスナーチェーン。
- 請求項1~7の何れか一項に記載の射出成形エレメントを備えたスライドファスナー。
- 請求項9に記載のスライドファスナーを備えた物品。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/654,626 US10005210B2 (en) | 2013-04-22 | 2013-04-22 | Injection molded element for slide fastener and slide fastener provided with same |
| CN201380052867.5A CN104703499B (zh) | 2013-04-22 | 2013-04-22 | 拉链用注射成型链牙及具备该拉链用注射成型链牙的拉链 |
| EP13883055.9A EP2937010B1 (en) | 2013-04-22 | 2013-04-22 | Injection molding element for slide fastener and slide fastener provided with same |
| JP2015513384A JP6041982B2 (ja) | 2013-04-22 | 2013-04-22 | スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー |
| PCT/JP2013/061797 WO2014174577A1 (ja) | 2013-04-22 | 2013-04-22 | スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー |
| TR2018/15153T TR201815153T4 (tr) | 2013-04-22 | 2013-04-22 | Fermuar i̇çi̇n enjeksi̇yonla kaliplanarak üreti̇len eleman ve bu eleman i̇le üreti̇len fermuar. |
| TW103113777A TWI519402B (zh) | 2013-04-22 | 2014-04-16 | 拉鏈用射出成形鏈齒、具備該鏈齒的拉鏈及其物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/061797 WO2014174577A1 (ja) | 2013-04-22 | 2013-04-22 | スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014174577A1 true WO2014174577A1 (ja) | 2014-10-30 |
Family
ID=51791188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/061797 Ceased WO2014174577A1 (ja) | 2013-04-22 | 2013-04-22 | スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10005210B2 (ja) |
| EP (1) | EP2937010B1 (ja) |
| JP (1) | JP6041982B2 (ja) |
| CN (1) | CN104703499B (ja) |
| TR (1) | TR201815153T4 (ja) |
| TW (1) | TWI519402B (ja) |
| WO (1) | WO2014174577A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9505915B2 (en) * | 2012-11-05 | 2016-11-29 | Kyoto Municipal Institute Of Industrial Technology And Culture | Fastening component and method for manufacturing the fastening component |
| WO2016067400A1 (ja) | 2014-10-29 | 2016-05-06 | Ykk株式会社 | ファスナーエレメント及びファスナーエレメントの製造方法 |
| USD775457S1 (en) * | 2015-05-19 | 2017-01-03 | Teddy Stratford Apparel LLC | Zippered shirt with faux button placket |
| USD762347S1 (en) * | 2015-07-06 | 2016-08-02 | Andrew Jared Miller | Shirt |
| USD818394S1 (en) * | 2016-06-30 | 2018-05-22 | Ideal Fastener (Guangdong) Industries Ltd. | Zipper tooth |
| TW201811976A (zh) | 2016-08-08 | 2018-04-01 | 美商堤康那責任有限公司 | 用於散熱器之導熱聚合物組合物 |
| CN110300525B (zh) * | 2017-02-15 | 2022-04-15 | Ykk株式会社 | 拉链链条的矫正装置和矫正方法 |
| CN109008092A (zh) * | 2018-06-04 | 2018-12-18 | 道晟拉链科技(太仓)有限公司 | 一种抗断裂拉链的制备方法 |
| JP7308859B2 (ja) * | 2018-10-22 | 2023-07-14 | クラレファスニング株式会社 | 耐熱性に優れた雄型成形面ファスナー、該雄型成形面ファスナーの製造方法、及び該雄型成形面ファスナーを用いた自動車用内装材の固定方法 |
| CN110101170B (zh) * | 2019-05-15 | 2021-11-09 | 浙江伟星实业发展股份有限公司 | 一种拉链加强胶带、其制备方法及拉链 |
| CN112759921B (zh) * | 2019-11-05 | 2022-09-02 | 浙江伟星实业发展股份有限公司 | 一种可与服装共同染色的改性尼龙材料、其制备方法及拉链产品 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5991906A (ja) | 1982-11-19 | 1984-05-26 | ワイケイケイ株式会社 | 合成樹脂製務歯を有するスライドフアスナ−チエンの製造装置 |
| JPS59101334A (ja) | 1982-11-30 | 1984-06-11 | Yoshida Kogyo Kk <Ykk> | 合成樹脂製務歯を有するスライドフアスナ−チエンの製造装置 |
| JPH0236376A (ja) | 1988-06-08 | 1990-02-06 | Siemens Ag | Cmos回路のラツチアップ検査方法および装置 |
| JPH1170588A (ja) * | 1997-08-29 | 1999-03-16 | Ykk Corp | 再生合成樹脂スライドファスナー用部品の製造方法 |
| JP2001192530A (ja) | 2000-01-07 | 2001-07-17 | Du Pont Kk | 成形用ポリアセタール樹脂材料、芳香を発するスライドファスナーなどの成形品、および芳香を発する成形品の製造方法 |
| JP2003219903A (ja) | 2002-01-31 | 2003-08-05 | Asahi Kasei Corp | ポリアセタール樹脂製ファスナー |
| JP2005314612A (ja) * | 2004-04-30 | 2005-11-10 | Ge Plastics Japan Ltd | ポリエステル樹脂製光反射体 |
| JP4517277B2 (ja) | 2003-12-02 | 2010-08-04 | 東洋紡績株式会社 | 染色に適するスライドファスナー用部品およびスライドファスナー |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005035334A1 (de) * | 2005-07-28 | 2007-02-01 | Ticona Gmbh | Emissionsarme, tribologisch modifizierte Polyoxymethylen-Formmassen und daraus hergestellte Formteile |
| US20090048385A1 (en) * | 2005-09-16 | 2009-02-19 | Asahi Kasei Chemicals Corporation | Masterbatch and composition containing the same |
| KR101116480B1 (ko) | 2007-03-30 | 2012-03-07 | 미쓰이 가가쿠 가부시키가이샤 | 난연성 폴리아마이드 조성물 |
| JP5946614B2 (ja) | 2011-08-15 | 2016-07-06 | ユニチカ株式会社 | ポリアミド樹脂組成物、および該ポリアミド樹脂組成物を用いた成形体 |
-
2013
- 2013-04-22 JP JP2015513384A patent/JP6041982B2/ja active Active
- 2013-04-22 EP EP13883055.9A patent/EP2937010B1/en active Active
- 2013-04-22 CN CN201380052867.5A patent/CN104703499B/zh active Active
- 2013-04-22 WO PCT/JP2013/061797 patent/WO2014174577A1/ja not_active Ceased
- 2013-04-22 US US14/654,626 patent/US10005210B2/en active Active
- 2013-04-22 TR TR2018/15153T patent/TR201815153T4/tr unknown
-
2014
- 2014-04-16 TW TW103113777A patent/TWI519402B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5991906A (ja) | 1982-11-19 | 1984-05-26 | ワイケイケイ株式会社 | 合成樹脂製務歯を有するスライドフアスナ−チエンの製造装置 |
| JPS59101334A (ja) | 1982-11-30 | 1984-06-11 | Yoshida Kogyo Kk <Ykk> | 合成樹脂製務歯を有するスライドフアスナ−チエンの製造装置 |
| JPH0236376A (ja) | 1988-06-08 | 1990-02-06 | Siemens Ag | Cmos回路のラツチアップ検査方法および装置 |
| JPH1170588A (ja) * | 1997-08-29 | 1999-03-16 | Ykk Corp | 再生合成樹脂スライドファスナー用部品の製造方法 |
| JP2001192530A (ja) | 2000-01-07 | 2001-07-17 | Du Pont Kk | 成形用ポリアセタール樹脂材料、芳香を発するスライドファスナーなどの成形品、および芳香を発する成形品の製造方法 |
| JP2003219903A (ja) | 2002-01-31 | 2003-08-05 | Asahi Kasei Corp | ポリアセタール樹脂製ファスナー |
| JP4517277B2 (ja) | 2003-12-02 | 2010-08-04 | 東洋紡績株式会社 | 染色に適するスライドファスナー用部品およびスライドファスナー |
| JP2005314612A (ja) * | 2004-04-30 | 2005-11-10 | Ge Plastics Japan Ltd | ポリエステル樹脂製光反射体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104703499A (zh) | 2015-06-10 |
| EP2937010A1 (en) | 2015-10-28 |
| US20150343681A1 (en) | 2015-12-03 |
| EP2937010A4 (en) | 2016-10-26 |
| CN104703499B (zh) | 2018-01-16 |
| TWI519402B (zh) | 2016-02-01 |
| US10005210B2 (en) | 2018-06-26 |
| JP6041982B2 (ja) | 2016-12-14 |
| EP2937010B1 (en) | 2018-08-22 |
| JPWO2014174577A1 (ja) | 2017-02-23 |
| TW201501905A (zh) | 2015-01-16 |
| TR201815153T4 (tr) | 2018-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6041982B2 (ja) | スライドファスナー用射出成形エレメント及びそれを備えたスライドファスナー | |
| JP5940161B2 (ja) | スライドファスナー用成形部品及びそれを備えたスライドファスナー | |
| JP6518587B2 (ja) | 結晶性熱可塑性樹脂組成物および成形品 | |
| BRPI0807187A2 (pt) | Material compósito baseado em poliamida e ácido (poli)lático, processo de fabricação e uso do mesmo | |
| JP6002683B2 (ja) | スライドファスナー用成形部品及びそれを備えたスライドファスナー | |
| JP6266094B2 (ja) | スライドファスナー用ポリアミド樹脂組成物、スライドファスナー用部品及びそれを備えたスライドファスナー | |
| JP2016210988A (ja) | 熱可塑性成形材料 | |
| US5028649A (en) | Polyethylene terephthalate molding compounds with sodium stearate and polyester amides | |
| JP4488563B2 (ja) | 成形性に優れた強化ポリアミド樹脂組成物 | |
| JP6568312B2 (ja) | スライドファスナー用ポリアミド樹脂組成物、スライドファスナー用部品及びそれを備えたスライドファスナー | |
| JPWO2015049753A1 (ja) | スライドファスナー用樹脂製スライダー及びそれを備えたスライドファスナー | |
| JP6349693B2 (ja) | ポリアミド系樹脂組成物及びポリアミド系樹脂延伸フィルム | |
| JP6143864B2 (ja) | ファスナー部品、スライドファスナー及びファスナー部品の製造方法 | |
| JP3755457B2 (ja) | 繊維強化成形品の製造方法 | |
| JP2010111841A (ja) | ポリアミド樹脂組成物およびそれからなる成形体 | |
| JP2001300979A (ja) | ポリアミド樹脂多層成形品の製造方法 | |
| BR112021015562B1 (pt) | Material de modelagem termoplástico, processo de produção de material de modelagem, uso do material de modelagem, filme ou artigo moldado e uso de misturas | |
| JPH01185364A (ja) | 補強剤含有ポリアミド組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13883055 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015513384 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013883055 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14654626 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |